

Warrior™ YardFeed 200
Warrior™YardFeed 200w
Betriebsanweisung
0463 387 001 DE 20140813 Valid for: serial no. 427-xxx-xxxx


INHALT
1 SICHERHEIT......................................................................................................... 4
2 EINFÜHRUNG ...................................................................................................... 7
3 TECHNISCHE DATEN.......................................................................................... 8
4 MONTAGE .......................................................................................................... 10
4.1 Hebeanweisungen.............................................................................................. 10
5 BETRIEB............................................................................................................. 11
5.1 Anschlüsse und Bedienelemente .....................................................................12
5.2 Funktion ..............................................................................................................13
5.3 Drahtvorschubdruck.......................................................................................... 15
5.4 Wechseln und Einsetzen von Draht .................................................................15
5.5 Wechsel der Vorschubwalzen...........................................................................16
6 WARTUNG.......................................................................................................... 17
6.1 Kontrolle und Reinigung ...................................................................................17
7 ERSATZTEILBESTELLUNG ..............................................................................18
SCHALTPLAN ........................................................................................................... 19
BESTELLNUMMERN ................................................................................................21
VERSCHLEISSTEILE................................................................................................22
ZUBEHÖR..................................................................................................................24
Änderungen ohne vorherige Ankündigung vorbehalten.
0463 387 001 © ESAB AB 2014

1 SICHERHEIT
1 SICHERHEIT
Nutzer von ESAB-Ausrüstung müssen uneingeschränkt sicherstellen, dass alle Personen,
die mit oder in der Nähe der Ausrüstung arbeiten, die geltenden Sicherheitsvorkehrungen
einhalten. Die Sicherheitsvorkehrungen müssen den Vorgaben für diesen Ausrüstungstyp
entsprechen. Neben den standardmäßigen Bestimmungen für den Arbeitsplatz sind die
folgenden Empfehlungen zu beachten.
Alle Arbeiten müssen von ausgebildetem Personal ausgeführt werden, das mit dem Betrieb
der Ausrüstung vertraut ist. Ein unsachgemäßer Betrieb der Ausrüstung kann zu
Gefahrensituationen führen, die Verletzungen beim Bediener sowie Schäden an der
Ausrüstung verursachen können.
1. Alle, die die Ausrüstung nutzen, müssen mit Folgendem vertraut sein:
○ Betrieb,
○ Position der Notausschalter,
○ Funktion,
○ geltende Sicherheitsvorkehrungen,
○ Schweiß- und Schneidvorgänge oder eine andere Verwendung der Ausrüstung.
2. Der Bediener muss Folgendes sicherstellen:
○ Es dürfen sich keine unbefugten Personen im Arbeitsbereich der Ausrüstung
aufhalten, wenn diese in Betrieb genommen wird.
○ Beim Zünden des Lichtbogens oder wenn die Ausrüstung in Betrieb genommen wird,
dürfen sich keine ungeschützten Personen in der Nähe aufhalten.
3. Das Werkstück:
○ muss für den Verwendungszweck geeignet sein,
○ darf keine Defekte aufweisen.
4. Persönliche Sicherheitsausrüstung:
○ Tragen Sie stets die empfohlene persönliche Sicherheitsausrüstung wie Schutzbrille,
feuersichere Kleidung, Schutzhandschuhe.
○ Tragen Sie keine lose sitzende Kleidung oder Schmuckgegenstände wie Schals,
Armbänder, Ringe usw., die eingeklemmt werden oder Verbrennungen verursachen
können.
5. Allgemeine Vorsichtsmaßnahmen
○ Stellen Sie sicher, dass das Rückleiterkabel sicher verbunden ist.
○ Arbeiten an Hochspannungsausrüstung dürfen nur von qualifizierten Elektrikern
ausgeführt werden.
○ Geeignete Feuerlöschausrüstung muss deutlich gekennzeichnet und in unmittelbarer
Nähe verfügbar sein.
○ Schmierung und Wartung dürfen nicht ausgeführt werden, wenn die Ausrüstung in
Betrieb ist.
0463 387 001
- 4 -
© ESAB AB 2014
1 SICHERHEIT
WARNUNG!
Das Lichtbogenschweißen und Schneiden kann Gefahren für Sie und andere
Personen bergen. Ergreifen Sie beim Schweißen und Schneiden entsprechende
Vorsichtsmaßnahmen. Fragen Sie nach den Sicherheitsroutinen des
Arbeitgebers. Diese sollten auf den Gefahrenangaben des Herstellers basieren.
STROMSCHLAG – Lebensgefahr
• Installieren und erden Sie die Einheit gemäß den geltenden Bestimmungen.
• Berühren Sie keine stromführenden elektrischen Bauteile oder Elektroden mit
• Isolieren Sie sich von Erde und Werkstück.
• Sorgen Sie für eine sichere Arbeitshaltung.
RAUCH UND GASE – Können gesundheitsgefährdend sein.
• Bleiben Sie außerhalb des Rauchbereichs.
• Nutzen Sie eine Ventilation, Entlüftung am Lichtbogen oder beides, um
bloßer Haut, nassen Handschuhen oder nasser Kleidung.
Rauch und Gase aus dem Atembereich sowie dem allgemeinen
Arbeitsbereich abzuleiten.
LICHTBOGENSTRAHLEN – Können Augenverletzungen verursachen und zu
Hautverbrennungen führen.
• Schützen Sie Augen und Körper. Verwenden Sie den korrekten
Schweißschirm und die passende Filterlinse. Tragen Sie Schutzkleidung.
• Schützen Sie Anwesende durch entsprechende Abschirmungen oder
Vorhänge.
FEUERGEFAHR
• Funken (Schweißspritzer) können Brände auslösen. Stellen Sie daher sicher,
dass sich keine brennbaren Materialien in der Nähe befinden.
GERÄUSCHPEGEL – Übermäßige Geräuschpegel können Gehörschäden
verursachen.
• Schützen Sie Ihre Ohren. Tragen Sie Ohrenschützer oder einen anderen
Gehörschutz. Schützen Sie Ihre Ohren. Tragen Sie Ohrenschützer oder
einen anderen Gehörschutz
• Warnen Sie Anwesende vor bestehenden Risiken.
FEHLFUNKTION – Fordern Sie bei einer Fehlfunktion qualifizierte Hilfe an.
Vor Installation oder Verwendung müssen Sie die Betriebsanleitung gelesen und
verstanden haben.
0463 387 001
SCHÜTZEN SIE SICH UND ANDERE!
VORSICHT!
Vor Installation oder Verwendung müssen Sie die
Betriebsanleitung gelesen und verstanden haben.
VORSICHT!
Dieses Produkt ist ausschließlich für das Lichtbogenschweißen vorgesehen.
- 5 -
© ESAB AB 2014
1 SICHERHEIT
VORSICHT!
Ausrüstung der Klasse A ist nicht für den Einsatz in
Wohnumgebungen vorgesehen, wenn eine
Stromversorgung über das öffentliche
Niederspannungsnetz erfolgt. Aufgrund von Leitungsund Emissionsstöreinflüssen können in diesen
Umgebungen potenzielle Probleme auftreten, wenn es
um die Gewährleistung der elektromagnetischen
Verträglichkeit von Ausrüstung der Klasse A geht.
HINWEIS!
Entsorgen Sie elektronische Ausrüstung in einer
Recyclinganlage!
Gemäß EU-Richtlinie 2012/19/EG zu Elektro- und
Elektronikgeräte-Abfall sowie ihrer Umsetzung durch
nationale Gesetze muss elektrischer und bzw. oder
elektronischer Abfall in einer Recyclinganlage entsorgt
werden.
Als für diese Ausrüstung zuständige Person müssen Sie
Informationen zu anerkannten Sammelstellen einholen.
Weitere Informationen erhalten Sie von einem
ESAB-Händler in Ihrer Nähe.
ESAB bietet sämtliche erforderliche Schweißschutzvorrichtungen und
Zubehörkomponenten.
0463 387 001
- 6 -
© ESAB AB 2014
2 EINFÜHRUNG
2 EINFÜHRUNG
Die Drahtvorschubgeräte Warrior™ YardFeed 200 und Warrior™ YardFeed 200w sind für
das MIG/MAG-Schweißen (GMAW) zusammen mit Schweißstromquellen konzipiert:
• Warrior 400i CC/CV
• Warrior 500i CC/CV
Sie sind in verschiedenen Ausführungen erhältlich, siehe Kapitel "BESTELLNUMMERN".
Die Drahtvorschubeinheiten sind abgedichtet und besitzen eine Drahtvorschubeinheit mit
Vierradantrieb sowie eine Steuerelektronik.
Sie können zusammen mit Draht von ESAB verwendet werden, Standard Ø S200mm/Ø
8inch, 5kg / 10lbs.
ESAB-Produktzubehör wird im Kapitel "ZUBEHÖR" in diesem Dokument aufgeführt.
0463 387 001
- 7 -
© ESAB AB 2014

