


SPS 4000
109
Manuale
0457 661 991026079
Valid for Serial NO 850 XXX--XXXX
Valid for program version 2.1

1 LEGGERE QUESTO PRIMA 4..............................................
1.1 Copia di sicurezza 4...................................................
1.2 Punti importanti da essere considerati prima di usare il SPS 4000 4...........
2 PROCEDIMENTO DI AVVIO 5..............................................
2.1 Procedere come segue: 5..............................................
3 INTRODUZIONE 6........................................................
3.1 Generalità 6..........................................................
3.2 Computer 6..........................................................
4 DESCRIZIONE DEL PROGRAMMA 7........................................
4.1 Generalità 7..........................................................
5 INSTALLAZIONE 7........................................................
5.1 Generalità 7..........................................................
5.2 Installazione sull’uscita COM1 8.........................................
5.3 Collegamento del trasferimento dei segnali all’uscita COM del computer. 8......
5.4 Collegamento del computer al generatore di corrente di saldatura 9............
5.5 Collegamento in serie tra il computer ed il generatore di corrente di saldatura 9..
6 REINSTALLAZIONE 10.....................................................
6.1 Ad una eventuale reinstallazione: 10.......................................
6.2 Memorizzazione dei dati di saldatura 10....................................
7USO 10...................................................................
7.1 Saldatura 10...........................................................
8 DESCRIZIONE DEL MENU 11...............................................
8.1 Display del menu 11....................................................
8.2 Spiegazioni del display del menu 11.......................................
9 DESCRIZIONE DEL LISTINO DEL MENU 13...................................
9.1 Archivio 13............................................................
9.2 Opzioni 13............................................................
9.3 Attrezzi 14............................................................
9.4 Sotto il punto di domanda ? 16............................................
10 DESCRIZIONE DEI PULSANTI 17............................................
10.1 Impostaz. Dati regolazione (F8) 17........................................
10.2 Visualizzare i dati di impostazione (F5) 19..................................
10.3 Visualizzare la valutazione (F7) 20........................................
10.4 Esci 23...............................................................
11 DESCRIZIONE DI LAVORAZIONE 24.........................................
11.1 Nuovo pezzo in lavorazione 24...........................................
12 RAPPORTI 24.............................................................
12.1 Menu selezione rapporto 24..............................................
12.2 Rapporto della saldatura precedente 24....................................
13 CERCA GUASTI E MESSAGGI DI ERRORE 25................................
13.1 Documentazione 25....................................................
13.2 Riavvio 25............................................................
13.3 Messaggi di errore 25...................................................
TOCi
-- 2 --

14 TERMINI TECNICI 26.......................................................
14.1 Spiegazioni dei termini tecnici 26..........................................
15 Numero d’ordine -- SPS 4000 28.............................................
ELENCO RICAMBI 30..........................................................
LICENCE AGREEMENT 32.....................................................
TOCi
-- 3 --

1 LEGGERE QUESTO PRIMA
1.1 Copia di sicurezza
Il programma è designato per la registrazione dei dati di saldatura e forma
successivamente un registro di grande valore.
È quindi consuetudine di fare giornalmente una copia di sicurezza dei
DA TI DI SALDATURA della base dei dati quando il lavoro di saldatura è
terminato, oppure come alternativa trasferire la base dei dati ad un sistema
provvisto di back--up. Non è consigliabile di connettere logging al sistema a
causa di rischio di interferenze.
ATTENZIONE!
In caso che i DATI DI SALDATURA della base dei dati dovessero essere
reinstallati, farne prima una copia di sicurezza (vedi la pagina 10).
Quando si usa l’icona di disinstallazione si influisce anche il sistema WMS
4000.
Fare quindi una copia prima di iniziare la reinstallazione.
1.2 Punti importanti d a essere considerati prima di usare
il SPS 4000
Nella zone ”Pezzo”e”Saldatura” (vedi la pagina 34) ogni lavoro di
saldatura è definito seguendo una unica denominazione. Questa
denominazione viene poi usata quando si cerca la documentazione dei dati
di saldatura.
Cercare quindi di trovare una idonea struttura per le denominazioni, una
struttura che si riferisca ad altri tipi di documentazione di prodotti e
documenti WPS usati nella società.
Dati completi di ricerca per una saldatura devono contenere
Anno--Mese--Giorno, Pezzo in lavorazione e Numero di saldatura.
Esempio di contrassegno di una saldatura eseguita:
981201, Pezzo in lavorazione, Numero di saldatura.
ATTENZIONE!
Il computer non deve essere usato per altre applicazioni
contemporaneamente alla preparazione oppure esecuzione della
misurazione dei dati registrati.
dpb2d1ia
-- 4 --

