


SE
Aristo
WO100
2
Bruksanvisning
Valid from program version 1.60444 534 070 SE 110428

1 INTRODUKTION 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Val av språk 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Inställningspanel 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 INSTÄLLNINGSOMRÅDE 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 SVETSPARAMETRAR 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Sektorer 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Svetsström 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.1 Pulsad ström / kontinuerlig ström 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Trådmatning 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Rotation 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5 Gas 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.6 Förvärmning 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.7 Slope 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MENYSTRUKTUR 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 MENYER 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Svetsarea 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.1 Parametrar 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.2 Filhanterare 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.3 Information 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.4 Foginformation 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.5 Inställningar 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.6 Gränser 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Designarea 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Inställningar 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.1 Utseende 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.2 Användare 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Inloggning 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Bibliotek 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.1 Svetsprogram 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.2 Sökfilter 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Manuellt läge 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.1 Motorval 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.2 Gasflödeskontroll 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.3 Kör motor 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7 Verktygseditor 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.1 Ladda/spara 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.2 Ändra inställningar 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.3 Ändra motordata 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8 Loggar 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.1 Händelselogg 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.2 Kvalitetsdata 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.9 Manuell svetsning 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.10 Generera 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 FACKTERMER 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BESTÄLLNINGSNUMMER 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Rätt till ändring av specifikationer utan avisering förbehålles.
TOCs
- 2 -

SE
1 INTRODUKTION
Manualen beskriver handhavandet av inställningspanel. WO100
2
För allmän information om drift se strömkällans respektive styrenhetens
bruksanvisning.
Den text som presenteras i panelen finns tillgänglig på följande språk: svenska,
norska, danska, finska, engelska, tyska, franska, holländska, spanska, italienska,
portugisiska, grekiska, polska, tjeckiska, ungerska, slovenska och ryska.
1.1 Val av språk
Första gången man startar maskinenvisas det här i displayen.
Vid leverans är systemet inställd på engelska och för att välja ditt språk gör på
följande sätt:
S Tryck på knappen ”Menu”
så att menyn hamnar i
fokus och visar de
alternativ som du kan välja
på i den här nivån.
S Vrid på ratten tills ”Setting”
är markerad, tryck på
ratten.
S “Appearance” är markerad,
tryck på ratten.
S “General” är markerad,
tryck på ratten. Fältet
”Language” med ordet
”English” blir inramad, vrid
på ratten för att byta till ditt
språk.
S Aktivera ditt språk genom att trycka på ratten.
bi16d1sa
- 3 -
© ESAB AB 2007

SE
1.2 Inställningspanel
1 Ratt
För förflyttning, aktivering och inställning av parametervärden.
Det finns tre funktioner på ratten:
S Vrida till vänster
S Vrida till höger
S Trycka på ratten, aktivera
2 Display
Det finns fyra vyfält i displayen:
Övre statusfält (A)
Information om svetsareans
programnamn, användare, vilket
verktyg som är anslutet och
rördimension.
Huvudmenyfält (B)
Olika menyer, se kapitel 5
“Menystruktur”.
Vyfält (C)
För redigera svetsprogram, spara program, information, utseende mm.
Statusfält (D)
Visar allmän information, felmeddelanden och aktuella svetsdata (postition,
spänning, ström)
- 4 -
bi16d1sa
© ESAB AB 2007

SE
3 Snabbstopp / Återstart
Omedelbart stopp av svetsprocessen. Gasefterströmmning sker enligt
information från slutsektorn.
Vid tryck på knappen igen sker återstart med parametrar från
startsektor, därefter fortsätter svetsprocessen från den position i
svetsprogrammet där avbrottet gjordes.
4 Vänster pil
Förflyttning till vänster i menyerna och bakåt i huvudmenyerna
5 Höger pil
Förflyttning till höger i menyerna och framåt i huvudmenyerna
6 Huvudmeny
Förflyttning till huvudmenyfältet
2 INSTÄLLNINGSOMRÅDE
Parameter Inställningsområde
Sektor
Brytpunkter
Grader
Svetsström
Toppström
Bakgrundsstöm
Pulstid
Bakgrundstid
Trådmatning
Topptrådmatningshastighet
Bakgrundstrådmatningshastighet
Rotation
Rotationshastighet
Rotationsriktning
Pulsad rotation
Gas
Svetsgasförströmningstid
Svetsgasefterströmningstid
Startgas
Rotgas
Förvärmning
Förvärmningstid 0 - 600 s
Slope
Slope up tid
Slope down tid
1)
0 - 50
0.000 - 9.999
0 - 3599°
3 - 400 A
3 - 400 A
0,01 - 25 s
0,01 - 25 s
15 - 250 cm/min
15 - 250 cm/min
5 - 100 % av svetsverktygets maxhastighet
Framåt och Bakåt
0,05 - 25 s
0 - 6000 s
0 - 6000 s
0 - 6000 s
0 - 6000 s
0,1 - 25 s
0,1 - 25 s
2)
2)
bi16d1sa
- 5 -
© ESAB AB 2007

SE
1)
Maximal svetsström för luftkylda rörsvetsverktyg är 100 A.
Maximal svetsström för vattenkylda rörsvetsverktyg är 400 A.
Se även bruksanvisning för resp. rörsvetsverktyg.
2)
Beroende på strömkälla
3 SVETSPARAMETRAR
3.1 Sektorer
Ett program för rörsvetsning kan delas in i olika delar; sektorer. Varje sektor
motsvarar en del av rörets omkrets. Max antal sektorer i ett program är 50 stycken.
En sektor kan tilldelas en egen uppsättning
värden för skilda svetsparametrar, såsom ström,
rotationshastighet och trådmatningshastighet
med flera. På så vis kan svetsningen ske med
olika inställningar av svetsparametrar för olika
delar av rörfogen.
Sektor 4 Sektor 1
Sektor 3 Sektor 2
Indelningen i sektorer anges med olika
0.000
brytpunkter eller grader utmed röres
omkrets. Varje brytpunkt, grad utgör
startpunkt för en ny sektor. I figuren är
Sektor 4 Sektor 1
brytpunkt 0.000, grad 0, startpunkt för
sektor 1, brytpunkt 0.250, grader 90,
0.750 0.250
startpunkt för sektor 2 och så vidare.
Sektor 3 Sektor 2
Strömkällan medger svetsning av upp till 10
varv i samma svetsfog, (svetsverktyget kan
roteras 10 varv kring röret)
0.500
ObS! En sektor får inte vara mindre än 10 tusendelar, eller 3,6 grader av ett varv.
S Varv 1 =
brytpunkter 0.000 - 0.999
grader 0 - 359
S Varv 3 =
brytpunkter 2.000 - 2.999
grader 720 - 1079
S Varv 5 =
brytpunkter 4.000 - 4.999
grader 1440 - 1799
S Varv 7 =
brytpunkter 6.000 - 6.999
grader 2160 - 2519
S Varv 9 =
brytpunkter 8.000 - 8.999
grader 2880 - 3239
S Varv 2 =
brytpunkter 1.000 - 1.999
grader 360 - 719
S Varv 4 =
brytpunkter 3.000 - 3.999
grader 1080 - 1439
S Varv 6 =
brytpunkter 5.000 - 5.999
grader 1800 - 2159
S Varv 8 =
brytpunkter 7.000 - 7.999
grader 2520 - 2879
S Varv 10 =
brytpunkter 9.000 - 9.999
grader 3240 - 3599
bi16d1sa
- 6 -
© ESAB AB 2007

