

A25 STA / A25 STB
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
ПдзгЯет чсЮуещт
Valid for Serial NO 751, 8380443 922 001 060512

SVENSKA 3..............................................
DANSK 14................................................
NORSK 25................................................
SUOMI 36................................................
ENGLISH 47..............................................
DEUTSCH 58.............................................
FRANÇAIS 69.............................................
NEDERLANDS 80.........................................
ESPAÑOL 91..............................................
ITALIANO 102..............................................
PORTUGUÊS 113..........................................
ЕЛЛЗНЙКБ 124.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
ДйбфзсеЯфбй фп дйкбЯщмб фспрпрпЯзузт рспдйбгсбцюн ЧщсЯт рспейдпрпЯзуз.
-- 2 --

FRANÇAIS
1 DIRECTIVES 70.......................................................
2 SÉCURITÉ 70.........................................................
3 INTRODUCTION 71...................................................
3.1 Équipement 72...............................................................
4 INSTALLATION 76....................................................
4.1 Raccordement de la source de courant LTP 450 à la station de soudage A25 STA 77.
5 MISE EN MARCHE 77.................................................
5.1 Réglages 77.................................................................
5.2 Début de soudage 78.........................................................
6 ENTRETIEN 78.......................................................
6.1 Entretien et maintenance 78...................................................
7 ACCESSOIRES 78....................................................
8 COMMANDE DE PIÈCES DÉTACHÉES 79...............................
SCHÉMA 136.............................................................
LISTE DE PIÈCES DÉTACHÉES 137........................................
TOCf
-- 6 9 --
FR
1 DIRECTIVES
CERTIFICAT DE CONFORMITÉ
Esab Welding Equipment AB, 695 81 Laxå Sweden, certifie sous sa propre responsabilité que la appareil de soudage automatique A25 STA / A25 STB à partir du numéro de serié 751 répond aux normes de qualité EN 60292 conformément aux directives (89/392/EEC) avec annexe, normes de qualité EN 50199 conformément
aux directives 89/336/ EEC avec annexe 93/68/ EEC.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -------Laxå 98--01--05
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
2 SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trouvant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complément à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pouvant soit blesser l’opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
dta2d1fa
-- 7 0 --

FR
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OBSERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux et brûler la peau
S Se protéger les y eux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
PROTÉGEZ-- VOUS ET PROTÉGEZ LES AUTRES!
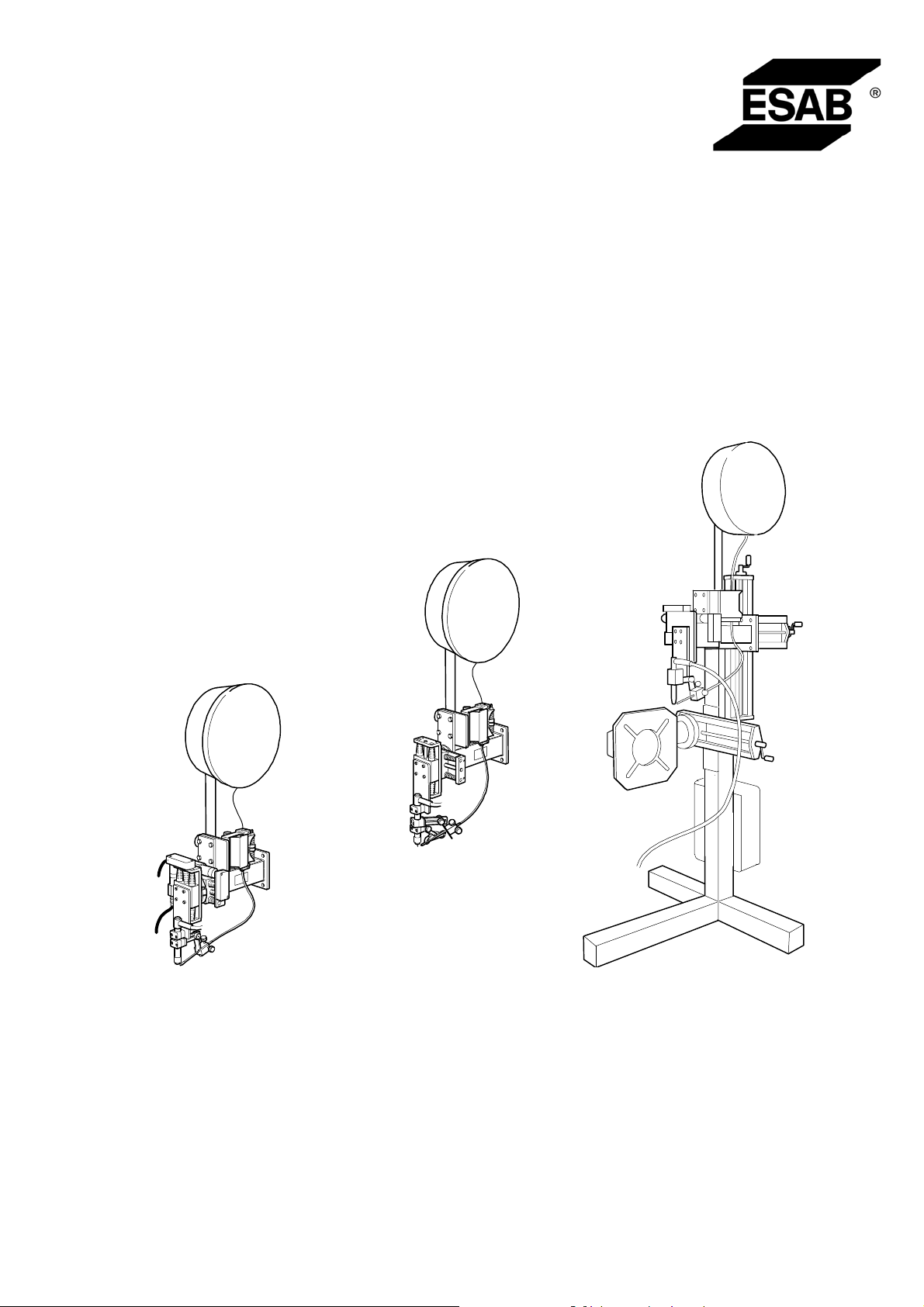
3 INTRODUCTION
A25 est un système de soudage TIG mécanisé de conception modulaire. Ces composants qui peuvent être agencés selon les besoins spécifiques en présence, font
partie des machines de soudage automatique de tubes du type STA/STB ou de la
station de soudage STA.
Applications typiques du domaine d’utilisation de A25:
S Machines de soudage automatique de tubes
S Potences de soudage
S Bancs de r otation
S Table de soudage circulaire
S Ferrures pour soudage longitudinal
S Applications spécifiques
dta2d1fa
-- 7 1 --

