


TORCIA DA TAGLIO PT-24
(per controlli usso elettronico ad alta velocità)
Taglio meccanizzato
Manuale di istruzioni (IT)
0558005305

ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI.
È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE.
ATTENZIONE
Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono perfettamente
i principi di funzionamento e le indicazioni per la sicurezza delle apparecchiature per la
saldatura e il taglio ad arco, è necessario leggere l’opuscolo “Precauzioni e indicazioni per la
sicurezza per la saldatura, il taglio e la scultura ad arco,” Modulo 52-529. L’installazione, l’uso e
la manutenzione devono essere eettuati SOLO da persone adeguatamente addestrate. NON
tentare di installare o utilizzare questa attrezzatura senza aver letto e compreso totalmente
queste istruzioni. In caso di dubbi su queste istruzioni, contattare il proprio fornitore per
ulteriori informazioni. Accertarsi di aver letto le Indicazioni per la sicurezza prima di installare
o utilizzare questo dispositivo.
RESPONSABILITÀ DELL’UTENTE
Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo manuale e nelle etichette e/o
gli allegati, se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle istruzioni fornite. Questa
attrezzatura deve essere controllata periodicamente. Non utilizzare attrezzatura che funzioni male o sottoposta a manutenzione insuciente. Sostituire immediatamente i componenti rotti, mancanti, usurati, deformati o contaminati. Nel
caso in cui tale riparazione o sostituzione diventi necessaria, il produttore raccomanda di richiedere telefonicamente o
per iscritto assistenza al distributore autorizzato presso il quale è stata acquistata l’attrezzatura.
Non modicare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore.
L’utente di questo dispositivo sarà il solo responsabile per un eventuale funzionamento errato, derivante da uso
non corretto, manutenzione erronea, danni, riparazione non corretta o modica da parte di persona diversa dal
produttore o dalla ditta di assistenza indicata dal produttore.
122

INDICE
SEZIONE TITOLO PAG
PARAGRAFO
SEZIONE 1 SICUREZZA ..........................................................................................................................125
1.0 Indicazioni per la sicurezza .............................................................................................................................125
SEZIONE 2 DESCRIZIONE ......................................................................................................................
2.0 Descrizione............................................................................................................................................................127
2.1 PT-24 Speciche tecniche ................................................................................................................................128
2.2 Linee di collegamento ......................................................................................................................................128
2.3 Accessori ................................................................................................................................................................
SEZIONE 3 INSTALLAZIONE ..................................................................................................................131
3.0 Montaggio della torcia .....................................................................................................................................131
SEZIONE 4 FUNZIONAMENTO ..............................................................................................................
4.0 Uso di un collettore torcia a 5 solenoidi .....................................................................................................133
4.1 Qualità del taglio.................................................................................................................................................134
4.2 Inuenza delle opzioni gas sulla qualità del taglio ................................................................................139
4.3 Dati relativi al processo .....................................................................................................................................
4.4 Valori taglio ...........................................................................................................................................................
4.5 Contrassegno plasma con plasma precisione e controllo usso integrato ...................................198
SEZIONE 5 MANUTENZIONE .................................................................................................................221
5.0 Manutenzione della torcia
5.1 Ispezione e smontaggio materiali di consumo PT-24 ...........................................................................
5.2 Rimontaggio punta della torcia PT-24 ......................................................................................................227
SEZIONE 6 INDIVIDUAZIONE E RISOLUZIONE DEI PROBLEMI ...........................................................229
6.0 Guida alla individuazione e risoluzione dei problemi ...........................................................................229
...............................................................................................................................221
127
129
133
143
186
224
SEZIONE 7 PEZZI DI RICAMBIO .............................................................................................................
7.0 Informazioni generali ........................................................................................................................................233
7.1 Inoltro degli ordini .............................................................................................................................................233
123
233

INDICE
124

SEZIONE 1 INDICAZIONI PER LA SICUREZZA
1.0 Indicazioni per la sicurezza
Gli utenti dell’attrezzatura per la saldatura e il taglio al plasma ESAB hanno la responsabilità di accertarsi che
chiunque lavori al dispositivo o accanto ad esso adotti tutte le idonee misure di sicurezza. Le misure di sicurezza
devono soddisfare i requisiti che si applicano a questo tipo di dispositivo per la saldatura o il taglio al plasma.
Attenersi alle seguenti raccomandazioni, oltre che ai regolamenti standard che si applicano al luogo di lavoro.
Tutto il lavoro deve essere eseguito da personale addestrato, perfettamente al corrente del funzionamento
dell’attrezzatura per la saldatura o il taglio al plasma. Il funzionamento errato dell’attrezzatura può determinare
situazioni pericolose con conseguenti lesioni all’operatore e danni al dispositivo stesso.
1. Chiunque utilizzi attrezzatura per la saldatura o il taglio al plasma deve conoscerne perfettamente:
- il funzionamento
- la posizione degli arresti di emergenza
- la funzione
- le idonee misure di sicurezza
- la saldatura e/o il taglio al plasma
2. L’operatore deve accertarsi che:
- nessuna persona non autorizzata si trovi nell’area operativa dell’attrezzatura quando questa viene messa in
funzione.
- tutti siano protetti quando si esegue l’arco.
3. Il luogo di lavoro deve essere:
- idoneo allo scopo
- privo di correnti d’aria
4. Attrezzature per la sicurezza personale:
- indossare sempre l’attrezzatura di sicurezza personale raccomandata, come occhiali di sicurezza,
abbigliamento ignifugo, guanti di sicurezza.
- non indossare oggetti sporgenti, come sciarpe, braccialetti, anelli, ecc., che potrebbero rimanere
intrappolati o causare ustioni.
5. Precauzioni generali:
- accertarsi che il cavo di ritorno sia collegato saldamente;
- il lavoro su apparecchiature ad alta tensione può essere eettuato sono da parte di tecnici qualicati;
- i dispositivi antincendio idonei devono essere indicati chiaramente e a portata di mano;
- durante il funzionamento non eettuare lavori di lubricazione e manutenzione.
125

SEZIONE 1 INDICAZIONI PER LA SICUREZZA
LA SALDATURA E IL TAGLIO AL PLASMA POSSONO ESSERE
AVVERTENZA
SCOSSA ELETTRICA - Può essere mortale
- Installare e collegare a terra (massa) l’unità di saldatura o taglio al plasma sulla base degli standard applicabili.
- Non toccare le parti elettriche o gli elettrodi sotto tensione con la pelle nuda e guanti o abbigliamento bagnato.
- Isolarsi dalla terra e dal pezzo in lavorazione.
- Accertasi che la propria posizione di lavoro sia sicura.
PERICOLOSI PER L’OPERATORE E COLORO CHE GLI SI TROVANO
ACCANTO. ADOTTARE LE OPPORTUNE PRECAUZIONI DURANTE
LA SALDATURA O IL TAGLIO. INFORMARSI DELLE MISURE DI
SICUREZZA ADOTTATE DAL PROPRIO DATORE DI LAVORO, CHE
SI DEVONO BASARE SUI DATI RELATIVI AL PERICOLO INDICATI
DAL PRODUTTORE.
FUMI E GAS - Possono essere pericolosi per la salute.
- Tenere la testa lontano dai fumi.
- Usare la ventilazione, l’estrazione fumi sull’arco o entrambe per mantenere lontani fumi e gas dalla propria
zona di respirazione e dall’area in genere.
I RAGGI DELL’ARCO - Possono causare lesioni agli occhi e ustionare la pelle.
- Proteggere gli occhi e il corpo. Usare lo schermo di protezione per saldatura/taglio al plasma e lenti con
ltro idonei e indossare abbigliamento di protezione.
- Proteggere le persone circostanti con schermi o barriere di sicurezza idonee.
PERICOLO DI INCENDIO
- Scintille (spruzzi) possono causare incendi. Accertarsi quindi che nelle immediate vicinanze non siano pre
senti materiali inammabili.
RUMORE - Il rumore in eccesso può danneggiare l’udito.
- Proteggere le orecchie. Usare cue antirumore o altre protezioni per l’udito.
- Informare le persone circostanti del rischio.
GUASTI - In caso di guasti richiedere l’assistenza di un esperto.
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!
126

SEZIONE 2 DESCRIZIONE
2.0 Descrizione
Questo opuscolo contiene principalmente informazioni su accessori, manutenzione e pezzi di ricambio per le
torce al plasma PT-24. Per le informazioni di installazione e funzionamento del kit per taglio, fare riferimento al
manuale di istruzioni del generatore di tensione.
La PT-24 è una torcia meccanizzata ad arco pilota con 100 amp di capacità, disponibile in 10 diverse versioni. La
torcia utilizza aria secca e pulita come gas da taglio per il taglio di acciaio al carbonio, alluminio o acciaio inox.
Gruppi PT-24
Collettore gruppo torcia PT-24; 1,4 m (4,5 piedi) ........................................................................................................................0558002337
Collettore gruppo torcia PT-24; 1,8 m (6 piedi) ...........................................................................................................................0558004095
Collettore gruppo torcia PT-24; 3,7 m (12 piedi) .........................................................................................................................0558002338
Collettore gruppo torcia PT-24; 4,6 m (15 piedi) .........................................................................................................................0558004163
Collettore gruppo torcia PT-24; 5,2 m (17 piedi) .........................................................................................................................0558004164
Collettore gruppo torcia PT-24; 6,1 m (20 piedi) .........................................................................................................................0558002339
Collettore gruppo torcia EXT PT-24; 1,4 m (4,5 piedi) ...............................................................................................................0558004680
Collettore gruppo torcia EXT PT-24; 1,8 m (6 piedi) ...................................................................................................................0558004681
Collettore gruppo torcia EXT PT-24; 5,2 m (17 piedi) ................................................................................................................0558004682
Collettore gruppo torcia EXT PT-24; 6,1 m (20 piedi) ................................................................................................................0558004683
127

