


IT
WO1004
Aristot
Istruzioni per l’uso
Valid for program version 1.60444 405 079 IT 071107

1 INTRODUZIONE 4...................................................
1.1 Scelta della lingua 4.........................................................
1.2 Pannello di controllo 5.......................................................
2 INTERVALLO DI REGOLAZIONE 6....................................
3 PARAMETRI DI SALDATURA 7........................................
3.1 Settori 7...................................................................
3.2 Corrente di saldatura 8.......................................................
3.2.1 Corrente a impulsi/corrente continua 8.....................................
3.2.2 Impulsi speciali 9.......................................................
3.3 Avanzamento del filo 9.......................................................
3.4 Rotazione 10................................................................
3.5 Regolazione della tensione dell’arco (AVC) 10....................................
3.6 Pendolamento 11............................................................
3.7 Gas 12.....................................................................
3.8 Preriscaldamento 12..........................................................
3.9 Rampa 12...................................................................
4 STRUTTURA DEI MENU 13............................................
5MENU 14.............................................................
5.1 Area di saldatura 14..........................................................
5.1.1 Parametri 14............................................................
5.1.2 File manager 20.........................................................
5.1.3 Informazioni 22..........................................................
5.1.4 Informazioni giunto 22....................................................
5.1.5 Impostazioni 24.........................................................
5.1.6 Limiti 25................................................................
5.2 Area di disegno 26...........................................................
5.3 Impostazioni 26..............................................................
5.3.1 Aspetto 26..............................................................
5.3.2 Impostazioni utente 28...................................................
5.4 Login 29....................................................................
5.5 Libreria 30...................................................................
5.5.1 Programmi di saldatura 30................................................
5.5.2 Filtro di ricerca 31.......................................................
5.6 Modalità manuale 31..........................................................
5.6.1 Selezione motore 31.....................................................
5.6.2 Controllo valvole del gas 32...............................................
5.6.3 Avvia motore 32.........................................................
5.6.4 Simulazione pendolamento 33.............................................
5.7 Editor utensile 33.............................................................
5.7.1 Carica/salva 33..........................................................
5.7.2 Modifica impostazioni 35..................................................
5.7.3 Modifica dati motore 35...................................................
5.8 Registri 37..................................................................
5.8.1 Registro eventi 37.......................................................
5.8.2 Dati sulla qualità 39......................................................
5.9 Saldatura manuale 40.........................................................
5.10 Genera 43...................................................................
6 TERMINI TECNICI 45..................................................
Ci riserviamo il diritto di variare le specifiche senza preavviso.
TOCi
-- 2 --

NO.DICODICE 47.......................................................
Ci riserviamo il diritto di variare le specifiche senza preavviso.
TOCi
-- 3 --

IT
1 INTRODUZIONE
Questo manuale descrive come utilizzare un pannello di controllo. WO100
Per informazioni generali sul funzionamento, vedere il manuale di istruzioni del
generatore e dell’unità di controllo.
Il testo può essere visualizzato sul pannello nelle seguenti lingue: svedese,
norvegese, danese, finlandese, inglese, tedesco, francese, olandese, spagnolo,
italiano, portoghese, greco, polacco, ceco, ungherese, slovacco e russo.
4
1.1 Scelta della lingua
Quando si attiva la macchina per la prima volta, viene visualizzato quanto segue.
Al momento della consegna, il sistem a è impostato sulla lingua l’inglese. Per
selezionare la lingua preferita:
S Premere il tasto ”Menu”
per attivare il menu e
visualizzare le opzioni
disponibili a questo livello.
S Ruotare la m anopola finché
non viene evidenziato
”Setting”, quindi premere la
manopola.
S Viene evidenziato
”Appearance”, premere la
manopola.
S Viene evidenziato
”General”, premere la
manopola. Il campo
”Language” con la parola
”English” è incluso in un
riquadro. Ruotare la manopola per selezionare la lingua preferita.
S Attivare la lingua preferita premendo la manopola.
bi16d1ia
-- 4 --

IT
1.2 Pannello di controllo
1 Manopola
Per spostare, attivare e impostare i valori dei parametri.
Esistono tre funzioni della manopola:
S Ruotare a sinistra
S Ruotare a destra
S Premere la manopola, attivare
2Display
Sul display esistono quattro campi di
visualizzazione:
Campo di stato superiore (A)
Informazioni sul nome del programma
dell’area di saldatura, utente, tipo di
utensile collegato e dimensioni del
tubo.
Campo del menu principale (B)
Vari menu, vedere il capitolo 5
”Struttura dei menu”.
Campo di visualizzazione (C)
Per modificare i programmi di saldatura, salvare i programmi, le informazioni,
l’aspetto e così via.
Campo di stato
Mostra informazioni generali, messaggi di errore e dati di saldatura correnti
(posizione, tensione, corrente)
bi16d1ia
(D)
-- 5 --

IT
3 Arresto rapido/Riavvio
Arresto immediato del processo di saldatura. Il postflussaggio del gas
ha luogo secondo le informazioni dal settore finale.
Se si preme nuovamente il tasto, il riavvio inizia con i parametri dal
settore di avvio; il processo di saldatura continua dal punto del
programma di saldatura in cui si è verificata l’interruzione.
4 Freccia sinistra
Spostamento a sinistra nei menu e indietro ai menu principali
5 Freccia destra
Spostamento a destra nei menu e avanti nei menu principali
6 Menu principale
Spostamento sul campo del menu principale
2 INTERVALLO DI REGOLAZIONE
Parametro Intervallo di regolazione
Settore
Punti di interruzione
Gradi
Corrente di saldatura
Corrente di picco
Corrente di sfondo
Durata degli impulsi
Durata dello sfondo
Impulsi speciali
Avanzamento del filo
Velocità di avanzamento del filo di picco
Velocità di avanzamento del filo di sfondo
Rotazione
Velocità di rotazione
Direzione di rotazione
Rotazione a impulsi
AVC
Tensione di picco
Tensione di sfondo
Tempo di ritardo
1)
0--50
0.000 -- 9.999
0 -- 3599˚
3 -- 400 A
3 -- 400 A
0,01 -- 25 s
0,01 -- 25 s
Off e On
15 -- 250 cm/min
15 -- 250 cm/min
5 -- 100% della velocità massima dell’utensile di
saldatura
Avanti e indietro
0,05 -- 25 s
8--33V
8--33V
0,5 -- 6000 s
2)
2)
Pendolamento
Ampiezza di pendolamento
Velocità di pendolamento
Tempo di pausa (a destraeasinistra)
bi16d1ia
0--12mm(5mm)
2 -- 12 mm/s (5 mm/s)
0,1 -- 10 s (1 s)
-- 6 --

qualicorrente,velocitàdirotazione,velocitàd
i
parametridisaldaturadiverseasecondadell
e
int
titui
ilpun
tod
i
p
puntodiinterruzione0.000,0gradi,èil
inizi
i
l
IT
Parametro Intervallo di regolazione
Gas
Tempo di preflussaggio del gas di saldatura
Tempo di postflussaggio del gas di saldatura
Gas di avvio
Gas di protezione
Preriscaldamento
Tempo di preriscaldamento
Aumento progressivo
Tempo di aumento progressivo della corrente
Tempo di riduzione progressiva della corrente
1)
La corrente di saldatura massima per utensili di saldatura tubi raffreddati ad aria è di 100 A.
La corrente di saldatura massima per utensili di saldatura tubi raffreddati ad acqua è di 400 A.
Vedere anche il manuale di istruzioni per l’utensile di saldatura tubi interessato.
2)
Dipende dal generatore
0 -- 6000 s
0 -- 6000 s
0 -- 6000 s
0 -- 6000 s
0 -- 600 s
0,1 -- 25 s
0,1 -- 25 s
3 PARAMETRI DI SALDATURA
3.1 Settori
Un programma per la saldatura di tubi può essere diviso in diverse sezioni: settori.
Ogni settore corrisponde a una sezione della circonferenza del tubo. Il numero
massimo di settori per un programma è 50.
A un settore è possibile assegnare una serie di
valori propri per i vari parametri di saldatura
avanzamento del filo e così via. Ciò consente di
eseguire la saldatura utilizzando impostazioni di
varie sezioni del giunto del tubo.
La divisione in settori viene fatta indicando
vari punti di interruzione o gradi attorno
alla circonferenza del tubo. Ogni punto di
erruzioneogradocos
sce
inizio di un nuovo settore. Nella figura, il
unto di interruzione 0.000, 0gradi, è il
punto di inizio per il settore 1, il punto di
0.750 0.250
interruzione 0.250, 90 gradi è il punto di
o per
settore2ecosìvia.
Il generatore consente di saldare fino a 10
rotazioni nello stesso giunto di saldatura.
(L’utensile di saldatura può essere ruotato
10 volte attorno al tubo.)
Settore 4 Settore 1
Settore 3 Settore 2
0.000
Settore 4 Settore 1
Settore 3 Settore 2
0.500
ATTENZIONE! Un settore non può essere più piccolo di 1 0 millesimi, o 3,6 gradi, di
un giro.
bi16d1ia
-- 7 --