SE
För att avsluta ett svetsprogram anger man en så kallad slutsektor.
En sektor räknas som slutsektor om följande två vilkor är uppfyllda:
S Efterföljande sektor saknas
S Sektorns värde för svetsström är 0 ampere.
3.2 Svetsström
I parametergruppen för svetsström finns sex parametrar representerade:
S Toppström
S Bakgrundsström
S Pulstid
S Bakgrundstid
S Specialpulsning
S Slope, se punkt 3.7.
Pulstid
Bakgrundstid
Toppström
Bakgrundsström
TIG-svetsning med pulsad ström
Svetsström kan vara pulsad eller kontinuerlig (icke pulsad).
3.2.1 Pulsad ström / kontinuerlig ström
Vid svetsning med pulsad ström måste toppström, bakgrundsström, pulstid och
bakgrundstid ges ett värde.
Vid svetsning med kontinuerlig ström behöver endast parametern toppström ställas
in. Ges bakgrundsströmmen ett värde får man pulsad ström.
3.3 Trådmatning
Med trådmatningshastighet anges en matningshastighet (cm/min) för tillsatstråden.
Hastigheten kan vara pulsad eller kontinuerlig (icke pulsad).
I parametergruppen för trådmatning finns tre parametrar representerade:
S Topptrådmatning
S Bakgrundstrådmatning
S Slope, se punkt 3.7.
Vid svetsning med kontinuerlig (icke pulsad) trådmatning skall endast parametern
topptrådmatning ställas in.
Vill man däremot pulsa trådmatningshastigheten skall både parametern för
topptrådmatning och bakgrundstrådmatning ställas in.
Vid pulsad trådmatning synkroniseras denna automatiskt med svetsströmmen så att
trådmatningshastigheten är hög vid toppström och låg vid bakgrundsström.
bi16d1sa
- 7 -
© ESAB AB 2007

SE
3.4 Rotation
Används för att ange elektrodens rotationshastighet runt arbetsstycket och anges i
mm/min.
Rotationshastigheten kan vara pulsad eller kontinuerlig (icke pulsad).
I parametergruppen för rotation finns fyra parametrar representerade:
S Rotationshastighet
S Rotationsriktning
S Pulsad rotation
S Slope, se punkt 3.7.
Vid pulsad rotation synkroniseras denna automatiskt med svetsströmmen så att
svetsverktyget står stilla vid toppström och roterar vid bakgrundsström.
3.5 Gas
I parametergruppen för skyddsgas finns tre parametrar representerade:
S Svetsgas
S Startgas
S Rotgas
Med svetsgas avses skyddgas på svetsfogens ovansida. Med svetsgasparametern
ställer man in den tid som skyddsgasen på fogens ovansida ska strömma före och
efter svetsning. Svetsgasen är övervakad med flödesvakt min 4,5 l/min.
Skyddsgaser till exempel helium (He) kan göra att ljusbågen har svårt för att tända.
Används en sådan skyddsgas som svetsgas kan det vara lämligt att vid själva
startögonblicket använda en gas med en annan sammasättning - en så kallad
startgas.
Med rotgas menas skyddsgas på svetsfogens undersida. Parametern rotgas anger
den tid som skyddsgasen på svetsfogens undersida ska strömma före och efter
svetsning.
Anges ett värde för svetsgas och ett värde för startgas i sektor 1 är det endast
startgasen som flödar. Svetsgasen flödar när ljusbågen har tänt.
3.6 Förvärmning
Förvärmningstid används för att hetta upp arbetsstycket vid startpunkten (och får
därmed en korrekt inträngning av smältbadet) och definieras som tiden från det att
ljusbågen tänds till dess att rotationsrörelsen startar. Har inget värde angivits för
förvärmningen innebär det att rotationen startar samtidigt som ljusbågen tänds.
bi16d1sa
- 8 -
© ESAB AB 2007

SE
3.7 Slope
För vissa parametrar kan man ange en slope. Slope är en tid under vilken värdet på
parametern gradvis ändras från värdet i föregående sektor till det inställda värdet i
nuvarande sektor
Slope up = gradvis ökning, om föregående värde är lägre än inställt värd.
Slope down = gradvis minskning, om föregående värde är högre än inställt värde.
Den maximala tiden en slope kan anta, beror på hur lång tid en sektor är. Om tiden
för en slope är lika lång i tid som sektorn, kallas det för en sektor-slope.
bi16d1sa
- 9 -
© ESAB AB 2007