SEZIONE 2 DESCRIZIONE
2.1 Speciche tecniche torcia PT-24
Tipo rareddata ad acqua, gas doppio
Nominale 100 amp a 100 % del fattore di servizio
Cooling Water PSI / Flow * 0.38 gpm (1.4 lpm) @ 115 psi (7.9 bar)
Dimensioni Vedere opzioni confezione (2.3)
* Measured at torch return hose of power supply
Plasma Gas
Type O2, N2, Air
Pressure 125 psig (8.6 bar)
Flow 100 cfh (47 I/min) max (varies with application)
Purity Required O2-99.8%,N2-99.995%, Air-clean, dry, oil-free
Recommend Liquid Cylinder Oxygen: R-76-150-540LC (P/N 19777)
Service Regulators Inert Gas: R-76-150-580LC (P/N 19977)
Recommended Cylinder 2-Stage Oxygen: R-77-150-540 (P/N 998337)
Regulators Hydrogen, Methane: R-77-150-350 (P/N 998342)
Nitrogen: R-77-150-580 (P/N 998344)
Industrial Air: R-77-150-590 (P/N 998348)
Recommended Heavy-Duty Oxygen: R-76-150-024 (P/N 19151)
Hi-FIow Station or Pipeline
Regulators
Recommended High-Capacity Non-Corrosive, Non-Toxic Industrial Gas:
Station or Pipeline Regulators R-6703 (P/N 22236)
Starting Gas
Type N2, Air
Pressure 125 psig (8.6 bar)
Flow 60 cfh (28 I/min) max (varies with application)
Purity Required 99.995%, Dry, clean, free of oil and matter
Secondary Gas
Type N2O2 H-35, Methane
Pressure 100 psig (6.9 bar) H-35, Methane
125 psig (8.6 bar) N2, O2, Air
Flow 60 cfh (28 I/min) max (varies with application)
Purity Required N2-99.995%; O2-99.8%, H-35, Methane-99.8%
128

SEZIONE 2 DESCRIZIONE
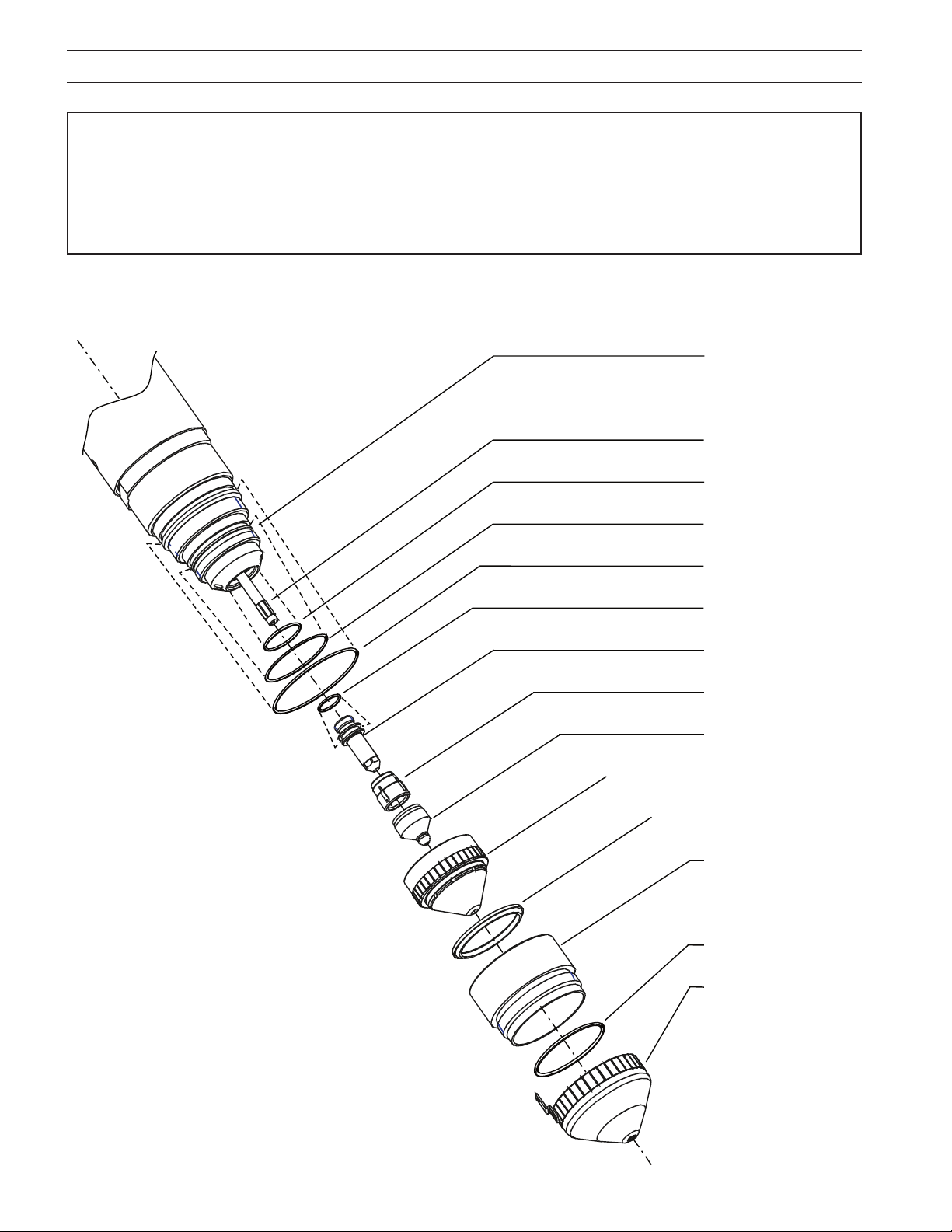
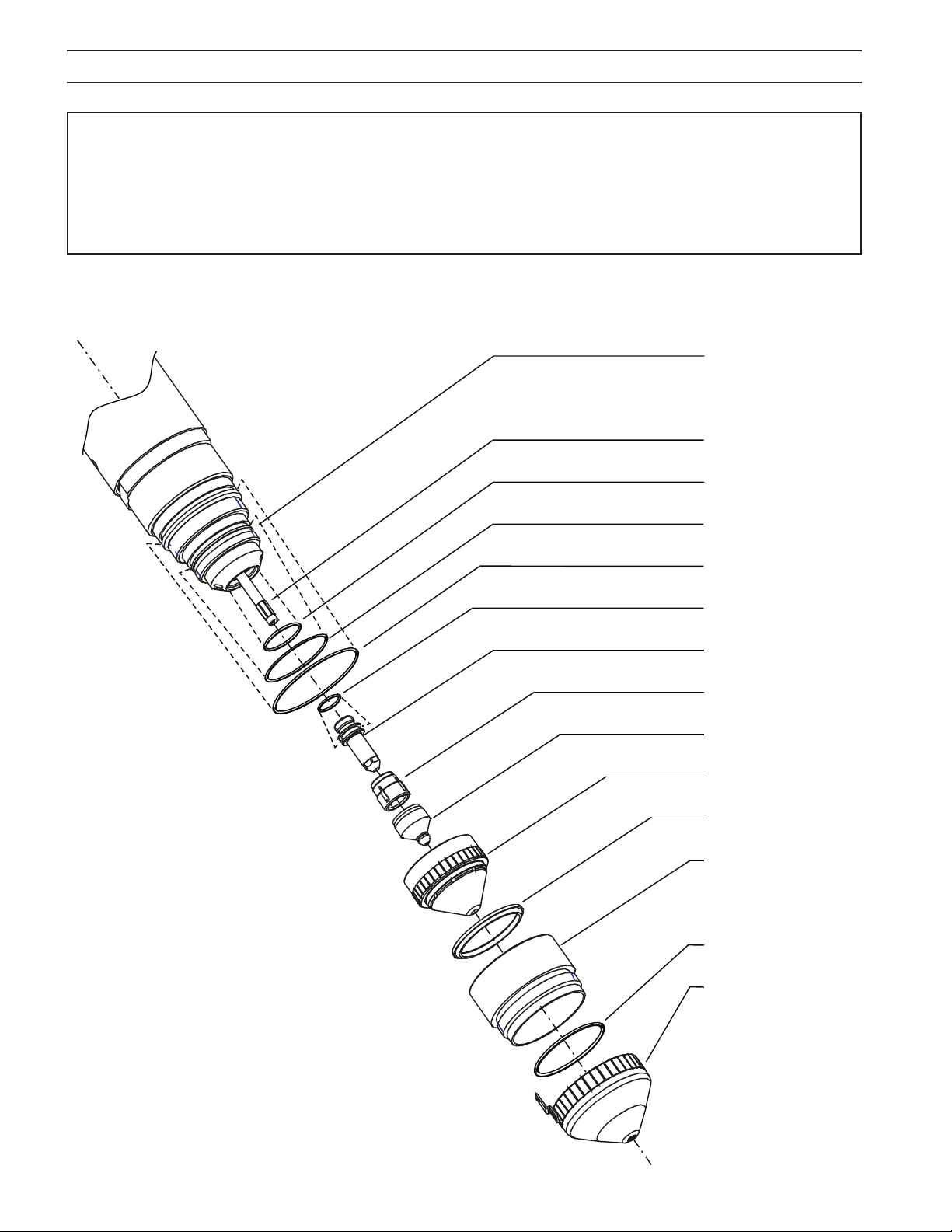
2.2 Linee di collegamento
Gruppo torcia
Ritorno acqua di rareddamento/cavo arco pilota
Da acqua di rareddamento a torcia
Linee gas
Cavo solenoide
129