IT
S Giro 1 =
punti di interruzione 0.000 -- 0.999
0 -- 359 gradi
S Giro 3 =
punti di interruzione 2.000 -- 2.999
720 -- 1079 gradi
S Giro 5 =
punti di interruzione 4.000 -- 4.999
1440 -- 1799 gradi
S Giro 7 =
punti di interruzione 6.000 -- 6.999
2160 -- 2519 gradi
S Giro 9 =
punti di interruzione 8.000 -- 8.999
2880 -- 3239 gradi
S Giro 2 =
punti di interruzione 1.000 -- 1.999
360 -- 719 gradi
S Giro 4 =
punti di interruzione 3.000 -- 3.999
1080 -- 1439 gradi
S Giro 6 =
punti di interruzione 5.000 -- 5.999
1800 -- 2159 gradi
S Giro 8 =
punti di interruzione 7.000 -- 7.999
2520 -- 2879 gradi
S Giro 10 =
punti di interruzione 9.000 -- 9.999
3240 -- 3599 gradi
Per concludere un programma di saldatura, è indicato un cosiddetto settore finale.
Perché un settore venga considerato finale, è necessario che vengano rispettate le
due condizioni seguenti:
S Non deve esserci nessun settore successivo.
S Il valore della corrente di saldatura per il settore deve essere di 0 ampere.
3.2 Corrente di saldatura
Nel gruppo di parametri per la corrente di saldatura vi sono sei parametri:
S Corrente di picco
S Corrente di sfondo
S Durata degli impulsi
S Durata dello sfondo
S Impulsi speciali
S Aumento progressivo, vedere il punto 3.9.
Durata degli impulsi
Durata dello sfondo
Corrente di picco
Corrente di sfondo
Saldatura TIG con corrente a impulsi
La corrente di saldatura può essere a impulsi o continua (non pulsata).
3.2.1 Corrente a impulsi/corrente continua
Quando si salda utilizzando una cor rente a impulsi, è necessario assegnare un
valore a corrente di picco, corrente di sfondo, durata degli impulsi e durata
dello sfondo.
Quando si salda utilizzando una cor r ente continua, tuttavia, è necessario imme tter e
un valore solo per la corrente di picco. L’immissione di un valore per la corrente di
sfondo darà luogo a una corrente a impulsi.
bi16d1ia
-- 8 --

IT
La corrente di saldatura ( corrente a impulsi) può essere sincronizzata con il
movimento di pendolamento per far sì che la corrente di picco inizi quando
l’elettrodo si trova alle estremità del movimento di pendolamento. Questa
caratteristica viene chiamata anche impulsi speciali. La corrente di picco inizia alle
estremità del movimento di pendolamento anche quando gli impulsi speciali non
sono utilizzati.
3.2.2 Impulsi speciali
Impulsi speciali significa che la corrente di saldatura è sincronizzata con il
movimento di pendolamento, ovvero, si ottiene la corrente di picco quando
l’elettrodo è alle estremità del movimento di pendolamento. Pertanto, la durata della
corrente di picco è determinata dal tempo di pausa per ogni estremità.
Gli impulsi speciali possono essere utilizzati assieme alla rotazione sia continua che
a impulsi. Impulsi speciali con rotazione a impulsi, chiamati anche impulsi a onde
quadre, significa che l’anello dentato ruota quando l’elettrodo è a una delle estremità
del movimento di pendolamento.
A = Corrente di sfondo
B = Corrente di picco
Direzione di rotazione Direzione di rotazione
Impulsi speciali con rotazione
continua
Impulsi speciali con
rotazione a impulsi
Congliimpulsispeciali,l’avanzamentodelfilopuòesserecontinuooaimpulsi.Con
l’alimentazione del filo a impulsi, la sincronizzazione con la corrente di saldatura
avviene come descritto sopra; vedere anche il capitolo 3.3”Velocità di avanzamento
del filo”.
3.3 Avanzamento del filo
La velocità di avanzamento del filo è utilizzata per indicare la velocità di
avanzamento del filo di apporto in cm/minuto. La velocità può essere a impulsi o
continua (non pulsata).
Nel gruppo di parametri per l’alimentazione del filo vi sono tre parametri:
S Alimentazione del filo di picco
S Alimentazione del filo di sfondo
bi16d1ia
-- 9 --

IT
S Aumento progressivo, vedere il punto 3.9.
Per saldare utilizzando un’alimentazione del filo continua (non pulsata), è necessario
immettere solo il parametro di alimentazione del filo di picco.
Per saldare con un’alimentazione del filo a impulsi, è necessario immettere entrambi
i parametri di alimentazione del filo di picco edialimentazione del filo di sfondo.
La velocità di alimentazione del filo a impulsi è sempre automaticamente
sincronizzata con la corrente di saldatura, per cui è elevata quando si utilizza
corrente di picco e bassa quando si utilizza corrente di sfondo.
3.4 Rotazione
Utilizzata per indicare la velocità di rotazione dell’elettro do attorno al pezzo. È
indicata in mm/min.
La velocità di rotazione può essere a impulsi o continua (non pulsata).
Nel gruppo di parametri per la rotazione vi sono quattro parametri:
S Velocità di rotazione
S Direzione di rotazione
S Rotazione a impulsi
S Aumento progressivo, vedere il punto 3.9.
La rotazione a impulsi è automaticamente sincronizzata con la corrente di
saldatura, per cui l’utensile di saldatura è stazionario con corrente di picco e ruota
con corrente di sfondo.
3.5 Regolazione della tensione dell’arco (AVC)
Utilizzata durante la saldatura con utensili di saldatura dotati di un gruppo AVC.
Regolazione della tensione dell’arco (AVC) significa che la tensione dell’arco e quindi
la lunghezza dell’arco (la distanza tra la punta dell’elettrodo e il pezzo) è regolata
automaticamente durante la saldatura continua.
Nel gruppo di parametr i per la regolazione della tensione dell’arco (AVC) vi sono
quattro parametri:
S Tensione di picco (tensione dell’arco con la corrente di picco)
S Tensione di sfondo (tensione dell’arco con la corrente di sfondo)
S Tempo di ritardo
S Aumento progressivo, vedere il punto 3.9.
I parametri tensione di picco e tensione di sfondo sono utilizzati per immettere il
valore di riferimento per la regolazione della tensione dell’arco con la corrente di
picco e la corrente di sfondo. Con la corrente continua, è necessario immettere solo
il parametro tensione di picco.
Se non viene indicato alcun valore per la tensione di picco, u tilizzare come valore
di riferimento quello misur a to subito dopo l’inizio della saldatura.
Se non viene indicato alcun valore per la tensione di sfondo e viene immessa la
corrente di saldatura a impulsi, non esiste alcuna regolazione della tensione dell’arco
con la corrente di sfondo.
bi16d1ia
-- 1 0 --

IT
ATTENZIONE! Non è possibile indicare una rampa temporale nel settore 1 per la
tensione di picco e la tensione di sfondo.
È possibile immettere un tempo di ritardo per stabilizzare l’ar co prima che inizi la
regolazione della tensione dell’ar co. Durante questo tempo di ritardo, il gruppo AVC
è completamente bloccato.
Se non si immette un tempo di ritardo, accade quanto segue:
S Il tempo di ritardo è identico (almeno 5 secondi) a quello di qualsiasi tempo di
aumento progressivo per la corrente di saldatura. Se il tempo di aumento
progressivoimmessoèinferiorea5secondi, il gruppo AVC entra in funzione al
termine del tempo, ma solo aumentando la tensione dell’arco (lunghezza
dell’arco).
S Se non è stato immesso nessun tempo di aumento progressivo per la corrente di
saldatura, si applica un tempo di ritardo fisso di 5 secondi. Il gruppo AVC non è
completamente bloccato ma può aumentare la tensione dell’arco (lunghezza
dell’arco).
3.6 Pendolamento
Utilizzato se si desidera far pendolare l’elettrodo lateralmente durante la saldatura
quando si utilizzano utensili di saldatura dotati di unità di pendolamento.
Nel gruppo di parametri per il pendolamento vi sono cinque parametri:
S Ampiezza di pendolamento
S Velocità di pendolamento
S Tempo di pausa a sinistra
S Tempo di pausa a destra
S Aumento progressivo, vedere il punto 3.9.
Ampiezza (mm)
Tempo di pausa a
sinistra (s)
Tempo di pausa a destra (s)
Velocità di pendolamento (mm/s)
Pendolamento
Il movimento di pendolamento può essere sincronizzato con la corrente di saldatura
(corrente a impulsi) per far sì che la corrente di picco inizi quando l’elettrodo
raggiunge le estremità del movimento di pendolamento. Questa caratteristica è
chiamata anche ”impulsi speciali” ed è descritta più dettagliatamente nel capitolo
3.2.2 ”Impulsi speciali”.
bi16d1ia
-- 1 1 --

