


WO1002
Aristot
Instruction manual Инструкция по эксплуатации
Valid from program version 1.60711070444 5340 27

Русский 3...............................................
ENGLISH 45..............................................
Rights reserved to alter specifications without notice.
Оставляем за собой право изменять спецификацию без предупреждения.
-- 2 --

Русский
1 ВВЕДЕНИЕ 4.......................................................
1.1 Выбор языка 4.............................................................
1.2 Панель управления 5.......................................................
2 ДИАПАЗОН НАСТРОЕК 6...........................................
3 ПАРАМЕТРЫ СВАРКИ 7.............................................
3.1 Секторы 7.................................................................
3.2 Сварочный ток 8...........................................................
3.2.1 Импульсный ток/постоянный ток 9.....................................
3.3 Подача проволоки 9.......................................................
3.4 Вращение 10...............................................................
3.5 Ãàç 10......................................................................
3.6 Предварительный нагрев 10.................................................
3.7 Фронт 11...................................................................
4СТРУКТУРАМЕНЮ 12................................................
5ÌÅÍÞ 13............................................................
5.1 Зона сварки 13.............................................................
5.1.1 Параметры 13..........................................................
5.1.2 Управление файлами 18................................................
5.1.3 Информация 19........................................................
5.1.4 Информация о соединении 20..........................................
5.1.5 Настройки 22..........................................................
5.1.6 Предельные значения 23...............................................
5.2 Зона расчета 24.............................................................
5.3 Настройки 24...............................................................
5.3.1 Âèä 24.................................................................
5.3.2 Настройки пользователя 26.............................................
5.4 Вход в систему 27...........................................................
5.5 Библиотека 28..............................................................
5.5.1 Программы сварки 28..................................................
5.5.2 Фильтр поиска 29......................................................
5.6 Режим ручного управления 29...............................................
5.6.1 Выбор двигателя 29....................................................
5.6.2 Управление газовым клапаном 30.......................................
5.6.3 Пуск двигателя 30......................................................
5.7 Редактор инструмента 31....................................................
5.7.1 Загрузить/сохранить 31.................................................
5.7.2 Редактировать настройки 33............................................
5.7.3 Редактирование данных двигателя 33...................................
5.8 Журналы регистрации 34....................................................
5.8.1 Журнал регистрации событий 34........................................
5.8.2 База данных контроля качества 38......................................
5.9 Ручная сварка 39...........................................................
5.10 Создать 42.................................................................
6 ТЕХНИЧЕСКИЕ УСЛОВИЯ 43.........................................
НОМЕР ЗАКАЗА 82.....................................................
TOCr
-- 3 --

RU
1 ВВЕДЕНИЕ
Данное руководство описывает процедуру использования панели управления.
WO100
За общей информацией об эксплуатации обращайтесь к технологической
инструкции для источника питания и блока управления.
Текст, отображенный на панели, доступен на следующих языках: шведском,
норвежском, датском, финском, английском, немецком, французском,
голландском, испанском, итальянском, португальском, греческом, польском,
чешском, венгерском, словенском и русском.
1.1 Выбор языка
При первом запуске машины отображается следующее.
2
При поставке в системе настроен английский язык. Для выбора
предпочитаемого языка:
S Нажмите кнопку «Meny»
для активации меню и
отображения настроек,
доступных на этом
уровне.
S Поворачивайте ручку
управления до тех пор,
пока не выделится пункт
«Setting», после чего
нажмите на ручку
управления.
S Когда выделится пункт
«Appearance», нажмите
на ручку управления.
bi16d1ra -- 4 --

RU
S Когда выделится пункт «General», нажмите на ручку управления. Поле
«Language» со словом «English» заключено в рамку. Поверните ручку
управления, чтобы выбрать требуемый язык.
S Активируйте требуемый язык, нажав на ручку управления.
1.2 Панель управления
1 Ручка управления
Для перемещения, активации и настройки значений параметра.
Три функции ручки управления:
S Поворот влево
S Поворот вправо
S Нажмите на ручку управления, активируйте
2 Дисплей
На дисплее имеется четыре поля
обзора:
Верхнее поле состояния (А)
Информация о названии
программы зоны сварки,
пользователе, типе
подсоединенного инструмента и
размере трубы.
Основное поле меню (B)
Различные меню, смотрите главу5
«Структура меню»
bi16d1ra -- 5 --
RU
Поле обзора (С)
Для редактирования программ сварки, сохранения программ,
информации, вида и т. д.
Поле статуса (D)
Отображает основную информацию, сообщения об ошибках и текущих
данных сварки (положение, напряжение, ток)
3 Быстрый останов/Перезагрузка
Мгновенный останов сварочного процесса. Подача защитного
газа после гашения дуги осуществляется в соответствии с
данными конечного сегмента.
Повторное нажатие кнопки вызывает перезапуск программы с
параметрами, заданными в начальном сегменте; процесс сварки
продолжается от точки прерывания его программы.
4 Стрелка влево
В дополнительных меню используется для перемещения влево, в
главных меню для возврата
5 Стрелка вправо
В дополнительных меню используется для перемещения вправо,
в главных меню для перемещения вперед
6Ãëàâíîåìåíþ
Переход в поле главного меню
2ÄÈÀÏÀÇÎÍÍÀÑÒÐÎÅÊ
Параметр Диапазон установок
Сектор
Òî÷ê è î ñ òà íîâ à
Ãð à ä ó ñ û
Сварочный ток
Пиковый ток
Фоновый ток
Длительность импульса
Длительность фона
Подача проволоки
Установка пиковой скорости подачи
проволоки
Фоновая скорость подачи проволоки
1)
0-50
0,000-9,999
0-3599˚
3-400 A
3-400 A
0,01-25 ñ
0,01-25 ñ
15-250 ñì/ìèí
15-250 ñì/ìèí
2)
2)
Вращение
Скорость вращения
Направление вращения
Импульсное вращение
bi16d1ra -- 6 --
5-100 % максимальной скорости сварочных
инструментов
Вперед и Назад
0,05-25 с
специфиче
скийнаборзначений
ððððð
ð
ð
проволокиит.д.Этопозволяетпроводить
RU
Параметр Диапазон установок
Ãà ç
Длительность подачи защитного газа для
сварки
Длительность подачи защитного газа для
сварки после гашения дуги
Пуск подачи газа
Га з д л я св а р к и ко р н е в о г о шв а
Предварительный нагрев
Длительность предварительного нагрева
Фронт
Время подъема
Время спада
1)
Для трубы с воздушным охлаждением сварочного инструмента максимальный
сварочный ток составляет 100 А.Для трубы с водяным охлаждением сварочного
инструмента максимальный сварочный ток составляет 400 А.
Также смотрите инструкцию по эксплуатации данного инструмента для сварки труб.
2)
Зависит от источника питания
0-6000 ñ
0-6000 ñ
0-6000 ñ
0-6000 ñ
0-600 ñ
0,1-25 ñ
0,1-25 ñ
3 ПАРАМЕТРЫ СВАРКИ
3.1 Секторы
Программа для сварки труб может быть разделена на различные сегменты:
сектора. Каждый сектор соответствует одному сектору длины окружности
трубы. Максимальное количество секторов для одной программы составляет
50.
Сектору может быть назначен
для
различных параметров сварки, например,
ток, скорость вращения, скорость подачи
оволоки и т.д. Это позволяет проводить
п
сварку, используя различные настройки
параметров сварки для различныхсекторов
соединений трубы.
Сектор 4 Сектор 1
Сектор 3 Сектор 2
bi16d1ra -- 7 --

Каждаяточкаостановаилиградуса
ðäó,ðäð
ð
RU
Разделение на сектора выполнено путем
0,000
указания разныхточек останова
èëèградусоввокруг окружности трубы.
создает отправную точку для нового
Сектор 4 Сектор 1
сектора. На рисунке точка останова 0,00,
0 градусов является отправной точкой
для сектора 1, точка останова 0,250, 90
0,750 0,250
градусов, отправная точка для сектора 2
ит.д.
Сектор 3 Сектор 2
Источник питания позволяет сваривать
свыше 10 поворотов в одном и том же
сварном шве. (Сварочный инструмент
0,500
может вращаться 10 раз вокруг трубы.)
Примечание:Отдельный сектор не может быть меньше 10 тысячных или 3,6
градусов витка.
S Поворот 1=
точка останова 0,000-0,999
0-359 градусов
S Поворот 3 =
точка останова 2,000-2,999
720-1079 градусов
S Поворот 5 =
точка останова 4,000-4,999
1440-1799 градусов
S Поворот 7 =
точка останова 6,000-6,999
2160-2519 градусов
S Поворот 9 =
точка останова 8,000-8,999
2880-3239 градусов
S Поворот 2 =
точка останова 1,000-1,999
360-719 градусов
S Поворот 4 =
точка останова 3,000-3,999
1080-1439 градусов
S Поворот 6 =
точка останова 5,000-5,999
1800-2159 градусов
S Поворот 8 =
точка останова 7,000-7,999
2520-2879 градусов
S Поворот 10 =
точка останова 9,000-9,999
3240-3599 градусов
Чтобы закрыть программу сварки, задается так называемый конечный
сектор. Чтобы определить сектор как конечный, должны быть выполнены
следующие два условия:
S Нет последующего сектора.
S Значение сварочного тока для сектора составляет 0 ампер.
3.2 Сварочный ток
Для сварочного тока в группе параметров представлено шесть параметров:
S Пиковый ток
S Фоновый ток
S Длительность импульса
S Длительность фона
S Особый импульсный режим
S Фронт, см. пункт 3.7.
bi16d1ra -- 8 --
RU
Длительность импульса
Длительность фона
Пиковый ток
Фоновый ток
Сварка ТIG импульсным током
Сварочный ток может быть импульсным или постоянным (не импульсным).
3.2.1 Импульсный ток/постоянный ток
При использование сварки импульсного тока, пикового тока, фонового тока,
длительности импульса идлительности фонадолжно быть задано значение.
При использовании сварки постоянного тока, однако, необходимо ввести
значение параметра только для пикового тока. Введение значения для
фонового тока в результате даст импульсный ток.
3.3 Подача проволоки
Скорость подачи проволоки используется для отображения скорости подачи
присадочной проволоки в см/мин. Скорость может быть импульсной или
постоянной (не импульсной).
В группе параметров для скорости подачи проволоки представлены три
параметра:
S Пиковаяподачапроволоки
S Фоноваяподачапроволоки
S Фронт, см. пункт 3.7.
Для сварки с использованием постоянной (не импульсной) подачи проволоки
следует задать только параметрпиковая подача проволоки .
Для сварки с импульсной скоростью подачи проволоки необходимо ввести
параметры пиковая подача проволоки è фоновая подача проволоки .
Импульсная скорость подачи проволоки всегда автоматически
синхронизирована с подачей сварочного тока таким образом, что скорость
подачи проволоки высокая, когда используется пиковый ток, и низкая, когда
используется фоновый ток.
bi16d1ra -- 9 --

RU
3.4 Вращение
Используется для указания скорости вращения электрода вокруг детали.
Вращение отображается в мм/мин.
Скорость вращения может быть импульсной или постоянной (не импульсной).
В группе параметров для вращения представлены четыре параметра:
S Скорость вращения
S Направление вращения
S Импульсное вращение
S Фронт, см. пункт 3.7.
Импульсное вращение автоматически синхронизируется с подачей
сварочного тока таким образом, что сварочный инструмент неподвижен при
пиковый токе и вращается при подаче фонового тока.
3.5 Ãàç
В группе параметров для защитного газа представлены три параметра:
S Ãà ç ä ë ÿ ñ â à ð ê è
S Пуск подачи газа
S Ãà ç ä ë ÿ ñ â à ð ê è ê î ð í å â î ã î ø â à
Ãà ç ä ë ÿ ñ â à ð ê è обозначает защитный газ на верхней стороне сварного шва.
Параметр газа для сварки показывает длительность подачи защитного газа на
верхней стороне соединения перед сваркой и после сварки. Подача газа для
сварки отслеживается защитным устройством мин 4,5 л/мин.
Некоторые защитные газы, например, гелий (He) могут создавать проблемы
при зажигании дуги. Если этот тип защитного газа используется как
сварочный газ, следует использовать иную газовую смесь при фактическом
начале сварки, так называемый начальный газ.
Газдлясваркикорневогошваобозначает защитный газ на верхней стороне
сварного шва. Параметр газа для сварки корневого шва показывает, как
долго защитный газ подается на верхней стороне соединения до и после
сварки.
Если значение введено для газа для сварки идругоедляначального газав
секторе 1, подается только начальный газ.Подачагаза для сваркиподается в
момент загорания дуги.
3.6 Предварительный нагрев
Предварительный нагревиспользуется для нагрева детали в начальной точке
для того, чтобы обеспечить соответствующую проницаемость сварочной
ванны, и определяется как промежуток времени между зажиганием дуги и
началом вращательного движения. Если не введены значения для подогрева,
вращение начнется, как только зажжется дуга.
bi16d1ra -- 1 0 --

RU
3.7 Фронт
Фронт может быть указан для определенных параметров. Фронт - это время,
в течение которого значение параметра постепенно изменяется от значения в
предшествующем секторе до значения, введенного в данном секторе.
Подъем = постепенное повышение, если предшествующее значение ниже,
чем вводимое.
Спад = постепенное понижение, если предшествующее значение выше, чем
вводимое.
Максимальный период фронта может показывать зависимость от отдельного
сектора. Если время подъема/спада той же продолжительности, что и сектор,
это называется «подъем/спад сектора».
bi16d1ra -- 1 1 --

RU
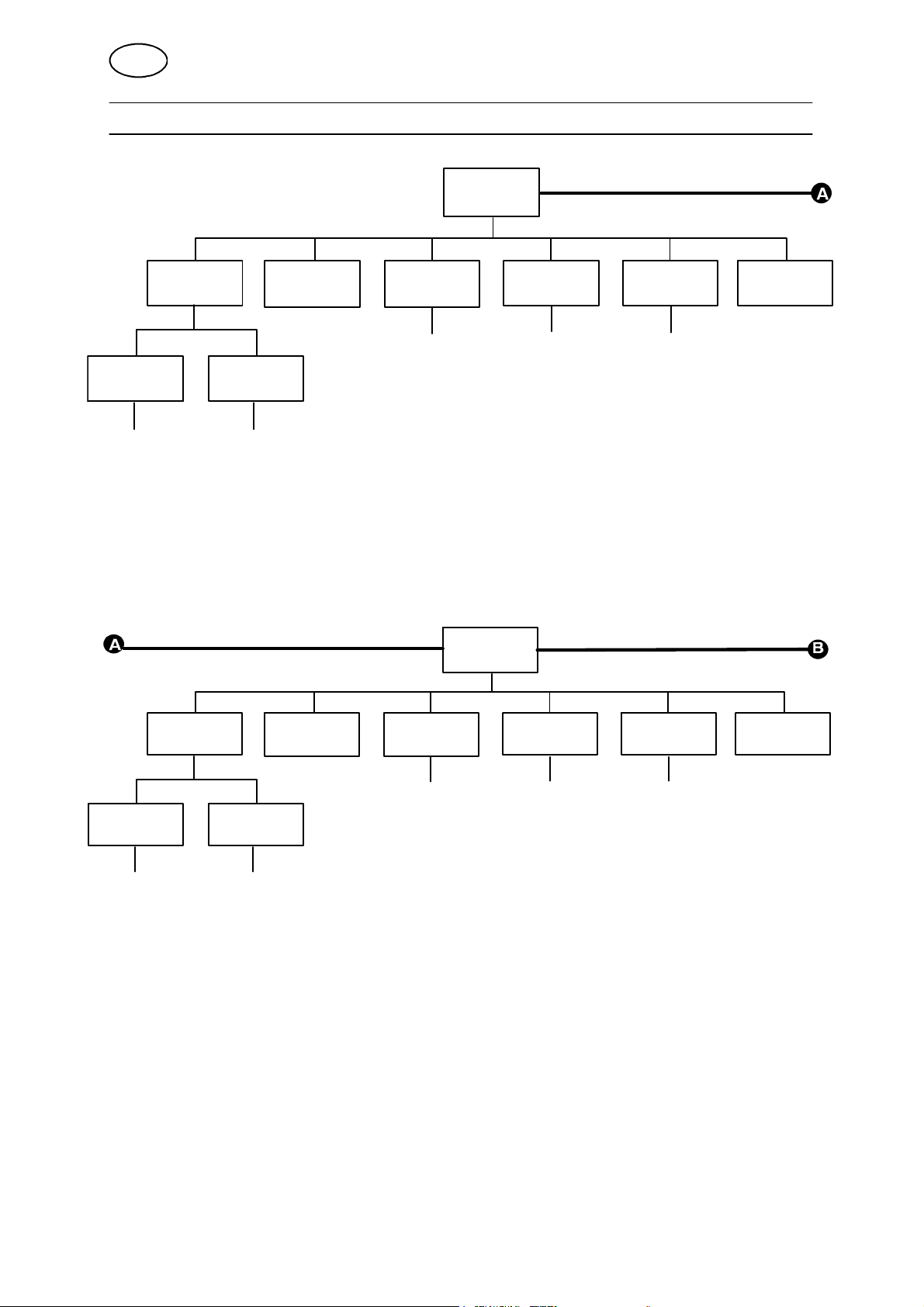
4ÑÒÐÓÊÒÓÐÀÌÅÍÞ
Зона сварки
Параметры Управление
Òàá ëèö à
· Редактировать
таблицу
· Показать/
скрыть
· Управление
сваркой
·
Редактирова
ть
файлами
Ãð à ô è ÷ å ñ ê è é
· Òîê
· Подвод
сварочной
проволоки
· Поворот
· Ãà ç
ИнформацияИнформаци
ÿî
соединении
· Общее
· Описание
· Òðóá à
· Электрод
· Проволока
· Ãà ç
·
Визуализация
· Значения
параметра
Çîíà
расчета
Настройки Предельные
значения
· Настройки
инструмента
· Настройки
трубы
Параметры Управление
Òàá ëèö à
· Редактировать
таблицу
· Показать/
скрыть
· Редактировать
Ãð à ô è ÷ å ñ ê è é
· Òîê
· Подвод
проволоки
· Поворот
· Ãà ç
файлами
ИнформацияИнформаци
ÿî
соединении
· Общее
· Описание
· Òðóá à
· Электрод
· Проволока
· Ãà ç
· Визуализ-
àöèÿ
· Значения
параметра
Настройки Предельные
значения
· Настройки
инструмента
· Настройки
трубы
bi16d1ra -- 1 2 --