SEZIONE 2 DESCRIZIONE
2.3 Accessori
Kit di ricambi per torcia PT-24 – I seguenti kit di ricambi sono disponibili per la manutenzione della torcia PT-24 con
tempi di fermo ridotti al minimo.
PT-24, kit di ricambi, P/N 56996213
Contenuto:
COD. ARTICOLO DESCRIZIONE QUANTITÀ
21536
21539
21541
21542
21543
21692
21693
21725
21765
21923
22007
22101
22531
86W62
638797
950714
Deettore turbolenze
Elettrodo ossigeno
Ugello “B”
Ugello “C”
Ugello “D”
Deettore turbolenze 50/70A
Protezione fermo
Deettore acqua
Utensile per ugello ed elettrodo
Ugello “E”
Ugello diusore fermo
Protezione isolatore
Schermo
O-ring 1,239 x 0,07
O-ring 0,614 x 0,07
O-ring 1.498 x 0,07
(2)
(5)
(5)
(5)
(5)
(2)
(1)
(1)
(1)
(3)
(1)
(3)
(6)
(3)
(3)
(3)
Kit di avvio PT-24 P/N 37609 - il kit include ciò che segue:
COD. ARTICOLO DESCRIZIONE QUANTITÀ
21540
21541
21542
21543
21923
21852
21536
21692
17672
21765
22101
86W62
638797
950714
21539
Ugello “A”
Ugello “B”
Ugello “C”
Ugello “D”
Ugello “E”
Deettore turbolenze 15A
Deettore turbolenze 30A
Deettore turbolenze 50/70A
Lubricante
Utensile per ugello ed elettrodo
Protezione isolatore
O-ring 1,239 x 0,07
O-ring 0,614 x 0,07
O-ring 1.498 x 0,07
Elettrodo
(2)
(2)
(2)
(2)
(2)
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(5)
130

SEZIONE 3 INSTALLAZIONE
3.0 Montaggio della torcia
ATTENZIONE
Non coprire il foro di sato.
Durante il montaggio, non coprire il piccolo foro di scarico sul manicotto. Questo
foro consente lo scarico del refrigerante dall’interno del manicotto in caso di
perdite nella linea di servizio.
Opzioni di montaggio della torcia.
La torcia normalmente è montata dal manicotto. Non coprire il foro di scarico. Per un montaggio alternativo personalizzato, la torcia si può montare dal colletto indicato. Questo colletto isolato e la sua spalla sono lavorati in
base alla lettatura del fermo ugello sul corpo della torcia. Usare solo superci di montaggio specicate.
Colletto
Manicotto
Foro di sato
131

SEZIONE 3 INSTALLAZIONE
132

SEZIONE 4 FUNZIONAMENTO
4.0 Uso di un collettore torcia a 5 solenoidi
Il collettore torcia a 5 solenoidi consente una conversione di 1 secondo dal taglio per segnare e tornare al taglio
rispetto a un’attesa di azionamento di 7-10 secondi. L’IFC è inviato congurato per l’uso del collettore torcia solenoide.
ATTENZIONE
ATTENZIONE
Gli antigelo disponibili in commercio provocano un cattivo funzionamento della torcia
Utilizzare un refrigerante specico per torce!
P/N 156F05. Considerata l’elevata conduttività elettrica, per il
rareddamento della torcia NON utilizzare acqua di rubinetto o
antigelo disponibile in commercio. È NECESSARIO un refrigerante
specico per torce. Questo refrigerante protegge anche dal congelamento no a –34°C. L’utilizzo dell’unità senza refrigerante
provoca un danno permanente alla pompa del refrigerante.
Il refrigerante P/N 0558004297 è disponibile per temperature di +12°
F.
L’operazione di segnatura con la torcia PT-24 e l’IFC non utilizza
una valvola in proporzione per regolare la pressione dell’Argon.
Un regolatore esterno per l’erogazione di argon deve essere impostato su 85 PSI (5,6 bar). Vedere i dati sul processo di segnatura
per ulteriori informazioni.
133

SEZIONE 4 FUNZIONAMENTO
4.1 Qualità del taglio
A. Introduzione
Le cause che inuiscono sulla qualità del taglio sono interdipendenti. Il cambiamento di una variabile condiziona
tutte le altre. Determinare una soluzione può essere dicile. La seguente guida ore soluzioni possibili per risultati di taglio indesiderati dierenti. Per iniziare, selezionare la condizione più evidente:
4.2.2 Angolo di taglio, negativo o positivo
4.2.3 Taglio non piano, arrotondato o dentellato
4.2.4 Ruvidità della supercie
4.2.5 Scorie
Solitamente i parametri di taglio raccomandati daranno una qualità di taglio ottimale, occasionalmente le condizioni possono variare in maniera tale che saranno necessarie lievi regolazioni. In tal caso:
Nell’eettuare le correzioni, fare piccole regolazioni graduali.
•
Regolare la tensione dell’arco in incrementi di 5 volt, in più o in meno, così come richiesto.
•
Regolare la velocità del taglio sul 5% o meno, secondo necessità. nché le condizioni non migliorano.
•
B. Angolo di taglio
Angolo di taglio negativo
La dimensione superiore è maggiore di quella inferiore.
Torcia non allineata
•
Materiale storto o deformato
•
Materiali di consumo usurati o danneggiati
•
Stand-o basso (tensione dell’arco)
•
Velocità di taglio lenta (velocità corsa macchina)
•
Prima di tentare di apportare QUALSIASI correzione, controllare
ATTENZIONE
le variabili del taglio con le impostazioni e i codici articolo dei materiali di consumo raccomandati, elencati nei dati del processo.
Residuo
Pezzo
Pezzo
134

SEZIONE 4 FUNZIONAMENTO
Angolo di taglio positivo
La dimensione superiore è minore di quella inferiore.
Torcia non allineata
•
Materiale storto o deformato
•
Materiali di consumo usurati o danneggiati
•
Stand-o alto (tensione dell’arco)
•
Velocità di taglio eccessiva
•
Corrente alta o bassa (vedere i dati del processo per il livello di corrente raccomandato per determinati
•
ugelli).
Pezzo
C. Uniformità del taglio
Parti superiore e inferiore arrotondate. Questa condizione solitamente si verica quando il materiale è
•
spesso non oltre 0,25” (6,4 mm).
Corrente alta per un dato spessore di materiale (vedere Dati del processo per le corrette impostazioni)
•
Residuo
Pezzo
Residuo
Pezzo
135

SEZIONE 4 FUNZIONAMENTO
Bordo superiore dentellato
Stand-o basso (tensione dell’arco)•
Residuo
Pezzo
D. Finitura di supercie
Ruvidità indotta dal processo
La parte anteriore del taglio è molto ruvida. Può essere o non essere limitata a un asse.
Miscela gas di schermatura non corretta (vedere Dati del processo)
•
Materiali di consumo usurati o danneggiat
•
Ruvidità indotta dalla macchina
Può essere dicile distinguere dalla ruvidità indotta dal processo. Spesso limitata solo a un asse. La ruvidità non
è consistente.
Binari, ruote e/o rack/pignone guida sporchi (fare riferimento alla sezione Manutenzione nel manuale
•
d’uso della macchina).
Regolazione ruote carrello
•
Vista dall'alto
Ruvidità
indotta dal
processo
136
o
Faccia del taglio
Ruvidità
indotta dalla
macchina

SEZIONE 4 FUNZIONAMENTO
E. Scorie
Le scorie sono un prodotto del processo di taglio. Si tratta di materiale indesiderabile che rimane attaccato alla
parte. Nella maggior parte dei casi, le scorie possono essere ridotte o eliminate con una impostazione corretta
della torcia e del parametro di taglio. Fare riferimento ai Dati del processo.
Scorie alta velocità
Saldatura o sostituzione di materiale sulla supercie inferiore o lungo il taglio. Dicile da rimuovere. Può richiedere la rettica o la pulizia. Linee sfasate a forma di “S”.
Stand-o alto (tensione dell’arco)
•
Velocità di taglio eccessiva
•
Faccia del taglio
Linee sfasate
Rollover
Vista laterale
Scorie bassa velocità
Forme come globuli in basso lungo il taglio. Si rimuovono facilmente.
Velocità di taglio bassa•
Faccia del taglio
Linee sfalsate
Globuli
Vista laterale
137

SEZIONE 4 FUNZIONAMENTO
Scorie superiori
Appaiono come spruzzi sulla parte alta del materiale. Solitamente si rimuovono facilmente.
Velocità di taglio eccessiva
•
Stand-o alto (tensione dell’arco).
•
Scorie intermittenti
Appaiono in alto o in basso lungo il taglio. Non continue. Possono apparire come un qualunque tipo di scoria.
Possibile usura dei materiali di consumo
•
Altri fattori che incidono sulla produzione di scorie;
Temperatura del materiale
•
Scorie di lavorazione o ruggine gravi
•
Leghe ad alto contenuto di carbonio
•
La velocità del taglio e la tensione dell’arco raccomandate daranno
prestazioni di taglio ottimali nella maggior parte dei casi. Possono
essere necessarie piccole regolazioni graduali dovute alla qualità del
ATTENZIONE
materiale, alla sua temperatura e alla lega specica. L’operatore deve
ricordare che tutte le variabili del taglio sono interdipendenti. Il cambiamento di un’impostazione inuisce su tutte le altre e la qualità del
taglio potrebbe ridursi. Iniziare sempre dalle impostazioni raccomandate.
ATTENZIONE
Vista laterale
Prima di tentare di apportare QUALSIASI correzione, controllare
le variabili del taglio con le impostazioni e i codici articolo dei materiali di consumo raccomandati, elencati nei dati del processo.
138
Splatter
Faccia del taglio