FR
Station de soudage A25 STA
La station de soudage A25 STA est conçue pour le soudage longitudinal ou d’assemblage de tubes ou d’autres pièces.
Elle est pourvue d’une table de rotation motorisée permettant le pivotement de la
pièce à souder.
Machines de soudage automatique de tubes A25 STA et A25 STB
A25 STA et A25 STB sont des machines de soudage automatique longitudinal et
d’assemblage de tubes. Elles s’utilisent avec un porteur du type potence de soudage
ou chariot roulant sur poutre.
3.1 Équipement
3.1.1 Station de soudage A25 STA
La station de soudage A25 STA est équipée d’une glissière AVC motorisée, d’une
glissière oscillante motorisée et d’un motoréducteur VEC assurant l’entraînement
circulaire de la pièce à souder.
Elle peut recevoir un équipement supplémentaire pour le soudage à écartement
serré, et elle peut être raccordée à la source de courant programmable LTP 450.
3.1.2 Éléments principaux de la station de soudage A25 STA:
1. Motoréducteur VEC
2. Machine de soudage automatique de tubes A25 STA avec
torches BTE 250M (exécution 0443 911 882),
Machine de soudage automatique de tubes A25 STA
avec torches BTE 500M (exécution 0443 911 883)
3. Bâti
dta2d1fa
-- 7 2 --

FR
3.1.3 Machine de soudage automatique de tubes A25 STA
Les machines de soudage automatique de tubes sont équipées d’une glissière AVC
motorisée et, selon l’exécution, d’une glissière oscillante motorisée ou d’une glissière
horizontale manuelle.
Elles peuvent recevoir un équipement supplémentaire permettant le soudage à
écartement serré de pièces d’une épaisseur maxi de 80 mm.
Elles peuvent être raccordées à la source de courant programmable LTP 450.
La machine de soudage automatique de tubes A25 STA est disponible dans
l’exécution suivante:
Numéro d’article: 0443 911
Exécution: 880 881 882 883 884 885 886 887
Torche BTE 250M X X X X
Torche BTE 500M X X X
Glissière AVC motorisée X X X X X X
Glissière oscillante motorisée X X
Glissière horizontale manuelle X X X X
Glissière verticale manuelle X X
3.1.4 Éléments principaux de la machine de soudage automatique de tubes
A25 STA (voir page 75):
1. Dévidoir
2. Dispositif de guidage du fil
3. Bobine à fil
4. Glissière circulaire
5. Glissière horizontale manuelle (pour exécution 884 et 885)
6. Glissière AVC motorisée
7. Glissière oscillante motorisée (pour exécution 882 et 883)
8. Torche BTE 250M (pour exécution 880, 882 et 884)
Torche BTE 500M (pour exécution 881, 883 et 885)
dta2d1fa
-- 7 3 --