IT
3.7 Gas
Nel gruppo di parametri per il gas di protezione vi sono tre parametri:
S Gas di saldatura
S Gas di avvio
S Gas di protezione
Gas di saldatura si riferisce al gas di protezione sul lato superiore del giunto di
saldatura. Il parametro del gas di saldatura indica per quanto tempo il gas di
protezione deve fluire sul lato superiore del giunto prima e dopo la saldatura. Il gas
di saldatura viene controllato da un flussostato min. 4,5 l/min.
Alcuni gas di protezione, ad esempio l’elio (He), possono causare problemi di
innesco dell’arco. Se, come gas di saldatura, è necessario utilizzare questo tipo di
gas di protezione, potrebbe essere consigliabile scegliere una miscela di gas diversa
per l’avvio effettivo, un cosiddetto gas di avvio.
Gas di protezione si riferisce al gas di protezione sul lato inferiore del giunto di
saldatura. Il parametro del gas di protezione indica per quanto tempo il gas di
protezione deve fluire sul lato inferiore del giunto prima e dopo la saldatura.
Se viene immesso un valore per il gas di saldatura eunaltroperilgas di avvio nel
settore 1, fluirà solo il gas di avvio.Ilgas di saldatura inizia a fluire dopo l’innesco
dell’arco.
3.8 Preriscaldamento
Il preriscaldamento viene utilizzato per scaldare il pezzo da saldare nel punto d i
inizio per assicurare la corretta penetrazione del bagno fuso ed è definito come il
tempo che trascorre tra l’innesco dell’arco e l’inizio del movimento rotatorio. Se non
è stato immesso alcun valore per il preriscaldamento, la rotazione inizierà non
appena si verifica l’innesco dell’arco.
3.9 Rampa
Per certi parametri, è possibile indicare una rampa. La rampa è il tempo durante il
quale il valore del parametro cambia gradualmente passando dal valore nel settore
precedente a quello immesso per il settore corrente.
Aumento progressivo = aumento graduale, se il valore precedente è inferiore a
quello immesso.
Riduzione progressiva = riduzione graduale, se il valore precedente è superiore a
quello immesso.
La durata massima di una rampa dipende dalla durata di un particolare settore. Se il
tempo della rampa è uguale a quello del settore, viene chiamato ”rampa del settore”.
bi16d1ia
-- 1 2 --

IT
4 STRUTTURA DEI MENU
Area di
saldatura
Parametri File manager Informazioni Informazioni
Tabella
· Modifica
tabella
· Mostra/nascondi
· Controllo
saldatura
· Modifica
Grafico
· Corrente
· Avanza-
mento del
filo
· Rotazione
· Pendola-
mento
· AVC
· Gas
· Generalità
· Descrizione
· Tubo
· Elettrodo
· Filo
· Gas
· Visualizzazio-
ne
· Parametri
Area di
disegno
Impostazioni Limiti
giunto
· Impostazioni
utensile
· Impostazioni
tubo
Parametri File manager Informazioni Informazioni
Tabella
· Modifica
tabella
· Mostra/nascondi
· Modifica
Grafico
· Corrente
· Avanza-
mento del filo
· Rotazione
· Pendola-
mento
· AVC
· Gas
· Generalità
· Descrizione
· Tubo
· Elettrodo
· Filo
· Gas
giunto
· Visualizzazione
· Parametri
Impostazioni Limiti
· Impostazioni
utensile
· Impostazioni
tubo
bi16d1ia
-- 1 3 --

IT
Impostazioni Login Libreria Modalità
manuale
Aspetto Utente Programma
di
saldatura
· Filtro di ricerca · Avvia motore
· Generalità
· QData
(Dati qualità)
Editor
utensile
Carica/
salva
· Selezione
utensile
· Intervento
utensile
Modifica
impostazioni
· Generalità
· Limiti para-
metro
Modifica
dati motore
· Modifica
parametro
· Visualizza
parametri
Registro
Selezione motore
Controllo valvole del
gas
Simulazione pendolamento
Registri Saldatura
manuale
QData
eventi
· File
QData
· Contenuto
Genera
5MENU
Esistono due aree di lavoro in cui è possibile visualizzare e modificare i parametri di
saldatura, Area di saldatura (vedere il capitolo 5.1) e Area di disegno (vedere il
capitolo 5.2).
5.1 Area di saldatura
Weld area
In questa visualizzazione, è possibile vedere e modificare i parametri in un
programma di saldatura e controllare il processo di saldatura. Il programma di
saldatura nell’area di saldatura controlla il processo di saldatura.
È possibile immettere i parametri dell’area di saldatura car icando un programma di
saldatura dalla libreria, generando un programma di saldatura di base o modificando
i parametri manualmente.
5.1.1 Parametri
Parameters
Questa opzione di menu è solo un archivio per altre opzioni di menu.
bi16d1ia
-- 1 4 --

IT
Area di saldatu ra ----> Parametri ----> Tabella
Weld area ----> Parameters ----> Table
Qui è possibile visualizzare e modificare i parametri di saldatura in forma di tabella e
avviare e interrompere il processo di saldatura.
Ogni parametro in un gruppo di parametri è evidenziato nel colore del gruppo.
Il parametro di saldatura selezionato nella tabella è indicato da un riquadro blu con
due frecce.
S Per spostarsi nella tabella, ruotare la manopola.
S Per cambiare direzione, premere la manopola.
S Per cambiare il valore di un parametro, fare clic sulla freccia destra e cambiare i
valori dei parametri utilizzando la manopola.
Scelte rapide dei menu:
S Modifica tabella Edit table
Evidenzia la tabella con i parametri di saldatura
S Mostra/nascondi Show/hide
Mostra o nasconde i gruppi di parametri di saldatura nella tabella.
Qui è possibile scegliere quali parametri visualizzare nella tabella, selezionando
gruppi di parametri.
S Controllo saldatura Weld control
Evidenzia il tasto di avvio nel riquadro di controllo della saldatura.
I tasti in questo riquadro controllano il processo di saldatura. È possibile avviare,
arrestare, arrestare direttamente, continuare o simulare l’avvio del processo di
saldatura.
S Modifica settori Edit sectors
Evidenzia il tasto ”Aggiungi settore dopo, Add sector after” nella casella Modifica
settori.
Tramite questa casella è possibile aumentare o diminuire il numero di settori. È
possibile aggiungere nuovi settori prima o dopo un settore esistente e rimuovere
settori nel programma di saldatura.
bi16d1ia
-- 1 5 --

IT
Area di saldatura ----> Parametri ----> Grafico----> Corrente
Weld area ----> Parameters ----> Graphical ----> Current
In questa visualizzazione, è possibile vedere e modificare i parametri di saldatura
per la corrente in una rappresentazione grafica.
I valori di picco e di sfondo della corrente sono rappresentati in un sistema di
coordinate.
L’asse Y rappresenta il valore della corrente in ampere, mentre l’asse X rappresenta
il tempo.
I vari valori della corrente per settore sono collegati e formano una linea.
Il verde indica il valore della corrente di picco per settore, mentre il blu indica il
valore della corrente di sfondo per settore.
La rampa è r appresentata come una linea inclinata dall’inizio del settore, che
termina nel punto in cui finisce il tempo della rampa sull’asse X.
S Zoom Zoom
Qui è possibile regolare la scala dell’asse X nel sistema di coordinate.
S Controllo saldatura Weld control
I tasti in questo riquadro controllano il processo di saldatura. È possibile avviare,
arrestare, arrestare direttamente, continuare o simulare l’avvio del processo di
saldatura.
S Informazioni settore Sector information
Le figure in questo campo mostrano gli altri parametri del gruppo relativo alla
corrente. Il punto di interruzione del settore è rappresentato da un trattino in un
cerchio (diametro di un tubo).
Se il programma di saldatura si estende su più di un giro, questi giri vengono
visualizzati come una sequenza di cerchi leggermente più piccoli.
Il tempo di preriscaldamento è indicato in decimi di secondo sotto le informazioni
sul punto di interruzione.
bi16d1ia
-- 1 6 --

IT
L’attivazione o disattivazione degli impulsi speciali è rappresentata come
immagine, in cui una croce rossa indica che gli impulsi speciali non sono
utilizzati.
La relazione tra i tempi degli impulsi è indicata come ciclo di impulsi. Tempi
separati per impulsi di picco e di sfondo.
S Figura per i punti di interruzione
I punti di interruzione possono essere spostati, aggiunti o rimossi per mezzo
della manopola nella figura relativa ai punti di interruzione. Saltando avanti fino
alla figura ed evidenziandola, è possibile ruotare la manopola e spostare un
trattino bianco o ”cursore”.
Spostamento di un punto di interruzione:
S Premere la manopola quando il cursore si trova sopra o accanto al cursore
del punto di interruzione (nero) da spostare.
Il punto di interruzione viene ”raccolto” dal cursore e lo segue quando viene
spostato nel cerchio.
S Per confermare il nuovo punto di interruzione, premere la manopola.
Creazione di un nuovo punto di interruzione
S Spostare il cursore ruotando la manopola e premere la manopola una volta
nel punto in cui si desidera creare il nuovo punto di interruzione.
Rimozione di un punto di interruzione:
S Premere la manopola quando il cursore si trova sopra o accanto al cursore
del punto di interruzione da rimuovere.
Il punto di interruzione viene ”raccolto” dal cursore e lo segue quando viene
spostato nel cerchio.
S Ruotare la m anopola fino al punto d i interruzione precedente o successivo e
premerla una volta.
Area di saldatu ra ----> Parametri ----> Grafico -- --> Avanzamento del filo
Weld area ----> Parameters ----> Graphical ----> Wire feed
Qui è possibile vedere e modificare i parametri che controllano l’avanzamento del filo
per settore.
bi16d1ia
-- 1 7 --

