


Warrior™ 750i CC/CV
Ръководство за експлоатация
0463 730 031 BG 20201030
Valid for: from serial no. 038-xxx-xxxx

СЪДЪРЖАНИЕ
1
БЕЗОПАСНОСТ
1.1 Значение на символите
1.2 Мерки за безопасност
2
ВЪВЕДЕНИЕ
2.1 Обзор
2.2 Оборудване
3
ТЕХНИЧЕСКИ ДАННИ
4
МОНТАЖ
4.1 Общи
4.2 Инструкции за повдигане
4.3 Местоположение
4.4 Мрежово захранване
4.4.1 Препоръчителни номинални токове на предпазителите и
4.4.2 Захранване от електрогенератори.................................................... 13
4.4.3 Инструкции за свързване ................................................................... 14
4.4.4 Монтаж на захранващия кабел ......................................................... 14
.....................................................................................................
минимални сечения на кабелите за Warrior750iCC/CV .................
.........................................................................................
.......................................................................
..........................................................................
..............................................................................................
......................................................................................................
...........................................................................................
...............................................................................
.......................................................................................................
....................................................................
...................................................................................
............................................................................
3
3
3
8
8
8
9
11
11
11
12
12
13
5
ЕКСПЛОАТАЦИЯ
5.1 Обзор
5.2 Съединения и устройства за управление
5.3 Свързване на заваръчния и обратния кабел
5.4 Включване/изключване на мрежовото захранване
5.5 Управление на вентилатора
5.6 Символи и функции
6
ТЕХНИЧЕСКО ОБСЛУЖВАНЕ
6.1 Обзор
6.2 Захранващ източник
6.3 Заваръчна горелка
7
ОТСТРАНЯВАНЕ НА НЕИЗПРАВНОСТИ
8
ПОРЪЧВАНЕ НА РЕЗЕРВНИ ЧАСТИ
БЛОК СХЕМА
.....................................................................................................
КАТАЛОЖНИ НОМЕРА ЗА ЗАЯВКА
ПРИНАДЛЕЖНОСТИ
.......................................................................................
......................................................................................................
...............................................................
.............................................................................
..................................................................
......................................................................................................
............................................................................
...............................................................................
...............................................
.....................................................
................................................................
.........................................................................................
.......................................
..................................
.......................
16
16
16
17
17
18
18
21
21
21
22
23
25
26
27
28
Запазени права за промяна на спецификациите без предварително известие.
0463 730 031 © ESAB AB 2020

1 БЕЗОПАСНОСТ
1 БЕЗОПАСНОСТ
1.1 Значение на символите
Както са използвани в ръководството: Означава внимание! Бъдете внимателни!
ОПАСНОСТ!
Означава непосредствена опасност, която, ако не бъде избегната, ще
доведе до незабавно, сериозно нараняване или смърт.
ПРЕДУПРЕЖДЕНИЕ!
Означава потенциална опасност, която може да доведе до телесно
нараняване или смърт.
ВНИМАНИЕ!
Означава опасност, която може да доведе до леки телесни
наранявания.
ПРЕДУПРЕЖДЕНИЕ!
Преди употреба прочетете и разберете
ръководството за работа и спазвайте всички етикети,
практики за безопасност на служителите и
информационни листове за безопасност (SDS).
1.2 Мерки за безопасност
Потребителите на оборудване ESAB носят пълната отговорност за осигуряване на
спазването на всички приложими мерки за безопасност на всеки, който работи с
оборудването или в близост до него. Мерките за безопасност трябва да отговарят на
всички изисквания, приложими за типа оборудване. В допълнение към стандартните
нормативни разпоредби, които са валидни за работното място, трябва да се спазват
следните препоръки.
Всички дейности трябва да се извършват от обучен персонал, добре запознат с
работата с оборудването. Неправилната работа на оборудването може да доведе до
опасни ситуации, които да предизвикат нараняване на оператора и повреда на
оборудването.
1. Всеки, който работи с оборудването, трябва да бъде запознат с:
○ неговата работа
○ местоположението на аварийните спирачки
○ неговата функция
○ приложимите мерки за безопасност
○ заваряването и рязането и останалите приложими функции на
оборудването
2. Операторът трябва да осигури следното:
○ при включването на оборудването в работната му зона няма
неупълномощени лица
○ няма незащитени лица при запалването на дъгата или започването на
работата с оборудването
0463 730 031
- 3 -
© ESAB AB 2020

1 БЕЗОПАСНОСТ
3. Работното място трябва:
○ да бъде подходящо за целта
○ да няма въздушни течения
4. Лични предпазни средства:
○ Винаги носете препоръчителните лични предпазни средства, като
например предпазни очила, огнезащитно облекло, предпазни ръкавици
○ Не носете свободно прилягащи дрехи и аксесоари, като шалове, гривни,
пръстени и др., които могат да бъдат захванати или да предизвикат
изгаряния
5. Общи мерки за безопасност:
○ Уверете се, че обратният кабел е здраво закрепен
○ Работи по оборудване под високо напрежение могат да се извършват
само от квалифициран електротехник
○ Съответното пожарогасително оборудване трябва да бъде ясно
обозначено и поставено наблизо
○ Смазването и поддръжката не трябва да се извършват по време на работа
с оборудването
Ако сте оборудвани с охладител ESAB
Използвайте само одобрена от ESAB охлаждаща течност. Неодобрена охлаждаща
течност може да повреди оборудването и да изложи на риск безопасността на
продукта. В случай на такава повреда всички ангажименти по гаранцията от ESAB
спират да се прилагат.
Каталожен номер за заявка за препоръчителна охлаждаща течност ESAB:
0465720002.
За информация за изготвяне на поръчка вижте главата "ПРИНАДЛЕЖНОСТИ" в
инструкцията за експлоатация.
ПРЕДУПРЕЖДЕНИЕ!
Електродъговото заваряване и рязане може да доведе до нараняване на вас и
други лица. Взимайте предпазни мерки, когато заварявате и режете.
0463 730 031
- 4 -
© ESAB AB 2020