3 TECHNISCHE DATEN
3 TECHNISCHE DATEN
Warrior™ YardFeed 200
Netzspannung 42V, 50-60Hz
Anschlussleistung 252 VA
Nennstromversorgung I
1
6 A
Einstellungsdaten
Drahtvorschubgeschwindigkeit 1,9 – 25,0m/min (75 – 985inch/min)
2/4-Takt 2- oder 4-Takt
Drahtauswahl/Rückbrandzeit Voll- oder Fülldraht
Kriechstart Immer an
Gasspülung Ja
Draht einfädeln Ja
Brenneranschluss EURO
Max. Drahtspulendurchmesser S200mm (8inch), 5kg / 10lbs
Średnica drutu
Fe 0,6 – 1,2mm (0,023 – 0,047inch)
Ss 0,6 – 1,2mm (0,023 – 0,047inch)
Al 1,0 – 1,2mm (0,039 – 0,047inch)
Fülldraht 0,8 – 1,2mm (0,031 – 0,047inch)
Gewicht
WYF 200 11,6 kg (25,6lbs)
WYF 200w 11,8 kg (26,0lbs)
Abmessungen (L x B x H) 593×210×302mm (23,3×8,3×11,9inch)
Betriebstemperatur -10 bis +40°C (+14 bis +104°F)
Transport- und Lagerungstemperatur -20 bis +55°C
Schutzgas Alle Typen für MIG/MAG-Schweißen
vorgesehen
max. Druck 0,5MPA (5bar/72,5psi)
Zulässige Belastung bei
60% Einschaltdauer 365 A
100% Einschaltdauer 280 A
Schutzart IP23
Standardwerkseinstellungen
Die Standardwerkseinstellungen für den Warrior™ YardFeed 200 sind in inch/min
angegeben und alle Gasventile sind geöffnet.
Relative Einschaltdauer (ED)
Als Einschaltdauer gilt der prozentuale Anteil eines 10-min-Zeitraums, in dem ohne
Überlastung eine bestimmte Last geschweißt oder geschnitten werden kann. Die
Einschaltdauer gilt bei einer Temperatur von 40°C (104°F).
0463 387 001
- 8 -
© ESAB AB 2014