IT
Il sistema di coordinate mostra la velocità con cui il filo verrà alimentato al valore di
picco e di sfondo per settore.
La rampa è r appresentata come una linea inclinata dall’inizio del settore per la
durata immessa per la rampa.
Area di saldatu ra ----> Parametri ----> Grafico -- --> Rotazione
Weld area ---- > Parameters ----> Graphical -- --> Rotation
La velocità di rotazione è visualizzata e modificata in un sistema di coordinate con
una linea per ogni valore e rampa di tempo. Il sistema di coordinate mostra i punti di
interruzione come linee tratteggiate.
Se la rotazione a impulsi è disattivata, tale condizione è indicata da un impulso
barrato.
Area di saldatura ----> Parametri ----> Grafico -- --> Pendolamento
Weld area ---- > Parameters ----> Graphical -- --> Weaving
Questa visualizzazione mostra i parametri che influenzano il pendolamento.
L’ampiezza è visualizzata e modificata nel sistema di coordinate. La velocità e i
tempi di pausa sono visualizzati e modificati nel campo con le informazioni sul
settore.
bi16d1ia
-- 1 8 --

IT
Area di saldatura ----> Parametri ----> Grafico -- --> AVC
Weld area ----> Parameters ----> Graphical ----> AVC
Qui è possibile visualizzare e modificare i parametri che controllano AVC. La
tensione di picco e quella di sfondo sono indicate nel sistema di coordinate.
Il tempo di ritardo è visualizzato e modificato nel campo con le informazioni sul
settore.
bi16d1ia
-- 1 9 --

IT
Area di saldatura ----> Parametri ----> Grafico -- --> Gas
Weld area ----> Parameters ----> Graphical -- --> Gas
I tempi del gas di saldatura, di avvio e di protezione sono visualizzati e m odificati in
questa visualizzazione.
5.1.2 File manager
File manager
Questa visualizzazione è utilizzata per salvare, copiare, eliminare e verificare i
programmi di saldatura.
bi16d1ia
-- 2 0 --

IT
S Salva programma di saldatura Save weld program
Per salvare un programma di saldatura, selezionare dove salvarlo, nell’unità di
controllo (Programmi definiti dall’utente, User Defined Programs)oinun
dispositivo di memorizzazione USB (Memoria esterna, External Memory).
Specificare un nome file e fare clic sul tasto ”Salva programma di saldatura,
Save weld program” utilizzando la manopola.
S Copia di un programma di saldatura in un’altra area Copy this weld
program to Design area
In funzione dell’area di lavoro attiva, è possibile copiar e il contenuto di un’area
facendo clic sul tasto ”Copia questo programma di saldatura nell’area di disegno,
Copy this weld program to Design area” o sul tasto ”Copia questo programma di
saldatura nell’area di saldatura, Copy this weld program to Weld area”.
S Eliminazione, ripristino d i un programma di saldatura Clear Weld area
Se si desidera iniziare un programma di saldatura completamente nuovo, fare
clic sul tasto ”Elimina ar ea di saldatura, Clear Weld area” o sul tasto ”Elimina
area di disegno, Clear Design area”.
S Verifica Verify
Questa funzione è utilizzata per controllare se il programma di saldatura
nell’area di lavoro corrente è conforme ai requisiti del sistema, come segue:
S Per il programma di saldatura è selezionato un utensile.
S L’utensile collegato è identico a quello per cui il programma è progettato (si
applica solo all’area di saldatura).
S Il programma ha almeno due settori (settore di inizio e di arresto).
S Il settore finale nel programma è un settore di arresto (la corrente di
saldatura è zero).
S Il diametro del tubo selezionato è supportato dall’utensile selezionato.
S I parametri di saldatura in ogni settore rientrano nei limiti (valori min. e max.)
per l’utensile selezionato.
bi16d1ia
-- 2 1 --
IT
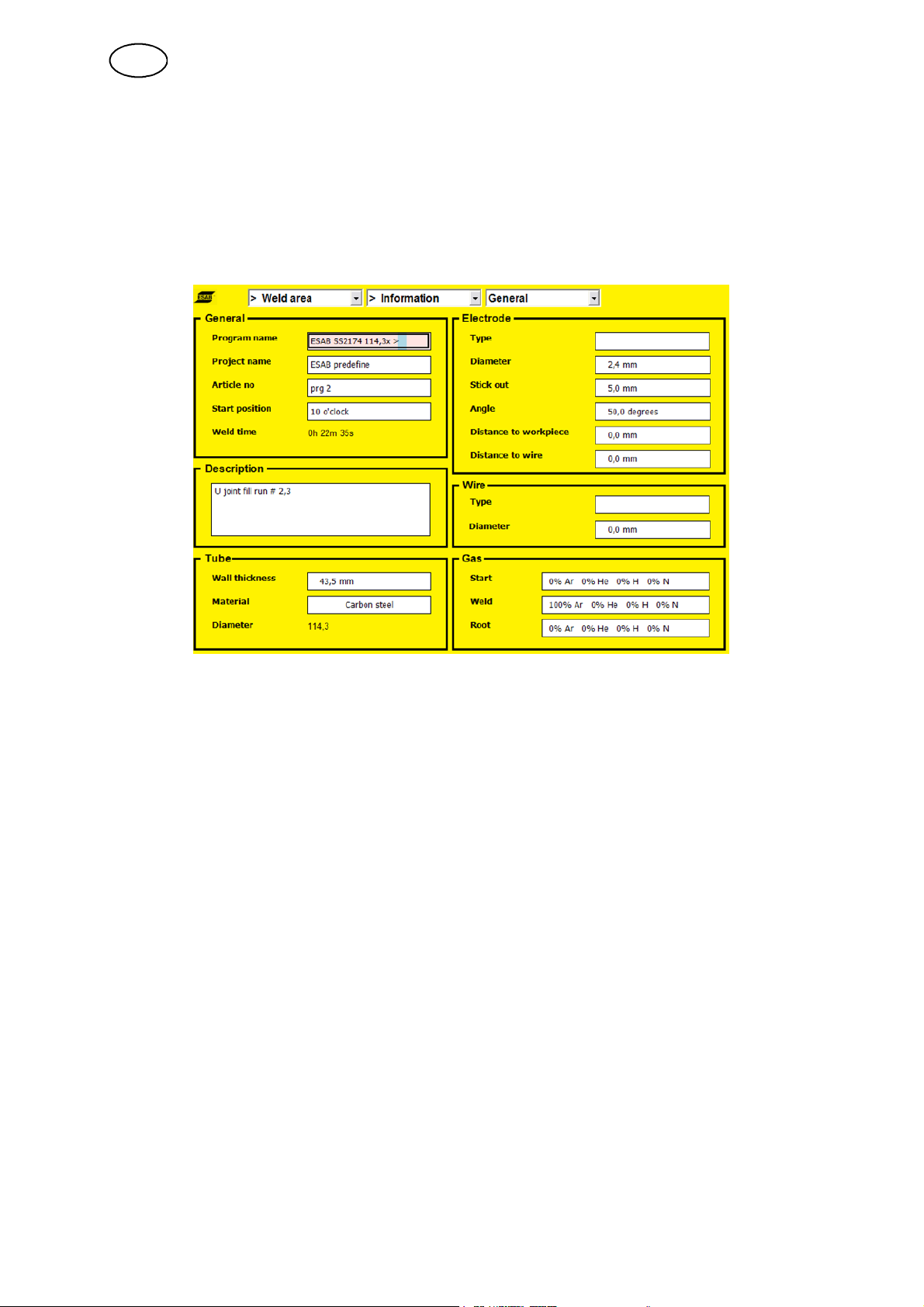
5.1.3 Informazioni
Information
Utilizzato per immettere informazioni sul programma di saldatura. Queste
informazioni non influenzano il processo di saldatura ma sono utili per descrivere a
parole il programma.
S Generalità, General
Nome programma, Program name è indicato all’inizio dell’elenco. Non equivale
al nome file in file manager. Se viene assegnato un nome programma, questo è
il suggerimento offerto per il nome file.
S Descrizione, Description
S Tubo, Tube
S Elettrodo, Electrode
S Filo, Wire
S Gas,Gas
5.1.4 Informazioni giunto
Joint information
In questa visualizzazione, è possibile visualizzare e modificare l’aspetto del giunto
per la conformità con il programma di saldatura. Si tratta semplicemente di
informazioni sul programma di saldatura. Non influenzano il processo di saldatura.
Nel campo ”Visualizzazione, Visualization”, è possibile visualizzare una
rappresentazione grafica del giunto. Nel campo ”Parametri, Parameters”, è possibile
visualizzare i valori pertinenti per il giunto. I valori che influenzano il giunto possono
essere modificati in entrambi i campi.
bi16d1ia
-- 2 2 --

IT
Visualizzazione
Visualization
S Ruotare la manopola; una linea blu indicherà il parametro selezionato.
S Premere la manopola; la linea diventerà rossa. Il valore può essere modificato
ruotando la manopola.
Parametro
Parameters
S Utilizzare le frecce per spostarsi tra i vari parametri.
S Ruotare la manopola per cambiare il valore.
Luce
Gap
Punta
Nose
bi16d1ia
-- 2 3 --

IT
Lunghezza punta
Nose length
Raggio
Radius
Angolo smusso
Bevel angle
Spessore del materiale
Material thickness
5.1.5 Impostazioni
Setup
Questa visualizzazione consente di selezionare gli utensili e le dimensioni esterne
del tubo per il quale è stato creato il programma di saldatura. Nel campo
”Impostazioni utensile, Tool settings”, è possibile scorrere gli utensili e vedere una
panoramica degli utensili sotto ”Illustrazione utensile, Tool illustration”. Per
selezionare un utensile, premere la manopola, quindi selezionare il tipo di utensile
ruotando e premendo la manopola.
bi16d1ia
-- 2 4 --