1 БЕЗОПАСНОСТ
ЕЛЕКТРИЧЕСКИЯТ УДАР – може да е смъртоносен
• Монтирайте и заземете оборудването в съответствие с ръководството
• Не докосвайте електрическите части и електродите, намиращи се под
• Изолирайте себе си от работното място и земята.
• Заемете безопасна работна поза
ЕЛЕКТРОМАГНИТНО ПОЛЕ – може да представлява опасност за
здравето
• Заварчиците с поставен сърдечен стимулатор трябва да се
• Излагането на електромагнитно поле може да има други въздействия
• Заварчиците трябва да прилагат следните процедури, за да
за работа.
напрежение, с голи ръце, влажни ръкавици или мокро облекло.
консултират с лекаря си, преди да заваряват. Електромагнитното
поле може да предизвика смущения в сърдечния стимулатор.
върху здравето, които не са известни.
минимизират излагането на електромагнитно поле:
○ Прекарвайте електрода и работните кабели заедно от една и
съща страна на тялото ви. Фиксирайте ги със залепваща лента,
когато това е възможно. Не заставайте между пистолета и
работните кабели. Никога не увивайте кабелите на пистолета
или работния кабел около тялото си. Дръжте източника на
захранване и кабелите възможно най-далеч от тялото си.
○ Свържете работния кабел към детайла възможно най-близо до
зоната, в която ще заварявате.
ГАЗОВЕ И ДИМ – могат да представляват опасност за здравето
• Дръжте главата си далеч от димните газове.
• Използвайте вентилация, аспирация в участъка на дъгата или и двете,
за да отведете газовете и дима от зоната ви на дишане и работното
пространство.
ЕЛЕКТРОДЪГОВО ИЗЛЪЧВАНЕ – може да нарани очите и да
предизвика изгаряния върху кожата
• Защитете очите и тялото си. Използвайте подходяща маска за
заваряване и филтърни лещи и носете защитно облекло.
• Защитете стоящите в близост лица с подходящи екрани или завеси.
ШУМ – прекомерният шум може да увреди слуха
Защитете ушите си. Използвайте антифони или други средства за защита
на слуха.
ДВИЖЕЩИ СЕ ЧАСТИ – могат да причинят нараняване
• Дръжте всички врати, панели и капаци затворени и фиксирани на
мястото им. Позволявайте само на квалифицирали лица да свалят
капаците с цел поддръжка и отстраняване на неизправности, когато
това е необходимо. Поставете обратно панелите или капаците и
затворете вратите, след като сервизното обслужване е приключено и
преди да стартирате двигателя.
• Изключете двигателя, преди да монтирате или свързвате модул.
• Дръжте ръцете, косата, свободните дрехи и инструментите далеч от
движещите се части.
0463 730 031
- 5 -
© ESAB AB 2020

1 БЕЗОПАСНОСТ
ОПАСНОСТ ОТ ПОЖАР
• Искрите (пръските) могат да предизвикат пожар. Уверете се, че в
близост няма никакви запалими материали.
• Не използвайте затворени контейнери.
ГОРЕЩА ПОВЪРХНОСТ – Частите могат да причинят изгаряне
• Не докосвайте части с голи ръце.
• Изчакайте оборудването да се охлади, преди да работите по него.
• За да боравите с горещи части, използвайте подходящи инструменти
и/или изолирани ръкавици за заваряване, за да предотвратите
изгаряния.
НЕИЗПРАВНОСТ – в случай на неизправност потърсете експертна помощ.
ЗАЩИТЕТЕ СЕБЕ СИ И ДРУГИТЕ!
ВНИМАНИЕ!
Настоящият продукт е изцяло предназначен за електродъгово заваряване.
ПРЕДУПРЕЖДЕНИЕ!
Не използвайте захранващия източник за размразяване на замръзнали части.
ВНИМАНИЕ!
Оборудването от клас А не е предназначено за
употреба в жилищни помещения, в които
електрозахранването се осъществява от
обществената мрежа под ниско напрежение. В
такива помещения е възможно възникване на
потенциални затруднения, свързани с
електромагнитната съвместимост на оборудване от
клас А, вследствие на проводими или излъчващи
повърхности.
ЗАБЕЛЕЖКА!
Унищожавайте електронното оборудване чрез
предаване в пункт за рециклиране!
В съответствие с европейската Директива
2012/19/EО относно отпадъци от електрическо и
електронно оборудване и нейното прилагане
съгласно националното законодателство,
електрическото и/или електронното оборудване,
което е достигнало до края на цикъла си на
експлоатация, трябва да бъде унищожено чрез
предаване в пункт за рециклиране.
Тъй като Вие сте лицето, което отговаря за
оборудването, Вие трябва да потърсите
информация за одобрените пунктове за събиране на
подобно оборудване.
За допълнителна информация се свържете с
най-близкия дилър на ESAB.
0463 730 031
- 6 -
© ESAB AB 2020

1 БЕЗОПАСНОСТ
ESAB разполага с асортимент от аксесоари за заваряване и лични предпазни
средства за закупуване. За информация за изготвяне на поръчка се свържете с
местния търговски представител на ESAB или посетете нашия уебсайт.
0463 730 031
- 7 -
© ESAB AB 2020