3 TECHNISCHE DATEN
Schutzart
Der IP-Code zeigt die Schutzart an, d.h. den Schutzgrad gegenüber einer Durchdringung
durch Festkörper oder Wasser an.
Mit IP23 gekennzeichnete Ausrüstung ist für den Einsatz im Innen- und Außenbereich
vorgesehen.
0463 387 001
- 9 -
© ESAB AB 2014

4 MONTAGE
4 MONTAGE
Die Installation darf nur von Fachpersonal ausgeführt werden.
WARNUNG!
Beim Schweißen in Umgebungen mit erhöhter elektrischer Gefahr dürfen nur
Stromquellen verwendet werden, die für die betreffenden Bedingungen
vorgesehen sind. Diese Stromquellen sind mit folgendem Symbol
gekennzeichnet: .
4.1 Hebeanweisungen
0463 387 001
- 10 -
© ESAB AB 2014

5 BETRIEB
5 BETRIEB
Allgemeine Sicherheitshinweise für den Umgang mit der Ausrüstung werden im
Kapitel "SICHERHEIT" in diesem Dokument aufgeführt. Lesen Sie dieses Kapitel,
bevor Sie mit der Ausrüstung arbeiten!
WARNUNG!
Um elektrische Schläge zu vermeiden, berühren Sie nicht den Elektrodendraht
oder mit diesem in Kontakt stehende Teile bzw. unisolierte Kabel oder
Verbindungen.
HINWEIS!
Beim Bewegen der Ausrüstung ist der vorgesehene Transportgriff zu verwenden.
Ziehen Sie das Gerät niemals am Schweißbrenner.
WARNUNG!
Stellen Sie sicher, dass die Seitenabdeckungen beim Betrieb geschlossen sind.
WARNUNG!
Rotierende Teile können Verletzungen hervorrufen.
Lassen Sie besondere Vorsicht walten.
WARNUNG!
Beim Wechsel der Drahtspule besteht
Quetschgefahr!
Tragen Sie keine Schutzhandschuhe, wenn Sie
den Schweißdraht zwischen die Vorschubwalzen
führen.
0463 387 001
- 11 -
© ESAB AB 2014

5 BETRIEB
VORSICHT!
Stellen Sie vor dem Einführen des Schweißdrahts sicher, dass Spitze und Grate
vom Drahtende entfernt wurden, damit der Draht nicht die Brennerverkleidung
beschädigt.
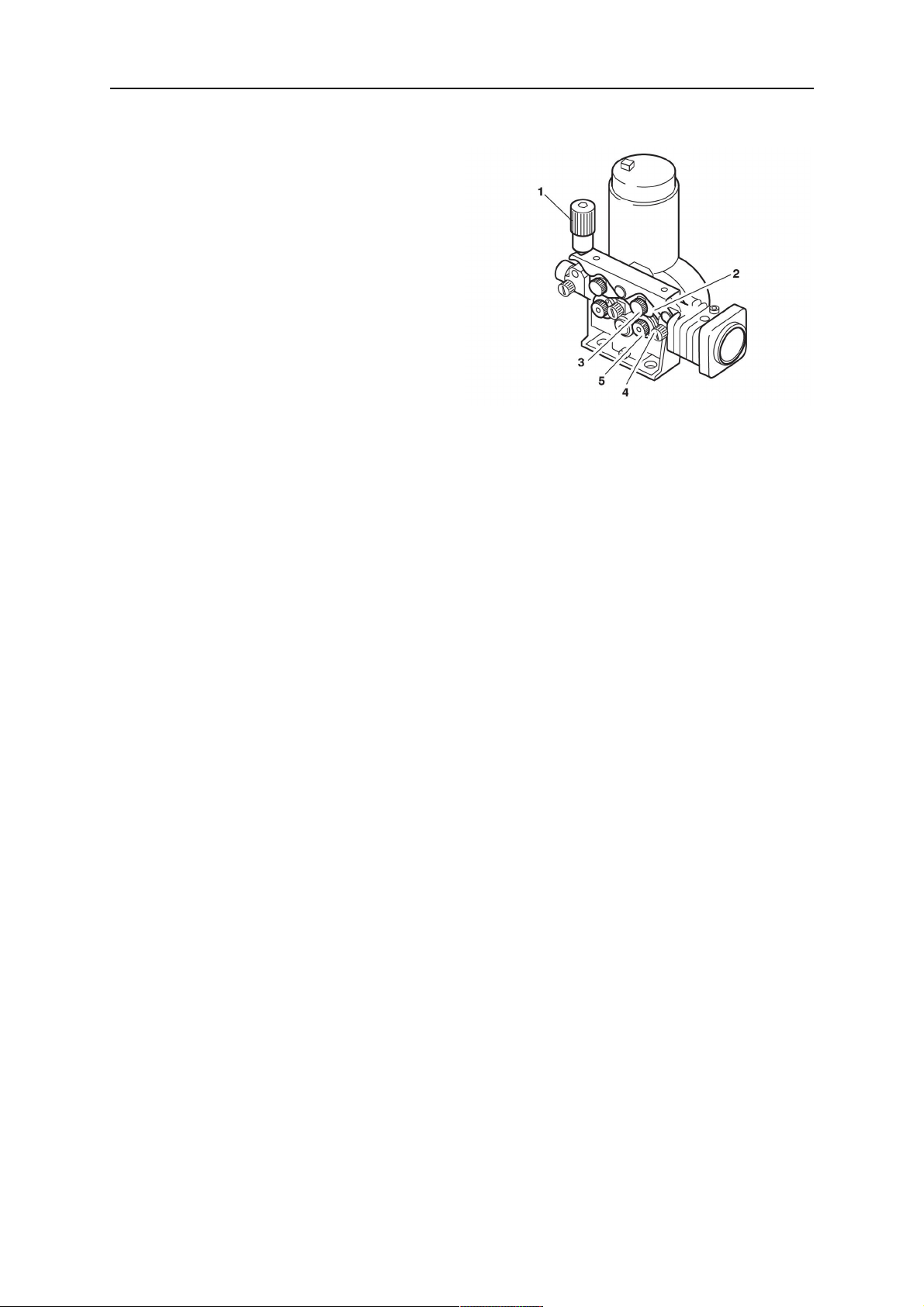
5.1 Anschlüsse und Bedienelemente
1 Sicherheitsschalter 9 ROTER Anschluss für Kühlwasser
zur Stromquelle (Kühlaggregat) **
2 Anschluss für Schweißbrenner
(Euro-Steckverbinder)
3 Anzeige für
10 Kipphebelschalter für
Gasspülung/Kaltdrahtvorschub
11 Umschalter für 2/4-Takt
Drahtvorschubgeschwindigkeit
(inch/min oder m/min)*
4 Regler für Spannungseinstellung 12 Anschluss für Schweißstrom von
der Stromquelle (OKC)
5 Anzeige Strom (A) 13 Anschluss für Schutzgas
6 Anzeige Spannung (V) 14 Anschluss für Steuerkabel von der
Stromquelle
0463 387 001
- 12 -
© ESAB AB 2014