SE
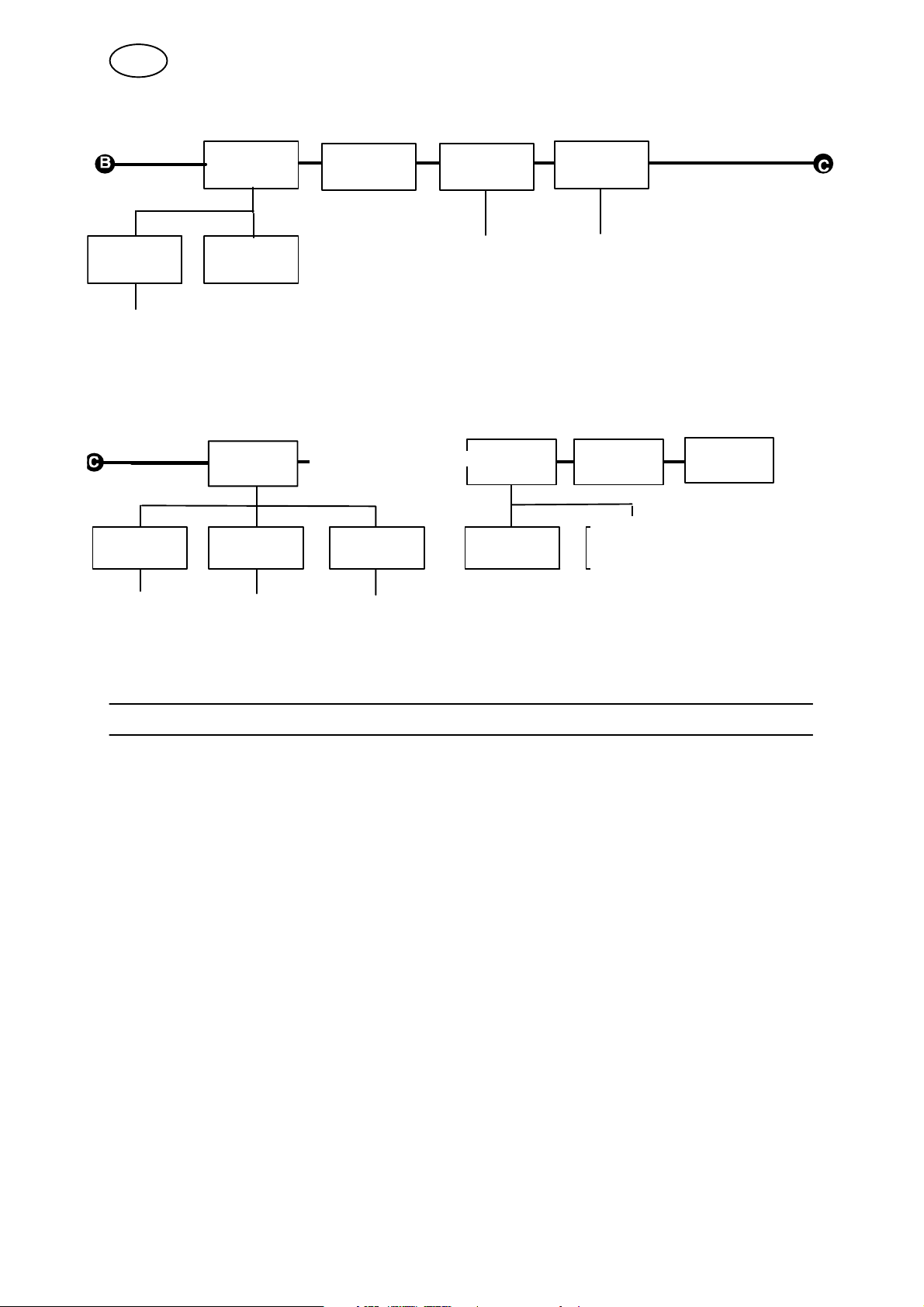
4 MENYSTRUKTUR
Svetsarea
Parametrar Filhanterare Information Foginfo. Inställningar Gränser
Tabell
· Redigera
tabell
· Visa / dölj
· Svets-
kontroll
· Redigera
Parametrar Filhanterare Information Foginfo. Inställningar Gränser
Grafiskt
· Ström
· Trådmat-
ning
· Rotation
· Gas
· Allmänt
· Beskrivning
· Rör
· Elektrod
· Tråd
· Gas
Designarea
· Visualisering
· Parameter-
värden
· Verktygs inställningar
· Rör inställningar
Tabell
· Redigera
tabell
· Visa / dölj
· Redigera
bi16d1sa
Grafiskt
· Ström
· Trådmat-
ning
· Rotation
· Gas
· Allmänt
· Beskrivning
· Rör
· Elektrod
· Tråd
· Gas
- 10 -
· Visualisering
· Parameter-
värden
· Verktygs inställningar
· Rör inställningar
© ESAB AB 2007
SE
Inställningar Inloggning Bibliotek Manuellt
läge
Utseende Användare · Svets-
program
· Sökfilter · Kör motor
· Allmänt
· Kvalitets-
data
Verktygs-
editor
Ladda/
spara
· Verktygs val
· Verktys kommando
Ändra inställ
ningar
· Generella
· Parameter-
gränser
Ändra
motordata
· Ändra
parameter
· Visa para
meters
· Motorval
· Gasflödeskontroll
Loggar Manuell
svetsning
Händelse logg
Kvalitets data
· Kvalitetsdata filer
· Innehåll
Generera
5 MENYER
Det finns två arbetsytor där man kan visa och redigera svetsparametrar, Svetsarea
(se kapitel 5.1) och Designarea (se kapitel 5.2)
5.1 Svetsarea
Weldarea
I den här vyn kan man se och redigera parametrar i ett svetsprogram samt
kontrollera svetsprocessen. Svetsprogrammet i svetsarean styr svetsprocessen.
Man kan fylla i svetsareans parametrar genom att ladda ett svetsprogram från
biblioteket, generera ett bas-svetsprogram eller redigera parametrarna för hand.
5.1.1 Parametrar
Parameters
Det här menyvalet är endast ett arkiv för andra menyval.
Svetsarea --> Parametrar --> Tabell
Weldarea --> Parameters --> Table
Här kan man titta på och redigera svetsparametrar i tabellform samt starta och
stoppa svetsprocessen.
bi16d1sa
- 11 -
© ESAB AB 2007

SE
Varje parameter i en parametergrupp är markerad med gruppens färg.
Vald svetsparameter i tabellen visas med en blå fyrkant och två pilar.
S För förflyttning i tabellen, vrid på ratten.
S För att byta riktning, tryck på ratten,
S För att ändra parametervärde, tryck på högerpilen och ändra parametervärdena
med ratten.
Menygenvägar:
S Redigera tabell Edit table
Sätter fokus till tabellen med svetsparametrar
S Visa/dölj Show/hide
Visar eller döljer grupper av svetsparametrar i tabellen.
Här kan man välja vilka parametrar som ska visas i tabellen genom att kryssa för
grupper av parametrar.
S Svetskontroll Weld control
Sätter fokus till startknappen i svetskontrollrutan.
Knapparna i den här rutan styr svetsprocessen. Man kan starta, stoppa, stoppa
direkt, fortsätta eller starta svetsprocessen simulerat.
S Redigera Edit sectors
Sätter fokus till knappen 'Lägg till sektor efter Add sector after' i redigerarutan.
Antalet sektorer kan utökas eller minskas från den här rutan. Det går att lägga till
nya sektorer före eller efter en befintlig sektor samt radera sektorer i
svetsprogrammet.
bi16d1sa
- 12 -
© ESAB AB 2007

SE
Svetsarea --> Parametrar --> Grafisk--> Ström
Weldarea --> Parameters --> Graphical --> Current
I den här vyn kan man se och redigera svetsparametrar för ström i grafisk
representation.
Strömmens topp och bakgrundsvärden är representerade i ett koordinatsystem.
Y-axeln representerar strömmens värde i ampere och X-axeln representerar tid.
Strömmens olika värden per sektor binds ihop och bildar en linje.
Grön färg är värdet på toppströmmen per sektor och blå färg är värdet på
bakgrundsströmmen per sektor.
Slope visas som en sned linje från sektorns början och avslutas där slope-tiden är
slut på X-axeln.
S Zoom Zoom
Här kan man ställa in skalningen på X-axeln i koordinatsystemet.
S Svetskontroll Weld control
Knapparna i den här rutan styr svetsprocessen. Man kan starta, stoppa, stoppa
direkt, fortsätta eller starta svetsprocessen simulerat.
S Sektorinformation Sector information
Figurerna i det här fältet visar övriga parametrar som har med parametergrup
pen ström att göra. Sektorns brytpunkt representeras som streck i en cirkel
(genomskärning av ett rör).
Om svetsprogrammet sträcker sig över fler än ett varv visas dessa varv som en
sekvens av lite mindre cirklar.
Förvärmingstiden visas i tiondels sekunder under brytpunktsinformationen.
Special pulsning på eller av visas som en bild där ett rött kryss visar att special
pulsning inte används.
Förhållandet mellan pulstider visas som en pulscykel. Separata tider för topp
respektive bakgrundspuls.
- 13 -
bi16d1sa
© ESAB AB 2007