2 ВЪВЕДЕНИЕ
2 ВЪВЕДЕНИЕ
2.1 Обзор
Warrior 750i CC/CV е захранващ източник за въздушно-дъгово заваряване с
надраскване, заваряване GMAW , предназначен за заваряване MIG/GMAW, както и за
заваряване с тръбообразна тел с прахов пълнеж (FCAW-S), заваряване GTAW и
заваряване д електроди с покритие (SMAW).
Захранващите източници са предназначени за работа със следните апарати за
подаване на заваръчна тел:
• Robust Feed PRO
• Warrior Feed 304
• Warrior Feed 304w
• MobileFeed 301 AVS
Принадлежностите на ESAB за продукта можете да откриете в глава
"ПРИНАДЛЕЖНОСТИ" от настоящото ръководство.
2.2 Оборудване
Захранващият източник се доставя в комплект с:
• обратен кабел със скоба за заземяване, 5m
• Ръководство за експлоатация
• кабел за мрежово захранване, 5m
0463 730 031
- 8 -
© ESAB AB 2020

3 ТЕХНИЧЕСКИ ДАННИ
3 ТЕХНИЧЕСКИ ДАННИ
Warrior 750i CC/CV
Работно напрежение 380 – 460V, ±10%, 3~50/60Hz
Мрежово захранване S
Мрежово захранване Z
scmin
max
5,4MVA
0,0319 ома
Ток в първичната намотка 380 V 400 V 415V 440V 460 V
I
GMAW – MIG 67A 63A 61A 57A 54A
макс.
I
GTAW – TIG 51A 49A 47A 44A 42A
макс.
I
SMAW – MMA 67A 63A 61A 57A 54A
макс.
I
Рубене 67A 63A 61A 57A 54A
макс.
Мощност без товар в режим на
икономия на енергия 6,5 мин след
32W
заваряване
Диапазон на настройване за всички режими
Нормална характеристика при
GMAW – MIG
Характеристика на спад при GTAW –
TIG
Характеристика на спад при SMAW
– MMA
16A/15V–820 A/44V
10A/10V–820A/34V
15A/15V–820A/44V
Рубене
100A/18V–850A/44V
Допустим товар при GMAW и SMAW
60% работен цикъл
100% работен цикъл
820A/44V
750A/44V
Допустимо натоварване при заваряване GTAW
60% работен цикъл
100% работен цикъл
820A/34V
750A/34V
Рубене
35% работен цикъл
60% работен цикъл
100% работен цикъл
Фактор на мощността при
максимален ток
850A/44V
820A/44V
750A/44V
0,91
КПД при максимален ток 91%
Напрежение при отворена верига
без функция VRD
Напрежение при отворена верига
с функция VRD
65VDC
33VDC
Работна температура 14до104°F (–10до40°C)
Температура при транспортиране –4до131°F (–20до55°C)
0463 730 031
- 9 -
© ESAB AB 2020

3 ТЕХНИЧЕСКИ ДАННИ
Warrior 750i CC/CV
Постоянно звуково налягане при
празен ход
< 70dB (A)
Размери, д x ш x в 33,5×16,3×25,1in (850×415×637 mm)
Тегло (захранващ източник за
заваряване) 222,7lb (101kg)
Клас на изолация H
Клас на защита на корпуса IP23
Клас на приложение
Мрежово захранване, S
sc min
Минимална мрежова мощност при късо съединение, съгласно IEC 61000-3-12.
Работен цикъл
Под работен цикъл се разбира времето като процент от десетминутен период, в което
може да извършвате заваряване с определен товар без претоварване. Работният
цикъл е валиден за температура 40°C/104°F или по-ниска.
Клас на защита на корпуса
Кодът IP обозначава класа на защита на корпуса, т.е. степента на защитеност срещу
проникване на твърди замърсители или вода.
Equipment marked IP23 is intended for indoor and outdoor use.
Клас на приложение
Символът означава, че захранващият източник е предназначен за използване в
участъци с повишена опасност от електрически ток.
0463 730 031
- 10 -
© ESAB AB 2020

4 МОНТАЖ
4 МОНТАЖ
4.1 Общи
Монтажът трябва да се извърши от професионалист.
ВНИМАНИЕ!
Настоящият продукт е предназначен за промишлена употреба. В битова среда
продуктът може да предизвика радио смущения. Потребителят носи
отговорността за вземане на съответните мерки.
4.2 Инструкции за повдигане
0463 730 031
- 11 -
© ESAB AB 2020

4 МОНТАЖ
ПРЕДУПРЕЖДЕНИЕ!
Укрепете оборудването - особено
ако е разположено върху неравна
или наклонена повърхност.
4.3 Местоположение
Разположете заваръчния захранващ източник така, че входните и изходните отвори за
охлаждащия въздух да са свободни.
4.4 Мрежово захранване
ЗАБЕЛЕЖКА!
Изисквания към мрежовото захранване
Това оборудване е в съответствие с IEC 61000-3-12 и IEC 60974-10, при
условие че мрежовата мощност при късо съединение е по-голяма или равна
на S
в точката на свързване между потребителското захранване и
scmin
обществената система. В този случай монтажникът или потребителят на
оборудването, при необходимост след консултации с оператора на
електроразпределителната мрежа, носят отговорността за свързване на
оборудването само към захранване с мрежова мощност при късо съединение,
по-голяма или равна на S
. Направете справка с техническите данни в
scmin
глава ТЕХНИЧЕСКИ ДАННИ.
Уверете се, че заваръчният захранващ източник е свързан към необходимото
захранващо напрежение и е защитен с подходящо оразмерен предпазител.
Необходимо е да се изгради защитна заземителна връзка в съответствие с
изискванията.
1. Табелка с технически данни,
съдържаща информация за
захранването
0463 730 031
- 12 -
© ESAB AB 2020