2 PROCEDIMENTO DI AVVIO
2.1 Procedere come segue:
S Installare l’impianto per il trasferimento dei segnali tra il generatore di
corrente di saldatura ed il PC secondo le istruzioni e la figura nella
sezione INSTALLAZIONE (vedere pag. 7 -- 9).
S Assicurarsi che nessun altro programma nel computer sia attivo
(risparmiatore di energia, MS Office, oppure altri programmi).
S Installare nel computer il software del SPS 4000 (vedere pag. 7 -- 9).
S Identificare il contatto in serie collegato al PC. Alla consegna il
programma dei dati è previsto per COM 1.
Se si usa un COM con altro numero, si deve indicare l’uscita, vedi la
pagina 8.
S Avviare il generatore di corrente di saldatura.
S Aprire il programma dei dati con l’icona nel gruppo programmi SPS
4000.
S Quando il programma è avviato per la prima volta dopo l’installazione,
viene visualizzato sul display la selezione della lingua ed il nome della
società. Le informaazioni inserite sono valide fino a quando non vengono
cambiate.
S Il sistema è ora pronto per la saldatura, però senza l’identificazione del
pezzo in lavorazione ed i valori di limite. Vedere le istruzioni nella
sezione USO (vedi la pagina 10) e DESCRIZIONE DI LAVORAZIONE
(vedi la pagina 36).
S Problemi e cerca guasti vengono trattati nella sezione
CERCA GUASTI E MESSAGGI DI ERRORE (vedi la pagina 38).
dpb2d1ia
-- 5 --
3 INTRODUZIONE
3.1 Generalità
Il sistema della ESAB SPS 4000 è un programma computerizzato designato
per controllare i generatori di corrente di saldatura LTP 450, LTS 320, LUD
350, LUD 450, la serie dei LAF e così pure TAF, provvisti di bus CAN e
Echlon (LAF/ TAF).
SPS 4000 è una versione per l’inserimento di dati, manca però la possibilità
di visualizzare i valori misurati.
I dati possono successivamente essere stampati e usati per fare analisi.
Possono anche essere usati come allegati alla documentazione di qualità.
Le lettere SPS di SPS 4000 significa Setting Parameter documentation
System.
3.2 Computer
Il programma computerizzato deve essere installato su un computer
industriale EMC con interferenze abolite (PC) di alta qualità e con una
capacità di memorizzazione secondo la seguente specificazione:
S Compatibilità IBM
S Sistema operativo: Windows 3.1, Windows 3.11, Windows 95 oppure
Windows NT 4.0.
S Processore: Pentium, 133 MHz oppure migliore.
S Memoria RAM: 16 Mb oppure di più.
S Interfacciamento seriale per comunicazione computerizzata: RS--232.
S Trasferimento segnali: Trasferimento ottico su cavo fibra alla porta
seriale del computer.
Il trasferimento ottico non è sensibile alle interferenze adiacenti.
S Capacità del hard disk: consigliabile minimo 1500 Mb.
S Visualizzatore del computer: 14 pollici a colori oppure più grande.
S Il programma computerizzato è designato per un visualizzatore con una
risoluzione di 800x600 oppure più alta. La risoluzione influisce sul
numero dei parametri che si possono visualizzare simultaneamente in
tempo reale sul visualizzatore.
dpb2d1ia
-- 6 --

4 DESCRIZIONE DEL PROGRAMMA
4.1 Generalità
S Il programma è presentato sul display dei menu.
S Il programma non controlla il procedimento di saldatura. Il suo solo
compito è quello di visualizzare e di registrare i dati di saldatura.
S L’operatore stabilisce il contatto tra il generatore di corrente di saldatura
e SPS 4000 via il sistema bus. Il generatore di corrente di saldatura
fornisce l’identificazione e i valori inseriti. L’operatore può dare il nome al
pezzo in lavorazione.
S I dati vengono presentati con tabelle.
5 INSTALLAZIONE
5.1 Generalità
Fare una copia di sicurezza su dei dischi (Floppy Disks) prima di installare il
programma.
ATTENZIONE! Quando i cavo ottici non sono collegati i terminali del
modem devono essere protetti. Le protezioni sono in corredo alla consegna,
(vedere la figura a pagina 9).
In saldatura senza guida luminosa (ottica) il modem non deve essere
collegato.
dpb2d1ia
-- 7 --

5.2 Installazione sull’uscita COM1
S Avviare Windows.
S Assicurarsi che nessun altro programma nel computer sia attivo, ad
esempio risparmiatore di energia e figure grafiche 3--D.
S Assicurarsi anche che non avvenga il programma di avvio automatico.
Questo può causare che i files del sistema vengono occupati. Se questo
dovesse accadere, chiudere tutti i programmi e riavviare di nuovo il
computer.
S Inserire il dischetto 1 nell’unità A.
S Per Windows 3.1 e Windows 3.11:
Selezionare Esegui nel menu File.
Digitare a:setup sulla linea di comando (se a è il contrassegno dell’unità
dischi).
S Per Windows 95 e Windows NT 4.0:
Selezionare Esegui nel menu File
Digitare a:setup sulla linea di apertura (se a è il contrassegno dell’unità
dischi).
S Premere su OK.
S Seguire le istruzioni che vengono visualizzate sul display.
5.3 Collegamento del trasferimento dei segnali all’uscita
COM d el computer.
S Collegare il cavo segnale con il modem all’uscita COM1.
Se l’uscita COM1 è occupata:
Collegare il cavo segnale con il modem ad un’uscita COM non
occupata.
Identificare il numero dell’uscita, ad esempio COM2.
Aprire il comando file (explore) e premere sul catalogo SPS4021.
Premere sul catalogo INI, che viene visualizzato sul catalogo SPS4021.
Premere due volte sul file SPS4000.INI. Il file viene visualizzato sotto
”annotazioni”.
Individualizzare la riga con il nome Uscita=1 nel file e cambiare la cifra
con quella usata per il numero dell’uscita COM.
Chiudere il file e conservarlo premendo OK quando la domanda viene
proposta.
S Collegare il computer al generatore di corrente di saldatura.
dpb2d1ia
-- 8 --

5.4 Collegamento del computer al generatore di corrente
di saldatura
A--A Cavo del computer -- Corrente di saldatura
5.5 Collegamento in serie tra il computer ed il generatore
di corrente di saldatura
1. Uscita del modem.
2. Guida luminosa.
dpb2d1ia
-- 9 --
6 REINSTALLAZIONE
6.1 Ad una eventuale reinstallazione:
Copiare prima i DATI DI SALDATURA della base dei dati nel catalogo
C:\SPS4021 in un’altra catalogo.
Il catalogo DATI DI SALDATURA con i suoi sub--cataloghi contiene tutti i
dati di saldatura che sono stati conservati.
È necessario fare una copia poichè la base dei dati viene sopra scritta
durante il procedimento di reinstallazione.
Per togliere il programma usare l’icona di cancellazione.
6.2 Memorizzazione dei dati di saldatura
Dopo la reinstallazione dei dati di saldatura, conservare la copia nel
catalogo vuoto DATI DI SALDATURA.
7USO
7.1 Saldatura
S Avviare il generatore di corrente di saldatura.
S Avviare SPS 4000 premendo due volte sulla icona del computer.
Quando il programma viene avviato per la prima volta si visualizzano
delle caselle per la selezione della lingua e per l’inserimento del nome
della società. Queste informazioni sono accessibili come funzioni sotto la
lista del menu sul menu principale.
Il sistema è ora pronto per la saldatura, però senza l’identificazione del
pezzo in lavorazione ed i valori di limite. Per ulteriori informazioni, vedere la
sezione DESCRIZIONE DI LAVORAZIONE a pagina 36.
dpb2d1ia
-- 1 0 --