RU
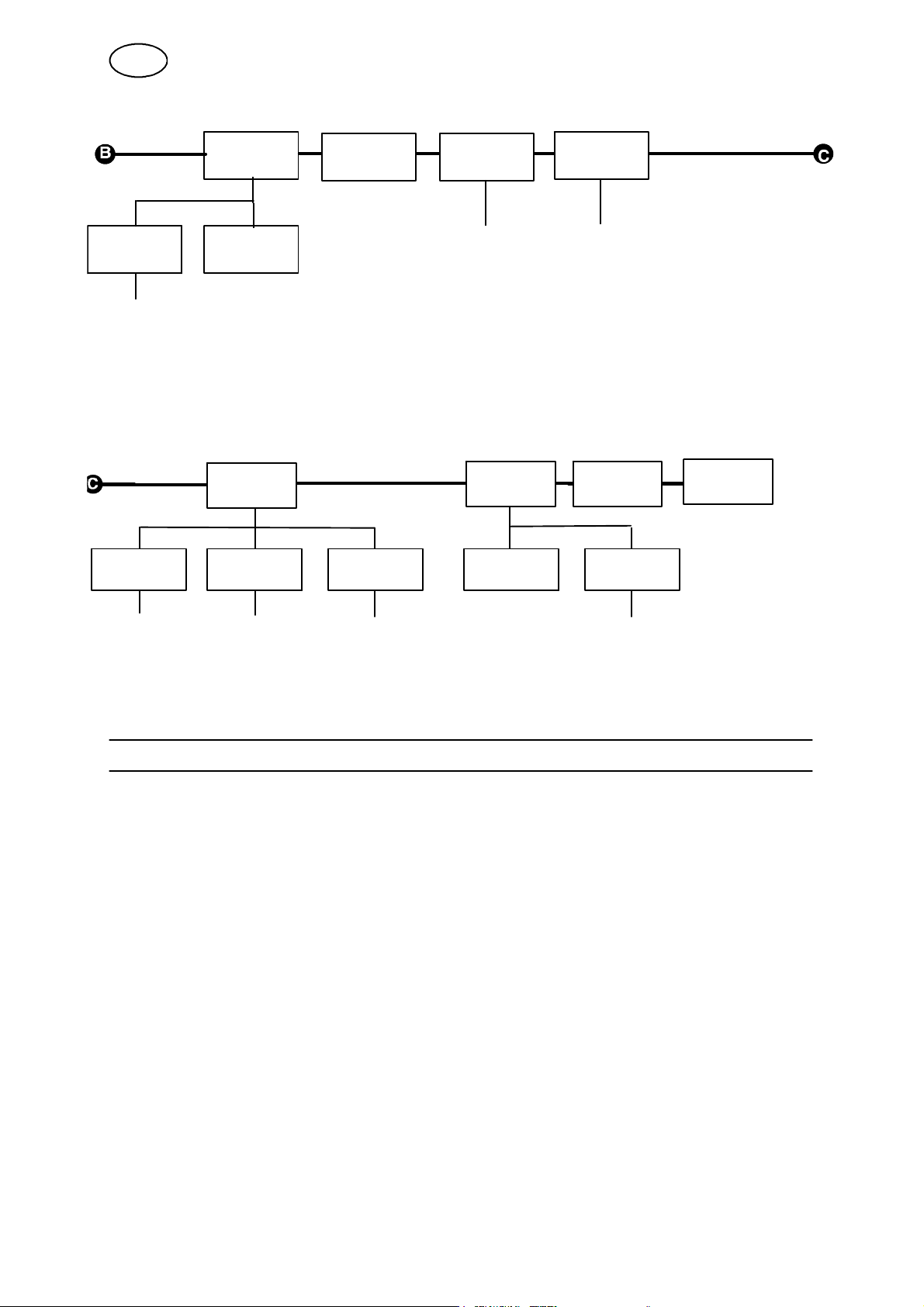
Настройки Âõîä â
Âèä Пользовате
· Общее
· База данных
контроля качества
Редактор
инструмен
Загрузить/
сохранить
· Выбор
инструмент
а
· Действие
инструмент
а
Изменение
· Общее
· Пределы
параметра
ëü
òà
настроек
систему
Изменить
данные о
двигателе
· Изменить
параметр
·
Отобразить
параметры
Библиотека Ручной
режим
Программа
сварки
Фильтр поиска Пуск двигателя
Журналы
регистрац
èè
Журнал
регистраци
и
событий
Выбор двигателя
Управление газовым
клапаном
Ручная
сварка
База данных
контроля
качества
· База данных
контроля
качества
файлы
· Содержание
Создать
5ÌÅÍÞ
Существует две рабочие области, в которых можно просматривать и
редактировать параметры сварки, зона сварки (см. главу5.1) и зона расчета
(см.главу5.2).
5.1 Çîíà ñâàð êè
Зона сварки
В этой области можно просматривать и редактировать параметры в
программе сварки и контролировать сварочный процесс. Программа сварки
в зоне сварки контролирует сварочный процесс.
Вы можете ввести параметры в зону сварки путем загрузки программы
сварки из библиотеки, создав базовую программу сварки или отредактировав
параметры вручную.
5.1.1 Параметры
Параметры
Эта опция является только архивом других опций меню.
bi16d1ra -- 1 3 --

RU
Зона сварки -- -- > Параметры -- -- > Таблица
Weld area -- -- > Parameters -- -- > Tabl e
Здесь можно просмотреть и отредактировать параметры сварки в табличной
форме, начать и остановить сварочный процесс.
Каждый параметр в группе параметров выделен цветом, соответствующим
цвету группы.
Выбранный параметр сварки в таблице показан в синем прямоугольнике с
двумя стрелочками.
S Чтобы перемещаться по таблице, поворачивайте ручку управления.
S Чтобы изменить направление, нажмите на ручку управления.
S Чтобы изменить значение параметра, нажмите на правую стрелочку и
измените значения параметров, использую ручку управления.
Ярлыки меню:
S Редактирование таблицы Edit table
Выделение таблицы с параметрами сварки
S Показать/скрыть Show/hide
Показать или скрыть в таблице группы параметров сварки.
Здесь можно выбрать, какие параметры отображаются в таблице путем
выделения групп параметров.
S Управление сваркой Weld control
Выделяет кнопку пуска в блоке управления сваркой.
Кнопки в этом блоке управляют процессом сварки. Можно запустить,
остановить, полностью остановить, продолжить или смоделировать
начало процесса сварки.
bi16d1ra -- 1 4 --

RU
S Редактирование секторов Edit sectors
Выделяет кнопку «Добавить сектор после Add sector after»вблокесектора
редактирования.
С помощью данного блока количество секторов может быть увеличено
или уменьшено. Можно добавить новые сектора перед существующим
сектором или после него и в программе сварки переместить сектора.
Зона сварки -- -- > Параметры -- -- > Ãð à ô è ÷ å ñ ê è é -- -- > Òîê
Weld area -- -- > Parameters -- -- > Graphical -- -- > Current
В этой области обзора можно просмотреть и отредактировать параметры
сварки для тока в графическом представлении.
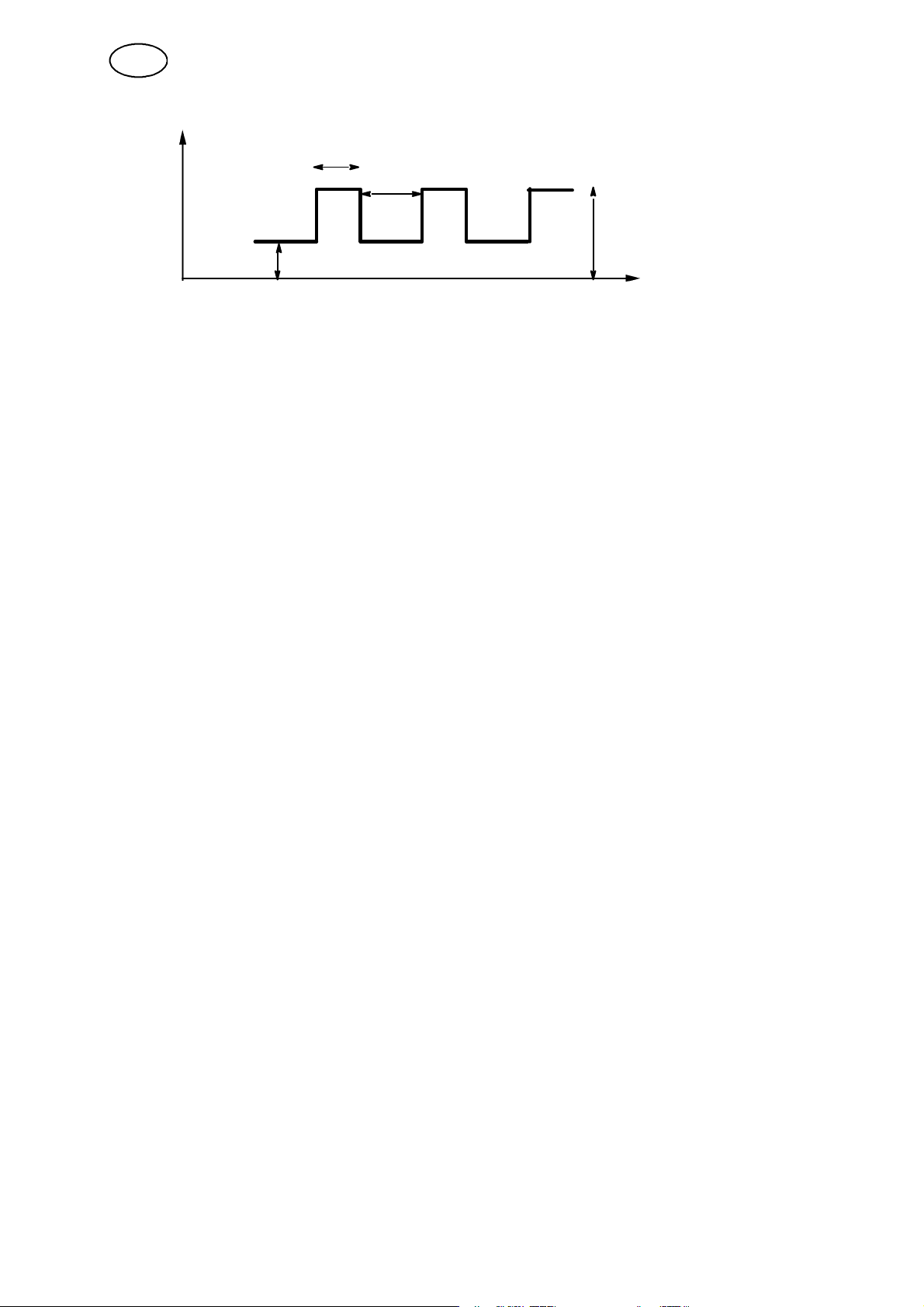
Пиковый ток и фоновые значения представлены в системе координат.
Ось Y соответствует значению тока в амперах, в то время как ось X
соответствует значению времени.
Различные значения тока для каждого сектора соединены и выстроены в ряд.
Зеленый свет указывает на пиковое значение тока для каждого сектора, тогда
как синий цвет указывает на значение фонового тока для каждого сектора.
Фронт представлен как угловая линия от начала сектора, которая
заканчивается при остановке времени фронта на оси X.
S Масштаб Zoom
Здесь можно регулировать масштаб оси Х в системе координат.
S Управление сваркой Weld control
Кнопки в этом блоке управляют процессом сварки. Вы можете запустить,
остановить, полностью остановить, продолжить или смоделировать
начало процесса сварки.
bi16d1ra -- 1 5 --

RU
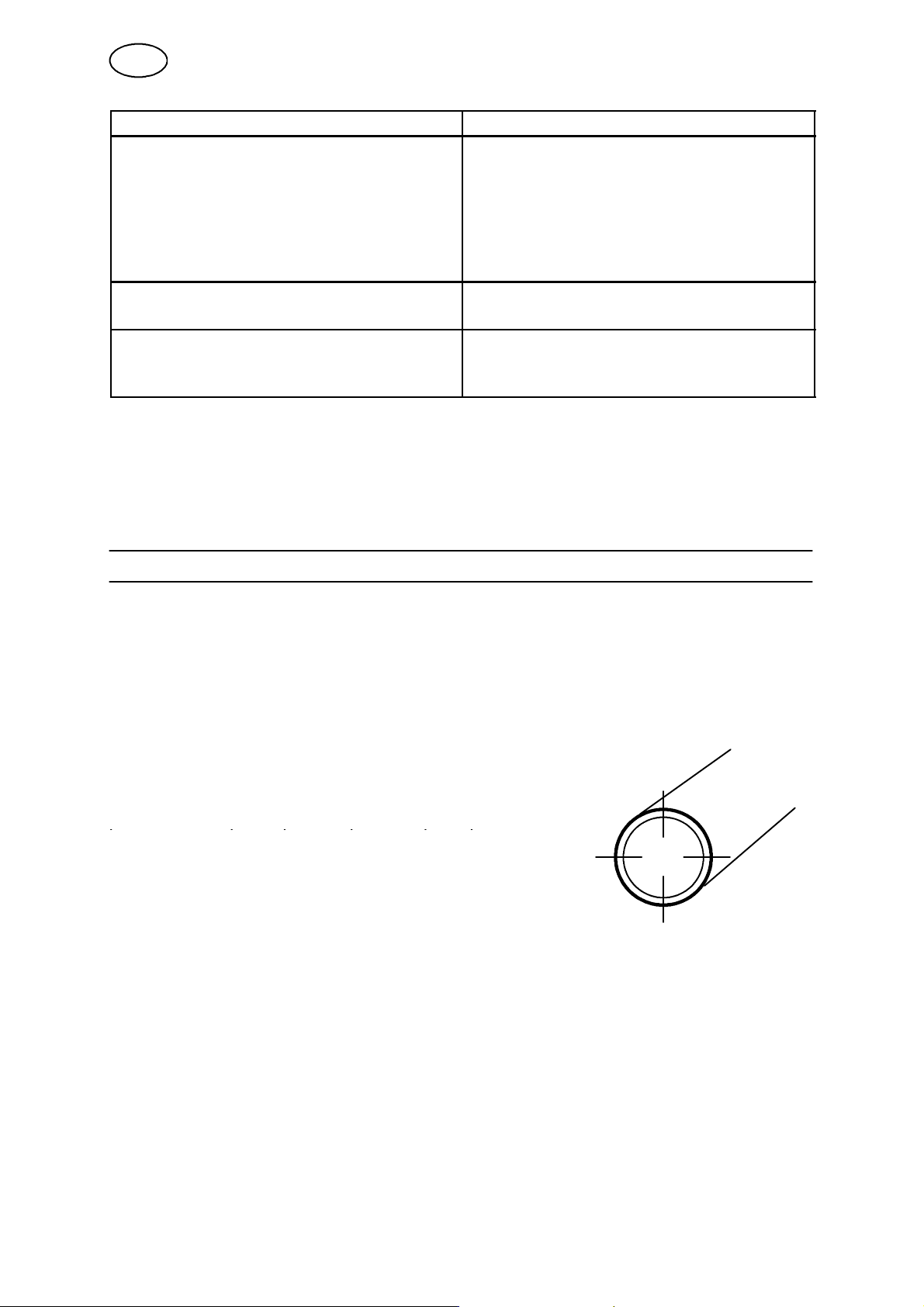
S Информация о секторе Sector information
Рисунок в этом поле показывает другие параметры, связанные с группой
параметров, используемой для тока. Точка останова сектора представлена
черточкой, обведенной в кружочек (поперечное сечение трубы).
Если программа сварки распространяется более чем на одну трубу, эти
формы показаны как последовательность кружков меньшего размера.
Длительность предварительного нагрева отображается в десятых долях
секунды под информацией о точке останова.
Включенный или выключенный особый импульсный режим отображается
в виде красного крестика, указывающего на то, что особый импульсный
режим не используется.
Взаимосвязь между длительностью импульса отображается как цикл
импульсного тока. Различная продолжительность для пикового и
фонового импульса.
S Рисунок точки останова
Можно переместить, добавить или удалить точку останова, используя
ручку управления, показанную на рисунке точки останова. Перескочив
вперед на рисунок и выделив его, можно повернуть ручку управления и
переместить белую черточку или «курсор».
Передвижение точки останова:
S Нажмите на ручку управления, как только курсор располагается на
перемещаемом курсоре точки останова (черный) или рядом с ним.
Курсор «забирает» точку останова, и она следует за ним, когда он
поворачивается по кругу.
S Чтобы подтвердить новую точку останова, нажмите на ручку
управления.
Создание новой точки останова
S Переместите курсор, поворачивая ручку управления, затем нажмите
на ручку управления один раз в том месте, в котором требуется
создать новую точку останова.
Удаление точки останова:
S Нажмите на ручку управления, как только курсор располагается на
удаляемом курсоре точки останова или рядом с ним.
Курсор «забирает» точку останова, и она следует за ним, когда он
поворачивается по кругу.
S Поверните ручку управления к предыдущей или следующей точке
останова и нажмите на ручку управления один раз.
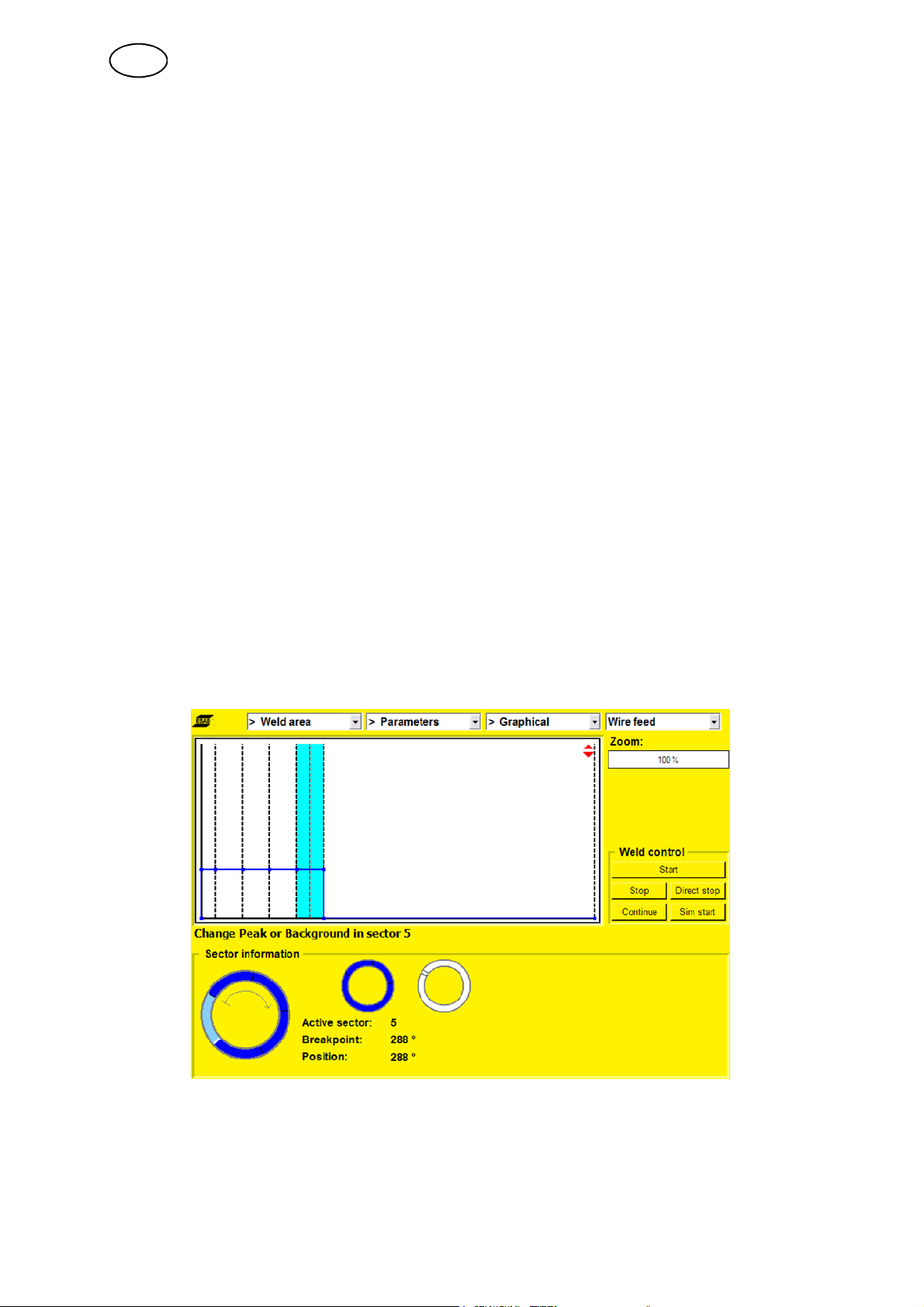
Зона сварки -- -- > Параметры -- -- > Ãð à ô è ÷ å ñ ê è é -- -- > Подача проволоки
Weld area -- -- > Parameters -- -- > Graphical -- -- > Wire feed
Здесь можно просмотреть и отредактировать параметры управления
скоростью подачи проволоки по секторам.
bi16d1ra -- 1 6 --

