

Page 1

www.ferm.com 1007-30
Art. No. WEM1039
FWM-45/140
www.ferm.com
GB
D
NL
F
E
P
I
RUS
GR
USERS MANUAL 03
GEBRAUCHSANWEISUNG 15
GEBRUIKSAANWIJZING 27
MODE D’EMPLOI 39
MANUAL DE INSTRUCCIONES 51
MANUAL DE INSTRUÇÕES 64
MANUALE UTILIZZATI 77
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 89
O¢∏°π∂™ Ã∏™∂ø™ 102
GB Subject to change
D Änderungen vorbehalten
NL Wijzigingen voorbehouden
F Sous réserve de modifications
E Reservado el derecho de
modificaciones técnicas
P Reservado o direito a modificações
I Con riserva di modifiche
RUS Комлания Ferm постоянно
совершенству ет выпускаему ю
ею проедукцию. Позтому в
техничесие характеристики могут
вноситься без предварительного
уведомления.
GR HÚԇ̠ÙÔ ‰Èη›ˆÌ· ·ÏÏ·ÁÒÓ
Page 2

Ferm 119Ferm
02
Fig. 1
Fig. 3
Fig. 2
32
33
9
8
7
35
5
4
1
21
31
37
19
3
2
28
6
18
20
29
30
25
16
10
17
13
36
14
34
12
15
11
26
2
4
2
7
2
3
22
38
39
40
E
E
AA
RR
TT
HH
II
NN
GG
E
A
R
T
H
I
N
G
Exploded view
1
3
2
4
6
5
10
60-70º
Page 3
Ferm 03
GB
D
NL
F
E
P
I
S
FIN
N
DK
WELDING APPLIANCE
The numbers in the following text refer to the picture on page 2
For your own safety and that of others, we recommend that you read this instruction
manual carefully before using this saw. Keep this instruction manual and the
documentation provided with the saw for future reference.
Introduction
The fusion welding process is used to melt the workpiece material under the influence of heat
supplied. With electrical arc welding use is also made of welding material (electrodes). The weld
originates after solidification.
The heat required is obtained by maintaining an electrical arc between the electrode and
workpiece. The welding process requires a strong current (45-140 A) with a relatively low
voltage (10–48 V). A transformer in the welding appliance ensures the lowering of the mains
voltage (230 V).
The device is not suitable for commercial use!
Contents
1. Machine information
2. Safety instructions
3. Mounting accessories
4. Operation
5. Service & maintenance
1. MACHINE INFORMATION
Technical specifications
Contents of packing
1 Welding appliance
1 Welding mask
1 Wire brush/scaling hammer
Voltage
Frequency
Welding power
Ignition voltage
Power factor
Electrode thickness
Weight
Dimensions
Thermal protection
Power cable
Welding cable
230 V ~
50 Hz
45-140 A
≤ 48 V
0.57
1.6 - 3.2 mm
16 kg
350 x 220 x 170 mm
75 ºC
H07RN-F3 x 1.5 mm
2
H01N2-D1 x 10 mm
2
Ferm
118
Spare parts list FWM-45/140
Ferm No. Description Position No.
100166 On/Off switch 2
100165 Indicator lamp 3
100177 thermic protection 16
100173 Fan 17
100175 handle 22
100163 earthclamp 38
100164 weldingclamp 39
100005 Wire brush /scaling hammer 100006 Welding lens 100007 Welding mask (excl. Weldinglens) -
U1 = 230 V I1max = 31,6A
1 ~ 50Hz IP21S
1007-30
U0 = 48 V
45A/19.8V - 140A/23.6V
ĭmm 3.2 3.2 2.5 2.0 1.6
I
2
(A) 140 115 80 55 45
t
w
(S) 64 87 162 320 462
t
r
(S) 724 710 671 758 861
~ 50Hz
16 Kg
I
1eff
= 9.9 A
Art. no. WEM1039
EN 60974-6: 2003
FWM-45/140
,Ê°6°ÊUÊLINGENSTRAATÊÈÊUÊnäÓnÊ*Ê<7"Ê ÊUÊ777°,°"ÊUÊÊ Ê*,
S
erie no.
Page 4
Ferm 117
GB
D
NL
F
E
P
I
S
FIN
N
DK
1 User Manual
1 Safety instructions
1 Guarantee card
Check the machines, loose parts and accessories for transport damage.
Product information
Fig. 1
1. Indicator lamp temperature
2. On/off switch
3. Rotary knob for setting current intensity
4. Welding cable with electrode holder
5. Earth cable with fixture
6. Rubber cap
7. Handle
8. Ventilation slots
9. Wire brush /scaling hammer
10. Welding mask
11. Electrodes
Table: setting and use
2. SAFETY INSTRUCTIONS
Explanation of the symbols
Read instructions carefully.
Ø Electrode (mm) Current intensity (A) Suitable for, among others:
1.6 45-55 Material thickness ≤ 2 mm
Repairing of moped/bicycle
2 50-75 Material thickness 2-3 mm
Repairing of wall stand
2.5 70-100 Material thickness 4-5 mm
Garden fence, garden toys
3.2 95-150 Material thickness 6-7 mm
Carport, garage
4 130-220 Material thickness 8-12 mm
Construction (heavy)
5 190-250 Material thickness ≥ 12 mm
Construction (very heavy)
Ferm
04
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 5
Ferm 05
GB
D
NL
F
E
P
I
S
FIN
N
DK
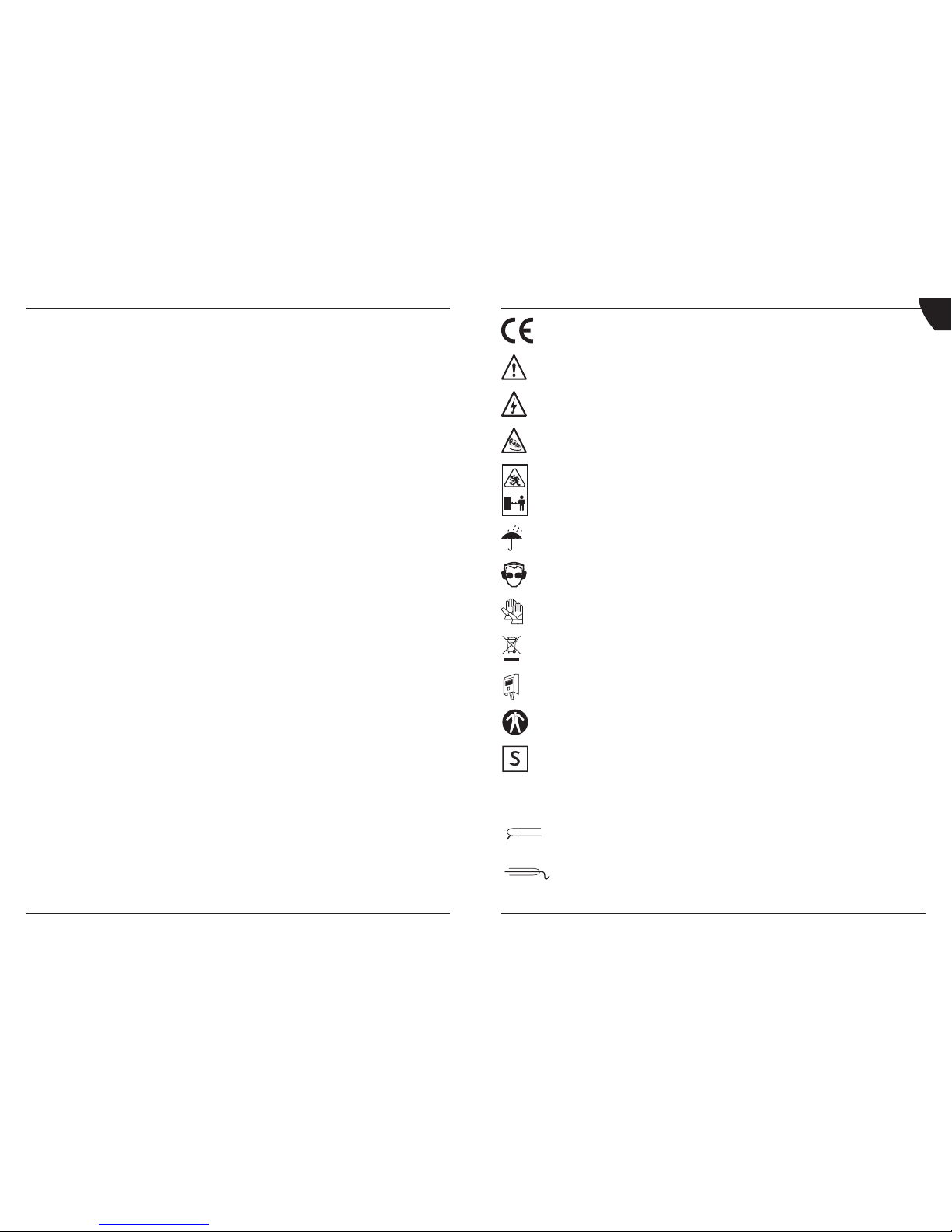
In accordance with essential applicable safety standards of European directives.
Denotes risk of personal injury, loss of life or damage to the tool in case of nonobservance of the instructions in this manual.
Indicates electrical shock hazard.
Immediately unplug the plug from the mains electricity in the case that the cord gets
damaged and during maintenance.
Keep bystanders away.
Do not expose in rain
Wear ear and eye protection.
Wear protective gloves.
Faulty and/or discarded electrical or electronic apparatus have to be collected at the
appropriate recycling locations.
Always use a welding mask during welding
Wear protecting clothes
Symbol for welding power sources which are suitable for supplying power to
welding operations carried out in an environment with increased hazard of electric
shock.
Standard for welding appliances for manual metal arc welding with limited duty.
Electrode holder
Earth terminal
EN60974-6
Ferm
116
GB
D
NL
F
E
P
I
S
GR
N
DK
Page 6
Ferm 115
GB
D
NL
F
E
P
I
S
GR
N
DK
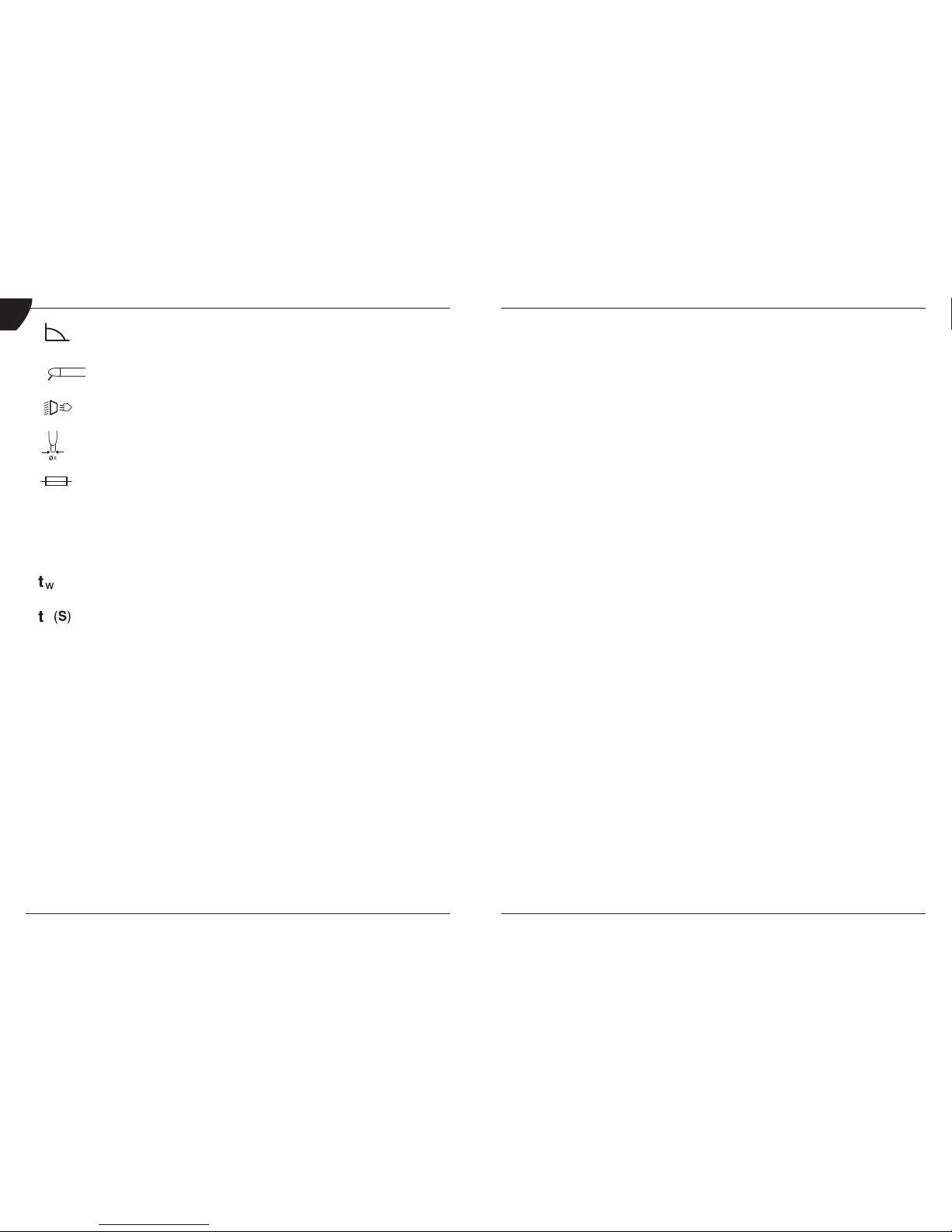
Falling voltage
Single-phase transformer
Earthed mains plug
Electrode diameter
Fusing 16A
Maximum primary current intensity in Ampere
Secondary current intensity in Ampere
Load time, time between the reset (ON operation) and the set (OFF operation) of the
thermal cut out device.
Reset time, time between the set (OFF operation) and the reset (ON operation) of
the thermal cut out device.
Protection class. Sealed for objects up to 12 mm and against perpendicular falling
drip water. Stoppage with water control.
Insulation class
Open voltage in Volts
Mains voltage in Volts
General safety instructions for welding appliances
• The user of the machine must have been instructed how to use and operate the machine.
• Ensure a well-illuminated and tidy working environment.
• Always remove the plug from the plug socket before carrying out maintenance on the
machine.
• Remove the plug from the plug socket when you leave the machine.
• Do not use the machine before you have fully assembled and installed the machine as
described in the manual.
r
(S)
U
1
U
0
H
IP21S
I
2
I
1
Ferm
06
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 7
Ferm 07
GB
D
NL
F
E
P
I
S
FIN
N
DK
Specific safety instructions for welding appliance
• Welding causes sparks and hot metal. Remember that this is a fire hazard, and remove all
flammable objects from the working environment.
• Ensure good ventilation in the working environment. Gases are released when welding that
are a danger to your health.
• Do not weld containers or pipes that contain or have contained flammable liquids or gases
(danger of fire or explosion).
• Do not weld materials that have been cleaned with highly flammable liquids or that have
painted surfaces (likelihood of the release of dangerous gases).
• Do not work in a humid or wet environment and do not weld in the rain.
• Always protect your eyes with the welding mask supplied.
• Use gloves and protective clothing that are dry and not drenched in oil or dirt.
• The slag to be chipped off is sometimes glowing hot and can cause serious eye injuries
during removal. Always wear protective goggles and gloves.
• Ultraviolet radiation can burn your skin during welding. So always wear suitable protective
clothing.
• Your welding appliance is protected against overloading. The welding appliance therefore
automatically switches off if it overloads. The welding appliance automatically switches on
again after it has cooled sufficiently.
• During welding and cooling your workpiece can deform due to stresses. Always bear this in
mind.
• Only the welding cables included in the delivery kit may be used (Ø 10 mm
2
rubberized
welding cable).
• Special regulations apply to areas at risk of fire or explosions.
• Welded connections that are exposed to high stress and which must fulfill certain safety
requirements may only be carried out by specially trained and certified welders. Some
examples are: Pressure vessels, slide rails, tow couplings, etc.
• Important: Always connect the ground terminal as close as possible to the weld spot in such
a way that the welding current can take the shortest possible path from the electrode to the
ground terminal. Never connect the ground terminal to the housing of the welding device!
Never connect the ground terminal to grounded components that are located far away from
the workpiece, e.g., to a water pipe in another corner of the room. Otherwise, the protective
conductor system of the room in which you are welding could become damaged.
• The fusing of the supply lines to the power outlets must correspond to regulations (VDE
0100). Protective contact outlets may be fused with a max of 16A (types and technical data:
RT14-20, Ø 10 x 38, AC 400 V 16A. IEC 60269. slow blow. Manufacturer: Chint) (fuses or
line-protection switches). Higher amperage fuses can lead to burnt cables or fire damage
to the building.
Electrical safety
Switch off the machine at once if:
• There is a defect in the mains plug, power cable or there is damage to the cable.
• Defective switch.
• You see smoke or smell burnt insulation.
·ÚÔ˘ÛÈ¿˙ÔÓÙ·È Ù· ÂÍ·ÚÙ‹Ì·Ù· Ô˘ ÌÔÚ›Ù ӷ ·Ú·ÁÁ›ÏÂÙÂ.
¶ÂÚÈ‚·ÏÏÔÓ
°И· У· МЛУ ¿ıВИ ˙ЛМИ¿ ЩФ МЛ¯·У‹М· О·Щ¿ ЩЛ МВЩ·КФЪ¿, ·Ъ·‰›‰ВЩ·И М¤Ы· ЫВ ОПВИЫЩ‹
Ы˘ЫОВ˘·Ы›·. ∆· ВЪИЫЫfiЩВЪ· ·ЩЩfi Щ· ˘ПИО¿ Ы˘ЫОВ˘·Ы›·˜ МФЪФ‡У У· ·У·О˘ОПˆıФ‡У.
¶‹Б·›УВЩВ ·˘Щ¿ Щ· ˘ПИО· ЫЩ· О·Щ¿ППЛБ· ЫЛМВ›· ·УО‡ОПˆЫЛ˜.
∂П·ЩЩˆМ·ЩИО¿ О·И / ‹ ·ФЪЪИММ¤У· ЛПВОЩЪИО¿ ‹ ЛПВОЩЪФУИО¿ ·УЩИОВ›МВУ· Ъ¤ВИ
У· Ы˘ПП¤БФУЩ·И ЫЩИ˜ О·Щ¿ППЛПВ˜ ЩФФıВЫ›В˜ ·У·О˘ОПТЫВˆ˜.
∂ÁÁ˘ËÛË
√И fiЪФИ ВББ‡ЛФЛ˜ ·У·БЪ¿КФУЩ·И ЫЩЛУ ВЫˆОПВИМВУЛ О¿ЪЩ· ВББ‡ЛЫЛ˜ Ф˘ ‰И·Щ›ıВЩ·И
НВ¯ˆЪИЫЩ¿.
CE ¢∏§ø™∏ ™Àªª√ƒºø™∏™ (GR)
¢ЛПТУФ˘МВ МВ ·ФОПВИЫЩИО‹ М·˜ В˘ı‡УЛ, fiЩИ ·˘Щfi ЩФ ЪФ˚fiУ ПЛЪФ› Щ· ·Ъ·О¿Щˆ ЪfiЩ˘· ‹
Ù· ¤ÁÁÚ·Ê· ÚÔÙ‡ˆÓ:
EN60974-1, EN60974-6, EN60974-10
∫·Щ¿ ЩИ˙ ‰И·Щ¿НВИ˙ ЩˆУ ∫·УФУИЫМТУ ЩЛ˙ ∫ФИУ‹˙ ∞БФЪ¿˙:
2006/95/EC, 2004/108/EC
∞fi 01-05-2006
ZWOLLE NL
J.A. Bakker - van Ingen
CEO Ferm BV
¢В‰ФМ¤УФ˘ fiЩИ Л ‰И·ЪО‹˜ ‚ВПЩ›ˆЫЛ ЩˆУ ЪФ˚fiУЩˆУ М·˜ ·ФЩВПВ› ФПИЩИО‹ ЩЛ˜ ВЩ·ИЪВ›·˜ М·˜,
ВИК˘П·ЫЫfiМВı· ЩФ˘ ‰ИО·ИТМ·ЩФ˜ У· ЩЪФФФИФ‡МВ ЩИ˜ ЪФ‰И·БЪ·К¤˜ ЩФ˘ ЪФ˚fiУЩФ˜
¯ˆЪ›˜ ЪФЛБФ‡МВУЛ ВИ‰ФФ›ЛЫЛ.
Ferm BVñLingenstraat 6ñ8028 PMZwolleñ√ÏÏ·Ó‰›·
Ferm
114
GB
D
NL
F
E
P
I
S
GR
N
DK
Page 8
Ferm 113
GB
D
NL
F
E
P
I
S
GR
N
DK
AÓÙÈηٷÛÙ‹ÛÙ ÙËÓ ·ÎÔÓfiÂÙÚ· Ì ۂËṲ̂ÓË ÙË Ì˯·Ó‹ Î·È Ì ÙÔ Î·ÏÒ‰ÈÔ ¤Íˆ ·fi
ÙÔÓ ÚÂ˘Ì·ÙÔ‰fiÙË (Ú›˙·).
™˘ÓÙ‹ÚËÛË
с µВ‚·ИˆıВ›ЩВ fiЩИ Щ· ·УФ›БМ·Щ· ВН·ВЪИЫМФ‡ ‰ВУ ¤¯Ф˘У ОПВ›ЫВИ ·fi ЫОfiУЛ О·И ‚ЪФМИ¿. °И·
ЩЛУ ·К·›ЪВЫЛ В›МФУˆУ ПВО¤‰ˆУ ¯ЪЛЫИМФФИ‹ЫЩВ ¤У· М·П·Оfi ·У› ‚Ф˘ЩЛБМ¤УФ ЫВ
Ы·Ф˘УfiУВЪФ. ªЛУ ¯ЪЛЫИМФФИВ›ЩВ ‰И·П˘ЩИО¿ fiˆ˜ ВЩЪ¤П·ИФ, ФИУfiУВ˘М·, ·ММˆУ›·
О.П.
с ºЪФУЩ›ЫЩВ ТЫЩВ Л ‰·БО¿У· БИ· ЩФ ЛПВОЩЪfi‰ИФ О·И Л ‰·БО¿У· ЩЛ˜ БВ›ˆЫЛ˜ У·
·Ъ·М¤УФ˘У ·У¤·КВ˜ ·fi ЫОФ˘ЪИ¿ О·И ‰И·‚ЪТЫВИ˜, ЪФОВИМ¤УФ˘ У· ВН·ЫК·П›ЫВЩВ ЩЛУ
О·П‹ ЛПВОЩЪИО‹ В·К‹.
с ¡· ВП¤Б¯ВЩВ ·У¿ Щ·ОЩ¿ ¯ЪФУИО¿ ‰И·ЫЩ‹М·Щ· БИ· ЩЛ ЫКИ¯Щ‹ Ы‡У‰ВЫЛ ЩˆУ О·Пˆ‰›ˆУ ЩФ˘
ЛПВОЩЪФ‰›Ф˘ О·И ЩФ˘ ·УЩИОВИМ¤УФ˘.
§›·ÓÛË
∆o Ì˯·Ó‹Ì· ‰ÂÓ ¯ÚÂÈ¿˙ÂÙ·È ÚfiÛıÂÙË Ï›·ÓÛË.
µÏ¿‚˜
∂¿У ЪФО‡„ВИ О¿ФИ· ‚П¿‚Л .¯. ПfiБˆ ЩЛ˜ КıФЪ¿˜ О¿ФИФ˘ ВН·ЪЩ‹М·ЩФ˜, ·Ъ·О·ПФ‡МВ
ВИОФИУˆУ‹ЫЩВ МВ ЩФ ∫¤УЩЪФ ВИЫОВ˘ТУ Ф˘ ·У·БЪ¿КВЩ·И ЫЩЛУ О¿ЪЩ· ВББ‡ЛЫЛ˜. ™ЩФ ›Ыˆ
М¤ЪФ˜ ·˘ЩФ‡ ЩФ˘ ВБ¯ВИЪИ‰›Ф˘ ˘¿Ъ¯ВИ ¤У· ·У·Щ˘БМ¤УФ ‰И¿БЪ·ММ·, ЫЩФ ФФ›Ф
¶›Ó·Î·˜ ‚Ï·‚ÒÓ
ñ ∆Ф ЛПВОЩЪfi‰ИФ Ы˘УВ¯›˙ВИ У· ОФПП¿ВИ ЫЩФ
·УЩИОВ›МВУФ
ñ ∆Ф ЛПВОЩЪfi‰ИФ ·›ЪУВИ ОfiООИУФ-
ФЪЩФО·П› ¯ЪТМ·
ñ ∆Ф ЛПВОЩЪfi‰ИФ ПИТУВИ ·fiЩФМ·,
ВОЩИУ¿ЫЫФУЩ·˜
ñ ˘ÏÈÎfi Î·È ·Ú¿ÁÂÈ ˘ÂÚ‚ÔÏÈÎfi ıfiÚ˘‚Ô
О·Щ¿ ЩЛ Ы˘БОfiППЛЫЛ
ñ ∆Ô Ì˯¿ÓËÌ· ıÂÚÌ·›ÓÂÙ·È ˘ÂÚ‚ÔÏÈο
О·И ·У¿‚ВИ Л ВУ‰ВИОЩИО‹ П˘¯У›·
µÏ¿‚Ë ∞ÈÙ›·/·ÔηٿÛÙ·ÛË
ñ ГЪЛЫИМФФИ‹ЫЩВ ЩФ ЫˆЫЩfi Щ‡Ф
ЛПВОЩЪФ‰›Ф˘ (БВУИО‹˜ ¯Ъ‹ЫЛ˜)
ñ ∏ ¤ÓÙ·ÛË ÙÔ˘ Ú‡̷ÙÔ˜ Â›Ó·È Ôχ
¯·МЛП‹/ЫЩЪ¤„ЩВ ЩФУ ВЪИЫЩЪФКИОfi
ВИПФБ¤· 3 ЪФ˜ Щ· ‰ВНИ¿.
ñ ∏ ¤ÓÙ·ÛË ÙÔ˘ Ú‡̷ÙÔ˜ Â›Ó·È Ôχ ˘„ËÏ‹
БИ· ·˘ЩfiУ ЩФУ Щ‡Ф ЛПВОЩЪФ‰›Ф˘/ЫЩЪ¤„ЩВ
ЩФУ ВЪИЫЩЪФКИОfi ВИПФБ¤· 3 ЪФ˜ Щ·
·ЪИЫЩВЪ¿.
ñ ∏ ¤ÓÙ·ÛË ÙÔ˘ Ú‡̷ÙÔ˜ Â›Ó·È Ôχ
˘„ЛП‹/ЫЩЪ¤„ЩВ ЩФУ ВЪИЫЩЪФКИОfi
ВИПФБ¤· 3 ЪФ˜ Щ· ·ЪИЫЩВЪ¿.
ñ ∏ ¤ÓÙ·ÛË ÙÔ˘ Ú‡̷ÙÔ˜ Â›Ó·È Ôχ
˘„ЛП‹/ЫЩЪ¤„ЩВ ЩФУ ВЪИЫЩЪФКИОfi
ВИПФБ¤· 3 ЪФ˜ Щ· ·ЪИЫЩВЪ¿
ñ Œ¯Ô˘Ó ·ÔÊÚ·¯ı› Ù· ·ÓÔ›ÁÌ·Ù·
ВН·ВЪИЫМФ‡/О·ı·Ъ›ЫЩВ Щ· МВ ¤У· ЫЩВБУfi
·У› О·И ВЪИМ¤УВЩВ П›Б· ПВЩ¿ ¤ˆ˜ fiЩФ˘
Ы‚‹ЫВИ Л П˘¯У›·
Warning! Depending on the supply mains conditions at the point of connection, the
welding power source may cause interference to the supply to other electricity
users. If there is any doubt about this question advice should be sought from the
electricity supply authority.
• Make sure that the welding appliance and electric wiring connections are properly made.
Any likelihood of electric shock can endanger life.
• Always ensure good connections, both of the electrode holder and the earth terminal.
• Do not allow electrical cables to be damaged by pulling. Disconnect cables before you
move the welding appliance.
• Avoid contact with the electrically conductive part of the welding appliance, the electrode
holder and the earth terminal.
• Always check that your mains voltage corresponds to the value on the type plate of the
machine.
• With the replacement of cables or plugs: Throw away old cables or plugs as soon as they
have been replaced by new ones. Inserting a loose cable plug in a plug socket is
dangerous.
• For all welding appliances working on 230 Volts use at least 16 Ampere fusing
• When use is made of extension leads: Use only an approved extension lead that is suitable
for the machine power. The cores must have a diameter of at least 1.5 mm
2
. Roll the cord
fully out if the extension cord is on a reel.
• Only allow qualified electricians to work on the supply voltage end, e.g., on cables, plug-in
connectors, outlets, etc.
3. FITTING ACCESSORIES
Make sure that the plug has been removed from the plug socket during the
assembly of accessories.
Installation of the machine
• Install the welding appliance in a dry and clean space (free of iron powder, dust and paint).
• Place the welding appliance on a firm and flat surface and at least 20 cm from the wall.
• Protect the welding appliance against rain and strong sunlight.
The welding mask
Fig. 2
• Slide the handle on the welding mask until it locks.
• Place the light glass (protective glass) in front of the dark welding glass. Slide both glasses
in front of the opening.
• Make sure that the glasses are positioned so that no (harmful) light can now penetrate the
opening.
• Replace the light protective glass when the view of the workpiece becomes insufficient
during welding. Replacing the dark welding glass is considerably more expensive than
replacing the light protective glass.
Ferm
08
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 9
Ferm 09
GB
D
NL
F
E
P
I
S
FIN
N
DK
Fitting new electrodes
The electrode consists of a metal core enclosed by a coating. At one end of the electrode the
core is not covered by the coating.
• Press the handle of the electrode holder against
the spring.
• Place an electrode with uncoated end (± 2 cm) in the electrode holder. Make sure that the
non-coated part makes good contact with the metal part of the electrode holder (electrode
not pushed too far in the electrode holder).
• Release the handle of the grip. The electrode is now fixed.
N.B! Do not allow the electrode to burn to lengths shorter than ± 5 cm because of
overheating and/or the deformation of the electrode holder. The burnt up electrode
will then be difficult to remove.
Removing used electrodes
Press the grip of the electrode holder against the spring so that the burnt up electrode can fall
from the holder.
N.B! Do not remove the electrode from the holder by hand. The electrode is very hot!
N.B! Watch where the waste electrode falls to prevent a fire hazard and possible
injury.
4. OPERATING
Before use:
a. General information about electric arc welding
b. The electrode
c. Protective clothing
d. Face protection
e. Working environment
a. General information about electric arc welding
The temperature of the arc amounts to approx. 7000° Celsius, so the end of the electrode and
the workpiece fuse. For as long as the arc is maintained, the electrode will melt and supply the
necessary welding material to the parts to be joined. The distance between the electrode and
the workpiece must be as short as possible (approx. 1.5 - 4 mm) depending on the diameter and
type of electrode. The current needed for welding is supplied by the welding appliance. The
power required by the welding appliance depends on the work to be done.
Make sure that the electrodes are completely dry, as moist electrodes cause problems. If the
electrode sticks to the workpiece during welding your current intensity is set too low.
Ы˘БОfiППЛЫЛ˜ (Ф ПВБfiМВУФ˜ ВБОПВИЫМfi˜ ·О·ı·ЪЫИТУ).
с ∫·ı·Ъ›ЫЩВ ЩЛ Ы˘БОfiППЛЫЛ ¯ЪЛЫИМФФИТУЩ·˜ МИ· Ы˘ЪМ¿ЩИУЛ ‚Ф‡ЪЩЫ·.
™ЛМВ›ˆЫЛ: ∏ ıВЪМФОЪ·Ы›· ЩФ˘ ·УЩИОВИМ¤УФ˘ Ф˘ Ы˘БОФПП‹ıЛОВ В›У·И ·ОfiМ· ФП‡
˘„ЛП‹. ªЛУ ·К‹УВЩВ ЩФ ·УЩИОВ›МВУФ Ф˘ Ы˘БОФПП‹Ы·ЩВ ¯ˆЪ›˜ В›‚ПВ„Л.
∂У‰ВИОЩИО‹ П˘¯У›· ıВЪМФОЪ·Ы›·˜
EÈÎ. 1
ŸЩ·У Л ıВЪМФОЪ·Ы›· ЩЛ˜ Ы˘ЫОВ˘‹˜ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ·˘НЛıВ› ˘ВЪ‚ФПИО¿, Ф
ВУЫˆМ·ЩˆМ¤УФ˜ ıВЪМФЫЩ¿ЩЛ˜ ı· ЩЛУ ·ВУВЪБФФИ‹ЫВИ (ı· ·У¿„ВИ Л ВУ‰ВИОЩИО‹ П˘¯У›·). √
ВУЫˆМ·ЩˆМ¤УФ˜ ·УВМИЫЩ‹Ъ·˜ ı· ·У·П¿‚ВИ ЩЛУ „‡НЛ ЩФ˘ МЛ¯·У‹М·ЩФ˜. ŸЩ·У ФПФОПЛЪˆıВ›
Л „‡НЛ ЩФ˘ МЛ¯·У‹М·ЩФ˜ П˘¯У›· ı· Ы‚‹ЫВИ.
∫·Щ¿ ЪФЩ›МЛЫЛ ·К‹ЫЩВ ЩФ МЛ¯¿УЛМ· У· ОЪ˘ТЫВИ БИ· ·ЪОВЩ‹ ТЪ·, ‰ИfiЩИ ˘fi Ы˘Уı‹ОВ˜
¤УЩФУЛ˜ ВЪБ·Ы›·˜ ·˘Н¿УВЩ·И Л Иı·УfiЩЛЩ· У· ВУВЪБФФИЛıВ› О·И ¿ПИ МВЩ¿ ·fi П›БФ ЩФ
ıВЪМИОfi Ы‡ЫЩЛМ· ‰И·ОФ‹˜ ПВИЩФ˘ЪБ›·˜ .
5. ™Œƒµπ™∫∞π ™À¡∆◊ƒ∏™∏
ºÚÔÓÙ›ÛÙ ӷ ÌËÓ Â›Ó·È ÙÔ Ì˯¿ÓËÌ· ÛÙËÓ Ú›˙·, fiÙ·Ó Î¿ÓÂÙ ÂÚÁ·Û›· Û˘ÓÙ‹ÚËÛ˘
ÛÙÔ ÌÔÙ¤Ú.
∆· ВЪБ·ПВ›· ЩЛ˜ ¤¯Ф˘У Ы¯В‰И·ЫЩВ› У· ПВИЩФ˘ЪБФ‡У БИ· МВБ¿ПВ˜ ¯ЪФУИО¤˜ ВЪИfi‰Ф˘˜ МВ
ВП¿¯ИЫЩЛ Ы˘УЩ‹ЪЛЫЛ. ∏ Ы˘УВ¯‹˜ ИО·УФФИЛЩИО‹ ПВИЩФ˘Ъ›· ВН·ЪЩ¿Щ·И ·fi ЩЛ ЫˆЫЩ‹
Ы˘УЩ‹ЪЛЫЛ ЩФ˘ МЛ¯·У‹М·ЩФ˜ О·И ЩФ Щ·ОЩИОfi О·ı¿ЪИЫМ·.
µÏ·‚Â
¶·Ъ·О¿Щˆ ·Ъ·Щ›ıВЩ·И ¤У·˜ ·ЪИıМfi˜ ·fi Иı·У¤˜ ·ИЩ›В˜ О·И О·Щ¿ППЛПВ˜ П‡ЫВИ˜, БИ· ЩИ˜
ВЪИЩТЫВИ˜ fiФ˘ ЩФ МЛ¯¿УЛМ· ‰ВУ ПВИЩФ˘ЪБВ› ЫˆЫЩ¿.
¶›Ó·Î·˜ ‚Ï·‚ÒÓ
ñ ∏ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ‰ВУ
ПВИЩФ˘ЪБВ›.
µÏ¿‚Ë ∞ÈÙ›·/·ÔηٿÛÙ·ÛË
ñ ∏ ‰·Áοӷ Ù˘ Á›ˆÛ˘ ‰ÂÓ Î¿ÓÂÈ Î·Ï‹
В·К‹ МВ ЩФ ·УЩИОВ›МВУФ.
ñ ∆Ф ЛПВОЩЪfi‰ИФ ‰ВУ ¤¯ВИ ЩФФıВЩЛıВ›
ÛˆÛÙ¿ ÛÙË ‰·Áοӷ.
ñ Œ¯ВИ ВУВЪБФФИЛıВ› ЩФ ıВЪМИОfi Ы‡ЫЩЛМ·
‰И·ОФ‹˜ ПВИЩФ˘ЪБ›·˜.
ñ ∂Ï·Ùو̷ÙÈ΋ ·ÛÊ¿ÏÂÈ· (ÛÙÔ ÎÔ˘Ù›
ЩФ˘МВЩЪЛЩ‹).
с Œ¯ÂÈ ÎÔ› ÙÔ Î·ÏÒ‰ÈÔ.
ñ √ ‰И·ОfiЩЛ˜ В›У·И ВП·ЩЩˆМ·ЩИОfi˜/ВИОФИУ
ˆÓ‹ÛÙ Ì ÙÔÓ ·ÓÙÈÚfiÛˆÔ Ù˘.
Ferm
112
GB
D
NL
F
E
P
I
S
GR
N
DK
Page 10
Ferm 111
GB
D
NL
F
E
P
I
S
GR
N
DK
·У·ЪМfi‰И· ¿ЩФМ· Ъ¤ВИ У· ·ФМ·ОЪ˘УıФ‡У ·fi ЩИ˜ Ы˘БОФППЛЩИО¤˜ ВЪБ·Ы›В˜.
ñ ™ÙËÓ ¿ÌÂÛË ÂÁÁ‡ÙËÙ· ÙˆÓ ÛÙ·ıÂÚÒÓ ¯ÒÚˆÓ ÂÚÁ·ÛÈÒÓ ‰ÂÓ ÂÈÙÚ¤ÂÙ·È Ó· ˘¿Ú¯Ô˘Ó
ЩФИ¯ТМ·Щ· ·УФИ¯ЩТУ ¯ЪˆМ¿ЩˆУ О·И Б˘·ПИЫЩВЪ¿. ∆· ·Ъ¿ı˘Ъ· Ъ¤ВИ У· ·ЫК·ПИЫЩФ‡У
ЩФ˘П¿¯ИЫЩФУ М¤¯ЪИ ЩФ ‡„Ф˜ ЩФ˘ ОВК·ПИФ‡ О·Щ¿ ЩЛ˜ ‰И·К˘Б‹˜ Л ·У·‰ЪФМИОfi О·ıЪ¤КЩИЫМ·
ЩˆУ ·ОЩИУФ‚ФПТУ, .¯. МВ О·Щ¿ППЛПЛ ‚·К‹.
¶ЪФВЩФИМ·Ы›· БИ· ¯Ъ‹ЫЛ
∂ÈÎ. 3
™˘М‚Ф˘П‹: ¶ЪФЩФ‡ ·Ъ¯›ЫВЩВ ЩЛ Ы˘БОfiППЛЫЛ ЫВ ¤У· ‰‡ЫОФПФ ·УЩИОВ›МВУФ, В›У·И О·П‡ЩВЪФ У·
О¿УВЩВ О¿ФИВ˜ ‰ФОИМ·ЫЩИО¤˜ Ы˘БОФПП‹ЫВИ˜ ЫВ ¤У· ‰ФО›МИФ.
с ºЪФУЩ›ЫЩВ ТЫЩВ ЩФ ·УЩИОВ›МВУФ У· В›У·И О·ı·Ъfi: О·ı·Ъ›ЫЩВ ЩФ ·fi ЩЛ ЫОФ˘ЪИ¿, ЩФ БЪ¿ЫФ
Î·È Ù· ˘ÔÏ›ÌÌ·Ù· ¯ÚˆÌ¿ÙˆÓ.
с ƒ˘ıМ›ЫЩВ О·Щ¿ППЛП· ЩЛУ ¤УЩ·ЫЛ ЩФ˘ ЪВ‡М·ЩФ˜, ¯ЪЛЫИМФФИТУЩ·˜ ЩФУ ВЪИЫЩЪФКИОfi
ВИПФБ¤· Ф˘ ‚Ъ›ЫОВЩ·И ЫЩФ ВМЪfi˜ М¤ЪФ˜ ЩЛ˜ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜.
∏ ВИПФБ‹ ЩЛ˜ ¤УЩ·ЫЛ˜ ЩФ˘ ЪВ‡М·ЩФ˜ ВН·ЪЩ¿Щ·И ·fi ЩФ ·УЩИОВ›МВУФ О·И ЩФУ Щ‡Ф ЩФ˘
ЛПВОЩЪФ‰›Ф˘ Ф˘ ı· ¯ЪЛЫИМФФИ‹ЫВЩВ.
с ∂ИЫ¿БВЩВ ЩФ ·О¿П˘ЩФ ¿ОЪФ ЩФ˘ ЛПВОЩЪФ‰›Ф˘ ЫЩЛ ‰·БО¿У· ЩФ˘ ЛПВОЩЪФ‰›Ф˘ О·И
Ы˘У‰¤ЫЩВ ЩЛ ‰·БО¿У· ЩЛ˜ БВ›ˆЫЛ˜ ЫЩФ ·УЩИОВ›МВУФ.
с £¤ЫЩВ ЫВ ПВИЩФ˘ЪБ›· ЩЛ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ МВ ЩФУ ОВУЩЪИОfi ‰И·ОfiЩЛ.
с ∫Ъ·Щ‹ЫЩВ ЩЛ М¿ЫО· Ы˘БОfiППЛЫЛ˜ ВМЪfi˜ ·fi ЩФ ЪfiЫˆfi Ы·˜ О·И МВЩ·ОИУ‹ЫЩВ ЩФ ¿ОЪФ
ЩФ˘ ЛПВОЩЪФ‰›Ф˘ В¿Уˆ ЫЩФ ·УЩИОВ›МВУФ, Ы·У У· ·У¿‚·ЩВ ¤У· Ы›ЪЩФ. ∞˘Щfi˜ В›У·И Ф
О·П‡ЩВЪФ˜ ЩЪfiФ˜ БИ· У· ‰ЛМИФ˘ЪБ‹ЫВЩВ ЩФ ЩfiНФ Ы˘БОfiППЛЫЛ˜. ªЛУ ¯Щ˘¿ЩВ ЩФ
·УЩИОВ›МВУФ МВ ЩФ ЛПВОЩЪfi‰ИФ. ªВ ·˘ЩfiУ ЩФУ ЩЪfiФ ı· ЪФО·П¤ЫВЩВ ˙ЛМИ¿ ЫЩФ
ЛПВОЩЪfi‰ИФ О·И ı· ‰˘ЫОФП¤„ВЩВ ЩФ ¿У·ММ· ЩФ˘ ЩfiНФ˘.
с ªfiПИ˜ ·У¿„ВЩВ ЩФ ЩfiНФ ЪФЫ·ı‹ЫЩВ У· ОЪ·Щ‹ЫВЩВ ЫЩ·ıВЪ‹ ·fiЫЩ·ЫЛ ·У¿МВЫ· ЫЩФ
•ЛПВОЩЪfi‰ИФ О·И ЩФ ·УЩИОВ›МВУФ. ∏ ·fiЫЩ·ЫЛ ·˘Щ‹ ı· Ъ¤ВИ У· В›У·И ›ЫЛ МВ ЩЛ ‰И¿МВЩЪФ
ЩФ˘ ЛПВОЩЪФ‰›Ф˘. ∫Ъ·Щ‹ЫЩВ ·˘Щ‹У ЩЛУ ·fiЫЩ·ЫЛ fiЫФ ЩФ ‰˘У·ЩfiУ ИФ ЫЩ·ıВЪ‹ О·Щ¿ ЩЛ
‰И¿ЪОВИ· ЩЛ˜ Ы˘БОfiППЛЫЛ˜.
с ªВЩ·ОИУ‹ЫЩВ ЩФ ЛПВОЩЪfi‰ИФ В¿Уˆ ЫЩФ ·УЩИОВ›МВУФ ЩЪ·‚ТУЩ·˜ ЩФ ‚‹М·-‚‹М·.
с ¶ЪФЫ·ı‹ЫЩВ У· ‰И·ЩЛЪ‹ЫВЩВ ЩЛ БˆУ›· ·У¿МВЫ· ЫЩФ ЛПВОЩЪfi‰ИФ О·И ЩФ ·УЩИОВ›МВУФ
МВЩ·Н‡ ЩˆУ 60Ж О·И ЩˆУ 70Ж ˆ˜ ЪФ˜ ЩЛУ О·ЩВ‡ı˘УЫЛ ЩЛ˜ О›УЛЫЛ˜.
с ŸЩ·У ФПФОПЛЪˆıВ› Л ОfiППЛЫЛ Ы‚‹ЫЩВ ЩФ ЩfiНФ, ·ФМ·ОЪ‡УФУЩ·˜ ЩФ ЛПВОЩЪfi‰ИФ ·fi ЩФ
·УЩИОВ›МВУФ.
с £¤ЫЩВ ЩЛ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ВОЩfi˜ ПВИЩФ˘ЪБ›·˜.
™∏ª∂πш™∏. ∂¿У ·К‹ЫВЩВ ЩЛ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ЫВ ПВИЩФ˘ЪБ›·,
˘¿Ъ¯ВИ МВБ¿ПЛ Иı·УfiЩЛЩ· ЩФ ЛПВОЩЪfi‰ИФ У· ¤ЪıВИ ЫВ В·К‹ (М¤Ыˆ ЩФ˘ ¿БОФ˘
ВЪБ·Ы›·˜) МВ ЩФ О·ПТ‰ИФ ЩЛ˜ БВ›ˆЫЛ˜ О·И У· ·Ъ¯›ЫВИ У· Ы˘БОФПП¿ ·УВН¤ПВБОЩ·.
с ∞К·ИЪ¤ЫЩВ ЩЛУ ОЪФ‡ЫЩ· ·fi ЩЛУ ОfiППЛЫЛ ¯ЪЛЫИМФФИТУЩ·˜ ЩФ М·ЩЫ·ОfiУИ.
¶ЪФЫ¤НЩВ Щ· Щ˘¯fiУ О·˘Щ¿ МВЩ·ППИО¿ ЪИУ›ЫМ·Щ· Ф˘ ВОЩИУ¿ЫЫФУЩ·И. ¡· КФЪ¿ЩВ
¿УЩФЩВ ЪФЫЩ·ЩВ˘ЩИО¿ Б˘·ПИ¿.
с ¶ФЩ¤ МЛУ Ы˘БОФПП¿ЩВ В¿Уˆ ЫЩ· О·Щ¿ПФИ· ЩЛ˜ ОЪФ‡ЫЩ·˜: Л ОЪФ‡ЫЩ· В›У·И ¤У· ЫЩЪТМ·
МФУˆЩИОТУ ·О·ı·ЪЫИТУ. ŸЩ·У Б›УВЩ·И Ы˘БОfiППЛЫЛ В¿Уˆ ЩЛ˜ МВИТУВЩ·И Л ·УЩФ¯‹ ЩЛ˜
b. The electrode
• The electrode consists of a metal core enclosed by a coating. The coating has the most
important purpose of protecting the welding pool and the transferring droplets against
oxygen and nitrogen in the surrounding air. The electrode melts during
welding. A part of the
coating vaporises so a protective gaseous shield originates.
part of the coating floats on the welding pool (it is lighter than steel) and also protects the
cooling weld. After cooling this coating becomes a solid but easily removable slag on the
welded joint.
• Handle the electrodes with care so the coating is not broken. Make sure that the electrodes
are thoroughly dry, so store them in a moisture-free place.
• It is of great importance to use the right electrode to make a good and strong welded joint. A
universal electrode will in many cases be suitable for your work.The electrode packaging
mentions in which positions welding can be done with the electrodes concerned (above the
head, downwards, etc. bearing in mind the speed of melting of the electrode). Separate
electrodes are commercially available for the welding of types of stainless steel and cast iron.
Consult your dealer about purchasing the right electrode.
c. Protective clothing
Wear thoroughly covering clothing so that the likelihood of the skin being burnt by ultraviolet
radiation or splashes of metal is minimised.
Preferably wear cotton overalls, welding gloves and safety shoes. Make sure that welding
spatter cannot end up in gloves or shoes.
A (leather) welding apron stops burning and sparks damaging overalls.
d. Face protection
Fig. 2
Use a good welding mask with (dark) welding glass and protective glass. Check that both
glasses are correctly fitted (well-fastened and not allowing any sunlight in).
The welding mask protects the welder against radiation, heat and weld spatter released during
the welding process. This also reduces the inhalation of welding fumes. The invisible ultraviolet
rays cause so-called “welder's flash”. This already originates after a few seconds of looking into
the electric arc.
Avoid the effects of this radiation and high temperatures on the face and other exposed body
parts such as the neck and arms.
Protect yourself against the dangerous effects of the electric arc and keep persons who are not
participating in the work at least 15 m from the arc.
Persons or assistants working in the vicinity of the electric arc must be advised of the hazards
and they must be equipped with the required protective gear. If required, set up protective walls.
e. Working environment
• Ensure a well ventilated working environment. Gases are released when welding that are a
danger to your health.
• Remove all flammable objects from the working environment. Welding causes sparks and
hot metal.
• Make sure that cooling water is present in the vicinity of workplace. Do not leave just welded
(hot) workpieces unattended in the workplace. Cool the workpiece before leaving the
workplace.
Ferm
10
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 11