8 DESCRIZIONE DEL MENU
8.1 Display del menu
AAAArrrrcccchhhhiiiivvvviiiiooooOOOOppppzzzziiiioooonnnniiiiAAAAttttttttrrrreeeezzzzzzzziiii???
SPS 4000 -- Version 2.1. C:\SPS4021\
SPS 4000
Setting Parametre
documentation System
?
Impostaz. Dati regolazione
(F8)
Visualizzare i dati di
impostazione (F5)
Visualizzare la valutazione
(F7)
Esci
8.2 Spiegazioni del display del menu
Listino del menu:
Vedere la pagina 13 per ulteriori informazioni.
dpb2d1ia
-- 1 1 --

Pulsantiera:
Impostaz. Dati regolazione
(F8)
Visualizzare i dati di
impostazione (F5)
Visualizzare la valutazione
(F7)
Esci
Per ulteriori informazioni per quanto riguarda i pulsanti vedere a pagina 17 e
oltre.
Impostaz. Dati regolazione
Questa funzione viene usata per la documentazione in saldatura con TIG
automatico e così pure per altri procedimenti, dove vengono usati i dati
inseriti.
L’indice viene usato per la registrazione dei dati installati per tutte le
saldature effettuate.
Ad ogni saldatura viene assegnata un’appropriata identità di pezzo in
lavorazione.
(F8), (F5) e (F7) si riferiscono ai pulsanti di funzione della pulsantiera, con i
quali si attivano le funzioni.
Le funzioni possono anche essere attivate premendo Alt + la lettera
sottolineata. Questo è valido per tutto il programma compiuterizzato.
dpb2d1ia
-- 1 2 --
9 DESCRIZIONE DEL LISTINO DEL MENU
9.1 Archivio
Esci
9.2 Opzioni
Impostaz. Dati regolazione F8
V
isualizzare i dati di impostazione F5
V
isualizzare la valutazione F7
MessagioErrore
Impostaz. Dati regolazione F8, Visualizzare i dati di impostazione F5,
Visualizzare la valutazione
Questi pulsanti sono descritti ulteriormente nelle pagine 17--35.
F7
Messaggio
Errore
MMMMeeeessssssssaaaaggggggggiiiiooooeeeerrrrrrrroooorrrreee
e
I messaggi di errore vengono presentati in questo menu “pop up“.
dpb2d1ia
-- 1 3 --
Chiudi

9.3 Attrezzi
Ignora spegn. arco
Ignora saldature brevi ..
Percorso WeldData ...
Nome azienda ...
Lingua ...
Ignorare spegn. arco
Usando il pulsante a freccia avanzare passo
a passo al tempo desiderato in secondi per
l’interuzzione più lunga che deve essere
ignorata evitando che inizi una nuova
saldatura.
Valore standard = 0,5 s, max. = 3 s.
Ignorare saldature
brevi
Usando il pulsante a freccia avanzare
passo a passo al tempo desiderato in
secondi per la saldatura più corta che
deve essere registrata.
Valore standard = 0, max. 10 s.
IIIIggggnnnnoooorrrraaaassssppppeeeeggggnnnn....aaaarrrrccccooo
Ignora spegn. arco se inferiore a:
0,5
IIIIggggnnnnoooorrrraaaassssaaaallllddddaaaattttuuuurrrreeeebbbbrrrreeeevvvviii
Sono ignorate le saldatura di
durata inferiore a:
0
o
K
OOOOKKK
s
i
s
OOOOKKK
K
dpb2d1ia
-- 1 4 --

Percorso WeldData
SSSScccceeeegggglllliiiippppeeeerrrrccccoooorrrrssssooo
o
Scegli il percorso per la memorizzazione dei dati di saldatura:
c:
c:\
sps4021
welddata
y1998
m11
a
AAAAnnnnnnnnuuuullllllllaaa
Nome azienda
NNNNoooommmmeeeeaaaazzzziiiieeeennnnddddaaa
Digita il nome dell’azienda:
OOOOKKK
Indicare dove i dati di saldatura
devono essere conservati.
K
a
K
OOOOKKK
Digitare il nome della società.
Quantità massima di caratteri: 50
dpb2d1ia
IIIInnnntttteeeerrrrrrrroooommmmppppeeeerrr
e
eee
-- 1 5 --
r
Lingua
OOOOKKK
:
Selezionare la lingua.
K
SSSSeeeelllleeeeccccttttLLLLaaaannnngggguuuuaaaaggggeeee:::
Select a language:
DANSK.INI
DEUTSCH.INI
ENGLISH.INI
ESPAÑOL.INI
EXXHNIKA.INI
FRANCAIS.INI
ITALIANO.INI
NEDERLAN.INI
NORSK.INI
PORTUGUÊ.INI
SUOMI.INI
SVENSKA.INI
l
CCCCaaaannnncccceeeelll
9.4 Sotto il punto di domanda ?
Show Help File
About
Show Help File (Visualizzare il File Aiuto)
Questo è il file di aiuto del programma.
About
Informazione del programma e della versione del programma.
dpb2d1ia
-- 1 6 --
10 DESCRIZIONE DEI PULSANTI
10.1 Impostaz. Dati regolazione (F8)
Visualizza il menu:
CCCCaaaassssoooossssaaaallllddddaaaattttuuuurrrraaa
IIIIddddeeeennnnttttiiiittttààààppppeeeezzzzzzzzooo
NNNNuuuuoooovvvvooooppppeeeezzzzzzzzooooiiiinnnnllllaaaavvvvoooorrrraaaazzzziiiioooonnnneee
TTTToooogggglllliiiieeeerrrreeeeiiiillllppppeeeezzzzzzzzooooiiiinnnnllllaaaavvvvoooorrrraaaazzzziiiioooonnnneee
a
o
e
NNNNuuuummmmeeeerrrroooossssaaaallllddddaaaattttuuuurrrreee
IIIImmmmppppoooossssttttaaaannnnuuuummmmeeeerrrrooooiiiinnnniiiizzzziiiiooo
e
e
1
111
o
CCCChhhhiiiiuuuuddddiii
K
OOOOKKK
i
Identità pezzo
Quì si assegna al pezzo in lavorazione un’identità appropriata, e se si
desidera, un altro numero di inizio di quello standard cheè1(vedilapagina
18).
Premere due volte questo pulsante per accedere al menu pop--up per fare
delle annotazioni.
a
NNNNoooottttaaa
Il testo scritto in questa zona è valido
per tutte le saldature del pezzo in
lavorazione con la stessa identità.
dpb2d1ib
OOOOKKK
K
AAAAnnnnnnnnuuuullllllllaaa
a
-- 1 7 --