5 BETRIEB
7 Drehknopf zur Einstellung von
Drahtvorschubgeschwindigkeit
15 Anschluss ROT für Kühlwasser zur
Stromquelle (Kühlaggregat)
(m/min oder inch/min)
8 BLAUER Anschluss für Kühlwasser
von Stromquelle (Kühlaggregat) **
16 Anschluss BLAU für Kühlwasser
von Stromquelle (Kühlaggregat)
*Zur Einstellung der Anzeige der Drahtvorschubgeschwindigkeit siehe Kapitel
"Gasflussregelung und Voll-/Fülldraht".
** Kühlwasseranschlüsse sind nur bei bestimmten Modellen verfügbar.
HINWEIS!
Die Anzeige für Drahtvorschubgeschwindigkeit wird wenige Sekunden nachdem
der Sicherheitsschalter auf den "Schweißen EIN" (1) gestellt wurde aktiviert.
HINWEIS!
Kühlwasseranschlüsse gibt es nur bei bestimmten Modellen.
5.2 Funktion
Wasseranschluss
Beim Anschluss eines wassergekühlten Schweißbrenners muss der Netzschalter der
Stromquelle ausgestellt sein und der Schalter für das Kühlaggregat muss sich in der Stellung
0 befinden.
Ein Wasseranschlusssatz kann optional bestellt werden, siehe Kapitel "Zubehör".
Zugentlastung
Befestigen Sie die Zugentlastung im Haken an
der Rückseite der Vorschubeinheit sowie am
Anschlusskabel.
Sicherheitsschalter
0 Schweißen AUS
1 Schweißen EIN
Wärme EIN (Zubehör) und Schweißen
AUS
Der Spulenbereich wird erwärmt, damit
der Schweißdraht beim Schweißen
trocken ist.
0463 387 001
- 13 -
© ESAB AB 2014

5 BETRIEB
Gasflussregelung und Voll-/Fülldraht
Öffnen Sie die Klappe für den Zugriff auf die
Gasflussregelung und die Auswahl von Volloder Fülldraht.
A = Gasflussregelung
B = Gasflussmesser
C = Einstellung von Voll- oder Fülldraht
D = Anzeigeeinstellung, inch/min oder m/min
Drahtauswahl – Volldraht
Ein Kurzschlussabschluss (Short Circuit Termination; SCT) wird beim Loslassen des
Auslösers ausgewählt, um eine Anpassung an das Schweißen mit Volldraht
vorzunehmen.
SCT ist ein Verfahren zum Beenden des Schweißvorganges mit mehreren kleinen
Kurzschlüssen, die den abschließenden Krater und die Oxidation verringern. Es bietet
außerdem den Vorzug einer guten Startleistung bei Volldraht.
Drahtauswahl – Fülldraht
Eine konstante Rückbrandzeit wird beim Loslassen des Auslösers ausgewählt, um
eine Anpassung an das Schweißen mit Fülldraht vorzunehmen.
Gasspülung
Die Gasspülung wird beim Messen des Gasflusses verwendet oder wenn vor
dem Schweißstart Luft oder Feuchtigkeit aus den Gasschläuchen entfernt wird.
Eine Gasspülung findet so lange statt, wie die Taste gedrückt wird. Bei einer
Gasspülung sind weder Spannung noch Drahtvorschub aktiv.
Anschleichen
Das Anschleichen wird verwendet, wenn ein Drahtvorschub ohne das Anliegen
von Schweißspannung erfolgen soll. Ein Drahtvorschub findet so lange statt, wie
die Taste gedrückt wird.
2-Takt
Beim 2-Takt-Schweißen startet die Gasvorströmung, wenn der Auslöser am
Schweißbrenner betätigt wird. Danach startet der Schweißvorgang. Durch
Loslassen des Auslösers hält der Schweißvorgang komplett an und die
Gasnachströmung setzt ein.
0463 387 001
4-Takt
Beim 4-Takt-Schweißen startet die Gasvorströmung, wenn der Auslöser am
Schweißbrenner betätigt wird. Beim Loslassen des Auslösers beginnt der
Drahtvorschub. Der Schweißvorgang wird fortgesetzt, bis der Auslöser erneut
betätigt wird. Danach stoppt der Drahtvorschub. Beim Loslassen des Auslösers
setzt die Gasnachströmung ein.
Spannung
Eine höhere Spannung vergrößert die Lichtbogenlänge und sorgt für einen
wärmeren und breiteren Lichtbogen.
- 14 -
© ESAB AB 2014