SEZIONE 4 FUNZIONAMENTO
F. Accuratezza dimensionale
In generale, l’uso della velocità inferiore possibile (entro i livelli approvati) ottimizzerà l’accuratezza della parte.
Selezionare i materiali di consumo per consentire una tensione dell’arco e una velocità di taglio inferiore.
4.2 Inuenza dei diversi gas sulla qualità del taglio
A. Introduzione
Non tutti i gas sono idonei per ogni situazione. Determinati gas aiutano nel taglio di determinati materiali e spessori. Di seguito è spiegato perché si selezionano determinati gas e la loro inuenza sulla parte nita. Altre inuenze, quali la tensione dell’arco e il usso/pressione del gas, rientrano nei Dati del processo.
B. Alluminio
Spessore
materiale:
Qualità taglio:
Gas plasma:
Gas di
schermatura:
Discussione:
Tutti gli spessori compresi tra 0,062” e 0,625” (1,6 mm-15,9 mm)
• Faccia del taglio uniforme
• Assenza di scorie
Azoto
Azoto/Metano
La miscela di schermatura è molto importante. Il rapporto ottimale è tra 2 e 3
parti di azoto, e 1 parte di metano. Un rapporto errato ha come conseguenza una
eccessiva quantità di scorie.
NOTA
Fare riferimento ai dati del processo di taglio in questa sezione per le impostazioni di flusso/pressione raccomandate.
139

SEZIONE 4 FUNZIONAMENTO
C. Acciaio al carbonio
Spessore
materiale:
Qualità taglio:
Gas plasma:
Gas di
schermatura:
Discussione:
Spessore
materiale:
Qualità taglio:
Da 26 GA (0,018”) a 10 GA (0,135”) (da 0,5 mm a 3,4 mm)
• Faccia del taglio uniforme
• Assenza di scorie
Ossigeno
Ossigeno/Azoto
Il gas di schermatura normalmente è l’azoto. Una piccola quantità di ossigeno
associato ad azoto può aumentare enormemente la formazione di scorie su
materiali sottili di acciaio al carbonio da 26 GA a 10 GA. Inoltre, uno schermo di solo
ossigeno può consentire risultati accettabili sui materiali più sottili.
Da 26 GA (0,018”) a 10 GA (0,135”) (da 0,5 mm a 3,4 mm)
• Faccia del taglio uniforme
Gas plasma:
Gas di
schermatura:
Discussione:
Ossigeno
Azoto
Il taglio di acciaio al carbonio con ossigeno ha come conseguenza una reazione
esotermica. Questa reazione chimica causa la bruciatura del carbonio nel materiale
in maniera simile a quando si eettua il taglio oxyfuel. Questo più l’energia elettrica
usa livelli di amperaggio inferiori senza sacricare la velocità del taglio.
140

SEZIONE 4 FUNZIONAMENTO
D. Acciaio inox
Spessore
materiale:
Qualità taglio:
Gas plasma:
Gas di
schermatura:
Discussione:
Spessore
materiale:
Qualità taglio:
Da 22 GA (0,028”) a 16 GA (0,062”) (da 0,7 mm a 1,6 mm)
• Angolo del taglio positivo
• Prestazioni scorie eccellenti
• Supercie di taglio brillante
Azoto
Azoto/Metano
A causa delle alte velocità, ci si attende un angolo della faccia del taglio positivo.
Usare un ugello da 70-amp a 50 amp perché più gas possa uscire dall’ugello.
Da 26 GA (0,018”) a 16 GA (0,062”) (da 0,5 mm a 1,6 mm)
• Faccia del taglio scura
• Assenza di scorie
• Ortogonalità del taglio migliorata
Gas plasma:
Gas di
schermatura:
Discussione:
Spessore
materiale:
Qualità taglio:
Gas plasma:
Gas di
schermatura:
Discussione:
Ossigeno
Ossigeno/Azoto
Taglio/velocità inferiori a basso amperaggio producono tagli più quadrati in
materiali sottili.
L’ossigeno consente una tensione dell’arco inferiore, aumentando l’ortogonalità del
taglio. L’ugello “B” si usa a 30 amp
.
Da 0,125” a .625” (da 3,2 mm a 15,9 mm)
• Parte anteriore del taglio scura
• Prestazioni scorie buone
• Angolo di taglio buono
Aria
Aria
Quando sono uguali, i gas di schermatura e del plasma si combinano. Questa
combinazione ha l’eetto di aumentare il usso/pressione del gas di taglio. Questo
aumento di usso/pressione inuenza direttamente l’ortogonalità del taglio.
141

SEZIONE 4 FUNZIONAMENTO
D. Acciaio inox (continua)
Spessore
materiale:
Qualità taglio:
Gas plasma:
Gas di
schermatura:
Discussione:
Spessore
materiale:
Qualità taglio:
Da 0,125” a .625” (da 3,2 mm a 15,9 mm)
• Aspetto del bordo del taglio opaco
• Colore grigio chiaro
• Finitura molto più uniforme
• Possibile lieve aumento nell’angolo di taglio
Aria
Aria/Metano
Troppo metano nella miscela di gas di schermatura può avere come conseguenza una
maggiore formazioni di scorie. Si raccomanda un rapporto 4:1 aria-metano. Poiché il
metano è un gas combustibile, si può vericare un lieve aumento negli angoli di taglio.
Da 0,125” a .625” (da 3,2 mm a 15,9 mm)
• Faccia del taglio scura simile all’aria
• Prestazioni scorie eccellenti
• Angolo di taglio buono
Gas plasma:
Gas di
schermatura:
Discussione:
Spessore
materiale:
Qualità taglio:
Gas plasma:
Gas di
schermatura:
Discussione:
Azoto
Azoto
I gas di schermatura e plasma si combinano, il volume/pressione del gas di
schermatura può condizionare negativamente l’ortogonalità del taglio. Un volume
di schermatura maggiore produce un angolo di taglio negativo. Un volume
inferiore produce un angolo positivo.
Da .187” a .625” (da 4,7 mm a 15,9 mm)
• Parte anteriore del taglio brillante
• Formazione di labbra in basso
• La formazione di scorie può essere estesa e dicile da rimuovere
Azoto/Metano
Aria
Poiché il metano è un gas combustibile, i rapporti usso/pressione possono
condizionare l’angolo di taglio. Flusso/pressione alti hanno come conseguenza un
angolo di taglio negativo, usso/pressione bassi hanno come conseguenza un angolo
di taglio positivo. Il rapporto azoto-metano è di 10-14 parti N2/ 1 parte CH4. Il labbro
formato sulla faccia del taglio in basso è grave, rendendo la combinazione del gas di
schermatura azoto/metano non idonea per alcune applicazioni di parti nite.
142

SEZIONE 4 FUNZIONAMENTO
4.3 Dati relativi al processo
A. Introduzione
Le seguenti informazioni sono il risultato di molte ore di test e costituiscono una guida generale per l’impostazione
e il taglio con un sistema PT-24 Precision Plasmarc®. Nella maggior parte dei casi queste impostazioni forniscono
un taglio di qualità. I dati contengono valori per:
tagliare alluminio, carbonio e acciaio inossidabile
•
tensione arco (stand-o)
•
velocità di taglio
•
corrente (ampere)
•
velocità di usso del gas per tutte le combinazioni gas plasma/schermatura
•
Questi stessi dati sono contenuti nei le SDP (vedere il manuale di controllo per ulteriori informazioni sui le SDP).
Sono inoltre incluse informazioni sui numeri delle parti di materiali di consumo di uso corrente.
143

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Alluminio
15
30
Azoto, N2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Metano, CH4 a 100 PSI/6,9 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21536 (3 fori)
*Ugello,
P/N 21541, “B”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
144
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Alluminio
15
30
Gas Plasma Gas schermatura 1 Gas schermatura 2
N2 N2 CH4
0.062 0.075 0.09 0.125 0.187 0.250
1.6 1.9 2.3 3.2 4.7 6.4
0 0 0 0 0 0
0.2 0.2 0.2 0.2 0.2 0.2
93.1 93.1 93.1 93.1 93.1 93.1
/6.3 /6.3 /6.3 /6.3 /6.3 /6.3
132.0 132.0 132.0 132.0 132.0 132.0
/9.0 /9.0 /9.0 /9.0 /9.0 /9.0
42.9 42.9 42.9 42.9 42.9 42.9
/2.9 /2.9 /2.9 /2.9 /2.9 /2.9
16.5 16.5 16.5 16.5 16.5 16.5
/1.3 /1.3 /1.3 /1.3 /1.3 /1.3
12.3 12.3 12.3 12.3 12.3 12.3
/0.8 /0.8 /0.8 /0.8 /0.8 /0.8
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
150 152 153 165 180 189
0.100 0.100 0.100 0.100 0.100 0.100
2,54 2,54 2,54 2,54 2,54 2,54
0.150 0.150 0.150 0.160 0.220 0.250
6,35 6,35 6,35 4,04 5,59 6,35
0.125 0.130 0.135 0.165 0.220 0.250
3,18 3,30 3,43 4,19 5,59 6,35
150 135 105 78 45 40
3810 3429 2667 1981 1143 1016
145

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Alluminio
28
55
Azoto, N2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Metano, CH4 a 100 PSI/6,9 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21542, “C”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
146
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Alluminio
28
55
Gas Plasma Gas schermatura 1 Gas schermatura 2
N2 N2 CH4
0.062 0.125 0.187 0.250
1,6 3,2 4,7 6,4
0 0 0 0
0.2 0.2 0.2 0.2
64 64 64 64
/4.4 /4.4 /4.4 /4.4
100.3 100.3 100.3 112.3
/6.8 /6.8 /6.8 /6.8
42.9 42.9 42.9 42.9
/2.9 /2.9 /2.9 /2.9
16 16 16 16
/1.1 /1.1 /1.1 /1.1
12.3 12.3 12.3 12.3
/0.8 /0.8 /0.8 /0.8
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
136 139 152 168
100 100 100 100
2,54 2,54 2,54 2,54
.09 .09 .180 .150
2,29 2,29 4,57 3,81
.09 .09 .180 .225
2,29 2,29 4,57 5,72
170 130 78 46
4318 3302 1981 1168
147