Nuovo pezzo in lavorazione
Questo pulsante è usato se si desidera assegnare al pezzo in lavorazione
un’altra identità.
Visualizza il menu ”pop--up”:
NNNNuuuuoooovvvvooooppppeeeezzzzzzzzooooiiiinnnnllllaaaavvvvoooorrrraaaazzzziiiioooonnnneee
Dare un nome nuovo al pezzo da lavorare
Digitare qui il nome del pezzo in lavorazione.
Quantità massima di caratteri: 15
Togliere il pezzo in lavorazione
Questo menu “pop up“ dà
la possibilità di cancellare
dal registro il pezzo in
lavorazione selezionato.
Imposta numero inizio
Visualizza il menu ”pop--up”:
NNNNuuuummmmeeeerrrrooooiiiinnnniiiizzzziiiioooossssaaaallllddddaaaattttuuuurrrraaa
Attribuisci numero inizio saldatura al pezzo.
a
e
K
OOOOKKK
IIIInnnntttteeeerrrrrrrroooommmmppppeeeerrr
e
eee
r
TTTToooogggglllliiiieeeerrrreeeeiiiillllppppeeeezzzzzzzzooooiiiinnnnllllaaaavvvvoooorrrraaaazzzziiiioooonnnneee
DDDDeeeessssiiiiddddeeeerrrriiiittttoooogggglllliiiieeeerrrreeeeiiiillllppppeeeezzzzzzzzooooiiiinnnnllllaaaavvvvoooorrrraaaazzzziiiioooonnnneeee???
j
NNNNeeeejjj
K
OOOOKKK
IIIInnnntttteeeerrrrrrrroooommmmppppeeeerrr
e
eee
a
JJJJaaa
Il valore qui indicato
viene presentato sotto
r
“Numero saldature“.
e
?
Si inserisce un numero di inizio al pezzo in lavorazione se questo viene
saldato più volte in un giorno, e se si desidera una serie di numeri di
saldatura ininterrotta.
dpb2d1ib
-- 1 8 --

10.2 Visualizzare i dati di impostazione (F5)
SSSSeeeettttddddiiiiddddaaaattttiiiiPPPPaaaarrrraaaammmmeeeettttrrrriiiiddddeeeeiiiisssseeeettttddddiiiiddddaaaattttiiii::::111
1
111
2
222
3
333
RRRRaaaappppppppoooorrrrttttooo
VVVVaaaalllloooorrrriiiiddddiiiiiiiimmmmppppoooossssttttaaaazzzziiiioooonnnneee
o
e
1
i
CCCChhhhiiiiuuuuddddiii
Visualizza i presenti valori inseriti nel generatore di corrente di saldatura.
Premendo sugli esistenti set di dati si possono controllare tutti i valori
inseriti.
Rapporto
Stampa i valori inseriti in forma di rapporto con scritto data e ora.
Chiudi
Chiude il display Valori di impostazione.
dpb2d1ib
-- 1 9 --