RU
Система координат показывает скорость, с которой проволока подается при
пиковом и фоновом значениях по секторам.
Фронт представлен как угловая линия от начала сектора в течение введенной
продолжительности фронта.
Зона сварки --> Параметры --> Графический--> Поворот
Weld area -- -- > Parameters --> Graphical --> Rotation
Скорость вращения отображается и редактируется в системе координат одной
линией для каждого значения и временем подъема/спуска. На системе
координат точка останова показана пунктирной линией.
Если импульсное вращение выключено, это отображается в виде
перечеркнутого импульса.
bi16d1ra -- 1 7 --

RU
Зона сварки --> Параметры --> Графический--> Газ
Weld area --> Parameters --> Graphical --> Gas
В данной области просмотра отображаются и редактируются время для
сварки, пуск подачи газа и сварка корневого шва.
5.1.2 Управление файлами
Управление файлами
Данная зона просмотра используется для сохранения, копирования, очистки и
проверки программы сварки.
bi16d1ra -- 1 8 --

RU
S Сохранить программу сварки Save weld program
Чтобы сохранить программу сварки, выберите место для сохраняемого
файла либо с помощью блока управления (Определяемые пользователем
программы User Defined Programs) или в USB-накопителе данных
(Внешняя память External Memory).
Укажите имя файла и нажмите кнопку «Сохранить программу сварки Save
weld program», используя ручку управления.
S Копирование программы сварки в другую область Копирование
данной программы сварки в зону расчета
В зависимости от того, какая рабочая область активна, можно
скопировать содержимое из одной области в другую нажатием кнопки
«Копировать данную программу сварки в зону расчета Copy this weld
program to Design area» или кнопки «Копировать данную программу в зону
сварки Copy this weld program to Weld area».
S Очистка, перезагрузка программы сварки Clear Weld area
Чтобы начать новую программу сварки, нажмите кнопку «Очистить зону
сварки, Clear Weld area» или кнопку «Очистить зону расчета, Clear Design
area».
S Проверка Verify
Данная функция используется для того, чтобы проверить, выполнила ли
программа сварки в текущей рабочей области следующие системные
требования:
S Выбран инструмент для программы сварки.
S Подсоединенный инструмент соответствует программе (применяется
только к зоне сварки).
S В программе есть как минимум 2 сектора (запуск и остановка
сектора).
S Заключительный сектор в программе является сектором останова
(сварочный ток равен нулю).
S Выбранный диаметр трубы соответствует выбранному сварочному
инструменту.
S В каждом секторе параметры сварки ограничены предельными
значениями (значениями минимума и максимума) для выбранного
инструмента.
5.1.3 Информация
Information
Используется для ввода информации о программе сварки. Эта информация
не влияет на сварочный процесс, но полезна для словесного описания
программы.
bi16d1ra -- 1 9 --

RU
S Общие, General
Название программы Program name указано в верху списка. Оно не
соответствует имени файла в программе управления файлами. Если
задано имя программы, оно используется в качестве подсказки для
имени файла.
S Описание Description
S Труба ,Tube
S Электрод,Electrode
S Проволока, Wire
S Ãà ç ,Gas
5.1.4 Информация о с оедине нии
Joint information
В данной области обзора можно просмотреть и изменить отображение
соединения в соответствии с программой сварки. Это информация только о
программе сварки. Она не влияет на сварочный процесс.
В поле «Визуализация, Visualization» можно просмотреть графическое
представление соединения. В поле «Параметр, Parameters» можно отобразить
значения, имеющие отношение к соединению. Значения, которые влияют на
соединение, могут быть изменены в обоих полях.
bi16d1ra -- 2 0 --

RU
Визуализация
Visualization
S Поверните ручку управления, и синяя линия отобразит выбранный
параметр.
S Нажмите на ручку управления, и линия станет красной. Значение может
быть изменено с помощью поворота ручки управления.
Параметр
Parameters
S Чтобы передвигаться по параметрам, используйте стрелки.
S Поверните ручку управления, чтобы изменить значение.
Зазор
Gap
Притупление
Nose
bi16d1ra -- 2 1 --

RU
Длина притупления
Nose length
Радиус
Radius
Угол скоса кромки
Bevel angle
Толщина материала
Material thickness
5.1.5 Настройки
Óñò àíî â ê à
Эта область обзора позволяет выбрать инструмент и внешние размеры трубы,
для которых создана программа сварки. В поле «Настройки инструмента, Tool
settings» можно с помощью линеек прокрутки просмотреть инструменты и
получить общее представление об «Иллюстрации инструмента, Tool
illustration». Чтобы выбрать инструмент, нажмите на ручку управления, а
затем, поворачивая ее и нажимая на нее, выберите тип инструмента.
bi16d1ra -- 2 2 --

RU
Внешние размеры трубы выбираются с помощью поворота ручки управления.
Для подтверждения размеров, нажмите на ручку управления. Выбранный
инструмент («Инструмент, Tool ») и размер («Ш:») можно увидеть в верхнем
поле состояния, если производить просмотр из рабочей области.
5.1.6 Предельные значения
Limits
Данное поле обзора может использоваться для того, чтобы ограничить
степень пользовательских изменений значений предварительно введенных
параметров в программе сварки.
Чтобы активировать ограничения, установите флажок «Активированные
ограничения, Limits activated».
bi16d1ra -- 2 3 --

RU
5.2 Зона расчета
Design area
Программа сварки может быть создана в зоне расчета для того, чтобы ее
можно было использовать в рабочей области или сохранить в библиотеке для
последующего применения. Чтобы посмотреть, как работает зона расчета, см.
главу 5.1Зона сварки. Зона расчета работает аналогично зоне сварки.
Самым значительным отличием между этими двумя зонами является то, что
из области расчета процесс сварки контролировать нельзя.
5.3 Настройки
Settings
Можно изменить вид панели и управлять профилями пользователей в
системе с помощью меню Настройки.
5.3.1 Âèä
Appearance
bi16d1ra -- 2 4 --

RU
Настройки --> Вид --> Общее
Settings --> Appearance --> General
S ßçûêLanguage
Выберите язык: шведский, норвежский, датский, финский, английский,
немецкий, французский, голландский, испанский, итальянский,
португальский, греческий, польский, чешский, венгерский, словенский
или русский.
S Угловая с ис тем а Angle system
Выберите тысячные части или градусы.
S Запуск просмотра Start view
Выберите стартовую панель с меню входа в систему или последнее
просмотренное меню.
Настройки --> Вид --> QData
Settings --> Appearance --> QData
S Функции после сварки Post weld function
Выберите из:
S Отсутствует,None
S Печать,Print
S Сохранить,Save
S Печать+сохранить, Print + save
Сохраненные и распечатанные значения являются показателями настроек
и измерений завершенного процесса сварки. При печати используется
интегральный принтер, установленный в блоке управления.
Значения сохраняются в панели управления под меню «База данных
контроля качества», см. главу5.8.
bi16d1ra -- 2 5 --

RU
Настройки --> Вид --> Дата и время
Settings --> Appearance --> Date and time
Здесь можно просмотреть и
ввести дату и время,
используемые в системе.
5.3.2 Настройки пользова теля
User settings
В данной области обзора можно добавить, изменить и удалить
пользователей.
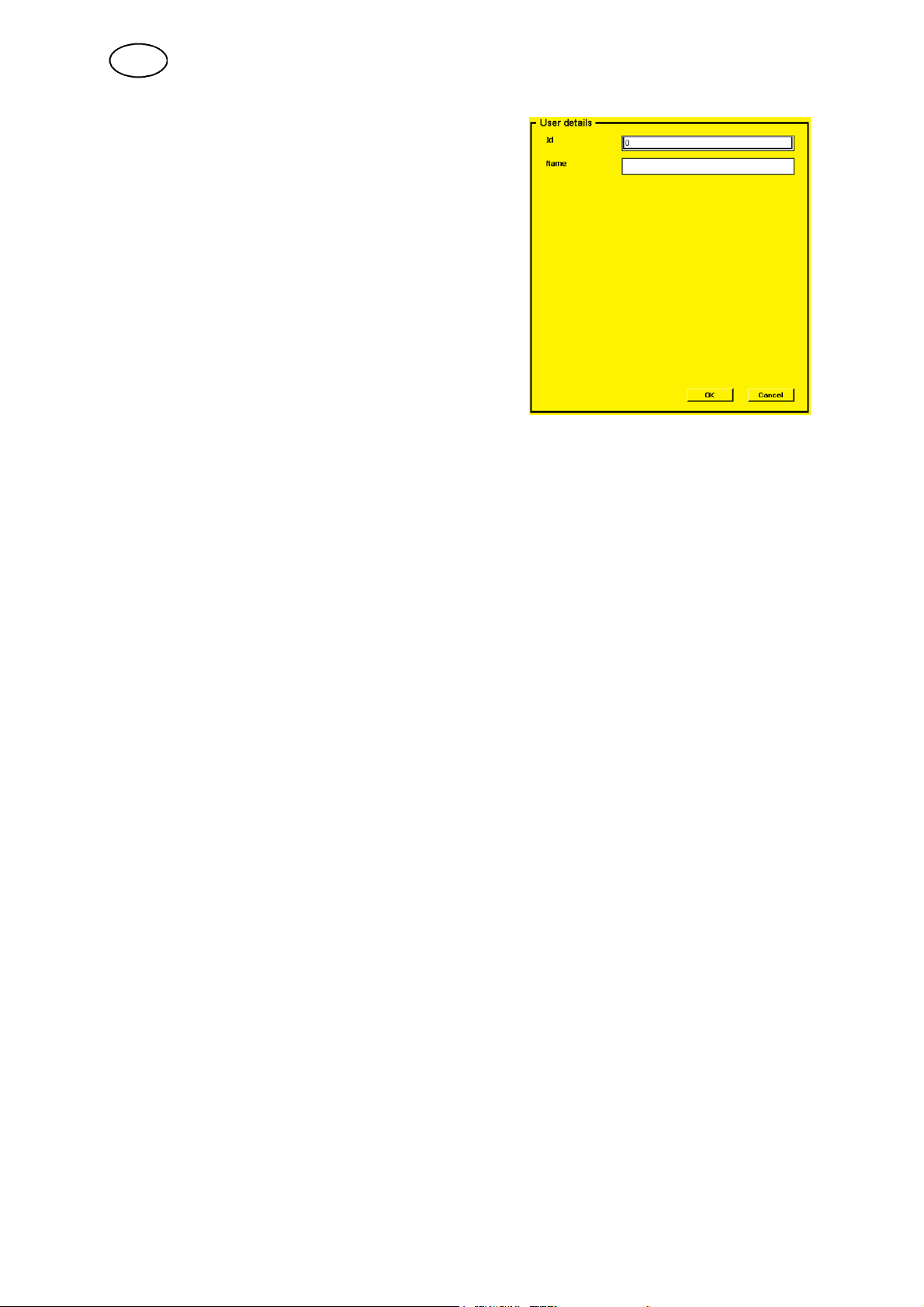
«Пользователь по умолчанию» создается при первом
запуске меню. Чтобы добавить нового пользователя:
S Нажмайте правую или левую стрелочку до тех пор,
пока не высветится «Новый пользователь, New
user».
S Нажмите на ручку управления.
bi16d1ra -- 2 6 --
RU
S Поворачивайте ручку управления до тех
пор, пока не появится подходящий ID.
S Нажмите на ручку управления.
Следующий блок выделится.
S Поворачивайте ручку управления до тех
пор, пока не появится необходимая
буква, нажмите на ручку управления и т.
д.
S Когда имя будет введено, нажмайте на
правую стрелочку до тех пор, пока не
выделится пункт «ок».
S Нажмите на ручку управления.
В списке появится новый пользователь.
Чтобы изменить пользователя.
S Выделите имя пользователя в списке (путем нажатия кнопок со
стрелками).
S Поверните ручку управления, чтобы выбрать необходимого для замены
пользователя, и нажмите на ручку управления еще раз.
Сбоку от списка пользователей появится новое поле, в котором можно
изменить имя или ID выбранного пользователя. Подтвердите изменения,
используя кнопку «ОК».
Чтобы удалить пользователя:
S Выделите имя пользователя.
S Нажмите на ручку управления, переместитесь к кнопке «Удалить
пользователя, Delete user» и нажмите на нее.
Пользователь исчезнет из списка.
5.4 Вход в систему
Login
Меню входа в систему используется для выбора пользователей и просмотра
версии программы, применяемой для панели и подсоединенных блоков.
Можно просмотреть информацию о версии подсоединенных
блоков/подключенных узлов.
Имя пользователя отображается в верхнем поле состояния, см. главу Панель
управления1.2.
bi16d1ra -- 2 7 --