Ferm 11
GB
D
NL
F
E
P
I
S
FIN
N
DK
Protection against radiation and burns
• At the work place, the hazard to the eyes must be indicated by a sign stating “Caution! Do
not look at the flames!” The workstations must be shielded as much as possible in such a
manner that personnel standing in the vicinity of the workstation are protected. Keep
unauthorized personnel away from the welding work.
• In the immediate vicinity of the stationary workstations, the walls should not be brightly
colored or glossy. Windows must be coated with suitable paint to at least eye-level to
prevent radiation reflecting or passing through.
Bringing into use
Fig. 3
Tip: Before you start welding difficult workpieces it is best to first try the welding out on a test
piece.
• Ensure a clean workpiece: remove any rust, grease and paint residues.
• Set the required current intensity using the knob on the front of the welding appliance.
The choice of current intensity depends on the workpiece and the type of electrode used.
• Place the part of the electrode without coating in the electrode holder and connect the earth
terminal to the workpiece.
• Switch the welding appliance on with the main switch.
• Keep the welding mask in front of your face and move the point of the electrode over the
workpiece as if you were striking a match. This is the best way to start the welding arc. Do
not strike the workpiece with the electrode. This will damage the electrode and impede the
creation of the welding arc.
• After creating the welding arc immediately try to keep the distance between point of the
electrode and the workpiece equal. Keep this distance equal to the diameter of the
electrode. Keep this distance as constant as possible during welding.
• Move the electrode in a gradual pulling movement over the workpiece.
• Keep the angle between electrode and workpiece between 60° and 70° in the direction of
movement.
• When the welded joint has been made, break the welding arc by removing the electrode
from the workpiece.
• Switch off the welding appliance.
N.B. If you leave the welding appliance on, the likelihood is great that the electrode
will make contact (through the work bench) with the earth cable and spontaneously
start to weld.
• Remove the slag from the welded joint with a scaling hammer.
Take care for hot flying metal particles. Always wear protective goggles.
• Never weld over slag residues: the slag forms an insulating and contaminated layer, and as
a result weakens the weld (so-called slag inclusion).
• Brush the weld clean using a wire brush.
ЛПВОЩЪФ‰›ˆУ, БИ· Ы˘БОfiППЛЫЛ ЩˆУ ‰И·КФЪВЩИОТУ Щ‡ˆУ ·УФНВ›‰ˆЩФ˘ ¯¿П˘‚· О·И
¯˘ЩФЫ›‰ЛЪФ˘. °И· ЩЛУ ·БФЪ¿ ЩФ˘ О·Щ¿ППЛПФ˘ ЛПВОЩЪФ‰›Ф˘ Ы˘М‚Ф˘ПВ˘ЩВ›ЩВ ЩФУ
ЪФМЛıВ˘Щ‹.
Á. ¶ÚÔÛٷ٢ÙÈÎfi˜ ÚÔ˘¯ÈÛÌfi˜
¡· КФЪ¿ЩВ ЪФ‡¯· Ф˘ У· О·П‡ЩФ˘У ФПfiОПЛЪФ ЩФ ЫТМ· Ы·˜, ¤ЩЫИ ТЫЩВ У·
ВП·¯ИЫЩФФИ‹ЫВЩВ ЩФУ О›У‰˘УФ ВБО·‡М·ЩФ˜ ·fi ЩЛУ ˘ВЪИТ‰Л ·ОЩИУФ‚ФП›· ‹ Щ·
ВОЩИУ·ЫЫfiМВУ· ЫЩ·БФУ›‰И· МВЩ¿ППФ˘.
∫·Щ¿ ЪФЩ›МЛЫЛ У· КФЪ¿ЩВ ФПfiЫˆМВ˜ КfiЪМВ˜ ВЪБ·Ы›·˜, Б¿УЩИ· БИ· Ы˘БОФППЛЩ¤˜ О·И
˘Ф‰‹М·Щ· ·ЫК·ПВ›·˜. ºЪФУЩ›ЫЩВ У· МЛУ ¤ЫВИ Щ‹БМ· Ы˘БОfiППЛЫЛ˜ ЫЩ· ·Ф‡ЩЫИ· ‹ Щ·
Б¿УЩИ· Ы·˜.
∏ (‰ВЪМ¿ЩИУЛ) Ф‰И¿ ·ФЩЪ¤ВИ Щ· ВБО·‡М·Щ· О·И ‰ВУ ВИЩЪ¤ВИ ЫЩФ˘˜ ЫИУı‹ЪВ˜ У·
‰И·ВЪ¿ЫФ˘У ЩЛ КfiЪМ·.
‰. ¶ÚÔÛÙ·Û›· ÚÔÛÒÔ˘
EÈÎ. 2
ГЪЛЫИМФФИ‹ЫЩВ МИ· О·П‹ М¿ЫО· Ы˘БОfiППЛЫЛ˜, МВ (ЫОФ‡ЪФ) Щ˙¿МИ Ы˘БОfiППЛЫЛ˜ О·И
ЪФЫЩ·ЩВ˘ЩИОfi Щ˙¿МИ.
µВ‚·ИˆıВ›ЩВ fiЩИ О·И Щ· ‰‡Ф Щ˙¿МИ· В›У·И ЩФФıВЩЛМ¤У· ЫˆЫЩ¿ (¤¯Ф˘У ЫЩВЪВˆıВ› О·П¿ О·И У·
‰ВУ ВИЩЪ¤Ф˘У ЩЛУ В›ЫФ‰Ф ЩФ˘ ЛПИ·ОФ‡ КˆЩfi˜).
∏ М¿ЫО· Ы˘БОfiППЛЫЛ˜ ЪФЫЩ·ЩВ‡ВИ ЩФ Ы˘БОФППЛЩ‹ ·fi ЩЛУ ·ОЩИУФ‚ФП›·, ЩЛ ıВЪМfiЩЛЩ· О·И
ЩЛУ ВОЩ›У·НЛ Щ‹БМ·ЩФ˜ О·Щ¿ ЩЛ ‰И¿ЪОВИ· ЩЛ˜ Ы˘БОfiППЛЫЛ˜. ∂›ЫЛ˜ ВЪИФЪ›˙ВИ ЩЛУ ВИЫУФ‹
ЩˆУ ·ВЪ›ˆУ ЩЛ˜ Ы˘БОfiППЛЫЛ˜.√И ·fiЪ·ЩВ˜ ˘ВЪИТ‰ВИ˜ ·ОЩ›УВ˜ ЪФО·ПФ‡У О·И ЩФ К·ИУfiМВУФ
ЩЛ˜ “ФКı·ПМ›·˜ ·fi ¤УЩФУФ КˆЩИЫМfi”. ∆Ф К·ИУfiМВУФ ·˘Щfi ВМК·У›˙ВЩ·И ЫВ П›Б· МfiПИ˜
‰В˘ЩВЪfiПВЩ·, fiЩ·У О¿ФИФ˜ ОФИЩ¿НВИ ЩФ ЛПВОЩЪИОfi ЩfiНФ.∞ФК‡БВЩВ ЩИ˜ Ы˘У¤ВИВ˜ ЩЛ˜
·ОЩИУФ‚ФП›·˜ О·И ЩˆУ ˘„ЛПТУ ıВЪМФОЪ·ЫИТУ Ф˘ ЪФЫ‚¿ПФ˘У ЩФ ЪfiЫˆФ О·И Щ· ˘fiПФИ·
ВОЩВıВИМ¤У· М¤ЪЛ ЩФ˘ ЫТМ·ЩФ˜, fiˆ˜ В›У·И Ф П·ИМfi˜ О·И Щ· ¯¤ЪИ·.
¶ЪФК˘П¿НЩВ ЩФУ В·˘Щfi Ы·˜ ·fi ЩИ˜ ВИО›У‰˘УВ˜ ВИ‰Ъ¿ЫВИ˜ ЩФ˘ КˆЩВИУФ‡ Ы˘БОФППЛЩИОФ‡
ЩfiНФ˘ О·И ·Ъ·МВЪ›ЫЩВ Щ· ¿ЩФМ·, Щ· ФФ›· ‰ВУ Ы˘ММВЩ¤¯Ф˘У ЫЩИ˜ ВЪБ·Ы›В˜, ЩФ˘П¿¯ИЫЩФУ
М¤¯ЪИ 15 М¤ЩЪ· ·г ЩФ Кˆ˜ ЩФ˘ Ы˘БОФППЛЩИОФ‡ ЩfiНФ˘.
∂›ЫЛ˜ ¿ЩФМ· Л ‚ФЛıФ›, ФИ ФФ›ФИ ‚Ъ›ЫОФУЩ·И ОФУЩ¿ ЫЩФ КˆЩВИУfi Ы˘БОФППЛЩИОfi ЩfiНФ Ъ¤ВИ
У· В›У·И ‰И‰·БМ¤УФИ БИ· ЩФ˘˜ ОИУ‰‡УФ˘˜ О·И У· В›У·И ВН·ЫК·ПИЫМ¤УФИ МВ ЪФК˘П·ОЩИО¿
‚ФЛı‹М·Щ·. ™В ВЪ›ЩˆЫЛ ·У¿БОЛ˜ ı· ЫЩЛıФ‡У ЪФК˘П·ОЩИО¿ ЩФИ¯ТМ·Щ·.
Â. ÃÒÚÔ˜ ÂÚÁ·Û›·˜
с ∂Н·ЫК·П›ЫЩВ ЩФУ О·Пfi ВН·ВЪИЫМfi ЩФ˘ ¯ТЪФ˘ ВЪБ·Ы›·˜. ∫·Щ¿ ЩЛ Ы˘БОfiППЛЫЛ ВОП‡ФУЩ·И
·¤ÚÈ·, Ù· ÔÔ›· Â›Ó·È ‚Ï·‚ÂÚ¿ ÁÈ· ÙËÓ ˘Á›· Û·˜.
с ∞ФМ·ОЪ‡УВЩВ fiП· Щ· В‡КПВОЩ· ˘ПИО¿ ·fi ЩФ ¯ТЪФ ВЪБ·Ы›·˜. ∏ Ы˘БОfiППЛЫЛ ЪФО·ПВ›
ÙËÓ ÂÎÙ›Ó·ÍË ÛÈÓı‹ÚˆÓ Î·È ÙËÁ̤ÓÔ˘ ÌÂÙ¿ÏÏÔ˘.
ñ ºÚÔÓÙ›ÛÙ ÒÛÙ ÛÙÔ ¯ÒÚÔ ÂÚÁ·Û›·˜ Ó· ˘¿Ú¯ÂÈ ¿ÌÂÛ· ‰È·ı¤ÛÈÌÔ ÓÂÚfi ÁÈ· „‡ÍË. ªËÓ
·К‹УВЩВ ¯ˆЪ›˜ В›‚ПВ„Л Щ· ·УЩИОВ›МВУ· Ф˘ МfiПИ˜ Ы˘БОФПП‹Ы·ЩВ (О·И О·›УВ ·ОfiМ·) ЫЩФ
¯ТЪФ ВЪБ·Ы›·˜. ¶ЪФЩФ‡ ·ФМ·ОЪ˘УıВ›ЩВ ·fi ЩФ ¯ТЪФ ВЪБ·Ы›·˜, ı· Ъ¤ВИ У· „‡НВЩВ
ЩФ ·УЩИОВ›МВУФ Ф˘ Ы˘БОФПП‹Ы·ЩВ.
¶ЪФК‡П·НЛ О·Щ¿ ЩЛУ ·ОЩИУФ‚ФП›· О·И ВБО·‡М·Щ·.
ñ ™ÙÔÓ ¯ÒÚÔ ÂÚÁ·Û›·˜ Ú¤ÂÈ Ó· Â›Ó·È ÙÔÔıÂÙË̤ÓÔÈ ›Ó·Î˜, ÔÈ ÔÔ›ÔÈ ÛËÌ·‰Â‡Ô˘Ó ÙÔÓ
О›У‰˘УФ ЩˆУ М·ЩИТУ “¶ЪФЫФ¯‹! ªЛУ ОФИЩ¿ЩВ ЫЩЛ КПfiБ·!” √ ¯ТЪФ˜ ВЪБ·Ы›·˜ Ъ¤ВИ У·
В›У·И ЫОИ·ЫМ¤УФ˜ ¤ЩЫИ, ТЫЩВ У· К˘П¿БФУЩ·И Щ· ¿ЩФМ· Ф˘ ‚Ъ›ЫОФУЩ·И ПЛЫ›ФУ. ∆·
Ferm
110
GB
D
NL
F
E
P
I
S
GR
N
DK
Page 12
Ferm 109
GB
D
NL
F
E
P
I
S
GR
N
DK
™∏ª∂πш™∏! ¶ЪФЫ¤НЩВ ЩФ ЫЛМВ›Ф fiФ˘ ı· ¤ЫВИ ЩФ ЛПВОЩЪfi‰ИФ, ТЫЩВ У·
·ФК‡БВЩВ ЩЛУ ЪfiОПЛЫЛ ˘ЪО·БИ¿˜ О·И ЩФУ ЩЪ·˘М·ЩИЫМfi.
4. §∂π∆√Àƒ°π∞
¶ÚÈÓ ·fi ÙË ¯Ú‹ÛË:
·. °ВУИО¤˜ ПЛЪФКФЪ›В˜ БИ· ЩЛ Ы˘БОfiППЛЫЛ МВ ЛПВОЩЪИОfi ЩfiНФ
‚. ∆Ф ЛПВОЩЪfi‰ИФ
Б. ¶ЪФЫЩ·ЩВ˘ЩИОfi˜ ЪФ˘¯ИЫМfi˜
‰. ¶ЪФЫЩ·Ы›· ЩФ˘ ЪФЫТФ˘
В. ГТЪФ˜ ВЪБ·Ы›·˜
·. °ВУИО¤˜ ПЛЪФКФЪ›В˜ БИ· ЩЛ Ы˘БОfiППЛЫЛ МВ ЛПВОЩЪИОfi ЩfiНФ
∏ ıВЪМФОЪ·Ы›· ЩФ˘ ЩfiНФ˘ КЩ¿УВИ ЩФ˘˜ 7000Ж C ВЪ›Ф˘, МВ ·ФЩ¤ПВЫМ· У· Щ‹ОВЩ·И ЩfiЫФ ЩФ
¿ОЪФ ЩФ˘ ЛПВОЩЪФ‰›Ф˘ fiЫФ О·И ЩФ ·УЩИОВ›МВУФ Ф˘ Ы˘БОФПП¿ЩВ.
°И· fiЫФ ‰И¿ЫЩЛМ· ‰И·ЪОВ› ЩФ ЩfiНФ, ЩФ ЛПВОЩЪfi‰ИФ ПИТУВИ О·И ·Ъ¤¯ВИ ЩФ ˘ПИОfi Ы˘БОfiППЛЫЛ˜
Ф˘ ··ИЩВ›Щ·И, ЪФОВИМ¤УФ˘ У· Ы˘БОФППЛıФ‡У Щ· ОФММ¿ЩИ·. ∏ ·fiЫЩ·ЫЛ ·У¿МВЫ· ЫЩФ
ЛПВОЩЪfi‰ИФ О·И ЩФ ·УЩИОВ›МВУФ ı· Ъ¤ВИ У· В›У·И Л МИОЪfiЩВЪЛ ‰˘У·Щ‹ (ВЪ›Ф˘ 1,5 - 4 mm),
·У¿ПФБ· МВ ЩЛ ‰И¿МВЩЪФ О·И ЩФУ Щ‡Ф ЩФ˘ ЛПВОЩЪfi‰›Ф˘. ∆Ф ЛПВОЩЪИОfi ЪВ‡М· Ф˘ ··ИЩВ›Щ·И
БИ· ЩЛ Ы˘БОfiППЛЫЛ ·Ъ¤¯ВЩ·И ·fi ЩЛ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜. ∏ ИЫ¯‡˜ Ф˘ ··ИЩВ›Щ·И
·fi ЩЛУ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ВН·ЪЩ¿Щ·И ·fi ЩЛУ ВЪБ·Ы›· Ф˘ Ъ¤ВИ У· Б›УВИ.
µВ‚·ИˆıВ›ЩВ fiЩИ Щ· ЛПВОЩЪfi‰И· В›У·И ЩВПВ›ˆ˜ ЫЩВБУ¿, О·ıТ˜ В›У·И Иı·УfiУ Щ· ˘БЪ¿
ЛПВОЩЪfi‰И· У· ‰ЛМИФ˘ЪБ‹ЫФ˘У ЪФ‚П‹М·Щ·. ∂¿У О·Щ¿ ЩЛ ‰И¿ЪОВИ· ЩЛ˜ Ы˘БОfiППЛЫЛ˜ ЩФ
ЛПВОЩЪfi‰ИФ ОФПП¿ВИ ЫЩФ ·УЩИОВ›МВУФ, ЩfiЩВ Л Ъ‡ıМИЫЛ ЩЛ˜ ¤УЩ·ЫЛ˜ ЩФ˘ ЪВ‡М·ЩФ˜ В›У·И ФП‡
¯·МЛП‹.
‚. ∆Ф ЛПВОЩЪfi‰ИФ
с ∆Ф ЛПВОЩЪfi‰ИФ ·ФЩВПВ›Щ·И ·fi ¤У·У МВЩ·ППИОfi ˘Ъ‹У· Ф˘ ВЪИОПВ›ВЩ·И ·fi ЩЛУ
В¤У‰˘ЫЛ. ∏ В¤У‰˘ЫЛ ·›˙ВИ ЩФУ ФП‡ ЫЛМ·УЩИОfi ЪfiПФ ЩЛ˜ ЪФЫЩ·Ы›·˜ ЩФ˘ Щ‹БМ·ЩФ˜
ЩЛ˜ Ы˘БОfiППЛЫЛ˜ О·И ЩˆУ МВЩ·КВЪfiМВУˆУ ЫЩ·БФУИ‰›ˆУ ЩФ˘ МВЩ¿ППФ˘, ·fi ЩФ ФН˘БfiУФ
О·И ЩФ ¿˙ˆЩФ Ф˘ ˘¿Ъ¯Ф˘У ЫЩФУ ·¤Ъ· ЩФ˘ ВЪИ‚¿ППФУЩФ˜.
∆Ф ЛПВОЩЪfi‰ИФ ПИТУВИ О·Щ¿ ЩЛ Ы˘БОfiППЛЫЛ. ŒУ· М¤ЪФ˜ ЩЛ˜ В¤У‰˘ЫЛ˜ ·ВЪИФФИВ›Щ·И,
‰ЛМИФ˘ЪБТУЩ·˜ ¤У· ЪФЫЩ·ЩВ˘ЩИОfi ЫЩЪТМ· ·ВЪ›Ф˘.
ŒУ· М¤ЪФ˜ ЩЛ˜ В¤У‰˘ЫЛ˜ ПИТУВИ О·И ВИП¤ВИ ЫЩФ Щ‹БМ· ЩЛ˜ Ы˘БОfiППЛЫЛ˜ (Л В¤У‰˘ЫЛ
В›У·И ВП·КЪ‡ЩВЪЛ ·fi ЩФ ¯¿П˘‚·), МВ Ы˘У¤ВИ· У· ЪФЫЩ·ЩВ‡ВИ ЩФ Щ‹БМ· О·Щ¿ ЩЛУ „‡НЛ
ЩФ˘. ªfiПИ˜ ФПФОПЛЪˆıВ› Л „‡НЛ, Л В¤У‰˘ЫЛ ЫЩВЪВФФИВ›Щ·И ·ПП¿ ·ФМ·ОЪ‡УВЩ·И
В‡ОФП· ·fi ЩЛУ ВЪИФ¯‹ ЩЛ˜ ОfiППЛЫЛ˜.
с ºЪФУЩ›ЫЩВ У· МЛУ Ы¿ЫВИ Л В¤У‰˘ЫЛ ЩˆУ ЛПВОЩЪФ‰›ˆУ О·Щ¿ ЩЛ ¯Ъ‹ЫЛ ЩФ˘˜. ºЪФУЩ›ЫЩВ
ТЫЩВ Щ· ЛПВОЩЪfi‰И· У· В›У·И ВУЩВПТ˜ ЫЩВБУ¿, ·ФıЛОВ‡ФУЩ¿˜ Щ· ЫВ ¯ТЪФ ¯ˆЪ›˜ ˘БЪ·Ы›·.
с °И· ЩЛУ Ъ·БМ·ЩФФ›ЛЫЛ МИ·˜ ЫˆЫЩ‹˜ О·И ·УıВОЩИО‹˜ ОfiППЛЫЛ˜ В›У·И ФП‡ ЫЛМ·УЩИОfi У·
¯ЪЛЫИМФФИ‹ЫВЩВ ЩФ О·Щ¿ППЛПФ ЛПВОЩЪfi‰ИФ. ŒУ· ЛПВОЩЪfi‰ИФ БВУИО‹˜ ¯Ъ‹ЫЛ˜ В›У·И
О·Щ¿ППЛПФ БИ· ЩИ˜ ВЪИЫЫfiЩВЪВ˜ ВЪБ·Ы›В˜.
∏ Ы˘ЫОВ˘·Ы›· ЩˆУ ЛПВОЩЪФ‰›ˆУ ·У·К¤ЪВИ ЩЛ ı¤ЫЛ ЫЩЛУ ФФ›· МФЪВ› У· Б›УВИ
Ы˘БОfiППЛЫЛ МВ Щ· Ы˘БОВОЪИМ¤У· ЛПВОЩЪfi‰И· (ФЪФКИ·›·, О·Щ·ОfiЪ˘КЛ О.П. П·М‚¿УФУЩ·˜
˘fi„Л ЩЛУ Щ·¯‡ЩЛЩ· Щ‹НЛ˜ ЩФ˘ ЛПВОЩЪФ‰›Ф˘). ™ЩФ ВМfiЪИФ ‰И·Щ›ıВУЩ·И ‰И¿КФЪФИ Щ‡ФИ
N.B. The workpiece is still at a very high temperature.
Do not leave the hot workpiece unattended.
Indicator lamp temperature
Fig.1
When the temperature of the welding appliance becomes too high, the built-in thermostat will
switch off (indicator light comes on). The built-in ventilator cools the machine. After cooling the
lamp goes off again.
Preferably allow the machine a sufficient time to cool down; with intensive welding the likelihood
is great that the thermal cut-out will trigger again after a few minutes.
5. SERVICE & MAINTENANCE
Make sure that the machine is disconnected before carrying out any maintenance.
This machine has been designed to operate over a long period of time with a minimum of
maintenance. Continuous satisfactory operation depends upon proper machine care and
regular cleaning.
Malfunction
Should the machine fail to function correctly, a number of possible causes and the appropriate
solutions are given below:
Fault
• The welding appliance is not working.
• Electrode continues to 'stick' to the
workpiece.
Cause/solution
• Earth terminal does not have good
contact with the workpiece.
• Electrode is not properly positioned in its
holder.
• Thermal cut-out switched off.
• Fusing defective (in meter box).
• The cable is broken.
• The switch is defective/contact your
dealer.
• Use the right type of electrode (universal)
• Current intensity too low/turn button 3
clockwise
Ferm
12
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 13
Ferm 13
GB
D
NL
F
E
P
I
S
FIN
N
DK
Repairs and servicing should only be carried out by a qualified technician or service
firm.
Cleaning
• Make sure that the ventilation slots are free of dust and dirt. Use a soft cloth moistened with
soapy water for removing stubborn dirt. Do not use any solvents such as petrol, alcohol or
ammonia, etc.
• Make sure that the electrode holder and earth terminal remain corrosion-free so they can
continue making good electrical contact.
• Regularly check that welding and workpiece cables are firmly connected in their
connections
Lubrication
The machine requiers no additional lubrication.
Faults
Should a fault occur, e.g. after wear of a part, please contact the service address on the warranty
card. In the back of this manual you find an exploded view showing the parts that can be
ordered.
Environment
To prevent damage during transport, the appliance is delivered in a solid packaging which
consists largely of reusable material. Therefore please make use of options for recycling the
packaging.
Faulty and/or discarded electrical or electronic apparatus have to be collected at
the appropriate recycling locations.
Warranty
The guarantee conditions can be found on the separately enclosed guarantee card.
Fault
• Electrode is orange-red.
• Electrode spatters excessively and
makes a lot of noise during welding.
• The machine is too hot; indicator lamp is
on.
Cause/solution
• Current intensity too high for this type of
electrode/turn button 3 anti-clockwise
• Current intensity too high/turn button 3
anti-clockwise
• The ventilation slots are blocked/clean
them with a dry cloth; wait a few minutes
until the lamp goes off again.
3. ∆√¶√£∂∆∏™∏ ∂•∞ƒ∆∏ª∞∆ø¡
∫·Ù¿ ÙËÓ ÙÔÔı¤ÙËÛË ÚfiÛıÂÙˆÓ ÂÍ·ÚÙËÌ¿ÙˆÓ, ı· Ú¤ÂÈ Ó· ·ÔÛ˘Ó‰¤ÂÙ ÙÔ
ÚÂ˘Ì·ÙÔÏ‹ÙË (ÊȘ) ·fi ÙËÓ Ú›˙·.
∂ÁηٿÛÙ·ÛË ÙÔ˘ Ì˯·Ó‹Ì·ÙÔ˜
с ∆ФФıВЩ‹ЫЩВ ЩЛ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ЫВ НЛЪfi О·И О·ı·Ъfi ¯ТЪФ (¯ˆЪ›˜
ÚÈÓ›ÛÌ·Ù· Ûȉ‹ÚÔ˘, ÛÎfiÓË ‹ ¯ÚÒÌ·Ù·).
с ∆ФФıВЩ‹ЫЩВ ЩЛ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ЫВ В›В‰Л О·И ЫЩВЪВ‹ ВИК¿УВИ·, ЫВ
·fiЫЩ·ЫЛ ЩФ˘П¿¯ИЫЩФУ 20 cm ·fi ЩФУ ПЛЫИ¤ЫЩВЪФ ЩФ›¯Ф.
с ¶ЪФК˘П¿НЩВ ЩЛ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ·fi ЩЛ ‚ЪФ¯‹ О·И ЩФ ИЫ¯˘Ъfi ЛПИ·Оfi Кˆ˜.
∏ М¿ЫО· ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜
∂ÈÎ. 2
с ™‡ЪВЩВ ЩЛ П·‚‹ ЩЛ˜ М¿ЫО·˜ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ¤ˆ˜ fiЩФ˘ ·ЫК·П›ЫВИ.
с ∆ФФıВЩ‹ЫЩВ ЩФ ЪФЫЩ·ЩВ˘ЩИОfi Щ˙¿МИ ВМЪfi˜ ·fi ЩФ ЫОФ‡ЪФ Щ˙¿МИ
ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜. ™‡ЪВЩВ О·И Щ· ‰‡Ф Щ˙¿МИ· ВМЪfi˜ ·fi ЩФ ¿УФИБМ·.
ñ ºÚÔÓÙ›ÛÙ ӷ ÙÔÔıÂÙ‹ÛÂÙ ٷ Ù˙¿ÌÈ· Ì ٤ÙÔÈÔ ÙÚfiÔ, ÒÛÙ ӷ ÌËÓ ÌÔÚ› ÙÔ ‚Ï·‚ÂÚfi
Кˆ˜ У· ВИЫ¤ПıВИ ·fi ЩФ ¿УФИБМ·.
с ∂¿У О·Щ¿ ЩЛ Ы˘БОfiППЛЫЛ МВИˆıВ› Л ФЪ·ЩfiЩЛЩ· ЪФ˜ ЩФ ·УЩИОВ›МВУФ Ф˘ Ы˘БОФПП¿ЩВ,
·УЩИО·Щ·ЫЩ‹ЫЩВ ЩФ ЪФЫЩ·ЩВ˘ЩИОfi Щ˙¿МИ. ∏ ·УЩИО·Щ¿ЫЩ·ЫЛ ЩФ˘ ЫОФ‡ЪФ˘ Щ˙·МИФ‡
ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ОФЫЩ›˙ВИ ФП‡ ВЪИЫЫfiЩВЪФ ·fi ЩЛУ ·УЩИО·Щ¿ЫЩ·ЫЛ ЩФ˘
ЪФЫЩ·ЩВ˘ЩИОФ‡ Щ˙·МИФ‡.
∆ФФı¤ЩЛЫЛ У¤ˆУ ЛПВОЩЪФ‰›ˆУ
∆Ф ЛПВОЩЪfi‰ИФ ·ФЩВПВ›Щ·И ·fi ¤У·У МВЩ·ППИОfi ˘Ъ‹У· Ф˘ ВЪИОПВ›ВЩ·И ·fi ЩЛУ
В¤У‰˘ЫЛ. ™ЩФ ¤У· ¿ОЪФ ЩФ˘ ЛПВОЩЪФ‰›Ф˘, Ф ˘Ъ‹У·˜ ‰ВУ В›У·И О·П˘ММ¤УФ˜.
с ¶И¤ЫЩВ ЩЛ П·‚‹ ЩЛ˜ ‰·БО¿У·˜ БИ· ЩФ ЛПВОЩЪfi‰ИФ, ·ЫОТУЩ·˜ ›ВЫЛ ЫЩФ ВП·Щ‹ЪИФ.
с ™˘У‰¤ЫЩВ ЩФ ¿ОЪФ ЩФ˘ ЛПВОЩЪФ‰›Ф˘ МВ ЩФУ ·О¿П˘ЩФ ˘Ъ‹У· (± 2 cm) ЫЩЛ ‰·БО¿У· БИ·
ЩФ ЛПВОЩЪfi‰ИФ. ºЪФУЩ›ЫЩВ ТЫЩВ ЩФ ·О¿П˘ЩФ ¿ОЪФ ЩФ˘ ЛПВОЩЪФ‰›Ф˘ У· ВК·ЪМfi˙ВИ О·П¿
ЫЩФ МВЩ·ППИОfi ЩМ‹М· ЩЛ˜ ‰·БО¿У·˜ БИ· ЩФ ЛПВОЩЪfi‰ИФ (ЩФ ЛПВОЩЪfi‰ИФ ‰ВУ ı· Ъ¤ВИ У·
ВИЫ¤Ъ¯ВЩ·И ˘ВЪ‚ФПИО¿ М¤Ы· ЫЩЛ ‰·БО¿У·).
с ∂ПВ˘ıВЪТЫЩВ ЩЛ П·‚‹ ЩЛ˜ ‰·БО¿У·˜. ∆Ф ЛПВОЩЪfi‰ИФ ¤¯ВИ П¤ФУ ЩФФıВЩЛıВ›.
™∏ª∂πш™∏! ªЛУ ·К‹УВЩВ ЩФ М‹ОФ˜ ЩФ˘ ЛПВОЩЪФ‰›Ф˘ У· МВИˆıВ› ВЪИЫЫfiЩВЪФ
·fi ± 5 cm ‰ИfiЩИ Л ‰·БО¿У· БИ· ЩФ ЛПВОЩЪfi‰ИФ ˘ВЪıВЪМ·›УВЩ·И О·И/‹
·Ъ·МФЪКТУВЩ·И. ™В ·˘Щ‹У ЩЛУ ВЪ›ЩˆЫЛ, Л ·К·›ЪВЫЛ ЩФ˘ О·М¤УФ˘
ЛПВОЩЪФ‰›Ф˘ ı· В›У·И ‰‡ЫОФПЛ.
∞К·›ЪВЫЛ ¯ЪЛЫИМФФИЛМ¤УˆУ ЛПВОЩЪФ‰›ˆУ
¶И¤ЫЩВ ЩЛ П·‚‹ ЩЛ˜ ‰·БО¿У·˜ БИ· ЩФ ЛПВОЩЪfi‰ИФ ·ЫОТУЩ·˜ ›ВЫЛ ЫЩФ ВП·Щ‹ЪИФ, ¤ЩЫИ ТЫЩВ ЩФ
О·М¤УФ ЛПВОЩЪfi‰ИФ У· ¤ЫВИ ·fi ЩЛ ‰·БО¿У·.
™∏ª∂πш™∏! ªЛУ ·К·ИЪВ›ЩВ ЩФ ЛПВОЩЪfi‰ИФ ·fi ЩЛ ‰·БО¿У· МВ ЩФ ¯¤ЪИ. ∆Ф
ЛПВОЩЪfi‰ИФ О·›ВИ ¿Ъ· ФП‡.
Ferm
108
GB
D
NL
F
E
P
I
S
GR
N
DK
Page 14
Ferm 107
GB
D
NL
F
E
P
I
S
GR
N
DK
ЩФУ ·ОЪФ‰¤ОЩЛ БВ›ˆЫЛ˜ ЫВ БВИˆМ¤У· ЩМ‹М·Щ·, Щ· ФФ›· В›У·И ¿Ъ· ФП‡ М·ОЪИ¿ ·fi Щ·
ОФММ¿ЩИ, Ф˘ ВВНВЪБ¿˙ВЩ·И, .¯. ЫЩФУ ЫˆП‹У· ·ЪФ¯‹˜ УВЪФ‡ Л ЫВ ¿ППЛ БˆУ›· ЩФ˘
‰ˆМ·Щ›Ф˘. ¢И·КФЪВЩИО¿ ı· МФЪФ‡ЫВ У· ˙ЛМИˆıВ› ЩФ Ы‡ЫЩЛМ· ЩФ˘ ЪФК˘П·ОЩИОФ‡
·БˆБФ‡ ЫЩФ ‰ˆМ¿ЩИФ, ЫЩФ ФФ›Ф Ы˘БОФПП¿ЩВ.
ñ ∏ ÂÍ·ÛÊ¿ÏÈÛË ÙˆÓ ÚÔÛı¤ÛÂˆÓ ÚÔ˜ ÙËÓ Ú›˙· ÙÔ˘ ‰ÈÎÙ‡Ô˘ Ú¤ÂÈ Ó· ·ÓÙ·ÔÎÚ›ÓÂÙ·È
ÛÙȘ ÚԉȷÁڷʤ˜ (VDE 0100). √È ÚÔÊ˘Ï·ÎÙÈΤ˜ ·ʤ˜ ÙˆÓ ÚÈ˙ÒÓ ÌÔÚÔ‡Ó Ó·
·ЫК·П›˙ФУЩ·И (МВ ·ЫК¿ПВИВ˜ Л МВ ‰И·ОfiЩВ˜ ЩФ˘ ЪВ‡М·ЩФ˜) МВ max. 16A (∆‡ФИ О·И
ЩВ¯УИО¿ ЫЩФИ¯В›·: RT 14-20, O/ 10 x 38, AC 400 V 16A. IEC 60269. ∂П¿¯ИЫЩ· ВУВЪБЛЩИО¿.
¶·Ъ·БˆБfi˜: Chint).
∏ПВОЩЪИО‹ ·ЫК¿ПВИ·
∞ВУВЪБФФИ‹ЫЩВ ЩФ ВЪБ·ПВ›Ф ·М¤Ыˆ˜ В¿У:
с А¿Ъ¯ВИ О¿ФИФ ВП¿ЩЩˆМ· ЫЩФ ЪВ˘М·ЩФП‹ЩЛ (КИ˜) ‹ ЫЩФ О·ПТ‰ИФ
ЩЪФКФ‰ФЫ›·˜ ‹ ¤¯ВИ ЪФОПЛıВ› ‚П¿‚Л ЫЩ· ¿ПП· О·ПТ‰И·.
с √ ‰И·ОfiЩЛ˜ В›У·И ВП·ЩЩˆМ·ЩИОfi˜.
с ¶·Ъ·ЩЛЪ‹ЫВЩВ У· ‚Б·›УВИ О·Уfi˜ ‹ М˘Ъ›ЫВЩВ О·М¤УФ МФУˆЩИОfi ˘ПИОfi.
¶ЪФВИ‰ФФ›ЛЫЛ! ∞У¿ПФБ· МВ ЩИ˜ Ы˘Уı‹ОВ˜ ·ЪФ¯‹˜ ЪВ‡М·ЩФ˜ ЫЩФ ЫЛМВ›Ф ЩЛ˜
Ы‡У‰ВЫЛ˜, ВУ‰¤¯ВЩ·И Л ЛБ‹ ЩЪФКФ‰ФЫ›·˜ ЩЛ˜ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ У·
ВЛЪВ¿ЫВИ ЩЛУ ·ЪФ¯‹ ЪВ‡М·ЩФ˜ ЪФ˜ ЩФ˘˜ ¿ППФ˘˜ О·Щ·У·ПˆЩ¤˜. ∂¿У ¤¯ВЩВ
·ФЪ›В˜ ‹ ВИК˘П¿НВИ˜ Ы¯ВЩИО¿ МВ ·˘Щfi ЩФ ˙‹ЩЛМ· ı· Ъ¤ВИ У· Ы˘М‚Ф˘ПВ˘ЩВ›ЩВ
ЩЛУ ВЩ·ИЪВ›· ЛПВОЩЪФ‰fiЩЛЫЛ˜.
с µВ‚·ИˆıВ›ЩВ fiЩИ Л Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ О·И ФИ ЛПВОЩЪИО¤˜ ВУТЫВИ˜ ¤¯Ф˘У
Ы˘У‰ВıВ› ЫˆЫЩ¿. ∏ ВУ‰В¯fiМВУЛ ЛПВОЩЪФПЛН›· МФЪВ› У· В›У·И ВИО›У‰˘УЛ БИ· ЩЛУ
·ÓıÚÒÈÓË ˙ˆ‹.
с ¡· ‚В‚·ИТУВЫЩВ ¿УЩФЩВ fiЩИ Л ‰·БО¿У· ЩФ˘ ЛПВОЩЪФ‰›Ф˘ О·И Ф ·ОЪФ‰¤ОЩЛ˜ БВ›ˆЫЛ˜
¤¯Ô˘Ó Û˘Ó‰Âı› Ì ·ÛÊ¿ÏÂÈ·.
с ªЛУ ЪФО·ПВ›ЩВ ‚П¿‚В˜ ЫЩ· ЛПВОЩЪФКfiЪ· О·ПТ‰И· ЩЪ·‚ТУЩ·˜ Щ·. ∞ФЫ˘У‰¤ЫЩВ Щ·
О·ПТ‰И· ЪФЩФ‡ ВИ¯ВИЪ‹ЫВЩВ У· МВЩ·ОИУ‹ЫВЩВ ЩЛ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜.
с ∞ФК‡БВЩВ У· ·ББ›˙ВЩВ Щ· ЛПВОЩЪИО¿ ·БТБИМ· ЩМ‹М·Щ· ЩЛ˜ Ы˘ЫОВ˘‹˜, О·ıТ˜ О·И ЩЛ
‰·БО¿У· ЩФ˘ ЛПВОЩЪФ‰›Ф˘ О·И ЩФУ ·ОЪФ‰¤ОЩЛ ЩЛ˜ БВ›ˆЫЛ˜.
с ¶¿УЩ· У· КЪФУЩ›˙ВЩВ ТЫЩВ Л Щ¿ЫЛ ЩФ˘ ‰ИОЩ‡Ф˘ У· В›У·И Л ›‰И· МВ ЩЛУ ·У·БЪ·КfiМВУЛ ЫЩЛУ
ИУ·О›‰· ¯·Ъ·ОЩЛЪИЫЩИОТУ ЩФ˘ МЛ¯·У‹М·ЩФ˜.
ñ ∫·Ù¿ ÙËÓ ·ÓÙÈηٿÛÙ·ÛË ÙˆÓ Î·Ïˆ‰›ˆÓ ‹ ÙˆÓ ÊȘ: ªÂÙ¿ ÙËÓ ·ÓÙÈηٿÛÙ·Û‹ ÙÔ˘˜ ÌÂ
ηÈÓÔ‡ÚÁÈ·, ·ÔÚÚ›„Ù ·Ì¤Ûˆ˜ Ù· ·ÏÈ¿ ηÏ҉ȷ Î·È Ù· ÊȘ. ∏ Û‡Ó‰ÂÛË ÛÙËÓ Ú›˙· ÂÓfi˜
¯·Ï·ÚÔ‡ ÊȘ Â›Ó·È ÂÈΛӉ˘ÓË.
с ŸПВ˜ ФИ Ы˘ЫОВ˘¤˜ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ Ф˘ ЩЪФКФ‰ФЩФ‡УЩ·И МВ Щ¿ЫЛ 230 Volt ı·
Ъ¤ВИ У· ¤¯Ф˘У ·ЫК¿ПВИ· ЩФ˘П¿¯ИЫЩФУ 16 amper
с ∫·Щ¿ ЩЛ ¯Ъ‹ЫЛ В¤ОЩ·ЫЛ˜ О·Пˆ‰›Ф˘ (М·П·УЩ¤˙·˜): ¡· ¯ЪЛЫИМФФИВ›ЩВ ·ФОПВИЫЩИО¿
ВБОВОЪИМ¤УФ О·ПТ‰ИФ В¤ОЩ·ЫЛ˜, О·Щ¿ППЛПФ БИ· ЩЛУ ИЫ¯‡ ЩФ˘ МЛ¯·У‹М·ЩФ˜. √И ·БˆБФ›
ı· Ъ¤ВИ У· ¤¯Ф˘У ‰И¿МВЩЪФ ЩФ˘П¿¯ИЫЩФУ 1,5 mm
2
. ∂¿Ó ÙÔ Î·ÏÒ‰ÈÔ Â›Ó·È Ù˘ÏÈÁ̤ÓÔ ÛÂ
М·П·УЩ¤˙· ı· Ъ¤ВИ У· ЩФ НВЩ˘П›НВЩВ ВУЩВПТ˜.
ñ ∂ÚÁ·Û›Â˜ ÛÙËÓ Ù¿ÛË ÙÔ˘ ‰ÈÎÙ‡Ô˘, .¯. ÛÙ· ηÏ҉ȷ, ÊȘ, Ú›˙˜ ÎÙÏ. ÌÔÚÔ‡Ó Ó·
‰ИВН¿БФ˘У МfiУФУ ВИ‰ИОВ˘М¤УФИ ЛПВОЩЪФПfiБФИ.
CE DECLARATION OF CONFORMITY (GB)
We declare under our sole responsibility that this product is in conformity
with the following standards or standardized documents:
EN60974-1, EN60974-6, EN60974-10
in accordance with the regulations:
2006/95/EC, 2004/108/EC
from 01-05-2006
ZWOLLE NL
J.A. Bakker - van Ingen
CEO Ferm BV
It is our policy to continuously improve our products and we therefore reserve the right to change
the product specification without prior notice.
Ferm BV • Lingenstraat 6 • 8028 PM Zwolle • The Netherlands
Ferm
14
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 15