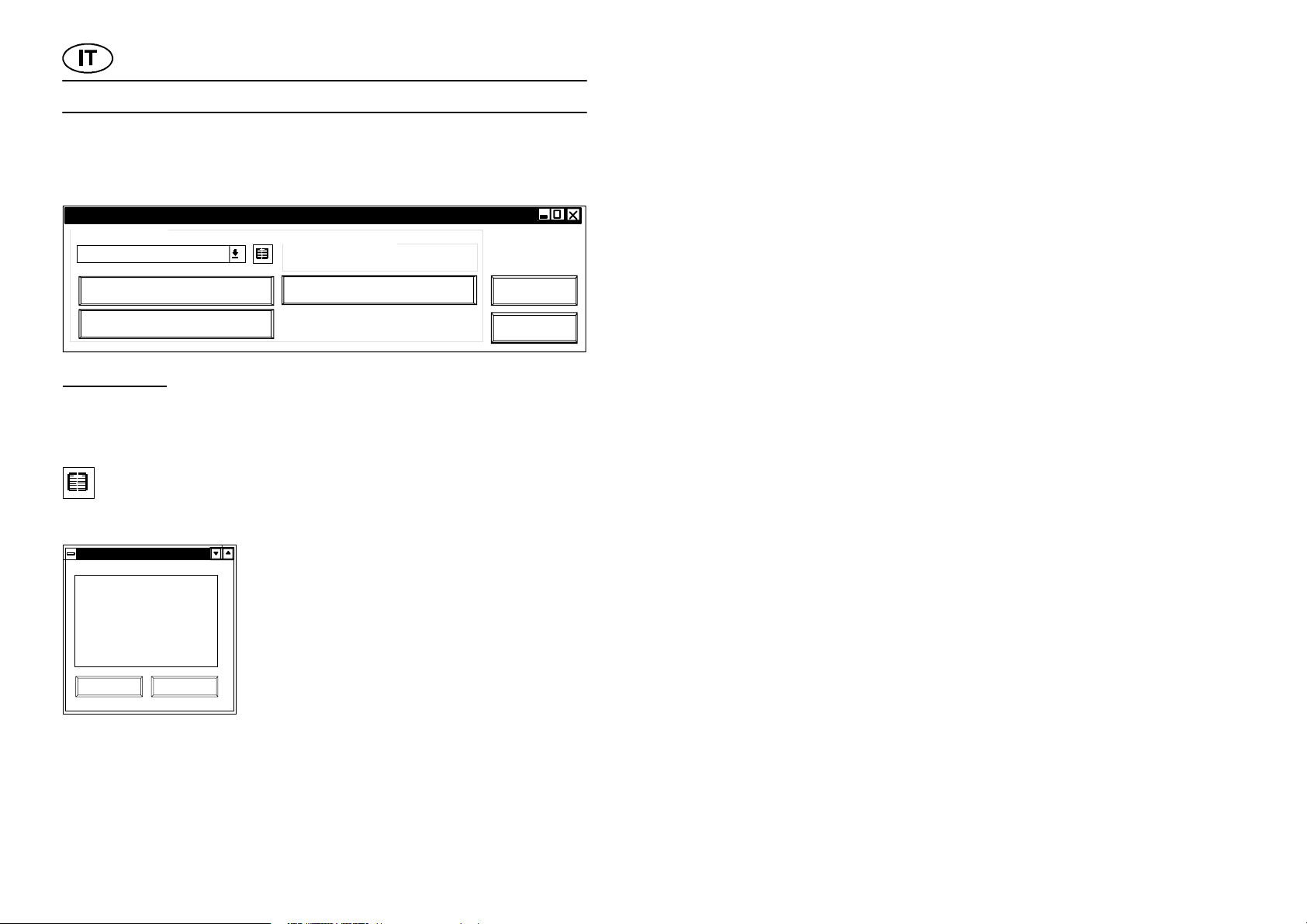
10.3 Visualizzare la valutazione (F7)
Rapporto
Valore impostazione
Rapporto dei dati di
impostazione
Messaggio errore
Mese Pezzo Saldatura Parametro
c:\
sps4000
welddata
y1998
m07
CCCCaaaammmmbbbbiiiiaaaauuuunnnniiiittttààà
Giorno
q980713.mdb
à
SSSSeeeelllleeeezzzziiiioooonnnneeeerrrraaaappppppppoooorrrrttttooo
o
Annulla
Mostra
Stampa
Con (F7) si può visualizzare sul display il rapporto di saldatura, e così pure
una tabella dei valori misurati e registrati consecutivamente durante il
procedimento di saldatura per tutte le saldature registrate.
Questi valori possono essere presentati a forma di tabelle oppure
diagrammi. Possono essere presentati sul display oppure essere stampati.
Si può anche visualizzare messaggi di errore.
La base dei dati di saldatura è ordinata in sistema cronologico. Il Pezzo e
Saldatura sono in ordine numerico ed alfabetico secondo le denominazioni.
I parametri sono visualizzati secondo l’ordine nel generatore di corrente di
saldatura.
Rapporto
Qui si seleziona quale tipo di rapporto che si vuole presentare.
Rapporto dei dati di impostazione, Valore impostazione, Messaggio errore.
dpb2d1ib
-- 2 0 --

Rapporto dei dati di impostazione
Valore impostazione
dpb2d1ic
-- 2 1 --

Messaggio errore
Pezzo
L’informazione in questa zona viene conservata come testo. Questo
significa che lettere e cifre si mescolano.
Saldatura
Normalmente la zona saldato non necessita di essere usata. In questa zona
vengono presentati automaticamente i numeri della saldatura da 1 in avanti
fino a quando si salda lo stesso pezzo in lavorazione. In caso si continui la
saldatura dello stesso pezzo in lavorazione anche nel giorno successivo, il
numero di saldatura inizia di nuovo da 1. Si può assegnare un appropriato
numero di inizio al pezzo in lavorazione, questo viene effettuato attivando il
pulsante “Assegna numero di inizio“ nel menu casi di saldatura (vedi la
pagina 17). Questa funzione può essere usata se si desidera un numero di
serie continuo riferito al pezzo in lavorazione. La data però si riferisce al
giorno in cui la saldatura è stata eseguita.
Parametro
Questa zona non è usata nel SPS 4000.
Mostra
Visualizza sul display il rapporto di saldatura richiesto.
Stampa
Stampa, sulla stampante collegata, il richiesto rapporto di saldatura della
saldatura contrassegnata.
dpb2d1ic
-- 2 2 --

Cambia unità
Rende possibile di cambiare ad un’altra unità di memorizzazione per
valutare le saldature eseguite.
10.4 Esci
Interrompe il collegamento con il generatore di corrente di saldatura e
chiude SPS 4000.
dpb2d1ic
-- 2 3 --

11 DESCRIZIONE DI LAVORAZIONE
11.1 Nuovo pezzo in lavorazione
S Avviare l’impianto di saldatura
S Avvio SPS 4000.
S La registrazione della saldatura può essere eseguita (senza però una
particolare identificazione e valori limite).
S Premere sul pulsante Impostaz. Dati regolazione (F8).
S Si presenta la figura Caso saldatura (vedi la pagina 17).
S Assegnare una denominazione al pezzo in lavorazione (Identità del
pezzo in lavorazione).
S Premere OK.
La registrazione di saldatura può essere eseguita (senza valori limite).
12 RAPPORTI
12.1 Menu selezione rapporto
I rapporti che presentano i valori di saldatura inseriti saldatura misurati sono
conservati per ogni lavoro di saldatura. Sono conservati in ordine
cronologico e possono essere presentati in forma di tabella .
Possono essere visualizzati sul visualizzatore oppure possono essere
stampati.
La selezione del rapporto e della sua forma viene eseguita sul display
Selezione rapporto (vedi la pagina 20).
Il display contiene un pulsante per la connessione ad un’altra unità di
memorizzazione.
12.2 Rapporto della saldatura precedente
Questi rapporti sono visualizzati attivando il pulsante
Visualizzare la valutazione (F7) (vedi la pagina 20).
dpb2d1ic
-- 2 4 --