FR
3.1.5 Machine de soudage automatique de tubes A25 STB
Les machines de soudage automatique de tubes sont équipées de glissières
manuelles réglables à ressort pneumatique (le ressort pneumatique peut être
facilement démonté au besoin).
Elles peuvent être raccordées à une source de courant programmable LTS 320 ou
LTP 450.
La machine de soudage automatique de tubes A25 STB est disponible dans
l’exécution suivante:
Numéro d’article: 0443 912
Exécution: 880 881
Torche BTE 250M X
Torche BTE 500M X
Glissière à ressort pneumatique X X
3.1.6 Éléments principaux de la machine de soudage automatique de tubes
A25 STB (voir page 75):
1. Dévidoir
2. Dispositif de guidage du fil
3. Bobine à fil
4. Glissière circulaire
5. Glissière à ressort pneumatique
6. Dispositif de roue directrice
7. Torche BTE 250M (pour exécution 880)
Torche BTE 500M (pour exécution 881)
dta2d1fa
-- 7 4 --

FR
Description des éléments principaux:
S Le dévidoir est conçu pour des fils d’un diamètre de 0,6 -- 0,8 -- 1,0 -- 1,2 --
1,6 mm.
Le galet d’entraînement pour fil d’un diamètre de 1,6 mm n’est livré qu’avec la
torche BTE 500M.
Caractéristiques techniques:
Tension d’alimentation du moteur (CC) 48 V
Vitesse de rotation de l’induit 70 -- 5500 tr/min
Rapport de démultiplication 159:1
Puissance maxi 50 W
Vitesse de dévidage 0,1 -- 2,6 m/min
S Le dispositif de guidage du fil sans jeu est pourvu de deux vis destinées au
réglage de la position du fil d’apport +/-- 4 mm dans la direction souhaitée.
Le tube de centre est réglable axialement et verrouillable dans la position
souhaitée à l’aide d’une vis d’arrêt.
Des buses sont disponibles pour des fils d’un diamètre de 0,6 -- 0,8 -- 1,0 -- 1,2 -1,6 mm.
S La bobine à fil doit avoir un diamètre maximale de 300 mm et un poids maximal
de 15 kg.
S Glissière
S La glissière circulaire est utilisée pour le réglage angulaire lors du soudage
en angle.
S La glissière horizontale manuelle offre une longueur de réglage de 93
mm.
S La glissière AVC motorisée et la glissière oscillant e motorisée sont
pourvues d’une vis à billes entraînée par une courroie et un moteur à c.c. Le
moteur se raccorde à l’aide d’un câble blindé (8 m).
Caractéristiques techniques:
Glissière AVC
motorisée
Longueur de réglage 76 mm 76 mm
Tension d’alimentation du mo-
teur (CC)
Vitesse de rotation de l’induit 100 -- 8000 tr/min 70 -- 5500 tr/min
Rapport de démultiplication 159:1 14:1
Vitesse de régulation max. 2,81 mm/s max. 19 mm/s
12 V 48 V
Glissière oscillante
motorisée
S La glissière à ressort pneumatique auneforcede40N.
Pour le soudage en angle, il est utilisé une glissière croisée à deux ressorts
pneumatiques. L’un des ressorts pneumatiques peut être démonté afin
d’obtenir un coulisseau se déplaçant transversalement (fonction de
glissière).
La longueur de réglage de la glissière est de 76 mm.
dta2d1fa
-- 7 5 --

FR
S Le dispositif de roue directrice est pourvu de deux vis permettant de régler
latéralement et verticalement la position de l’électrode en tungstène au--dessus
du joint. Le réglage latéral est de +/-- 3 mm.
Le dispositif de roue directrice s’utilise pour les joints en angle ou bout--à--bout.
Dans le cas d’un joint bout--à--bout, il faut un écartement d’environ 0,5 mm entre
les pièces à souder afin de pouvoir utiliser la roue directrice pour le guidage
au--dessus du joint.
Deux roues directrices différentes sont disponibles:
S Une roue directrice avec chemin de roulement pointu destinée aux joints
bout--à--bout.
S Une roue directrice avec chemin de roulement arrondi destinée aux joints en
angle.
Le dispositif de roue directrice est combinable avec le dispositif de guidage du fil.
Dans le cas d’une telle combinaison, il faut alimenter le fil d’apport obliquement
par devant.
S Les torches BTE 250M et BTE 500M refroidies par eau s’utilisent avec un
courant maxi de soudage de 250 A et 500 A, respectivement.
S Le motoréducteur VEC est un moteur à c.c. à magnétisation séparée avec un
engrenage combinant une vis sans fin et une roue dentée (se reporter au
manuel d’instructions 0443 393 xxx).
Une boîte de raccordement et deux câbles de raccordement (rotation et CAN/42
V) font également partie du motoréducteur VEC.
Monter les 4 isolateurs livrés sur la boîte de raccordement afin d’éviter tout
contact électrique entre le couvercle de la boîte et la masse.
Caractéristques techniques:
Tension (CC) 42 V
Rapport de démultiplication 672:1
Couple de torsion maxi permis 50 Nm
Nombre de tours 1000 tr/min
Puissance de sortie à la tension nominale 36 W
4 INSTALLATION
L’installation d o it être assurée p ar un technicien qualifié.
ATTENTION!
Pièces rotatives -- risque d’accident.
ATTENTION -- RISQUE DE BASCULEMENT!
Ancrer l’équipement, en particulier si le plancher est irrégulier ou incliné.
dta2d1fa
-- 7 6 --