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Alluminio
35
70
Azoto, N2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Metano, CH4 a 100 PSI/6,9 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21543, “D”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
148
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Alluminio
35
70
Gas Plasma Gas schermatura 1 Gas schermatura 2
N2 N2 CH4
0.187 0.250 0.375 0.500
4,7 6,4 9,5 12,7
0 0 0.1 0.2
0.2 0.2 0.2 0.2
76.6 76.6 76.6 76.6
/5.2 /5.2 /5.2 /5.2
68.6 108.5 108.5 108.5
/6.8 / 7 / 7 / 7
43.8 43.8 43.8 43.8
/3.0 /3.0 /3.0 /3.0
15.4 15.4 15.4 15.4
/1.0 /1.0 /1.0 /1.0
11.7 11.7 11.7 11.7
/0.8 /0.8 /0.8 /0.8
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
150 157 168 182
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.190 .150 .240 .260
4,83 5,72 6,10 6,60
190 .225 .240 .260
4,83 5,72 6,10 6,60
80 65 55 30
3032 1651 1397 762
149

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Alluminio
50
100
Azoto, N2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Metano, CH4 a 100 PSI/6,9 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21923, “E”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
150
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Alluminio
50
100
Gas Plasma Gas schermatura 1 Gas schermatura 2
N2 N2 CH4
0.250 0.375 0.500 0.625
6,4 9,5 12,7 15,9
0 0 0.1 0.1
0.2 0.2 0.2 0.2
76.4 76.4 76.4 76.4
/5.2 /5.2 /5.2 /5.2
95.6 95.6 95.6 95.6
/6.5 /6.5 /6.5 /6.5
61.5 61.5 61.5 61.5
/4.2 /4.2 /4.2 /4.2
27.3 27.3 27.3 27.3
/1.9 /1.9 /1.9 /1.9
17.9 17.9 17.9 17.9
/1.2 /1.2 /1.2 /1.2
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
155 160 166 174
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.190 .225 .260 .285
4,83 5.72 6,60 7,24
.190 .225 .260 .285
4,83 5,72 6,60 7,24
95 80 65 50
2413 2032 1778 1270
151

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio al carbonio
16
16
Ossigeno, O2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Ossigeno, O2 a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21852 (2 fori)
*Ugello,
P/N 21540, “A”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
152
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio al carbonio
16
16
Gas Plasma Gas schermatura 1 Gas schermatura 2
O2 N2 O2
20 GA 18 GA 16 GA 14 GA 12 GA 10 GA
0,9 1,2 1,6 2,0 2,7 3,4
0 0 0 0.1 0.5 0.5
0.2 0.2 0.2 0.2 0.2 0.2
71.3 71.3 71.3 71.3 71.3 71.3
/4.9 /4.9 /4.9 /4.9 /4.9 /4.9
83.2 83.2 83.2 83.2 83.2 83.2
/5.7 /5.7 /5.7 /5.7 /5.7 /5.7
12.9 12.9 12.9 12.9 12.9 12.9
/0.8 /0.8 /0.8 /0.8 /0.8 /0.8
2.0 2.0 2.0 2.4 2.0 2.4
/0.1 /0.1 /0.1 /0.2 /0.1 /0.2
2.2 2.2 2.4 3.0 2.2 3.0
/0.1 /0.1 /0.2 /0.2 /0.1 /0.2
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
103 105 115 118 116 117
.04 .04 .04 .04 .04 .04
1,02 1,02 1,02 1,02 1,02 1,02
.06 .06 .06 .06 .115 .115
1,52 1,52 1,52 1,52 2,92 2,92
.108 .108 .140 .144 .126 .126
2,74 2,74 3,56 3,66 3,20 3,20
100 85 80 60 50 36
2540 2159 2032 1524 1270 914
153

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio al carbonio
18
35
Ossigeno, O2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Ossigeno, O2 a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21536 (3 fori)
*Ugello,
P/N 21541, “B”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
154
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio al carbonio
18
35
14 GA 0.125 0.135 0.187 0.250
1,9 3,2 3,4 4,7 6,4
86.9 86.9 86.9 86.9 86.9
/5.9 /5.9 /5.9 /5.9 /5.9
102.9 102.9 102.9 102.9 102.9
/7.0 /7.0 /7.0 /7.0 /7.0
46.5 46.5 46.5 46.5 46.5
/3.2 /3.2 /3.2 /3.2 /3.2
0 0 0 0 0
2.5 2.5 2.5 2.5 2.5
/0.1 /0.1 /0.2 /0.2 /0.1
Gas Plasma Gas schermatura 1 Gas schermatura 2
O2 N2 O2
0 0 0 0 0.2
0.2 0.2 0.2 0.2 0.2
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
113 119 120 122 124
.04 .04 .04 .04 .04
1,02 1,02 1,02 1,02 1,02
.103 .113 .118 .118 .130
2,62 2,87 3,00 3,00 3,30
.103 .113 .118 .118 .130
2,62 2,87 3,00 3,00 3,30
80 55 52 40 30
3032 1397 1320 1016 762
155

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio al carbonio
23
45
Ossigeno, O2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Ossigeno, O2 a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21542, “C”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
156
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio al carbonio
23
45
Gas Plasma Gas schermatura 1 Gas schermatura 2
O2 N2 O2
0.125 0.135 0.187 0.250 0.375
3,2 3,4 4,7 6,4 9,5
0 0.3 0.3 0.3 0.4
0.2 0.2 0.2 0.2 0.2
73.8 73.8 73.8 73.8 73.8
/5.0 /5.0 /5.0 /5.0 /5.0
86.2 86.2 86.2 86.2 86.2
/5.9 /5.9 /5.9 /5.9 /5.9
48.1 48.1 48.1 48.1 48.1
/3.3 /3.3 /3.3 /3.3 /3.3
11.2 11.2 11.2 11.2 11.2
/0.8 /0.8 /0.8 /0.8 /0.8
0 0 0 0 0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
108 111 114 121 124
.100 .100 .100 .100 .100
2,54 2,54 2,54 2,54 2,54
.145 .155 .145 .205 .164
3,68 3,94 3,68 5,21 2,41
.145 .155 .145 .205 .164
3,68 3,94 3,68 5,21 2,41
60 50 45 35 20
1524 1270 1143 889 508
157

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio al carbonio
35
70
Ossigeno, O2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Ossigeno, O2 a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21543, “D”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
158
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio al carbonio
35
70
Gas Plasma Gas schermatura 1 Gas schermatura 2
O2 N2 O2
0.187 0.250 0.312 0.375 0.500 0.625
4,7 6,4 7,9 9,5 12,7 12,9
0.3 0.3 0.3 0.4 0.5 0.5
0.2 0.2 0.2 0.2 0.2 0.2
66.7 66.7 66.7 66.7 66.7 66.7
/4.5 /4.5 /4.5 /4.5 /4.5 /4.5
81.6 81.6 81.6 81.6 81.6 81.6
/5.6 /5.6 /5.6 /5.6 /5.6 /5.6
49.1 49.1 49.1 49.1 49.1 49.1
/3.3 /3.3 /3.3 /3.3 /3.3 /3.3
20.6 28.4 20.6 28.4 13.5 13.5
/1.4 /1.9 /1.4 /1.9 /0.9 /0.9
0 0 0 0 0 0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
108 110 114 113 135 140
.100 .100 .100 .100 .100 .100
2,54 2,54 2,54 2,54 2,54 2,54
.140 .140 .165 .160 .275 .315
3,56 3,56 4,19 4,06 6,99 8,00
.140 .140 .165 .160 .275 .315
3,56 3,56 4,19 4,06 6,99 8,00
110 95 70 60 30 25
2794 2413 1778 1524 762 635
159

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio al carbonio
50
100
Ossigeno, O2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Ossigeno, O2 a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21923, “E”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
160
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio al carbonio
50
100
Gas Plasma Gas schermatura 1 Gas schermatura 2
O2 N2 O2
0.312 0.375 0.500 0.625 0.750
7,9 9,5 12,7 12,9 19,1
0.3 0.3 0.4 0.5 0.5
0.2 0.2 0.2 0.2 0.2
77.5 77.5 77.5 77.5 77.5
/5.2 /5.2 /5.2 /5.2 /5.2
89.5 89.5 89.5 89.5 89.5
/6.1 /6.1 /6.1 /6.1 /6.1
60.5 60.5 60.5 60.5 60.5
/4.1 /4.1 /4.1 /4.1 /4.1
26.3 26.3 26.3 26.3 26.3
/1.8 /1.8 /1.8 /1.8 /1.8
0 0 0 0 0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
115 120 132 137 142
.100 .100 .100 .100 .100
2,54 2,54 2,54 2,54 2,54
.175 .190 .280 .290 .320
4,45 4,83 7,11 7,37 8,13
.175 .190 .280 .290 .320
4,45 4,83 7,11 7,37 8,13
90 80 50 30 25
2290 2030 1270 760 630
161