13 CERCA GUASTI E MESSAGGI DI ERRORE
13.1 Documentazione
Il programma del computer è provvisto con un grande numero di protezioni
accompagnate con messaggi di errore. Anche il sistema operativo ha un
numero di messaggi di errore i quali guidano alla causa dell’errore. È
importante notare queste deviazioni. Un buon metodo è di copiare i
messaggi presentati premendo Print Screen. Con Alt+Print Screen si copia
solamente il display “pop--up“.
Queste copie possono poi essere copiate su un idoneo elaboratore di testi.
Questo è di buon aiuto quando si prende contatto con il fornitore per
analizzare l’errore.
13.2 Riavvio
Gli errori possono spesso essere corretti spegnendo il generatore di
corrente di saldatura ed il computer e avviandoli poi di nuovo. Facendo
questo non si cancella nessuna informazione di saldatura ma bensì si può
correggere dei valori inseriti erroneamente nel programma.
13.3 Messaggi di errore
Messaggi di errore provengono dal generatore di corrente di saldatura e
possono essere interpretati differentemente per generatori di corrente.
Vedere i rispettivi manuali per messaggi di errore.
dpb2d1ic
-- 2 5 --

14 TERMINI TECNICI
14.1 Spiegazioni dei termini tecnici
Numero saldatu-reAd ogni saldatura viene assegnato un appropriato numero di
designazione, iniziando sempre con saldatura numero 1, se
non si è indicato un altro numero di inizio.
Pezzo Ad ogni saldatura viene assegnato un appropriato numero di
designazione, iniziando sempre con saldatura numero 1, se
non si è indicato un altro numero di inizio
Bus--Can Sistema di comunicazione per i dati nell’impianto di saldatura.
Set di dati Una specificazione dei dati inseriti per una saldatura parziale.
Base di dati Nella base di dati vengono conservati i dati di saldatura durante
la saldatura. Si crea una base di dati al giorno e questi vengono
conservati in un catalogo con struttura di mese (mXX) e anno
(YXXX). Per la valutazione, aprire la base di dati desiderata ed i
contrassegnati rapporti desiderati sono visualizzati sul visualizzatore. I rapporti possono essere stampati ad saldatura terminata.
Saldature parziali
Flusso del gas La quantità di gas di protezione per unità di tempo (litri/secon-
Valori limite Valori che indicano gli intervalli per i parametri di saldatura dalle
Parametridimisurazione
Valori di misurazione
Visualizzatore Visualizzatore.
Tempo reale I valori del tempo reali sono presentati contemporaneamente a
Ultima saldatura Attivando il pulsante Ultima saldatura, si presenta il rapporto
Quando si effettua una saldatura non è sempre possibile di usare gli stessi dati durante tutta la saldatura (ad es. quando si saldano tubi). I valori limite per la registrazione dei parametri di
saldatura possono essere inseriti per ognuna delle saldature
parziali.
do).
tabelle dei dati di saldatura oppure indicano le deviazioni che
possono essere accettate dai valori inseriti.
Il tipo di dati di saldatura che deve essere registrato.
Valori misurati dall’impianto di saldatura che può essere trasferito al WMS 4000.
quando sono misurati durante il procedimento di saldatura.
dell’ultima saldatura, mentre per presentare gli altri rapporti di
saldatura bisogna cercarli nel registro.
dpb2d1ic
-- 2 6 --

Numero di inizio Un appropriato numero di inizio può essere selezionato per ogni
giorno nuovo che si salda lo s tesso pezzo in lavorazione (vedi
la pagina 18).
Inizio del tempo
di supervisione
Energia di distanza
Saldato Una saldatura continua e completata.
Dati di saldatura I valori dei parametri di saldatura usati durante la saldatura.
Una caso di sal-
datura
Giunto della sal-
datura
Velocità di sal-
datura
Saldatura Il procedimento di saldatura in corso.
Numero di sal-
datura
Paremetridisal-
datura
Rapporto di sal-
datura
Via di ricerca Indica dove i dati sono conservati nella struttura.
Velocità del filo Velocità di avanzamento del filo d’apporto. Indicato in metri per
Valutazione Presenta il richiesto risultato di misurazione.
Weld Data Dati di saldatura.
Quando si inizia una nuova saldatura parziale ci vuole un po’ di
tempo prima che l’impianto di saldatura possa fornire con uniformità i dati richiesti. Indicando un tempo di inizio per la registrazione, si può evitare dei segnali di errore durante questo periodo.
L’energia per unità di lunghezza fornita al pezzo in lavorazione
durante la saldatura. Il valore è calcolato da WMS 4000 ed è
indicato in kJ/mm.
Una saldatura particolare.
Lo spazio tra due pezzi che devono essere saldati insieme.
La velocità in m/min che avanza l’arco.
Ad ogni saldatura separata viene assegnato un numero di saldatura sotto la funzione “Numero saldature“ (vedi la pagina 18).
Fattori che influenzano la saldfatura, ad es. corrente di saldatura, tensione dell’arco, velocità di saldatura.
Sommario del valore dei parametri di saldatura: dati di saldatura, valori inseriti, valori limite e altri valori registrati.
Si presenta attivando il pulsante “Visualizzare la valutazione“
(vedi la pagina 20).
minuto.
dpb2d1ic
-- 2 7 --