RU
5.5 Библиотека
Library
Программу для зоны сварки или зоны расчета можно стереть или отыскать
при использовании меню библиотеки.
Следует помнить, что каждая программа, сохраненная в библиотеке,
составляет 4 - 6 Кб. Внутренняя память блока составляет 1 Гб, таким образом,
существует очень небольшой риск переполнения библиотеки.
ПРИМЕЧАНИЕ! Невозможно удалить предопределенные программы,
начинающиеся с ESAB. Эти программы проверены и предназначены для
работы начальных данных для сходных размеров.
5.5.1 Программы сварки
Weld programs
bi16d1ra -- 2 8 --
RU
5.5.2 Фильтр поиска
Search filter
Используя меню фильтров поиска, можно осуществлять поиск программ в
библиотеке по следующим критериям:
S Ничего,Nothing
S Èìÿ, Name
S Проект, Project
S Материал,Material
S Внешний диаметр трубы,
External tube diameter
S Толщина стенки трубы,
Tube wall thickness
Если найдены программы, которые соответствуют данным критериям, эти
программы отображаются в меню «Программы сварки, Weld programs».
Если нет программ, которые не соответствуют выбранным критериям,
перейдите в «Перейти к генерации,GotoGenerate», см. главу Генерация 5.10.
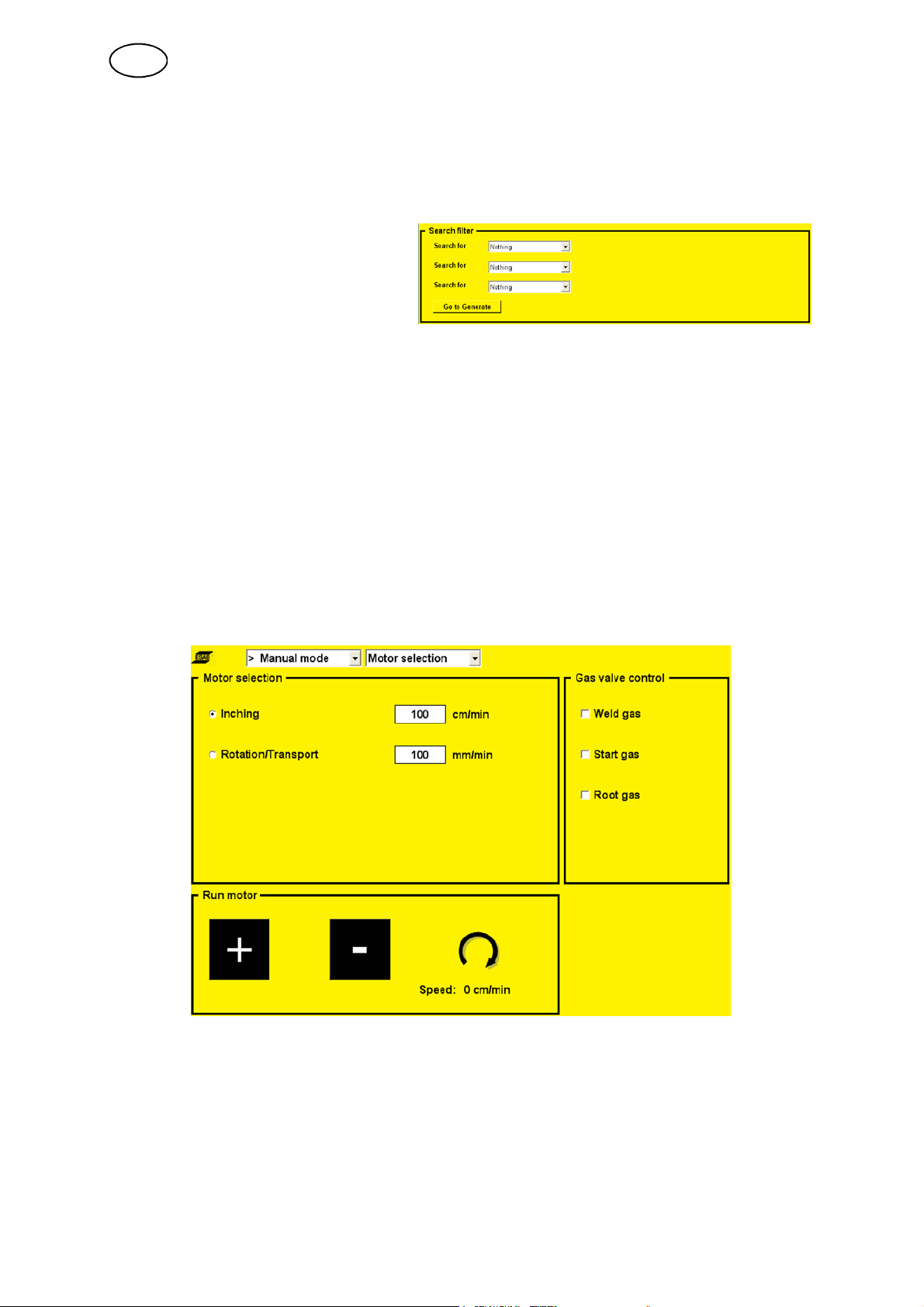
5.6 Режим ручного управления
Manual mode
При использовании данного меню могут быть проверены все двигатели.
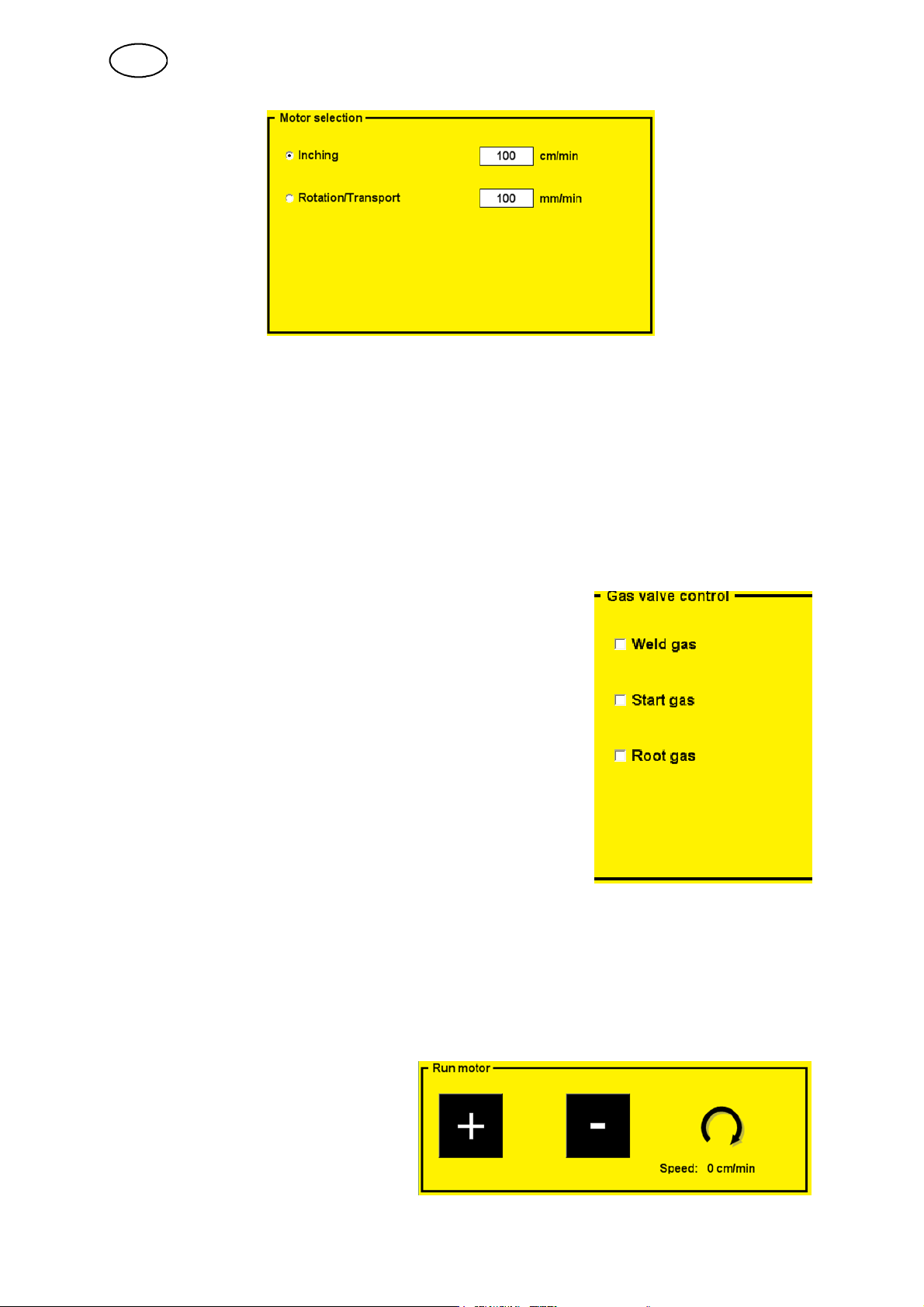
5.6.1 Выбор двигателя
Motor selection
Здесь можно выбрать, какой двигатель запустить, а также ввести скорость
двигателя.
Примечание: Этот вид отображает только те двигатели, которые дост упны в
системе. Инструмент, выбранный в «Зоне сварки Weld area --> Settings
Настройки» влияет на отображаемую информацию.
bi16d1ra -- 2 9 --
RU
S Толчковый режим подачи проволоки, Медленное перемещение
Используется, когда загружена новая бобина проволоки, например.
S Вращение/перемещение, Rotation/Transport
Используется для перемещения сварочного инструмента вокруг детали.
5.6.2 Управление газовым клапаном
Gas valve control
Используется для измерения расхода газа или для удаления воздуха и влаги
из газовых шлангов перед началом сварки.
Запуск и остановка подачи газа.
Если выйти из области просмотра, газовый клапан
закроется автоматически.
5.6.3 Пуск двигателя
Run motor
Используется для того, чтобы просмотреть текущие значения двигателя.
Внимание!Удерживайте ручку управления, чтобы активировать приводной
двигатель.
Запустите выбранный мотор
вперед «+» или назад «-» и
просмотрите его текущую
скорость.
bi16d1ra -- 3 0 --

RU
5.7 Редактор инструмента
Tool editor
Данное меню используется для просмотра и редактирования параметров
инструмента. Новый инструмент можно создать из рабочей области или
используя предопределенные инструменты. Инструменты, которые созданы
пользователем, могут быть удалены, изменены или сохранены.
Предопределенные инструменты, которые поставляют с системой, не могут
быть изменены или удалены.
Обратите внимание на то, что инструменты, которые непосредственно
используются, назначены в особой рабочей области, инструментальной
области. Все изменения, представленные в описанной выше области
просмотра, влияют только на инструментальную область и сохраняются по
требованию пользователя.
5.7.1 Загрузить/сохранить
Load/save
В данной области просмотра можно загрузить базовый инструмент при
создании нового инструмента, очистить пользовательские инструменты и
сохранить инструменты.
Выберите инструмент для использования (введите параметр в
инструментальную область) перемещаясь по списку инструментов с
помощью левой и правой стрелочки. Поверните ручку управления, чтобы
выбрать инструмент.
Перейдите к кнопке «Загрузить инструмент, Load tool», нажмите на ручку
управления и подтвердите выбор инструмента, который хотите использовать.
Также возможно использование технических характеристик инструмента (тип
инструмента), например, инструмент с определенным диапазоном диаметра.
Удалите созданный инструмент, выбрав его в списке, нажмите ручку
управления на пункте «Удалить инструмент, Delete tool» и подтвердите его
bi16d1ra -- 3 1 --

RU
удаление, нажав на кнопку «Да,Yes». Невозможно удалить какой-либо
инструмент, который был поставлен вместе с системой.
Сохраните созданный инструмент как новый или замените им существующий
инструмент (нельзя переместить инструмент, который был поставлен вместе с
системой).
Чтобы сохранить инструмент как новый (или новый тип инструмента):
S Перейдите к списку инструментов (или типов инструмента), используя
курсор вправо/влево.
S Поверните ручку управления, чтобы выделить «Новый, New» в списке.
S Нажмите кнопку меню и выберите «Действия инструмента, Tool action».
S Нажмите кнопку «Сохранить инструмент, Save tool».
S Нажмите ручку и подтвердите сохранение инструмента как нового,
используя кнопку «Да,Yes».
Чтобы заменить существующий инструмент, используйте ту же процедуру,
что описана выше, но в этом случае выберите существующий инструмент из
списка инструментов.
Можно загрузить инструмент в систему из устройства памяти USB, если в
корневом каталоге файловой структуры существует файл инструмента
«MechTIG_Tools.xml».
Выполните следующее:
S Подсоедините устройство памяти USB к USB терминалу панели, в котором
файл «MechTIG_Tools.xml» расположен в корневом каталоге файловой
системы.
S Нажмите «Загрузка инструментов с usb-носителя данных, Load tools from
usb-memory», используя кнопку со стрелками.
S Нажмите на ручку управления и подтвердите выбор, используя кнопку «Да
,Yes» для отмены всех внесенных к инструменту изменений.
Очистите или сбросьте все параметры инструментальной области,
переместившись к кнопке «Очистить инструмент, Clear tool» и нажмите на
ручку управления. Подтвердите отмену внесенных изменений, нажав кнопку
«Да,Yes», расположенную в инструментальной области.
Чтобы сохранить все инструменты в USB устройстве памяти:
S Подсоедините устройство памяти USB к USB терминалу панели.
S Перейдите к кнопке «Сохранить инструменты с USB-носителя данных,Save
tools to usb-memory», нажмите на ручку управления.
S Подтвердите сохранение инструментов, нажав на кнопку «Да,Yes»è
перезапишите сохраненные инструменты на накопителе данных USB.
bi16d1ra -- 3 2 --

RU
5.7.2 Редактировать настройки
Edit settings
Этот вид используется при загрузке инструмента или при создании нового
инструмента. Здесь можно просмотреть и отредактировать все значения
параметров для инструмента.
Поле «Основные настройки, General settings» содержит основные настройки
для инструмента, в то время как поле «Параметры ограничений, Parameter
limits» определяет максимальные и минимальные значения для параметров.
Если для мин. значений высвечивается показатель 0, это означает, что
минимальное значение не было установлено, и если максимальное значение
65535, это означает, что максимальное значение не установлено. (В некоторых
случаях, когда используется десятичная дробь, 655,30 или 6553,5 могут
означать отсутствие установок).
5.7.3 Редактирование данных двигателя
Edit motor data
В данной области обзора можно просмотреть и отредактировать
специфические настройки двигателя. Настройки существуют для каждого
двигателя (вращение, подача проволоки, сварка с поперечными колебаниями
электрода, управление напряжением дуги). Существует три параметра для
каждого двигателя. Параметры «Настройка параметров», «Масштабное
расположение» («числитель», «знаменатель») и «масштабная скорость»
(«числитель», «знаменатель»).
bi16d1ra -- 3 3 --

RU
Добавьте значение 100 для параметра «Масштабное расположение
(числитель)» двигателя, который управляет вращением.
Выполните следующее:
S Перейдите к следующему текстовому полю над «Параметрами двигателя,
Motor parameter», используя перемещение курсора вправо/влево.
S Поворачивайте ручку управления до тех пор, пока в текстовом поле не
появится пункт «Масштабное расположение (числитель)»,и нажмите на
ручку управления.
S Измените значение на 100, повернув ручку управления. Нажмите на ручку
управления, чтобы продолжить настройку.
S Поверните ручку управления таким образом, чтобы пункт «Вращение,
Rotation» появился в текстовом поле. Подтвердите выбор, нажав на ручку
управления.
S Нажмите на ручку управления, чтобы добавить (или отредактировать)
значение в списке параметров для вращения двигателя.
Можно удалить параметры двигателя, выделяя их в списке параметров
двигателя путем нажатия на ручку управления, перехода к кнопке «Удалить,
Delete» и нажатия на ручку управления для того, чтобы удалить выбранный
параметр из списка.
5.8 Журналы регистрации
Logs
Данное меню позволяет просматривать журналы регистрации,
скомпилированные системой.
5.8.1 Журнал регистрации событий
Event log
Возникновение ошибки отображается с помощью символа ,который
отображается справа от логотипа ESAB. Когда оператор заходит в меню
журнала регистрации событий, символ исчезает.
bi16d1ra -- 3 4 --

RU
Используется для отображения
операционных сообщений
Для того, чтобы очистить или удалить все операционные сообщения из
журнала регистрации, перейдите к кнопке «Очистить журнал регистрации,
Clear log» с помощью клавиш со стрелками и нажмите на ручку управления.
Подтвердите удаление всех событий нажатием кнопки «Да, Yes » с помощью
ручки управления. Журнал регистрации событий перезагрузился и не
содержит данных.
Также можно сохранить журнал регистрации событий на внешнем USB
накопите данных.
Выполните следующее:
S Вставьте память USB в USB-разъем панели, переместите фокус с
помощью стрелок на кнопку «Сохранить, Save».
S Нажмите на ручку управления. Если журнал событий был сохранен
правильно, в нижней строке текущего состояния появится текст «Журнал
событий сохранен, Event log saved».
bi16d1ra -- 3 5 --
RU
Операционные сообщения
Áëîê Unit
1 =блок охлаждения (cooling unit) 6 = управлением двигателем 1 (motor
control 1), вращение, подача
проволоки
2 = источник питания (power source) 8 = блок сварочных параметров (weld
data unit)
4 = дистанционное управление (remote
control)
Ниже описываются коды ошибок, которые пользователь может устранить
самостоятельно. При возникновении ошибки с другим кодом обратитесь к
технику по обслуживанию оборудования.
Êîä Описание
5 Выход промежуточного напряжения постоянного тока за пределы
допустимого диапазона
Недопустимо высокое или недопустимо низкое напряжение. Слишком высокое
напряжение может быть вызвано резкими колебаниями в сети питания или
слабым источником питания (обеспечение высокой индуктивности источника
питания или потеря фазы).
Работа блока питания остановлена и не может начаться вновь.
Действие: Выключите сетевое питание, чтобы перевести устройство в исходное
состояние. Если неисправность не устраняется, вызовите специалиста по
обслуживанию.
6 Высокая температура
Сработала защита от тепловой перегрузки.
Выполняемыйсварочныйпроцессостановленинеможетбытьзапущенповторно
до тех пор, пока выключатель не будет возвращен в исходное положение.
Действия: Убедитесь в том, что отверстия для забора и выпуска охлаждающего
воздуха не перекрыты и не забиты грязью. Проверьте используемый рабочий
цикл, чтобы убедиться в отсутствии перегрузки оборудования.
Если неисправность повторяется, вызовите специалиста по обслуживанию.
11 Неисправность в системе слежения за током, (вращение, подача проволоки)
Когда двигатель не может поддерживать свою скорость. Сварка останавливается.
Действия: Проверьте, , чтобы проволока в инструменте/блоке подачи не была
спутана, и чтобы блок перемещался с достаточной скоростью. Если
неисправность не устраняется, вызовите специалиста по обслуживанию.
11 Неисправность в системе слежения за током, (источник питания)
Недопустимо высокое или недопустимо низкое напряжение. Слишком высокое
напряжение может быть вызвано резкими колебаниями в сети питания или
слабым источником питания (обеспечение высокой индуктивности источника
питания или потеря фазы). Работа блока питания остановлена и не может начаться
вновь.
Действие:Выключите сетевое питание, чтобы перевести устройство в исходное
состояние. Если неисправность не устраняется, вызовите специалиста по
обслуживанию.
12 Ошибка внутренней связи (предупреждение)
Временное превышение нагрузки на шине системы CAN.
Отсутствие соединения блока питания с пультом..
Действие:Проверьте правильность подсоединения всего оборудования.
Если неисправность не устраняется, вызовите специалиста по обслуживанию.
17 = подключенные узлы ввода/вывода
(I/O node))
bi16d1ra -- 3 6 --