5 BETRIEB
Drahtvorschubgeschwindigkeit
Hiermit wird die erforderliche Vorschubgeschwindigkeit für den Fülldraht in
inch/min oder m/min festgelegt.
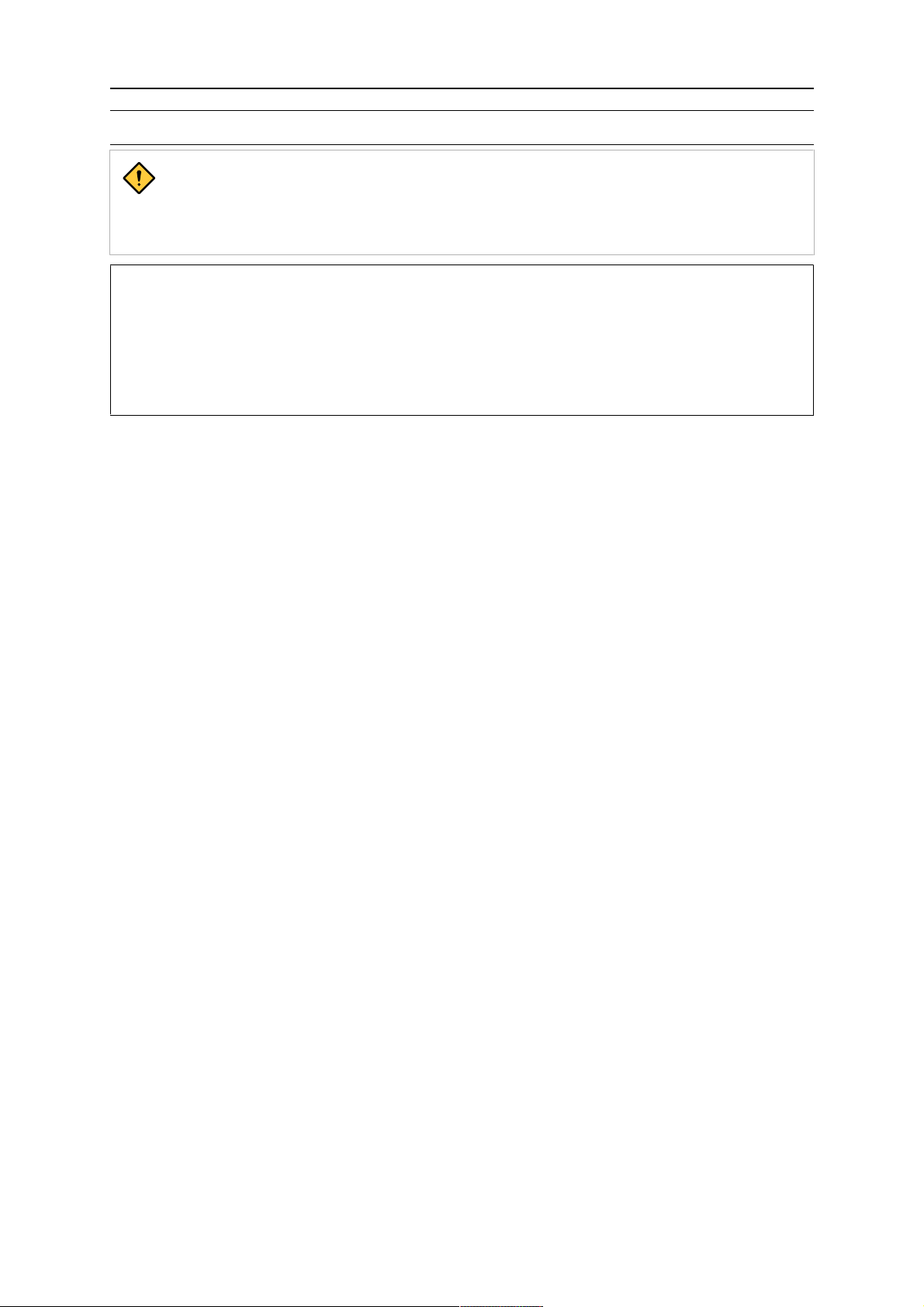
5.3 Drahtvorschubdruck
Stellen Sie zunächst sicher, dass sich der Draht reibungslos durch die Drahtführung bewegt.
Stellen Sie danach den Druck an den Andruckwalzen des Drahtvorschubs ein. Der Druck
darf keinesfalls zu hoch sein.
Abbildung A Abbildung B
Um zu prüfen, ob der Vorschubdruck korrekt ist, können Sie den Draht gegen einen
einzelnen Gegenstand (z.B. ein Stück Holz) ausgeben lassen.
Wenn Sie den Schweißbrenner ca. 5 mm vor das Holzstück (Abbildung A) halten, sollten sich
die Vorschubwalzen drehen.
Wenn Sie den Schweißbrenner ca. 50 mm vor das Holzstück halten, sollte der Draht
ausgegeben werden und sich biegen (Abbildung B).
5.4 Wechseln und Einsetzen von Draht
1. Öffnen Sie die Seitenabdeckung.
2. Lösen Sie den Drucksensor durch Kippen nach hinten, wobei die Andruckwalzen nach
oben gleiten.
3. Richten Sie den neuen Draht 10 – 20 cm gerade aus und feilen Sie Grate und scharfe
Kanten vom Drahtende ab, bevor Sie den Draht in die Vorschubeinheit einführen.
4. Stellen Sie sicher, dass der Draht korrekt in der Führung der Vorschubwalze und in der
Auslassdüse oder Drahtführung sitzt.
5. Sichern Sie den Drucksensor.
6. Schließen Sie die Seitenabdeckung.
0463 387 001
- 15 -
© ESAB AB 2014
5 BETRIEB
5.5 Wechsel der Vorschubwalzen
1. Öffnen Sie die Seitenabdeckung.
2. Lösen Sie den Drucksensor (1), indem
Sie ihn nach hinten klappen. Die
Druckrollen bewegen sich nach oben.
3. Lösen Sie die Andruckwalzen (2), indem
Sie die Welle (3) um 90° im
Uhrzeigersinn drehen und die Welle
herausziehen. Die Andruckwalzen
werden getrennt.
4. Lösen Sie die Vorschubwalzen (4), indem
Sie die Muttern (5) lösen und die Walzen
herausziehen.
Führen Sie bei der Montage die o.g. Schritte in umgekehrter Reihenfolge aus.
Auswahl der Führung in den Vorschubwalzen
Drehen Sie die Vorschubwalze mit der Abmessungsmarkierung für die erforderliche Führung
zu sich.
0463 387 001
- 16 -
© ESAB AB 2014
6 WARTUNG
6 WARTUNG
HINWEIS!