15 NUMERO D’ORDINE -- SPS 4000
SPS 4000 kit del software del programma 457 410 881
WeldoctWMS 4000 set del software del programma, versione
completa
Kit di connessione, LUD 457 415 880
Kit di connessione, LAF/TAF 457 755 880
Cavi ottici (13 m) 457 072 881
457 410 880
dpb2d1ic
-- 2 8 --

sidai
-- 2 9 --

Elenco ricambi
Edition 981106
Item
no.
Qty Ordering no. Denomination
1 1 0455 543 001 Cover
2 1 0455 542 001 Box
3 1 0486 442 884 Circuit board
4 3 0394 516 022 Spacer screw
5 1 0456 914 881 Cable
6 1 0456 902 881 Cable
7 1 0467 911 833 Capacitor
8 1 0486 537 880 Attachment
9 1 0193 052 955 Attachment rope
10 2 0193 052 950 Locking unit
11 1 0193 052 932 Protective cover
12 2 0193 052 960 Clips
14 1 0457 349 002 Optical fibre cable
15 1 0457 349 003 Optotransceiver, female
16 1 0457 349 004 Adapter
17 1 0457 349 005 Optotransceiver, male
18 1 0192 742 001 Branch contact
reserv
-- 3 0 --

reserv
-- 3 1 --

LICENCE AGREEMENT
Read this licence agreement before breaking any hardware or software
packages.
This is a legal agreement between you, the end user, and ESAB AB. If you
do not agree to the terms of this Agreement, promptly return the disk
package and accompanying items (including written materials and hard
ware or other containers) to the place you obtained them for a full refund.
Licence
1. Grant of Licence. This ESAB AB Software Licence Agreement
(“Licence“) permits you to use one copy of the SPS4000 software
(“Software“) on any single computer, provided the Software is in use on
only one computer at any time. If you have multiple Licences for the
Software, then at any time you may have as many copies of the
Software in use as you have Licences. The Software is “in use“ in a
computer when it is loaded into the temporary memory (i.e., RAM) or is
installed into the permanent memory (e.g. hard disk, CD--ROM, or other
storage device) of that computer. However , a copy installed on a
network server for the sole purpose of distribution to other computers is
not “in use“. If the Software is permanently installed on the hard disk or
other storage device of a computer (other than a network server), then
the person authorised to use such computer also may use the software
on a portable computer, laptop. If such person’s authorisation to use
such computer ceases for any reason (e.g. termination of employment),
then such person’s authority to use the software on a portable computer,
laptop, shall cease.
2. Copyright. The Software is owned by ESAB AB and is protected by
Swedish and International copyright laws and international treaty
provisions. Therefore, you must treat the Software like any other
copyrighted material except that you may either (a) make one copy of
the Software solely for backup or archival purpose, or (b) transfer the
Software to a single hard disk provided you keep the original solely for
backup or archival purpose. Y ou may not copy written materials
accompanying the Software.
3. Other Restrictions. This License is your proof of license to exercise the
rights granted herein and must be retained by you. You may not rent or
lease the Software, but you may transfer your rights under this License
on a permanent basis provided that you transfer this License, the
software and all accompanying written material, you retain no copies,
and the recipient agrees to the terms of this License. You may not
decompose, or disassembly the Software. If the Software is an update,
any transfer must include the update and all prior versions.
Licence
-- 3 2 --

4. Multiple Media Software. If the software package contains 3.5“ disks
for different operating systems, or other media, then you may use only
the media or operating system appropriate for your single designated
computer. You may not use the other media on another computer or
computer network, or loan, rent, lease, or transfer them to another user
except as part of a transfer or other use expressly permitted by this
License.
5. Limited Warranty . ESAB AB warrants that the Software will perform
substantially in accordance with the accompanying written material and
will be free from defects in materials and workmanship under normal use
and service for a period of ninety (90) days from the date of reception.
Any implied warranties on the Software are limited to ninety (90) days.
6. Customer Remedies. ESAB AB’s entire liability and your exclusive
remedy shall be, at ESAB AB’s option, either (a) return of the price paid
or (b) repair or replacement of the Software that does not meet ESAB
AB’s Limited Warranty and that is returned to ESAB AB with a copy of
your receipt. This Limited Warranty is void if failure of the Software has
resulted from accidents, abuse, or misapplication. Any replacement
Software will be warranted for the remainder of the original warranty
period or thirty (30) days, whichever is longer.
7. No Other Warranties. ESAB AB disclaims all warranties, either
expressed or implied, including but not limited to implied warranties of
merchantability and fitness for a particular purpose, with respect to the
Software, the accompanying written materials, and any accompanying
hardware.
8. No Liability for Consequential Damages. In no event shall ESAB AB
or its suppliers be liable for any damages whatsoever (including, without
limitation, damages for loss of business profits, business interruption,
loss of business information, or other pecuniary loss) arising out of the
use of or inability to use the Software, even if ESAB AB has been
advised of the possibility of such damages. It is advisable to test and to
learn about the system with test cases.
This Licence Agreement is governed by the laws of Sweden.
For more information about licensing policies, please contact ESAB
Welding Equipment AB, S--695 81 LAXÅ, Sweden.
Licence
-- 3 3 --