SE
S Figur för brytpunkter
Det är möjligt att flytta, lägga till eller ta bort brytpunkter med hjälp av ratten i
figuren för brypunkter. Genom att hoppa fram till figuren och ge den fokus, kan
man vrida på ratten och flytta ett vitt streck, som kallas för markör.
Flytta en brytpunkt:
S Tryck på ratten när markören befinner sig på eller precis intill det
brytpunktsstreck (svart) som ska flyttas.
Brytpunkten hakas i markören och följer med när den vrids runt i cirkeln.
S För att bekräfta den nya brytpunkten, tryck på knappen.
Skapa en ny brytpunkt:
S Flytta markören genom att vrida på ratten och tryck en gång på ratten där
den nya brytpunkten ska skapas.
Ta bort en brytpunkt:
S Tryck på ratten när markören befinner sig på eller precis intill det
brytpunktsstreck som ska tas bort.
Brytpunkten hakas i markören och följer med när den vrids runt i cirkeln.
S Vrid ratten till föregående eller nästa brytpunkt och tryck en gång på ratten.
Svetsarea --> Parametrar --> Grafiskt--> Trådmatning
Weldarea --> Parameters --> Graphical --> Wire feed
Här kan man se och redigera parametrar som styr trådmatning per sektor.
Koordinatsystemet visar den hastighet som tråden ska matas ut i topp eller
bakgrunds värde per sektor.
Slope visas som en sned linje från början av sektorn så lång tid som slope'n är
inställd på.
bi16d1sa
- 14 -
© ESAB AB 2007

SE
Svetsarea --> Parametrar --> Grafiskt--> Rotation
Weldarea --> Parameters --> Graphical --> Rotation
Rotationshastighet visas och redigeras i ett koordinatsystem med en linje för varje
värde och tids-slope. Koordinatsystemet visar brytpunkter som streckade linjer.
Om pulsad rotation är avslagen visas detta med en puls som är överkryssad.
Svetsarea --> Parametrar --> Grafiskt--> Gas
Weldarea --> Parameters --> Graphical --> Gas
Tider för svets, start och rotgas visas och redigeras i den här vyn.
bi16d1sa
- 15 -
© ESAB AB 2007

SE
5.1.2 Filhanterare
File manager
Den här vyn används för att spara, kopiera, rensa och verifiera svetsprogram.
S Spara svetsprogam Save weld program
För att spara ett svetsprogram väljer man var programmet ska sparas, antingen
på styrenheten (Användardefinierade program, User Defined Programs) eller på
ett USB minne (externt minne, External Memory).
Ange ett filnamn och tryck på knappen 'Spara svetsprogram, Save weld
program' med ratten.
S Kopiera svetsprogram till annan area Copy this weld program to Design
area
Beroende på vilken arbetsarea som är aktiv kan man kopiera innehållet i en area
till den andra arean genom att trycka på knappen 'Kopiera svetsprogrammet till
designarea, Copy this weld program to Design area' eller 'Kopiera
svetsprogrammet till svetsarea, Copy this weld program to Weld area'.
S Rensa, nollställ svetsprogram Clear Weld area
Vill man börja på ett tomt svetsprogram trycker man på knappen 'Rensa
svetsarea, Clear Weld area' eller 'Rensa designarea, Clear Design area'.
S Verifiera Verify
Den här funktionen används för att kontrollera om det svetsprogram som finns i
nuvarande arbetsarea uppfyller systemets krav enligt:
S Ett verktyg är valt för svetsprogrammet.
S Kopplat verktyg är samma som det programmet är gjort för (gäller endast
svetsarea)
S Programmet har minst två sektorer (start och stoppsektor).
S Sista sektorn i programmet är en stoppsektor (svetsströmmen är noll).
S Vald rördiameter stöds av det valda verktyget.
S Svetsparametrarna i varje sektor ligger inom gränserna (min- och
max-värden) för det valda verktyget.
bi16d1sa
- 16 -
© ESAB AB 2007

SE
5.1.3 Information
Information
Används för att skriva information om svetsprogrammet. Den här informationen
påverkar inte svetsprocessen utan är endast en hjälp för att i ord beskriva
programmet.
S Allmänt, General
Program namn, Program name, visas i övre listan, det är inte samma som
filnamn, file name, i filhanteraren. Ger man ett programnamn först får man detta
som förslag till filnamn.
S Beskrivning, Description
S Rör, Tube
S Elektrod, Electrode
S Tråd, Wire
S Gas, Gas
5.1.4 Foginformation
Joint information
På den här vyn kan man se och ändra hur fogen ska se ut för att passa
svetsprogrammet. Det här är endast information om svetsprogrammet och påverkar
inte svetsprocessen.
I fältet ”Visualisering, Visualization” kan man se en grafisk representation av fogen
och i fältet ”Parametervärden, Parameters” ser man de värden som utgör fogen.
Värden som påverkar fogen kan ändras i båda fälten.
bi16d1sa
- 17 -
© ESAB AB 2007

SE
Visualisering
Visualization
S Vrid på ratten, en blå linje visar vilken parameter som är vald.
S Tryck på ratten, linjen blir röd och värdet kan ändras genom att vrida på ratten.
Parameter
Parameters
S Tryck med pilarna för att förflytta till de olika parametrarna.
S Vrid på ratten för att ändra värdet.
Rotspalt
Gap
Näsa
Nose
Näslängd
Nose length
bi16d1sa
- 18 -
© ESAB AB 2007

SE
Radie
Radius
Fasvinkel
Bevel angle
Materialtjocklek
Material thickness
5.1.5 Inställningar
Setup
I den här vyn väljer man verktyg och yttre rördimension för vilket svetsprogrammet är
gjort. I fältet ”Verktygsinställningar, Tool settings” kan man bläddra mellan verktyg
och se en översiktsbild på verktyget under ”Verktygsillustration, Tool illustration”. För
att välja verktyg, tryck på ratten och välj sedan typ av verktyg genom att vrida på
ratten och trycka.
bi16d1sa
- 19 -
© ESAB AB 2007