IT
Le dimensioni esterne del tubo vengono selezionate ruotando la manopola. Per
confermare, premere la manopola. L’utensile selezionato (”Utensile, Tool ”) e le
dimensioni (”Ø:”) sono visibili nel campo di stato superiore, quando si utilizzano le
visualizzazioni da un’area di lavoro.
5.1.6 Limiti
Limits
Questa visualizzazione può essere utilizzata per limitare di quanto un utente può
cambiare i valori dei parametri preimpostati in un programma di saldatura.
Per attivare le restrizioni, è necessario selezionare la casella di controllo ”Limiti
attivati, Limits activated”.
bi16d1ia
-- 2 5 --

IT
5.2 Area di disegno
Design area
Nell’area di disegno, è possibile creare p rogrammi di saldatura da utilizzare nell’area
di saldatura, oppure è possibile salvarli nella libreria per utilizzarli in seguito. Per
vedere come funziona l’area di disegno, fare riferimento al capitolo 5.1Area di
saldatura. L’area di disegno funziona in modo simile a quella di saldatura.
La differenza maggiore tra le due aree è data dal fatto che non è possibile
controllare il processo di saldatura dall’area d i disegno.
5.3 Impostazioni
Settings
È possibile cambiare l’aspetto del pannello e gestire gli utenti nel sistema tramite il
menu Impostazioni.
5.3.1 Aspetto
Appearance
bi16d1ia
-- 2 6 --

IT
I m p o s t a z i o n i -- -- > A s p e t t o -- -- > G e n e r a l i t à
Settings ----> Appearance ---- > General
S Lingua Language
Scegliere tra svedese, norvegese, danese, finlandese, inglese, tedesco,
francese, olandese, spagnolo, italiano, portoghese, greco, polacco, ceco,
ungherese, slovacco e russo.
S Sistema angolare Angle system
Scegliere tra punti in millesimi o gradi.
S Avvio visualizzazione Start view
Scegliere tra l’avvio del pannello con il menu di login o l’ultimo m enu
visualizzato.
I m p o s t a z i o n i -- -- > A s p e t t o -- -- > Q D a t a
Settings ----> Appearance ----> QData
S Funzione postsaldatura Post weld function
Scegliere tra:
S Nessuno, None
S Stampa,Print
S Salva,Save
S Stampa + salva, Print + save
I valori salvati e stampati sono quelli impostati e di misurazione dal processo di
saldatura concluso. Per la stampa viene utilizzata la stampante integrata
nell’unità di controllo.
I valori vengono salvati nel pannello di controllo sotto il menu ”QData”, vedere il
capitolo 5.8.
bi16d1ia
-- 2 7 --

IT
I m p o s t a z i o n i -- -- > A s p e t t o -- -- > D a t a e o r a
Settings ----> Appearance ---- > Date and time
Qui è possibile visualizzare e
immettere la data e l’ora utilizzate nel
sistema.
5.3.2 Impostazioni utente
User settings
In questa visualizzazione, è possibile aggiungere, cambiare ed eliminare utenti.
La prima volta che si accede a questo menu, viene
visualizzato ”Utente predefinito”. Per aggiungere un nuovo
utente:
S Premere la freccia destra o sinistra finché non viene
evidenziato ”Nuovo utente, New user”.
S Premere la manopola.
bi16d1ia
-- 2 8 --

IT
S Ruotare la m anopola finché non viene
visualizzato un ID idoneo.
S Premere la manopola. Verrà evidenziata la
casella successiva.
S Ruotare la m anopola finché non viene
visualizzata una lettera idonea, premere la
manopola e così via.
S Quando il nome è pronto, premere la freccia
destra finché non viene evidenziato ”ok”.
S Premere la manopola.
Nell’elenco compare un nuovo utente.
Per cambiare un utente:
S Evidenziare l’elenco degli utenti (premendo i tasti freccia).
S Ruotare la m anopola per selezionare l’utente che si desidera cambiare e
premere la manopola.
Accanto all’elenco degli utenti compare un nuovo cam po che consente di
cambiare il nome o l’ID dell’utente selezionato. Confermare le modifiche
utilizzando ”OK”.
Per eliminare un utente:
S Evidenziare l’utente.
S Premere la m anopola, spostarsi sul tasto ”Cancella utente, Delete user”efare
clic su di esso.
L’ utente scompare dall’elenco.
5.4 Login
Login
Il menu login è utilizzato per selezionare gli utenti e visualizzare la versione del
programma che si applica per il pannello e le unità collegate. È anche possibile
visualizzare le informazioni sulla versione nelle unità/nei nodi collegati.
Il nome utente è visualizzato nel campo di stato superiore, vedere il capitolo
Pannello di controllo 1.2.
bi16d1ia
-- 2 9 --

IT
5.5 Libreria
Library
I programmi possono essere cancellati e r ecuperati per l’area di saldatura o per
l’area di disegno utilizzando il menu libreria.
Tenere presente che tutti i programmi memorizzati nella libreria sono di 4 -- 6 KB. La
memoria interna dell’unità di controllo è di 1 GB, pertanto il rischio che la libreria si
riempia è minimo.
ATTENZIONE! I programmi predefiniti che iniziano con ESAB non possono essere
cancellati. Questi programmi vengono collaudati e sono intesi per servire da dati
iniziali per dimensioni simili.
5.5.1 Programmi di saldatura
Weld programs
bi16d1ia
-- 3 0 --

IT
5.5.2 Filtro di ricerca
Search filter
Tramite il menu filtro di ricerca è possibile cercare i seguenti criteri nei programmi
memorizzati nella libreria:
S Niente, Nothing
S Nome, Name
S Progetto, Project
S Materiale, Material
S Diametro tubo esterno
External tube diameter
S Spessore parete tubo
Tube wall thickness
Se esistono programmi che corrispondono ai criteri, vengono visualizzati nel menu
”Programmi di saldatura, Weld programs”.
Se non esistono programmi che corrispondono ai criteri selezionati, continuare fino a
”Vai a genera, Go to Generate”, vedere il capitolo Genera 5.10.
5.6 Modalità manuale
Manual mode
Tutti i motori possono essere controllati tramite questo menu.
5.6.1 Selezione motore
Motor selection
Qui è possibile scegliere quale motore azionare e immettere la sua velocità.
ATTENZIONE! Questa visualizzazione mostra solo i motori disponibili nel sistema.
L’utensile selezionato in ”Area di saldatura ----> Impostazioni” influenza le
informazioni visualizzate.
bi16d1ia
-- 3 1 --

IT
S Avanzamento del filo, Inching
Utilizzato quando si carica un nuovo aspo portafilo, ad esempio.
S Rotazione/Trasporto, Rotation/Transport
Utilizzato per spostare l’utensile di saldatura attorno al pezzo.
S AVC/Trasporto, AVC/Transport
Utilizzato per spostare il portaelettrodo verso l’alto e verso il basso.
S Posizionamento centro, Center positioning
Utilizzato per compensare il punto centrale.
5.6.2 Controllo valvole del gas
Gas valve control
Utilizzato per misurare la portata del flusso di gas o per pulire i tu bi del gas d all’aria o
dall’umidità prima di dare inizio alla saldatura.
Avvia e arre sta il flusso del gas.
Se si esce da questa visualizzazione, le valvole del gas si
chiudono automaticamente.
5.6.3 Avvia motore
Run motor
Utilizzato per visualizzare il valore corrente dei motori.
Attenzione! Tenere premuta la manopola per attivare la trasmissione del motore.
bi16d1ia
-- 3 2 --