4 МОНТАЖ
4.4.1 Препоръчителни номинални токове на предпазителите и минимални
сечения на кабелите за Warrior750iCC/CV
Warrior 750i CC/CV
Мрежово напрежение 380V 3~ 50/60Hz 400V 3~ 50/60Hz
Сечението на мрежовия
кабел
Фазов ток I
eff
4 x 16mm
65A 62A
2
4 x 16mm
2
Предпазител
за свръхнапрежение
80A 80A
тип C MCB
Warrior 750i CC/CV
Мрежово напрежение 415V 3~ 50/60Hz 440V 3~ 50/60Hz
Сечението на мрежовия
кабел
Фазов ток I
eff
4 x 16mm
60 A 56A
2
4 x 12mm
2
Предпазител
за свръхнапрежение
63A 63A
тип C MCB
Warrior 750i CC/CV
Мрежово напрежение 460V 3~ 50/60Hz
Сечението на мрежовия
кабел
4 x 12mm
2
Фазов ток I
eff
54A
Предпазител
за свръхнапрежение
63A
тип C MCB
ЗАБЕЛЕЖКА!
Посочените по-горе сечения на захранващите кабели и размерите на
предпазителите съответстват на изискванията на наредбите в Швеция.
Използвайте захранващия източник в съответствие с приложимите
национални норми.
4.4.2 Захранване от електрогенератори
Захранващият източник може да се захранва от различни видове електрогенератори.
Някои генератори обаче не осигуряват достатъчна мощност за нормалната работа на
заваръчния захранващ източник. Препоръчва се използване на генератори с
автоматично регулиране на напрежението (AVR) или с еквивалентен или по-добър тип
регулиране с номинална мощност ≥75kW.
0463 730 031
- 13 -
© ESAB AB 2020

4 МОНТАЖ
4.4.3 Инструкции за свързване
Източникът на захранване Warrior 750i CC/CV (0445 555 880) за вариант CE и (0445 555
882) за австралийски вариант е фабрично свързан към 400 V.
Ако се изисква различно напрежение, изключете от електрическата мрежа, след това
свалете покриващата плоча и превключвателят за избор може да бъде позициониран
за необходимото напрежение.
4.4.4 Монтаж на захранващия кабел
0463 730 031
- 14 -
© ESAB AB 2020

4 МОНТАЖ
Трябва да се монтира захранващ кабел. След това е важно заземяващото свързване
на долната пластина да се направи по подходящ начин. Вижте горната фигура в какъв
ред се поставят шайбите, гайките и винтовете.
0463 730 031
- 15 -
© ESAB AB 2020

5 ЕКСПЛОАТАЦИЯ
5 ЕКСПЛОАТАЦИЯ
5.1 Обзор
5.2 Съединения и устройства за управление
1. Ключ за мрежово захранване, O/I 8. Връзка за устройството за подаване на
заваръчната жица
2. Въртящ бутон за избор на тип
електрод
3. Въртящ бутон за индуктивност
(MIG/MAG) и форсиране на дъгата
(MMA)
4. Дисплей, ток (A) и напрежение (V) 11. Връзка на ухо (+): MIG/MAG:
5. Въртящ бутон за настройки:
SMAW/GTAW: ток (A) и рубене:
напрежение (V)
6. Въртящ бутон за избор на процес
(SMAW, GMAW, GTAW, мобилно
устройство за подаване, рубене)
7. Прекъсвач на веригата, 10A, 42V 14. Връзка за мрежовото захранване
9. Гнездо за дистанционното управление
10. Връзка на ухо (–): MIG/MAG: Обратен
кабел TiG: Заваръчна горелка MMA:
Заваръчен кабел или обратен кабел за
рубене: Възвратен кабел
Заваръчен кабел TiG: обратен кабел
MMA: Заваръчен кабел или обратен
кабел за рубене: Заваръчна горелка
12. Превключвател за избор на
напрежение
13. Връзка за мрежовото захранване на
охладителя
0463 730 031
- 16 -
© ESAB AB 2020

5 ЕКСПЛОАТАЦИЯ
ЗАБЕЛЕЖКА!
Заваръчните клеми, положителни (+) и отрицателни (–), са конектори тип ухо и
са необходими адаптерни кабели за свързване на ухото към OKC за кабели
70mm2и 95mm2.
5.3 Свързване на заваръчния и обратния кабел
Захранващият източник има два извода, положителен (+) и отрицателен (-), за
свързване на заваръчния и обратния кабел. Изводът, към който е свързан заваръчният
кабел зависи от метода на заваряване или от типа на използвания електрод.
Свържете обратния кабел към другия извод на захранващия източник. Закрепете
контактната скоба на обратния кабел към работния детайл и проверите дали е
осигурен добър контакт между детайла и извода за обратния кабел на захранващия
източник.
При заваряване SMAW заваръчният кабел може да се свърже към положителната (+)
или към отрицателната клема (–), в зависимост от типа на използвания електрод.
Полярността на свързването е посочена върху опаковката на електрода.
Препоръчителни максимални стойности на тока за свързания комплект кабели
При околна температура от +25°C и нормален цикъл от 10 минути:
Сечение на
кабела
50 mm
70 mm
95 mm
120 mm
2
2
2
2
280A 310A 370A 0,35V/100A
350A 400A 480A 0,25V/100A
430A 500A 600A 0,19V/100A
500A 580A 720A 0,15V/100A
Работен цикъл
Загуба на
напрежение/10m100% 60% 35%
Моля, използвайте паралелно допълнителни кабели, ако текущата товароносимост на
кабела, представена в таблицата, е надвишена.
При околна температура от +40°C и нормален цикъл от 10 минути:
Сечение на
кабела
50 mm
70 mm
95 mm
120 mm
2
2
2
2
250A 270A 320A 0,37V/100A
310A 350A 420A 0,27V/100A
370A 430A 520A 0,20V/100A
430A 510A 620A 0,16V/100A
Работен цикъл
Загуба на
напрежение/10m100% 60% 35%
Моля, използвайте паралелно допълнителни кабели, ако текущата товароносимост на
кабела, представена в таблицата, е надвишена.
Работен цикъл
Под работен цикъл се разбира времето като процент от десетминутен период, в което
може да извършвате заваряване с определен товар без претоварване.
5.4 Включване/изключване на мрежовото захранване
Включете мрежовото захранване, като завъртите превключвателя в положение „I“,
вижте 1 на фигурата по-горе.
0463 730 031
- 17 -
© ESAB AB 2020