SE
Yttre rördimension väljs genom att vrida på ratten och bekräfta genom att trycka på
ratten. Valt verktyg (”Verktyg:, Tool ”) och dimension (”Ø: ”) syns i det övre
statusfältet när man visar vyer som finns under en arbetsarea.
5.1.6 Gränser
Limits
Den här vyn kan användas för att begränsa hur mycket en användare kan ändra på
förinställda parametervärden i ett svetsprogram.
För att begränsningarna ska aktiveras måste kryssrutan ”Gränser aktiverade, Limits
activated” vara ikryssad.
5.2 Designarea
Design area
I designarean skapas svetsprogrammen för att användas i svetsarean eller sparas i
biblioteket för senare användning. För att se hur designarean fungerar se kapitel 5.1
svetsarea. Designarean fungerar på liknande sätt som svetsarean.
Den största skillnaden mellan de båda areorna är att man inte kan styra
svetsprocessen från designarean.
bi16d1sa
- 20 -
© ESAB AB 2007
SE
5.3 Inställningar
Settings
Under menyn inställningar kan man ändra panelens utseende och hantera
användare i systemet.
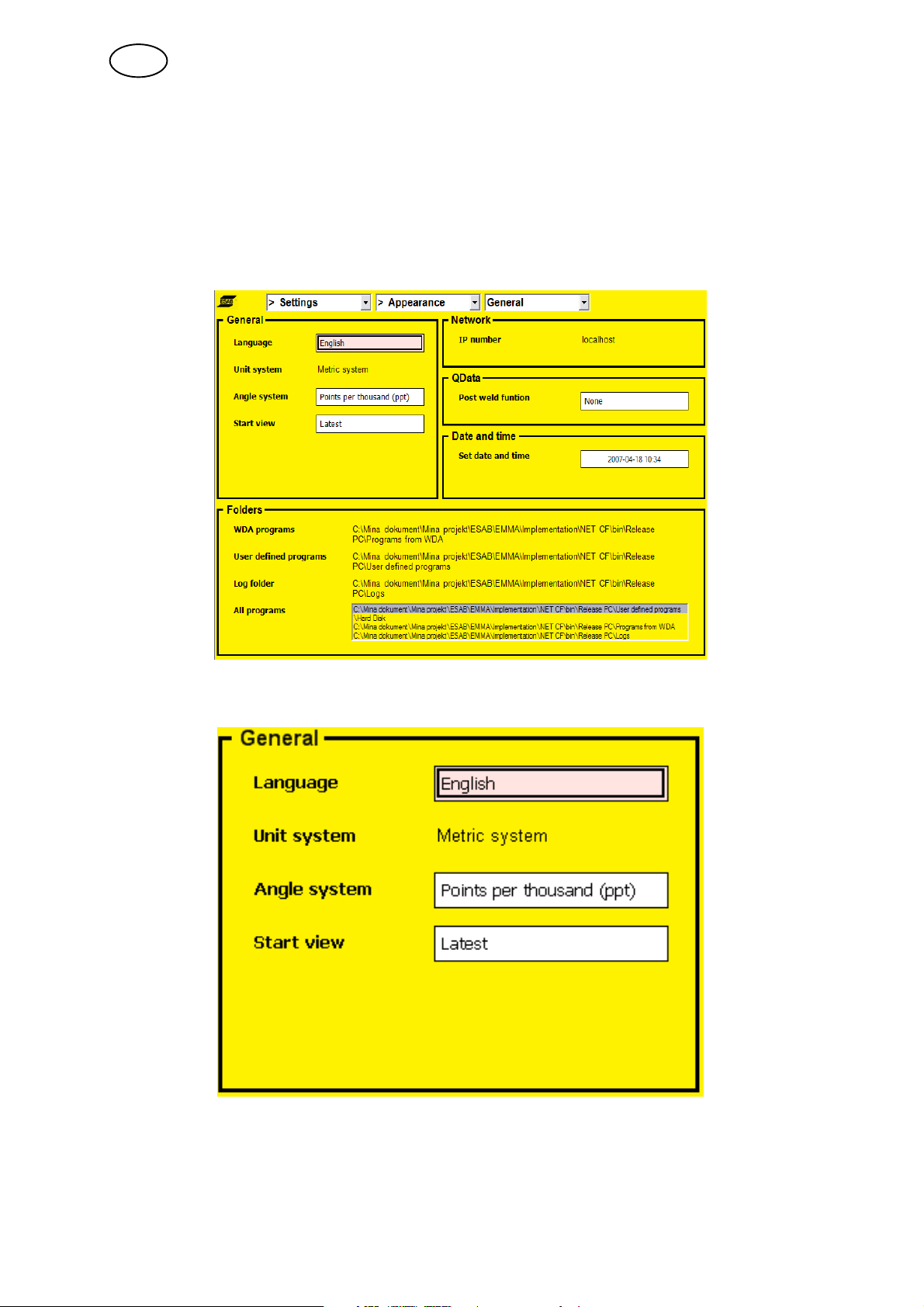
5.3.1 Utseende
Apperance
Inställningar --> Utseende --> Allmänt
Settings --> Appearance --> General
S Språk Language
Val mellan svenska, norska, danska, finska, engelska, tyska, franska,
holländska, spanska, italienska, portugisiska, grekiska, polska, tjeckiska,
ungerska, slovenska och ryska.
bi16d1sa
- 21 -
© ESAB AB 2007

SE
S Vinkelsystem Angle system
Val mellan tusendelspunkter eller grader.
S Startvy Start view
Val mellan att starta panelen med inloggningsmenyn eller senaste visade meny.
Inställningar --> Utseende --> Kvalitetsdata
Settings --> Appearance --> QData
S Svetsavslutsfunktion Post weld function
Välj mellan:
S Inget, None
S skriva ut, Print
S spara, Save
S skriv ut och spara, Print + save
Värdena som sparas och skrivs ut är inställda värden och mätvärden efter
avslutat svetsprocess. Utskriften sker på den integrerade skrivaren som finns i
styrenheten.
Värdena sparas i inställningspanelen under menyn “kvalitetsdata” se kapitel 5.8.
Inställningar --> Utseende --> Datum och tid
Settings --> Appearance --> Date and time
Här kan man se och ställa in datum
och tid som används i systemet.
5.3.2 Användare
User settings
På den här vyn kan man lägga till, ändra och ta bort användare.
bi16d1sa
- 22 -
© ESAB AB 2007

SE
Första gången man är i denna menyn står det endast
“Default”. För att lägga in en ny användare gör så här:
S Tryck på höger pil eller vänster pil tills “Ny användare,
New user” är markerad.
S Tryck på ratten.
S Vrid på ratten tills ett id kommer upp som
passar.
S Tryck på ratten. Nästa ruta blir markerad.
S Vrid på ratten tills den bokstaven kommer
fram som passar, tryck på ratten och så
vidare.
S När namnet är klart tryck med höger pil tills
“ok” blir markerad.
S Tryck på ratten.
En ny användare finns i listan.
Vill man ändra en användare:
S Förflyttar fokus till listan (genom att trycka på pilknapparna) med användare.
S Vrid på ratten för att välja den användare som ska ändras och tryck på ratten.
Ett nytt fält dyker upp vid sidan om användarlistan och man kan ändra den valda
användarens namn eller id. Bekräfta ändringarna genom att trycka på ”Ok”.
För att ta bort en användare:
S Markera användaren.
S Tryck på ratten, förflytta till knappen ”Ta bort anv., Delete user” och tryck på
knappen.
Användaren försvinner ur listan.
bi16d1sa
- 23 -
© ESAB AB 2007

SE
5.4 Inloggning
Login
I menyn inloggning väljer man användare, ser vilken programversion som gäller för
panelen och vilka enheter som är anslutna. Man kan även se versioner på de
anslutna enheterna / noderna.
Användarnamnet visas i övre statusfältet se kapitel inställningspanel 1.2.
5.5 Bibliotek
Library
I menyn bibliotek kan man radera program, hämtar program till svetsarean eller till
designarean.
Notera att varje program som lagras i biblioteket är på 4 - 6 Kb. Internminnet i
styrenheten är på 1Gb så risken för att biblioteket blir fullt är mycket litet.
OBS! Fördefinierade program som börjar med ESAB kan inte raderas. Dessa
program är testade och avsedda att fungera som start data för närliggande
dimensioner.
bi16d1sa
- 24 -
© ESAB AB 2007