RU
Êîä Описание
14 Ошибка связи
Шина системы CAN временно прекратила работу из-за слишком высокой
загрузки.
Процесс сварки прекращается.
Действия: Проверьте правильность соединения всего оборудования. Выключите
питание от сети, чтобы перевести устройство в исходное состояние. Если
неисправность не устраняется, вызовите специалиста по обслуживанию.
17 Отсутствие контакта с блоком
Отсутствие контакта с блоком Подача газа не выключается, ее требуется
выключить вручную.
Пуск заблокирован
Действия: Проверьте кабели. Если неисправность не устраняется, вызовите
специалиста по обслуживанию.
19 Ошибка памяти в памяти RAM для данных, посылаемых аккумулятором.
Напряжение аккумуляторной батареи слишком низкое Если батарею не заменить,
все сохраненные данные будет потеряны.
Данная неисправность не препятствует выполнению функций.
Действия: Вызовите специалиста по обслуживанию для замены источника
питания.
20 В программе сварки сохранены неверные заданные значения
При запуске обнаружены недопустимые значения.
Действие: Измените параметры программы сварки. Если неисправность не
устраняется, вызовите специалиста по обслуживанию.
29 Отсутствие потока охлаждающей воды
Сработало реле контроля потока.
Процесс сварки остановлен, и его повторный пуск заблокирован.
Действия: Проверьте контур подачи охлаждающей воды, насос и шланги.
32 Отсутствие потока газа
Расход газа составляет менее 3,5 л/мин. Пуск заблокирован.
Действия: Проверьте газовый клапан, шланги и соединители.
41 Сбой начала сварки
Источник питания не может зажечь сварочную дугу.
Действие: Проверьте кабели сварки и инструмент.
bi16d1ra -- 3 7 --
RU
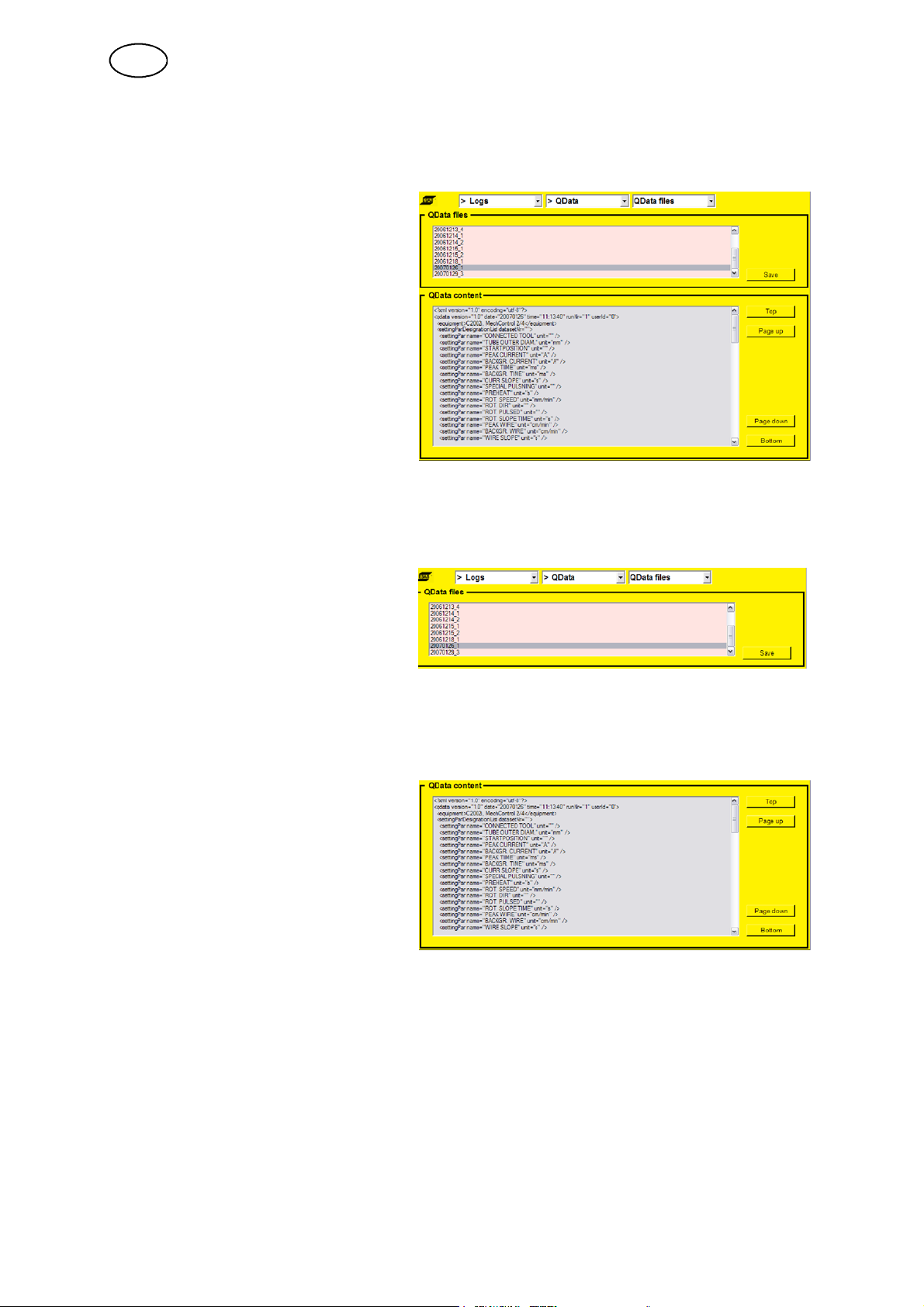
5.8.2 База данных контроля качества
QData
Здесь можно просмотреть
данные, сохраненные под
послесварочной функцией, см.
главу5.3.
Журналы регистрации --> QData --> QData файлы
Logs --> QData --> QData files
Файлы QData сохранены с датой
и серийным номером.
Файлы могут быть сохранны на
USB-накопитель памяти,
используя «Сохранить,Save».
Журналы регистрации --> QData --> содержимое QData
Logs --> QData --> QData content
В этом поле отображаются
заданные показатели QData и
значения измерений.
bi16d1ra -- 3 8 --

RU
5.9 Ручная сварка
Manual welding
Данное меню используется для выполнения сварки ручной сварочной
горелкой TIG.
Ждущий режим
Режим сварочного пистолета
2-х тактный режим
Подача
защитного газа
Работает при использовании 2-х шагового управления сварочной горелкой.
Нарастание
Ñïàä Подача
защитного
газа после
гашения
дуги
При 2-х тактном режиме управления нажатие куркового выключателя (1)
горелки TIG запускает предварительную подачу защитного газа (если эта
функция включена), а затем зажигается электрическая дуга. Ток возрастает
до заданного значения (в соответствии с функцией нарастания, если она
включена). При отпускании куркового выключателя (2) подача тока
прекращается (или контролируется функцией спада, если она включена), и
дуга гаснет. Подача защитного газа после гашения дуги продолжается, если
такая функция включена.
bi16d1ra -- 3 9 --

RU
4-х тактный режим
Подача
защитного газа
Работает при использовании 4-х шагового управления сварочной горелкой.
Нарастание
Ñïàä Подача
защитного
газа после
гашения
дуги
При 4-х тактном режиме управления нажатие куркового выключателя (1)
запускает предварительную подачу защитного газа (если эта функция
включена) . По окончании времени предварительной подачи защитного газа
ток повышается до начального уровня (несколько ампер), и загорается
электрическая дуга. При отпускании куркового выключателя (2) ток возрастает
до заданного значения (в соответствии с функцией нарастания, если она
включена). Если затем нажать на курковый выключатель (3), подача тока
сбросится до начального уровня (в соответствии с функцией спада, если она
включена) При повторном отпускании пускового выключателя (4) дуга
гасится, и начинается подача защитного газа после гашения дуги.
Способ запуска
Способ запуска
HF
Функция HF зажигает дугу при помощи воспроизводимой искры, когда
электрод приближается к детали.
LiftArct
Функция Lift Arct («Поднять дугу») зажигает дугу, когда электрод касается
свариваемой детали, а затем приподнимается над ней.
Зажигание дуги с помощью функции LiftArct. Шаг 1: Электрод удерживается напротив
детали. Шаг 2: нажат курковый выключатель, и начинается подача слабого тока. Шаг 3:
сварщик отводит электрод от детали; дуга зажигается и уровень тока автоматически
повышается до заданного значения.
bi16d1ra -- 4 0 --

RU
Пиковый ток, Peak current
Большее из двух значений тока при импульсном режиме.
Фоновый ток , Background current
Меньшее из двух значений тока при импульсном режиме.
Длительность импульса, Peak time
Часть периода импульса, в течение которой включен ток импульса.
Длительность фона, Background time
Длительность фонового тока, которая вместе с длительностью импульсного
тока, представляет собой период импульса.
Длительность импульса
Длительность фона
Пиковый ток
Òîê ôîí à
ТIG сварка импульсным током
Нарастание
Функция нарастания означает, что после загорания дуги TIG, ток медленно
повышается до заданной величины. Это обеспечивает более «мягкий»
разогрев электрода и дает возможность сварщику правильно расположить
электрод до того, как будет достигнута полная сила тока.
Ñïàä
При сварке TIG используется также функция снижения, когда ток «медленно»
понижается в течение заданного времени, что позволяет избежать
образования кратера и/или растрескивания при завершении сварки.
Подача защитного газа,Gaspreflow
Контролирует продолжительность предварительной подачи защитного газа
до момента зажигания дуги. Также смотрите информацию в главе 3.5.
Подача защитного газа после гашения дуги, Gas postflow
Регулировка времени подачи защитного газа после гашения дуги. Также
смотрите информацию в главе 3.5.
bi16d1ra -- 4 1 --

RU
5.10 Создать
Generate
Здесь может быть создана полная базовая программа сварки и добавлена в
зону расчета или непосредственно в зону сварки. Программа может быть
использована как основа для создания пользовательской программы.
Задайте:
S Материал трубы,Tubematerial
S Толщина стенки трубы, Tube wall thickness
Макс3ммдлянержавеющейсталиимакс2,7ммдляуглеродистойстали.
S Внешний диаметр трубы, External tube diameter
S Инструмент и тип инструмента, Tool and tool t ype
Активизируйте путем нажатия «Создать в зоне сварки, Generate in weld area»
или «Создать в зоне расчета, Generate in design area».
Автоматически открывается меню зоны сварки или зоны расчета.
Теперь можно продолжить работу над программой в зоне сварки или в зоне
расчета. См. главу «Зона сварки» 5.1 или «Зона расчета» 5.2.
bi16d1ra -- 4 2 --

6ÒÅÕÍÈ×ÅÑÊÈÅÓÑËÎÂÈß
2такта 2-х тактное управление сварочной горелкой
4такта 4-х тактное управление сварочной горелкой
Ãà ç ä ë ÿ ñ â à ð ê è Защитный газ для верхней стороны сварного шва.
Га з д л я с в а р к и
корневого шва
Библиотека Память для хранения программ сварки.
Длительность
импульса
Длительность
предварительного
нагрева
Длительность фона Длительность фонового тока, которая вместе с длительностью
Амплитуда Поперечные колебания.
Зона расчета Программы сварки созданы в данном меню.
Зона сварки Программы в зоне сварки контролируют процесс сварки.
Конец сектора Последний сектор сварки в последовательности сварки.
Начало сектора Первый сектор сварки в последовательности сварки.
Нарастание Постепенное возрастание значения.
Проверка Проверьте, чтобы в программе были соблюдены допустимые
Продолжительность
задержки
Прямоугольный
импульс
Пиковое
напряжение
Пиковый ток Наивысшее из двух текущих значений при использовании
Особый импульсный
режим
Пуск подачи газа Особый защитный газ с высоким качеством ионизации, который
Сектор Определеннаясекциятрубы.
Скорость вращения Скорость вращения электрода вокруг детали.
Система секторов Как отображается разделение на сектора, с помощью градусов или
Ñïàä Постепенное уменьшение значения.
Создать Поиск полной основной программы сварки.
Òî÷ ê à îñ òàí îâ à Начальная точка для нового сектора.
Фоновая скорость
подачи проволоки
Фоновое
напряжение
Защитный газ для нижней стороны сварного шва (сторона корня
сварного шва).
Продолжительность включения тока в течение периода импульса.
Время задержки перемещения сварки при предварительном
нагреве детали.
пикового тока представляет период импульса.
значения.
Время, которое требуется для стабилизации напряжения дуги
перед началом контроля напряжения дуги.
Особый импульсный режим с импульсным вращением.
Функция управления напряжения дуги при пиковом токе.
импульсного тока или текущее значение при использовании
постоянного тока.
Сварочный ток синхронизируется с колебательным движениям.
способствует зажиганию дуги.
точки остановов.
Скорость подачи проволоки на протяжении указанной длительности
фона.
Функция управления напряжением дуги при использовании
фонового тока.
bi16d1rb -- 4 3 --

Фоновый ток
Установка пиковой
скорости подачи
проволоки
Наименьшее из двух значений тока при использовании импульсного
тока.
Скорости подачи проволоки при пиковом токе.
bi16d1rb -- 4 4 --

ENGLISH
1 INTRODUCTION 46...................................................
1.1 Selection of language 46......................................................
1.2 Control panel 47.............................................................
2 SETTING RANGE 48..................................................
3 WELDING PARAMETERS 49...........................................
3.1 Sectors 49..................................................................
3.2 Welding current 50...........................................................
3.2.1 Pulsed current/continuous current 50.......................................
3.3 Wire feed 50.................................................................
3.4 Rotation 51..................................................................
3.5 Gas 51.....................................................................
3.6 Preheating 51................................................................
3.7 Slope 52....................................................................
4 MENU STRUCTURE 53................................................
5 MENUS 54...........................................................
5.1 Weld area 54................................................................
5.1.1 Parameters 54..........................................................
5.1.2 File manager 59.........................................................
5.1.3 Information 59...........................................................
5.1.4 Joint information 60......................................................
5.1.5 Settings 62.............................................................
5.1.6 Limits 63...............................................................
5.2 Design area 63..............................................................
5.3 Settings 64..................................................................
5.3.1 Appearance 64..........................................................
5.3.2 Users settings 65........................................................
5.4 Login 67....................................................................
5.5 Library 67...................................................................
5.5.1 Weld programs 68.......................................................
5.5.2 Search filter 68..........................................................
5.6 Manual mode 69.............................................................
5.6.1 Motor selection 69.......................................................
5.6.2 Gas valve control 70.....................................................
5.6.3 Run motor 70...........................................................
5.7 Tool editor 70................................................................
5.7.1 Load/save 71...........................................................
5.7.2 Edit settings 72..........................................................
5.7.3 Edit motor data 72.......................................................
5.8 Logs 73.....................................................................
5.8.1 Event log 73............................................................
5.8.2 Quality data 76..........................................................
5.9 Manual welding 77...........................................................
5.10 Generate 80.................................................................
6 TECHNICAL TERMS 81................................................
ORDERING NUMBER 82.................................................
TOCe
-- 4 5 --

GB
1 INTRODUCTION
The manual describes the use of a control panel. WO100
For general information about operation, see the instruction manual for the power
source and control unit.
The text displayed in the panel is available in the following languages: Swedish,
Norwegian, Danish, Finnish, English, German, French, Dutch, Spanish, Italian,
Portuguese, Greek, Polish, Czech, Hungarian, Slovenian and Russian.
2
1.1 Selection of language
The first time you start up the machine, the following is displayed.
On delivery the system is set to English. To select your preferred language:
S Press the ”Menu” button
so that the menu is
activated and shows the
options available at this
level.
S Turn the knob until
”Settings” is highlighted,
then press the knob.
S ”Appearance” is
highlighted, press the knob.
S ”General” is highlighted,
press the knob. The
”Language” field with the
word ”English” is framed.
Turn the knob to select
your preferred language.
S Activate your preferred language by pressing the knob.
bi16d1ea
-- 4 6 --

GB
1.2 Control panel
1 Knob
For moving, activating and setting parameter values.
There are three knob functions:
S Turn to the left
S Turn to the right
S Press the knob, activate
2Display
There are four view fields in the
display:
Upper status field (A)
Information about the weld area’s
program name, user, which type of tool
is connected and the tube dimension.
Main menu field (B)
Different menus, see chapter 5 ”Menu
Structure”.
View field (C)
For editing weld programs, saving programs, information, appearance, etc.
Status field (D)
Shows general information, error messages and current welding data (position,
voltage, current)
bi16d1ea
-- 4 7 --

GB
3 Quick stop /Restart
Immediate stop of the welding process. Gas postflow occurs according
to information from end sector.
Pressing the button again initiates restart with parameters from start
sector; the welding process continues from the point in the weld
program at which the interruption occurred.
4 Left arrow
Moving to the left in the menus and back in the main menus
5 Right arrow
Moving to the right in the menus and forward in the main menus
6 Main menu
Moving to the main menu field
2 SETTING RANGE
Parameter Setting range
Sector
Breakpoints
Degrees
Welding current
Peak current
Background current
Pulse time
Background time
Wire feed
Peak wire feed speed
Background wire feed speed
Rotation
Rotation speed
Rotation direction
Pulsed rotation
Gas
Weld gas preflow time
Weld gas postflow time
Start gas
Root gas
Preheating
Preheating time
Slope
Slope up time
Slope down time
1)
0--50
0.000 -- 9.999
0 -- 3599˚
3 -- 400 A
3 -- 400 A
0.01 -- 25 s
0.01 -- 25 s
15 -- 250 cm/min
15 -- 250 cm/min
5 -- 100 % of the welding tool’s maximum speed
Forwards and Backwards
0.05 -- 25 s
0 -- 6000 s
0 -- 6000 s
0 -- 6000 s
0 -- 6000 s
0 -- 600 s
0.1 -- 25 s
0.1 -- 25 s
2)
2)
bi16d1ea
-- 4 8 --

g
t
i
Thisallowstheweldingtobeperformedusin
g
gpg
b
titutest
h
tin
g
g
breakpoint0.000,0degrees,isthestartin
g
GB
1)
The maximum welding current for air--cooled tube welding tools is 100 A.
The maximum welding current for water--cooled tube welding tools is 400 A.
See also the instruction manual for the tube welding tool in question.
2)
Depends on power source
3 WELDING PARAMETERS
3.1 Sectors
A program for tube welding can be divided into different sections: sectors.Each
sector corresponds to one section of the tube’s circumference. T h e maximum
number of sectors for one program is 50.
A sector can be assigned its own set of values
for different welding parameters, such as
current,rota
on speedandwirefeedspeed,etc.
different welding parameter settings for different
sections of the tube joint.
Sector 4 Sector 1
Sector 3 Sector 2
The division into sectors is done by
0.000
indicating different breakpoints or degrees
around the circumference of the tube. Each
reakpointordegree cons
point for a new sector. In the figure,
e star
Sector 4 Sector 1
breakpoint 0.000, 0 degrees, is the startin
point for sector 1, breakpoint 0.250, 90
0.750 0.250
degrees, the starting point for sector 2, and
so on.
Sector 3 Sector 2
The power source allows welding of up to
10 turns in the same weldjoint. (The
welding tool can be rotated 10 times around
0.500
the tube.)
Note: A sector may not be less than 10 thousandths, or 3.6 degrees, of a turn.
S Turn 1 =
breakpoints 0.000 -- 0.999
0 -- 359 degrees
S Turn 3 =
breakpoints 2.000 -- 2.999
720 -- 1079 degrees
S Turn 5=
breakpoints 4.000 -- 4.999
1440 -- 1799 degrees
S Turn 7=
breakpoints 6.000 -- 6.999
2160 -- 2519 degrees
S Turn 9=
breakpoints 8.000 -- 8.999
2880 -- 3239 degrees
S Turn 2 =
breakpoints 1.000 -- 1.999
360 -- 719 degrees
S Turn 4 =
breakpoints 3.000 -- 3.999
1080 -- 1439 degrees
S Turn 6=
breakpoints 5.000 -- 5.999
1800 -- 2159 degrees
S Turn 8 =
breakpoints 7.000 -- 7.999
2520 -- 2879 degrees
S Turn 10 =
breakpoints 9.000 -- 9.999
3240 -- 3599 degrees
bi16d1ea
-- 4 9 --