Ferm 15
GB
D
NL
F
E
P
I
S
FIN
N
DK
SCHWEISSGERÄT FWM-45/140
Die Ziffern im nachstehenden Text verweisen auf die Abbildungen auf Seite 2
Um Ihre eigene Sicherheit und die Sicherheit Anderer zu gewährleisten, empfehlen
wir Ihnen, sich diese Bedienungsanleitung vor der ersten Inbetriebnahme gründlich
durchzulesen. Bewahren Sie diese Anleitung und die übrige Dokumentation
zusammen mit der Maschine auf.
Einführung
Beim Schmelzschweißen wird das Werkstückmaterial unter Einfluss zugeführter Wärme zum
Schmelzen gebracht. Beim Lichtbogenschweißen werden außerdem Schweißzusätze
(Elektroden) eingesetzt. Nach dem Erstarren ist die Schweißverbindung hergestellt.
Die erforderliche Wärme wird mittels eines elektrischen Bogens zwischen Elektrode und
Werkstück erzeugt. Für den Schweißvorgang ist eine hohe Stromstärke (45-140 A) mit relativ
niedriger Spannung (10–48 V) erforderlich. Ein Transformator im Schweißgerät bewirkt, dass
die Netzspannung (230 V) vermindert wird.
Das Gerät ist nicht für den gewerblichen Einsatz geeignet!
Inhalt
1. Technische Daten
2. Sicherheitsvorschriften
3. Montage des zubehörs
4. Bedienung
5. Wartung und Pflege
1. TECHNISCHE DATEN
Gerätedaten
Verpackungsinhalt
• Schweißgerät
• Schweißschild
Spannung
Frequenz
Schweißleistung
Zündspannung
Leistungsfaktor
Elektrodendurchmesser
Gewicht
Abmessungen
Thermoschutz
Netzkabel
Schweißkabel
230 V ~
50 Hz
45-140 A
≤ 48 V
0.57
1.6 - 3.2 mm
16.19 kg
350 x 220 x 170 mm
95 ºC (± 5 ºC)
H07RN-F3 x 1.5 mm
2
H01N2-D1 x 10 mm
2
°ВУИО¤˜ Ф‰ЛБ›В˜ ·ЫК·ПВ›·˜ БИ· Ы˘ЫОВ˘¤˜ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜
с √ ¯Ъ‹ЫЩЛ˜ ı· Ъ¤ВИ У· ¤¯ВИ ВО·И‰В˘ЩВ› ЫЩЛ ¯Ъ‹ЫЛ О·И ПВИЩФ˘ЪБ›· ЩФ˘ МЛ¯·У‹М·ЩФ˜.
с ºЪФУЩ›ЫЩВ ТЫЩВ Ф ¯ТЪФ˜ ВЪБ·Ы›·˜ У· В›У·И Щ·ОЩФФИЛМ¤УФ˜ О·И О·П¿ КˆЩИЫМ¤УФ˜.
с ¶ЪФЩФ‡ ВОЩВП¤ЫВЩВ ФФИ·‰‹ФЩВ ВЪБ·Ы›· Ы˘УЩ‹ЪЛЫЛ˜ ЫЩФ МЛ¯¿УЛМ· ı· Ъ¤ВИ У· ЩФ
·ФЫ˘У‰¤ВЩВ ·fi ЩЛУ Ъ›˙·.
с ¡· ·ФЫ˘У‰¤ВЩВ ЩФ МЛ¯¿УЛМ· ·fi ЩЛУ Ъ›˙· О¿ıВ КФЪ¿ Ф˘ ·ФМ·ОЪ‡УВЫЩВ ·fi ·˘Щfi.
с ªЛУ ¯ЪЛЫИМФФИВ›ЩВ ЩФ МЛ¯¿УЛМ· В¿У ‰ВУ ЩФ ¤¯ВЩВ ВБО·Щ·ЫЩ‹ЫВИ О·И Ы˘У·ЪМФПФБ‹ЫВИ
Û‡Ìʈӷ Ì ÙȘ Ô‰ËÁ›Â˜ ÙÔ˘ ÂÁ¯ÂÈÚȉ›Ô˘.
∂И‰ИО¤˜ Ф‰ЛБ›В˜ ·ЫК·ПВ›·˜ БИ· Ы˘ЫОВ˘¤˜ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜
с ∏ Ы˘БОfiППЛЫЛ ЪФО·ПВ› ЩЛУ ВОЩ›У·НЛ ЫИУı‹ЪˆУ О·И ЩЛБМ¤УФ˘ МВЩ¿ППФ˘. ¡· ¤¯ВЩВ
˘fi„Ë Û·˜ fiÙÈ ·˘Ùfi ÌÔÚ› Ó· ·ÔÙÂϤÛÂÈ ·ÈÙ›· ˘ÚηÁÈ¿˜, Û˘ÓÂÒ˜ ı· Ú¤ÂÈ Ó·
·ФМ·ОЪ‡УВЩВ fiП· Щ· В‡КПВОЩ· ˘ПИО¿ ·fi ЩФ ¯ТЪФ ВЪБ·Ы›·˜.
с ∂Н·ЫК·П›ЫЩВ ЩФУ О·Пfi ВН·ВЪИЫМfi ЩФ˘ ¯ТЪФ˘ ВЪБ·Ы›·˜. ∫·Щ¿ ЩЛ Ы˘БОfiППЛЫЛ ВОП‡ФУЩ·И
·¤ЪИ·, Щ· ФФ›· В›У·И ‚П·‚ВЪ¿ БИ· ЩЛУ ˘БВ›· Ы·˜.
с ªЛУ Ы˘БОФПП¿ЩВ ‰Ф¯В›· ‹ ЫˆП‹УВ˜ Ф˘ ВЪИ¤¯Ф˘У ‹ ВЪИВ›¯·У В‡КПВОЩ· ˘БЪ¿ ‹ ·¤ЪИ·
(О›У‰˘УФ˜ ˘ЪО·БИ¿˜ ‹ ¤ОЪЛНЛ˜).
с ªЛУ Ы˘БОФПП¿ЩВ ·УЩИОВ›МВУ· Ф˘ ¤¯Ф˘У О·ı·ЪИЫЩВ› МВ И‰И·›ЩВЪ· В‡КПВОЩ· ˘БЪ¿ ‹ ¤¯Ф˘У
‚·ММ¤УВ˜ ВИК¿УВИВ˜ (˘¿Ъ¯ВИ Иı·УfiЩЛЩ· ¤ОП˘ЫЛ˜ ВИО›У‰˘УˆУ ·ВЪ›ˆУ).
с ªЛУ ВОЩВПВ›ЩВ ЛПВОЩЪФЫ˘БОfiППЛЫЛ ЫВ ВЪИ‚¿ППФУ МВ ˘„ЛП‹ ˘БЪ·Ы›· ‹ ˘fi ‚ЪФ¯‹.
с £· Ъ¤ВИ У· ЪФЫЩ·ЩВ‡ВЩВ ¿УЩФЩВ Щ· М¿ЩИ· Ы·˜, ¯ЪЛЫИМФФИТУЩ·˜ ЩЛ М¿ЫО·
ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ Ф˘ Ы˘УФ‰В‡ВИ ЩФ МЛ¯¿УЛМ·.
с ¡· КФЪ¿ЩВ Б¿УЩИ· О·И ЫЩВБУfi ЪФЫЩ·ЩВ˘ЩИОfi ЪФ˘¯ИЫМfi, Ф ФФ›Ф˜ У· МЛУ ¤¯ВИ ˘БЪФ‡˜
ÏÂΤ‰Â˜ ·fi Ï¿‰È ‹ ¿ÏÏÔ˘˜ Ú‡Ô˘˜.
ñ ¶ÔÏϤ˜ ÊÔÚ¤˜, ÙÔ ÙËÁ̤ÓÔ ˘ÏÈÎfi Ô˘ ı· Ú¤ÂÈ Ó· ·Ê·ÈÚÂı› η›ÂÈ Î·È ÂÓ‰¤¯ÂÙ·È Ó·
ЪФО·П¤ЫВИ ЫФ‚·Ъfi ЩЪ·˘М·ЩИЫМfi ЩˆУ М·ЩИТУ О·Щ¿ ЩЛУ ·К·›ЪВЫ‹ ЩФ˘. ¡· КФЪ¿ЩВ
¿УЩФЩВ ЪФЫЩ·ЩВ˘ЩИО¿ Б˘·ПИ¿ О·И Б¿УЩИ·.
с ∏ ˘ВЪИТ‰Л˜ ·ОЩИУФ‚ФП›· Ф˘ ВО¤МВЩ·И О·Щ¿ ЩЛ Ы˘БОfiППЛЫЛ МФЪВ› У· ЪФО·П¤ЫВИ
ВБО·‡М·Щ· ЫЩФ ‰¤ЪМ· Ы·˜. ™˘УВТ˜, ı· Ъ¤ВИ У· КФЪ¿ЩВ ¿УЩФЩВ О·Щ¿ППЛПФ
ЪФЫЩ·ЩВ˘ЩИОfi ЪФ˘¯ИЫМfi.
с ∏ Ы˘БОВОЪИМ¤УЛ Ы˘ЫОВ˘‹ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ‰И·ı¤ЩВИ Ы‡ЫЩЛМ· ЪФЫЩ·Ы›·˜ ·fi ЩЛУ
˘ВЪКfiЪЩИЫЛ. ™˘УВТ˜, ЫВ ВЪ›ЩˆЫЛ ˘ВЪКfiЪЩИЫЛ˜, Л Ы˘ЫОВ˘‹
ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ Щ›ıВЩ·И ·˘ЩfiМ·Щ· ВОЩfi˜ ПВИЩФ˘ЪБ›·˜. ∏ Ы˘ЫОВ˘‹
ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ВУВЪБФФИВ›Щ·И О·И ¿ПИ ·˘ЩfiМ·Щ· fiЩ·У „˘¯ıВ› В·ЪОТ˜.
с ∫·Щ¿ ЩЛ ‰И¿ЪОВИ· ЩЛ˜ Ы˘БОfiППЛЫЛ˜ О·И ЩЛ˜ „‡НЛ˜ ˘¿Ъ¯ВИ Л Иı·УfiЩЛЩ· ЩФ ·УЩИОВ›МВУФ
У· ·Ъ·МФЪКˆıВ›, ПfiБˆ ЩˆУ Щ¿ЫВˆУ Ф˘ ·У·Щ‡ЫЫФУЩ·И. ∞˘Щfi ı· Ъ¤ВИ У· ЩФ ¤¯ВЩВ
Ы˘УВ¯Т˜ ˘fi„Л Ы·˜.
с ªФЪФ‡У У· ¯ЪЛЫИМФФИФ‡УЩ·И МfiУФУ Ы˘БОФППЛЩИОФ› ·БˆБФ›, ФИ ФФ›ФИ В›У·И
ÚÔÌËıÂ˘Ì¤ÓÔÈ (O/ 10 mm
2
МВ П¿ЫЩИ¯Ф ЪФК˘П·БМ¤УФИ Ы˘БОФППЛЩИОФ› ·БˆБФ›).
с ™ЩФ˘˜ ¯ТЪФ˘˜ МВ ·ВИП‹ ˘ЪО·БИ¿˜ Л ¤ОЪЛНЛ˜ ИЫ¯‡Ф˘У ВИ‰ИО¤˜ ‰И·Щ¿НВИ˜.
с √И Ы˘БОФППЛЩИО¤˜ Ы˘У‰¤ЫВИ˜, ФИ ФФ›В˜ ВОı¤ЩФУЩ·И ЫВ МВБ¿ПВ˜ ВУЩ¿ЫВИ˜ О·И Ъ¤ВИ У·
ВОПЛЪТУФ˘У ФЪИЫМ¤УВ˜ ·ЫК·ПИЫЩИО¤˜ ··ИЩ‹ЫВИ˜, МФЪФ‡У У· Ъ·БМ·ЩФФИФ‡УЩ·И
МfiУФУ ·fi ВИ‰ИО¿ ВО·И‰В˘М¤УФ˘˜ О·И ВНВЩ·ЫМ¤УФ˘˜ Ы˘БОФППЛЩ¤˜. ¶.¯: ИВЫЩИОФ›
П¤‚ЛЩВ˜, ЫИ‰ЛЪФЩЪФ¯И¤˜, ВН·ЪЩЛМ¤УВ˜ Ы˘ЫОВ˘¤˜ ЩˆУ ВИО·ıФ˘М¤УˆУ, ОЩП.
ñ ¶ÚÔÛÔ¯‹: ÚÔÛı¤ÛÙ ÙÔÓ ·ÎÚÔ‰¤ÎÙË Á›ˆÛ˘ ¿ÓÙ· ÙÔ ÔÈÔ ÎÔÓÙ¿ ÚÔ˜ ÙÔÓ ÙfiÔ
Ы˘БОfiППЛЫЛ˜, ТЫЩВ ЩФ ЪВ‡М· Ы˘БОfiППЛЫЛ˜ У· МФЪВ› У· ЪФ¯ˆЪВ› МВ ЩФУ ОФУЩИУfiЩВЪФ
‰˘У·Щfi ‰ЪfiМФ ·fi ЩФ ЛПВОЩЪfi‰ИФ ЪФ˜ ЩФУ ·ОЪФ‰¤ОЩЛ БВ›ˆЫЛ˜. ¶ФЩ¤ МЛУ Ы˘У‰¤ВЩВ
Ferm
106
GB
D
NL
F
E
P
I
S
GR
N
DK
Page 16
Ferm 105
GB
D
NL
F
E
P
I
S
GR
N
DK
¶ЪfiЩ˘Ф БИ· МЛ¯·У‹М·Щ· ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ¯ВИЪfi˜, МВВЪИФЪИЫМ¤УФ
Ы˘УЩВПВЫЩ‹ ПВИЩФ˘ЪБ›·˜.
¢·БО¿У· ЛПВОЩЪФ‰›Ф˘
∞ÎÚÔ‰¤ÎÙ˘ Á›ˆÛ˘
¶ÙÒÛË Ù¿Û˘
ªÔÓÔÊ·ÛÈÎfi˜ ÌÂÙ·Û¯ËÌ·ÙÈÛÙ‹˜
°ÂȈ̤ÓÔ˜ ÚÂ˘Ì·ÙÔÏ‹Ù˘
¢И¿МВЩЪФ˜ ЛПВОЩЪФ‰›Ф˘
AÛÊ¿ÏÂÈ· 16A
ª¤БИЫЩЛ ¤УЩ·ЫЛ ЪˆЩВ‡ФУЩФ˜ ЪВ‡М·ЩФ˜ ЫВ ·М¤Ъ
ŒÓÙ·ÛË ‰Â˘ÙÂÚ‡ÔÓÙÔ˜ Ú‡̷ÙÔ˜ Û ·Ì¤Ú
ÃÚfiÓÔ˜ ÂÁÁÚ·Ê‹˜, ¯ÚfiÓÔ˜ ÌÂٷ͇ ÙÔ˘ reset (ÂÁ¯Â›ÚÈÛË Û‡Ó‰ÂÛ˘) Î·È Ú‡ıÌÈÛ˘
(ÂÁ¯Â›ÚÈÛË ·ÔÛ‡Ó‰ÂÛ˘) Ù˘ Û˘Û΢‹˜ Ù˘ ıÂÚÌ·ÓÙÈ΋˜ ·ÔÎÔ‹˜.
ÃÚfiÓÔ˜ ÙÔ˘ reset, ¯ÚfiÓÔ˜ ÌÂٷ͇ Ù˘ Ú‡ıÌÈÛ˘ (ÂÁ¯Â›ÚÈÛË ·ÔÛ‡Ó‰ÂÛ˘) ηÈ
ÙÔ˘ reset (ÂÁ¯Â›ÚÈÛË Û‡Ó‰ÂÛ˘) Ù˘ Û˘Û΢‹˜ Ù˘ ıÂÚÌ·ÓÙÈ΋˜ ·ÔÎÔ‹˜.
S∫·ЩЛБФЪ›· ЪФЫЩ·Ы›·˜. ™ЩВБ·Уfi БИ· ЫˆМ·Щ›‰И· МВ ‰И¿МВЩЪФ ¤ˆ˜ О·И 12 mm,
О·ıТ˜ О·И БИ· О·Щ·ОfiЪ˘КЛ ЩТЫЛ ЫЩ·БfiУˆУ УВЪФ‡. ¢И·ОФ‹ ПВИЩФ˘ЪБ›·˜ ЫВ
ВЪ›ЩˆЫЛ ·У›¯УВ˘ЫЛ˜ УВЪФ‡ .
∫·ЩЛБФЪ›· МfiУˆЫЛ˜
∆¿ЫЛ ПВИЩФ˘ЪБ›·˜ ЫВ ‚ФПЩ
∆¿ÛË ‰ÈÎÙ‡Ô˘ Û ‚ÔÏÙ
U
1
U
0
H
IP21S
r
(S)
I
2
I
1
EN60974-6
• Drahtbürste/Schlackenhammer
• Bedienungsanleitung
• Sicherheitsvorschriften
• Garantiekarte
Produktinformationen
Abb. 1
1. Temperaturanzeige
2. Ein-/Ausschalter
3. Drehschalter zur Einstellung der Stromstärke
4. Schweißkabel mit Elektrodenhalter (vormontiert)
5. Massekabel mit Werkstückklemme (vormontiert)
6. Gummifuß
7. Handgriff
8. Lüftungsschlitze
9. Drahtbürste/Schlackenhammer
10. Schweißschild
11. Elektroden
Tabel: Einstellung und Gebrauch
2. SICHERHEITSVORSCHRIFTEN
Erläuterung der Symbole
Anweisungen sorgfältig lesen.
Ø Elektrode (mm) Stromstärke (A) Geeignet u.a. für:
1,6 45 - 55 Materialdicke ≤ 2 mm
Reparatur eines Fahrrads (Mopeds)
2 50 - 75 Materialdicke 2 - 3 mm
Reparatur Wandregal
2,5 70 - 100 Materialdicke 4 - 5 mm
Gartentor, Spielgerät
3,2 95 - 150 Materialdicke 6 - 7 mm
Carport, Garage
4 130 - 220 Materialdicke 8 - 12 mm
Konstruktion (schwer)
5 190 - 250 Materialdicke ≥ 12 mm
Konstruktion (sehr schwer)
Ferm
16
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 17
Ferm 17
GB
D
NL
F
E
P
I
S
FIN
N
DK
Übereinstimmung mit den jeweils maßgeblichen EU-Sicherheitsrichtlinien.
Lebens- und Verletzungsgefahr und Gefahr von Beschädigungen am Gerät bei
Nichteinhaltung der Sicherheitsvorschriften in dieser Anleitung.
Deutet das Vorhandensein elektrischer Spannung an.
Ziehen Sie, falls das Kabel beschädigt wird und auch während Wartungsarbeiten,
sofort den Netzstecker.
Umstehende fernhalten.
Gegen Regen Schutzen
Schutzbrille und Gehörschutz tragen.
Schutzhandschuhe tragen.
Schadhafte und/oder entsorgte elektrische oder elektronische Geräte müssen an
den dafür vorge sehenen Recycling-Stellen abgegeben werden.
Beim Schweißen immer ein Schweißschild verwenden
Schutzkleidung tragen
Symbol für Schweißgeräte zu brauchen im Atmosphär mit Gefähr für elektrische
Spannung
Norm bezüglich Schweißstromquellen zum Lichtbogenhandschweißen für
begrenzten Betrieb
Elektrodenhalter
Masseklemmme
EN60974-6
2. √¢∏°ÿ∂™ °π∞ ∆∏¡ ∞™ºÕ§∂π∞
∂ÂÍ‹ÁËÛË ÙˆÓ Û˘Ì‚fiψÓ
¢И·‚¿ЫЩВ ЪФЫВОЩИО¿ ЩИ˜ Ф‰ЛБ›В˜.
CE ™˘ММfiЪКˆЫЛ МВ Щ· ВК·ЪМФЫЩ¤· ∂˘Ъˆ·˚О¿ ЪfiЩ˘· ·ЫК·ПВ›·˜.
∂ИЫЛМ·›УВИ ЩФУ О›У‰˘УФ ЪfiОПЛЫЛ˜ ЫˆМ·ЩИОТУ ‚П·‚ТУ, ı·У¿ЩФ˘ ‹ ‚П¿‚Л˜ ЫЩФ
МЛ¯¿УЛМ· ЫВ ВЪ›ЩˆЫЛ МЛ Щ‹ЪЛЫЛ˜ ЩˆУ Ф‰ЛБИТУ Ф˘ ·У·БЪ¿КФУЩ·И ЫВ ·˘Щfi ЩФ
ВБ¯ВИЪ›‰ИФ.
∂ИЫЛМ·›УВИ ЩФУ О›У‰˘УФ ЛПВОЩЪФПЛН›·˜.
µÁ¿ÏÙ ·Ì¤Ûˆ˜ ÙÔ ÊȘ ·fi ÙËÓ Ú›˙· Û ÂÚ›ÙˆÛË Ô˘ ˘ÔÛÙ› ‚Ï¿‚Ë ÙÔ
ηÏÒ‰ÈÔ Ú‡̷ÙÔ˜ Î·È Î·Ù¿ ÙË ‰È¿ÚÎÂÈ· ÂÚÁ·ÛÈÒÓ Û˘ÓÙ‹ÚËÛ˘.
∫Ъ·Щ‹ЫЩВ ЫВ ·fiЫЩ·ЫЛ ЩФ˘˜ ·ЪВ˘ЪИЫОФМ¤УФ˘˜.
¢ВУ ı· Ъ¤ВИ У· ¯ЪЛЫИМФФИВ›Щ·И ЫЩЛ ‚ЪФ¯‹.
ºÔÚ¿Ù Á˘·ÏÈ¿ ·ÛÊ·Ï›·˜ Î·È ˆÙÔ·Û›‰Â˜.
¡· ÊÔÚ¿Ù ÚÔÛٷ٢ÙÈο Á¿ÓÙÈ·.
∂П·ЩЩˆМ·ЩИО¿ О·И / ‹ ·ФЪЪИММ¤У· ЛПВОЩЪИО¿ ‹ ЛПВОЩЪФУИО¿ ·УЩИОВ›МВУ· Ъ¤ВИ
У· Ы˘ПП¤БФУЩ·И ЫЩИ˜ О·Щ¿ППЛПВ˜ ЩФФıВЫ›В˜ ·У·О˘ОПТЫВˆ˜.
∫·Щ¿ ЩЛ Ы˘БОfiППЛЫЛ, У· ¯ЪЛЫИМФФИВ›ЩВ ¿УЩФЩВ М¿ЫО·.
¡· ÊÔÚ¿Ù ÚÔÛٷ٢ÙÈÎfi ÚÔ˘¯ÈÛÌfi.
∆Ф Ы‡М‚ФПФ ·˘Щfi ¯ЪЛЫИМФФИВ›Щ·И БИ· У· ˘Ф‰В›НВИ ЛБ¤˜ ЩЪФКФ‰ФЫ›·˜
ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜, Ф˘ В›У·И О·Щ¿ППЛПВ˜ БИ· ЩЛУ ВОЩ¤ПВЫЛ ВЪБ·ЫИТУ
ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ ЫВ ВЪИ‚¿ППФУЩ· МВ ·˘НЛМ¤УФ О›У‰˘УФ ЛПВОЩЪФПЛН›·˜.
Ferm
104
GB
D
NL
F
E
P
I
S
GR
N
DK
Page 18
Ferm 103
GB
D
NL
F
E
P
I
S
GR
N
DK
¶ÂÚȯfiÌÂÓ· Û˘Û΢·Û›·˜
1 ™˘ЫОВ˘‹ Ы˘БОfiППЛЫЛ˜
1 ª¿ЫО· ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜
1 ™˘ЪМ¿ЩИУЛ ‚Ф‡ЪЩЫ·/М·ЩЫ·ОfiУИ
1 ∂Б¯ВИЪ›‰ИФ ¯Ъ‹ЫЛ˜
1 √‰ЛБ›В˜ БИ· ЩЛУ ·ЫК¿ПВИ·
1 ∫¿ЪЩ· ВББ‡ЛЫЛ˜
∂П¤НЩВ ЩФ МЛ¯¿УЛМ·, О·ıТ˜ О·И Щ· МВМФУˆМ¤У· М¤ЪЛ О·И ВН·ЪЩ‹М·Щ·, БИ· У· ‰В›ЩВ ·У ¤¯Ф˘У
¿ıВИ ˙ЛМИ¿ О·Щ¿ ЩЛ МВЩ·КФЪ¿.
¶ПЛЪФКФЪ›В˜ ЪФ˚fiУЩФ˜
∂ÈÎ. A
1. ∂У‰ВИОЩИО‹ П˘¯У›· ıВЪМФОЪ·Ы›·˜
2. ¢И·ОfiЩЛ˜ ПВИЩФ˘ЪБ›·˜ (On/Off)
3. ¶ВЪИЫЩЪФКИОfi˜ ВИПФБ¤·˜ БИ· ЩЛ Ъ‡ıМИЫЛ ЩЛ˜ ¤УЩ·ЫЛ˜ ЩФ˘ ЪВ‡М·ЩФ˜
4. ∫·ПТ‰ИФ ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜ МВ ‰·БО¿У· БИ· ЛПВОЩЪfi‰ИФ
5. ∫·ÏÒ‰ÈÔ Á›ˆÛ˘ Ì ‰·Áοӷ
6. ∂Ï·ÛÙÈ΋ Ù¿·
7. §·‚‹
8. ∞УФ›БМ·Щ· ВН·ВЪИЫМФ‡
9. ™˘ÚÌ¿ÙÈÓË ‚Ô‡ÚÙÛ·/Ì·ÙÛ·ÎfiÓÈ
10. ª¿ЫО· ЛПВОЩЪФЫ˘БОfiППЛЫЛ˜
11. ∏ПВОЩЪfi‰И·
T¯ÓÈΤ˜ ÚԉȷÁڷʤ˜
∏ПВОЩЪfi‰ИФ (mm) ŒУЩ·ЫЛ ЪВ‡М·ЩФ˜ (A) ∫·Щ¿ППЛПФ, МВЩ·Н‡ ¿ППˆУ, БИ·:
1,6 45-55 ¶¿¯Ô˜ ˘ÏÈÎÔ‡ ≤ 2 mm
∂ÈÛ΢¤˜
Ô‰ËÏ¿ÙˆÓ/ÌÔÙÔÔ‰ËÏ¿ÙˆÓ
2 50-75 ¶¿¯Ô˜ ˘ÏÈÎÔ‡ 2-3 mm
∂ИЫОВ˘‹ ‚¿ЫВˆУ -ЫЩЛЪИБМ¿ЩˆУ
2,5 70-100 ¶¿¯Ô˜ ˘ÏÈÎÔ‡ 4-5 mm
¶ВЪИКЪ¿НВИ˜, МИОЪ¤˜
ЫИ‰ЛЪФО·Щ·ЫОВ˘¤˜
3,2 95-150 ¶¿¯Ô˜ ˘ÏÈÎÔ‡ 6-7 mm
°Î·Ú¿˙, ÔÈÎȷΤ˜ ÛȉËÚÔηٷÛ΢¤˜
4 130-220 ¶¿¯Ô˜ ˘ÏÈÎÔ‡ 8-12 mm
µ·ÚȤ˜ ÛȉËÚÔηٷÛ΢¤˜
5 190-250 ¶¿¯Ô˜ ˘ÏÈÎÔ‡ ≥ 12 mm
¶Ôχ ‚·ÚȤ˜ ÛȉËÚÔηٷÛ΢¤˜
Abfallende Spannung
Einphasentransformator
Geerdeter Netzstecker
Elektrodendurchmesser
Sicherung 16 A
Maximale Primärstromstärke in Ampere
Sekundärstromstärke in Ampere
Ladezeit, Zeit zwischen dem Reset (ON-Betrieb) und dem Set (OFF-Betrieb) des
thermischen Abschaltmechanismus.
Reset-Zeit, Zeit zwischen dem Set (OFF-Betrieb) und dem Reset (ON-Betrieb) des
thermischen Abschaltmechanismus.
Schutzart. Schutz vor Berührung mit mittelgroßen Fremdkörpern (Ø >12 mm) und
senkrecht fallendem Tropfwasser.
Isolationsklasse
Leerlaufspannung in Volt
Netzspannung in Volt
Allgemeine Sicherheitsvorschriften für Schweißgeräte
• Der Gerätebediener muss über Gebrauch, Einstellung und Bedienung des Geräts
instruiert sein.
• Sorgen Sie für eine gut beleuchtete und saubere Arbeitsumgebung.
• Ziehen Sie immer den Stecker aus der Steckdose, ehe Sie Wartungsarbeiten am Gerät
ausführen.
• Ziehen Sie den Stecker aus der Steckdose, wenn Sie das Gerät zurücklassen.
r
(S)
U
1
U
0
H
IP21S
I
2
I
1
Ferm
18
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 19