IT
Far avanzare ”+” o retrocedere ”--” il
motore e visualizzare la velocità corrente per il motore selezionato.
5.6.4 Simulazione pendolamento
Weaving simulation
Utilizzato per eseguire la simulazione del
pendolamento.
5.7 Editor utensile
Tool editor
Questo menu è utilizzato per visualizzare e modificare i par ametri degli utensili. È
possibile creare nuovi utensili da zero o utilizzare utensili pr edefiniti. Gli utensili
creati da un utente possono essere rimossi, cambiati e salvati. Gli utensili predefiniti
in dotazione con il sistema non possono essere né cambiati né rimossi.
Tenere presente che l’utensile utilizzato correntemente è specifico per una
determinata area di lavoro, l’area utensile. Tutte le modifiche effettuate nelle
visualizzazioni descritte sotto influenzano solo l’area utensile e non vengono salvate
se non è l’utente a chiederlo.
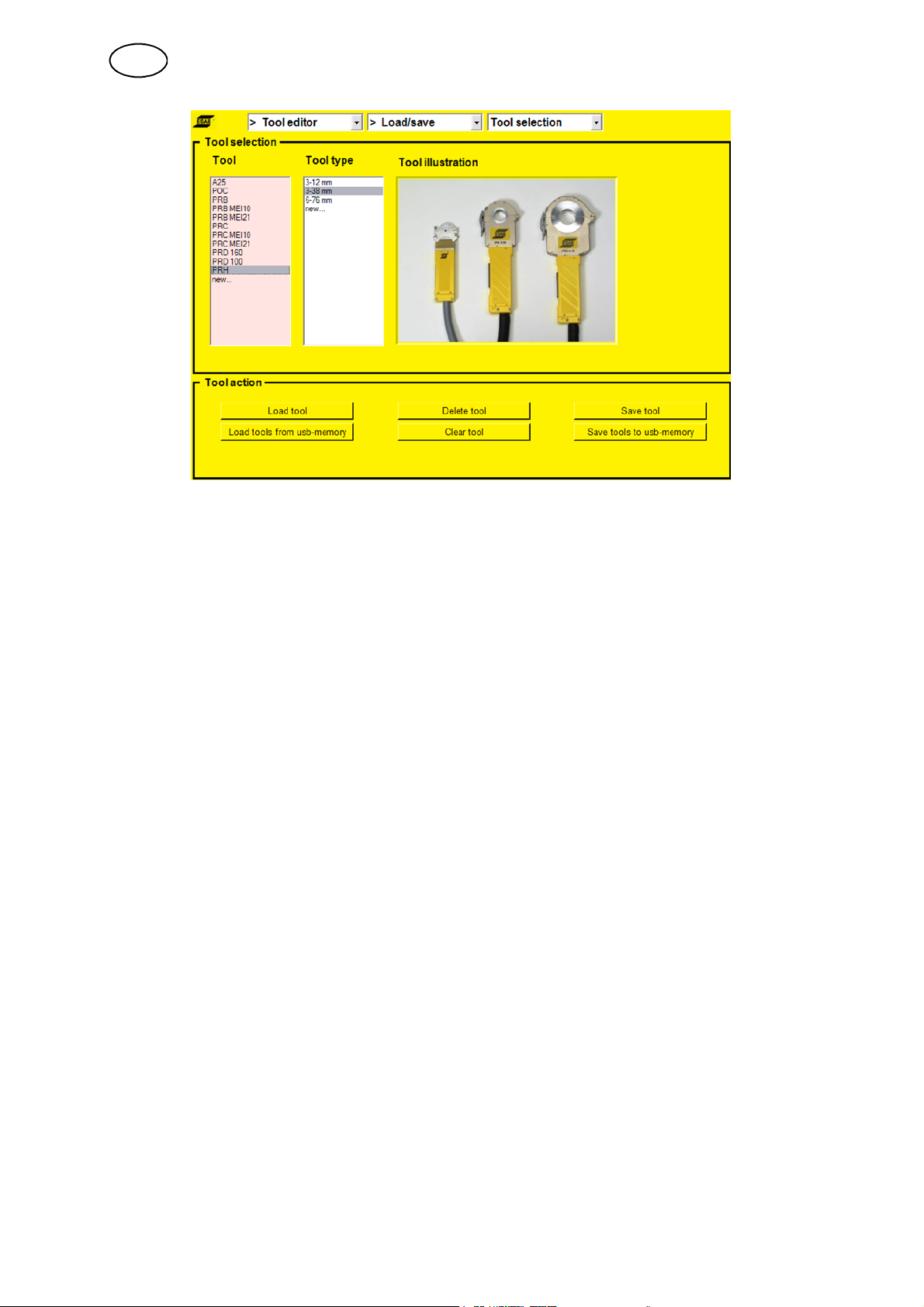
5.7.1 Carica/salva
Load/save
In questa visualizzazione, è possibile caricare un utensile dal quale iniziare a
lavorare quando se ne crea uno nuovo; è inoltre possibile eliminare quelli definiti
dall’utente e salvarli.
bi16d1ia
-- 3 3 --
IT
Selezionare un utensile da utilizzare (immettere i parametri nell’area utensile)
spostandosi sull’elenco degli utensili tramite la freccia sinistra o destra. Ruotare la
manopola per selezionare (evidenziare) un utensile.
Portarsi sul tasto ”Carica utensile, Load tool”, premere la manopola e confermare
che è quello che si intende utilizzare.
È anche possibile utilizzare una specifica dell’utensile (tipo utensile), ad esempio un
utensile con un particolare intervallo di diametro.
Eliminare un utensile creato selezionandolo dall’elenco, premere la manopola su
”Cancella utensile, Delete tool” e confermare che si desidera eliminarlo utilizzando
”Sì,Yes”. Non è possibile eliminare gli utensili in dotazione con il sistema.
L’utensile creato può essere salvato come nuovo utensile o come utensile sostitutivo
di uno esistente (non è possibile sostituire gli utensili in dotazione con il sistema).
Per salvare l’utensile come nuovo (o come nuovo tipo di utensile):
S Spostarsi sull’elenco degli utensili (o dei tipi di utensili) utilizzando i tasti freccia.
S Ruotare la manopola per evidenziare ”Nuovo.... new...” nell’elenco.
S Fare clic sul tasto menu e selezionare ”Intervento utensile, Tool action”.
S Spostarsi sul tasto ”Salva utensile, Save tool”.
S Premere la manopola e confermare che si desidera salvare l’utensile come
nuovo utilizzando il tasto ”Sì,Yes”.
Per sostituire un utensile esistente, utilizzare la stessa procedura precedente ma
selezionare invece un utensile dall’elenco degli utensili.
È possibile caricare gli utensili nel sistema da un dispositivo di memoria USB, se
nella radice della struttura file esiste un file ”MechTIG_Tools.xml”.
Procedere come segue:
S Collegare un dispositivo di memoria USB al terminale USB del pannello, in cui il
file ”MechTIG_Tools.xml” è nella radice di base della struttura file.
bi16d1ia
-- 3 4 --

IT
S Spostarsi sul tasto ”Carica utensili da memoria USB, Load tools from
usb --memory” utilizzando i tasti freccia.
S Premere la manopola e confermare utilizzando ”Sì,Yes” per invalidare tutte le
modifiche apportate all’utensile.
Eliminare o ripristinare tutti i parametri nell’area utensile spostandosi sul tasto
”Elimina utensile, Clear tool” e premendo la manopola. Confermare utilizzando ”Sì,
Yes” per invalidare tutte le modifiche apportate nell’ar e a utensile.
Per salvare tutti gli utensili in un dispositivo di memoria USB:
S Collegare un dispositivo di memoria USB al terminale USB del pannello.
S Spostarsi sul tasto ”Salva utensili su memoria USB, Save tools to usb -- memory ”
e premere la manopola.
S Confermare utilizzando ”Sì,Yes” per salvare gli utensili e sovrascrivere quelli
memorizzati nel dispositivo di memoria USB.
5.7.2 Modifica impostazioni
Edit settings
Questa visualizzazione è utilizzata dopo aver caricato un utensile o quando si
desidera creare un utensile completamente nuovo. Qui è possibile visualizzare e
modificare tutti i valori dei parametri per un utensile.
Il campo ”Impostazioni generali, General settings” contiene le impostazioni generali
per l’utensile, mentre il campo ”Limiti parametro, Parameter limits” definisce i valori
massimi e minimi per un parametro.
Per i valori minimi, 0 significa che il valore minimo non è stato impostato, mentre per
i valori massimi 65535 significa che il valore massimo non è stato impostato. In
alcuni casi, in cui sono utilizzati i decimali, non impostato può essere indicato da
655,30 o 6553,5.
5.7.3 Modifica dati motore
Edit motor data
In questa visualizzazione, è possibile visualizzare e modificare impostazioni
specifiche del motore. Esistono impostazioni per ogni motore (rotazione,
bi16d1ia
-- 3 5 --

IT
avanzamento del filo, pendolamento e AVC). Attualmente esistono tre parametri per
motore. I parametri sono ”Parametro di regolazione”, ”Posizione fattore di scala”
(”numeratore” e ”denominatore”) e ”Velocità fattore di scala” (”numeratore” e
”denominatore”).
Aggiungere il valore 100 per il parametro ”Posizione fattore di scala (numeratore)”
per il motore che controlla la rotazione.
Procedere come segue:
S Spostarsi sul campo di testo sotto ”Parametro motore, Motor parameter”
utilizzando i tasti freccia.
S Ruotare la manopola finché ” Posizione fattore di scala (numeratore)” non è
visibile nel campo di testo e premere la manopola.
S Cambiare il valore in 100 ruotando la manopola. Premere la manopola per
continuare.
S Ruotare la manopola di m odo che nel campo di testo venga visualizzato
”Rotazione, Rotation”. Confermare premendo la manopola.
S Premere la manopola per aggiungere (o modificare) il valore nell’elenco dei
parametri per il motore di rotazione.
È possibile rimuovere i parametri del motore evidenziando quelli desiderati
nell’elenco, premendo la m anopola, spostandosi sul tasto ”Cancella, Delete”e
premendo la manopola per eliminare il par am etro selezionato dall’elenco.
bi16d1ia
-- 3 6 --

IT
5.8 Registri
Logs
Questo menu consente di visualizzare i registri compilati dal sistema.
5.8.1 Registro eventi
Event log
Quando si verifica un guasto, questa condizione è indicata dal simbolo ,
visualizzato a destra del logo ESAB. Quando si entra nel menu Registro eventi, il
simbolo scompare.
Utilizzato per visualizzare i
messaggi operativi
Per eliminare o rimuovere tutti i messaggi operativi dal registro, spostarsi sul tasto
”Elimina registro, Clear log” con i tasti freccia e premere la manopola. Confermare
che si desidera rimuovere tutti gli eventi premendo ”Sì, Yes” con la manopola. Il
registro eventi viene ricaricato e ora è vuoto.
È anche possibile salvare il r egistro eventi in una memoria USB esterna.
bi16d1ia
-- 3 7 --