Eine regelmäßige Wartung ist wichtig für einen sicheren und zuverlässigen
Betrieb.
VORSICHT!
Alle Garantieverpflichtungen seitens des Lieferanten erlöschen, wenn der Kunde
innerhalb des Garantiezeitraums versucht, Produktfehler eigenständig zu
beheben.
6.1 Kontrolle und Reinigung
Drahtvorschubeinheit
Prüfen Sie regelmäßig, ob die Drahtvorschubeinheit frei von Verschmutzungen ist.
Verschleißteile an der Drahtvorschubeinheit sind regelmäßig zu reinigen und zu wechseln,
um einen zuverlässigen Drahtvorschub zu gewährleisten. Hinweis: Bei einer zu starken
Vorbelastung kann es zu übermäßigem Verschleiß an Andruckwalze, Vorschubwalze und
Drahtführung kommen.
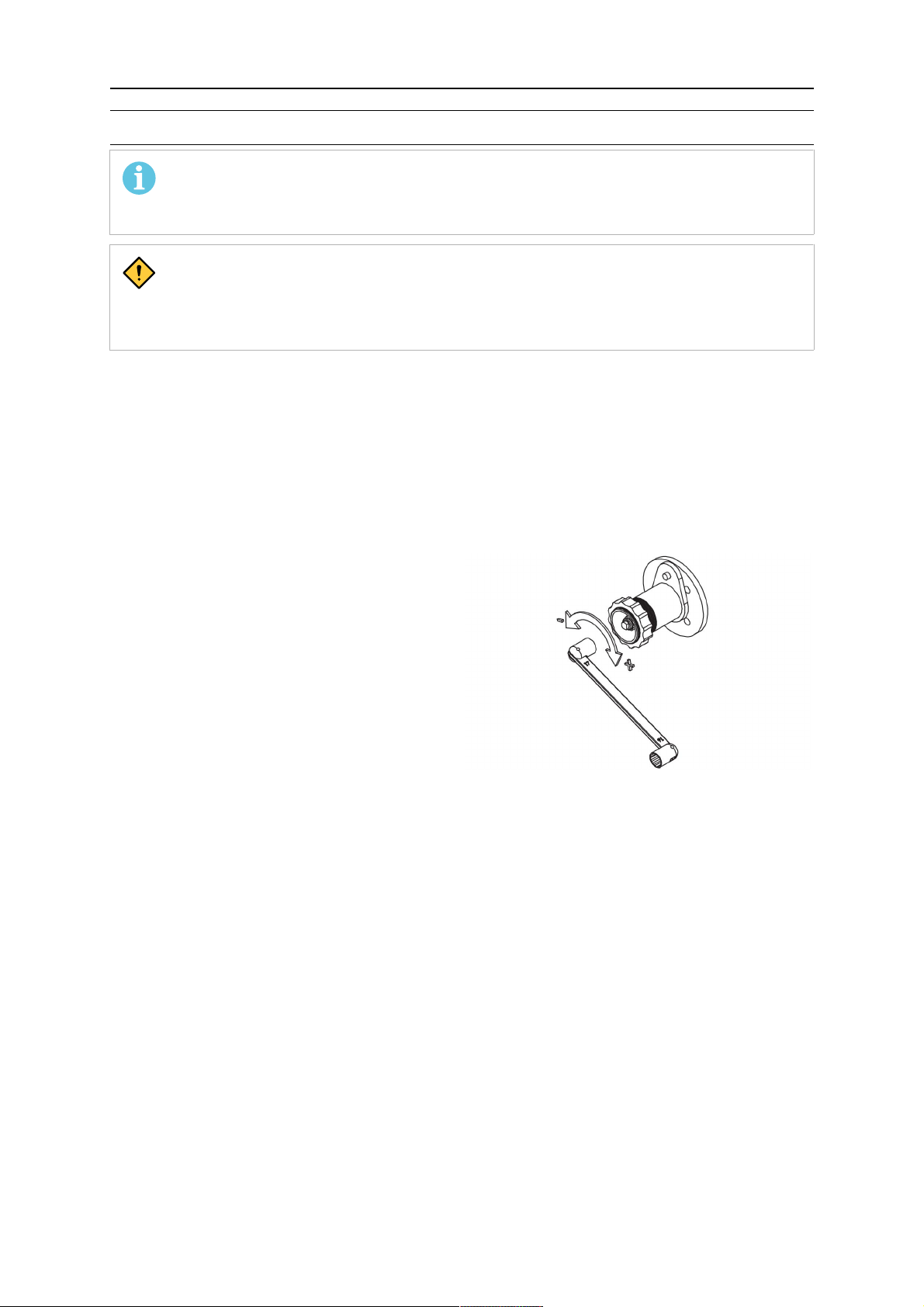
Bremsnabe
Die Nabe wird bei der Lieferung angepasst.
Passen Sie die Bremsnabe so an, dass der
Draht leicht durchhängt, wenn der
Drahtvorschub beendet wird.
Schweißbrenner
Reinigung und Wechsel der Brennerverschleißteile sind in regelmäßigen Abständen
vorzunehmen. Dadurch wird ein zuverlässiger Drahtvorschub gewährleistet. Blasen Sie die
Drahtführung regelmäßig sauber und reinigen Sie die Kontaktspitze.
0463 387 001
- 17 -
© ESAB AB 2014
7 ERSATZTEILBESTELLUNG
7 ERSATZTEILBESTELLUNG
VORSICHT!
Reparaturen und elektrische Arbeiten sind von einem autorisierten
ESAB-Servicetechniker auszuführen. Verwenden Sie nur
ESAB-Originalersatzteile und ESAB-Originalverschleißteile.
Die Warrior™ YardFeed 200 und Warrior™ YardFeed 200w wurden gemäß den
internationalen und europäischen Standards IEC/EN60974-5 und IEC/EN60974-10,
kanadischem Standard CAN/CSA-E60974-5 und US-StandardANSI/IEC 60974-5
konstruiert und getestet. Nach dem Abschluss von Service- oder Reparaturarbeiten
muss die ausführende Person bzw. müssen die ausführenden Personen
sicherstellen, dass das Produkt weiterhin den Vorgaben der o.g. Standards
entspricht.
Ersatzteile können über den nächstgelegenen ESAB-Händler bestellt werden, siehe
Rückseite dieses Dokuments. Geben Sie bei einer Bestellung Produkttyp, Seriennummer,
Bezeichnung und Ersatzteilnummer gemäß Ersatzteilliste an. Dadurch wird der Versand
einfacher und sicherer gestaltet.
0463 387 001
- 18 -
© ESAB AB 2014