Group H.Q. International directory of subsidiary and associated companies.
Agency network, by countries.
Group
Headquarters
SWEDEN
Esab AB
Gothenburg
Tel: +46--31--50 90 00
Fax: +46--31--50 92 61
ESAB International AB
Gothenburg
Tel: +46--31--50 90 00
Fax: +46--31--50 93 60
Nordic Countries
DENMARK
ESAB A/S
Köpenhavn-- Valby
Tel: +45--36--30 01 11
Fax: +45--36--30 40 03
FINLAND
Esab Oy
Helsinki
Tel: +358-- 9-- 547 761
Fax: +358--9-- 547 77 70
NORWAY
AS Esab
Larvik
Tel: +47--33--12 10 00
Fax: +47--33--11 52 03
SWEDEN
Esab Sverige AB
Gothenburg
Tel: +46--31--50 95 00
Fax: +46--31--50 92 22
Europe excl. Nordic
Countries
AUSTRIA
Esab Ges.m.b.H
Vienna--Liesing
Tel: +43-- 1-- 888 25 11
Fax: +43--1-- 888 25 11 85
BELGIUM
S.A. Esab N.V.
Brussels
Tel: +32-- 2-- 726 84 00
Fax: +32--2-- 726 80 05
CZECH REPUBLIC
ESAB s.r.o.
Tel: +420-- 2-- 6436 907
Fax: +420--2-- 6436 908
FRANCE
Esab France S.A.
Cergy Pontoise Cedex
Tel: +33-- 1-- 30 75 55 00
Fax: +33--1-- 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49-- 212-- 298 0
Fax: +49--212-- 298 277
ESAB--Hancock GmbH
Karben
Tel: +49-- 6039-- 400
Fax: +49--6039-- 40 301
KEBE--Ersatzteile GmbH
Rosbach
Tel: +49-- 6007-- 500
Fax: +49--6007-- 1216
GREAT BRITAIN
ESAB Automation Ltd
Andover
Tel: +44--1264-- 33 22 33
Fax: +44--1264-- 33 20 74
Esab Group (UK) Ltd
Waltham Cross
Tel: +44--1992-- 76 85 15
Fax: +44--1992-- 71 58 03
HUNGARY
ESAB Kft
Budapest
Tel: +36-- 1-- 20 44 182
Fax: +36--1-- 20 44 186
ITALY
Esab Saldatura S.p.A.
Mesero (Mi)
Tel: +39-- 2-- 97 96 81
Fax: +39--2-- 97 87 865
THE NETHERLANDS
Esab Nederland B.V.
Utrecht
Tel: +31-- 30-- 248 59 22
Fax: +31--30-- 248 52 60
POLAND
ESAB
Oddzial w Polsce
Tel: +48-- 22 612 59 61
Fax: +48--22 612 59 57
PORTUGAL
ESAB Lda
Lisbon Codex
Tel: +351-- 1-- 837 1527
Fax: +351--1-- 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421-- 7-- 280 23 71
Fax: +421--7-- 288 741
SPAIN
Esab Ibérica S.A.
Alcobendas (Madrid)
Tel:+34--1--6615580
Fax: +34--1-- 661 23 13
SWITZERLAND
ESAB AG
Dietikon
Tel:+41--1--7412525
Fax: +41--1-- 740 30 55
North and South
America
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55-- 31-- 333 43 33
Fax: +55--31-- 333 50 00
CANADA
Esab Group Canada
Missisauga, Ontario
Te l : + 1 -- 9 0 5 -- 6 7 0 0 2 2 0
Fax: +1--905-- 670 48 79
USA
Esab Welding Products,
Inc.
Florence, SC
Te l : + 1 -- 8 0 3 -- 6 6 9 4 4 1 1
Fax: +1--803-- 664 42 58
Far East
AUSTRALIA
ESAB Australia Pty Ltd
Ermington
Tel: +61-- 2-- 9647 1232
Fax: +61--2-- 9748 1685
INDONESIA
P.T. Karya Yasantara Cakti
Jakarta
Tel: +62-- 21-- 461 91 27
Fax: +62--21-- 461 91 26
P.T. Esabindo Pratama
Jakarta
Tel: +62-- 21-- 460 01 88
Fax: +62--21-- 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Petaling Jaya
Tel: +60-- 3-- 703 36 15
Fax: +60--3-- 703 35 52
SINGAPORE
ESAB Singapore PTE Ltd
Singapore
Tel: +65-- 861-- 43 22
Fax: +65--861-- 31 95
Esab Asia/Pacific Pte Ltd.
Singapore
Tel: +65-- 861-- 74 42
Fax: +65--863-- 08 39
THAILAND
ESAB (Thailand) Ltd
Bangkok
Tel: +66-- 2-- 393 6062
Fax: +66--2-- 399 3978
U.A.E.
ESAB Middle East
Dubai
Tel: +971-- 4-- 38 88 29
Fax: +971--4-- 38 87 29
Associated
companies
INDIA
ESAB India Ltd
Calcutta
Tel: +91-- 33-- 478 45 17
Fax: +91--33-- 468 18 80
SWEDEN
Gas Control Equipment AB
Malmö
Tel: +46--40--38 83 00
Fax: +46--40--38 83 30
Representative
offices
ALGERIA
ESAB Bureau de Liaison
Alger
Tel: +213-- 2-- 67 24 93
Fax: +213--2-- 68 32 90
BULGARIA
INTESA
Sofia
Tel: +359-- 2-- 463 422
Fax: +359--2-- 463 052
CHINA
ESAB Representative Office
Beijing
Tel: +86-- 106-- 501 2113
Fax: +86--106-- 501 2115
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20-- 2-- 392 40 39
Fax:+20--2--3933213
HONGKONG
ESAB Far East Rep. Office
Tel: +852-- 2889 2182
Fax: +852--2889 0747
IRAN
ESAB International AB
Teheran
Tel: +98--21--88 21 325
Fax: +98--21--88 38 240
ROMANIA
ESAB Representative Office
Bucharest
Tel:+4012117502
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7-- 95-- 246 8906
Fax: +7--502-- 220 3134
SLOVENIA-- CROATIA
ESAB Representative Office
Ljubljana, Slovenia
Tel/Fax: +386 61 137 61 15
Agents
EUROPE
Cyprus, Greece, Malta
AFRICA
Angola, Cameron, Ethiopia,
Gabon, Ghana, Kenya,
Israel,
Liberia, Morocco,
Mocambique,
Nigeria, Senegal, South
Africa,
Tanzania, Togo, Tunisia,
Zambia, Zimbabwe
ASIA
Bahrain, Hongkong, Japan,
Jordania, Korea, Kuwait,
Lebanon, New Guinea,
Oman,
Pakistan, The Phili ppines,
Quatar, Saudi Arabia,
Sri Lanka, Syria, Taiwan,
Turkey, Vietnam, Yemen
LATIN AMERICA
Argentina, Bolivia, Chile,
Colombia, Costa Rica,
Curacao,
Equador, El Salvador,
Guatemala, Honduras,
Jamaica,
Paraguay, Peru, Trinidad,
Uruguay, Venezuela
Esab Welding Equipment AB
S-- 695 81 LAXÅ
SWEDEN
Phone +46 584 810 00
Fax +46 584 123 08
Tgm esablax
Telex 73108 esab s
Member of The Esab Group
970409
 Loading...
Loading...