5 ЕКСПЛОАТАЦИЯ
Изключете устройството, като завъртите превключвателя в положение „О“.
Независимо от това дали мрежовото захранване е било прекъснато или захранващият
източник е бил изключен по необичаен начин, заваръчната информация ще бъде
запазена, така че да бъде налична при следващото включване на апарата.
ВНИМАНИЕ!
Не изключвайте захранващия източник по време на заваряване (с товар).
5.5 Управление на вентилатора
Захранващият източник е снабден с контрол на времето, който поддържа
вентилаторите включени в продължение на 6,5 минути след спиране на заваряването,
след което захранващият източник се превключва в режим на икономия на енергия.
При повторно започване на заваряване вентилаторите се включват отново.
5.6 Символи и функции
Разположение на
ринг болта
Ограничаване на
напрежението на
празен ход (VRD)
Защита срещу
Основен електрод
прегряване
Рутилов електрод Целулозен електрод
Arc force (Форсиране
на дъгата)
TIG заваряване (TIG
под напрежение)
Inductance
(Индуктивност)
Въздушно дъгово
заваряване с
надраскване
0463 730 031
MMA заваряване MIG/MAG
заваряване
Устройство за
подаване на
заваръчна тел
Защитна
заземителна
система
Мобилно устройство
за подаване CV
(постоянно
напрежение)
- 18 -
© ESAB AB 2020

5 ЕКСПЛОАТАЦИЯ
Защита срещу прегряване
Заваръчният захранващ източник разполага със защита от прегряване, която сработва
при прекомерно повишаване на температурата. Когато това се случи, заваръчният ток
се прекъсва и светва светоиндикатор за прегряване.
След спадане на температурата и достигане на нормалната й работна стойност
защитата срещу прегряване автоматично се нулира.
Arc force (Форсиране на дъгата)
Форсирането на дъгата е от значение при определяне на промяната на тока, която е
резултат от промяната в дължината на дъгата. По-ниската стойност осигурява
по-спокойна дъга с по-малко пръски.
Отнася се само за SMAW заваряване.
Inductance (Индуктивност)
По-високата индуктивност води до по-голяма заваръчна зона и по-малко пръски.
По-ниската индуктивност води до по-рязък звук, но дъгата е стабилна и концентрирана.
Отнася се само за GMAW заваряване.
GTAW заваряване
GTAW заваряването стопява метала на работния детайл с помощта на дъга от
волфрамов електрод, който по време на заварката не се топи. Заваръчната зона и
електродът са защитени от защитна газова среда.
„Стартиране на TIG под напрежение“
При „Стартиране на TIG под напрежение“ волфрамовият електрод се поставя срещу
работния детайл. При повдигане на електрода от работния детайл дъгата се запалва
при ограничено ниво на тока.
За GTAW заваряване захранващият източник трябва да се окомплектова с:
• TIG горелка с газов кран
• бутилка за газ аргон
• регулатор за подаването на газ аргон
• волфрамов електрод
Въздушно дъгово заваряване с надраскване
При въздушно-дъговото повърхностно рязане се използва специален електрод,
състоящ се от въглероден прът с меден кожух.
Между въглеродния прът и работния детайл се образува дъга, която стопява
материала. Подава се сгъстен въздух, така че стопеният материал се издухва
настрани.
За дъгово въздушно заваряване с надраскване захранващият източник трябва да се
окомплектова с:
0463 730 031
- 19 -
© ESAB AB 2020

5 ЕКСПЛОАТАЦИЯ
• Горелки за ARCAIR заваряване
• сгъстен въздух
• обратен кабел с щипка
Препоръчителна настройка на напрежението за електроди за рубене ARCAIR
Размер на
в
менюто
1/8 5/32 3/16 1/4 5/16 3/8 1/2
електрода
mm 3,2 4,0 4,8 6,4 7,9 9,5 12,7
Напрежени
V 18,5-24 25-32 32-37 33-38 35-41,5 35-41,5 38-45,5
е
ЗАБЕЛЕЖКА!
Минималните и максималните настройки са начални точки за посочените
пръти, като при относително чист метал трябва да се очаква приемлив прорез.
Тези специфични препоръки се основават на резултата от теста, извършен
върху мека стомана A36/ASME.
За различни видове метал регулирайте настройката на волтажа и въздушния
поток за по-добри резултати.
За всички проблеми с рубенето, различни от производителността, вижте
раздела „ОТСТРАНЯВАНЕ НА НЕИЗПРАВНОСТИ“.
SMAW заваряване
SMAW заваряването се нарича и заваряване с електроди с покритие. Запалването на
дъгата стопява електрода, а неговото покритие образува защитна шлака.
За SMAW заваряване захранващият източник трябва да се окомплектова с:
• заваръчен кабел с държач за електрод
• обратен кабел с щипка
GMAW и заваряване със самоекранирана тел със сърдечник
Електрическата дъга разтапя непрекъснато подавана тел. Заваръчната зона е
защитена от защитен газов поток.
За GMAW заваряване и за заваряване със самоекранирана тел със сърдечник
захранващият източник трябва да се окомплектова с:
• устройство за подаване на заваръчната тел (телоподаващ апарат)
• заваръчна горелка
• свързващ кабел между захранващия източник и телоподаващия апарат
• бутилка за газ
• обратен кабел с щипка
0463 730 031
- 20 -
© ESAB AB 2020