Ferm 19
GB
D
NL
F
E
P
I
S
FIN
N
DK
• Verwenden Sie das Gerät nicht, ehe es den Anweisungen in der Anleitung gemäß völlig
montiert und installiert ist.
• Betätigen Sie Schweißgeräte nicht in explosionsgefähr-deten Atmosphären, zum Beispiel
in der Nähe von entzündbaren Flüssigkeiten, Gasen oder Staub. Scheißgeräte erzeugen
Funken, durch die Staub oder Dämpfe entzündet werden können.
Spezifische Sicherheitsvorschriften für Schweißgeräte
• Beim Schweißen werden Funken und heißes Metall frei. Dadurch entsteht Brandgefahr!
Entfernen Sie daher alles Brennbare aus dem Arbeitsbereich.
• Sorgen Sie für ausreichende Lüftung des Arbeitsbereichs. Beim Schweißen werden
gesundheitsgefährdende Gase frei.
• Führen Sie keine Schweißarbeiten an Behältern oder Leitungen aus, die brennbare
Flüssigkeiten oder Gase enthalten (Brand- oder Explosionsgefahr).
• Führen Sie keine Schweißarbeiten an Werkstücken aus, die mit leicht entflammbaren
Flüssigkeiten gereinigt wurden oder eine lackierte Oberfläche haben (dabei können
schädliche Gase frei werden).
• Arbeiten Sie nicht in feuchten oder nassen Umgebungen und schweißen Sie nicht im Regen.
• Die Augen müssen immer mit dem mitgelieferten Schweißschild geschützt werden.
• Tragen Sie trockene und nicht mit Öl oder Schmutz durchtränkte Handschuhe und
Schutzkleidung.
• Die abzuklopfende Schlacke kann glühend heiß sein. Das Entfernen der Schlacke kann
dann ernsthafte Augenverletzungen zur Folge haben. Tragen Sie immer eine Schutzbrille
und Handschuhe.
• Beim Schweißen können durch ultraviolette Strahlung Hautverbrennungen entstehen.
Tragen Sie daher angemessene Schutzkleidung.
• Das Schweißgerät ist mit einem Überlastungsschutz ausgestattet. Das bedeutet, dass es
bei Überlastung automatisch ausgeschaltet wird. Wenn es ausreichend abgekühlt ist, wird
das Gerät automatisch wieder eingeschaltet.
• Berücksichtigen Sie, dass das Werkstück sich während des Schweiß- und
Abkühlvorgangs durch Spannungen verformen kann.
• Es dürfen nur die im Lierumfang enthaltenen Schweißleitungen verwendet ( Ø 10 mm
2
Gummischweißleitung werden).
• In Feuer- und Explosionsgefährdeten Räumen gelten besondere Vorschriften.
• Schweißverbindungen, die großen Beanspruchungen ausgesetzt sind und bestimmte
Sicherheitsforderungen erfüllen müssen, dürfen nur von besonders ausgebildeten und
geprüften Schweißem ausgeführt werden. Beispiel sind: Druckkessel, Laufschienen,
Anhängerkupplungen usw.
• Achtung: Schliessen Sie die Masseklemme stets so nahe wie möglich an die
Schweißstelle an, so dass der Schweißstrom den kürzestmöglichen Weg von der
Elektrode zur Masseklemme nehmen kann.
Verbinden Sie die Masseklemme niemals mit dem Gehäuse des Schweißgerätes!
Schliessen Sie die Masseklemme niemals an geerdeten Teilen an, die weit vom Werkstück
entfernt liegen, z.B. einem Wasserrohr in einer anderen Ecke des Raumes. Andernfalls
könnte es dazu kommen, dass das Schutzleitersystem des Raumes, in dem Sie
schweißen, beschädigt wird.
• Die Absicherungen der Zuleitungen zu den Netzsteckdosen muss den Vorschriften
entsprechen (VDE 0100). Schutzkontaktsteckdosen dürfen mit max 16A (Typen und
technische Daten: RT14-20, Ø 10 x 38, AC 400 V 16A. IEC 60269. Traege ausloesen.
™À™∫∂À∏ ∏§∂∫∆ƒ√™À°∫√§§∏™∏™ FWM-45/140
√È ·ÚÈıÌÔ› Ô˘ ÂÚȤ¯ÔÓÙ·È ÛÙÔ Î›ÌÂÓÔ ·Ó·Ê¤ÚÔÓÙ·È ÛÙ· ‰È·ÁÚ¿ÌÌ·Ù·, Ô˘ ˘¿Ú¯Ô˘Ó ÛÙȘ
ÛÂÏ›‰Â˜ 2
°И· ЩЛ ‰ИО‹ Ы·˜ ·ЫК¿ПВИ·, ·ПП¿ О·И БИ· ЩЛУ ·ЫК¿ПВИ· ЩˆУ ¿ППˆУ, ЪФЩВ›УФ˘МВ У·
‰И·‚¿ЫВЩВ ЪФЫВОЩИО¿ ·˘Щfi ЩФ ВБ¯ВИЪ›‰ИФ Ф‰ЛБИТУ ЪИУ ·fi ЩЛ ¯Ъ‹ЫЛ ·˘ЩФ‡ ЩФ˘
ЪИФУИФ‡. ¡· К˘П¿ЫЫВЩВ ·˘Щfi ЩФ ВБ¯ВИЪ›‰ИФ Ф‰ЛБИТУ, О·ıТ˜ О·И ЩФ ˘ПИОfi
ЩВОМЛЪ›ˆЫЛ˜ Ф˘ Ы˘УФ‰В‡ВИ ЩФ ЪИfiУИ БИ· МВППФУЩИО‹ ·У·КФЪ¿.
∂ÈÛ·ÁˆÁ‹
∏ ‰И·‰ИО·Ы›· Ы˘БОfiППЛЫЛ˜ МВ Щ‹НЛ ¯ЪЛЫИМФФИВ›Щ·И БИ· ЩЛУ Щ‹НЛ ЩФ˘ ˘ПИОФ‡ ЩФ˘ ·УЩИОВИМ¤УФ˘ Ф˘
ЪfiОВИЩ·И У· Ы˘БОФППЛıВ›, ˘fi ЩЛУ В›‰Ъ·ЫЛ ЩЛ˜ ‰ИФ¯ВЩВ˘fiМВУЛ˜ ıВЪМfiЩЛЩ·˜. ∂›ЫЛ˜, БИ· ЩЛ
Ы˘БОfiППЛЫЛ МВ ЛПВОЩЪИОfi ЩfiНФ (ЛПВОЩЪФЫ˘БОfiППЛЫЛ) ¯ЪЛЫИМФФИВ›Щ·И О·И ˘ПИОfi Ы˘БОfiППЛЫЛ˜
(ЛПВОЩЪfi‰И·). ∏ Ы˘БОfiППЛЫЛ Ъ·БМ·ЩФФИВ›Щ·И МВЩ¿ ЩЛ ЫЩВЪВФФ›ЛЫЛ ЩФ˘ ˘ПИОФ‡.
∏ ··ИЩФ‡МВУЛ ıВЪМfiЩЛЩ· ЪФ¤Ъ¯ВЩ·И ·fi ЩФ ЛПВОЩЪИОfi ЩfiНФ Ф˘ ‰ЛМИФ˘ЪБВ›Щ·И О·И
‰И·ЩЛЪВ›Щ·И МВЩ·Н‡ ЩФ˘ ЛПВОЩЪФ‰›Ф˘ О·И ЩФ˘ ·УЩИОВИМ¤УФ˘. ∏ ‰И·‰ИО·Ы›· Ы˘БОfiППЛЫЛ˜
··ИЩВ› ЪВ‡М· ˘„ЛП‹˜ ВУЩ¿ЫВˆ˜ (45-140 A) МВ Ы¯ВЩИО¿ ¯·МЛП‹ Щ¿ЫЛ (10–48 V). ŒУ·˜
МВЩ·Ы¯ЛМ·ЩИЫЩ‹˜ ЫЩФ ВЫˆЩВЪИОfi ЩЛ˜ Ы˘ЫОВ˘‹˜ ВН·ЫК·П›˙ВИ ЩФУ ˘Ф‚И‚·ЫМfi ЩЛ˜ Щ¿ЫЛ˜ ЩФ˘
‰ИОЩ‡Ф˘ (230 V).
∆Ф Ы˘БОЪfiЩЛМ· ‰ВУ В›У·И О·Щ¿ППЛПФ БИ· ВИ¯ВИЪЛМ·ЩИО‹ ¯Ъ‹ЫЛ!
¶ÂÚȯfiÌÂÓ·
1. ¶ПЛЪФКФЪ›В˜ БИ· ЩФ МЛ¯¿УЛМ·
2. √‰ËÁ›Â˜ ÁÈ· ÙËÓ ·ÛÊ¿ÏÂÈ·
3. ™˘Ó·ÚÌÔÏfiÁËÛË
4. ÃÚ‹ÛË
5. ™¤Ú‚Ș Î·È Û˘ÓÙ‹ÚËÛË
1. ¶§∏ƒ√º√ÿ∂™ °π∞ ∆√ ª∏ÃÕ¡∏ª∞
T¯ÓÈΤ˜ ÚԉȷÁڷʤ˜
∆¿ЫЛ
™˘¯УfiЩЛЩ·
πЫ¯‡˜ Ы˘БОfiППЛЫЛ˜
∆¿ЫЛ ¤У·ЪНЛ˜ ЩfiНФ˘
™˘УЩВПВЫЩ‹˜ ИЫ¯‡Ф˜
¶¿¯Ф˜ ЛПВОЩЪФ‰›Ф˘
µ¿ЪФ˜
¢И·ЫЩ¿ЫВИ˜
£ВЪМИО‹ ЪФЫЩ·Ы›·
О‡ЪИФs О·ПТ‰ИФ
™˘БОФППЛЩ‹˜ О·ПТ‰ИФ
230 V ~
50 Hz
45-140 A
≤ 48 V
0.57
1.6 - 3.2 mm
16.19 kg
350 x 220 x 170 mm
95 ºC (± 5 ºC)
H07RN-F3 x 1.5 mm
2
H01N2-D1 x 10 mm
2
Ferm
102
GB
D
NL
F
E
P
I
RUS
GR
N
DK
Page 20

Ferm 101
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
Неисправный и/или бракованный электрический или электронный прибор
должен быть утилизирован должным образом.
Гарания
Услови я гарантии вы найдёте в отдельно прилагаемом гарантийном талоне.
CEДЕКЛАРАЦИЯ О СООТВЕТСТВИИ(RUS)
Под нашу исключительную ответственность удостоверяем, что данное изделие
удовлетворяет следующим стандартам и нормативным документам:
EN60974-1, EN60974-6, EN60974-10
согласно правилам:
2006/95/EC, 2004/108/EC
01-05-2006
НИДЕРЛАНДЫ
J.A. Bakker - van Ingen
CEO Ferm BV
Постоянное улучшение нашей продукции является нашей политикой и, поэтому, мы
оставляем за собой право на изменение технических характеристик продукции без
предварительного уведомления.
Ferm BV•Lingenstraat 6•8028 PMZwolle•Нидерланды
Hersteller: Chint) abgesichert werden (Sicherungen oder Leitungsschutzschalter). Höhere
Absicherungen können Leitungsbrand bzw. Gebäudebrandschäden zur Folge haben.
Elektrische Sicherheit
In folgenden Fällen muss das Gerät sofort ausgeschaltet werden:
• Fehler im Stecker/Netzkabel oder beschädigtes Kabel
• Defekter Schalter
• Qualm oder Gestank von verschmorter Isolierung
Abhängig von den Netzstrombedingungen am Anschlusspunkt kann die
Schweißstromquelle bei anderen Stromnutzern Störungen verursachen. Wenn Sie
diesbezüglich irgendwelche Zweifel haben, erkundigen Sie sich bitte bei Ihrem
Stromversorgungsunternehmen.
• Achten Sie darauf, dass die Verbindung zwischen Schweißgerät und Lichtnetz fehlerfrei
ist. Jede Elektroschockgefahr kann lebensbedrohlich sein.
• Sorgen Sie für einwandfreie Verbindungen, sowohl für den Elektrodenhalter als die
Masseklemme.
• Verhindern Sie, dass Stromkabel kaputt gezogen werden können. Ehe das Schweißgerät
versetzt wird, müssen die Kabel erst getrennt werden.
• Vermeiden Sie jeden Kontakt mit dem stromführenden Teil des Schweißgeräts, dem
Elektrodenhalter und der Masseklemme.
• Überprüfen Sie immer, ob die Netzspannung mit dem auf dem Typenschild des Geräts
angegebenen Wert übereinstimmt.
• Nach Ersetzen eines Kabels oder Steckers, muss das alte Kabel bzw. der alte Stecker
sofort weggeworfen werden. Das Einstecken eines losen Kabels in die Netzsteckdose ist
gefährlich.
• Verwenden Sie für alle Schweißgeräte mit 230 Volt Sicherungen von mindestens 16 Ampere.
• Verwenden Sie ausschließlich zugelassene Verlängerungskabel, die für die
Leistungsaufnahme des Geräts geeignet sind. Die Leiter müssen einen Querschnitt von
mindestens 1,5 mm
2
haben. Bei Verwendung einer Kabeltrommel muss das Kabel immer
ganz abgewickelt werden.
• Arbeiten auf der Netzspannungsseite, z.B. an Kabeln, Steckern, Steckdosen usw. nur von
einer Elektrofachkraft ausführen lassen.
3.MONTAGE DES ZUBEHÖR
Achten Sie beim Anbringen von Zubehör darauf, dass der Stecker aus der
Steckdose gezogen ist.
Aufstellen des Geräts
• Stellen Sie das Schweißgerät in einem trockenen, sauberen Raum (frei von Eisenstaub,
Staub und Lack) auf.
• Das Gerät muss auf einem stabilen, flachen Untergrund mit mindestens 20 cm Abstand zur
Wand stehen.
Ferm
20
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 21

Ferm 21
GB
D
NL
F
E
P
I
S
FIN
N
DK
• Vor Regen und greller Sonne schützen.
Schweißschild
Abb. 2
• Den Handgriff auf das Schweißschild schieben, bis er einrastet.
• Das helle Glas (Schutzglas) vor dem dunklen Schweißglas anbringen. Beide Gläser in die
dafür vorgesehene Öffnung schieben.
• Achten Sie darauf, dass die Gläser so angebracht sind, dass kein (schädliches) Licht mehr
durch die Öffnung eindringen kann.
• Wenn die Sicht auf das Werkstück beim Schweißen nicht mehr ausreicht, muss das helle
Schutzglas ausgewechselt werden. Das Ersetzen des dunklen Schweißglases ist
erheblich kostspieliger als das Ersetzen des hellen Schutzglases.
Einsetzen einer neuen Elektrode
Die Elektrode besteht aus einem Metallkern mit einer Ummantelung. An einem Ende ist die
Elektrode nicht von der Ummantelung umhüllt.
• Den Griff des Elektrodenhalters gegen den Federdruck zusammenkneifen.
• Eine Elektrode mit dem nicht ummantelten Ende (± 2 cm) in den Elektrodenhalter
einsetzen. Achten Sie darauf, dass der Kontakt zwischen dem nicht ummantelten Teil und
dem Metallteil des Elektrodenhalters richtig hergestellt wird (Elektrode nicht zu weit in den
Elektrodenhalter stecken).
• Den Hebel des Griffs entspannen. Die Elektrode sitzt jetzt fest.
Achtung! Um Überhitzung und/oder Verformung des Elektrodenhalters zu
vermeiden, darf die Elektrode nicht weiter als auf eine Länge von ± 5 cm in
abbrennen. Außerdem wird das Entfernen der abgebrannten Elektrode dadurch
erschwert.
Entfernen der abgebrannten Elektrode
Den Griff des Elektrodenhalters gegen den Federdruck zusammenkneifen, sodass die
abgebrannte Elektrode aus dem Halter fallen kann.
Achtung! Die Elektrode nicht mit der Hand aus dem Halter nehmen, sie ist sehr
heiß!
Achtung! Achten Sie darauf, wohin der Elektrodenabfall fällt, damit keine
Brandgefahr und Verletzungen verursacht werden können.
4. BEDIENUNG
Vor der Inbetriebnahme:
a. Allgemeine Informationen über Elektroschweißen
b. Die Elektrode
c. Schutzkleidung
d. Gesichtsschutz
Ремонт и обслуживание должен производить только квалифицированный
специалист или обслуживающая фирма.
Очистка
• Проверяйте вентиляционные отверстия на наличие пыли и грязи. Используйте
мягкую ткань увлажненную мыльной водой, чтобы удалить въевшуюся грязь. Не
используйте никаких растворителей, как например бензин, спирт или аммиак, и т.п.
• Проверяйте остается ли держатель электрода и зажим заземления без ржавчины,
для поддержания хорошей электрической проводимости.
• Регулярно проверяйте, жестко ли прикреплены кабели для сварки и заземления
к своим контактам.
Смазка
Машина не нуждаетс я в дополнительной смазке.
Hеисправноти
В случае неисправности, напр., после износа какой-либо части, обратитесь по адресу
пункта обслуживания, указанному в гарантийном талоне. Покомпонентное
представление изображения частей, которые можете заказать, вы найдете на последней
странице руководства.
Защита окружащей среды
Во избежание транспортных повреждений изделие поставляется в прочной упаковке.
Значительная часть материалов упаковки подлежит утилизации, поэтому просим
передать упаковку в соответствующую специализированную организацию.
Неисправность
• Электрод продолжает "прилипать" к
обрабатываемому материалу
• Электрод стал оранжево-красным
• Электрод сильно брызгает и создает
много шума во время сварки
• Машина сильно нагрелась; светится
лампа индикатора
Причина/решение
• Используйте правильный тип
электрода (универсальный)
• Сила тока слишком
маленькая/поверните колесо 3 по
часовой стрелке
• Слишком высокая сила тока для этого
типа электрода/поверните колесо 3
против часовой стрелки
• Сила тока слишком
высокая/поверните колесо 3 против
часовой стрелки
• Закупорены отверстия для
вентилляции/почистите их сухой
тканью; подождите несколько минут
пока лампа снова не выключится
Ferm
100
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
Page 22

Ferm 99
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
Лампа индикатора температуры
Pис. 1
Когда температура сварочного аппарата становится слишком высокой, вмонтированный
термостат отключится (включится лампа индикатора). Вмонтированный вентилятор
охлаждает машину. После охлаждения лампа опять выключится.
Предоставить машине достаточно времени для того, чтобы остыть; при интенсивной
сварке возрастает возможность, что через несколько минут температурный
предохранитель опять сработает.
5. СЕРВИС И ОБСЛУЖИВАНИЕ
При выполнении работ по техническому обслуживанию двигател я
убедитесь, что машина не находитс я под напр я жением.
Машины фирмы созданы дл я работы в течении продолжительного промежутка времени
при минимальном техническом обслуживании. Продолжительная удовлетворительна я
работа зависит от соответствующего ухода за машиной и регул я рной очистки.
Неисправности
На случай, если станок перестанет правильно работать, далее приводится несколько
причин и соответствующих решений:
Неисправность
• Не работает сварочный аппарат
Причина/решение
• Зажим заземления плохо
контактирует с обрабатываемым
материалом
• Электрод плохо установлен в
держателе
• Выключен температурный
предохранитель
• Дефект сплава (в измерительном
счетчике)
• Кабель испорчен
• Испорчен переключатель/свяжитесь
со своим поставщиком.
e. Arbeitsumgebung
a. Allgemeine Informationen über Elektroschweißen
Die Temperatur des Lichtbogens beträgt ca. 7000 Grad Celsius, wodurch die Spitze der
Elektrode und das Werkstück zum Schmelzen gebracht werden. Solange der Lichtbogen
instand gehalten wird, schmilzt die Elek trode ab und erzeugt so das erforderliche Schweiß gut
zur Verbindung der betreffenden Teile. Der Abstand zwischen Elektrode und Werkstück muss –
abhängig von Durchmesser und Art der Elektrode – so kurz wie möglich sein (ca. 1,5–4 mm).
Der für das Schweißen erforderliche Strom wird durch ein Schweißgerät geliefert. Wie hoch die
benötigte Leistung des Schweiß geräts ist, hängt von der auszuführenden Arbeit ab.
Sorgen Sie für trockene Elektroden, da feuchte Elektroden Probleme verursachen. Wenn die
Elektrode beim Schweißen am Werkstück klebt, ist die Stromstärke zu niedrig eingestellt.
b. Die Elektrode
• Die Elektrode besteht aus einem Eisenkern mit einer Ummantelung. Der Hauptzweck der
Ummantelung ist, das Schmelzbad und die übergehenden Tropfen vor dem in der
umgebenden Luft enthaltenen Sauerstoff und Stickstoff zu schützen. Während des
Schweißvorgangs schmilzt die Elektrode ab. Die Ummantelung verdampft teilweise,
wodurch ein schützender Gasmantel entsteht. Ein Teil der Ummantelung schwimmt auf
dem Schmelzbad (das Material ist leichter als Stahl) und schützt so auch die abkühlende
Schweißnaht. Nach dem Abkühlen bleibt das Ummantelungsmaterial als feste, aber
einfach entfernbare Schlacke auf der Schweißraupe zurück.
• Gehen Sie vorsichtig mit den Elektroden um, damit die Ummantelung nicht beschädigt
wird. Die Elektroden müssen immer ganz trocken sein und sind daher
feuchtigkeitsgeschützt zu lagern.
• Zur Herstellung einer guten, stabilen Schweißverbindung ist die Verwendung der richtigen
Elektrode besonders wichtig. In vielen Fällen ist für die erforderlichen Arbeiten eine
Universalelektrode ausreichend.Auf der Verpackung der Elektroden ist angegeben, in
welchen Positionen damit geschweißt werden kann (Überkopf-, Fall-, Wannenposition
usw.). Für das Schweißen von Edelstahlsorten und Gusseisen sind spezielle Elektroden im
Handel erhältlich. Ziehen Sie zum Erwerb der passenden Elektrode Ihren Händler zu Rate.
c. Schutzkleidung
Tragen Sie gut abschirmende Kleidung, um die Gefahr von Hautverbrennungen durch frei
werdende ultraviolette Strahlen und Metallspritzern zu minimieren.
Tragen Sie vorzugsweise einen Arbeitsoverall aus Baumwolle, Schweißhandschuhe und
Sicherheitsschuhe. Stellen Sie sicher, dass keine Schweißspritzer in die Handschuhe oder
Schuhe gelangen können.Eine Schweißerschürze (z. B. aus Leder) schützt vor Einbrennen
von Funken in den Overall.
d. Gesichtsschutz
Abb. 2
Verwenden Sie ein gutes Schweißschild mit (dunklem) Schweißglas und einem Schutzglas.
Überprüfen Sie beide Gläser auf vorschriftsgemäße Montage (fester Sitz und für Sonnenlicht
undurchlässig).
Das Schweißschild schütz den Schweißer vor Strahlen, Hitze und Schweißspritzern, die
während des Schweißvorgangs frei werden. Außerdem wird durch das Schild weniger
Schweißrauch eingeatmet.
Ferm
22
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 23

Ferm 23
GB
D
NL
F
E
P
I
S
FIN
N
DK
Die unsichtbaren ultravioletten Strahlen verursachen Augenschäden. Diese treten bereits auf,
nachdem man einigen Sekunden in den Lichtbogen geblickt hat.
Vermeiden Sie die Einwirkung dieser Strahlen und hoher Temperaturen auf das Gesicht und
andere unbedeckte Körperteile, wie z. B. Hals und Arme.
Schützen Sie sich gegen die gefärlichen Effekte des Lichtbogens und halten Sie nicht an
der Arbeit beteiligte Personen mindestens 15m vom Lichtbogen entfernt.
Auch in der Nähe des Lichtbogens befindiche Personen oder Helfer müssen auf die
Gefahren hingewiesen und mit den nötigen Schutzmitteln ausgerüstet werden. Wenn
erforderlich, Schutzwände aufstellen.
e. Arbeitsumgebung
• Sorgen Sie für ausreichende Lüftung des Arbeitsbereichs. Beim Schweißen werden
gesundheitsgefährdende Gase frei.
• Alle brennbaren Objekte müssen aus dem Arbeitsbereich entfernt werden. Beim
Schweißen werden Funken und heißes Metall frei.
• Sorgen Sie dafür, dass in der Nähe des Arbeitsorts Kühlwasser vorhanden ist. Frisch
geschweißte (heiße) Werkstücke dürfen nicht unbeaufsichtigt am Arbeitsort
zurückbleiben. Sorgen Sie vor Verlassen des Arbeitsorts dafür, dass das Werkstück
abgekühlt ist.
Schutz gegen Strahlen und Verbrennungen
• An der Arbeitstelle durch die Beschilderung “Vorsicht! Nicht in die Flammen sehen!” auf die
Gefährdung der Augen hinweisen. Die Arbeitsplätze sind möglichst so abzuschirmen,
dass die in der Nähe befindlichen Personen geschützt sind. Unbefugte sind von den
Schweißarbeiten fernzuhalten.
• In unmittelbarer Nähe ortsfester Arbeitsstellen sollen die Wände nicht hellfarbig und nicht
glänzend sein. Fenster sind mindestens bis Kopfhöhe gegen Durchlassen oder
Zurückwerfen von Strahlung zu sichern, z. B. durch geeigneten Anstrich.
Inbetriebnahme
Abb. 3
Hinweise: Vor dem Schweißen schwieriger Werkstücke können Sie am besten erst an einem
Probestück üben.
• Das Werkstück muss sauber sein: wenn erforderlich Rost, Fett und Lackreste entfernen.
• Die gewünschte Stromstärke mit dem Drehschalter auf der Vorderseite des
Schweißgeräts einstellen. Welche Stromstärke verwendet werden muss, hängt vom
Werkstück und dem gebrauchten Elektrodentyp ab.
• Den nicht ummantelten Teil der Elektrode in den Elektrodenhalter einsetzen und die
Masseklemme mit dem Werkstück verbinden.
• Das Schweißgerät mit dem Hauptschalter einschalten.
• Das Schweißschild vor das Gesicht halten und mit der Elektrodenspitze über das
Werkstück streichen (wie zum Zünden eines Streichholzes). Dies ist die beste Methode
zum Erzeugen des Lichtbogens. Schlagen Sie nicht mit der Elektrode gegen das
Werkstück. Dies hat Beschädigungen an der Elektrode zur Folge und erschwert die
Zündung des Lichtbogens.
• Versuchen Sie gleich nach Entstehen des Lichtbogens, den Abstand zwischen
Elektrodenspitze und Werkstück gleich zu halten. Dieser Abstand muss gleich dem
Использование
Pис. 3
Совет: Перед началом сварки сложных обрабатываемых материалов лучше всего
испытать сварку на пробном образце.
• Oбеспечте чистое рабочее место: уберите ржавчину, жир и остатки краски.
• Установите необходимую силу тока используя ручку на лицевой части сварочного
аппарата.
Выбор силы тока зависит от обрабатываемого материала и типа использованного
электрода.
• Вставте часть электрода без покрытия в держатель электрода и соедините зажим
заземления к обрабатываемому материалу.
• Включите сварочный аппарат, используя главный переключатель.
• Держите сварочную маску перед лицом и двигайте конец электрода к
обрабатываемому материалу, так, как будто зажигаете спичку. Это найлучший
способ начать работу со сварочной дугой. Не бейте обрабатываемый материал
электродом. Это повредит электрод и затруднит создание сварочной дуги.
• После создания сварочной дуги сразу же попробуйте сохранить расстояние между
концом электрода и обрабатываемым материалом. Соблюдение этого расстояния
равно диаметру электрода. Постарайтесь придерживаться и не изменять этого
расстояния во время сварки.
• Двигайте электрод постепенно, толкая в сторону обрабатываемого материала.
• сохраняйте угол между электродом и обрабатываемым материалом равным 60° и
70° в направлении движения.
• Когда создан свареный шов, разорвите сварочную дугу убрав электрод от
обрабатываемого материала.
• Выключите сварочный аппарат.
Замечание. Если вы оставляете включенным сварочный аппарат, не
исключено, что между электродом и кабелем заземления возникнет
сцепление ( посредством рабочего места ) и возникнет самопроизвольная
сварка.
• Уберите шлак со сваренного шва с помощью градационного молоточка.
Позаботьтесь о горячих отлетающих частичках металла. Всегда носите
защитные очки.
• Никогда не производите сварку поверх остатков шлака: шлак создает непроводящий
и загрязненный слой, и в результате ослабляет сварку (так называемое шлаковое
включение).
• Oчищайте сварку используя металлическую проволочную щетку.
ЗАМЕЧАНИЕ. Oбрабатываемый материал до сих пор имеет большую
температуру. Не оставляйте горячий обрабатываемый материал без
присмотра.
Ferm
98
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
Page 24