GB
To conclude a weld program, a so--called end sector is indicated.
For a sector to be counted as an end sector the following two conditions must be
fulfilled:
S There is no subsequent sector.
S The welding current value for the sector is 0 ampere.
3.2 Welding current
Six parameters are represented in the parameter group for welding current:
S Peak current
S Background current
S Pulse time
S Background time
S Special pulsing
S Slope, see point 3.7.
Pulse time
Background time
Peak current
Background current
TIG welding with pulsed current
Welding current can be pulsed or continuous (not pulsed).
3.2.1 Pulsed current/continuous current
When welding using a pulsed current, peak current, background current, pulse
time and background time must be given a value.
When welding using a continuous current, however, you need only enter a
parameter value for peak current. Entering a value for background curr ent will result
in a pulsed current.
3.3 Wire feed
Wire feed speed is used to indicate the feed speed for the filler wire in cm/minute.
Speed can be pulsed or continuous (not pulsed).
Three parameters are represented in the parameter group for wire feed:
S Peak wire feed
S Background wire feed
S Slope, see point 3.7.
For welding using a continuous (not pulsed) wire feed, only the peak wire feed
parameter needs to be entered.
bi16d1ea
-- 5 0 --

GB
For welding with a pulsed wire feed speed, both the peak wire feed and the
background wire feed parameters need to be entered.
The pulsed wire feed speed is always automatically synchronized with the welding
current so that the wire feed speed is high when using peak current and low when
using background current.
3.4 Rotation
Used to indicate the r otation speed of the electrode around the workpiece. It is
indicated in mm/min.
The rotation speed can be pulsed or continuous (not pulsed).
Four parameters are represented in the parameter group for rotation:
S Rotation speed
S Rotation direction
S Pulsed rotation
S Slope, see point 3.7.
Pulsed rotation is automatically synchronized with the welding current so that the
welding tool is stationary at peak current and rotates at background current.
3.5 Gas
Three parameters are represented in the parameter group for shielding gas:
S Weld gas
S Start gas
S Root gas
Weld gas refers to the shielding gas on the upper side of the weld joint. The weld
gas parameter indicates how long the shielding gas is to flow on the upper side of
the joint before and after welding. The weld gas is monitored by a flow guard min.
4.5 l/min.
Some shielding gases, for example, helium (He), can cause problems with regard to
igniting the arc. If this type of shielding gas is to be used as weld gas, it may be
advisable to use a different gas mixture at the actual instance of starting, a so--called
start gas.
Root gas refers to the shielding gas on the underside of the weld joint. The root gas
parameter indicates how long the shielding gas is to flow on the underside of the
joint before and after welding.
If one value is entered for weld gas and another for start gas in sector 1, only the
start gas will flow. The weld gas starts flowing once the arc is ignited.
3.6 Preheating
Preheating is used to heat the workpiece at the starting point in order to ensure
correct penetration of the molten pool and is defined as the time elapsing between
arc ignition and the start of the rotary motion. If no value has been entered for
preheating, rotation will start as soon as the arc ignites.
bi16d1ea
-- 5 1 --

GB
3.7 Slope
A slope may be indicated for certain parameters. A slope is the time during which the
value of the parameter gradually changes from the value in the preceding sector to
the value entered for the current sector.
Slope up = gradual increase, if the preceding value is lower than the entered value.
Slope down = gradual decrease, if the preceding value is higher than the entered
value.
The maximum period a slope can run depends on the duration of a particular sector.
If the slope time is of the same duration as the sector, this is called a ‘sector slope’.
bi16d1ea
-- 5 2 --
GB
4 MENU STRUCTURE
Weld area
Parameters File manager Information Joint info. Settings Limits
Table
· Edit table
· Show/hide
· Weld
control
· Edit
Parameters File manager Information Joint info. Settings Limits
Graphical
· Current
· Wire feed
· Rotation
· Gas
· General
· Description
· Tube
· Electrode
· Wire
· Gas
Design area
· Visualization
· Parameter
values
· Tool
settings
· Tube
settings
Table
· Edit table
· Show/hide
· Edit
Graphical
· Current
· Wire feed
· Rotation
· Gas
· General
· Description
· Tube
· Electrode
· Wire
· Gas
· Visualization
· Parameter
values
· Tool
settings
· Tube
settings
bi16d1ea
-- 5 3 --
GB
Settings Login Library Manual
mode
Appearance User · Weld
program
· Search filter · Run motor
· General
· Quality
data
Tool
editor
Load/
save
· Tool
selection
· Tool
action
Change
settings
· General
· Parameter
limits
Change
motor data
· Change
parameter
· Show para
meters
· Motor selection
· Gas valve control
Logs Manual
Event
log
Generate
welding
Quality data
· Quality data
files
· Contents
5MENUS
There are two work areas where you can view and edit welding parameters, Weld
area (see chapter 5.1) and Design area (see chapter 5.2).
5.1 Weld area
In this view, you can view and edit parameters in a weld program and control the
welding process. The weld program in the weld area controls the welding process.
You can enter the weld area’s parameters by loading a weld program from the
library, generating a basic weld program or editing the parameters manually.
5.1.1 Parameters
This menu option is solely an archive for other menu options.
Weld area ----> Parameters ----> Table
Here you can view and edit welding parameters in table form and start and stop the
welding process.
bi16d1ea
-- 5 4 --

GB
Each parameter in a parameter group is highlighted in the group’s colour.
A selected welding parameter in the table is indicated by a blue box with two arrows.
S To move through the table, turn the knob.
S To change direction, press the knob.
S To change a parameter value, click on the right arrow and change the parameter
values using the knob.
Menu shortcuts:
S Edit table
Highlights the table with welding parameters
S Show/hide
Shows or hides groups of welding parameters in the table.
Here you can choose which parameters are to be shown in the table by selecting
groups of parameters.
S Weld control
Highlights the start button in the weld control box.
The buttons in this box control the welding process. You can start, stop, direct
stop, continue or simulate the start of the welding process.
S Edit sectors
Highlights the button ’Add sector after’ in the Edit sectors box.
The number of sectors can be increased or decreased using this box. It is
possible to add new sectors before or after an existing sector and remove
sectors in the weld program.
bi16d1ea
-- 5 5 --

GB
Weld area ----> Parameters ----> Graphical-- -- > Current
In this view, you can view and edit welding parameters for current in a graphical
representation.
The current’s peak and background values are represented in a coordinate system.
The Y--axis represents the current’s value in ampere, while the X--axis represents
time.
The current’s various values per sector are connected and form a line.
Green indicates the peak current value per sector, while blue indicates the
background current value per sector.
Slope is represented as an angled line from the start of the sector, which ends where
the slope time stops on the X--axis.
S Zoom
Here you can adjust the scale of the X--axis in the coordinate system.
S Weld control
The buttons in this box control the welding process. You can start, stop, direct
stop, continue or simulate the start of the welding process.
S Sector information
The figures in this field show the other parameters concerned with the parameter
group for current. The sector’s breakpoint is represented by a dash in a circle
(cross--section of a tube).
If the weld program extends over more than one turn, these turns are shown as
a sequence of slightly smaller circles.
The preheating time is shown in tenths of a second under the breakpoint
information.
Special pulsing on or off is shown as an image, where a red cross indicates that
special pulsing is not being used.
The r elationship between pulse times is shown as a pulse cycle. Separate times
for peak and background pulse.
bi16d1ea
-- 5 6 --
GB
S Figure for breakpoints
It is possible to move, add or remove breakpoints using the knob in the figure for
breakpoints. By skipping forward to the figure and highlighting it, you can turn the
knob and move a white dash or ‘cursor’.
Moving a breakpoint:
S Press the knob once the cursor is on or directly next to the breakpoint cursor
(black) to be moved.
The breakpoint is ‘collected’ by the cursor and follows this when it is turned
around in the circle.
S To confirm the new breakpoint, press the knob.
Creating a new breakpoint
S Move the cursor by turning the knob and press the knob once at the point
where you want the new breakpoint to be created.
Removing a breakpoint:
S Press the knob once the cursor is on or directly next to the breakpoint cursor
to be removed.
The breakpoint is ‘collected’ by the cursor and follows this when it is turned
around in the circle.
S Turn the knob to the previous or next breakpoint and press the knob once.
Weld area ----> Parameters ----> Graphical-- --> Wire feed
Here you can view and edit parameters that control wire feed per sector.
The coordinate system shows the speed at which the wire will be fed out at the peak
and background value per sector.
Slope is represented as an angled line from the start of the sector for the duration
entered for the slope.
bi16d1ea
-- 5 7 --
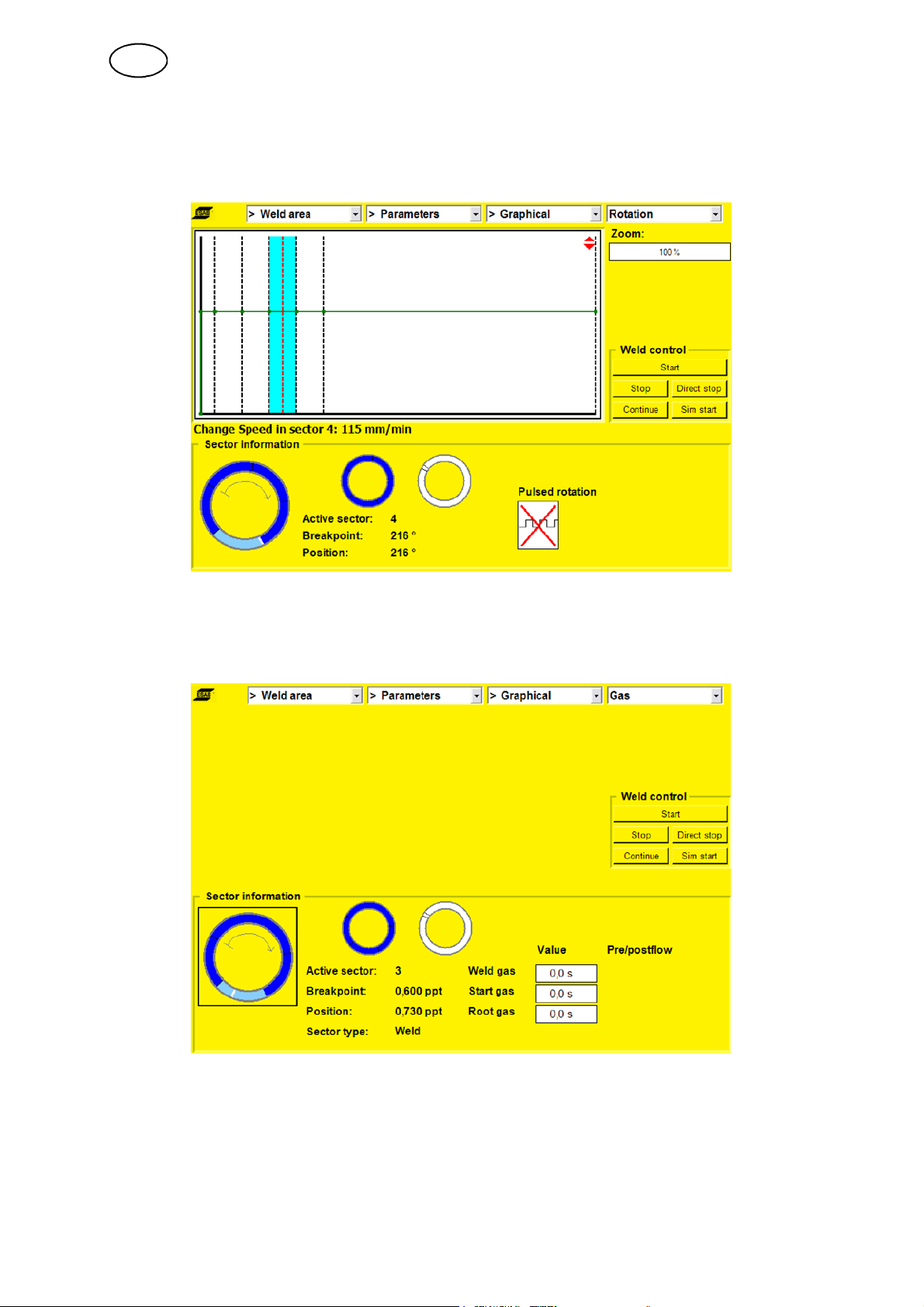
GB
Weld area ----> Parameters ----> Graphical-- -- > Rotation
Rotation speed is viewed and edited in a coordinate system with one line for each
value and time slope. The coordinate system shows breakpoints as dashed lines.
If pulsed rotation is off, this is shown by a pulse that is crossed out.
Weld area ----> Parameters ----> Graphical-- -- > Gas
Times for weld, start and root gas are viewed and edited in this view.
bi16d1ea
-- 5 8 --
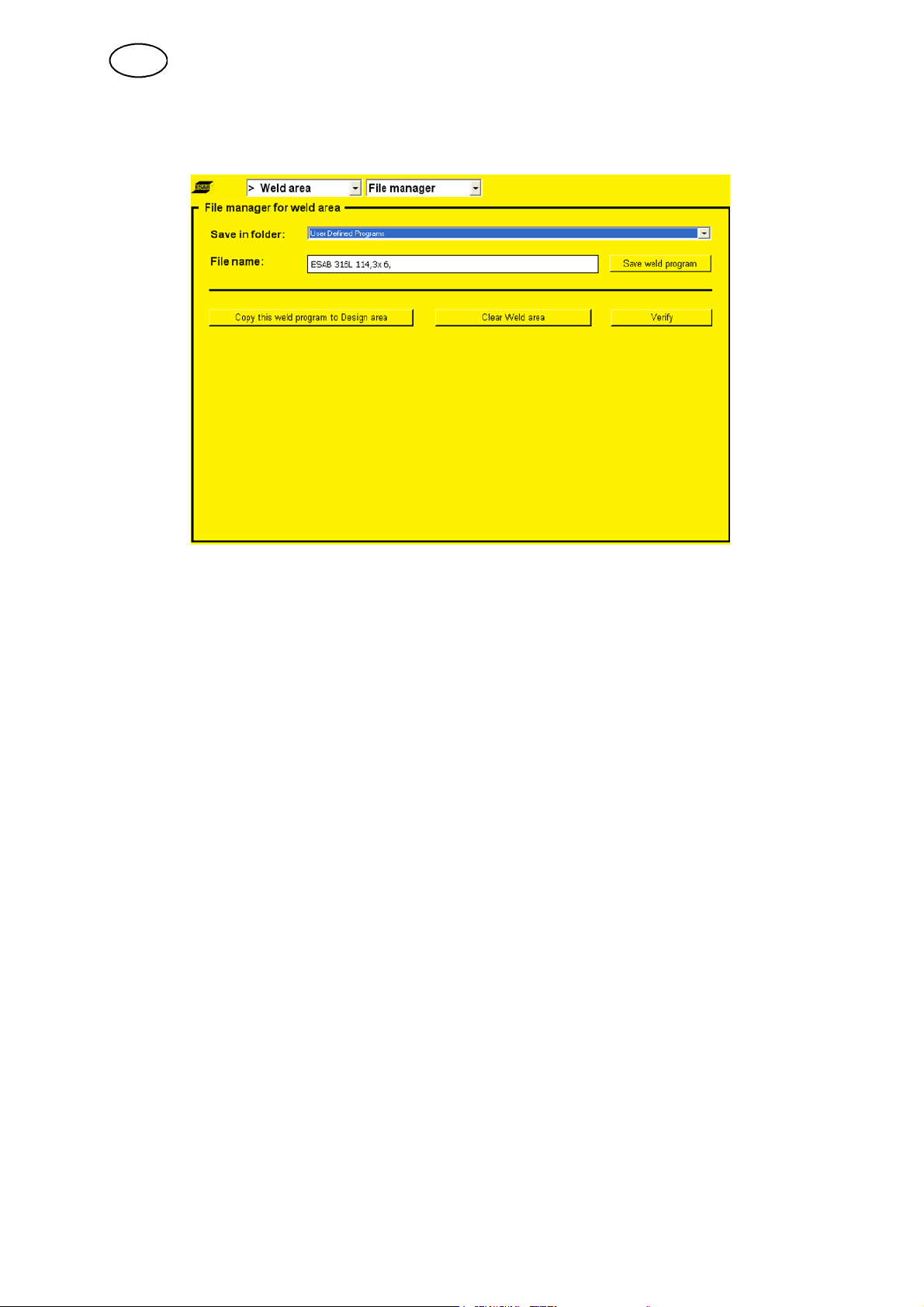
GB
5.1.2 F ile manager
This view is used to save, copy, clear and verify weld programs.
S Save weld program
To save a weld program, select where you want the program to be saved, either
on the control unit (User defined programs) or on a USB memory device
(External memory).
Specify a file name and click the ’Save weld program’ button using the knob.
S Copy weld program to another area
Depending on which work area is active, it is possible to copy the contents of
one area to another area by clicking the ’Copy this wld program to design area’
button or ’Copy this weld program to weld area’ button.
S Clear, reset weld program
If you want to begin a brand new weld program, click the ’Clear weld area’
button or ’Clear design area’ button.
S Verify
This function is used to check whether the weld program in the current work area
fulfils the system’s requirements as follows:
S A tool is selected for the weld program.
S The connected tool is the same as the one the program is designed for (only
applies to weld area).
S The program has at least two sectors (start and stop sector).
S The final sector in the program is a stop sector (the welding current is zero).
S Selected tube diameter is supported by the selected tool.
S The welding parameters in each sector are within the limits (min. and max.
values) for the selected tool.
5.1.3 Information
Used to enter information about the weld program. This information does not affect
the welding process, but is an aid for describing the program in words.
bi16d1ea
-- 5 9 --

GB
S General
Program name is shown at the top of the list. This is not the same as file name in
file manager. If a program name is assigned, this is the suggestion offered for
the file name.
S Description
S Tube
S Electrode
S Wire
S Gas
5.1.4 Joint information
In this view, you can view and change how the joint will look to suit the weld
program. This is only information about the weld program. It does not affect the
welding process.
In the ”Visualization, Visualization” field, it is possible to view a graphical
representation of the joint. In the ”Parameters” field, you can view those values
relevant to the joint. Values that affect the joint can be changed in both fields.
bi16d1ea
-- 6 0 --

GB
Visualization
S Turn the knob and a blue line will indicate which parameter has been selected.
S Press the knob and the line will turn r ed. The value can be changed by turning
the knob.
Parameter
S Use the arrows to move between the various parameters.
S Turn the knob to change the value.
Gap
Nose
Nose length
bi16d1ea
-- 6 1 --

GB
Radius
Bevel angle
Material thickness
5.1.5 Settings
This view allows you to select tools and the external tube dimension for which the
weld program has been created. In the ”Tool settings” field, you can scroll through
the tools and look at an overview of the tools under ”Tool illustration”. To select a
tool, press the knob and then select the type of tool by turning and pressing the
knob.
The external tube dimension is selected by turning the knob. To confirm, press the
knob. The selected tool (”Tool ”) and dimension (”Ø:”) are visible in the top status
field, when using views from a work area.
bi16d1ea
-- 6 2 --