6 ТЕХНИЧЕСКО ОБСЛУЖВАНЕ
6 ТЕХНИЧЕСКО ОБСЛУЖВАНЕ
6.1 Обзор
Редовната поддръжка е важна за безопасната и надеждна работа.
Сваляне на обезопасяващите плоскости може да се извършва само от лица с
подходящи познания по електротехника (упълномощен персонал).
ВНИМАНИЕ!
В случай че клиентът предприеме каквито и да било дейности по отстраняване
на проблеми в продукта по време на гаранционния период, всички гаранционни
ангажименти на доставчика се анулират.
6.2 Захранващ източник
За да поддържате производителността и за да увеличите експлоатационния живот на
захранващия източник, е задължително редовно да почиствате продукта. Честотата
зависи от:
• заваръчния процес
• времето на дъгата
• условията на средата
• заобикалящата среда, която включва шлифоване и т.н.
Инструменти, необходими за процедурата на почистване:
• отвертка Торкс T25 и T30
• сух въздух под налягане от 4 bar
• предпазно оборудване като защита за слуха, предпазни очила, маски, ръкавици и
предпазни обувки
ВНИМАНИЕ!
Уверете се, че процедурата по почистване се извършва на подходящо
подготвено работно място.
Процедура по почистването
1. Прекъснете мрежовото захранване.
2. Изчакайте 4 минути за разреждане на кондензаторите.
3. Демонтирайте страничните панели на захранващия източник.
4. Демонтирайте горния панел на захранващия източник.
5. Демонтирайте пластмасовия капак между радиатора и вентилатора (b).
0463 730 031
- 21 -
© ESAB AB 2020

6 ТЕХНИЧЕСКО ОБСЛУЖВАНЕ
6. Почистете захранващия източник със сух въздух под налягане (4 bar), както
следва:
a) Горната задна част.
b) От задния панел през спомагателния радиатор.
c) Индуктора, трансформатора и сензора за ток.
d) От страната на захранващите компоненти, от задната страна зад PCB
15AP1.
e) PCB от двете страни.
7. Уверете се, че върху никой от компонентите не е останал прах.
8. Поставете пластмасовия капак между радиатора и вентилатора (b) и се уверете,
че той е правилно монтиран към радиатора.
9. Монтирайте горния панел на захранващия източник.
10. Монтирайте страничните панели на захранващия източник.
11. Свържете мрежовото захранване.
6.3 Заваръчна горелка
Редовното изпълнение на програма за грижа и поддръжка намалява излишното и
скъпо време за престой.
При всяка смяна на бобината с тел заваръчната горелка трябва да се свали от
захранващия източник и да се продуха със сгъстен въздух, за да се изчисти.
Краят на жицата не трябва да има остри ръбове при поставяне във водача.
За подробна информация прегледайте ръководствата за заваръчни горелки.
0463 730 031
- 22 -
© ESAB AB 2020

7 ОТСТРАНЯВАНЕ НА НЕИЗПРАВНОСТИ
7 ОТСТРАНЯВАНЕ НА НЕИЗПРАВНОСТИ
Вид неизправност Коригиращи действия
Няма показване. • Проверете дали захранването е
налично и главният превключвател е
ВКЛ.
• Проверете захранващите
предпазители/MCB (вижте раздела
„Мрежово захранване“).
• Натиснете предпазителя с
възможност за възстановяване близо
до превключвателя за избор на
напрежение в задната страна на
захранващия източник.
Прегряване на връзките на
заваръчния/обратния кабел.
• Проверете електрическите връзки и
проверете дали заваръчните кабели
са затегнати правилно към медните
прътове.
• Проверете размера на заваръчния
кабел (вижте раздела „Свързване на
заваръчния и обратния кабел“).
Няма дъга. • Проверете дали е включен главният
мрежов прекъсвач.
• Проверете дали мрежовият,
заваръчният и обратният кабели са
свързани правилно.
• Проверете дали е зададена нужната
сила на тока.
• Проверете предпазителите на
захранващата електрическа
инсталация.
Заваръчният ток прекъсва по време на
заваряване.
• Проверете дали не се е задействала
веригата за претоварване
(обозначена от предната страна).
• Проверете предпазителите на
захранващата електрическа
инсталация.
• Проверете дали обратният кабел е
закрепен правилно.
Защитата срещу прегряване сработва
често.
0463 730 031
• Проверете дали не сте надвишили
допустимите стойности, определени
за захранващия източник (т.е. дали
апаратът не е претоварен).
- 23 -
© ESAB AB 2020

7 ОТСТРАНЯВАНЕ НА НЕИЗПРАВНОСТИ
Вид неизправност Коригиращи действия
Лошо качество на заварките. • Проверете дали заваръчният и
възвратният кабел са свързани
правилно.
• Проверете дали е зададена нужната
сила на тока.
• Проверете дали се използва
подходящ проводник или електрод.
• Проверете предпазителите на
захранващата електрическа
инсталация.
• Проверете налягането на газа в
оборудването, свързано към
захранващия източник.
На дисплея се показва „Err“ в режим на
отворена верига.
Рубенето с прекъсван шев спира или
контактът между въглерода и метала се
губи.
Натрупва се въглерод върху метала за
рубене.
• Проверете предпазителите на
захранващата електрическа
инсталация.
• Проверете дали напрежението,
посочено на етикета за избор на
напрежение на задната страна на
захранващия източник, е равно на
номиналното мрежово напрежение.
• Включете отново захранващия
източник от главния прекъсвач.
• Прекалено високо налягане на
въздуха. Намалете налягането на
въздуха.
• Проверете дали налягането на
въздуха е зададено на
препоръчителната стойност.
Проверете ръководството на
използваната горелка.
• Налягането на въздуха е твърде
ниско. Включете въздуха, преди да
възбудите дъгата, а въздушната
струя трябва да преминава между
електрода и обработвания детайл.
• Проверете дали налягането на
въздуха е зададено на
препоръчителната стойност.
Проверете ръководството на
използваната горелка.
Няма дъга по време на стартиране или
нестабилна дъга по време на рубене.
Дъгово заваряване с прекъсван шев, което
води до неравномерен резултат,
неправилна повърхност на прорезите или
отлагане на мед върху металната плоча.
0463 730 031
• Проверете дали напрежението е
настроено на препоръчителна
стойност.
• Проверете дали напрежението е
настроено на препоръчителна
стойност.
- 24 -
© ESAB AB 2020