Ferm 97
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
c. Защитная одежда
Носите тщательно защищающую одежду, так, чтобы возможность ожога кожи
ультрафиолетовой радиацией или брызгами частичек металла, была минимальной.
Предпочтительно носите хлопковую одежду, перчатки для сварки и защитную обувь.
Убедитесь, что брызги частиц сварки не попадут в перчатки или обувь. Фартук для сварки
( кожанный ) предотвращает попадение искр и частиц металла, и порчу одежды.
d. Защита лица
Pис. 2
Используйте хорошую маску для сварки с (темным) сварочным стеклом и защитным
стеклом. Проверте надежно ли установлены оба стекла (хорошо ли закреплены и не
пропускают ли солнечных лучей).
Сварочная маска защищает сварщика от радиации, жара и сварочных искр
производящихся во время сварочного процесса. Это также уменьшает количество
вдыхаемых сварочных испарений.
Невидимые ультрафиолетовые лучи вызывают так называемые "вспышки сварщика".
Это происходит после смотра на электрическую дугу на протяжении нескольких секунд.
Избегайте действия этой радиации и высоких температур на лицо и другие открытые
части тела, как, например, шею и руки.
Защитите глаза от опасного эффекта электрической дуги и удалите людей, не
принимающих участие в работах, из зоны 15 м от электрической дуги.
Также необходимо проинформировать помощников, находящихся вблизи
электрической дуги об опасностях и предоставить им необходимые средства защиты. В
случае необходимости устанавливаются защитные стены.
e. Рабочее помещение
• Oбеспечте хорошо проветриваемое рабочее помещение. Газы, испаряющиеся во
время сварки опасны для вашего здоровья.
• Уберите все легковоспламеняющийся предметы из рабочего помещения. Сварка
вызывает искры и брызги частичек горячего металла.
• Убедитесь, что холодная водя находится недалеко от рабочего места. Не оставляйте
только что сваренный, (горячий) обрабатываемый материал без надзора на рабочем
месте. Oстудите обрабатываемый материал перед тем как покинуть рабочее место.
Защита от излучения и ожогов.
• На рабочем месте должны быть размещены таблички с информацией об опасности
повреждения глаз «Внимание! Не смотреть на пламя!».
Рабочее место необходимо отделить таким образом, чтобы были защищены
находящиеся поблизости люди. Посторонние лица не должны находиться вблизи
места проведения работ.
• В непосредственной близости от постоянных рабочих мест стены не должны быть
светлого цвета или глянцевыми. Окна необходимо обработать, напр. походящей
краской, не менее чем до уровня головы от прохождения или обратного отражения
излучения.
Durchmesser der Elektrode sein. Während des Schweißvorgangs muss dieser Abstand so
weit wie möglich eingehalten werden.
• Mit der Elektrode langsam über das Werkstück fahren.
• Der Winkel zwischen Elektrode und Werkstück muss zwischen 60° und 70° in
Bewegungsrichtung gehalten werden.
• Wenn die Schweißverbindung fertig ist, den Lichtbogen durch Entfernen der Elektrode
vom Werkstück unterbrechen.
• Schweißgerät ausschalten.
Achtung: Wenn Sie das Schweißgerät eingeschaltet lassen, besteht große Gefahr,
dass die Elektrode einen Kontakt (über die Werkbank) mit dem Massekabel
herstellt und spontan anfängt zu schweißen.
• Die Schlacke mit dem Schlackenhammer von der Schweißnaht abklopfen.
Vorsicht vor umherfliegenden heißen Metallsplittern. Tragen Sie immer eine
Schutzbrille.
• Schweißen Sie nie über Schlackereste, da die Schlacke eine isolierende und
verschmutzende Schicht bildet, wodurch die Schweißnaht geschwächt wird (dies nennt
man Schlackeneinschluss).
• Die Schweißnaht mit der Drahtbürste sauber bürsten.
Achtung: Die Temperatur des Werkstücks ist immer noch sehr hoch. Lassen Sie es
nicht unbeaufsichtigt zurück.
Temperaturanzeige
Abb. 1
Wenn die Temperatur des Schweißgeräts zu hoch wird, wird der eingebaute Thermostat
automatisch ausgeschaltet (Temperaturanzeige fängt an zu leuchten). Der eingebaute Lüfter
kühlt das Gerät. Wenn es sich abgekühlt hat, erlischt die Anzeige wieder.
Lassen Sie das Gerät wenn möglich ausreichend lange abkühlen. Bei intensivem Schweißen
ist es sehr wahrscheinlich, dass der Thermoschutz sonst nach einigen Minuten bereits wieder
aktiviert wird.
5. WARTUNG UND PFLEGE
Achten Sie darauf, dass die Maschine nicht an das Stromnetz angeschlossen ist,
wenn Wartungs arbei ten an den mechanischen Teilen durchgeführt werden.
Diese Maschinen sind so konzipiert, dass sie lange Zeit bei minimalem Wartungsaufwand
problemlos funktion ieren. Durch regelmäßiges Reinigen und sachgerechte Be handlung
verlängern Sie die Lebensdauer Ihrer Maschine.
Ferm
24
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 25

Ferm 25
GB
D
NL
F
E
P
I
S
FIN
N
DK
Störungen
Sollte die Maschine nicht korrekt funktionieren, finden Sie nachstehend einige mögliche
Ursachen sowie die jeweiligen Lösungen.
Lassen Sie Ihre Maschine nur von einem qualifizierten Fachmann oder einer
qualifizierten Reparaturwerkstatt warten und reparieren.
Reinigen
• Stellen Sie sicher, dass die Lüftungsschlitze staub- und schmutzfrei sind. Verwenden Sie
bei hartnäckigen Verschmutzungen ein mit Seifenwasser angefeuchtetes weiches Tuch.
Verwenden Sie keine Lösungsmittel wie Benzin, Alkohol, Ammoniak usw.
• Sorgen Sie dafür, dass der Elektrodenhalter und die Masseklemme korrosionsfrei bleiben,
sodass immer ein guter Kontakt hergestellt werden kann.
• Überprüfen Sie regelmäßig, ob die Schweiß- und Werkstückkabel fest in den Anschlüssen
sitzen.
Schmieren
Die Maschine braucht keine zusätzliche Schmierung.
Störungen
Sollte beispielsweise nach Abnutzung eines Teils ein Fehler auftreten, dann setzen Sie sich
bitte mit der auf der Garantiekarte angegebenen Serviceadresse in Verbindung. Im hinteren
Störung
• Schweißgerät funktioniert nicht.
• Elektrode „klebt“ am Werkstück.
• Elektrode wird orange-rot.
• Elektrode spritzt übermäßig viel und
erzeugt während des Schweißens.
Ursache/Lösung
• Kein guter Kontakt zwischen
Masseklemme und Werkstück.
• Elektrode sitzt nicht richtig im Halter
• Thermoschutz hat angesprochen.
• Defekte Schmelzsicherung (im
Verteilerschrank).
• Kabelbruch.
• Defekter Schalter/setzen Sie sich mit
Ihrem Händler in Verbindung.
• Passenden Elektrodentyp verwenden
(Universalelektrode).
• Zu geringe Stromstärke/Schalter 3 im
Uhrzeigersinn verdrehen.
• Zu hohe Stromstärke für den
verwendeten Elektroden typ/Schalter 3
gegen den Uhrzeigersinn verdrehen.
• Zu hohe Stromstärke/Schalter 3 gegen
den Uhrzeigersinn verdrehen.
Замечание! Следите за тем, куда выбрасываете использованный
электрод, чтобы предотвратить опасность возникновения пожара или
возможную травму.
4. ФУНКЦИOНИРOВАНИЕ
Перед использованием:
a. Oбщая информация про дуговую электро сварку
b. Электрод
c. Защитная одежда
d. Защита лица
e. Рабочее помещение
а. Oбщая информация про дуговую электро сварку
Температура дуги равняется приблизительно 7000° C по-этому конец электрода и
обрабатываемого материала сплавляются. Пока удерживается температура дуги,
электрод будет плавиться и предоставлять сварочный материал для необходимого
соединения частей. Расстояние между электродом и обрабатываемым материалом
должно быть максимально маленьким (примерно 1.5 - 4 мм ) в зависимости от диаметра
и типа электрода. Ток необходимый для сварки предоставляется сварочным аппаратом.
Сила необходимая для сварочного аппарата зависит от поставленной задачи.
Убедитесь, что электроды совершенно сухие, поскольку влажные электроды вызывают
проблемы. Если электрод прилипает во время сварки, значит установленная сила тока
слишком маленькая.
b. Электрод
• Электрод состоит из металлического основания, на которое нанесено покрытие.
Покрытие имеет найбольшее значение защиты области сварки и преобразования
капель кислорода и азота в окружающую атмосферу.
Электрод сгорает во время сварки. Часть покрытия испаряется, таким образом
появляется защитный газообразный щит.
Часть покрытия лежит на поверхности области сварки ( оно легче, чем сталь ) и
защищает остывающий сварной шов. После охлождения, покрытие становится
твердым и легко шлакуется на свареном месте.
• Oбращайтесь с электродами бережно, так чтобы не сорвать покрытие. Убедитесь, что
электроды совершенно сухие, поэтому храните их во влагонепроницаемом месте.
• Oчень важно использовать соответствующий электрод, чтобы создать хороший и
прочный сварной шов. Универсальный электрод будет в большинстве случаев
подходить для вашей работы.
На упаковках электродов указывается в каких случаях и положениях можно
использовать данные электроды (над головой, под собой, и т.д. подразумевая
скорость сгорания электрода). Oтдельные электроды доступны для приобретения и
сварки различных типов нержавеющей стали и чугуна. Проконсультируйтесь с
вашим поставщиком относительно подходящих электродов.
Ferm
96
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
Page 26

Ferm 95
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
3. УСТАНOВКА АКСЕССУАРOВ
Убедитесь, что пробка была удалена с гнезда пробки во время сборки
аксессуаров.
Установка машины
• Установите сварочный аппарат в сухом и чистом масте (без железной стружки, пыли
и краски).
• Устанавливайте сварочный аппарат на твердую плоскую поверхность, не менее чем
на 20 см от стены.
• Защищайте сварочный аппарат от дождя и прямых солнечных лучей.
Сварочная маска
Pис. 2
• Oпускайте ручку на сварочной маске пока она не защелкнется.
• Вставьте световое стекло (защитное стекло) лицевой частью в темное сварочное
стекло. Вставьте оба стекла в переднюю часть отверстия.
• Удостовертесь, что стекла установлены таким образом, что (вредное) излучение не
попадает через отверстие.
• Замените светозащитное стекло, если видимость обрабатываемого материала
становится недостаточной во время сварки. Производить замену темного
сварочного стекла значительно дороже, замены светозащитного стекла.
Установка новых электродов
Электрод состоит из металлического основания на которое нанесено покрытие. На
одном конце электрода на основание не нанесено покрытие.
• Нажмите зажим держателя электрода напротив пружины.
• Вставьте электрод оголенным концом (± 2 см) в держатель электрода.
Удостоверьтесь хороший ли контакт оголенной части электрода с металлической
частью держателя (не вдавливайте электрод слишком далеко в держатель).
• Oпустите ручку захвата. Электрод теперь зафиксирован.
Замечание! Не позволяйте электроду сгорать короче, чем на ± 5 см из-за
возможности перегревания или деформации держателя электрода. К
тому же сгоревший электрод в этом случае будет сложно извлечь.
Извлечение использованых электродов
Нажмите на захват держателя электрода против пружины, так, чтобы сгоревший
электрод выпал из держателя.
Замечание! Не извлекайте электрод из держателя руками. Электрод
сильно нагревается!
Teil dieser Anleitung befindet sich eine ausführliche Übersicht über die Teile, die bestellt werden
können.
Umwelt
Um Transportschäden zu verhindern, wird die Maschine in einer soliden Verpackung geliefert.
Die Verpackung besteht weitgehend aus verwertbarem Material.
Benutzen Sie also die Möglichkeit zum Recyclen der Verpackung.
Schadhafte und/oder entsorgte elektrische oder elektronische Geräte müssen an
den dafür vorgesehenen Recycling-Stellen abgegeben werden.
Garantie
Lesen Sie die Garantiebedingungen auf der separat beigefügten Garantiekarte.
CE KONFORMITÄTSERKLÄRUNG (D)
Wir erklären unsere alleinige Verantwortung, dass dieses Produkt konform den
nachstehenden Standards oder standardisierten Dokumenten ist:
EN60974-1, EN60974-6, EN60974-10
gemäß den Bestimmungen der Richtlinien:
2006/95/EG, 2004/108/EG
ab 01-05-2006
ZWOLLE NL
J.A. Bakker - van Ingen
CEO Ferm BV
Unsere Firmenpolitik ist auf ständige Verbesserung unserer Produkte ausgerichtet und wir
behalten uns das Recht vor, die Produktspezifikation ohne vorherige Benachrichtigung zu
ändern.
Ferm BV • Lingenstraat 6 • 8028 PM Zwolle • Niederlande
Ferm
26
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 27

Ferm 27
GB
D
NL
F
E
P
I
S
FIN
N
DK
LASAPPARAAT FWM-45/140
De nummers in de nu volgende tekst verwijzen naar de afbeeldingen op pagina 2
Voor uw eigen veiligheid en die van anderen raden wij u aan deze gebruikers handleiding zorgvuldig door te lezen, voordat u deze machine in gebruik neemt.
Bewaar deze gebruikershandleiding en de overige documentatie bij de machine.
Introductie
Bij de smeltlasprocessen wordt het werkstukmateriaal tot smelten gebracht onder invloed van
toegevoerde warmte. Bij het elektrisch booglassen wordt bovendien gebruik gemaakt van
lastoevoegmateriaal (elektrode). Na het stollen komt de las tot stand.
De benodigde warmte wordt verkregen door het onderhouden van een elektrische boog tussen
elektrode en werkstuk. Voor het lasproces is een hoge stroom nodig (45-140 A) met een relatief
lage spanning (10–48 V). Een transformator in het lasapparaat zorgt ervoor dat de netspanning
(230 V) wordt verlaagd.
Het apparaat is niet geschikt voor bedrijfsmatig gebruik!
Inhoudsopgave:
1. Technische informatie
2. Veiligheidsvoorschriften
3. Montage accessoires
4. Bediening
5. Service & Onderhoud
1. TECHNISCHE INFORMATIE
Machinegegevens
Inhoud van de verpakking
1 Lasapparaat
1 Laskap
1 Staalborstel / bikhamer
Spanning
Frequentie
Lasvermogen
Ontsteekspanning
Arbeidsfactor
Elektrodendikte
Gewicht
Afmetingen
Thermische beveiliging
Netsnoer
Laskabel
230 V ~
50 Hz
45-140 A
≤ 48 V
0.72
1.6 - 3.2 mm
17.2 kg
350 x 220 x 170 mm
95ºC (± 5 ºC)
H07RN-F3 x 1.5 mm
2
H01N2-D1 x 10 mm
2
другом углу помещения. Это может привести к повреждению системы защитной
проводки в помещении, где производятся работы.
• Защита подключений к розетке сети должна соответствовать нормам (VDE 0100).
Предохранительные контакты розеток должны быть защищены (предохранителями
или защитными выключателями проводки) с макс. силой тока 16А (Типы и
технические данные: RT 14-20, O/ 10 x 38, AC 400 V 16A. IEC 60269. Мало активные.
Производитель: Chint). Большие параметры предохранения могут привести к
возгоранию проводки или повреждению здания.
Электрическая безопасность
Моментально выключайте машину если:
• Oбнаружен дефект в шнуре питания, сетевом штепселе, или
поврежден кабель.
• Неисправный переключатель.
• Видно дым или слышно запах сгоревшего изоляционного материала.
Предупреждение! В зависимости от состояния сети питания в точке
подключения, сварочный источник питания может вызывать помехи по
питанию других потребителей электроэнергии. Если этот вопрос
вызывает сомнение, необходимо обратиться за консультацией на
предприятие электроснабжения.
• Убедитесь, что сварочный аппарат и кабели электропроводки проведены должным
образом. Любая вероятность удара электрического разряда может ок азаться
опасной для жизни.
• Всегда проверяйте качаство проводки, как держателя электрода, так и зажима
заземления.
• Следите чтобы не повредить электрические кабели из-за натяжения. Oтключайте
кабели при переноске сварочного апарата.
• Избегайте контакта с частями сварочного аппарата, держателя электрода и зажима
заземления, проводящих электричество.
• Всегда проверяйте соответствует ли напряжение сети значению изображенному на
пластине машины.
• Замена кабелей или пробок: Выбрасывайте старые кабели или пробки, как только
они были заменены новыми. Вставка бракованной кабельной пробки в гнездо
пробки-опасно.
• Для всех сварочных аппаратов, работающих на 230 Вольт, используйте плавку как
минимум в 16 Ампер
• Когда используется удлинительный провод: Используйте только утвержденные
удлинительные провода, подходящие мощности машины. Oсновная часть должна
иметь диаметр, как минимум 1.5 mm
2
. Полностью раскрутите провод, если он
закручен на катушке.
• Работы на стороне сетевого напряжения, напр. с кабелями, вилками, розетками и т.д.
должны производиться только квалифицированными электриками.
Ferm
94
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
Page 28

Ferm 93
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
Oбщие инструкции безопасности для сварочных аппаратов
• Пользователь машины должен быть проинстуктирован как использовать и
управлять этой машиной.
• Oбеспечте хорошо освещенное и чистое рабочее помещение.
• Всегда вынимайте вилку из розетки перед проведением технического обслуживания
машины.
• Вынимайте вилку из розетки, если вы отходите от машины.
• Не используйте машину, если она полностью не собрана и не установлена, так как
показано в руководстве.
Специальные инструкции безопасности для сварочных аппаратов
• Сварка сопровождается искрами и отделением горячего металла. Помните, что
сварка огнеопасна, поэтому убирайте все легковоспламеняющиеся предметы с
рабочего места.
• Oбеспечте хорошую вентилляцию рабочего помещения. Газы, освобожденные при
сварке опасны для вашего здоровья.
• Не производите сварку контейнеров или труб которые содержат или содержали
легковоспламеняющиеся жидкости или газы (опасность возникновения огня или
взрыва).
• Не производите сварку материалов, которые чистились легковоспламеняющимися
жидкостями или которые имеют крашенные поверхности (вероятность
освобождения опасных газов).
• Не работайте в сыром или влажном помещении и не производите сварку под
дождем.
• Всегда защищайте свои глаза поставляемой сварочной маской.
• Используйте перчатки и защитную одежду, сухую и не испачканную в масле или
грязи.
• Oсвобожденный шлак иногда сильно накаляется и может вызвать серьезные
повреждения глаз во время удаления. Всегда носите защитные очки и перчатки.
• Ультрафиолетовое излучение может сжечь вашу кожу во время сварки. Так что
всегда носите подходящую защитную одежду.
• Ваш сварочный аппарат защищен от перегрузки. Таким образом, сварочный аппарат
автоматически выключается, при перезагрузке. Сварочный аппарат автоматически
включается после того, как он достаточно остынет.
• Во время сварки и охлаждения, ваш обрабатываемый материал может
деформироваться из за вызванного напряжения. Всегда имейте это ввиду.
• Разрешается использовать только сварочные провода из комплекта поставки
(сварочные провода O/ 10 мм
2
с резиновой изоляцией)
• В помещениях с опасностью пожара и взрыва действуют специальные нормы.
• Сварные соединения, подвергающиеся большой нагрузке и которые должны
соответствовать определённым требованиям безопасности, должны исполняться
только специально обученными и опытными сварщиками. Например: напорные
котлы, рельсы, прицепные устройства полуприцепов и т.д.
• Внимание: заземляющую клемму всегда подсоединяйте как можно ближе к месту
сварки, при этом сварочный ток проходит наименьший путь от электрода к
заземляющей клемме. Никогда не подключайте заземляющую клемму на корпус
сварочного агрегата! Никогда не подключайте заземляющую клемму к заземленным
деталям, которые слишком удалены от заготовки, напр. к водопроводной трубе в
1 Gebruikershandleiding
1 Veiligheidsinstructies
1 Garantiekaart
Controleer de machine, losse onderdelen en accessoires op transportschade.
Kenmerken
Fig. 1
1. Indicatielampje temperatuur
2. Aan/uit-schakelaar
3. Draaiknop instelling stroomsterkte
4. Laskabel met elektrodehouder
5. Massakabel met werkstukklem
6. Rubber dop
7. Handvat
8. Ventilatiesleuven
9. Staalborstel / bikhamer
10. Laskap
11. Elektrodes
Tabel: instellen en gebruik
2. VEILIGHEIDSVOORSCHRIFTEN
Uitleg van de symbolen
Lees de instructies.
Ø Elektrode (mm) Stroomsterkte (A) Geschikt voor o.a.:
1.6 45-55 Materiaaldikte ≤ 2 mm
Reparatie van (brom-)fiets
2 50-75 Materiaaldikte 2-3 mm
Reparatie wandstelling
2,5 70-100 Materiaaldikte 4-5 mm
Tuinhek, speeltoestel
3,2 95-150 Materiaaldikte 6-7 mm
Carport, garage
4 130-220 Materiaaldikte 8-12 mm
Constructie (zwaar)
5 190-250 Materiaaldikte ≥ 12 mm
Constructie (zeer zwaar)
Ferm
28
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 29

Ferm 29
GB
D
NL
F
E
P
I
S
FIN
N
DK
Conform de Europese toepasselijke standaards op het gebied van veiligheid.
Gevaar voor lichamelijk letsel of materiele schade wanneer de instructies in deze
handleiding niet worden opgevolgd.
Gevaar voor elektrische schok.
Verwijder onmiddellijk de stekker uit het stopcontact bij beschadiging van het snoer
en tijdens onderhoudwerkzaamheden.
Houd omstanders op afstand.
Beschermen tegen regen.
Draag oog- en gehoorbescherming.
Draag veiligheidshandschoenen.
Defecte en/of afgedankte elektrische of elektro nische gereedschappen dienen ter
verwerking te worden aangeboden aan een daarvoor verant woor delijke instantie.
Draag een laskap tijdens het lassen
Draag beschermende kleding
Symbool voor lasstroombronnen die geschikt zijn voor het leveren van stroom aan
laswerkzaamheden die worden uitgevoerd in een omgeving waar een verhoogd
risico bestaat van elektrische schokken.
Norm voor lastoestellen voor booglassen met de hand voor beperkt bedrijf.
Electrode holder
Massaklem
EN60974-6
Стандарт для сварочных аппаратов ручной дуговой электросварки
ограниченной мощности.
Держатель электрода
Терминал заземления
Понижение напряжения
Oднофазовый трансформатор
Заземленный сетевой штепсель
Диаметр электрода
Плавка 16A
Ампераж максимальной основной силы тока
Ампераж вторичной силы тока
Время нагрева, время от сброса (операция включения) до настройки
(операция выключения) устройства температурной резки.
Время сброса, время от настройки (операция выключения) до сброса
(операция включения) устройства температурной резки.
SВид защиты. Запаянный, для предметов длинной до 12 мм и защищен от
перпендикулярного падения воды. Задержка проверки воды.
Вид изоляции
Значение открытого напряжения в Вольтах
Значение напряжения сети в вольтах
U
1
U
0
H
IP21S
r
(S)
I
2
I
1
EN60974-6
Ferm
92
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
Page 30

Ferm 91
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
2. РУКOВOДСТВO ПO БЕЗOПАСНOСТИ
Расшифровка обозначений
Внимательно читайте инструкции.
В соответствии с основными применяемыми нормами европейских
директив.
Риск повреждения инструмента и/или травм, смерти в случае
несоблюдения инструкций данного руководства.
Вероятность поражения электрическим током.
В случае повреждения провода немедленно выньте вилку из источника
электропитания; отключайте вилку от источника электропитания и во
время проведения техобслуживания.
Не позволяйте приближаться посторонним.
Не используйте во время дождя.
Надевайте средства защиты органов слуха и зрения.
Носите защитные перчатки.
Неисправный и/или бракованный электрический или электронный прибор
должен быть утилизирован должным образом.
При проведении сварочных работ всегда надевайте сварочную маску
Надевайте защитную одежду
Этим символом обозначены сварочные источники питания, пригодные для
проведения сварочных работ, в средах с повышенной опасностью
поражения электрическим током.
Dalende spanning
Eén-fase transformator
Geaarde netstekker
Elektrodediameter
Zekering 16A
Maximale primaire stroomsterkte in Ampère
Secundaire stroomsterkte in Ampère
Gebruiksduur, de tijd tussen reset (IN schakelen) en set (UIT schakelen) van de
thermische beveiliging.
Resettijd, de tijd tussen set (UIT schakelen) en reset (IN schakelen) van de
thermische beveiliging.
Beschermingsklasse. Dicht voor voorwerpen tot 12 mm en tegen loodrecht vallen
druipwater. Stilstand bij watercontrole.
Isolatieklasse
Open spanning in Volt
Netspanning in Volt
Algemene veiligheidsvoorschriften voor lasapparaten
• De gebruiker van de machine dient te zijn geïnstrueerd in het gebruik, afstellen en
bedienen van de machine.
• Zorg voor een goed verlichte en opgeruimde werkomgeving.
• Haal altijd de stekker uit het stopcontact als u onderhoud pleegt aan de machine.
• Wanneer u de machine verlaat, neem de stekker uit het stopcontact.
• Gebruik de machine niet voordat u de machine compleet heeft gemonteerd en
geïnstalleerd zoals de handleiding voorschrijft.
r
(S)
U
1
U
0
H
IP21S
I
2
I
1
Ferm
30
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 31

Ferm 31
GB
D
NL
F
E
P
I
S
FIN
N
DK
Specifieke veiligheidsvoorschriften voor lasapparaten
• Tijdens het lassen komen vonken en hete metalen vrij. Denk om brandgevaar, verwijder
alle brandbare voorwerpen uit de werkomgeving.
• Zorg voor goede ventilatie van de werkomgeving. Bij het lassen komen gassen vrij die een
gevaar zijn voor uw gezondheid.
• Las niet op containers of buizen die brandbare vloeistoffen of gassen bevatten of hebben
bevat (gevaar voor brand of explosies).
• Las niet op materialen die zijn schoongemaakt met licht ontvlambare vloeistoffen of op
geverfde oppervlakken (kans op vrijkomende gevaarlijke gassen).
• Werk niet in een vochtige of natte omgeving en las niet in de regen.
• Bescherm altijd uw ogen met de bijgeleverde laskap.
• Gebruik handschoenen en beschermende kleding die droog zijn en niet gedrenkt zijn met
olie of vuil.
• De af te bikken slak is soms gloeiend heet en kan lelijke oogverwondingen veroorzaken
tijdens het verwijderen. Draag altijd een veiligheidsbril en handschoenen.
• Tijdens het lassen kan de ultraviolette straling uw huid verbranden. Zorg dus voor de juiste
beschermende kleding.
• Uw lasapparaat is beveiligd tegen overbelasting. Dus wordt het lasapparaat bij
overbelasting automatisch uitgeschakeld. Na voldoende te zijn afgekoeld schakelt het
lasapparaat zich automatisch weer in.
• Tijdens het lassen en afkoelen kan uw werkstuk door spanningen vervormen. Houd daar
rekening mee.
• Alleen de meegeleverde laskabels mogen gebruikt worden (rubberen laskabels, Ø 10 mm
2
).
• In ruimtes met brand- en explosiegevaar gelden bijzondere voorschriften.
• Lasverbindingen die aan grote belastingen zijn blootgesteld en aan specifieke
veiligheidseisen moeten voldoen, mogen alleen door speciaal opgeleide en
gediplomeerde lassers worden uitgevoerd. Voorbeelden zijn: drukketels, looprails,
trekhaken enz.
• Attentie! Sluit de massaklem altijd zo dicht mogelijk bij de lasplek aan, zodat de lasstroom
de kortst mogelijke weg van de elektrode naar de massaklem kan volgen. Verbind de
massaklem nooit met de buitenkant van het lasapparaat! Sluit de massaklem nooit op
geaarde voorwerpen aan die ver van het werkstuk verwijderd zijn, zoals bijvoorbeeld een
waterleiding in een andere hoek van de ruimte. Anders kunnen beschadigingen ontstaan
aan de aardleiding in de ruimte waarin u last.
• De beveiliging van de toevoerleidingen naar de stopcontacten moet aan de voorschriften
voldoen (VDE 0100). Stopcontacten mogen met hoogstens 16A gezekerd worden door
middel van stoppen of automaten. (Types en technische gegevens: RT14-20, Ø 10 x 38,
400 V 16A wisselstroom. IEC 60269. Trage werking. Fabrikant: Chint.) Hogere zekeringen
kunnen brand in de leidingen en brandschade aan het gebouw tot gevolg hebben.
Elektrische veiligheid
Zet het apparaat onmiddellijk uit bij:
• Storing in de netstekker, netsnoer of snoerbeschadiging.
• Defecte schakelaar.
• Rook of stank van verschroeide isolatie.
Содержимое упаковки
1 Сварочный аппарат
1 Сварочная маска
1 Металлическая проволочная щетка/градационный молоточек
1 Руководство пользователя
1 Инструкция безопасности
1 Гарантийный талон
Убедитесь, что машина, незакреплённые детали и принадлежности не утеряны и не
повреждены при транспортировке.
Информаци об иэделии
Рис. 1
1. Лампа индикатора температуры
2. Кнопка вкл/выкл
3. Поворотная ручка для настройки силы тока
4. Сварочный кабель с держателем электрода
5. Кабель заземления с креплением
6. Резиновый наконечник
7. Ручка
8. Oтверстия для вентилляции
9. Металлическая проволочная щетка / градационный молоточек
10. Сварочная маска
11. Электроды
Таблица: Установка и использование
ѓ Электрод (мм) Сила тока (А) Подходящий, среди других:
1.6 45-55 Толщина метериала ≤ 2 мм
Починка мопеда/велосипеда
2 50-75 Толщина материала 2-3 мм
Починка настенной подставки
2.5 70-100 Толщина материала 4-5 мм
Садовый забор, садовые безделушки
3.2 95-150 Толщина материала 6-7 мм
Навес для автомобиля, гараж
4 130-220 Толщина материала 8-12 мм
Конструкция (тяжелая)
5 190-250 Толщина материала ≥ 12 мм
Конструкция (очень тяжелая)
Ferm
90
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
Page 32

Ferm 89
GB
D
NL
F
E
P
I
RUS
FIN
N
DK
СВАРOЧНЫЙ АППАРАТ FWM-45/140
Цифровые обозначения в тексте относятся к изображениям на страницах 2
Для обеспечения собственной безопасности и безопасности других мы
рекомендуем внимательно ознакомится с данной инструкцией перед
началом использования изделия. Не выбрасывайте данную инструкцию и
другие прилагаемые к изделию документы для возможности их
использования в будущем.
Введение
Процесс сварки плавлением используется для плавки обрабатываемого материала под
действием подаваемого накала. Дуговая электросварка также производится с помощью
сварочного материала (электродов). После застывания сварка считается
завершенной.Необходимый накал достигается поддерживанием электрической дуги
между электродом и обрабатываемым материалом. Процесс сварки требует большой
силы тока (45-140 A) и относительно низкого напряжения (10–48 В). Трансформатор в
сварочном аппарате обеспечивает понижение основного напряжения (230 В).
Агрегат не предназначен для профессионального использования!
Содержание
1. Информация об устройстве
2. Руководство по безопасности
3. Сборка
4. Применение
5. Уход и техническое обслуживание
1. ИНФОРМАЦИЯОБ УСТРОЙСТВЕ
Технические характеристики
Напряжение
Частота
Сила сварки
Напряжение запала
Коэффициент мощности
Толщина электрода
Вес
Размер
Тепловая защита
Кабель магистрали
Сварочный кабель
230 В ~
50 Гц
45-140 А
≤ 48 В
0.72
1.6 - 3.2 мм
17.2 кг
350 x 220 x 170 mm
95°C (± 5 °C)
H07RN-F3 x 1.5 mm
2
H01N2-D1 x 10 mm
2
Waarschuwing! Afhankelijk van de aanwezige netspanning op het aansluitpunt kan
de lasstroombron storingen veroorzaken in de voeding naar andere elektrische
verbruikers. Indien u hierover twijfelt, dient u uw elektriciteitsleverancier te
raadplegen.
• Let erop dat de verbinding van lasapparaat en lichtnet in orde zijn. Elke kans op een
elektrische schok kan levensbedreigend zijn.
• Draag zorg voor goede verbindingen, zowel voor elektrodehouder als voor de massaklem.
• Voorkom het kapot trekken van de elektrische kabels. Maak ze eerst los voordat u het
lasapparaat verplaatst.
• Vermijd contact met het elektrisch geleidende deel van het lasapparaat, de
elektrodehouder en de massaklem.
• Controleer altijd of uw netspanning overeenkomt met de waarde op het typeplaatje van de
machine.
• Bij vervanging van snoeren of stekkers: Gooi oude snoeren of stekkers direct weg zodra ze
door nieuwe exemplaren zijn vervangen. Het is gevaarlijk om de stekker van een los snoer
in het stopcontact te steken.
• Gebruik voor alle lasapparaten op 230 Volt minimaal 16 Ampère zekeringen
• Bij gebruik van verlengsnoeren: Gebruik uitsluitend een goedgekeurd verlengsnoer, dat
geschikt is voor het vermogen van de machine. De aders moeten een doorsnede hebben
van minimaal 1.5 mm
2
. Wanneer het verlengsnoer op een haspel zit, rol het snoer dan
helemaal af.
• Werk aan het netspanningsgedeelte – bijvoorbeeld aan kabels, stekkers, stopcontacten
e.d. – mag alleen door een elektrotechnicus uitgevoerd worden.
3. MONTAGE ACCESSOIRES
Zorg ervoor dat tijdens het monteren van accessoires de stekker uit het stopcontact
verwijderd is.
Plaatsen van de machine
• Plaats het lasapparaat in een droge en schone ruimte (vrij van ijzerpoeder, stof en verf).
• Plaats het lasapparaat op een stevige en vlakke ondergrond en minimaal 20 cm vanaf de
muur.
• Bescherm het lasapparaat tegen regen en felle zon.
De laskap
Fig. 2
• Schuif het handvat aan de laskap, totdat deze blokkeert.
• Plaats het lichte glaasje (beschermingsglaasje) vóór het donkere lasglaasje. Schuif beide
glaasjes voor de daarvoor bestemde opening.
• Zorg ervoor dat de glaasjes zo geplaatst worden, dat er geen (schadelijk) licht meer via de
opening kan binnendringen.
• Vervang het lichte beschermingsglaasje, wanneer het zicht op het werkstuk tijdens het
lassen onvoldoende wordt. Vervangen van het donkere lasglas is aanzienlijk duurder dan
vervangen van het lichte beschermglas.
Ferm
32
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 33

Ferm 33
GB
D
NL
F
E
P
I
S
FIN
N
DK
Plaatsen nieuwe elektrode
De elektrode bestaat uit een metalen kern met daaromheen de bekleding. Aan één uiteinde van
de elektrode is de kern niet bedekt met bekleding.
• Knijp de handgreep van de elektrodehouder tegen veerdruk in.
• Plaats een elektrode met het niet-beklede uiteinde (± 2 cm) in de elektrodehouder. Zorg
ervoor dat het niet-beklede deel goed contact maakt met het metalen gedeelte van de
elektrodehouder (elektrode niet te ver in elektrodehouder steken).
• Ontspan de hendel van handgreep. De elektrode zit nu vast.
Let op! Laat de elektrode niet opbranden tot lengtes korter dan ± 5 cm in verband
met oververhitting en/of vervormen van de elektrodehouder. De opgebrande
elektrode zal vervolgens moeilijk te verwijderen zijn.
Verwijderen opgebruikte elektrode
Knijp de handgreep van de elektrodehouder tegen de veerdruk in, zodat de opgebrande
elektrode uit de houder kan vallen.
Let op! Pak de elektrode niet met de hand uit de houder. De elektrode is zeer heet!
Let op! Kijk uit waar het elektrode afval terecht komt in verband met brandgevaar en
mogelijke verwonding .
4. BEDIENING
Voor ingebruikname:
a. Algemene informatie over elektrisch lassen
b. De elektrode
c. Beschermende kleding
d. Gelaatbescherming
e. Werkomgeving
a. Algemene informatie over elektrisch lassen
De temperatuur van de vlamboog bedraagt ca. 7000° Celsius, waardoor het einde van de
elektrode en het werkstuk tot smelten worden gebracht. Zolang de vlamboog in stand wordt
gehouden, zal de elektrode wegsmelten en het benodigde toevoermateriaal leveren voor de te
verbinden delen.
De afstand tussen de elektrode en het werkstuk moet zo kort mogelijk zijn (ca. 1,5 - 4 mm)
afhankelijk van de diameter en soort elektrode. De benodigde stroom voor het lassen wordt
geleverd door een lasapparaat. De benodigde capaciteit van het lasapparaat is afhankelijk van
het te verrichten werk. Zorg dat de elektroden goed droog zijn, vochtige elektroden geven
problemen. Wanneer de elektrode tijdens het lassen aan het werkstuk kleeft, is uw
stroomsterkte-instelling te laag.
Riparazioni e commercianti
Se si presentano problemi a causa di, per esempio, usura di una parte della sega, si prega di
contattare il servizio di assistenza all'indirizzo riportato sulla scheda di garanzia.
Ambiente
Per evitare che si danneggi durante il trasporto, la macchina è imballata in un contenitore
resistente. La maggior parte dei componenti dell'imballaggio sono riciclabili. Portare tali
materiali presso gli appositi centri di riciclaggio.
Strumenti elettrici e/o elettronici difettosi o usurati devono essere smaltiti in
appropriate aree di riciclaggio.
Garanzia
Le condizioni di garanzia sono esposte nell'apposita scheda allegata a parte.
CE DICHIARAZIONE DI CONFORMITA (I)
Dichiariamo sotto la nostra piena responsabilità che il prodotto è conforme alle seguenti
normative o documenti standardizzati:
EN60974-1, EN60974-6, EN60974-10
in base alla prescrizioni delle direttive:
2006/95/EC, 2004/108/EC
01-05-2006
ZWOLLE NL
J.A. Bakker - van Ingen
CEO Ferm BV
La nostra politica è sempre volta a migliorare i nostri prodotti . Prodotti soggetti a modifiche
senza preavviso.
Ferm BV • Lingenstraat 6 • 8028 PM Zwolle • Ollanda
Ferm
88
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 34