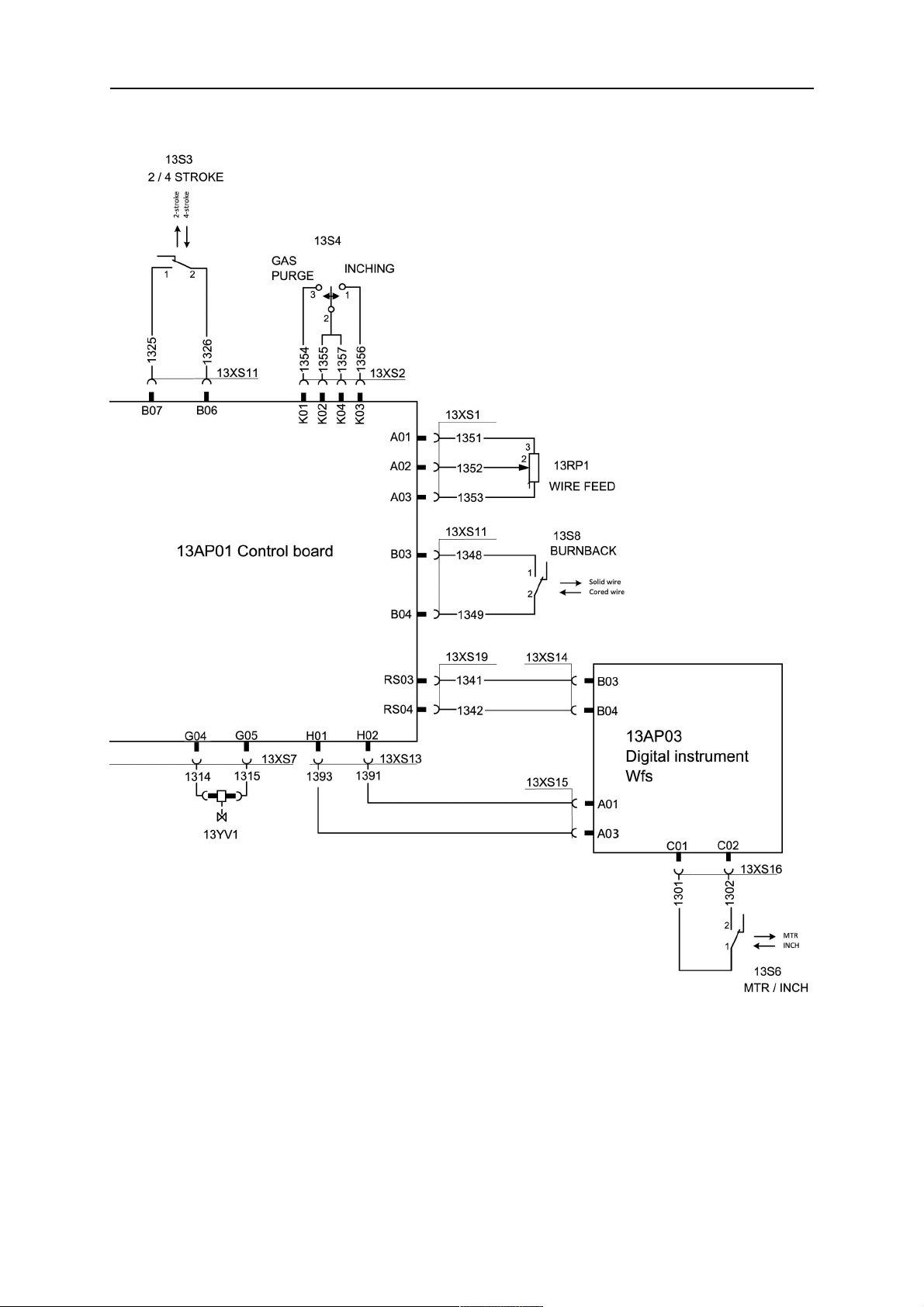
SCHALTPLAN
SCHALTPLAN
Warrior™ Yard Feed 200
0463 387 001
- 19 -
© ESAB AB 2014
SCHALTPLAN
0463 387 001
- 20 -
© ESAB AB 2014
BESTELLNUMMERN
BESTELLNUMMERN
Ordering no. Denomination Type
0459 906 898 Warrior™ YardFeed 200
0459 906 899 Warrior™ YardFeed 200w with water cooling
0463 390 001 Spare parts list
Die Bedienungsanleitung sowie eine Ersatzteilliste finden Sie im Internet unter:
www.esab.com
0463 387 001
- 21 -
© ESAB AB 2014