GB
5.1.6 L imits
This view can be used to limit how much a user can change preset parameter values
in a weld program.
In order for the restrictions to be activated, the check box ”Limits activated” must be
checked.
5.2 Design area
Weld programs can be created in the design area for use in the weld area or saved
in the library for subsequent use. To see how the design area works, refer to chapter
5.1Weld Area. The design area works in a similar way to the weld area.
The greatest difference between the two areas is that you cannot control the welding
process from the design area.
bi16d1ea
-- 6 3 --

GB
5.3 Settings
You can change the appearance of the panel and manage users in the system via
the Settings menu.
5.3.1 App earance
Settings ----> Appearance -- --> General
S Language
Choose from Swedish, Norwegian, Danish, F innish, English, German, French,
Dutch, Spanish, Italian, Portuguese, Greek, Polish, Czech, Hungarian, Slovenian
and Russian.
S Angle system
Choose between thousandth points or degrees.
bi16d1ea
-- 6 4 --

GB
S Start view
Choose between starting the panel with the login menu or last viewed menu.
S e t t i n g s -- -- > A p p e a r a n c e -- -- > Q D a t a
S Post weld function
Choose from:
S None
S Print
S Save
S Print + save
The values that are saved and printed out are set values and the measurement
values from the concluded welding process. Printing uses the integral printer in
the control unit.
The values are saved in the control panel under the ”quality data” menu, see
chapter 5.8.
Settings ----> Appearance -- --> Date and time
Here you can view and enter the
date and time used in the system.
5.3.2 Users settings
In this view, you can add, change and delete users.
bi16d1ea
-- 6 5 --

GB
”Default user” appears the first time this menu is accessed.
To add a new user:
S Press the right or left arrow until ”New user” is
highlighted.
S Press the knob.
S Turn the knob until a suitable ID appears.
S Press the knob. The next box will be
highlighted.
S Turn the knob until a suitable letter appears,
press the knob, and so on.
S Once the name is ready, press the right
arrow until ”ok” is highlighted.
S Press the knob.
A new user appears in the list.
To change a user:
S Highlight the user list (by pressing the arrow keys).
S Turn the knob to select the user you want to change and press the knob.
A new field appears at the side of the user list, which allows you to change the
selected user’s name or ID. Confirm the changes using ”OK”.
To delete a user:
S Highlight the user.
S Press the knob, move to the ” Delete user” button and click o n the button.
The user disappears from the list.
bi16d1ea
-- 6 6 --

GB
5.4 Login
The login menu is used to select users and view which program version applies for
the panel and which units are connected. It is also possible to view version
information on the connected units/nodes.
The user name is shown in the top status field, see chapter Control Panel 1.2.
5.5 Library
Programs can be erased and retrieved for the weld area or the design area using the
library menu.
Please note that each program stored in the library is 4 -- 6 Kb. The control unit’s
internal memory is 1 Gb, so there is only a very small risk of the library becoming full.
NOTE! Predefined programs that begin with ESAB cannot be erased. These
programs are tested and are intended to serve as start data for similar dimensions.
bi16d1ea
-- 6 7 --

GB
5.5.1 Weld programs
5.5.2 Search filter
Using the search filter menu it is possible to search by the following criteria in the
programs stored in the library:
S Nothing
S Name
S Project
S Material
S External tube diameter
S Tube wall thickness
If there are programs that match the criteria, these programs are displayed in the
”Weld programs” menu.
If there are no programs that match the selected criteria, continue on to ”Go to
Generate”, see chapter Generate 5.10.
bi16d1ea
-- 6 8 --

GB
5.6 Manual mode
All motors can be checked using this menu.
5.6.1 Motor selection
Here you can choose which motor to run and also enter the motor speed.
Note: T h is view only shows those motors available in the system. The tool selected
in ”Weld area -- --> Settings” affects the information shown.
S Wire inching
Used when loading a new wire bobbin, for example.
S Rotation/Transport
Used to move the welding tool around the workpiece.
bi16d1ea
-- 6 9 --

GB
5.6.2 Gas valve cont rol
Used when measuring the gas flow or to flush any air or moisture from the gas
hoses before welding begins.
Starts and stops the flow of gas.
If you exit this view, the gas valves close automatically.
5.6.3 Run motor
Used to view the current value of the motors.
Note! Hold in the knob to activate motor drive.
Run selected motor forwards ”+” or
backwards ”--”, and view current
speed for selected motor.
5.7 Tool editor
This menu is used for viewing and editing tool parameters. You can create new tools
from scratch or use predefined tools. Tools that are created by a user can be
removed, changed and saved. Predefined tools supplied with the system cannot be
changed or removed.
Please note that the tool currently being used is designated a specific work area, a
tool area. All changes performed in the views described below only affect the tool
area and are not saved until this is requested by the user.
bi16d1ea
-- 7 0 --

GB
5.7.1 L o ad /save
In this view, you can load a tool to work from when creating a new tool, clear
user--defined tools and save tools.
Select a tool to use (enter parameters in the tool area) by moving to the list of tools
using the left or right arrow. Turn the knob to select (highlight) a tool.
Move to the button ”Load tool”, press the knob and confirm that this is the tool you
want to use.
It is also possible to use a tool specification (tool type), for example, a tool with a
particular diameter range.
Delete a created tool by selecting it in the list, press the knob on ”Delete tool, Delete
tool” and confirm that you want to delete it using ”Yes”. It is not possible to delete any
tools supplied with the system.
You can save the created tool as a new tool or in place of an existing tool (you
cannot replace tools supplied with the system).
To save the tool as a new tool (or new tool type):
S Move to the list of tools (or tool types) using the arrow keys.
S Turn the knob to highlight ”New.... ” in the list.
S Click the menu button and select ”Tool action”.
S Move to the ”Save tooll” button.
S Press the knob and confirm that you want to save the tool as a new tool using
the ”Yes” button.
To replace an existing tool, use the same procedure as above but instead select an
existing tool from the list of tools.
You can upload tools to the system from a USB memory device, if you have a
”MechTIG_Tools.xml” tool file at the root of the file structure.
bi16d1ea
-- 7 1 --

GB
Proceed as follows:
S Connect a USB memory device to the panel’s USB terminal, where the
”MechTIG_Tools.xml” file is at the very root of the file structure.
S Move to the ”Load tools from usb--memory” button using the arrow keys.
S Press the knob and confirm using ”Yes” to invalidate all the changes made to the
tool.
Clear or reset all parameters in the tool area by moving to the ”Clear tooll” button
and pressing the knob. Confirm using ”Yes” to invalidate any changes made in the
tool area.
To save all your tools to a USB memory device:
S Connect a USB memory device to the panel’s USB terminal.
S Move to the ”Save tools to usb--memory” button and press the knob.
S Confirm using ”Yes” to save the tools and overwrite any tools stored on the USB
memory device.
5.7.2 Edit settings
This view is used once you have loaded a tool or when you want to create a brand
new tool. Here you can view and edit all parameter values for a tool.
The ”General settings” field contains general settings for the tool, while the
”Parameter limits” field defines the highest and lowest values for a parameter.
For min. values the value 0 means that the minimum value has not been set, while
for max. values 65535 means that the maximum value has not been set. (In some
instances, where decimals are used, 655,30 or 6553,5 may indicate not set).
5.7.3 Edit motor data
In this view, you can view and edit specific motor settings. There are motor settings
for each motor (rotation, wire feed, weaving and AVC). There are currently three
parameters per motor. The parameters are ”Setting parameter”, ”Scalefactor
position” (”numerator” and ”denominator”) and ”Scalefactor speed” (”numerator” and
”denominator”).
bi16d1ea
-- 7 2 --
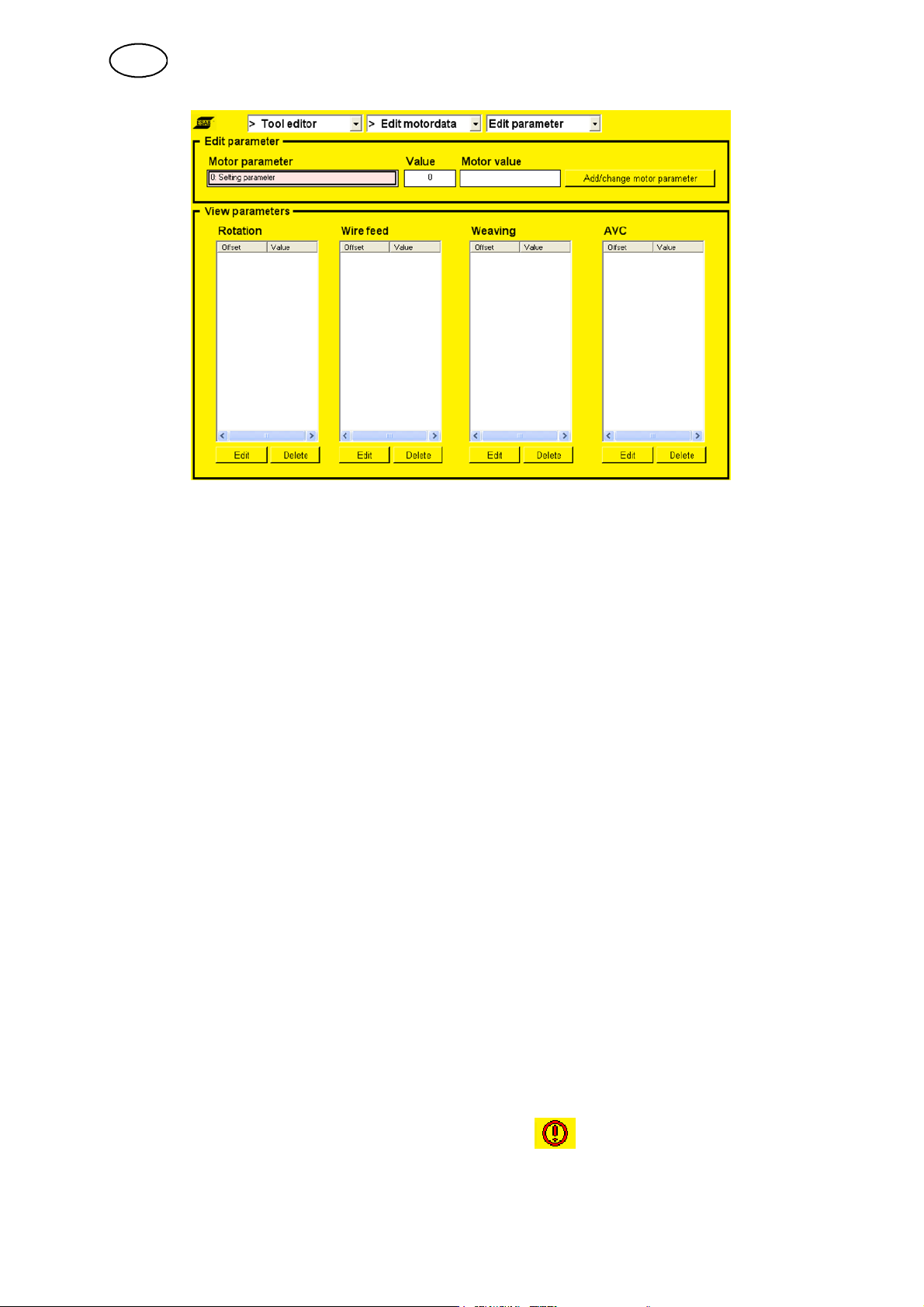
GB
Add the value 100 for the parameter ”Scalefactor position (numerator)” for the motor
that controls rotation.
Proceed as follows:
S Move to the text field under ”Motor parameter” using the arrow keys.
S Turn the knob until ”Scalefactor position (numerator)” is visible in the text field
and press the knob.
S Change the value to 100 by turning the knob. Press the knob to continue.
S Turn the knob so that ”Rotation” appears in the text field. Confirm by pressing
the knob.
S Press the knob to add (or edit) the value in the list of parameters for the rotation
motor.
You can remove motor parameters by highlighting a parameter in the list of motor
parameters, pressing the knob, moving to the ”Delete” button and pressing the knob
to delete the selected parameter from the list.
5.8 Logs
This menu allows you to view logs compiled by the system.
5.8.1 Event log
Event log
When a fault occurs, this is indicated by the symbol , which is displayed to the
right of the ESAB logo. When you go into the Event log menu, the symbol
disappears.
bi16d1ea
-- 7 3 --
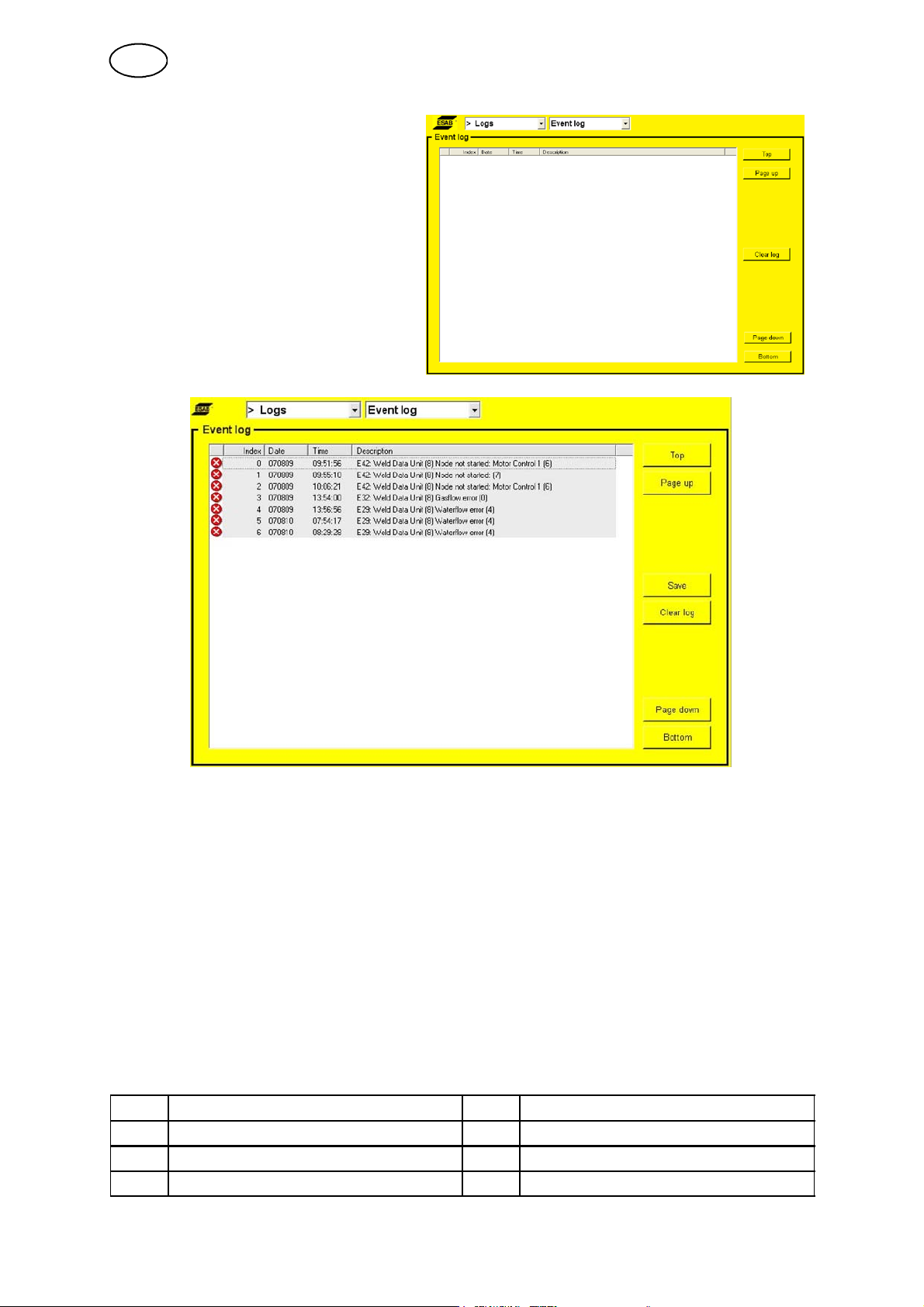
GB
Used to display operating messages
In order to clear or remove all operating messages from the log, move the focus to
the ”Clear log” button with the arrow keys and press the knob. Confirm that you want
to remove all events by pressing ”Yes” with the knob. T he event log is reloaded and
is now empty.
It is also possible to save the event log onto an external USB memory.
Proceed as follows:
S Insert a USB memory in the panel’s USB contact, move the focus with the arrow
keys to the ”Save” button.
S Press the knob. The text ”Event log saved” appears in the lower status bar if the
log was saved correctly.
Operating messages
Unit Unit
1 = cooling unit 6 = motor control 1, rotation, wire feed
2 = power source 8 = weld data unit
4 = remote control 17 = I/O node
bi16d1ea
-- 7 4 --
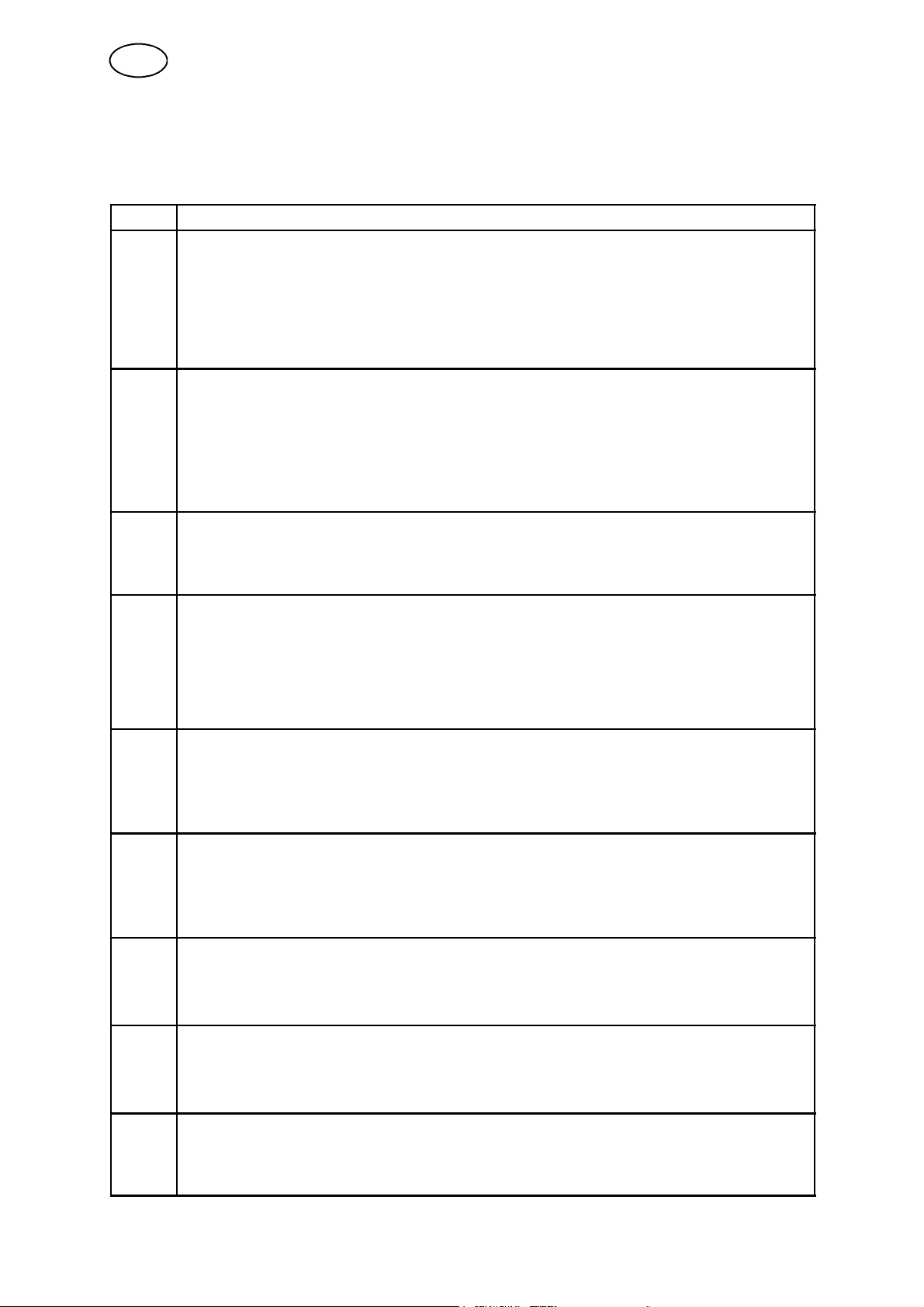
GB
Below describes event codes which the user can take a ction by him self. Is any other
code shown, send for a service technician.
Code Description
5 Intermediate DC voltage outside limits
The voltage is too high or too low. T oo high a voltage can be due to severe transients on
the mains power supply or to a weak power supply (high inductance of the supply or a
phase missing).
The power unit is stopped and cannot be started.
Action: Turn off the mains power supply to reset the unit. If the fault persists, send for a
service technician.
6 High temperature
The thermal overload cut--out has tripped.
The current welding process is stopped and cannot be restarted until the cut--out has
reset.
Action: Check that the cooling air inlets or outlets are not blocked or clogged with dirt.
Check the duty cycle being used, to make sure that the equipment is not being overloaded.
If the fault is repeated, send for a service technician.
11 Motor servo fault, (rotation, wire feed)
When a motor cannot maintain its speed. Welding stops.
Action: Check that the tool / wire feed unit has not become trapped or is moving too
slowly. If the fault persists, send for a service technician.
11 Current servo fault, (power source)
The voltage is too high or too low. T oo high a voltage can be due to severe transients on
the mains power supply or to a weak power supply (high inductance of the supply or a
phase missing).
The power unit is stopped and cannot be started.
Action:Turn off the mains power supply to reset the unit. If the fault persists, send for a
service technician.
12 Internal communication error (warning)
The load on the system’s CAN--bus is temporarily too high.
The power unit may have lost contact with the panel.
Action: Check that all the equipment is correctly connected.
If the fault persists, send for a service technician.
14 Communication error
The system’s CAN--bus has temporarily stopped working due to the load being too high.
The current welding process stops.
Action: Check that all the equipment is correctly connected. T urn off the mains power
supply to reset the unit. If the fault persists, send for a service technician.
17 Lost contact with unit
Lost contact with unit. The gas is not turned off; it must be turned off manually.
Start is prevented
Action: Check the cables. If the fault persists, send for a service technician.
19 Battery voltage low
Battery voltage too low. If the battery is not replaced, all stored data will be lost.
This fault does not disable any functions.
Action: Send for a service technician to replace the battery.
20 Incorrect set values stored in welding program
Non--permitted values have been discovered at start--up.
Action: Change parameters in the welding program. If the fault persists, send for a service
technician.
bi16d1ea
-- 7 5 --