IT
Procedere come segue:
S Inserire una memoria USB nel contatto USB del pannello, spostarsi con i tasti
freccia sul tasto ”Salva, Save”.
S Premere la manopola. Nella barra di stato inferiore, se il registro è stato salvato
correttamente appare il testo ”Registro eventi salvato, Event log saved”.
Messaggi operativi
Unità Unità
1 = gruppo di raffreddamento (cooling
unit)
2 = generatore (power source) 14 = controllo motore 2 (motor control 2),
4 = telecomando (remote control) 17 = nodo I/O (I/O node)
6 = controllo motore 1 (motor control 1),
rotazione, avanzamento del filo
Di seguito sono descritti i codici evento in presenza dei quali l’utente può intervenire
autonomamente. Se vengono visualizzati codici diversi, rivolgersi a un tecnico
addetto alla manutenzione.
8 = unità dati saldatura (weld data unit)
AVC, oscillazione
Codice Descrizione
5 Tensione intermedia DC fuori limite
La tensione è troppo bassa o troppo elevata. Una tensione eccessiva può essere dovuta a
transienti critici sull’alimentazione elettrica di rete o a un’alimentazione insufficiente (alta
induttanza dell’alimentazione o mancanza di una fase).
Il generatore si arresta e non può essere riavviato.
Intervento: Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il
guasto persiste, rivolgersi a un tecnico addetto alla manutenzione.
6 Temperatura elevata
L’interruttore termico di sovraccarico si è attivato.
Il processo di saldatura in corso si arresta e non può essere riavviato fino a quando
l’interruttore non viene ripristinato.
Intervento: Controllare che gli ingressi e le uscite dell’aria di raffreddamento non siano
ostruiti da residui di sporcizia. Controllare il tempo caldo di saldatura in uso per evitare
eventuali sovraccarichi dell’apparecchio.
Se il guasto si ripete, rivolgersi a un tecnico addetto alla manutenzione.
11 Guasto servomeccanismo corrente, (rotazione, avanzamento del filo, oscillazione, AVC)
Quando un motore non riesce a mantenere la velocità. La saldatura si arresta.
Intervento: Controllare che l’utensile / il gruppo trainafilo non sia impigliato o che non si
muova troppo lentamente. Controllare che il movimento oscillatorio dell’unità di
pendolamento non abbia raggiunto il limite esterno. In questo caso, regolare la posizione
del centro. Se il guasto persiste, rivolgersi a un tecnico addetto alla manutenzione.
11 Guasto servomeccanismo corrente, (generatore)
La tensione è troppo bassa o troppo elevata. Una tensione eccessiva può essere dovuta a
transienti critici sull’alimentazione elettrica di rete o a un’alimentazione insufficiente (alta
induttanza dell’alimentazione o mancanza di una fase).
Il generatore si arresta e non può essere riavviato.
Intervento:Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il guasto
persiste, rivolgersi a un tecnico addetto alla manutenzione.
12 Errore di comunicazione interno (attenzione)
Il carico istantaneo sul CAN bus del sistema è troppo elevato.
Il generatore potrebbe aver perso il contatto con il pannello.
Intervento: Controllare che tutti gli apparecchi siano collegati correttamente.
Se il guasto persiste, rivolgersi a un tecnico addetto alla manutenzione.
bi16d1ia
-- 3 8 --

IT
Codice Descrizione
14 Errore di comunicazione
Il CAN bus del sistema ha temporaneamente smesso di funzionare a causa di un carico
eccessivo.
Il processo di saldatura in corso si arresta.
Intervento: Controllare che tutti gli apparecchi siano collegati correttamente. Disinserire
l’alimentazione elettrica di rete per ripristinare l’unità. Se il guasto persiste, rivolgersi a un
tecnico addetto alla manutenzione.
17 Perso contatto con l’unità
Perso contatto con l’unità. Il gas non è disattivato; deve essere disattivato manualmente.
Impossibile avviare.
Intervento: Controllare i cavi. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
19 Errore di memoria nella RAM dati alimentata a batteria
La tensione della batteria è troppo bassa. Se non si sostituisce la batteria, tutti i dati
memorizzati andranno perduti.
Questo guasto non disabilita alcuna funzione.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione per la sostituzione della
batteria.
20 Valori di impostazione errati memorizzati nel programma di saldatura
All’avvio sono stati identificati valori non ammessi.
Intervento: Modificare i parametri nel programma di saldatura. Se il guasto persiste,
rivolgersi a un tecnico addetto alla manutenzione.
29 Mancanza flusso acqua di raffreddamento
Il flussostato del refrigerante si è attivato.
Il processo di saldatura in corso si arresta e non può essere riavviato.
Intervento: Controllare il circuito, la pompa e i tubi dell’acqua di raffreddamento.
32 Mancanza flusso gas
Il flusso del gas è inferiore a 3,5 l/min. Impossibile avviare.
Intervento: Controllare la valvola, i tubi e i connettori del gas.
41 Avvio non riuscito della saldatura
Il generatore non riesce a innescare l’arco di saldatura.
Intervento: Controllare i cavi di saldatura e l’utensile.
5.8.2 Dati su lla qualità
QData
Qui è possibile visualizzare i dati
salvati sotto la funzione
postsaldatura, vedere il capitolo 5.3.
bi16d1ia
-- 3 9 --

IT
R e g i s t r i -- -- > Q D a t a -- -- > F i l e Q D a t a
Logs ----> QData ----> QData files
Il file QData viene salvato con la
data e un numero di serie.
I file possono essere salvati in un
dispositivo di memoria USB
utilizzando ”Salva,Save”.
R e g i s t r i -- -- > Q D a t a -- -- > C o n t e n u t o Q D a t a
Logs ----> QData -- --> QData content
In questo campo è possibile
visualizzare i valori impostati e i
valori di misurazione del file QData.
5.9 Saldatura manuale
Manual welding
Questo menu è utilizzato per la saldatura eseguita con una torcia TIG manuale.
bi16d1ia
-- 4 0 --

IT
Modalità grilletto
Gun trigger mode
2tempi
Preflussaggio del
gas
Funzioniincasodiutilizzodelcomandoa2tempidellatorciadisaldatura.
Aumento
progressivo della
corrente
Riduzione
progressiva
della corrente
Postflussaggio del gas
Nelmododicomandoa2tempi,premendo il grilletto della torcia di saldatura TIG (1)
si attiva il preflussaggio del gas (se utilizzato) e si innesca l’arco. La corrente
aumenta fino al valore impostato (secondo il controllo della funzione di aumento
progressivo della temperatura, se utilizzata). Rilasciando il grilletto (2) si riduce la
corrente (controllata dalla funzione di riduzione progressiva della corrente, se
utilizzata) e si estingue l’arco. Segue il postflussaggio del gas, se utilizzato.
4tempi
Preflussaggio del
gas
Funzioniincasodiutilizzodelcomandoa4tempidellatorciadisaldatura.
bi16d1ia
Aumento
progressivo della
corrente
-- 4 1 --
Riduzione
progressiva
della corrente
Postflussaggio del gas