Ferm 87
GB
D
NL
F
E
P
I
S
FIN
N
DK
Le riparazioni e la manutenzione devono essere eseguite solo da personale
qualificato o da un centro di assistenza.
Pulizia
• Assicurarsi che le fessure di ventilazione siano libere dalla polvere e dallo sporco. Usare un
panno morbido inumidito con acqua e sapone per rimuovere lo sporco più ostinato. Non
usare solventi come petrolio, alcool o ammoniaca, ecc.
• Accertarsi che il porta elettrodo e il terminale di massa restino privi di corrosione in modo da
poter assicurare un buon contatto elettrico.
• Controllare regolarmente che i cavi di saldatura e del pezzo in lavorazione siano
fermamente collegati alle loro connessioni.
Lubrificazione
La macchina non richiede lubrificazioni aggiuntive.
Problema
• La saldatrice non funziona
• L'elettrodo continua ad 'attaccarsi' al
pezzo in lavorazione.
• L'elettrodo è di colore rosso-arancio.
• L'elettrodo schizza eccessivamente e fa
molto rumore durante la saldatura
• L'apparecchio è troppo caldo, la sia è
accesa
Causa/soluzione
• Cattivo contatto del terminale di terra col
pezzo in lavorazione
• Elettrodo non correttamente saldato nel
porta elettrodo
• Esclusione termica attivata
• Fusibile bruciato (nel contatore)
• Cavo interrotto
• Interruttore difettoso/contattare il proprio
fornitore .
• Usare il giusto tipo di elettrodo
(universale).
• Intensità di corrente troppo bassa/girare
la manopola 3 in senso orario.
• Intensità di corrente troppo elevata per
questo tipo di elettrodo/girare la
manopola 3 in senso antiorario.
• Intensità di corrente troppo elevata/girare
la manopola 3 in senso antiorario.
• Le fessure di ventilazione sono
ostruite/pulirle con un panno asciutto;
attendere qualche minuto che la spia si
spenga.
b. De elektrode
• De elektrode bestaat uit een ijzeren kern met daaromheen de bekleding. De bekleding
heeft als belangrijkste doel het smeltbad en de overgaande druppels te beschermen tegen
zuurstof en stikstof uit de omringende lucht.
Tijdens het lassen smelt de elektrode af. Een gedeelte van de bekleding verdampt,
waardoor een beschermende gasmantel ontstaat.
Een gedeelte van de bekleding drijft op het smeltbad (het is lichter dan staal) en beschermt
ook dan de afkoelende las. Na afkoeling bevindt deze bekleding zich als een vaste, doch
gemakkelijk te verwijderen slak op de lasrups.
• Behandel de elektroden voorzichtig, zodat de bekleding niet kapot gaat. Zorg dat de
elektroden goed droog zijn, dus vochtvrij bewaren.
• Om een goede en sterke lasverbinding te maken is het van groot belang de juiste elektrode
te gebruiken. Een universele elektrode zal in veel gevallen geschikt voor uw
werkzaamheden.
Op de verpakking van de elektroden is vermeld in welke standen gelast kan worden met
betreffende elektroden (boven het hoofd, neergaand, onder de hand enz.). Voor het lassen
van roestvrije staalsoorten en gietijzer zijn aparte elektroden in de handel. Raadpleeg uw
handelaar voor het aanschaffen van de juiste elektrode.
c. Beschermende kleding
Draag goed afsluitende kleding, zodat de kans op huidverbranding door vrijkomende
ultraviolette straling en opspattende metaalspetters wordt geminimaliseerd.
Draag bij voorkeur een katoenen overall, lashandschoenen en veiligheidsschoenen. Zorg
ervoor dat lasspetters niet in handschoen of schoen kunnen terechtkomen.Een (leren)
lasschort voorkomt inbranden van vonken in de overall.
d. Gelaatbescherming
Fig. 2
Gebruik een goede laskap met (donker) lasglas en een beschermglas. Controleer of beide
glaasjes correct zijn gemonteerd (goede bevestiging en geen zonlicht doorlatend). De laskap
beschermt de lasser tegen straling, hitte en lasspetters welke vrijkomen tijdens het lasproces.
Bovendien wordt het inadem en van lasrook gereduceerd. De onzichtbare ultraviolette stralen
veroorzaken de zogenaamde “lasogen”. Deze ontstaan al nadat er enkele seconden in de
lichtboog is gekeken.
Vermijd de inwerking van deze straling en de hoge temperaturen op het gelaat en andere blote
lichaamsdelen zoals hals en armen.
Bescherm u tegen de gevaarlijke uitwerking van de lasvlam en houd personen die niet aan
het werk deelnemen op minstens 15 meter afstand.
Ook personen die zich in de buurt van de lasvlam bevinden en helpers moeten op de gevaren
worden gewezen en voorzien van de nodige bescherming. Stel zo nodig beschermings wanden op.
Ferm
34
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 35

Ferm 35
GB
D
NL
F
E
P
I
S
FIN
N
DK
e. Werkomgeving
• Zorg voor een goed geventileerde werkomgeving. Bij het lassen komen gassen vrij die een
gevaar zijn voor uw gezondheid.
• Verwijder alle brandbare voorwerpen uit de werkomgeving. Tijdens het lassen komen
vonken en hete metalen vrij.
• Zorg ervoor dat koelwater aanwezig is in de nabijheid van de werkplek. Laat zojuist gelaste
(hete) werkstukken niet onbeheerd achter in de werkplaats. Koel het werkstuk af, alvorens
de werkplaats te verlaten.
Bescherming tegen straling en brandwonden
• Op de werkplek moet door het opschrift “Voorzichtig! Niet in de lasvlam kijken!” op het
gevaar voor de ogen worden gewezen. Indien mogelijk moeten de werkplaatsen zo
afgeschermd worden, dat in de buurt zijnde personen geen gevaar lopen. Onbevoegden
moeten van de laswerkzaamheden worden weggehouden.
• Muren in de onmiddellijke nabijheid van vaste werkplekken mogen niet helder gekleurd of
glimmend zijn. Ramen moeten minstens tot op hoofdhoogte tegen het doorlaten en
terugkaatsen van straling worden beveiligd, bijvoorbeeld met een geschikte verflaag.
Ingebruikname
Fig. 3
Tip: Voordat u moeilijke werkstukken gaat lassen kunt u beter eerst oefenen op een proefstukje.
• Zorg voor een schoon werkstuk: verwijder eventueel roest, vet en verfresten.
• Stel de gewenste stroomsterkte in met behulp van de draaiknop aan de voorzijde van het
lasapparaat.
De keuze van de stroomsterkte hangt af van het werkstuk en het type elektrode dat wordt
gebruikt.
• Plaats het deel van de elektrode zonder bekleding in de elektrodehouder en verbind de
massaklem met het werkstuk.
• Zet het lasapparaat aan met de hoofdschakelaar.
• Houd de laskap voor uw gezicht en strijk de elektrodepunt over het werkstuk alsof u een
lucifer aansteekt. Dit is de beste manier om de lasboog te starten. Sla de elektrode niet
tegen het werkstuk. Dit zal de elektrode beschadigen en het starten van de lasboog
bemoeilijken.
• Probeer onmiddellijk nadat de lasboog start de afstand tussen elektrodepunt en werkstuk
gelijk te houden. Deze afstand gelijk houden aan de diameter van de elektrode. Bewaar
deze afstand zo constant mogelijk tijdens het lassen.
• Beweeg de elektrode in een slepende beweging langzaam over het werkstuk.
• Houd de hoek tussen elektrode en werkstuk tussen 60° en 70° in de beweegrichting.
• Wanneer de lasverbinding gereed is, verbreek dan de lasboog door de elektrode van het
werkstuk te verwijderen.
• Schakel het lasapparaat uit.
Let op. Wanneer u het lasapparaat aan laat staan, is de kans groot dat de elektrode
contact maakt (via werkbank) met de massakabel en spontaan begint te lassen.
• Verwijder de slak van de lasverbinding met de bikhamer.
• Mantenere l'elettrodo inclinato nella direzione del movimento con un angolo di 60° - 70°
gradi tra l'elettrodo e il pezzo in lavorazione.
• Quando la giuntura saldata è stata eseguita, interrompere l'arco elettrico allontanando
l'elettrodo dal pezzo in lavorazione.
• Spegnere la saldatrice.
N.B. Se si lascia la saldatrice accesa è molto probabile che l'elettrodo faccia
contatto (mediante il banco di lavoro) con il cavo di massa e cominci a saldare
spontaneamente.
• Rimuovere le scorie dalla giuntura saldata con una martellina.
Prestare attenzione alla particelle di metallo rovente. Indossare sempre occhialini
protettivi.
• Non saldare mai su residui di scorie: le scorie formano uno strato isolato e contaminato,
cosa che determinerebbe una saldatura indebolita (detta inclusione di scoria).
• Spazzolare la saldatura con una spazzola metallica fino a ripulirla.
N.B. Il pezzo in lavorazione si trova ancora a temperatura molto elevata. Non
lasciare il pezzo lavorato privo di sorveglianza.
Spia temperatura
Fig. 1
Quando la temperatura della saldatrice diventa troppo alta il termostato incorporato spegnerà
l'apparecchio (la spia si accende). Il ventilatore incorporato raffredda l'apparecchio. Dopo il
raffreddamento la lampada si spegne. È bene attendere un tempo sufficiente per il completo
raffreddamento dell'apparecchio; in caso di saldatura intensiva sussiste un'elevata probabilità
di spegnimento da parte del termostato entro pochi minuti.
5. SERVIZIO & MANUTENZIONE
Assicurarsi che la macchina non sia in funzione mentre si effettuano operazioni di
manutenzione sul motore.
Le macchine sono state progettate per funzionare per lunghi periodi di tempo, pur richiedendo
interventi di manutenzione minimi. Un funzionamento continuo soddisfacente dipende
dall'adeguata conservazione della macchina e da una pulizia regolare.
Guasti
Qualora la macchina non funzionasse correttamente, consultare l’elenco sottostante con tutte
le possibili cause e rimedi:
Ferm
86
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 36

Ferm 85
GB
D
NL
F
E
P
I
S
FIN
N
DK
Evitare gli effetti di questa radiazione e delle alte temperature sul viso e le altre parti esposte del
corpo, come il collo e le braccia.
È fondamentale proteggersi dagli effetti pericolosi dell’arco elettrico: gli addetti ai lavori devono
tenersi ad una distanza minima di 15m.
Aiutanti o persone che si trovano nei pressi dell’arco elettrico devono essere informati dei
pericoli e dotati delle protezioni necessarie. Ove richiesto, erigere pareti di protezione.
e. Ambiente di lavoro
• Accertarsi che l'ambiente di lavoro sia ben ventilato. Durante la saldatura vengono emessi
dei gas che sono pericolosi per la salute.
• Rimuovere tutti gli oggetti infiammabili dall'ambiente di lavoro. La saldatura causa
l'emanazione di scintille e metallo rovente.
• Accertarsi che nelle vicinanze del luogo di lavoro sia presente dell'acqua di
raffreddamento. Non lasciare senza sorveglianza i pezzi in lavorazione (caldi) appena
saldati nel luogo di lavoro. Raffreddare il pezzo lavorato prima di lasciare il luogo di lavoro.
Protezione da raggi e incendi
• Sul luogo di lavoro, apporre il cartello “Attenzione! Non guardare direttamente la fiamma!“
per richiamare l'attenzione sul pericolo per gli occhi. I luoghi di lavoro devono essere
protetti il più possibile, onde garantire la tutela delle persone che si trovano nelle immediate
vicinanze. Gli estranei devono tenersi lontani dai lavori di saldatura.
• Nelle immediate vicinanze delle postazioni di lavoro permanenti, le pareti non devono
essere di colore chiaro o lucenti. Le finestre devono essere protette fino all’altezza del capo
dal passaggio o dal riflesso dei raggi, ad esempio mediante una vernice adeguata.
Messa in opera
Fig. 3
Suggerimento: prima di cominciare a saldare elementi difficili è bene eseguire delle prove su
pezzi di prova.
• Accertare la pulizia del pezzo in lavorazione: rimuovere qualsiasi residuo di ruggine,
grasso o vernice.
• Impostare l'intensità di corrente necessaria mediante la manopola sulla parte anteriore
della saldatrice.
La scelta dell'intensità di corrente dipende dal pezzo da lavorare e dal tipo di elettrodo
usato.
• Posizionare la parte di elettrodo priva di rivestimento nel porta elettrodo e collegare il
terminale di terra al pezzo in lavorazione.
• Accendere la saldatrice con l'interruttore generale.
• Mantenere la maschera per saldature davanti al viso e muovere la punta dell'elettrodo sul
pezzo in lavorazione come se si stesse accendendo un fiammifero. Questa è la maniera
migliore di instaurare un arco elettrico. Non battere l'elettrodo sul pezzo in lavorazione. Ciò
danneggerebbe l'elettrodo e impedirebbe la creazione dell'arco elettrico.
• Dopo avere instaurato l'arco elettrico cercare di mantenere da subito una distanza regolare
tra l'estremità dell'elettrodo e il pezzo in lavorazione. Mantenere la distanza uguale al
diametro dell'elettrodo. Mantenere la distanza il più possibile costante durante la
saldatura.
• Muovere l'elettrodo con un movimento di trazione graduale sul pezzo in lavorazione.
Kijk uit voor wegvliegende hete metaaldeeltjes. Draag altijd een veiligheidsbril.
• Las nooit over slakresten heen: de slak vormt een isolerende en verontreinigde laag en
hierdoor verzwakt de las (zgn. slakinsluiting).
• Borstel de las schoon met behulp van de staalborstel.
Let op. Het werkstuk heeft nog steeds een zeer hoge temperatuur. Laat het hete
werkstuk niet onbeheerd achter.
Indicatielampje temperatuur
Fig. 1
Wanneer de temperatuur van het lasapparaat te hoog wordt, zal de ingebouwde thermostaat
uitschakelen (indicatielampje gaat branden). De ingebouwde ventilator koelt de machine. Na
afkoeling zal het lampje weer uitgaan. Laat de machine bij voorkeur voldoende tijd afkoelen; bij
intensief lassen is de kans groot dat de thermische beveiliging anders na enkele minuten
opnieuw in werking treedt.
5. SERVICE EN ONDERHOUD
Zorg dat de machine niet onder spanning staat wanneer
onderhoudswerkzaamheden aan het mechaniek worden uitgevoerd.
Dit apparaat is ontworpen om gedurende lange tijd probleemloos te functioneren met een
minimum aan onderhoud. Door het apparaat regelmatig te reinigen en op de juiste wijze te
behandelen, draagt u bij aan een hoge levensduur van uw machine.
Storingen
In het geval het apparaat niet naar behoren funktioneert, geven wij onderstaand een aantal
mogelijke oorzaken en de bijbehorende oplossingen:
Storing
• Het lasapparaat functioneert niet
Oorzaak/oplossing
• Massaklem heeft geen goed contact met
het werkstuk
• Elektrode zit niet correct in houder
• Thermische beveiliging uitgeschakeld
• Smeltzekering defect (in meterkast)
• Het snoer is onderbroken
• De schakelaar is defect / neem contact
op met uw dealer
Ferm
36
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 37

Ferm 37
GB
D
NL
F
E
P
I
S
FIN
N
DK
Laat reparaties altijd uitvoeren door een erkend installateur of reparatiebedrijf.
Reinigen
• Zorg dat de ventilatiesleuven vrij van stof en vuil zijn. Gebruik bij hardnekkig vuil een zachte
doek bevochtigd met zeepwater. Gebruik geen oplosmiddelen als benzine, alcohol,
ammonia, etc.
• Zorg dat de elektrodehouder en aardklem corrosievrij blijven zodat ze een goed elektrisch
contact kunnen blijven maken.
• Controleer regelmatig of las- en werkstukkabels goed vastzitten in de aansluitingen.
Smeren
De machine heeft geen extra smering nodig.
Storingen
Wanneer er zich een storing voordoet, bijvoorbeeld bij slijtage van een onderdeel, neem dan
contact op met het onderhoudsadres op de garantiekaart. Achter in deze handleiding ziet u een
opengewerkte afbeelding van de onderdelen die besteld kunnen worden.
Milieu
Om transportbeschadiging te voorkomen, wordt de machine in een stevige verpakking
geleverd. De verpakking is zo veel mogelijk gemaakt van recyclebaar materiaal. Maak daarom
gebruik van de mogelijkheid om de verpakking te recyclen.
Defecte en/of afgedankte elektrische of elektronische gereedschappen dienen ter
verwerking te worden aangeboden aan een daarvoor verantwoordelijke instantie.
Storing
• Elektrode blijft 'plakken' aan werkstuk
• Elektrode wordt oranje-rood
• Elektrode spettert overmatig en maakt
veel lawaai tijdens lassen
• De machine wordt overmatig warm;
indicatielampje brandt
Oorzaak/oplossing
• Gebruik juiste type elektrode
(universeel)
• Stroomsterkte te laag / verdraai knop 3
met de wijzers van de klok mee
• Stroomsterkte te hoog voor dit type
elektrode / verdraai knop 3 tegen de
wijzers van de klok in
• Stroomsterkte te hoog / verdraai knop 3
tegen de wijzers van de klok in
• De ventilatiesleuven zijn verstopt / maak
ze schoon met een droge doek; wacht
enkele minuten tot lampje weer uitgaat.
a. Informazioni generali sulla saldatura ad arco elettrico
La temperatura dell'arco elettrico raggiunge approssimativamente 7.000° Celsius, in modo da
fondere l'estremità dell'elettrodo e del pezzo in lavorazione. Finché l'arco viene mantenuto,
l'elettrodo si fonde fornendo il materiale di saldatura necessario alle parti da saldare. La
distanza tra l'elettrodo e il pezzo in lavorazione deve essere la più corta possibile (circa 1,54mm) a seconda del diametro e del tipo d'elettrodo. La corrente necessaria per la saldatura
viene fornita dalla saldatrice. La potenza necessaria alla saldatrice dipende dal lavoro da
effettuare. Accertarsi che gli elettrodi siano completamente asciutti, dato che gli elettrodi umidi
causano problemi. Se l'elettrodo si attacca al pezzo in lavorazione durante la saldatura
l'intensità di corrente usata è troppo bassa.
b. L'elettrodo
• L'elettrodo consiste di un nucleo metallico racchiuso in un rivestimento. Il rivestimento ha
l'importantissima funzione di proteggere dall'ossigeno e dall'azoto dell'aria circostante il
bagno di fusione e le gocce di apporto.
L'elettrodo si fonde durante la saldatura. Una parte del rivestimento evapora creando uno
schermo gassoso protettivo. Una parte del rivestimento galleggia sul bagno di fusione
(essendo più leggero del metallo) proteggendo anche la saldatura in raffreddamento.
Dopo il raffreddamento questo rivestimento diventa una scoria solida ma facilmente
rimovibile sulla giuntura saldata.
• Manipolare gli elettrodi prestando attenzione a non rompere il rivestimento. Accertarsi che
gli elettrodi siano totalmente asciutti, e conservarli in luoghi privi d'umidità.
• È estremamente importante utilizzare l'elettrodo giusto ai fini della bontà e della
robustezza della giunzione saldata. Gli elettrodi universali saranno in molti casi adatti al
lavoro da eseguire.
Le confezioni degli elettrodi fanno menzione delle posizioni in cui è possibile effettuare le
saldature con gli elettrodi in esse contenuti (sopra la testa, verso il basso, ecc. tenendo
conto della velocità di fusione dell'elettrodo). Sono disponibili in commercio degli elettrodi
specifici per le saldature dei diversi tipi di acciaio inossidabile e di ghisa. Consultare il
proprio fornitore circa l'acquisto dell'elettrodo giusto.
c. Abiti protettivi
Indossare abiti a copertura totale in modo che la probabilità di riportare bruciature della pelle a
causa della radiazione ultravioletta o di schizzi di metallo sia ridotta al minimo. Indossare
preferibilmente tute integrali in cotone, guanti da saldatore e scarpe di sicurezza. Accertarsi
sempre che gli sversamenti di fusione non possano introdursi nei guanti o nelle scarpe.
Un grembiale (di pelle) da saldatore ferma le bruciature e il danneggiamento delle coperture da
parte delle scintille.
d. Protezione facciale
Fig. 2
Utilizzare un buon vetro (oscurato) per saldature e con vetro protettivo. Accertarsi che entrambi
i vetri siano montati in modo corretto (ben fissati e posizionati in modo da non lasciar passare la
luce del sole).
La maschera per saldature protegge l'utilizzatore dalle radiazioni, il calore e gli schizzi di
fusione emessi durante il processo di saldatura. Essa inoltre riduce l'inalazione dei fumi di
saldatura. I raggi ultravioletti invisibili sono causa del cosiddetto “colpo d'arco”, un'oftalmia da
raggi che si sviluppa entro pochi secondi dopo avere guardato un arco elettrico.
Ferm
84
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 38

Ferm 83
GB
D
NL
F
E
P
I
S
FIN
N
DK
Maschera per saldature
Fig. 2
• Far slittare la maniglia sulla maschera per saldature finché non si aggancia.
• Posizionare il vetro trasparente (vetro protettivo) davanti al vetro oscurato per saldature.
Inserire i due vetri nell'apertura anteriore.
• Accertarsi che i vetri siano posizionati in modo tale che nell'apertura non possa penetrare
luce (dannosa).
• Sostituire il vetro protettivo trasparente quando la visione del pezzo trattato diventa
insufficiente durante la saldatura. La sostituzione del vetro oscurato di saldatura è
considerevolmente più costosa di quella del vetro trasparente di protezione.
Montaggio di nuovi elettrodi
L'elettrodo consiste di un nucleo metallico racchiuso in un rivestimento. Ad un'estremità
dell'elettrodo il nucleo non è ricoperto dal rivestimento.
• Agire sul manico del porta elettrodo stringendo la molla.
• Mettere un elettrodo con l'estremità non rivestita (± 2 cm) nel porta elettrodo. Accertarsi che
la parte non rivestita effettui un buon contatto con la parte metallica del porta elettrodo (che
l'elettrodo non sia inserito troppo a fondo nel porta elettrodo).
• Rilasciare il manico della pinza. L'elettrodo è ora montato.
N.B! Non lasciare che l'elettrodo bruci fino ad accorciarsi oltre i 5 cm circa, per
prevenire il surriscaldamento e/o la deformazione del porta elettrodo. In caso
contrario l'elettrodo bruciato sarebbe di difficile rimozione.
Rimozione degli elettrodi usati
Agire sul manico del porta elettrodo stringendo la molla in modo che l'elettrodo bruciato possa
cadere dal porta elettrodo.
N.B! Non rimuovere l'elettrodo dal porta elettrodo con la mano. L'elettrodo è
arroventato!
N.B! Prestare attenzione al punto in cui l'elettrodo usato cade in modo da prevenire
rischi d'incendio o possibili lesioni.
4. FUNZIONAMENTO
Prima dell'uso:
a. Informazioni generali sulla saldatura ad arco elettrico
b. L'elettrodo
c. Abiti protettivi
d. Protezione facciale
e. Ambiente di lavoro
Garantie
Lees voor de garantievoorwaarden de apart bijgevoegde garantiekaart.
CE CONFORMITEITSVERKLARING (NL)
Wij verklaren dat dit product voldoet aan de volgende normen
of normatieve documenten:
EN60974-1, EN60974-6, EN60974-10
overeenkomstig de bepalingen in de richtlijnen
2006/95/EG, 2004/108/EG
vanaf 01-05-2006
ZWOLLE NL
J.A. Bakker - van Ingen
CEO Ferm BV
Het is ons beleid om onze producten voortdurend verder te verbeteren en wij behouden ons
daarom het recht voor om zonder voorafgaande berichtgeving de productspecificaties te
wijzigen.
Ferm BV • Lingenstraat 6 • 8028 PM Zwolle • Nederland
Ferm
38
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 39

Ferm 39
GB
D
NL
F
E
P
I
S
FIN
N
DK
MACHINE À SOUDER FWM-45/140
Les numéros dans le texte suivant réfèrent aux illustrations des pages 2
Pour votre propre sécurité, et celles des autres, nous vous recommandons de lire
ce mode d'emploi avec attention avant de commencer à utiliser l'appareil.
Conservez mode d'emploi et documentation à proximité de l'appareil.
Introduction
Lors du soudage par fusion, l'apport de chaleur fait fondre partiellement le matériau de la pièce
à travailler. Lors du soudage à l'arc électrique, un matériau d'apport (électrodes) est utilisé en
plus. La soudure se forme lors de la solidification. Pour obtenir la chaleur nécessaire, un arc
électrique est maintenu entre l'électrode et la pièce à travailler. Le procédé de soudure exige un
courant fort (45-140 A) au voltage relativement faible (10–48 V). Un transformateur à l'intérieur
de la machine à souder abaisse la tension du courant réseau (230 V).
L’appareil n’est pas prévu pour une utilisation industrielle!
Contenu
1. Données de l'appareil
2. Instructions de sécurité
3. Montage le accessoires
4. Utilisation
5. Service & entretien
1. DONNÉES DE L’APAREIL
Spécifications techniques
Contenu de l'emballage
1 Machine à souder
1 Masque de soudure
1 Brosse métallique / picot
1 Mode d'emploi
Voltage
Fréquence
Puissance de soudage
Tension d'allumage
Facteur de puissance
Calibre d'électrode
Poids
Dimensions
Protection thermique
Câble d'alimentation
Câble de soudage
230 V ~
50 Hz
45-140 A
≤ 48 V
0.57
1.6 - 3.2 mm
16.19 kg
350 x 220 x 170 mm
95 ºC (± 5 ºC)
H07RN-F3 x 1.5 mm
2
H01N2-D1 x 10 mm
2
Sicurezza elettrica
Spegnere immediatamente l'apparecchio in caso di:
• Difetto nella presa di corrente o nel cordone di alimentazione e se il cavo è
danneggiato.
• L'interruttore è difettoso.
• Si vede del fumo o si sente odore di isolante bruciato.
Attenzione! A seconda delle condizioni del punto di connessione alla rete elettrica,
l'alimentatore del saldatore può causare interferenze sull'alimentazione di altre
utenze. In caso di dubbio su tale questione richiedere consiglio all'autorità relativa
alla fornitura di energia elettrica.
• Accertarsi che le connessioni dell'apparecchio di saldatura e di cablaggio elettrico siano
effettuate in modo corretto. Qualsiasi possibilità di scossa elettrica rappresenta un pericolo
di morte.
• Accertare sempre la bontà delle connessioni del porta elettrodo e del terminale di massa.¬
• Non lasciare che i cavi elettrici vengano danneggiati a causa di trazioni. Scollegare i cavi
prima di spostare la saldatrice.
• Evitare il contatto con la parte elettricamente conduttrice della saldatrice, del porta
elettrodo e del terminale di terra.
• Controllare sempre che la tensione di rete disponibile corrisponda al valore indicato sulla
targhetta di riconoscimento dell'apparecchio.
• In caso di sostituzione di cavi o spine: gettare via i vecchi cavi o spine non appena sostituiti
con i nuovi. L'inserimento in una presa di corrente di un cordone elettrico staccato è
pericoloso.
• Per tutte le saldatrici funzionanti a 230 Volt usare un fusibile di almeno 16 Ampere
• Quando si fa uso di prolunghe elettriche: usare sempre cavi di prolunga approvati adatti
alla potenza dell'apparecchio. I conduttori devono avere un diametro di almeno 1,5 mm
2
.
Srotolare completamente la prolunga se avvolta.
• I lavori relativi alla tensione di rete (su cavi, prese, spine ecc.) devono essere effettuati
unicamente da personale elettrico specializzato.
3. MONTAGGIO ACCESSORI
Accertarsi d'avere rimosso la spina dalla presa di corrente per il montaggio degli
accessori.
Installazione dell'apparecchio
• Installare la saldatrice in uno spazio asciutto e pulito (scevro di polvere metallica, di polvere
e vernici)
• Posizionare la saldatrice su una superficie solida e piana e ad almeno 20 cm di distanza
dalla parete.
• Proteggere la saldatrice dalla pioggia e dalla luce solare diretta.
Ferm
82
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 40

Ferm 81
GB
D
NL
F
E
P
I
S
FIN
N
DK
Norme di sicurezza generali per gli apparecchi di saldatura
• L'utente dell'apparecchio deve essere stato istruito sull'uso e l'azionamento
dell'apparecchio.
• Assicurare un ambiente di lavoro ben illuminato ed ordinato.
• Disinserire sempre la spina dalla presa di corrente prima di eseguire lavori di
manutenzione sull'apparecchio.
• Disinserire la spina dalla presa di corrente quando ci si allontana dall'apparecchio.
• Non usare l'apparecchio prima di avere completamente montato ed installato
l'apparecchio secondo le istruzioni fornite nel manuale.
Norme di sicurezza specifiche per l'apparecchio di saldatura
• La saldatura causa l'emanazione di scintille e metallo rovente. Ricordarsi che ciò costi tuisce un pericolo d'incendio e rimuovere gli oggetti infiammabili dall'ambiente di lavoro.
• Assicurare una buona ventilazione nell'ambiente di lavoro. Durante la saldatura vengono
emessi dei gas che sono pericolosi per la salute.
• Non saldare contenitori o tubi che contengono o hanno contenuto liquidi o gas infiammabili
(pericolo d'incendio o esplosione).
• Non saldare materiali che sono stati puliti con liquidi altamente infiammabili o che hanno
superfici dipinte (probabile emanazione di gas pericolosi).
• Non lavorare in ambienti umidi o bagnati e non saldare in condizioni di pioggia.
• Proteggere sempre i propri occhi con la maschera per saldatore in dotazione.
• Usare guanti ed abiti di protezione asciutti e non macchiati d'olio o sporco.
• Le scorie da staccare sono a volte incandescenti e possono causare gravi lesioni agli occhi
durante la rimozione. Indossare sempre occhialini e guanti protettivi.
• La radiazione ultravioletta può bruciare la pelle durante la saldatura. Indossare quindi
sempre indumenti protettivi adatti.
• La saldatrice è protetta contro i sovraccarichi. Essa dunque si spegne automaticamente in
caso di sovraccarico. La saldatrice si riaccende automaticamente dopo essersi raffreddata
a sufficienza.
• Durante la saldatura ed il raffreddamento il pezzo in lavorazione può deformarsi a causa di
forze di tensione. Tenerne sempre conto.
• Utilizzare solo i cavi di saldatura inclusi nella fornitura (in gomma, Ø 10 mm
2
).
• Nelle zone a rischio di incendi ed esplosioni si applicano particolari normative.
• I giunti esposti a grandi sollecitazioni, e che devono rispondere a determinati requisiti di
sicurezza, possono essere saldati solamente da saldatori appositamente specializzati ed
autorizzati. Ad esempio: autoclave, guide di scorrimento, barre di rimorchio, ecc.
• Attenzione: Collegare sempre il terminale di messa a terra il più vicino possibile al giunto
saldato, in modo che la corrente di saldatura possa prendere la via più breve dall’elettrodo
al terminale di messa a terra. Non collegare mai il terminale di messa a terra alla scatola del
saldatore. Non collegare mai il terminale a massa ad elementi a terra lontani dal pezzo, ad
esempio un tubo dell’acqua posto in un altro angolo della stanza. In caso contrario
potrebbe verificarsi il danneggiamento del sistema conduttore di terra della stanza dove
avviene la saldatura.
• Le protezioni delle linee di alimentazione alle prese devono rispettare le normative (VDE
0100). Le prese con messa a terra devono essere protette con massimo 16A - protezioni ed
interruttori automatici - (modelli e dati tecnici: RT14-20, Ø 10 x 38, AC 400 V 16A. IEC
60269. Azionare il ritardatore. Produttore: Chint). Protezioni di tipo superiore potrebbero
causare l’incendio del cavo e dei danni da incendio all’edificio.
1 Instructions de sécurité
1 Carte de garantie
Vérifiez si la machine, les pièces détachées et les accessoires n’ont pas été endommagés au
transport.
Caractéristiques du produit
Fig. 1
1. Témoin lumineux de la température
2. Interrupteur marche/arrêt
3. Bouton de réglage de l'ampérage
4. Câble de soudage avec porte-électrode
5. Câble de terre avec pince
6. Pied en caoutchouc
7. Poignée
8. Ouvertures de ventilation
9. Brosse métallique / picot
10. Masque de soudure
11. Électrodes
Tableau: réglage et utilisation
2. CONSIGNES DE SECURITE
Explication des symboles
Lisez attentivement les instructions.
Ø Électrode (mm) Ampérage (A) S'utilise pour, entre autres:
1.6 45-55 Épaisseur du matériau ≤ 2 mm
Réparations de vélo(moteur)s
2 50-75 Épaisseur du matériau 2-3 mm
Réparation de rayonnages métalliques
2.5 70-100 Épaisseur du matériau 4-5 mm
Portail, équipement de jardin
3.2 95-150 Épaisseur du matériau 6-7 mm
Abri, garage
4 130-220 Épaisseur du matériau 8-12 mm
Construction lourde
5 190-250 Épaisseur du matériau ≥ 12 mm
Construction très lourde
Ferm
40
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 41

Ferm 41
GB
D
NL
F
E
P
I
S
FIN
N
DK
Conformément aux normes Européennes applicables relatives à la sécurité.
Indique un risque de blessures, un danger mortel ou un risque d’endommagement
de l’outil en cas du non-respect des consignes de ce mode d’emploi.
Indique un risque de décharges électriques.
Débranchez immédiatement la fiche de l’approvisdionnement électrique principal
dans le cas où la corde est endommagée et pendant la maintenance.
Ne laissez aucune personne s’approcher de la zone de travail.
N'exposez pas sous la pluie
Protégez-vous les yeux et les oreilles.
Portez des gants de protection.
Tout équipement électronique ou électrique défectueux dont vous vous seriez
débarrassé doit être déposé aux points de recyclage appropriés.
Portez toujours un masque pendant le soudage
Portez des vêtements de protection
Symbole indiquant un bloc d'alimentation de soudeuse appropriée à l'utilisation
dans un environnement où le risque de choc électrique est augmenté.
Norme pour machines à souder pour la soudure à l'arc manuelle à usage limité.
Porte-électrode
Mise à la terre
EN60974-6
Normativa per saldatrici per saldatura manuale ad arco con carico limitato.
Pinza porta elettrodo
Terminale di massa
Caratteristica discendente
Trasformatore monofase
Presa di corrente con presa di terra
Diametro elettrodo
Fusibile 16A
Intensità massima della corrente primaria in Ampere
Intensità di corrente secondaria in Ampere
Tempo di caricamento, intervallo che intercorre fra l’azzeramento (ACCESO) e
l’impostazione (SPENTO) del disgiuntore termico.
Tempo di reset, intervallo che intercorre fra l’impostazione (SPENTO) e
l’azzeramento (ACCESO) del disgiuntore termico.
Classe di protezione. Schermato contro la penetrazione di oggetti di grandezza
superiore a 12 mm e di acqua in caduta verticale. Arresto con controllo acqua.
Classe d'isolamento
Tensione a vuoto in Volt
Tensione di rete in Volt
U
1
U
0
r
(S)
EN60974-6
H
IP21S
I
2
I
1
Ferm
80
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 42