FR
S Source de courant LTP 450, voir le manuel d’instructions 0456 634 xxx.
S Motoréducteur VEC, voir le manuel d’instructions 0443 393 xxx.
S Torches BTE 250M, BTE 500M , voir le manuel d’instructions 0443 424 xxx.
4.1 Raccordement de la source de courant LTP 450 à la station de
soudage A25 STA
B--B Câble pour moteur -- dévidoir
C--C Câble pour moteur -- dispositif de rotation
E--E Câble pour moteur -- dispositif AVC
F--F Câble pour moteur -- dispositif d’oscillation
G--G Tuyau d’entrée d’eau de refroidissement
H--H Tuyau de sortie d’eau de refroidissement
J--J Câble de soudage
K--K Câble de mesure
M--M Tuyaudesortiedegaz
Q--Q Câble de retour +
R--R Câble de connexion --
émetteur d’impulsions VEC
S--S Câble pour moteur -- dispositif de rotation
T--T Câble de connexion -- CAN 42 V
U--U Câble de connexion -- induit VEC
V--V Câble de connexion -- CAN 42 V
Z--Z Câble pour moteur -- dévidoir
5 MISE EN MARCHE
Les prescriptions générales de sécurité pour l’utilisation de l’équ ip ement figurent en page 70. En prendre connaissance avant d’utiliser l’équipement.
S Source de courant LTP 450, voir le m anuel de programmation 0456 638 xxx.
ATTENTION!
Afin de ne pas endommager le poste de soudage, vérifier que le câble de retour est raccordé à la
pièce à souder et que l’électrode en tungstène se trouve dans la position de départ avant
d’amorcer le soudage.
5.1 Réglages
S Vérifier la connexion des tuyaux de gaz, du câble de retour et des câbles de
raccordement.
S Vérifier que la torche est pourvue d’une électrode en tungstène ou thorium
correctement affûtée et d’un diamètre approprié.
dta2d1fa
-- 7 7 --

FR
5.2 Début de soudage
S Charger le programme de soudage dans la zone de
travail (voir manuel de programmation).
S Appuyer sur le bouton de mise en marche (A) sur le
coffret de réglage.
6 ENTRETIEN
NOTA.
Toutes les conditions de garantie du fournisseur de la machine cessent de
s’appliquer dans le cas où le propriétaire ou l’utilisateur de l’équipement entreprend
une quelconque intervention de dépannage de la machine en dehors du contrat de
maintenance.
6.1 Entretien et maintenance
S Éliminer les poussières des parties mobiles de la machine de soudage
automatique. Utiliser au besoin de l’air sec et propre à pression réduite.
S Vérifier le serrage des vis et des écrous.
S Vérifier l’état et le raccordement des câbles électriques et des tuyaux.
S Nettoyer et graisser au besoin les glissières avec du Molykote.
7 ACCESSOIRES
Buse spéciale (soudage narrow--gap) 0441 667 880...........................
Dispositif de guidage du fil (soudage narrow--gap) 0441 407 882................
Chariot roulant sur poutre 0458 002 880.....................................
dta2d1fa
-- 7 8 --

FR
8 COMMANDE DE PIÈCES DÉTACHÉES
A25 STA / A25 STB est conçue et éprouvée conformément à la norme internationale EN 60292 (CEI 292).
Il incombe à l’entreprise chargée de tout travail de maintenance ou de
réparation de s’assurer que le produit demeure conforme à la norme
susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès du représentant ESAB le
plus proche -- voir en dernière page du manuel. Pour une livraison rapide et correcte, prière d’indiquer dans toute commande le type et le numéro de série des machines, ainsi que les désignations et références conformément à la liste des pièces de
rechange.
dta2d1fa
-- 7 9 --
 Loading...
Loading...