VERSCHLEISSTEILE
VERSCHLEISSTEILE
Item Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002 Intermediate
nozzle
0456 615 001 Intermediate
Fe, Ss
&Cored
Al
nozzle
HI 2 0469 837 880 Outlet nozzle Fe, Ss
Ø2.0 mm steel for 0.6-1.2 mm
&Cored
0469 837 881 Outlet nozzle Al Ø2.0 mm plastic for 0.8-1.2 mm
HI 3 0191 496 114 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro
Item Ordering no. Denomination Wire type Wire
dimensions
HI 5b 0459 052 001 Feed/pressure
rollers
0459 052 002 Feed/pressure
rollers
0459 052 003 Feed/pressure
rollers
Fe, Ss
&Cored
Fe, Ss
&Cored
Fe, Ss
&Cored
Ø 0.6 &
0.8 mm
Ø 0.8 &
0.9/1.0 mm
Ø 0.9/1.0 &
1.2 mm
Groove
type
Roller
markings
V 0.6 S2 &
0.8 S2
V 0.8 S2 &
0.9/1.0 S2
V 0.9/1.0 S2
& 1.2 S2
0458 825 001 Feed/pressure
rollers
0458 824 001 Feed/pressure
rollers
0458 824 002 Feed/pressure
rollers
0458 824 003 Feed/pressure
Cored Ø 0.9/1.0 &
V-knurled 1.0 R2 &
1.2 mm
Al Ø 0.8 &
U 0.8 A2 &
0.9/1.0 mm
Al Ø 1.0 &
U 1.0 A2 &
1.2 mm
Al Ø 1.2 mm U 1.2 A2
rollers
Use only pressure and feed rollers marked A2, R2 or S2.
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5×1
HI 7 Screw M4×12
HI 8 Screw M6×12
HI 9 Washer Ø 16/8.4×1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 13 0455 049 001 Inlet nozzle For Fe, Ss, Al and cored wire
1.2 R2
1.0 A2
1.2 A2
0460 007 001 Inlet nozzle Long-life for Fe, Ss, Al and cored wire
HI 14 0458 999 001 Shaft
0463 387 001
- 22 -
© ESAB AB 2014

VERSCHLEISSTEILE
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire
MUST be used. It is recommended to use 3 m long welding gun for aluminium wire,
equipped with appropriate wear parts.
0463 387 001
- 23 -
© ESAB AB 2014

ZUBEHÖR
ZUBEHÖR
0460 005 880 Gas flow meter
0459 941 880 Heating kit
0459 961 880 Control panel protection
0457 341 881 Strain relief for welding gun
Connection set air, 50 mm², 19/19 pole
0459 836 562
0459 836 563
0459 836 564
0459 836 565
0459 836 566
10 m
15 m
25 m
35 m
50 m
Connection set water, 50 mm², 19/19 pole
0459 836 572
0459 836 573
0459 836 574
0459 836 575
0459 836 576
10 m
15 m
25 m
35 m
50 m
0463 387 001
- 24 -
© ESAB AB 2014

ZUBEHÖR
0463 387 001
- 25 -
© ESAB AB 2014

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...