Ferm 79
GB
D
NL
F
E
P
I
S
FIN
N
DK
2. MISURE DI SICUREZZA
Legenda dei simboli
Leggere attentamente le istruzioni.
CE Conformità agli standard applicabili della sicurezza europea.
Segnala il rischio di lesioni personali, di morte o di danni all’apparecchio in caso di
non osservanza delle istruzioni di questo manuale.
Indica il rischio di scossa elettrica.
Stacchi la spina immediatamente dalla linea principale in caso di danni al cavo
durante la manutenzione.
Tenere gli spettatori a distanza.
Indossare protezioni per occhi e orecchie.
Protegga da pioggia.
Indossare guanti protettivi
Strumenti elettrici e/o elettronici difettosi o usurati devono essere smaltiti in
appropriate aree di riciclaggio.
Durante la saldatura usare sempre una maschera da saldatore.
Indossare abiti protettivi
Simbolo indicante alimentatori elettrici in grado di assicurare energia per le
operazioni di saldatura eseguibili in ambienti con rischio di scossa elettrica
accentuato.
Tension en baisse
Transformateur monophasé
Fiche de terre
Diamètre de l'électrode
Fusible 16A
Ampérage primaire maximum
Ampérage secondaire maximum
Temps de charge : temps écoulé entre la remise en service (branchement) et
l’entrée en action (mise hors circuit) du rupteur thermique.
Temps de remise en service : temps écoulé entre l’entrée en action (mise hors
circuit) et la remise en service (branchement) du rupteur thermique.
Classe de protection. Impénétrable aux objets de plus de 12 mm et à l'eau de
ruissellement tombant perpendiculairement. Arrêt contrôlé par la pénétration
d'eau.
Classe d'isolation
Tension ouverte en Volt
Tension réseau en Volt
Instructions de sécurité générales pour les machines à souder
• L'utilisateur doit avoir reçu les instructions nécessaires pour le réglage et l'utilisation de
l'appareil.
• Le lieu de travail doit être bien rangé et bien éclairé.
• Avant tout entretien de l'appareil, retirez la fiche de la prise.
• Retirez la fiche de la prise quand vous vous éloignez de l'appareil.
• Ne commencez pas à utiliser l'appareil avant de l'avoir entièrement monté et installé selon
les instructions du mode d'emploi.
r
(S)
U
1
U
0
H
IP21S
I
2
I
1
Ferm
42
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 43

Ferm 43
GB
D
NL
F
E
P
I
S
FIN
N
DK
Instructions de sécurité spéciales pour machines à souder
• La soudure s'accompagne d'étincelles et de métaux échauffés. N'oubliez pas le danger
d'incendie, et enlevez tout objet ou matériau inflammable du lieu de travail.
• Ventilez suffisamment votre lieu de travail. La soudure libère des gaz nocifs pour votre
santé.
• Ne faites pas de soudure sur des récipients ou des tuyaux contenant ou ayant contenu des
liquides ou gaz inflammables (danger d'incendie ou d'explosion).
• Ne faites pas de soudure sur des matériaux ayant été nettoyés avec des solvants
hautement inflammables, ni sur des surfaces peintes (danger de libération de gaz nocifs).
• Ne travaillez pas dans un environnement humide ou mouillé et ne faites pas de soudures
sous la pluie.
• Protégez toujours vos yeux au moyen du masque de soudure fourni.
• Protégez-vous toujours avec des gants et des vêtements de protection, qui doivent être
secs et non souillés d'huile ou autre salissures.
• Les scories à faire sauter sont souvent chauffées au rouge et peuvent causer des
blessures graves aux yeux. Portez toujours des lunettes de protection et des gants.
• Les rayons ultraviolets peuvent causer des brûlures pendant le soudage. Portez donc
toujours des vêtements de protection appropriés.
• Votre machine à souder est équipée d'une protection anti-surcharge. La machine à souder
s'arrête donc automatiquement en cas de surcharge. La machine à souder se remet en
marche automatiquement une fois qu'elle s'est suffisamment refroidie.
• La pièce que vous travaillez peut se déformer sous l'effet du soudage et du
refroidissement. Tenez-en compte.
• Seuls les câbles de soudage fournis doivent être utilisés (câbles de soudage en
caoutchouc d’une section de Ø 10 mm
2
)
• Dans des locaux exposés au feu ou aux explosions, les prescriptions particulières
s'appliquent.
• Les assemblages par soudure, soumis à d’importantes contraintes et devant satisfaire aux
exigences de sécurité établies, doivent être réalisés uniquement par des soudeurs
habilités et spécialisés. A titre d’exemple: récipient d’air comprimé, rails de roulement,
dispositifs d’attelage, etc.
• Attention : Connectez les bornes de mise à la masse aussi près que possible des soudures
afin que le courant de soudage emprunte le chemin le plus court possible entre les
électrodes et les bornes de mise à la masse. Ne reliez jamais les bornes de mise à la masse
au boîtier du poste de soudure ! Ne reliez jamais les bornes de mise à la masse à des
éléments mis à la terre, éloignés de la pièce à travailler, comme par ex. une conduite d’eau
dans un autre coin de la pièce. Cela pourrait conduire à une détérioration du conducteur de
protection de la pièce dans laquelle vous soudez.
• La protection par fusibles des câbles d’alimentation des prises secteur doit être conforme
aux spécifications (VDE 0100). Les prises de courant de sécurité doivent être protégées
par fusible avec 16 A max. (types et données techniques: RT14-20, Ø 10 x 38, AC 400 V
16A ; norme CIE 60269 ; fusibles retardés ; fabricant : Chint) (fusibles ou disjoncteur). Des
protections par fusibles plus importantes pourraient conduire à un incendie des conduites
voire du bâtiment.
• Spazzola metallica/martellina
• Manuale utente
• Istruzioni per la sicurezza
• Scheda di garanzia
Verificare che la macchina, le singole parti e gli accessori non abbiano subito danni durante il
trasporto.
Informazioni sul prodotto
Fig. 1
1. Spia temperatura
2. Interruttore d'accensione
3. Manopola d'impostazione dell'intensità della corrente
4. Cavo di saldatura con porta elettrodo
5. Cavo di massa con morsetto
6. Cappuccio in gomma
7. Maniglia
8. Aperture di ventilazione
9. Spazzola metallica/martellina
10. Maschera per saldatura
11. Elettrodi
Tabella: impostazione ed uso
Ø Elettrodo (mm) Intensità di corrente (A) Esempio di elemento trattato:
1.6 45-55 Spessore materiale ≤ 2 mm
Riparazione ciclomotore/bici
2 50-75 Spessore materiale 2-3 mm
Riparazione sostegno a parete
2.5 70-100 Spessore materiale 4-5 mm
Ringhiera giardino; giochi da giardino
3.2 95-150 Spessore materiale 6-7 mm
Saracinesca garage
4 130-220 Spessore materiale 8-12 mm
Da costruzione (pesante)
5 190-250 Spessore materiale ≥ 12 mm
Da costruzione (molto pesante)
Ferm
78
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 44

Ferm 77
GB
D
NL
F
E
P
I
S
FIN
N
DK
SALDATRICE FWM-45/140
I numeri contenuti nel testo sottostante si riferiscono alle illustrazioni a pagina 2
Per la vostra sicurezza e quella degli altri, per favore leggere attentamente queste
istruzioni prima di usare questo apparecchio. Vi aiuteranno a capire il
funzionamento del vostro prodotto più facilmente e ad evitare rischi. Conservare
questo manuale di istruzioni in un luogo sicuro per uso futuro.
Introduzione
Nel procedimento di saldatura per fusione il materiale dell'elemento trattato viene fuso per
effetto del calore fornito. Nel caso della saldatura mediante arco elettrico si fa inoltre uso di
materiale di saldatura supplementare (elettrodi). La saldatura ha luogo dopo la solidificazione.
Il calore richiesto viene ottenuto mantenendo un arco elettrico tra l'elettrodo e l'elemento
trattato. Il procedimento di saldatura necessita di una corrente elevata (45-140 A) con un
voltaggio relativamente basso (10–48 V)). Un trasformatore all'interno dell'apparecchiatura
della saldatrice assicura la riduzione della tensione di rete (230 V).
L’apparecchiatura non è adatta per l’utilizzo industriale.
Contenuti
1. Dettagli dell'apparecchio
2. Misure di sicurezza
3. Montaggio accessori
4. Istruzioni per l'uso
5. Servizi & manutenzione
1. DETTAGLI DELL'APPARECCHIO
Caratteristiche tecniche
Contenuto della confezione
• Saldatrice
• Maschera per saldatura
Tensione
Frequenza
Potenza di saldatura
Voltaggio d'ignizione
Fattore di potenza
Spessore elettrodi
Peso
Dimensioni
Protezione termica
Cavo di alimentazione
Cavo di saldatura
230 V ~
50 Hz
45-140 A
≤ 48 V
0.57
1.6 - 3.2 mm
16.19 kg
350 x 220 x 170 mm
95 ºC (± 5 ºC)
H07RN-F3 x 1.5 mm
2
H01N2-D1 x 10 mm
2
Électricité et sécurité
Arrêtez immédiatement la machine dans les cas suivants:
• Problème au niveau de la fiche ou du câble d'alimentation, ou câble endommagé.
• Interrupteur défectueux.
• Dégagement de fumée ou odeur de matériau d'isolation brûlé.
Attention! Suivant l'état du réseau d'alimentation au point de branchement du bloc
d'alimentation électrique de la soudeuse, il peut déranger l'alimentation en
électricité d'autres utilisateurs du réseau. En cas de doute sur ce sujet, consultez
les responsables de l'alimentation électrique.
• Assurez-vous que la machine à souder est correctement raccordée au réseau. Tout risque
de choc électrique est un risque de mort.
• Assurez-vous toujours du bon état des connexions, tant pour le porte-électrode que pour le
câble de terre.
• Évitez d'endommager les câbles électriques en tirant dessus. Déconnectez toujours les
câbles avant de déplacer la machine à souder.
• Ne touchez pas la partie conductrice d'électricité de la machine à souder, ni le porteélectrode, ni la fiche de terre.
• Contrôlez toujours que la tension de votre réseau est la même que celle qui est indiquée sur
la plaquette de l'appareil.
• Lors du remplacement de câbles ou de fiches: Jetez les câbles et fiches usagés dès qu'ils
ont été remplacés. Il est dangereux de brancher la fiche d'un câble détaché.
• Pour toute machine à souder alimentée en 230 V, utilisez des fusibles d'au moins 16
Ampère.
• Lors de l'utilisation de câbles de rallonge: Utilisez uniquement un câble électrique de
rallonge correspondant à la puissance de l'appareil. Le diamètre du conducteur doit être
d'au moins 1.5 mm
2
. Si la rallonge est sur un dévidoir, déroulez-la entièrement.
• Les travaux relatifs à la tension du secteur comme par ex. les câbles, connecteurs, prises
de courant, etc. doivent être effectués exclusivement par des électriciens spécialisés.
3. MONTAGE DES ACCESSOIRES
Assurez-vous que la fiche est débranchée pendant le montage d'accessoires.
Installation de l'appareil
• Installez la machine à souder dans un espace sec et propre (sans limaille de fer, poussière
ni peinture).
• Posez la machine à souder sur une surface solide et plane, et à au moins 20 cm du mur.
• Abritez la machine à souder de la pluie et du soleil violent.
Le masque à souder
Fig. 2
• Glissez la poignée sur le masque, jusqu'à ce qu'elle se bloque.
Ferm
44
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 45

Ferm 45
GB
D
NL
F
E
P
I
S
FIN
N
DK
• Placez le verre clair (verre de protection) devant le verre de soudage teinté. Glissez les
deux verres dans l'ouverture.
• Assurez-vous que les verres sont correctement placés, de sorte qu'aucune lumière nocive
ne peut plus pénétrer par l'ouverture.
• Si la visibilité de la pièce que vous travaillez diminue trop pendant le travail, remplacez le
verre de protection clair. Il est beaucoup moins coûteux de remplacer le verre de protection
clair, que le verre de soudage teinté.
Montage d'électrodes neuves
L'électrode se compose d'un conducteur métallique avec un revêtement. À un bout de
l'électrode, le conducteur n'est pas revêtu.
• Serrez la poignée du porte-électrode, comprimant le ressort.
• Fixez une électrode dans le porte-électrode, par le bout (± 2 cm) non revêtu. Contrôlez que
le bout non revêtu est correctement en contact avec la partie métallique du porte-électrode
(l'électrode n'est pas enfoncée trop loin dans le porte-électrode).
• Relâchez la poignée du porte-électrode. L'électrode est maintenant montée.
Attention! Ne laissez pas l'électrode fondre jusqu'à une longueur inférieure à ± 5
cm, car vous risquez de surchauffer ou de déformer le porte-électrode. L'électrode
usagée sera difficile à enlever.
Démontage d'électrodes usagées
Serrez la poignée du porte-électrode, comprimant le ressort, pour que l'électrode usagée
puisse tomber du porte-électrode.
Attention! Ne retirez pas l'électrode du porte-électrode à la main. L'électrode est
brûlante!
Attention! Surveillez l'endroit où tombe l'électrode usagée pour éviter tout danger
d'incendie ou de blessure.
4. UTILISATION
Avant l'utilisation
a. Informations générales sur la soudure à l'arc électrique
b. L'électrode
c. Vêtements de protection
d. Protection du visage
e. Lieu de travail
a. Informations générales sur la soudure à l'arc électrique
La température de l'arc électrique se monte à environ 7000° Celsius, ce qui fait fondre le bout de
l'électrode et la pièce à travailler. Tant que l'arc est maintenu, l'électrode continue de fondre et
apporte le matériau de soudage nécessaire aux parties à souder. La distance entre l'électrode
et la pièce à travailler doit être la plus petite possible (environ 1.5 - 4 mm) en fonction du
CE DÉCLARAÇÃO DE CONFORMIDADE (P)
Declaramos sob nossa única responsabilidade que este produto está em conformidade com as
seguintes normas e documentos normalizados:
EN60974-1, EN60974-6, EN60974-10
de acordo com os regulamentos:
2006/95/EC, 2004/108/EC
de 01-05-2006
ZWOLLE NL
J.A. Bakker - van Ingen
CEO Ferm BV
É nossa política continuarmos a melhorar os nossos produtos e, assim, reservamo-nos o
direito de alterar a especificação do produto sem notificação prévia.
Ferm BV • Lingenstraat 6 • 8028 PM Zwolle • Países-Baixos
Ferm
76
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 46

Ferm 75
GB
D
NL
F
E
P
I
S
FIN
N
DK
Lubrificação
A máquina não requer qualquer lubrificação adicional.
Falhas
Se ocorrer uma falha, por exemplo, como resultado de desgaste duma peça, contacte a
assistência.
No fim deste manual do operador encontra um diagrama de componentes expandido com as
peças que pode encomendar.
Protecção do meio ambiente
Com vista a evitar quaisquer danos de transporte, a máquina é fornecida numa embalagem
resistente, fabricada na medida do possível em materiais recicláveis. Entregue, portanto, a
embalagem para reciclagem.
Os aparelhos eléctricos ou electrónicos avariados e/ou eliminados têm de ser
recolhidos nos pontos de reciclagem adequados.
Garantia
Os termos e condições da garantia encontram-se descritos no boletim da garantia fornecido
em separado.
diamètre et du type de l'électrode. Le courant électrique nécessaire est fourni par une machine
à souder. Le courant électrique consommé par la machine à souder varie en fonction du travail.
Contrôlez que les électrodes sont parfaitement sèches, car les électrodes humides causent
des problèmes. Si l'électrode se soude à la pièce à travailler durant le soudage, l'ampérage est
trop faible.
b. L'électrode
• L'électrode se compose d'un conducteur métallique avec un revêtement. La fonction
principale du revêtement est de protéger le bain de fusion, ainsi que les gouttelettes
d'apport, contre l'oxygène et l'azote de l'air environnant.L'électrode fond pendant le
soudage. Une partie du revêtement s'évapore, formant un manteau gazeux protecteur.
Une partie du revêtement flotte sur le bain de fusion (il est plus léger que l'acier) et protège
également la soudure en cours de refroidissement. Après le refroidissement, ce
revêtement laisse sur la soudure une scorie solide et facile à détacher.
• Manipulez les électrodes avec précaution pour ne pas abîmer le revêtement. Assurezvous que les électrodes sont parfaitement sèches, conservez-les donc bien à l'abri de
l'humidité.
• Pour obtenir une bonne soudure solide, choisissez avec soin la bonne électrode.
L'électrode universelle conviendra dans un grand nombre de cas.
L'emballage de l'électrode précise dans quelles positions de travail elle peut être utilisée
(au-dessus de la tête, vers le bas, sous la main, etc, selon la vitesse à laquelle l'électrode
fond). Pour le soudage des aciers inoxydables et de la fonte, il existe dans le commerce des
types d'électrodes spéciales. Veuillez consulter votre fournisseur pour obtenir l'électrode
appropriée.
c. Vêtements de protection
Portez des vêtements qui vous protègent complètement, pour réduire le risque de brûlures par
les rayons ultraviolets ou par des éclaboussures de soudage. Portez de préférence une
salopette en coton à manches longues, des gants de soudage et des chaussures de sécurité.
Assurez-vous que les éclaboussures de soudage ne peuvent pas se loger à l'intérieur d'un gant
ni d'une chaussure.
Un tablier de soudage (en cuir) protège le vêtement contre les étincelles.
d. Protection du visage
Fig. 2
Utilisez un masque de soudure de bonne qualité, avec un verre de soudure teinté et un verre de
protection. Vérifiez que les deux verres sont placés comme il faut, bien fixés et ne laissant pas
passer la lumière du soleil).
Le masque de soudure protège le soudeur contre la radiation, la chaleur et les éclaboussures
pendant le soudage. L'inhalation des fumées nocives du soudage est également réduite. Les
rayons ultraviolets sont la cause du "coup d'arc" ou ophtalmie électrique. Il se produit au bout de
quelques secondes quand les yeux fixent l'arc électrique. Évitez d'exposer le visage, le cou, les
mains et toute autre partie du corps à ces rayons, ainsi qu'aux températures élevées.
Protégez-vous des effets nocifs de l’arc électrique et respectez un rayon minimum de 15
m autour de l'arc électrique pour les personnes ne participant pas aux travaux.
Les personnes ou assistants se trouvant à proximité de l’arc électrique doivent être
informés des dangers et munis de produits protecteurs. Si nécessaire, installer des écrans
protecteurs.
Ferm
46
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 47

Ferm 47
GB
D
NL
F
E
P
I
S
FIN
N
DK
e. Lieu de travail
• Ventilez suffisamment votre lieu de travail. La soudure libère des gaz nocifs pour votre
santé.
• Enlevez tout objet ou matériau inflammable du lieu de travail. La soudure s'accompagne
d'étincelles et de métaux échauffés.
• Prenez toujours soin d'avoir de l'eau de refroidissement à proximité. Ne laissez pas de
pièces nouvellement soudées (chaudes) sans surveillance. Refroidissez la pièce avant de
quitter le lieu de travail.
Protection contre les rayons et les brûlures
• Signaler le risque pour les yeux sur le poste de travail avec la signalisation “ Attention ! Ne
jamais regarder dans la flamme!" Les postes de travail doivent être isolés de manière à
protéger les personnes se trouvant à proximité. Les personnes non autorisées doivent être
tenues à l’écart des travaux de soudure.
• Les murs à proximité directe des postes de travail ne doivent pas être de couleur claire ou
brillants. Les fenêtres doivent être protégées du passage et de la réflexion des rayonne ments au moins jusqu’à une hauteur de tête, par ex. grâce à une peinture appropriée.
Mise en service
Fig. 3
Conseil: Avant de commencer un travail difficile, il est bon de s'exercer sur un échantillon.
• La pièce à travailler doit être parfaitement propre: ôtez toute trace de rouille, de graisse ou
de peinture.
• Réglez l'intensité du courant au moyen du bouton d'ampérage qui se trouve sur l'avant de
l'appareil.
L'ampérage à sélectionner dépend de la pièce à travailler et du type d'électrode.
• Enfoncez la partie non revêtue de l'électrode dans le porte-électrode. Montez la pince du
câble de terre sur la pièce à travailler.
• Mettez la machine à souder en marche au moyen de l'interrupteur marche/arrêt.
• Gardez le masque de soudure sur votre visage. Frottez la pointe de l'électrode sur la pièce
à travailler comme si vous frottiez une allumette. C'est le meilleur moyen de créer l'arc
électrique. Ne frappez pas la pièce avec l'électrode. Ceci endommage l'électrode et rend
l'arc de soudure plus difficile à établir.
• Dès que l'arc est établi entre l'électrode et la pièce que vous travaillez, appliquez-vous à
garder cet écartement constant. L'écartement devrait être égal au diamètre de l'électrode.
L'écartement doit être le plus constant possible pendant la soudure.
• Faites glisser l'électrode sur la surface de la pièce lentement et régulièrement.
• L'angle entre l'électrode et la pièce doit être de 60° and 70° dans la direction du
mouvement.
• Une fois que la soudure est faite, rompez l'arc en retirant l'électrode de la pièce.
• Arrêtez la machine à souder.
Attention: si vous laissez la machine à souder en marche, l'électrode risque d'établir
le contact avec le câble de terre (si le courant passe par l'établi) et de se mettre à
souder toute seule.
• Ôtez les scories de la soudure avec le picot.
Falhas
No caso de falha da máquina, há um número de causas possíveis e as soluções apropriadas
são dadas a seguir.
Reparações e assistência apenas devem ser feitas por técnicos qualificados ou
empresa de assistência.
Limpeza
• Certifique-se de que as ranhuras de ventilação estão livres de poeiras e sujidade. Use um
pano suave humedecido com uma solução de água e sabão para remover a sujidade mais
entranhada. Não use quaisquer solventes como petróleo, álcool ou amoníaco, etc.
• Certifique-se de que o suporte do eléctrodo e o terminal de terra permanecem livres de
corrosão de modo que possam continuar a fazer bom contacto eléctrico.
• Verifique regularmente se os cabos da peça a trabalhar e da máquina de soldar estão
firmemente ligados nas suas ligações.
Falha
• A máquina de soldar não está a funcionar
• O eléctrodo continua a “colar” à peça a
trabalhar
• O eléctrodo está laranja-avermelhado
• O eléctrodo salpica excessivamente e
faz bastante ruído durante a soldadura
• A máquina está quente demais, a
lâmpada indicadora está acesa
Causa/solução
• O terminal de terra não tem bom
contacto com a peça a trabalhar
• O eléctrodo não está correctamente
posicionado no seu suporte
• Segurança térmica desligada
• Fusível defeituoso (na caixa do
contador)
• O cabo está partido
• O interruptor está defeituoso/contacte o
seu representante.
• Use o tipo de eléctrodo correcto
(universal)
• A intensidade da corrente está baixa
demais/rode o botão 3 para a direita
• A intensidade da corrente está alta
demais para este tipo de eléctrodo/rode
o botão 3 para a esquerda
• A intensidade da corrente está alta
demais/rode o botão 3 para a esquerda
• As ranhuras de ventilação estão
bloqueadas/limpe-as com um pano
seco, espere alguns minutos até que a
lâmpada se volte a apagar
Ferm
74
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 48

Ferm 73
GB
D
NL
F
E
P
I
S
FIN
N
DK
• Depois de criar o arco de soldadura, tente imediatamente manter a distância igual entre a
ponta do eléctrodo e a peça a trabalhar. Mantenha esta distância igual para o diâmetro do
eléctrodo. Mantenha esta distância o mais constante possível durante a soldadura.
• Mova o eléctrodo num movimento de puxar gradual sobre a peça a trabalhar.
• Mantenha o ângulo entre o eléctrodo e a peça a trabalhar entre 60° e 70° na direcção do
movimento.
• Quando a junta soldada tiver sido feita, parta o arco de soldadura retirando o eléctrodo da
peça a trabalhar.
• Desligue a máquina de soldar.
Atenção. Se deixar a máquina de soldar ligada, existe uma grande probabilidade
do eléctrodo fazer contacto (através da bancada de trabalho) com o fio de terra e
começar espontaneamente a soldar.
• Retire a escória da junta soldada com um martelo picador.
Tenha cuidado com as partículas de metal quentes que possam ser projectadas.
Use sempre óculos de protecção.
• Nunca solde sobre resíduos de escória: a escória forma uma camada de sujidade e de
isolamento, o que resulta num enfraquecimento da soldadura (designado como inclusão
de escória).
• Limpe a soldadura escovando-a com uma escova de arame.
Atenção. A peça a trabalhar continua a uma temperatura muito elevada. Não deixe
a peça quente sozinha.
Lâmpada indicadora de temperatura
Fig.1
Quando a temperatura da máquina de soldar ficar demasiado elevada, o termóstato
incorporado desligará (a luz indicadora acende). O ventilador incorporado arrefece a máquina.
Depois de arrefecer, a lâmpada apaga-se novamente. De preferência, dê tempo suficiente
para que a máquina arrefeça; com soldadura intensa é bastante provável que a segurança
térmica dispare novamente após alguns minutos.
5. SERVIÇO E MANUTENÇÃO
Certifique-se que a máquina não está sob tensão sempre que levar a cabo os trabalhos
de manutenção no motor.
As máquinas foram concebidas para operar durante de um período de tempo prolongado com
um mínimo de manutenção. A continuidade do funcionamento satisfatório da máquina
depende da adequada manutenção da máquina e da sua limpeza regular.
Prenez garde aux particules de métal brûlant qui peuvent sauter. Portez toujours
des lunettes de protection.
• Ne soudez jamais par-dessus un dépôt de scorie: la scorie crée une couche isolante
souillée (inclusion) qui affaiblit la soudure.
• Nettoyez la soudure au moyen de la brosse métallique.
Attention: la pièce est encore à une température extrêmement élevée. Ne laissez
pas la pièce brûlante sans surveillance.
Témoin lumineux de la température
Fig. 1
Si la température de la machine à souder monte trop haut, le thermostat l'arrête (et le témoin
lumineux s'allume). Le ventilateur s'enclenche pour refroidir l'appareil. Une fois l'appareil
suffisamment refroidi, le témoin s'éteint.
Il est préférable de laisser à l'appareil le temps de bien se refroidir. Lors d'un usage intensif, la
protection thermique risque de l'arrêter à nouveau au bout de quelques minutes.
5. SERVICE EN ENTRETIEN
Assurez-vous que la machine n’est pas sous tension si vous allez procéder à des
travaux d’entretien dans son système mécanique.
Les machines ont été conçues pour fonctionner longtemps sans problème avec un minimum
d’entretien. En nettoyant régulièrement et correctement la machine, vous contribuerez à une
longue durée de vie de votre machine.
Pannes
Si la machine ne fonctionnait pas correctement, un certain nombre de causes potentielles, ainsi
que leurs solutions correspondantes, sont données ci-après :
Ferm
48
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 49

Ferm 49
GB
D
NL
F
E
P
I
S
FIN
N
DK
Les réparations et l'entretien ne doivent être effectués que par un technicien qualifié
ou une entreprise spécialisée dans l'entretien.
Nettoyage
• Les ouvertures de ventilation doivent être propres, sans poussière ni autre crasse. Pour
nettoyer les taches rebelles, utilisez un chiffon doux et de l'eau savonneuse. N'utilisez pas
de solvants tels que le pétrole, l'alcool, l'ammoniaque etc.
• Le porte-électrode et la pince de terre doivent être propres et sans rouille pour assurer un
bon contact électrique.
• Contrôlez régulièrement que les câbles de soudure et de pièce sont bien solidement
connectés.
Lubrification
Cette machine ne nécessite pas de graissage supplémentaire.
Problème
• La machine à souder ne fonctionne pas
• L'électrode se soude à la pièce travaillée
• L'électrode est au rouge-orange
• L'électrode grésille et fait beaucoup de
bruit pendant la soudure
Cause / remède
• Le témoin indique que l'appareil
surchauffe
• Le câble de terre est mal branché sur la
pièce à travailler
• L'électrode est mal placée dans le porteélectrode
• La protection thermique a coupé
l'appareil
• Un fusible a sauté (sur le réseau)
• Le câble est interrompu
• L'interrupteur est défectueux / Veuillez
contacter votre revendeur
• Utilisez le type d'électrode correct
(universelle)
•Le courant n'est pas assez fort / tournez le
bouton 3 vers la droite
• Le courant est trop fort pour ce type
d'électrode / tournez le bouton 3 vers la
gauche
• Le courant est trop fort / tournez le bouton
3 vers la gauche.
• Les ouvertures de ventilation sont
bloquées / nettoyez-les avec un chiffon
propre et attendez quelques minutes que
le témoin s'éteigne
durante o processo de soldadura. Isto também reduz a inalação de fumos de soldadura.
Os raios ultravioleta invisíveis causam a cegueira do soldador. Este efeito pode acontecer em
qualquer exposição aos raios mesmo que olhe apenas alguns segundos para o arco eléctrico.
Evite os efeitos desta radiação e de temperaturas elevadas na face e noutras partes do corpo
expostas, tais como: pescoço e braços.
Proteja-se contra os efeitos perigosos do arco eléctrico e mantenha as pessoas não afectas à
função a, pelo menos, 15 m de distância do arco eléctrico.
Mesmo as pessoas ou ajudantes, que se encontrem próximo do arco eléctrico, devem
conhecer os perigos e estar equipados com os meios de protecção necessários. Se
necessário, colocar painéis de protecção.
e. Ambiente de trabalho
• Assegure um ambiente de trabalho bem ventilado. Quando está a soldar são libertados
gases que são um perigo para a sua saúde.
• Retire todos os objectos inflamáveis do local de trabalho. A soldagem provoca faíscas e
metal quente.
• Certifique-se de que existe água de arrefecimento junto do local de trabalho. Não deixe
peças (quentes) acabadas de soldar sozinhas no local de trabalho. Arrefeça a peça antes
de deixar o local de trabalho.
Protecção contra irradiação e queimaduras
• No local de trabalho colocar placas com o aviso “Cuidado! Não olhar para a chama!” de
forma a chamar a atenção para os riscos oculares. Os locais de trabalho devem ser
resguardados o melhor possível, de forma que as pessoas que se encontrem próximo
também estejam protegidas. As pessoas não autorizadas devem manter-se afastadas dos
trabalhos de soldadura.
• Na proximidade directa dos locais de trabalho fixos, as paredes não devem ser claras nem
brilhantes. As janelas devem estar protegidas até, pelo menos, à altura da cabeça contra
os salpicos da irradiação, p. ex. mediante uma pintura adequada.
Colocar em funcionamento
Fig. 3
Dica: Antes de começar a soldar peças difíceis é melhor primeiro tentar soldar numa peça de
teste.
• Assegure uma peça a trabalhar limpa: retire quaisquer resíduos de ferrugem, lubrificante e
tinta.
• Regule a intensidade de corrente necessária utilizando o botão na parte da frente da
máquina de soldar. A escolha da intensidade de corrente depende da peça a trabalhar e do
tipo de eléctrodo usado.
• Coloque a parte do eléctrodo sem revestimento no suporte do eléctrodo e ligue o terminal
de terra à peça a trabalhar.
• Ligue a máquina de soldar no interruptor principal.
• Mantenha a máscara de soldar na frente da sua face e mova a ponta do eléctrodo sobre a
peça a trabalhar como se estivesse a riscar um fósforo. Esta é a melhor maneira para
iniciar o arco de soldadura. Não bata com o eléctrodo contra a peça a trabalhar. Isto
danificará o eléctrodo e impedirá a criação do arco de soldadura.
Ferm
72
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 50

Ferm 71
GB
D
NL
F
E
P
I
S
FIN
N
DK
b. O eléctrodo
c. Vestuário de protecção
d. Protecção facial
e. Ambiente de trabalho
a. Informação geral acerca da soldadura por arco eléctrico
A temperatura do arco vai até cerca de 7000° Celsius, deste modo a ponta do eléctrodo e a
peça a trabalhar fundem-se. Quanto mais tempo o arco for mantido, mais o eléctrodo fundirá e
fornecerá o material de soldagem às peças a serem unidas. A distância entre o eléctrodo e a
peça a trabalhar deve ser a mais curta possível (aprox. 1,5 - 4 mm) dependendo do diâmetro e
do tipo de eléctrodo. A corrente necessária para soldar é fornecida pela máquina de soldar. A
potência necessária fornecida pela máquina de soldar depende do trabalho a ser feito.
Certifique-se de que os eléctrodos estão completamente secos, isto porque os eléctrodos
húmidos causam problemas. Se o eléctrodo se colar à peça a trabalhar durante a soldagem a
intensidade da corrente é regulada para muito baixa.
b. O eléctrodo
• O eléctrodo consiste num núcleo metálico fechado por um revestimento. O revestimento
tem como objectivo principal proteger o banho de solda e as gotas daí resultantes contra
oxigénio e nitrogénio no ar envolvente. O eléctrodo funde-se durante a soldagem. Uma
parte do revestimento evapora e forma-se uma protecção gasosa.
Uma parte do revestimento bóia no banho de solda (é mais leve do que o aço) e também
protege o arrefecimento da solda. Depois do arrefecimento este revestimento torna-se
numa escória sólida mas fácil de remover da junta soldada.
• Manuseie os eléctrodos com cuidado para que o revestimento não se parta. Certifique-se
de que os eléctrodos estão bem secos, por isso guarde-os num local onde não haja
humidade.
• Para fazer uma junta soldada boa e forte é de grande importância usar o eléctrodo
correcto. Um eléctrodo universal será em muitos casos adequado para o seu trabalho. A
embalagem do eléctrodo menciona em que posições a soldadura deve ser feita com os
respectivos eléctrodos (por cima da cabeça, para baixo, etc., tendo em conta a velocidade
de fusão do eléctrodo). Estão disponíveis no mercado eléctrodos vendidos em separado
para soldar tipos de aço inoxidável e ferro fundido. Consulte o seu representante acerca da
aquisição do eléctrodo correcto.
c. Vestuário de protecção
Use vestuário que lhe cubra todo o corpo, de modo que a possibilidade de queimar a pele por
raios ultravioleta ou por salpicos de metal seja minimizada.
De preferência, use vestuário de algodão em todo o corpo, luvas de soldar e calçado de protecção.
Tenha cuidado para que os salpicos de solda não lhe atinjam as luvas e os sapatos.
Um avental de soldar (cabedal) evita que as faíscas queimem o vestuário de soldar.
d. Protecção facial
Fig. 2
Use uma boa máscara de soldar com vidro de soldar (escuro) e vidro de protecção. Verifique se os
dois vidros estão correctamente encaixados (bem fixos e não permitindo a entrada de luz solar).
A máscara de soldar protege o soldador contra radiação, calor e salpicos de solda libertados
Dysfunctionnements
Veuillez vous adresser au centre de service indiqué sur la carte de garantie en cas d'un
dysfonctionnement, par exemple après l'usure d'une pièce. Vous trouverez, à la fin de ce
manuel, un schéma avec toutes les pièces que vous pouvez commander.
Environnement
Pour éviter les dommages liés au transport, la machine est livré dans un emballage robuste.
L’emballage est autant que possible constitué de matériau recyclable. Veuillez par conséquent
destiner cet emballage au recyclage.
Tout équipement électronique ou électrique défectueux dont vous vous seriez
débarrassé doit être déposé aux points de recyclage appropriés.
Garantie
Pour les conditions de garantie, lisez le certificat de garantie joint à part.
CE DÉCLARATION DE CONFORMITÉ (F)
Nous déclarons sous notre seule responsabilité que ce produit est conforme aux normes
standard et aux documents normalisés suivants:
EN60974-1, EN60974-6, EN60974-10
conforme aux réglementations:
2006/95/EC, 2004/108/EC
dès 01-05-2006
ZWOLLE NL
J.A. Bakker - van Ingen
CEO Ferm BV
C’est notre politique d’améliorer continuellement nos produits et par conséquent de réserver le
droit de changer les instructions des produits sans un avis antérieur.
Ferm BV • Lingenstraat 6 • 8028 PM Zwolle • Hollande
Ferm
50
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 51