SE
5.5.1 Svetsprogram
Weld programs
5.5.2 Sökfilter
Search filter
I menyn sökfilter kan du leta efter följande kriterier i programmen som finns lagrade i
biblioteket:
S Ingenting, Nothing
S Namn, Name
S Projekt, Project
S Material, Material
S Yttre rördiameter,
External tube diameter
S Rörgodstjocklek,
Tube wall thickness
Om det finns ett program som passar kriterierna vissas de programmen i menyn
“Svetsprogram, weld programs”
Om det inte finns något program som passar med de valda kriterierna, gå vidare till
“Gå till Generera, Go to Generate” se kapitel Generera 5.10.
bi16d1sa
- 25 -
© ESAB AB 2007

SE
5.6 Manuellt läge
Manual mode
Under denna menyn kontrollerar man alla motorer.
5.6.1 Motorval
Motor selection
Här väljer man vilken motor som ska köras och ställer in hastigheten på motorerna.
Obs! Vyn visar endast de motorer som finns med i systemet. Det verktyg som valts i
“Svetsarea --> inställningar” påverkar vad som visas.
S Kalltrådsmatning, Inching
Används till exempel vid laddning av ny trådbobin.
S Rotation / Transport, Rotation/Transport
Används för att flytta svetsverktyget runt arbetsstycket.
- 26 -
bi16d1sa
© ESAB AB 2007

SE
5.6.2 Gasflödeskontroll
Gas valve control
Används vid mätning av gasflödet eller för att spola gasslangarna rena från eventuell
luft och fukt innan svetsning påbörjas.
Startar och stoppar gasflödet.
Om man lämnar vyn stängs gasventilerna av automatiskt.
5.6.3 Kör motor
Run motor
Används för att se det aktuella värdet på motorerna.
OBS! Tryck på ratten för att aktivera motorn..
Kör vald motor framåt “+” eller bakåt
“-”, och se aktuell hastighet för vald
motor.
5.7 Verktygseditor
Tool editor
Under den här menyn finns vyer för att se och redigera parametrar för verktyg. Man
kan skapa nya verktyg helt från början eller utgå från fördefinierade verktyg. Verktyg
som är skapade av en användare går att ta bort, ändra och spara. Fördefinierade
verktyg som levereras med systemet går ej att ändra eller ta bort.
Lägg märke till att det verktyg som man arbetar med ligger i en tänkt arbetsarea,
verktygsarea. Alla ändringar som görs i vyerna som beskrivs nedan påverkar endast
verktygsarean och sparas inte förrän användaren begär detta.
bi16d1sa
- 27 -
© ESAB AB 2007

SE
5.7.1 Ladda/spara
Load/save
I den här vyn kan man ladda ett verktyg att utgå ifrån, när man skapar sitt nya
verktyg, rensa användardefinierade verktyg och spara verktyg.
Välj ett verktyg att utgå ifrån (fyll i parametrar i verktygsarean) genom att flytta fokus
till listan över verktyg med vänster eller höger pil, vrid på ratten för att välja (markera)
ett verktyg.
Förflytta fokus till knappen ”Ladda verktyg, Load tool”, tryck på ratten och bekräfta
att det är verktyget som du vill utgå ifrån.
Det är även möjligt att utgå från en specificering av ett verktyg (verktygstyp), till
exempel ett verktyg med ett speciellt diameterintervall.
Ta bort ett skapat verktyg genom att välja det i listan, tryck med ratten på ”Ta bort
verktyg, Delete tool” och bekräfta att man vill ta bort det med ”Ja, Yes”. Det är inte
möjligt att ta bort de verktyg som systemet levererades med.
Man kan spara det skapade verktyget som ett nytt verktyg eller spara över ett redan
befintligt verktyg (man kan inte spara över verktyg som systemet levererades med).
Gör så här för att spara verktyget som ett nytt verktyg (eller ny verktygstyp):
S Flytta fokus till listan med verktyg (eller verktygstyp) med hjälp av pilknapparna.
S Vrid på ratten för att markera ”nytt ..., new...” i listan
S Tryck på menyknappen och välj ”Verktygskommando, Tool action”.
S Flytta fokus till knappen ”Spara verktyg, Save tool”.
S Tryck på ratten och bekräfta att du vill spara verktyget som ett nytt verktyg
genom att trycka på knappen ”Ja, Yes”.
För att spara över ett redan existerande verktyg, gör på samma sätt som ovan men
välj istället ett redan skapat verktyg i listan över verktyg.
bi16d1sa
- 28 -
© ESAB AB 2007

SE
Man kan ladda in verktyg till systemet från ett USB minne om man har en verktygsfil
”MechTIG_Tools.xml” i roten på filstrukturen.
Gör så här:
S Sätt i ett USB minne i panelens USB kontakt, där filen ”MechTIG_Tools.xml”
ligger direkt i roten på filstrukturen.
S Flytta fokus till knappen ”Ladda verktyg från usb-minne, Load tools from
usb-memory” med hjälp av pilknapparna.
S Tryck på ratten och bekräfta med ”Ja, Yes” att du kommer att förlora alla
ändringar som gjorts på verktyg.
Rensa eller nollställ alla parametrar i verktygsarean genom att flytta fokus till
knappen ”Rensa verktyg, Clear tool” och tryck på ratten. Bekräfta med ”Ja, Yes” att
du kommer att förlora de eventuella ändringar som gjorts i verktygsarean.
Vill man spara alla sina verktyg på USB minne, gör man så här:
S Sätt i ett USB minne i panelens USB kontakt.
S Flytta fokus till knappen ”Spara verktyg till usb-minne, Save tools to
usb-memory” och tryck på ratten.
S Bekräfta med ”Ja, Yes” för att spara verktygen och skriva över verktyg som kan
finnas på USB minnet.
5.7.2 Ändra inställningar
Edit settings
När man har laddat ett verktyg eller vill skapa ett helt nytt verktyg byter man till den
här vyn. Här kan man se och ändra alla parametervärden för ett verktyg.
Fältet ”Generella, General settings” innehåller generella inställningar för verktyget
och fältet ”Parametergränser, Parameter limits” definierar minsta och högsta värde
för en parameter.
För minvärden betyder värdet 0 att det minsta värdet inte är satt och för maxvärden
betyder 65535 att det högsta värdet inte är satt (i vissa fall, där det finns decimaler,
kan 655,30 eller 6553,5 betyda ej satt).
bi16d1sa
- 29 -
© ESAB AB 2007