GB
Code Description
29 No cooling water flow
The flow monitor switch has tripped.
The current welding process is stopped and starting is prevented.
Action: Check cooling water circuit, pump and hoses.
32 No gas flow
The gas flow is less than 3.5 l/min. Start prevented.
Action: Check the gas valve, hoses and connectors.
41 Failed welding start
The power source does not manage to light the welding arc.
Action: Check welding cables and tool.
5.8.2 Quality data
Here you can view data saved
under the post weld function, see
chapter 5.3.
Logs ----> QData -- --> QData files
The QData file is saved with the
date and a serial number.
ThefilescanbesavedtoaUSB
memory device using ”Save”.
Logs ----> QData ----> QData content
The QData file’s set values and
measurement values are visible in
this field.
bi16d1ea
-- 7 6 --

GB
5.9 Manual welding
This menu is used for welding performed with a manual TIG torch.
Trigger mode
2stroke
Gas preflow Slope
up
Functions when using 2--stroke control of the welding torch.
Slope down Gas postflow
In 2--stroke control mode, pressing the TIG torch trigger switch (1) starts gas preflow
(if used) and ignites the arc. The current rises to the set value (as controlled by the
slope up function, if in operation). Releasing the trigger switch (2) reduces the
current (as controlled by the slope down function, if in operation) and extinguishes
the arc. Gas postflow follows, if in operation.
bi16d1ea
-- 7 7 --
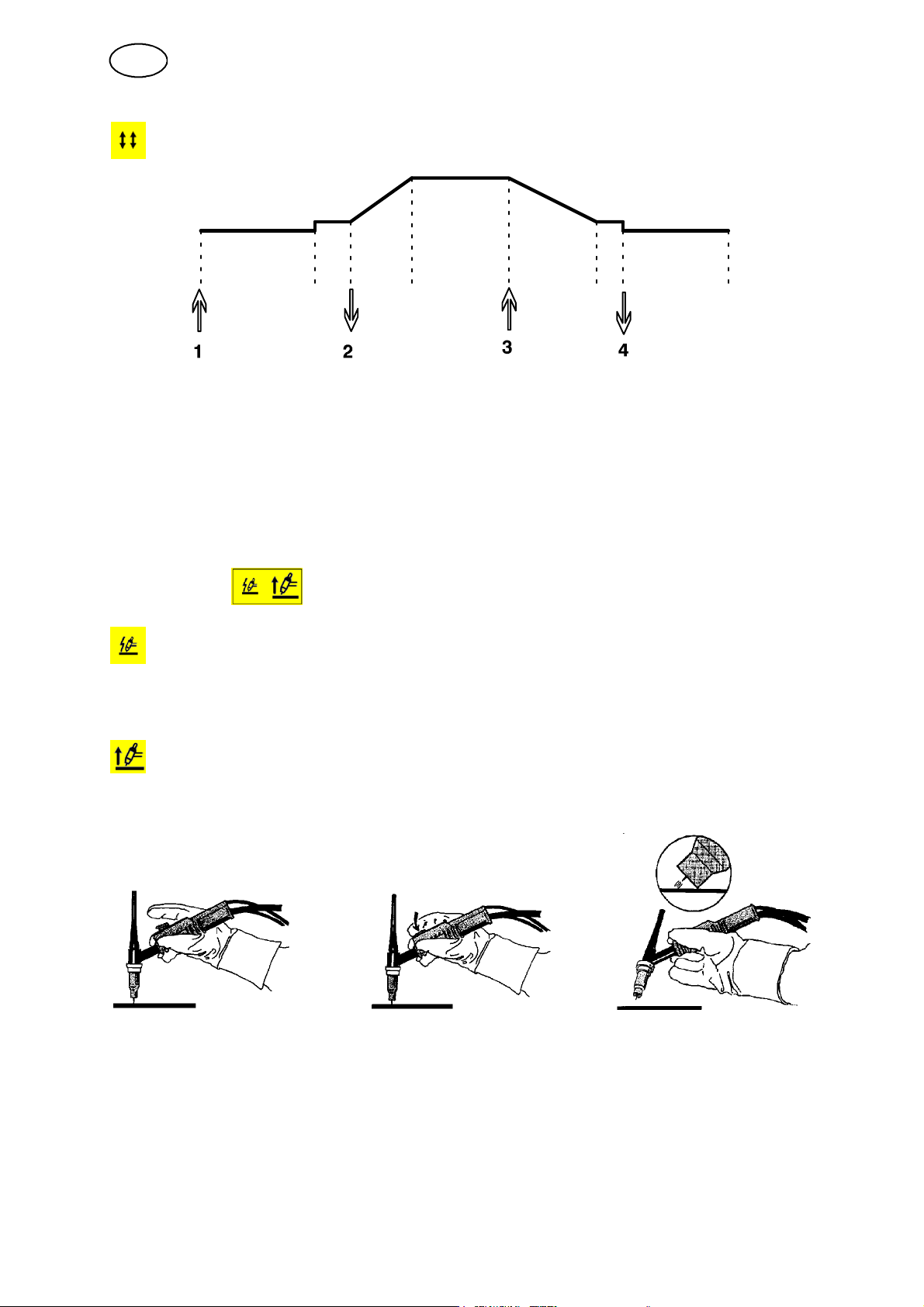
GB
4stroke
Gas preflow Slope
up
Functions when using 4--stroke control of the welding torch.
Slope down Gas postflow
In 4--stroke control mode, pressing the trigger switch (1) starts gas preflow (if used).
At the end of the gas preflow time, the current rises to the pilot level (a few
amperes), and the arc is ignited. Releasing the trigger switch (2) increases the
current to the set value (as controlled by the slope up function, if in operation). When
the trigger switch is next pressed (3), the current is reduced to pilot level again (as
controlled by the slope down function, if in operation). Releasing the switch again (4)
extinguishes the arc and starts gas postflow.
Start method
HF
The HF function ignites the arc by means of a spark produced when the electrode is
brought closer to the workpiece.
LiftArct
The LiftArct function ignites the arc when the electrode is brought into contact with
the workpiece and then lifted away from it.
Igniting the arc using the LiftArc functiont. Step 1: the electrode is held against the workpiece. Step
2: the trigger switch is pressed, and a low current starts to flow. Step 3: the welder lifts the electrode
from the workpiece; the arc ignites, and the current rises automatically to the set value.
bi16d1ea
-- 7 8 --
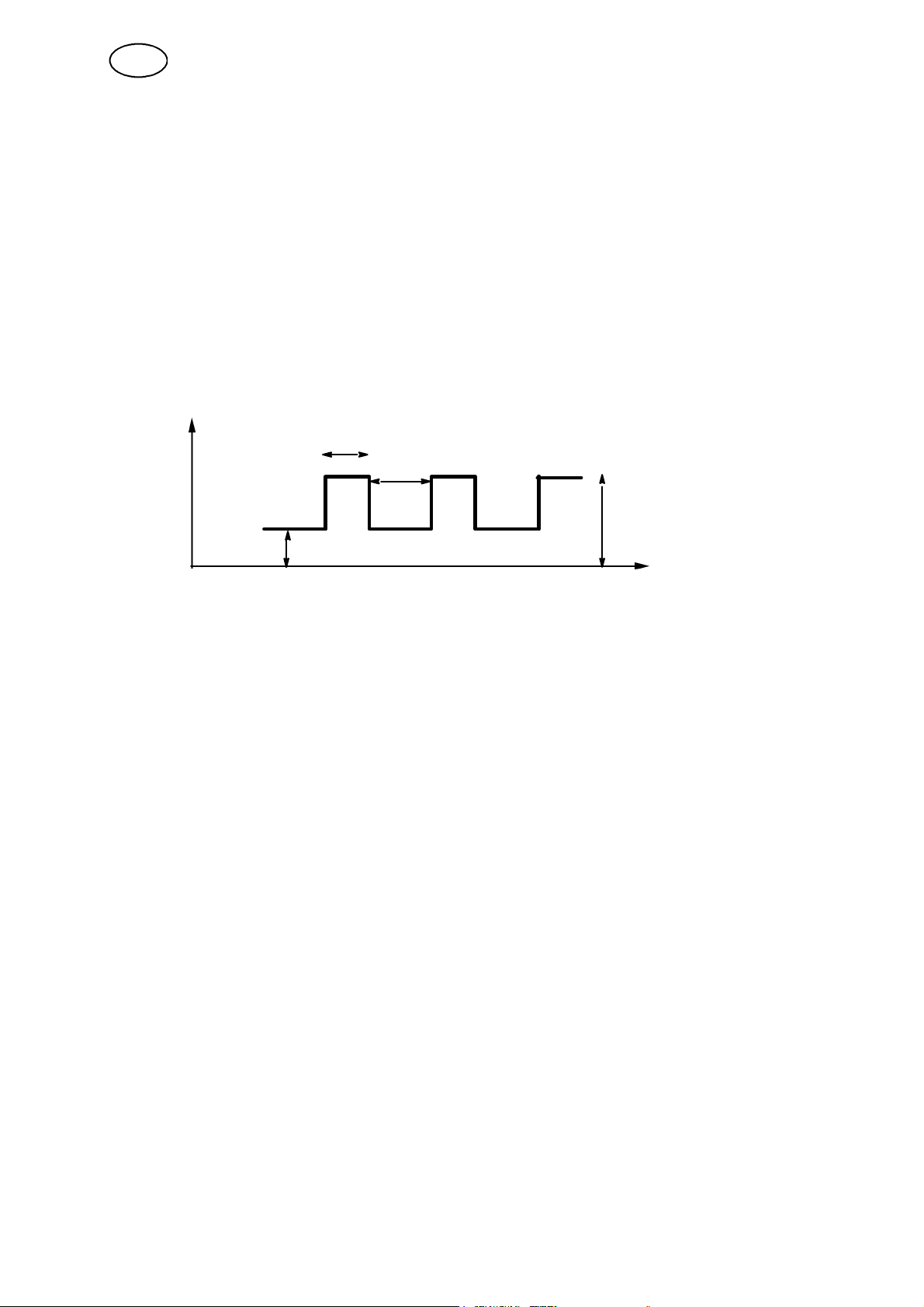
GB
Peak current
The higher of two current values in the event of pulsed current.
Background current
The lower of two current values in the event of pulsed current.
Peak time
The time the pulse current is on during a pulse period.
Background time
Background current time that together with the pulse current time produces the pulse
period.
Pulse time
Background time
Peak current
Background current
TIG welding with pulsed current
Slope up
The slope up function means that when the TIG arc ignites the current rises slowly to
the set value. This provides ‘gentler’ heating of the electrode, and gives the welder a
chance to position the electrode properly before the full current value is reached.
Slope down
TIG welding uses ”slope down”, where the current falls slowly over a controlled time,
to avoid craters and/or cracks in a completed weld.
Gas preflow
This controls the time during which shielding gas flows before the arc is ignited. Also
see information under chapter 3.5.
Gas postflow
This controls the time during which shielding gas flows after the arc is extinguished.
Also see information under chapter 3.5.
bi16d1ea
-- 7 9 --

GB
5.10 Generate
A complete basic weld program can be generated here that can be added to the
design area or directly to the weld area. The program can be used as the basis for
creating your own program.
Specify:
S Tube material
S Tube wall thickness
Max. 3 mm for stainless steel and max. 2.7 mm for carbon steel.
S External tube diameter
S Tool and tool type
Activate by pressing ”Generate in weld area” or ”Generate in design area”.
Automatically opens the weld area or design area menu.
It is now possible to continue working on the program in the weld area or design
area. See chapter ”Weld Area” 5.1 or ”Design Area” 5.2.
bi16d1ea
-- 8 0 --

6 TECHNICAL TERMS
2stroke 2--stroke control of the welding torch.
4stroke 4--stroke control of the welding torch.
Amplitude Weave.
Background current The lower of two current values when using pulsed current.
Background time Background current time that together with the peak current time produces
the pulse period.
Background voltage Arc voltage control when using background current.
Background wire feed
speed
Breakpoint Starting point for a new sector.
Delay time The time it takes for the arc voltage to stabilize before arc voltage control
Design area Weld programs are created in this menu.
End sector Last welding sector in a welding sequence.
Generate Search for a complete basic weld program.
Library Memory for storing weld programs.
Peak current The higher of two current values when using pulsed current, or the current
Peak voltage Arc voltage control at peak current.
Peak wire feed speed Wire feed speed at peak current.
Preheating time Delay time for welding movement when preheating the workpiece.
Pulse time The time the current is ”on” during a pulse period.
Root gas Shielding gas for the underside of the weld joint (root side).
Rotation speed The rotation speed of the electrode around the workpiece.
Sector A specific section of tube.
Sector system How the division into sectors is displayed, by degrees or breakpoints.
Slope down Gradual reduction of a value.
Slope up Gradual increase in a value.
Special pulsing Welding current synchronizes with the weaving motion.
Square--wave pulsing Special pulsing with pulsed rotation.
Start gas Special shielding gas with high ionizing qualities, which facilitates arc
Start sector First welding sector in a welding sequence.
Verify Check whether the program stays within the limit values.
Weld area Programs in the weld area control the welding process.
Weld gas Shielding gas for the upper side of the weld joint.
Wire feed speed during specified background time.
begins.
value when using continuous current.
ignition.
bi16d1eb
-- 8 1 --

Ordering number Номер заказа
Ordering no. Denomination
0444 534 070 Instruction manual SE
0444 534 071 Instruction manual DK
0444 534 072 Instruction manual NO
0444 534 073 Instruction manual FI
0444 534 074 Instruction manual GB
0444 534 075 Instruction manual DE
0444 534 076 Instruction manual FR
0444 534 077 Instruction manual NL
0444 534 078 Instruction manual ES
0444 534 079 Instruction manual IT
0444 534 080 Instruction manual PT
0444 534 081 Instruction manual GR
0444 534 082 Instruction manual PL
0444 534 083 Instruction manual HU
0444 534 084 Instruction manual CZ
0444 534 027 Instruction manual GB, RU
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
bi16o2
-- 8 2 -Edition 071107

p
-- 8 3 --

backpage
-- 8 4 --
 Loading...
Loading...