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio inox
15
30
Ossigeno, O2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Ossigeno, O2 a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21536 (3 fori)
*Ugello,
P/N 21541, “B”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
162
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
15
30
Gas Plasma Gas schermatura 1 Gas schermatura 2
O2 N2 O2
26GA 24GA 22GA 18GA 16GA
0,4 0,6 0,7 1,2 1,6
0 0 0 0 0
0,2 0,2 0,2 0,2 0,2
99.8 99.8 99.8 99.8 99.8
/6,3 /6,3 /6,3 /6,3 /6,3
116.8 116.8 116.8 116.8 116.8
/7,9 /7,9 /7,9 /7,9 /7,9
32.7 32.7 32.7 32.7 32.7
/2,2 /2,2 /2,2 /2,9 /2,9
10.3 10.3 10.3 10.3 10.3
/0,7 /0,7 /0,7 /0,7 /0,7
7.1 7.1 7.1 7.1 7.1
/0,5 /0,5 /0,5 /0,5 /0,5
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
105 105 107 109 111
.06 .06 .06 .06 .06
1,52 1,52 1,52 1,52 1,52
.105 .120 .107 .109 .111
2,67 3,05 2,72 2,77 2,82
.105 .120 .107 .109 .111
2,67 3,05 2,72 2,77 2,82
250 200 190 140 100
6350 5080 4826 3556 2540
163
SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Acciaio inox
25
50
Aria a 150 PSI/10,4 Bar
Aria a 150 PSI/10,4 Bar
Gas miscelato di schermatura:
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21542, “C”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
164
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
25
50
Gas Plasma Gas schermatura 1 Gas schermatura 2
Aria Aria
0.125 0.187 0.250 0.375
3,2 4,7 6,4 9,5
0 0 0.1 0.2
0,2 0,2 0,2 0,2
77 77 77 77
/5,2 /5,2 /5,2 /5,2
125.7 125.7 125.7 125.7
/8,5 /8,5 /8,5 /8,5
44.5 44.5 44.5 44.5
/3,0 /3,0 /3,0 /3,0
31.9 31.9 31.9 31.9
/2,2 /2,2 /2,2 /2,2
0 0 0 0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
134 140 145 157
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.145 .165 .160 .220
3,68 4,19 4,06 5,59
.145 .165 .160 .220
3,68 4,19 4,06 5,59
90 60 40 18
2286 1524 1016 457
165

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Acciaio inox
35
70
Aria a 150 PSI/10,4 Bar
Aria a 150 PSI/10,4 Bar
Gas miscelato di schermatura:
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21543, “D”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
166
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
35
70
Gas Plasma Gas schermatura 1 Gas schermatura 2
Aria Aria
0.187 0.250 0.375 0.500
4,7 6,4 9,5 12,7
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
79.1 79.1 79.1 79.1
/5,4 /5,4 /5,4 /5,4
105.5 105.5 105.5 105.5
/7,2 /7,2 /7,2 /7,2
62.6 62.6 62.6 62.6
/4.3 /4.3 /4.3 /4.3
38.3 38.3 38.3 38.3
/2,6 /2,6 /2,6 /2,6
0 0 0 0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
131 152 158 157
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.150 .240 .280 .280
3,81 6,10 7,11 7,11
.150 .240 .280 .280
3,81 6,10 7,11 7,11
100 50 28 20
2540 2270 711 609
167

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Acciaio inox
50
100
Aria a 150 PSI/10,4 Bar
Aria a 150 PSI/10,4 Bar
Gas miscelato di schermatura:
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21923, “E”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
168
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
50
100
Gas Plasma Gas schermatura 1 Gas schermatura 2
Aria Aria
0.250 0.375 0.500 0.625
6,4 9,5 12,7 15,9
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
79.1 79.1 79.1 79.1
/5,4 /5,4 /5,4 /5,4
69.3 69.3 69.3 69.3
/4,7 /4,7 /4,7 /4,7
62 62 62 62
/4,2 /4,2 /4,2 /4,2
37.8 37.8 37.8 37.8
/2,6 /2,6 /2,6 /2,6
0 0 0 0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
129 135 142 150
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.220 .265 .295 .325
5,59 6,73 7,49 8,26
.220 .265 .295 .325
5,59 6,73 7,49 8,26
80 60 35 25
2030 1520 889 635
169

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio inox
35
70
Aria a 150 PSI/10,4 Bar
Aria a 150 PSI/10,4 Bar
Metano, CH4 a 100 PSI/6,9 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21543, “D”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
170
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
35
70
Gas Plasma Gas schermatura 1 Gas schermatura 2
Aria Aria CH4
0.125 0.187 0.250 0.375 0.500
3,2 4,7 6,4 9,5 12,7
0.2 0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2 0.2
80.5 80.5 80.5 80.5 80.5
/5,5 /5,5 /5,5 /5,5 /5,5
111.1 111.1 111.1 111.1 111.1
/7,6 /7,6 /7,6 /7,6 /7,6
61.5 61.5 61.5 61.5 61.5
/4,2 /4,2 /4,2 /4,2 /4,2
40.3 40.3 40.3 40.3 40.3
/2,7 /2,7 /2,7 /2,7 /2,7
26.7 26.7 26.7 26.7 26.7
/1,8 /1,8 /1,8 /1,8 /1,8
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
131 146 154 166 175
.100 .100 .100 .100 .100
2,54 2,54 2,54 2,54 2,54
.115 .170 .210 .230 .275
2,92 4,32 5,33 5,84 6,99
.115 .170 .210 .230 .275
2,92 4,32 5,33 5,84 6,99
120 80 50 30 24
3048 2032 1270 762 609
171
SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio inox
50
100
Aria a 150 PSI/10,4 Bar
Aria a 150 PSI/10,4 Bar
Metano, CH4 a 100 PSI/6,9 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21923, “E”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
172
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
50
100
Gas Plasma Gas schermatura 1 Gas schermatura 2
Aria Aria CH4
0.250 0.375 0.500 0.625
6,4 9,5 12,7 15,9
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
79.1 79.1 79.1 79.1
/5,4 /5,4 /5,4 /5,4
69.3 69.3 69.3 69.3
/4,7 /4,7 /4,7 /4,7
62 62 62 62
/4,2 /4,2 /4,2 /4,2
37.8 37.8 37.8 37.8
/2,6 /2,6 /2,6 /2,6
0 0 0 0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
129 135 142 150
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.220 .265 .295 .325
5,59 6,73 7,49 8,26
.220 .265 .295 .325
5,59 6,73 7,49 8,26
80 60 35 25
2030 1520 889 635
173

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Acciaio inox
25
50
Azoto, N2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Gas miscelato di schermatura:
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21542, “C”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
174
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
25
50
Gas Plasma Gas schermatura 1 Gas schermatura 2
N2 N2
0.125 0.187 0.250 0.375
3,2 4,7 6,4 9,5
0 0 0.1 0.3
0.2 0.2 0.2 0.2
78.5 78.5 78.5 78.5
/5.3 /5.3 /5.3 /5.3
116.4 116.4 116.4 116.4
/2.9 /2.9 /2.9 /2.9
42.4 42.4 42.4 42.4
/2.9 /29 /2.9 /2.9
27.3 27.3 27.3 27.3
/1.9 /1.9 /1.9 /1.9
0 0 0 0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
128 135 144 155
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.05 .09 .130 .180
1,27 2,29 3,30 4,57
.05 .09 .130 .180
1,27 2,29 3,30 4,57
90 60 40 22
2286 1524 1016 558
175

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Acciaio inox
35
70
Azoto, N2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Gas miscelato di schermatura:
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21543, “D”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
176
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
35
70
Gas Plasma Gas schermatura 1 Gas schermatura 2
N2 N2
0.187 0.250 0.375 0.500
4,7 6,4 9,5 12,7
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
81.1 81.1 81.1 81.1
/5.5 /5.5 /5.5 /5.5
107.1 107.1 107.1 107.1
/7.3 /7.3 /7.3 /7.3
61 61 61 61
/4.1 /4.1 /4.1 /4.1
35.1 35.1 35.1 35.1
/2.4 /2.4 /2.4 /2.4
0 0 0 0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
132 150 154 159
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.120 .190 .170 .220
3,05 4,83 4,32 5,59
.120 .190 .170 .220
3,05 4,83 4,32 5,59
75 50 28 24
1905 1270 711 609
177

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Acciaio inox
50
100
Azoto, N2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Gas miscelato di schermatura:
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21923, “E”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
178
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
50
100
Gas Plasma Gas schermatura 1 Gas schermatura 2
N2 N2
0.250 0.375 0.500 0.625
6,4 9,5 12,7 15,9
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
79.1 79.1 79.1 79.1
/5.4 /5.4 /5.4 /5.4
93.1 93.1 93.1 93.1
/6.3 /6.3 /6.3 /6.3
61 61 61 61
/4.1 /4.1 /4.1 /4.1
27.9 27.9 27.9 27.9
/1.9 /1.9 /1.9 /1.9
0 0 0 0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
135 145 153 157
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.180 .235 .250 .272
4,57 5,97 6,35 6,91
.180 .235 .250 .272
4,57 5,97 6,35 6,91
80 60 35 25
2032 1520 889 635
179

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio inox
25
50 - con ugello a 70A
Azoto, N2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Metano, CH4 a 100 PSI/6,9 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21543, “D”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
180
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
25
*50 - con ugello a 70A
Gas Plasma Gas schermatura 1 Gas schermatura 2
N2 N2 CH4
22GA 20GA 18GA 16GA
0,7 0,9 1,2 1,6
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
78.5 78.5 78.5 78.5
/5.3 /5.3 /5.3 /5.3
93.1 93.1 93.1 93.1
/6.3 /6.3 /6.3 /6.3
25.1 25.1 25.1 25.1
/1.7 /1.7 /1.7 /1.7
27.3 27.3 27.3 27.3
/1.9 /1.9 /1.9 /1.9
25.8 25.8 25.8 25.8
/1.7 /1.7 /1.7 /1.7
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
*Taglio da 50 Amp usando ugello da 70 Amp (P/N 21543)
ALTO
130 130 130 130
.06 .06 .06 .100
1,52 1,52 1,52 2,54
.100 .100 .130 .100
2,54 2,54 3,30 2,54
.100 .100 .130 .100
2,54 2,54 3,30 2,54
550 475 350 225
13970 12065 8890 5081
181