8 ПОРЪЧВАНЕ НА РЕЗЕРВНИ ЧАСТИ
8 ПОРЪЧВАНЕ НА РЕЗЕРВНИ ЧАСТИ
ВНИМАНИЕ!
Ремонтните и електрически поправки се извършват от оторизирани сервизни
специалисти на ESAB. Използвайте само оригинални резервни и износващи се
части ESAB.
Warrior 750i CC/CV е проектиран и тестван в съответствие с международните
стандарти IEC 60974-1 и IEC 60974-10, европейските стандарти EN 60974-1:11 и
австралийските стандарти AS 60974-1:2008. При приключването на сервизни или
ремонтни дейности лицето(ата), което(ито) ги извършва(т), носи(ят) отговорност за
това продуктът да продължава да отговаря на изискванията на горепосочените
стандарти.
Можете да поръчате резервни части и износващи се части от най-близкия дилър на
ESAB, вижте esab.com. When ordering, please state product type, serial number,
designation and spare part number in accordance with the spare parts list. This facilitates
dispatch and ensures correct delivery.
0463 730 031
- 25 -
© ESAB AB 2020

БЛОК СХЕМА
БЛОК СХЕМА
0463 730 031
- 26 -
© ESAB AB 2020

КАТАЛОЖНИ НОМЕРА ЗА ЗАЯВКА
КАТАЛОЖНИ НОМЕРА ЗА ЗАЯВКА
Ordering number Denomination Type Notes
0445 555 880 Welding power source Warrior 750i CC/CV -
CEvariant
0445 555 882 Welding power source Warrior 750i CC/CV -
Australian variant
Factory set voltage:
400VAC
Factory set voltage:
400VAC and VRD
activated
0463 734 001 Spare parts list
0463 733 001 Service manual
0463 730 031
- 27 -
© ESAB AB 2020
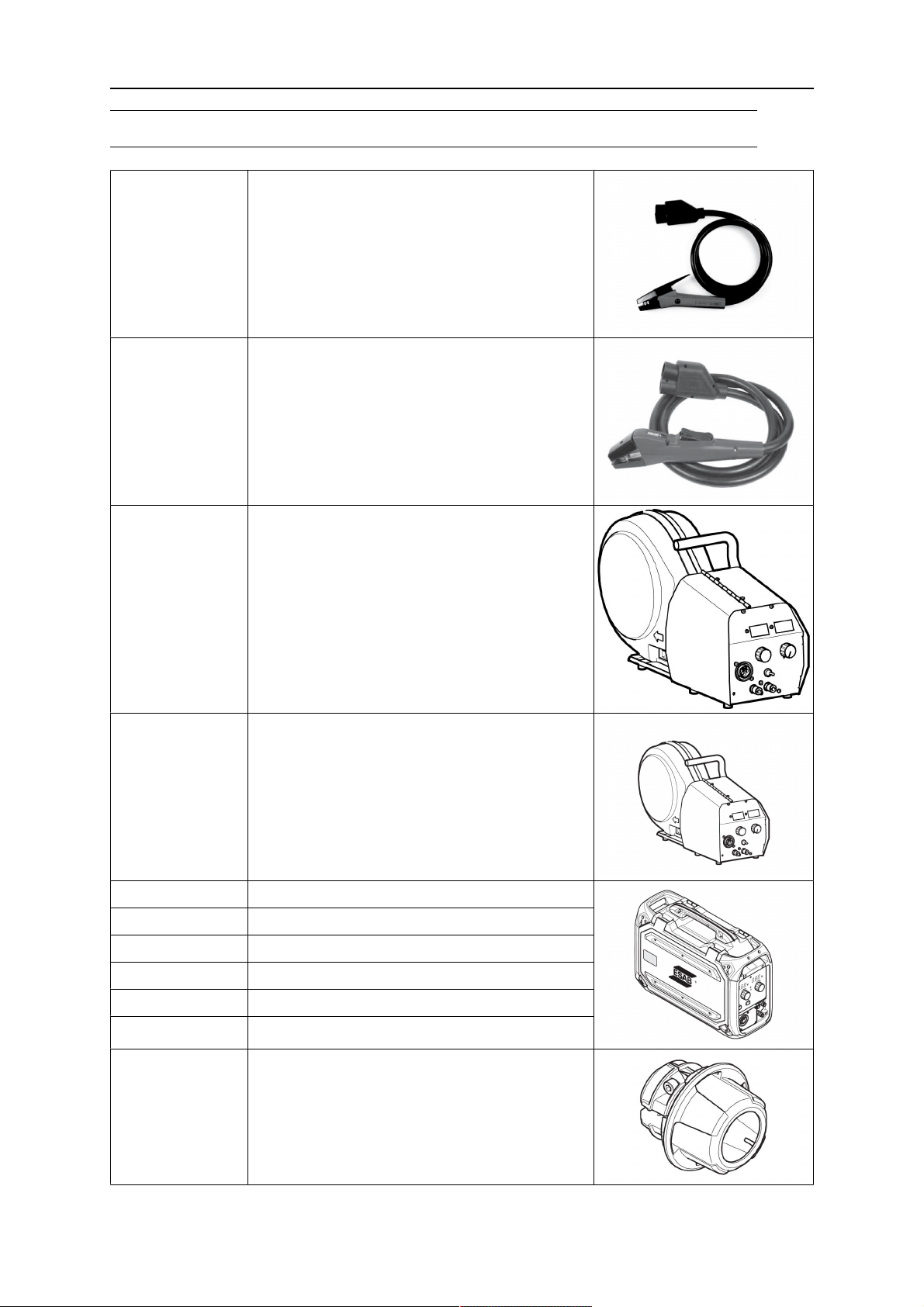
ПРИНАДЛЕЖНОСТИ
ПРИНАДЛЕЖНОСТИ
6108 2008 K4000 Gouging torch
6108 4008 AirPro X4000
0465 250 880 Warrior Feed 304
0465 250 881 Warrior Feed 304w
with water cooling
0445 800 880 Robust Feed PRO
0445 800 881 Robust Feed PRO, Water
0445 800 882 Robust Feed PRO, Offshore
0445 800 883 Robust Feed PRO Offshore, Water
0445 800 884 Robust Feed PRO, Tweco
0445 800 885 Robust Feed PRO Offshore, Tweco
0446 050 880 Interconnection strain relief kit
(for update of cables without strain relief)
0463 730 031
- 28 -
© ESAB AB 2020