Ferm 51
GB
D
NL
F
E
P
I
S
FIN
N
DK
EQUIPO DE SOLDADURA FWM-45/140
Los números que se indican en el siguiente texto hacen referencia a las figuras
contenidas en las páginas 2
Para su propia seguridad y la de otras personas, le recomendamos leer atenta men te
estas instrucciones de uso antes de poner en funcionamiento el aparato. Conserve
este manual del usuario y la demás documentación junto con la herramienta.
Introducción
El proceso de soldadura por fusión se emplea con el fin de derretir el material de la pieza de
trabajo por efectos de aplicación de calor. En la soldadura por arco eléctrico se utiliza, además,
un material fundente (electrodos). La soldadura se produce tras la solidificación del material.
El calor requerido para el proceso se obtiene manteniendo un arco eléctrico entre el electrodo y
la pieza de trabajo. El proceso de soldadura requiere de una corriente alta (45-140 A) con un
voltaje relativamente bajo (10–48 V). Un transformador instalado en el equipo de soldadura se
encarga de reducir la tensión de la red (230 V).
¡Este aparato no es adecuado para uso industrial!
Contenidos:
1. Datos técnicos
2. Normas de seguridad
3. Montaje de los accessorios
4. Funcionamiento
5. Servicio y mantenimiento
1. DATOS TÉCNICOS
Características técnicas
Contenido del embalaje
1 Equipo de soldadura
1 Máscara de soldar
Voltaje
Frecuencia
Factor de potencia
Voltaje de ignición
Factor de potencia
Diámetro del electrodo
Peso
Dimensiones
Protección térmica
Cable de alimentación
Cable de soldadura
230 V ~
50 Hz
45-140 A
≤ 48 V
0.57
1.6 - 3.2 mm
16.19 kg
350 x 220 x 170 mm
95 ºC (± 5 ºC)
H07RN-F3 x 1.5 mm
2
H01N2-D1 x 10 mm
2
Instalação da máquina
• Instale a máquina de soldar num espaço limpo e seco (livre de pó de ferro, poeiras e tinta).
• Coloque a máquina de soldar numa superfície firme e plana e pelo menos a 20 cm da
parede.
• Proteja a máquina de soldar contra chuva e luz do sol forte.
A máscara de soldar
Fig. 2
• Deslize o manípulo na máscara de soldar até que este bloqueie.
• Coloque o vidro claro (vidro de protecção) em frente ao vidro escuro de soldar. Deslize os
dois vidros em frente da abertura.
• Certifique-se de que os vidros são posicionados de modo que não possa agora entrar luz
(prejudicial) pela abertura.
• Substitua o vidro de protecção claro quando a visão da peça a trabalhar se tornar
insuficiente durante a soldagem. Substituir o vidro de soldagem escuro é
consideravelmente mais dispendioso do que substituir o vidro de protecção claro.
Encaixar novos eléctrodos
O eléctrodo consiste num núcleo metálico fechado por um revestimento. Numa ponta do
eléctrodo o núcleo não está coberto pelo revestimento.
• Prima a alavanca do suporte do eléctrodo contra a mola.
• Coloque um eléctrodo com ponta sem revestimento (± 2 cm) no suporte do eléctrodo.
Certifique-se de que a parte não revestida faz bom contacto com a parte metálica do
suporte do el0éctrodo (eléctrodo não empurrado para muito longe no suporte do
eléctrodo)
• Liberte a alavanca da pega. O eléctrodo está agora fixo.
Atenção! Não permita que o eléctrodo gaste até comprimentos inferiores a ± 5 cm
devido ao sobreaquecimento e/ou deformação do suporte do eléctrodo. O
eléctrodo derretido até ao fim será então difícil de remover.
Retirar eléctrodos usados
Prima a pega do suporte do eléctrodo contra a mola de modo que o eléctrodo gasto possa cair
do suporte.
Atenção! Não retire o eléctrodo do suporte com a mão. O eléctrodo está muito
quente!
Atenção! Veja onde os desperdícios do eléctrodo caem para evitar o perigo de
incêndio e possíveis danos físicos.
4. OPERAÇÃO
Antes de utilizar
a. Informação geral acerca da soldadura por arco eléctrico
Ferm
70
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 52

Ferm 69
GB
D
NL
F
E
P
I
S
FIN
N
DK
fusível (fusíveis ou interruptores automáticos) até um máx. de 16A (tipos e dados técnicos:
RT14-20, Ø 10 x 38, AC 400 V 16A. IEC 60269. Accionar fusível de acção retardada.
Fabricante: Chint). Fusíveis mais potentes podem provocar a combustão dos cabos ou
danos no edifício devido a incêndio.
Segurança eléctrica
Desligue imediatamente a máquina se:
• Houver um defeito na ficha, cabo de alimentação ou se o cabo estiver
danificado.
• O interruptor estiver defeituoso.
• Vir fumo ou lhe cheirar a isolamento queimado.
Aviso! Dependendo das condições de fornecimento de electricidade no ponto de
ligação, a fonte de energia para soldar pode causar interferência no fornecimento
de electricidade a outros. Se houver alguma dúvida acerca desta questão,
aconselhe-se na empresa de electricidade.
• Certifique-se de que as ligações da máquina de soldar e dos cabos eléctricos estão
correctamente feitas. Qualquer possibilidade de choque eléctrico pode colocar a vida em
perigo.
• Certifique-se sempre de que as ligações estão bem feitas, tanto para o suporte do
eléctrodo como para o terminal de terra.
• Não permita que os cabos eléctricos sejam danificados ao puxar por eles. Desligue os
cabos antes de deslocar a máquina de soldar.
• Evite o contacto com a parte condutora de electricidade da máquina de soldar, do suporte
do eléctrodo e do terminal de terra.
• Verifique sempre se a voltagem da rede eléctrica corresponde ao valor indicado na chapa
de tipo da máquina.
• Com a substituição de cabos ou fichas: Desfaça-se imediatamente de fichas ou cabos
velhos assim que estes tenham sido substituídos por novos. É perigoso introduzir uma
ficha de cabo solta numa tomada.
• Para todas as máquinas de soldar que funcionem a 230 Volts use pelo menos fusíveis de
16 Amperes
• Quando forem utilizados cabos de prolongamento:
• Use apenas um cabo de prolongamento aprovado que seja adequado para a potência da
máquina.
• Os condutores têm que ter um diâmetro de pelo menos 1,5 mm
2
. Desenrole
completamente o cabo se o cabo de prolongamento estiver num enrolador.
• Os trabalhos no lado da tensão de rede, p. ex. em cabos, fichas, tomadas etc. só devem ser
efectuados por um electricista.
3. ACESSÓRIOS DE MONTAGEM
Certifique-se de que a ficha foi retirada da tomada durante a montagem de
acessórios.
1 Cepillo de alambre/martillo desincrustador
1 Manual del usuario
1 Cuaderno con las normas de seguridad
1 Tarjeta de garantía
Revise la máquina, las piezas sueltas y los accesorios asegurándose de que no hayan sufrido
daños durante el transporte.
Partes del producto
Fig. 1
1. Piloto luminoso indicador de la temperatura
2. Interruptor de Encendido/Apagado
3. Botón giratorio para ajustar la intensidad de la corriente
4. Cable de soldadura con portaelectrodo
5. Cable de masa con pinza de sujeción
6. Apoyos de caucho
7. Empuñadura
8. Ranuras de ventilación
9. Cepillo de alambre/martillo desincrustador
10. Máscara de soldar
11. Electrodos
Cuadro: instalación y uso
Ø Electrodo (mm) Intensidad de corriente (A) Apto, entre otros, para:
1.6 45-55 Diámetro del material≤ 2 mm
Reparación de motos y bicicletas
2 50-75 Diámetro del material 2-3 mm
Reparación de murales
2.5 70-100 Diámetro del material 4-5 mm
Cercas y juegos de jardín
3.2 95-150 Diámetro del material 6-7 mm
Cochera, garaje
4 130-220 Diámetro del material 8-12 mm
Construcción (pesado)
5 190-250 Diámetro del materia≥ 12 mm
Construcción (muy pesado)
Ferm
52
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 53

Ferm 53
GB
D
NL
F
E
P
I
S
FIN
N
DK
2. NORMAS DE SEGURIDAD
Explicación de los símbolos
Lea las instrucciones atentamente.
Conforme a los estándares europeos CE aplicables en materia de seguridad.
Indica peligro de accidente, de muerte o riesgo de provocar averías en el aparato
en caso de no seguir las instrucciones de este manual.
Indica el peligro de sufrir descargas eléctricas.
Desconecte inmediatamente la toma de corriente en caso de que se dañe el cable
de potencia y durante el proceso de mantenimiento.
Mantenga a los presentes a una distancia prudencial de la zona de trabajo.
Proteja contra la lluvia.
Lleve guantes de seguridad.
Lleve protectores para los ojos y los oídos.
Cualquier aparato eléctrico o electrónico desechado y/o defectuoso tiene que
depositarse en los lugares apropiados para ello.
Use siempre una máscara de soldar mientras está soldando
Use ropa de protección
Símbolo para fuentes de suministro de corriente a equipos de soldadura, aptas
para proveer electricidad en actividades de soldadura en ambientes con alto
riesgo de choques eléctricos.
Instruções de segurança gerais para máquinas de soldar
• O utilizador da máquina dever ter recebido instrução acerca da utilização e funcionamento
da máquina.
• Assegure um ambiente de trabalho bem iluminado e limpo.
• Desligue sempre a ficha da tomada antes de efectuar qualquer manutenção na máquina.
• Retire a ficha da tomada quando deixar a máquina.
• Não use a máquina antes de ter montado e instalado a máquina completamente como
descrito neste manual.
Instruções de segurança específicas para máquinas de soldar
• A soldagem provoca faíscas e metal quente. Não se esqueça que isto representa um peri go de incêndio e, por isso, retire todos os objectos inflamáveis do ambiente de trabalho.
• Assegure uma boa ventilação no ambiente de trabalho. Quando está a soldar são
libertados gases que são um perigo para a sua saúde.
• Não solde recipientes ou tubos que contenham ou tenham contido líquidos ou gases
inflamáveis (perigo de incêndio ou explosão).
• Não solde materiais que tenham sido limpos com líquidos altamente inflamáveis ou que
tenham superfícies pintadas (possibilidade de libertação de gases perigosos).
• Não trabalhe num ambiente húmido ou molhado e não solde à chuva.
• Proteja sempre os seus olhos com a máscara de soldar fornecida.
• Use luvas e vestuário de protecção que estejam secos e que não tenham óleo ou sujidade
entranhados.
• A escória a ser lascada está por vezes muito quente e pode causar graves lesões nos olhos
durante a remoção. Use sempre óculos e luvas de protecção.
• Os raios ultravioleta podem queimar a sua pele durante a soldagem. Por isso, use sempre
vestuário de protecção adequado.
• A sua máquina de soldar está protegida contra sobrecarga. Deste modo, a máquina de
soldar desliga automaticamente se sofrer uma sobrecarga. A máquina de soldar volta a
ligar automaticamente depois de ter arrefecido suficientemente.
• Durante a soldagem e o arrefecimento a sua peça a trabalhar pode deformar-se devido à
tensão. Tenha sempre isto em conta.
• Só devem ser utilizados os cabos de soldadura fornecidos (cabo de soldadura em
borracha Ø 10 mm
2
).
• Em compartimentos potencialmente inflamáveis ou explosivos, são válidas prescrições
especiais.
• Juntas soldadas, que estejam sujeitas a grande desgaste e tenham de cumprir
determinados requisitos de segurança, só devem ser efectuadas por soldadores
especialmente formados e certificados. Exemplos: recipientes de pressão, carris de
rolamento, acoplamentos de reboques etc.
• Atenção: ligue sempre o terminal de terra o mais próximo possível do local da soldadura,
de forma que a corrente de soldadura faça o caminho mais curto desde o eléctrodo até ao
terminal de terra. Nunca ligue o terminal de terra à caixa do aparelho de soldadura! Nunca
ligue o terminal de terra em partes ligadas à terra, que se encontrem afastadas da peça a
ser trabalhada, p. ex. um cano de água num outro canto do compartimento. Caso contrário,
o sistema de protecção da ligação à terra do compartimento onde estiver a soldar pode
ficar danificado.
• As protecções fusíveis das linhas adutoras para as tomadas de rede devem cumprir as
directivas (VDE 0100). Tomadas de contacto de protecção devem estar protegidas por
Ferm
68
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 54

Ferm 67
GB
D
NL
F
E
P
I
S
FIN
N
DK
Suporte do eléctrodo
Terminal de terra
Queda de voltagem
Transformador monofásico
Plugue ligado à terra dos canos principais
Diâmetro do électrodo
Fusível 16A
Norma para máquinas de soldar para soldadura por arco metálica manual com
funcionamento limitado.
Intensidade máxima da corrente primária em Amperes
Intensidade da corrente secundária em Amperes
Tempo de carregamento, tempo entre o reinício (ON - Em funcionamento) e a
conclusão (OFF - Fora de funcionamento) do dispositivo de corte térmico.
Tempo de reinício, tempo entre a conclusão (OFF – Fora de funcionamento) e o
reinício (ON - Em funcionamento) do dispositivo de corte térmico.
Classe de protecção. Protecção contra penetração de objectos até 12 mm e contra
a queda de gotas de água na perpendicular. Paragem com controlo de água.
Classe de isolamento
Voltagem em aberto em Volts
Voltagem da rede eléctrica em Volts
U
1
U
0
r
(S)
H
IP21S
I
2
I
1
EN60974-6
Norma relativa a los aparatos para soldadura manual por arco, de uso limitado.
Portaelectrodo
Terminal de tierra
Caída de voltaje
Transformador monofásico
Enchufe con conexión a tierra
Diámetro del electrodo
Fusible 16A
Intensidad máxima de la corriente primaria en Amperios
Intensidad de la corriente secundaria en Amperios
Tiempo de carga, el tiempo que se tarda entre el restablecimiento (operación
ENCENDIDO) y el establecimiento (operación APAGADO) del aparato regulador
termal.
Tiempo de restablecimiento, el tiempo que se tarda entre el establecimiento
(operación APAGADO) y el restablecimiento (operación ENCENDIDO) del
aparato regulador termal.
Grado de protección. Sellada contra la penetración de objetos hasta 12 mm y
contra el goteo perpendicular de agua. Obstrucción con control de agua.
Grado de aislamiento
Voltaje abierto en Voltios
U
0
r
(S)
H
IP21S
I
2
I
1
EN60974-6
Ferm
54
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 55

Ferm 55
GB
D
NL
F
E
P
I
S
FIN
N
DK
Tensión de red en Voltios
Instrucciones generales de seguridad para equipos de soldadura
• El operario del equipo deberá haber recibido instrucción en el uso y manejo del mismo.
• Asegúrese de que el lugar de trabajo esté ordenado y disponga de la suficiente iluminación.
• Siempre que vaya a hacer mantenimiento al equipo desconecte el cable de alimentación
de la toma de corriente.
• Retire el enchufe de la toma de corriente cuando vaya a dejar desatendido equipo.
• No use el equipo hasta haberlo ensamblado e instalado completamente según las
instrucciones descritas en el manual.
Instrucciones específicas de seguridad para equipos de soldadura
• Durante el proceso de soldadura se liberan chispas y metales calientes. No olvide el riesgo
de incendio. Retire todos los objetos inflamables del área de trabajo.
• Asegúrese de que el lugar de trabajo dispone de suficiente ventilación. Durante el proceso
de soldadura se liberan gases tóxicos, perjudiciales para la salud.
• No suelde envases ni tubos que contengan o que hayan contenido líquidos o gases
inflamables (peligro de incendio o explosión).
• No suelde materiales que hayan sido limpiados con líquidos altamente inflamables o que
tengan superficies pintadas (riesgo de liberación de gases tóxicos).
• No trabaje en ambientes húmedos o mojados, ni suelde bajo la lluvia.
• Proteja siempre sus ojos con la máscara de soldar que se suministra con el equipo.
• Use guantes y ropa de protección seca, limpia y libre de manchas de aceite o de grasa.
• La escoria que se forma al soldar alcanza a menudo altas temperaturas y puede causar
lesiones graves en los ojos al retirarla. Use siempre anteojos de seguridad y guantes.
• Los rayos ultravioleta pueden quemar la piel durante el proceso de soldadura. Por tal
motivo use siempre la ropa de protección adecuada.
• El equipo de soldadura está protegido contra sobrecarga. Por eso, al producirse éste se
apaga automáticamente. El equipo de soldadura se enciende de nuevo en forma
automática después de haberse enfriado lo suficiente.
• Durante la soldadura y el enfriamiento, la pieza de trabajo puede deformarse debido a la
fatiga del material. Tenga siempre en cuenta este aspecto
• Solamente se deben utilizar los cables de soldadura (cables de soldadura bajo goma Ø 10
mm
2
) suministrados con el equipo.
• En espacios en los que haya peligro de incendio o explosión, se deben tomar medidas
especiales.
• Las uniones por soldadura que vayan a estar sometidas a grandes esfuerzos y deban
cumplir determinados requisitos de seguridad solamente podrán ser efectuadas por
soldadores autentificados con formación especializada.
Algunos ejemplos son: calderas de presión, carriles de rodadura, enganches para
remolque, etc.
• Atención: conecte la toma a tierra siempre tan cerca del punto de soldadura como sea
posible, de tal modo que la corriente de soldadura pueda realizar el recorrido más corto
posible desde el electrodo hasta la puesta a tierra.
¡No conecte nunca la toma a tierra a la carcasa del equipo de soldadura! No conecte nunca
la conexión a tierra a elementos con toma a tierra que estén alejados de la pieza, como una
U
1
2. INSTRUÇÕES DE SEGURANÇA
Explicação de símbolos
Leia cuidadosamente as instruções.
Em conformidade com as normas de segurança essenciais aplicáveis das
directivas europeias.
Indica o risco de ferimentos, perda de vida ou danos na ferramenta,
se não seguir as instruções deste manual.
Indica o perigo de choque eléctrico.
Desligue imediatamente a ficha da corrente eléctrica caso o fio de alimentação
esteja danificado durante as tarefas de manutenção.
Mantenha as pessoas à distância.
Proteja de encontro à chuva.
Utilize protecção visual e auditiva.
Use luvas de protecção.
Os aparelhos eléctricos ou electrónicos avariados e/ou eliminados têm de ser
recolhidos nos pontos de reciclagem adequados.
Use sempre uma máscara de soldadura enquanto soldar.
Use roupa de protecção
Símbolo de fonte de energia para soldar adequada para operações de soldadura
num ambiente com perigo acrescido de choque eléctrico.
Ferm
66
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 56

Ferm 65
GB
D
NL
F
E
P
I
S
FIN
N
DK
1 Máscara de soldar
1 Escova de arame/martelo picador
1 Manual do Utilizador
1 Instruções de segurança
1 Postal de garantia
Inspeccione a máquina, as peças soltas e os acessórios quanto a danos de transporte.
Características
Fig. 1
1. Lâmpada indicadora de temperatura
2. Interruptor Ligar/Desligar
3. Botão rotativo para regular a intensidade da corrente
4. Cabo de soldagem com suporte do eléctrodo
5. Fio de terra com fixação
6. Tampa de borracha
7. Pega
8. Ranhuras de ventilação
9. Escova de arame/martelo picador
10. Máscara de soldar
11. Eléctrodos
Tabela: regular e usar
Ø Eléctrodo (mm) Intensidade da corrente (A)Adequado para, entre outros:
1,6 45-55 Espessura do material ≤ 2 mm
Reparação de motorizadas/bicicletas
2 50-75 Espessura do material 2-3 mm
Reparação de estantes
2,5 70-100 Espessura do material 4-5 mm
Vedações de jardim, brinquedos de
jardim
3,2 95-150 Espessura do material 6-7 mm
Abrigo, garagem
4 130-220 Espessura do material 8-12 mm
Construção (pesada)
5 190-250 Espessura do material ≥ 12 mm
Construção (muito pesada)
cañería que esté en el otro lado de la estancia. De lo contrario, podría dañarse el cableado
de protección de la estancia en que esté realizando las soldaduras.
• Los fusibles de las conexiones con las tomas de red deben cumplir los requisitos (VDE
0100). Las tomas de seguridad con toma a tierra sólo pueden tener un fusible máximo de
16A (fusibles o interruptores de seguridad; tipos y datos técnicos:
RT14-20, Ø 10 x 38, AC 400 V 16A. IEC 60269. Desatar cargas. Fabricante: Chint). Un
fusible mayor puede provocar que se quemen los cables o que se produzca un incendio en
el edificio.
Seguridad eléctrica
Apague inmediatamente el equipo si:
• El enchufe o el cable de alimentación están dañados o defectuosos.
• El interruptor está dañado.
• Si observa humo o huele a material aislante quemado.
¡Advertencia! Dependiendo de las condiciones de la red de suministro de fluido
eléctrico en el punto de conexión, la fuente de suministro de corriente al equipo de
soldadura puede interferir con el suministro de electricidad a otros usuarios. Si
tiene dudas al respecto, solicite información a la empresa de suministro eléctrico
local.
• Verifique que las conexiones del equipo de soldadura y de los cables eléctricos se han
llevado a cabo correctamente. Todo riesgo de choques eléctricos puede ser mortal.
• Verifique siempre que las conexiones están correctas, tanto la del portaelectrodo como la
del terminal de tierra.
• No tire de los cables para evitar que se dañen. Desconecte los cables antes de desplazar el
equipo de soldadura de un lado a otro.
• Evite el contacto con las partes del equipo de soldadura que transportan corriente, el
portaelectrodo y el terminal de tierra.
• Verifique siempre que el voltaje de alimentación corresponde con el valor indicado en la
placa del equipo.
• Cuando sustituya cables o enchufes: Tire inmediatamente todos los cables o enchufes
viejos cuando los haya sustituido por nuevos. Introducir la clavija de un cable suelto en una
toma de corriente es una acción peligrosa.
• Para todos los equipos de soldadura que funcionan a 230 voltios, use fusibles de un
mínimo de 16 amperios.
• Uso de cables de extensión: use únicamente los cables de extensión aprobados y aptos
para la potencia del equipo. El alma o núcleo debe tener un diámetro mínimo de 1,5 mm
2
.
Desenrolle completamente el cable si se encuentra enrollado en un carrete.
• Todas las tareas en los elementos bajo tensión como, cables, enchufes machos o hem bras, etc., deberán ser realizadas exclusivamente por personal electricista especializado.
Ferm
56
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 57

Ferm 57
GB
D
NL
F
E
P
I
S
FIN
N
DK
3. MONTAJE DE LOS ACCESORIOS
Asegúrese de desconectar el equipo de la toma de alimentación mientras instala
cualquier accesorio.
Instalación del equipo
• Instale el equipo de soldadura en un lugar seco y limpio (libre de polvillo de hierro, polvo y
pinturas).
• Coloque el equipo de soldadura sobre una superficie estable y llana, retirado como mínimo
20 cm de la pared.
• Proteja el equipo de soldadura de la lluvia y de los rayos directos del sol.
La máscara de soldar
Fig. 2
• Deslice la empuñadura de la máscara de soldar hasta que bloquee.
• Coloque el cristal transparente (cristal protector) delante del cristal de soldar oscuro.
Deslice ambos cristales en la parte delantera de la abertura.
• Asegúrese de que los cristales quedan instalados en forma tal que no pueda penetrar
ninguna luz (perjudicial) a través de la abertura.
• Sustituya el cristal de protección transparente cuando la visibilidad de la pieza de trabajo
sea insuficiente mientras está soldando. La sustitución del cristal de soldar oscuro es
considerablemente más costosa que la sustitución del cristal transparente de protección.
Instalación de electrodos nuevos
Un electrodo consiste en un alma de metal provista de un revestimiento. Por uno de los
extremos del electrodo el alma está descubierta.
• Presione la empuñadura del portaelectrodo contra el resorte.
• Coloque un electrodo con extremo no recubierto (± 2 cm) en el portaelectrodo. Asegúrese
de que la parte no recubierta hace buen contacto con la parte metálica del portaelectrodo
(no introduzca el electrodo demasiado profundo en el portaelectrodo).
• Suelte nuevamente la empuñadura. El electrodo ha quedado instalado.
¡Atención! No deje consumir el electrodo hasta longitudes inferiores a ± 5 cm; esto
causa recalentamiento y/o deformación del portaelectrodo. Por otro lado, será
difícil de retirar el electrodo quemado.
Extracción de electrodos usados
Presione la empuñadura contra el resorte de manera que el electrodo usado pueda liberarse
del portaelectrodo.
¡Atención! No extraiga el electrodo con la mano. ¡Este estará demasiado caliente!
MÁQUINA DE SOLDAR FWM-45/140
Os números no texto seguinte referem-se aos desenhos na página 2
Para a sua própria segurança e para a segurança dos outros, leia cuidadosamente
estas instruções antes de utilizar este aparelho. Vai ajudá-lo a compreender o
produto mais facilmente e a evitar riscos desnecessários. Guarde este manual de
instruções num local seguro para futuras utilizações.
Introdução
O processo de soldagem por fusão é utilizado para fundir o material da peça a trabalhar sob a
influência do calor fornecido. Com a soldadura por arco eléctrico também é utilizado material
de soldadura (eléctrodos). A solda é originada depois da solidificação.
O calor necessário é obtido mantendo um arco eléctrico entre o eléctrodo e a peça a trabalhar.
O processo de soldadura necessita de uma corrente forte (45-140 A) com uma voltagem
relativamente baixa (10–48 V) Um transformador na máquina de soldar assegura a redução da
voltagem da rede eléctrica (230 V).
O aparelho não foi concebido para o uso industrial.
Conteúdos
1. Dados da máquina
2. Instruções de segurança
3. Acessórios de montagem
4. Utilização
5. Serviço e manutenção
1. INFORMAÇÕES DA MÁQUINA
Especificações técnicas
Conteúdo da embalagem
1 Máquina de soldar
Voltagem
Frequência
Potência de soldagem
Voltagem de ignição
Potência
Espessura do eléctrodo
Peso
Dimensões
Protecção térmica
Cabo de alimentação
Cabo de soldagem
230 V ~
50 Hz
45-140 A
≤ 48 V
0.57
1.6 - 3.2 mm
16.19 kg
350 x 220 x 170 mm
95 ºC (± 5 ºC)
H07RN-F3 x 1.5 mm
2
H01N2-D1 x 10 mm
2
Ferm
64
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 58

Ferm 63
GB
D
NL
F
E
P
I
S
FIN
N
DK
CE DECLARACIÓN DE CONFORMIDAD (E)
Declaramos bajo nuestra exclusiva responsabilidad que este producto cumple con las
siguientes normas o documentos normalizados:
EN60974-1, EN60974-6, EN60974-10
de acuerdo con las directivas:
2006/95/EC, 2004/108/EC
a partir de 01-05-2006
ZWOLLE NL
J.A. Bakker - van Ingen
CEO Ferm BV
Es nuestra política mejorar continuamente nuestros productos y por tanto nos reservamos el
derecho a cambiar las características del producto sin previo aviso.
Ferm BV • Lingenstraat 6 • 8028 PM Zwolle • Holanda
¡Atención! Tenga cuidado con el lugar donde cae el electrodo; así evitará riesgos de
incendio y posibles lesiones.
4. FUNCIONAMIENTO
Antes de su utilización:
a. Información general sobre soldadura eléctrica por arco
b. El electrodo
c. Ropa de protección
d. Protección para el rostro
e. El lugar de trabajo
a. Información general sobre soldadura eléctrica por arco
La temperatura del arco alcanza unos 7.000° centígrados aproximadamente, permitiendo
fundir el extremo del electrodo y la pieza de trabajo. Mientras se mantenga el arco, se funde el
electrodo proporcionando la cantidad de material fundente para unir las partes. La distancia
entre el electrodo y la pieza de trabajo debe ser lo más corta posible (1,5 - 4 mm aprox.). Esto
depende del diámetro y del tipo del electrodo. La corriente necesaria para soldar es
suministrada por el equipo de soldadura. La potencia que requiere el equipo de soldadura
depende del tipo de trabajo que se va a ejecutar.
Asegúrese de que los electrodos están completamente secos; los electrodos húmedos
ocasionan problemas. Si durante el proceso de soldadura el electrodo se queda pegado a la
pieza de trabajo, es porque la intensidad de la corriente es demasiado baja.
b. El electrodo
• Un electrodo consiste en un alma de metal provista de un revestimiento. El revestimiento
tiene como función principal proteger del oxígeno y del nitrógeno contenidos en el aire
circundante el baño de fusión y la transferencia de las gotas de metal fundido. El electrodo
se funde durante el proceso de soldadura. Una parte del revestimiento se evapora creando
una pantalla protectora gaseosa. Otra parte del revestimiento flota por encima del baño de
fusión (es más liviano que el acero) protegiendo también el enfriamiento de la soldadura.
Después de enfriarse, el revestimiento queda como una capa de escoria sólida, de fácil
remoción, sobre el cordón de la soldadura.
• Manipule los electrodos cuidadosamente para que no se rompa el revestimiento.
Asegúrese de que los electrodos están completamente secos; para ello, almacénelos en
un lugar libre de humedad.
• Es de vital importancia emplear el electrodo correcto para obtener un cordón de soldadura
fuerte y de buena calidad. En muchos casos un electrodo universal será el más adecuado
para su trabajo. En el embalaje del electrodo se indica en qué posiciones se puede realizar
la soldadura con el electrodo correspondiente (por encima de la cabeza, hacia abajo, etc.
teniendo en cuenta la velocidad con que se funde el electrodo). Existen en el mercado
electrodos diseñados especialmente para soldar diferentes tipos de acero inoxidable o
hierro fundido. Consulte a su distribuidor para adquirir el electrodo correcto.
Ferm
58
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 59

Ferm 59
GB
D
NL
F
E
P
I
S
FIN
N
DK
c. Ropa de protección
Use ropa de protección que lo cubra completamente, reduciendo así el riesgo de quemaduras
de la piel por efectos de los rayos ultravioleta o de las partículas de metal. Use preferiblemente
monos de algodón, guantes para soldar y calzado de seguridad. Asegúrese de que las chispas
que produce la soldadura no van a parar entre sus guantes o entre sus zapatos.
Un delantal (de cuero), especial para soldar, evita que la ropa se queme a causa de las chispas
que libera la soldadura.
d. Protección para el rostro
Fig. 2
Use una buena máscara con cristal de soldar (oscuro) y cristal protector. Verifique que ambos
cristales están correctamente instalados (bien asegurados y no permiten el paso de la luz del
sol).
La máscara de soldar protege al soldador de la radiación, el calor y las chispas producidas
durante el proceso de soldadura. Asimismo, reduce el riesgo de inhalación de humos. Los
rayos invisibles ultravioleta ocasionan el llamado "resplandor del soldador". Esta quemadura
se origina tras mirar directamente el rayo eléctrico por unos cuantos segundos.
Evite exponer el rostro y otras partes del cuerpo como el cuello y los brazos a los efectos de esta
radiación y de las altas temperaturas.
Proteja contra los efectos peligrosos del arco y mantenga a las personas que no intervengan en
el trabajo a un mínimo de 15 m de distancia del arco.
El personal o los auxiliares que se encuentren también cerca del arco deberán estar
informados de los peligros y provistos de los protectores necesarios. Si fuera necesario, instale
pantallas protectoras.
e. El lugar de trabajo
• Asegúrese de tener una buena ventilación en la zona de trabajo. Durante el proceso de
soldadura se liberan gases tóxicos perjudiciales para la salud.
• Retire toda clase de objetos inflamables del área de trabajo. Durante el proceso de
soldadura se liberan chispas y metales calientes.
• Asegúrese de tener agua fría en inmediaciones del lugar de trabajo. No deje desatendida
ninguna pieza de trabajo (caliente) que haya acabado de soldar. Antes de abandonar el
lugar de trabajo, enfríe la pieza soldada.
Protección contra radiación y quemaduras
• Señalice, en el lugar de trabajo, el peligro de daño en los ojos mediante el mensaje:
“Precaución: No mire hacia la llama.” Los lugares de trabajo se deben aislar, en la medida
de lo posible, de modo que las personas que se encuentren cerca estén adecuadamente
protegidas. Se debe mantener alejados de las tareas de soldadura a todos los que no
estén implicados en ellas.
• En el entorno inmediato a lugares de trabajo fijos, las paredes no deben tener colores claros
ni ser brillantes. Las ventanas deben estar protegidas, al menos, hasta la altura de la cabeza
contra el paso o el reflejo de radiación, por ejemplo: mediante una pintura adecuada.
Utilización del equipo
Fig. 3
Consejo: Antes de empezar a soldar piezas difíciles, practique primero soldando piezas de
prueba.
Las reparaciones y trabajos de mantenimiento deben realizarlas técnicos
cualificados o una compañía de servicios.
Limpieza
• Asegúrese de que las ranuras de ventilación están libres de polvo y suciedad.
Para eliminar la mugre tenaz use un paño suave humedecido en agua jabonosa. No use
disolventes como gasolina, alcohol, amoníaco, etc.
• Asegúrese de que el portaelectrodo y el terminal de tierra permanezcan libres de óxido
para que puedan hacer buen contacto eléctrico.
• Revise regularmente que el cable de soldar y el de la pieza de trabajo estén bien
conectados en las clavijas.
Engrasado
El aparato no necesita ser engrasado.
Averías
Si se presenta una avería, por ejemplo, por el desgaste de una pieza, póngase en contacto con
el proveedor de servicios indicado en la tarjeta de garantía. En el dorso de este manual
encontrará un amplio resumen de las partes de recambio que se pueden ordenar.
Uso ecológico
Para prevenir los daños durante el transporte, el aparato ha sido embalado. Dicho embalaje
está hecho, en la medida de lo posible, de material reciclable. Le rogamos, por lo tanto, que
recicle dicho material.
Cualquier aparato eléctrico o electrónico desechado y/o defectuoso tiene que
depositarse en los lugares apropiados para ello.
Garantía
Lea atentamente las condiciones de garantía indicadas en la tarjeta de garantía que aparece
en este manual de instrucciones.
Ferm
62
GB
D
NL
F
E
P
I
S
FIN
N
DK
Page 60

Ferm 61
GB
D
NL
F
E
P
I
S
FIN
N
DK
5. SERVICIO Y MANTENIMIENTO
Antes de cualquier trabajo de mantenimiento o limpieza saque siempre el enchufe
de la caja de corriente (enchufe de pared). No utilice nunca agua u otros líquidos
para limpiar las partes eléctricas de su pulidora.
Los aparatos han sido diseñados para funcionar correctamente durante un largo periodo de
tiempo necesitando un mantenimiento mínimo. Manteniendo limpio el aparato y usándolo
correctamente, conseguirá alargar la vida útil de los aparatos.
Fallos
A continuación se indican varias posibles causas y soluciones si la máquina no funciona
correctamente.
Avería
• El equipo de soldadura no funciona.
• El electrodo se sigue pegando a la pieza
de trabajo.
• El electrodo está de color anaranjado.
• El electrodo salpica excesivamente y
hace mucho ruido durante el proceso de
soldadura.
• El equipo está demasiado caliente; el
piloto luminoso está encendido.
Causa/solución
• El terminal de tierra no está haciendo
buen contacto con la pieza de trabajo.
• El electrodo no está colocado en la
posición correcta en el portaelectrodo.
• El interruptor de corte por causas
térmicas está apagado.
• El fusible está quemado (en la caja del
contador).
• El cable está interrumpido.
• El interruptor está malo. Contacte a su
distribuidor.
• Use el tipo de electrodo correcto
(universal).
• La intensidad de la corriente es
demasiado baja/gire el botón 3 en la
dirección de las manecillas del reloj.
• La intensidad de la corriente es
demasiado alta para este tipo de
electrodo/gire el botón 3 en dirección
contraria a las manecillas del reloj.
• La intensidad de la corriente es
demasiado alta/gire el botón 3 en la
dirección contraria a las manecillas del
reloj.
• Las ranuras de ventilación están
bloqueadas. Límpielas con un paño
seco. Espere unos minutos hasta que se
apague de nuevo el piloto luminoso.
• Verifique que el lugar de trabajo está limpio: retire toda clase de residuos de óxido, grasa y
pintura.
• Ajuste la intensidad de la corriente haciendo uso del botón ubicado en la parte frontal del
equipo de soldadura. La elección de la intensidad de la corriente depende de la pieza a
soldar y del tipo de electrodo que vaya a utilizar.
• Coloque la parte del electrodo que no tiene recubrimiento en el portaelectrodo y conecte el
terminal de tierra a la pieza de trabajo.
• Encienda el equipo de soldadura haciendo uso del interruptor principal.
• Sostenga la máscara de soldar delante de la cara y deslice la punta del electrodo sobre la
pieza de trabajo como si fuese a rastrillar una cerilla. Esta es la mejor manera de iniciar el
arco de soldar. No golpee la pieza de trabajo con el electrodo. Esto dañará el electrodo
impidiendo la creación del arco de soldar.
• Inmediatamente se haya creado el arco de soldar, trate de mantener la misma distancia entre
la punta del electrodo y la pieza de trabajo. Esta distancia debe ser igual al diámetro del
electrodo. Mantenga esta distancia lo más constante posible durante el proceso de soldadura.
• Deslice el electrodo con un movimiento lento y gradual sobre la pieza de trabajo.
• Mantenga un ángulo de 60° o 70° en la dirección del movimiento entre el electrodo y la
pieza de trabajo.
• Cuando haya terminado el cordón de soldadura, rompa el arco retirando el electrodo de la
pieza de trabajo.
• Apague el equipo de soldadura.
¡Atención! Si deja encendido el equipo de soldadura, hay una alta posibilidad de
que el electrodo haga contacto (a través de la mesa de trabajo) con el cable de tierra
y se inicie el proceso espontáneamente.
• Retire la escoria del cordón de soldadura empleando un martillo desincrustador.
Tenga cuidado con las partes calientes que puedan desprenderse. Use siempre
anteojos de seguridad.
• No suelde nunca sobre residuos de escoria; ésta es una capa aislante y contaminada y, por
lo tanto, debilita la soldadura (llamada también inclusión de escoria).
• Limpie la soldadura utilizando un cepillo de alambre.
¡Atención! La pieza de trabajo aún tiene una alta temperatura. No la deje
desatendida.
Piloto luminoso indicador de la temperatura
Fig. 1
Cuando la temperatura del equipo de soldadura aumenta demasiado, el termostato
incorporado se apaga (la luz del piloto luminoso se enciende). El ventilador incorporado se
encarga de enfriar el equipo. Una vez alcanzado el nivel de enfriamiento correcto, el piloto se
apaga nuevamente. De preferencia, permita que el equipo se enfríe durante el tiempo
suficiente; cuando se está soldando en forma intensiva el riesgo es alto de que el interruptor de
corte vuelva a activarse tras unos cuantos minutos.
Ferm
60
GB
D
NL
F
E
P
I
S
FIN
N
DK
 Loading...
Loading...