SE
5.7.3 Ändra motordata
Edit motordata
På den här vyn kan man se och ändra specifika motorinställningar. Motorinställning
ar finns för varje motor (rotation, trådmatning, pendling och AVC) och för närvarande
finns det tre parametrar per motor. Parametrarna är ”Setting parameter”,
”Scalefactor position” (”numerator” och ”denominator”) och ”Scalefactor speed”
(”numerator” och ”denominator”).
Lägg till värdet 100 för parametern ”Scalefactor position (numerator)” för motorn som
styr rotation.
Gör så här:
S Flytta fokus till textfältet under ”Motorparameter, Motor parameter” med hjälp av
pilknapparna.
S Vrid ratten till ”Scalefactor position (numerator)” syns i textfältet och tryck på
ratten.
S Ändra värdet till 100 genom att vrida på ratten, tryck på ratten för att gå vidare.
S Vrid på ratten så att ”Rotation, Rotation” dyker upp i textfältet, bekräfta genom att
trycka på ratten.
S Tryck på ratten för att lägga till (eller ändra) värdet i listan över parametrar för
rotationsmotorn.
Man kan ta bort motorparametrar genom att markera en parameter i listan för
motorparametrar, trycka på ratten, flytta fokus till knappen ”Ta bort, Delete” och
trycka på ratten för att ta bort den markerade parametern ur listan.
5.8 Loggar
Logs
Under det här menyvalet kan man visa loggar som systemet sammanställer.
bi16d1sa
- 30 -
© ESAB AB 2007

SE
5.8.1 Händelselogg
Event log
När ett fel inträffar indikeras det av symbolen som visas till höger om
ESAB-logotypen. När man går in i under menyn händelselogg försvinner symbolen.
Används för att visa driftsmeddelan
den
För att rensa eller ta bort alla driftsmeddelanden ur loggen, flytta fokus till knappen
”Rensa logg, Clear log” med pilknapparna och tryck på ratten. Bekräfta att du vill ta
bort alla händelser genom att trycka på ”Ja, Yes” med ratten. Händelseloggen
laddas om på nytt och är tom.
Det går även att spara händelseloggen på ett externt USB minne.
Gör så här:
S Sätt i ett USB minne i panelens USB kontakt, förflytta fokus med pilknapparna till
knappen ”Spara, Save”.
S Tryck på ratten. Texten ”Händelselogg sparad, Event log saved” dyker upp i det
nedre statusfältet om loggen sparades ordentligt.
bi16d1sa
- 31 -
© ESAB AB 2007

SE
Driftsmeddelanden
Enhet Enhet
1 = kylaggregat (cooling unit) 6 = motorstyrning 1, (motor control 1)
rotation, trådmatning
2 = strömkälla (power source) 8 = svetsdataenhet (weld data unit)
4 = fjärrdon (remote control) 17 = I/O nod (I/O node)
Nedan beskrivs händelsekoder som användaren själv kan åtgärda. Visas någon
annan kod tillkalla servicetekniker.
Kod Beskrivning
5 Likmellanspänning utanför gränsvärde
Spänningen är för hög eller för låg. För hög spänning kan bero på kraftfulla transienter på
nätet eller svagt nät (hög induktans i nätet eller en fas borta).
Strömkällan stoppas och kan ej startas.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
6 Hög temperatur
Temperaturvakt har löst ut.
Pågående svetsprocess stoppas och det går ej att starta förrän temperaturvakten har
slagit till igen.
Åtgärd: Kontrollera att kylluftsintaget / utsläppet ej är igensatt eller nedsmutsat.
Kontrollera även arbetscykeln, så att den ej överskrider märkdata.
Vid upprepade fel tillkalla servicetekniker.
11 Motorservofel, (rotation, trådmatning)
När någon motor inte kan hålla sin hastighet. Svetsning stoppas.
Åtgärd: Kontrollera att verktyg / trådmatningsenhet inte har fastnad eller går för tungt.
Kvarstår felet, tillkalla servicetekniker.
11 Strömservofel, (strömkälla)
Spänningen är för hög eller för låg. För hög spänning kan bero på kraftfulla transienter på
nätet elller svagt nät (hög induktans i nätet eller en fas borta).
Strömkällan stoppas kan ej startas.
Åtgärd: Spänningsfrånslag krävs för återställning, Kvarstå felet, tillkalla servicetekniker.
12 Internt kommunikationsfel (varning)
Belastningen på systemets CAN-buss är tillfälligt för hög.
Strömkälla kan ha förlorat kontakten med panelen.
Åtgärd: Se över utrustningen så att allt är rätt inkopplat. Kvarstår felet, tillkalla
servicetekniker.
14 Kommunikationsfel
Systemets CAN-buss har tillfälligt upphört att fungera på grund av för hög belastning.
Pågående svetsprocess stoppas.
Åtgärd: Se över utrustningen så att allt är rätt inkopplad. Spänningsfrånslag krävs för
återställning. Kvarstår felet, tillkalla servicetekniker.
17 Förlorat kontakten med enhet
Förlorat kontakt med enhet. Gasen stängs inte av, den måste stängas av manuellt.
Start förhindras
Åtgärd: Kontrollera kablaget. Kvarstår felet, tillkalla servicetekniker.
19 Låg batterispänning
För låg batterispänning. Om inte batteriet byts så försvinner all lagrad data.
Inga funktioner spärras av detta fel.
Åtgärd: Tillkalla servicetekniker för byte av batteri.
bi16d1sa
- 32 -
© ESAB AB 2007

SE
Kod Beskrivning
20 Felaktiga inställningsvärden lagrade i svetsprogrammet
Otillåtna värden har funnits vid uppstart.
Åtgärd: Ändra parametrar i svetsprogrammet. Kvarstår felet, tillkalla servicetekniker.
29 Inget vattenföde
Flödesvakten har löst ut.
Pågående svetsprocess stoppas och start förhindras.
Åtgärd: Kontrollera kylvattenkrets, pump och slangar.
32 Inget gasflöde
Gasflödet har underskridit 3,5 l/min. Start förhindras.
Åtgärd: Kontrollera gasventil, slangar och kopplingar.
41 Misslyckad svetsstart
Strömkällan lyckas inte tända svetsbågen.
Åtgärd: Kontrollera svetskablar och verktyg.
5.8.2 Kvalitetsdata
QData
Här kan man se vilka data som
sparades under svetsavslutsfunktio
nen se kapitel 5.3.
Loggar --> Kvalitetsdata --> Kvalitetsdatafiler
Logs --> QData --> QData files
Kvalitetsdatafilen sparas med datum
och löpnummer.
Filerna kan sparas på USB-minne
genom att trycka på “spara, save”.
bi16d1sa
- 33 -
© ESAB AB 2007

SE
Loggar --> Kvalitetsdata --> Innehåll
Logs --> QData --> QData content
Kvalitetsdatafilens inställningsvär
den och mätvärden syns i detta fält.
5.9 Manuell svetsning
Menyn används för svetsning med manuell TIG-brännare.
bi16d1sa
- 34 -
© ESAB AB 2007