IT
Nelmododicomandoa4tempi,premendo il grilletto (1) si attiva il preflussaggio del
gas (se utilizzato). Una volta concluso il preflussaggio del gas, la corrente aumenta
fino al livello pilota (alcuni ampere) e l’arco viene innescato. Rilasciando il grilletto (2)
si aumenta la corrente fino al valore impostato (controllato con la funzione di
aumento progressivo della corrente, se utilizzata). Quando successivamente viene
premuto il grilletto (3), la corrente viene nuovamente ridotta al livello pilota
(controllato dalla funzione di riduzione progressiva della corrente, se utilizzata).
Rilasciando nuovamente il grilletto (4), si estingue l’arco e si avvia il postflussaggio
del gas.
Metodo di avvio
Start method
HF
La funzione HF innesca l’arco tramite una scintilla prodotta quando l’elettrodo viene
avvicinato al pezzo da saldare.
LiftArct
La funzione Lift Arct innesca l’arco quando l’elettrodo viene portato a contatto con il
pezzo da saldare e poi allontanato.
Innesco dell’arco con la funzione LiftArct. Fase 1: l’elettrodo viene tenuto contro il pezzo da saldare.
Fase 2: viene premuto il grilletto e si attiva un flusso di corrente basso. Fase 3: l’operatore solleva
l’elettrodo dal pezzo da saldare: l’arco si innesca causando l’aumento automatico della corrente fino al
valore impostato.
Corrente di picco, Peak current
Il valore superiore tra i due valori relativi alla corrente a impulsi.
Corrente di sfondo, Background current
Il valore inferiore tra i due valori relativi alla corrente a impulsi.
Tempo di p icco , Peak time
Periodo durante il quale la corrente a impulsi è attiva.
Durata dello sfondo, Background time
Durata della corrente di sfondo che assieme alla durata della corrente a impulsi
produce il periodo degli impulsi.
bi16d1ia
-- 4 2 --
IT
Durata degli impulsi
Durata dello sfondo
Corrente di picco
Corrente di sfondo
Saldatura TIG con corrente a impulsi
Aumento progressivo della co rrente
Con questa funzione, una volta innescato l’arco TIG la corrente aumenta lentamente
fino al valore impostato. In tal modo si produce un riscaldamento graduale
dell’elettrodo, consentendo all’operatore di posizionarlo correttamente p r ima di
raggiungere il valore pieno di corrente.
Riduzione progressiva della corrente
Il metodo di saldatura TIG utilizza questa funzione, che consente una graduale
riduzione della corrente su un intervallo di tempo controllato, per evitare i crateri e/o
la criccatura al termine di una saldatura.
Preflussaggio del gas, Gas preflow
Controlla il tempo durante il quale avviene il flussaggio del gas di protezione prima
dell’innesco dell’arco. Vedere anche le infor mazioni nel capitolo 3.7.
Postflussaggio del gas, Gas postflow
Controlla il tempo di flusso del gas di protezione dopo l’estinzione dell’arco. Vedere
anche le informazioni nel capitolo 3.7.
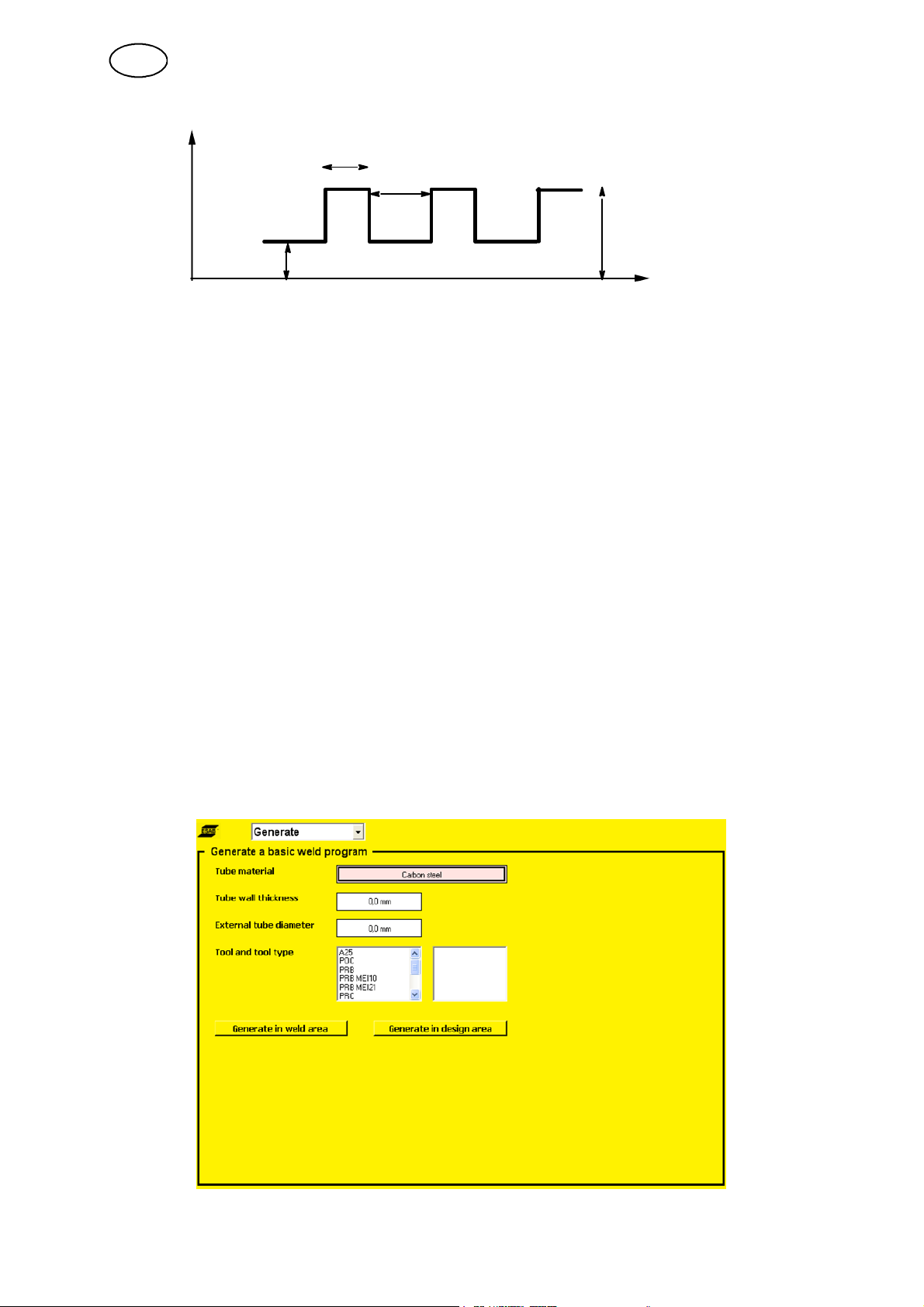
5.10 Genera
Generate
Qui è possibile generare un programma di saldatura base completo che può essere
aggiunto all’area di disegno o direttamente all’ar ea di saldatura. Il programma può
essere utilizzato come base per creare un programma personalizzato.
bi16d1ia
-- 4 3 --

IT
Specificare:
S Materiale tubo, Tube material
S Spessore parete tubo, Tube wall thickness
Max. 3 mm per acciaio inossidabile e max. 2,7 mm per acciaio al carbonio.
S Diametro tubo esterno, External tube diameter
S Utensile e tipo utensile, Tool and tool type
Attivare premendo ”Genera in area di saldatura, Generate in weld area” o ”Genera in
area di disegno, Generate in design area”.
Apre automaticamente il menu dell’area di saldatura o dell’area di disegno.
Ora è possibile continuare a lavorare al programma nell’area di saldatura o di
disegno. Vedere il capitolo ”Area di saldatura” 5.1 o ”Area di disegno” 5.2.
bi16d1ia
-- 4 4 --

6 TERMINI TECNICI
2tempi Comandoa2tempidellatorciadisaldatura.
4tempi Comandoa4tempidellatorciadisaldatura.
Ampiezza Pendolamento.
Regolazione della
tensione
dell’arco, AVC
Corrente di sfondo Il minore di due valori della corrente quando si utilizza corrente a impulsi.
Durata dello sfondo Durata della corrente di sfondo che assieme alla durata della corrente di
Tensione di sfondo Regolazione della tensione dell’arco quando si utilizza corrente di sfondo.
Velocità di avanza-
mento del filo di
sfondo
Punto di interruzione Punto di inizio per un nuovo settore.
Tempo di ritardo Tempo richiesto dalla tensione dell’arco per stabilizzarsi prima che inizi la
Area di disegno I programmi di saldatura vengono creati in questo menu.
Settore finale Ultimo settore di saldatura in una sequenza di saldatura.
Generare Cercare un programma di saldatura base completo.
Libreria Memoria in cui conservare i programmi di saldatura.
Corrente di picco Il maggiore di due valori della corrente quando si utilizza la corrente a
Tensione di picco Regolazione della tensione dell’arco alla corrente di picco.
Velocità di avanza-
mento del filo di
picco
Tempo di preriscaldamento
Durata degli impulsi Tempo per il quale la corrente è ”attiva” durante un periodo degli impulsi.
Gas di protezione Gas di protezione per il lato inferiore del giunto di saldatura (lato base).
Velocità di rotazione La velocità di rotazione dell’elettrodo attorno al pezzo da saldare.
Settore Una sezione specifica del tubo.
Sistema di settori Modalità di visualizzazione della divisione in settori, per gradi o per punti di
Riduzione progressi-vaRiduzione graduale di un valore.
Regolazione automatica della distanza dell’elettrodo.
picco produce il periodo degli impulsi.
Velocità di avanzamento del filo durante la durata dello sfondo specificata.
regolazione della tensione dell’arco.
impulsi o il valore della corrente quando si utilizza la corrente continua.
Velocità di avanzamento del filo alla corrente di picco.
Tempo di ritardo del movimento di saldatura quando si preriscalda il pezzo
da saldare.
interruzione.
Aumento progressivo Aumento graduale di un valore.
Impulsi speciali La corrente di saldatura si sincronizza con il movimento di pendolamento.
Impulsi a onde
quadre
Gas di avvio Speciale gas di protezione con caratteristiche di ionizzazione elevate, che
Settore di avvio Primo settore di saldatura in una sequenza di saldatura.
Verificare Controllare se il programma rimane nei valori limite.
Pendolamento Pendolamento laterale dell’elettrodo al tungsteno.
bi16d1ib
Impulsi speciali con rotazione a impulsi
facilita l’innesco dell’arco.
-- 4 5 --

Area di saldatura I programmi nell’area di saldatura controllano il processo di saldatura.
Gas di saldatura Gas di protezione per il lato superiore del giunto di saldatura.
bi16d1ib
-- 4 6 --

No.dicodice
Ordering no. Denomination
0444 405 070 Instruction manual SE
0444 405 071 Instruction manual DK
0444 405 072 Instruction manual NO
0444 405 073 Instruction manual FI
0444 405 074 Instruction manual GB
0444 405 075 Instruction manual DE
0444 405 076 Instruction manual FR
0444 405 077 Instruction manual NL
0444 405 078 Instruction manual ES
0444 405 079 Instruction manual IT
0444 405 080 Instruction manual PT
0444 405 081 Instruction manual GR
0444 405 082 Instruction manual PL
0444 405 083 Instruction manual HU
0444 405 084 Instruction manual CZ
0444 405 027 Instruction manual GB, RU
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
bi16o4
-- 4 7 -Edition 071107

p
-- 4 8 --

p
-- 4 9 --

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
070514
 Loading...
Loading...