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio inox
35
70
Azoto, N2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Metano, CH4 a 100 PSI/6,9 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21543, “D”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
182
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
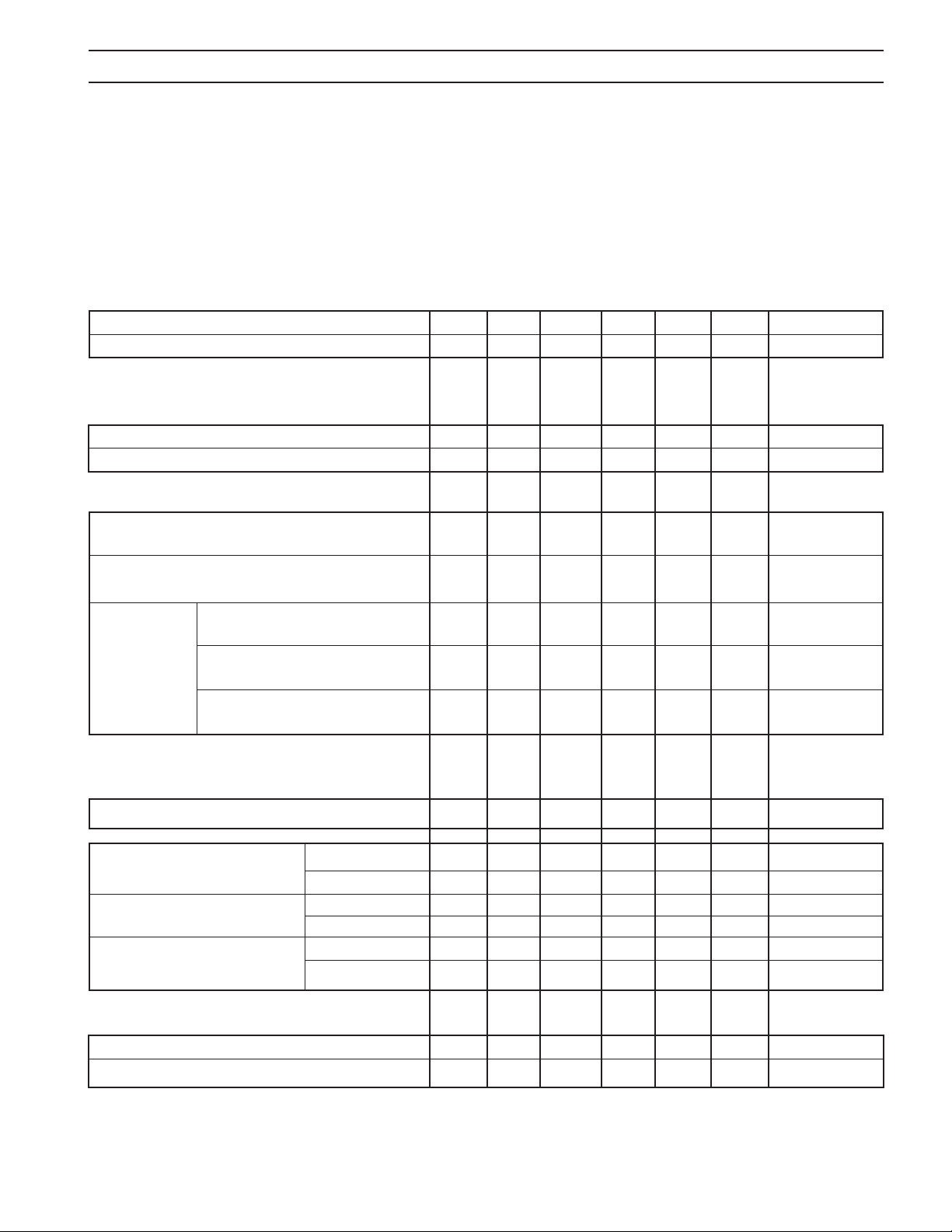
SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
35
70
Gas Plasma Gas schermatura 1 Gas schermatura 2
N2 N2 CH4
0.187 0.250 0.375 0.500
4,7 6,4 9,5 12,7
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
79.6 79.6 79.6 79.6
/5.4 /5.4 /5.4 /5.4
93.6 93.6 93.6 93.6
/6.4 /6.4 /6.4 /6.4
60.5 60.5 60.5 60.5
/4.1 /4.1 /4.1 /4.1
37.6 37.6 37.6 37.6
/2.6 /2.6 /2.6 /2.6
20.7 20.7 20.7 20.7
/1.4 /1.4 /1.4 /1.4
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
136 150 159 162
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.154 .225 .240 .232
3,91 5,72 6,10 5,89
.154 .225 .240 .232
3,91 5,72 6,10 5,89
75 50 28 24
1905 1270 711 609
183

SEZIONE 4 FUNZIONAMENTO
Materiale:
Ampere iniziali:
Ampere finali:
Gas Plasma:
Gas di schermatura:
Gas miscelato di schermatura:
Acciaio inox
50
100
Azoto, N2 a 150 PSI/10,4 Bar
Azoto, N2 a 150 PSI/10,4 Bar
Metano, CH4 a 100 PSI/6,9 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
638797
950714
O-Ring, P/N
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21923, “E”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
98W18
-
-
184
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.

SEZIONE 4 FUNZIONAMENTO
Dati del processo -
Ampere iniziali Ampere finali -
Controllo flusso integrato plasma di precisione
Spessore del materiale
Pollici
mm
Timer
Ritardo foratura (sec.)
Correntre iniziale-finale (sec.)
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
1-avvio - psi/bar
1- taglio - psi/bar
Gas schermatura
2- taglio - psi/bar
Acciaio inox
50
100
Gas Plasma Gas schermatura 1 Gas schermatura 2
N2 N2 CH4
0.250 0.312 0.375 0.500 0.625
6,4 7,9 9,5 12,7 15,9
0.3 0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2 0.2
79.6 79.6 79.6 79.6 79.6
/5.4 /5.4 /5.4 /5.4 /5.4
97.2 97.2 97.2 97.2 97.2
/6.6 /6.6 /6.6 /6.6 /6.6
60.5 60.5 60.5 60.5 60.5
/4.1 /4.1 /4.1 /4.1 /4.1
39.7 39.7 39.7 39.7 39.7
/2.7 /2.7 /2.7 /2.7 /2.7
22.7 22.7 22.7 22.7 22.7
/1.5 /1.5 /1.5 /1.5 /1.5
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
ALTO
138 140 150 162 170
.100 .100 .100 .100 .100
2,54 2,54 2,54 2,54 2,54
.138 .165 .190 .252 .290
3,51 4,19 4,83 6,40 7,37
.138 .165 .190 .252 .290
3,51 4,19 4,83 6,40 7,37
80 70 60 35 25
2032 1778 1524 889 635
185

SEZIONE 4 FUNZIONAMENTO
0.087
0.065
0.060
0.050
0.050
0.050
2.210
1.651
1.524
1.270
1.270
1.270
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.062 0.075 0.090 0.125 0.187 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.575 1.905 2.286 3.175 4.750 6.350
0.093
0.080
0.065
0.060
2.362
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.062 0.125 0.188 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.575 3.175 4.775 6.350
4.4 Valori kerf
Valori kerf alluminio N
Kerf (pollici)
2/N2
/CH4
Alluminio N2/N2/CH4 30 Amperes
Spessore del materiale (mm)
Kerf (mm)
Spessore del materiale (pollici)
Alluminio N2/N2/CH4 50 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
186
Kerf (mm)

SEZIONE 4 FUNZIONAMENTO
0.120
0.100
0.112
0.100
3.048
2.540
2.845
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.187 0.250 0.375 0.500
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
4.750 6.350 9.525 12.700
0.130
0.115
0.105
0.100
3.302
2.921
2.667
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Alluminio N2/N2/CH4 70 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
Alluminio N2/N2/CH4 100 Amperes
Spessore del materiale (mm)
Kerf (mm)
Kerf (pollici)
Spessore del materiale (pollici)
187
Kerf (mm)