SE
Avtryckarfunktion
Gun trigger mode
2 takt
Gasförströmning Slope
up
Funktioner vid 2-takt manövrering av brännaravtryckare.
Slope down Gasefter
strömning
Vid 2-takt startar eventuell gasförströmning när TIG-brännarens avtryckare trycks in
(1) och ljusbågen tänds. Efter detta går strömmen upp till inställt värde (med
eventuell “slope up”). När avtryckaren släpps upp (2) går strömmen åter ner (med
eventuell “slope down”) och ljusbågen släcks. Därefter följer eventuell
gasefterströmning.
4-takt
Gasförströmning Slope
up
Slope down Gasefter
strömning
Funktioner vid 4-takt manövrering av brännaravtryckare.
Vid 4-takt startar eventuell gasförströmning när avtryckaren trycks in (1). När
gasförströmningstiden löpt ut går strömmen upp till pilotnivå (ett par ampere) och
ljusbågen tänds. När avtryckaren släpps upp (2) går strömmen upp till inställt värde
(med eventuell “slope up”). När avtryckaren åter trycks in (3) går strömmen åter ner
till pilotnivå (med eventuell “slope down”) När avtryckaren släpps upp igen (4) släcks
ljusbågen och eventuell gasefterströmning tar vid.
Startfunktion
Start method
HF
Vid HF tänds ljusbågen av den gnistövergång som sker då elektroden befinner sig
på ett visst avstånd från arbetsstycket.
bi16d1sa
- 35 -
© ESAB AB 2007

SE
LiftArct
Vid LiftArct tänds ljusbågen när elektroden kommer i kontakt med arbetsstycket och
man sedan lyfter elektroden igen.
Tändning med hjälp av LiftArct. I steg 1 hållls elektroden direkt mot arbetsstycket. Då avtryckaren
manövreras i steg 2 börjar en låg ström flyta. Ljusbågen tänds i steg 3 då svetsaren lyfter elektroden
från arbetsstycket varefter strömmen automatiskt stiger till det inställda värdet.
Toppström, Peak current
Det högre strömvärdet av två vid pulsad ström.
Bakgrundsström, Background current
Det lägre strömvärdet av två vid pulsad ström.
Toppulstid, Peak time
Den tid pulsströmmen är till under en pulsperiod.
Bakgrundspulstid, Background time
Tid för bakgrundsström som tillsammans med tid för pulsström ger pulsperiod.
Pulstid
Bakgrundstid
Toppström
Bakgrundsström
TIG-svetsning med pulsad ström
Slope up
“Slope up” innebär att strömmen vid start av TIG-bågen långsamt ökar till det
inställda värdet. Det ger en skonsammare uppvärmning av elektroden och svetsaren
får en chans att rikta in elektroden innan strömmen kommit igång.
Slope down
Vid TIG-svetsning används “slope down” för att undvika kratersprickor vid
svetsavslut. Här avtar strömmen långsamt under en inställbar tid.
bi16d1sa
- 36 -
© ESAB AB 2007

SE
Gasförströmning, Gas preflow
Gasförströmning anger hur lång tid man vill att skyddsgasen ska strömma innan
ljusbågen tänds. Se även information under kapitel 3.5.
Gasefterströmning, Gas postflow
Gasefterströmning anger hur lång tid man vill att skyddsgasen ska strömma efter att
ljusbågen släckts. Se även information under kapitel 3.5.
5.10 Generera
Generate
Här kan man generera ett färdigt bas-svetsprogram för att lägga det i designarean
eller direkt i svetsarean. Programmet kan användas som grund för att göra ett eget
program.
Ange:
S Rörmaterial, Tube material
S Godstjocklek, Tube wall thickness
Max 3 mm för rostfritt stål och max 2,7 mm för kolstål.
S Yttre rördiameter, External tube diameter
S Verktyg och verktygstyp, Tool and tool type
Aktivera genom att trycka på “Generera i svetsarea, Generate in weld area” eller
“Generera i designarea, Generate in design area”.
Automatisk kommer menyn för svetsarean respektive designarean upp.
Nu kan man jobba vidare med programmet i svetsarean eller designarean. Se
kapitel “svetsarea” 5.1 eller kapitel “designarea” 5.2.
bi16d1sa
- 37 -
© ESAB AB 2007

6 FACKTERMER
2 takt 2-takts manövrering av brännaravtryckare.
4 takt 4-takts manövrering av brännaravtryckare.
Amplitud Pendlingsvidd.
Bakgrundsspänning Bågspänningreglering vid bakgrundsström.
Bakgrundsström Det lägre strömvärdet av två vid pulsad ström.
Bakgrundstid Tid för bakgrundsström som tillsammans med tid för toppström ger
pulsperiod.
Bakgrundstrådmat
ningshastighet
Bibliotek Lagring av svetsprogram.
Brytpunkt Startpunkt för ny sektor.
Designarea Svetsprogrammen skapas i denna menyn.
Fördröjningstid Tiden för att bågspänningen ska stabilseras innan bågspänningsreglering
Förvärmningstid Fördröjningstid av svetsrörelsen för förvärmning av arbetsstycke.
Fyrkanspulsning Specialpulsning med pulsad rotation.
Generera Söka efter ett färdigt bas-svetsprogram.
Pulstid Den tid strömmen är “till” under en pulsperiod.
Rotationshastighet Elektrodens rotationshastighet runt arbetsstycket.
Rotgas Skyddsgas för svetsfogens undersida (rotsida).
Sektor En viss del av ett rör.
Sektorsystem Hur indelningen i sektorerna ska visas, grader eller brytpunkter.
Slope down Gradvis minskning av ett värde.
Slope up Gradvis ökning av ett värde.
Slutsektor Sista svetssektorn i en svetssekvens.
Specialpulsning Svetsströmmen synkroniseras med pendlingsrörelsen.
Startgas En speciell skyddsgas med höga joniserande egenskaper, vilket
Startsektor Första svetssektorn i en svetssekvens.
Svetsarea Program i svetsarean styr svetsprocessen.
Svetsgas Skyddsgas på svetsfogens ovansida.
Toppspänning Bågspänningsreglering vid toppström.
Toppström Det högre strömvärdet av två vid pulsad ström eller strömvärde vid
Topptrådmatnings
hastighet
Verifiera Kontrollera om programmet håller sig inom gränsvärdena.
Trådmatningshastighet under angiven bakgrundstid.
en påbörjas.
underlättar tändning av ljusbågen.
kontinuerlig ström.
Trådmatningshastighet vid toppström.
bi16d1sb
- 38 -
© ESAB AB 2007

WO100
2
Beställningsnummer
Ordering no. Denomination
0444 534 070 Instruction manual SE
0444 534 071 Instruction manual DK
0444 534 072 Instruction manual NO
0444 534 073 Instruction manual FI
0444 534 074 Instruction manual GB
0444 534 075 Instruction manual DE
0444 534 076 Instruction manual FR
0444 534 077 Instruction manual NL
0444 534 078 Instruction manual ES
0444 534 079 Instruction manual IT
0444 534 080 Instruction manual PT
0444 534 081 Instruction manual GR
0444 534 082 Instruction manual PL
0444 534 083 Instruction manual HU
0444 534 084 Instruction manual CZ
0444 534 086 Instruction manual RU
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
- 39 -
bi16o2
© ESAB AB 2007
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
www.esab.com
110426© ESAB AB
 Loading...
Loading...