ПРИНАДЛЕЖНОСТИ
Interconnection cable with pre-assembled strain relief (Use with Robust Feed Pro)
Connection set, 70 mm², 19 poles
0446 160 880 70 mm², gas cooled, 2.0 m
0446 160 881 70 mm², gas cooled, 5.0 m
0446 160 882 70 mm², gas cooled, 10.0 m
0446 160 883 70 mm², gas cooled, 15.0 m
0446 160 884 70 mm², gas cooled, 25.0 m
0446 160 885 70 mm², gas cooled, 35.0 m
0446 160 887 70 mm², gas cooled, 20.0 m
Connection set water, 70 mm², 19 poles
0446 160 890 70 mm², liquid cooled, 2.0 m
0446 160 891 70 mm², liquid cooled, 5.0 m
0446 160 892 70 mm², liquid cooled, 10.0 m
0446 160 893 70 mm², liquid cooled, 15.0 m
0446 160 894 70 mm², liquid cooled, 25.0 m
0446 160 895 70 mm², liquid cooled, 35.0 m
Connection set, 95 mm², 19 poles
0446 160 980 95 mm², gas cooled, 2.0 m
0446 160 981 95 mm², gas cooled, 5.0 m
0446 160 982 95 mm², gas cooled, 10.0 m
0446 160 983 95 mm², gas cooled, 15.0 m
0446 160 984 95 mm², gas cooled, 25.0 m
0446 160 985 95 mm², gas cooled, 35.0 m
Connection set, 95 mm², 19 poles
0446 160 990 95 mm², liquid cooled, 2.0 m
0446 160 991 95 mm², liquid cooled, 5.0 m
0446 160 992 95 mm², liquid cooled, 10.0 m
0446 160 993 95 mm², liquid cooled, 15.0 m
0446 160 994 95 mm², liquid cooled, 25.0 m
0446 160 995 95 mm², liquid cooled, 35.0 m
0463 730 031
- 29 -
© ESAB AB 2020

ПРИНАДЛЕЖНОСТИ
0558 102 222 MobileFeed 301 AVS
0459 491 896 Remote control unit AT1
SMAW and GTAW current
0459 491 897 Remote control unit AT1 CF
SMAW and GTAW: course and fine setting
of current
0349 090 886 Foot control FS002
MMA and TIG: current
Remote control cable, 12 pole, 8 pole
0459 552 880 5 m
0459 552 881 10 m
0459 552 882 15 m
0459 552 883 25 m
0446 398 880 Trolley (Air cooled)
0446 270 880 Trolley (Water cooled)
0463 730 031
- 30 -
© ESAB AB 2020

ПРИНАДЛЕЖНОСТИ
0465 427 881 Cool2 Standalone
0446 507 880 Adapter cable*
* Поръчайте заедно с кабели 70 mm2и 95 mm2за свързване на ухото към OKC.
Interconnection set for Warrior Feed 304 and Warrior Feed 404HD
Connection set, 70 mm², 19 poles
0459 836 886 2 m
0459 836 881 5 m
0459 836 882 10 m
0459 836 883 15 m
0459 836 884 25 m
0459 836 885 35 m
Connection set water, 70 mm², 19 poles
0459 836 896 2 m
0459 836 891 5 m
0459 836 892 10 m
0459 836 893 15 m
0459 836 894 25 m
0459 836 895 35 m
Connection set, 95 mm², 19 poles
0459 836 986 2 m
0459 836 981 5 m
0459 836 982 10 m
0459 836 983 15 m
0459 836 984 25 m
0459 836 985 35 m
0463 730 031
- 31 -
© ESAB AB 2020

ПРИНАДЛЕЖНОСТИ
Connection set water, 95 mm², 19 poles
0459 836 996 2 m
0459 836 991 5 m
0459 836 992 10 m
0459 836 993 15 m
0459 836 994 25 m
0459 836 995 35 m
GTAW torches
0700 300 539 TXH™ 151 V, OKC 50, 4 m
0700 300 545 TXH™ 151 V, OKC 50, 8 m
0700 300 553 TXH™ 201 V, OKC 50, 4 m
0700 300 556 TXH™ 201 V, OKC 50, 8 m
0463 730 031
- 32 -
© ESAB AB 2020

ПРИНАДЛЕЖНОСТИ
0463 730 031
- 33 -
© ESAB AB 2020

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...