SEZIONE 4 FUNZIONAMENTO
0.058
0.044
1.473
1.118
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.048 0.134
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.219 3.404
0.059
0.052
0.046
1.499
1.321
1.168
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.060 0.125 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.524 3.175 6.350
Valori kerf acciaio al carbonio O2/N2/O2
Acciaio al carbonio O2/N2/O2 16 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
Acciaio al carbonio O
Spessore del materiale (mm)
Kerf (pollici)
2/N2/O2
35 Amperes
Kerf (mm)
Kerf (mm)
Spessore del materiale (pollici)
188
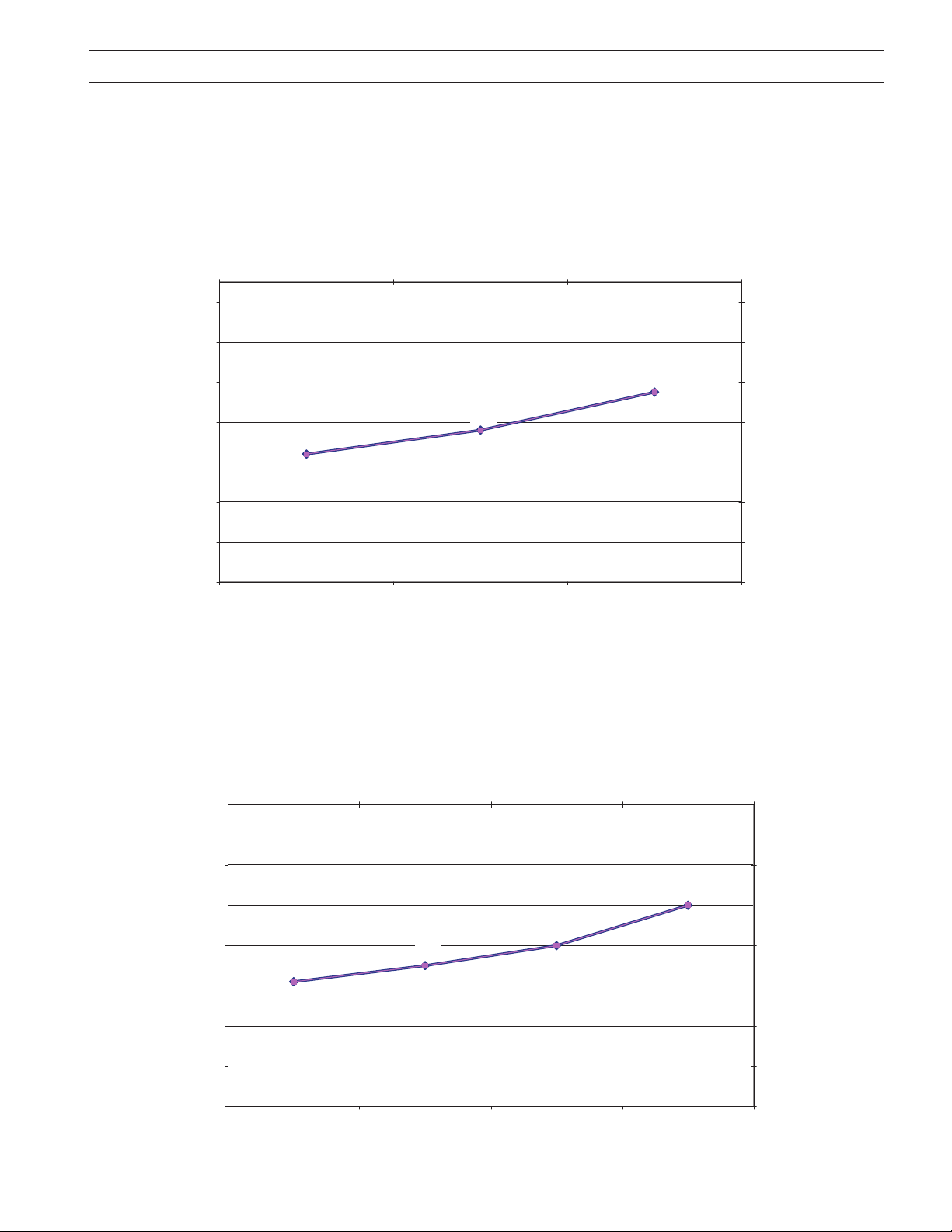
SEZIONE 4 FUNZIONAMENTO
0.095
0.076
0.064
2.413
1.930
1.626
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 6.350 9.525
0.100
0.080
0.070
0.062
2.540
2.032
1.778
1.575
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.135 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.429 6.350 9.525 12.700
Acciaio al carbonio O2/N2/O2 45 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
Acciaio al carbonio O
2/N2/O2
Spessore del materiale (mm)
Kerf (mm)
70 Amperes
Kerf (pollici)
Spessore del materiale (pollici)
189
Kerf (mm)

SEZIONE 4 FUNZIONAMENTO
0.120
0.100
0.092
3.048
2.540
2.337
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.375 0.500 0.750
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
9.525 12.700 19.050
Acciaio al carbonio O2/N2/O2 100 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
Spessore del materiale (mm)
Kerf (mm)
Kerf (pollici)
Spessore del materiale (pollici)
190
Kerf (mm)

SEZIONE 4 FUNZIONAMENTO
0.045
0.035
0.035
0.035
0.035
1.143
0.889
0.889
0.889
0.889
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
26GA 24GA 22GA 18GA 16GA
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
0.457 0.584 0.726 1.207 1.588
Valori kerf acciaio inox O2/N2/O2
Acciaio inox O2/N2/O2 30 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Kerf (mm)
Spessore del materiale (pollici)
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
191
Kerf (mm)

SEZIONE 4 FUNZIONAMENTO
0.115
0.100
0.090
0.080
0.070
2.921
2.540
2.286
2.032
1.778
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.188 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.775 6.350 9.525 12.700
0.140
0.120
0.100
0.090
3.556
3.048
2.540
2.286
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Valori kerf acciaio inox aria/aria/CH4
Acciaio inox aria/aria/CH4 70 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
Acciaio inox aria/aria/CH4 100 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
192
Kerf (mm)
Kerf (mm)

SEZIONE 4 FUNZIONAMENTO
0.115
0.105
0.095
0.080
2.921
2.667
2.413
2.032
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
0.150
0.130
0.110
0.100
3.810
3.302
2.794
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Valori kerf acciaio inox N2/N2/CH4
Acciaio inox N2/N2/CH4 70 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
Acciaio inox N
/CH4 100 Amperes
2/N2
Spessore del materiale (mm)
Kerf (mm)
Kerf (pollici)
Spessore del materiale (pollici)
193
Kerf (mm)

SEZIONE 4 FUNZIONAMENTO
0.080
0.070
0.065
0.060
2.032
1.778
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
0.100
0.090
0.090
0.070
2.540
2.286
2.286
1.778
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
Valori kerf acciaio inox N2/N2
Acciaio inox N2/N2 50 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
Acciaio inox N
70 Amperes
2/N2
Spessore del materiale (mm)
Kerf (mm)
Kerf (pollici)
Spessore del materiale (pollici)
194
Kerf (mm)
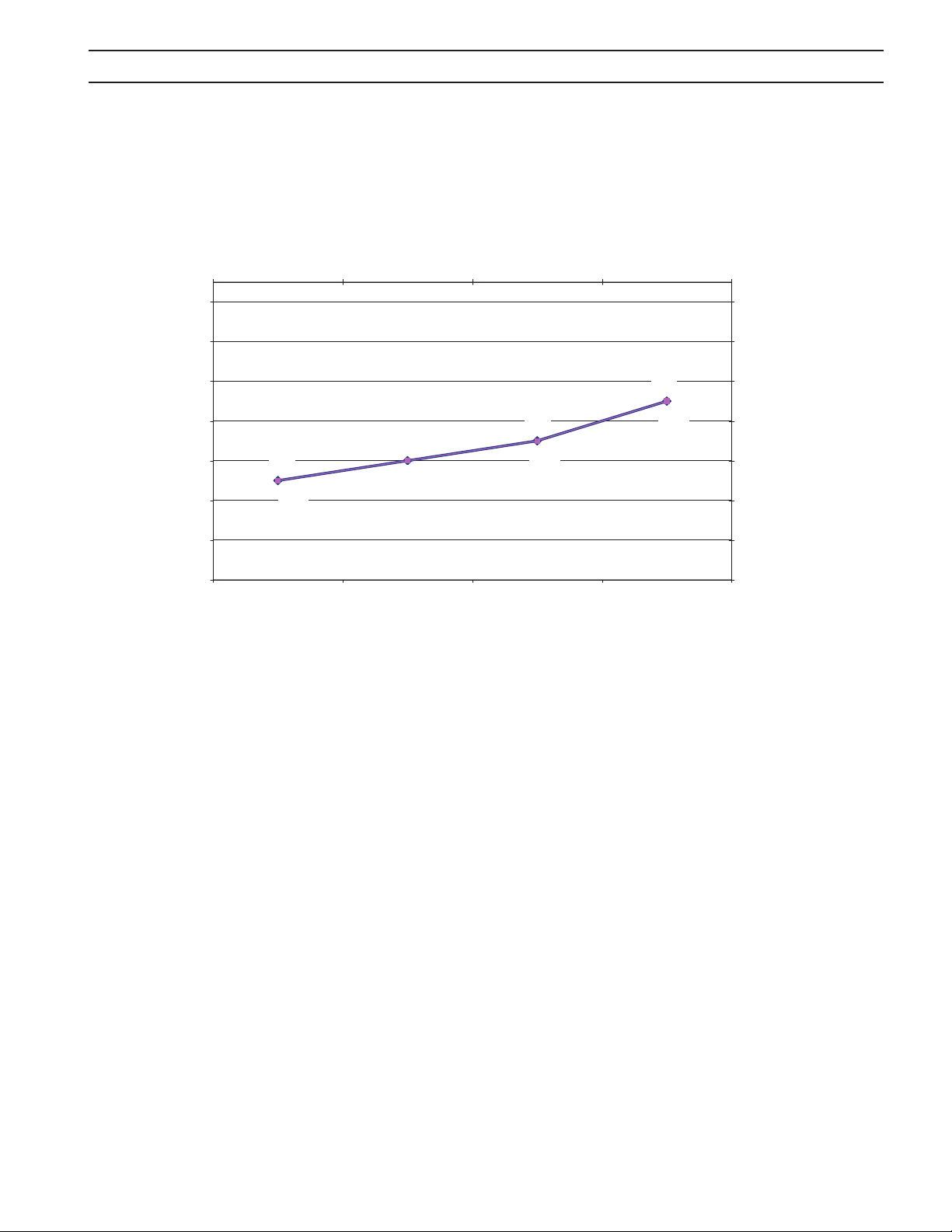
SEZIONE 4 FUNZIONAMENTO
0.140
0.120
0.110
0.100
3.556
3.048
2.794
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Acciaio inox N2/N2 100 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
Spessore del materiale (mm)
Kerf (mm)
Kerf (pollici)
Spessore del materiale (pollici)
195
Kerf (mm)

SEZIONE 4 FUNZIONAMENTO
0.115
0.115
0.110
0.075
2.921
2.921
2.794
1.905
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
0.095
0.080
0.065
0.060
2.413
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
Valori kerf acciaio inox aria/aria
Acciaio inox aria/aria 50 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
Acciaio inox aria/aria 70 Amperes
Spessore del materiale (mm)
Kerf (mm)
Kerf (pollici)
Spessore del materiale (pollici)
196
Kerf (mm)
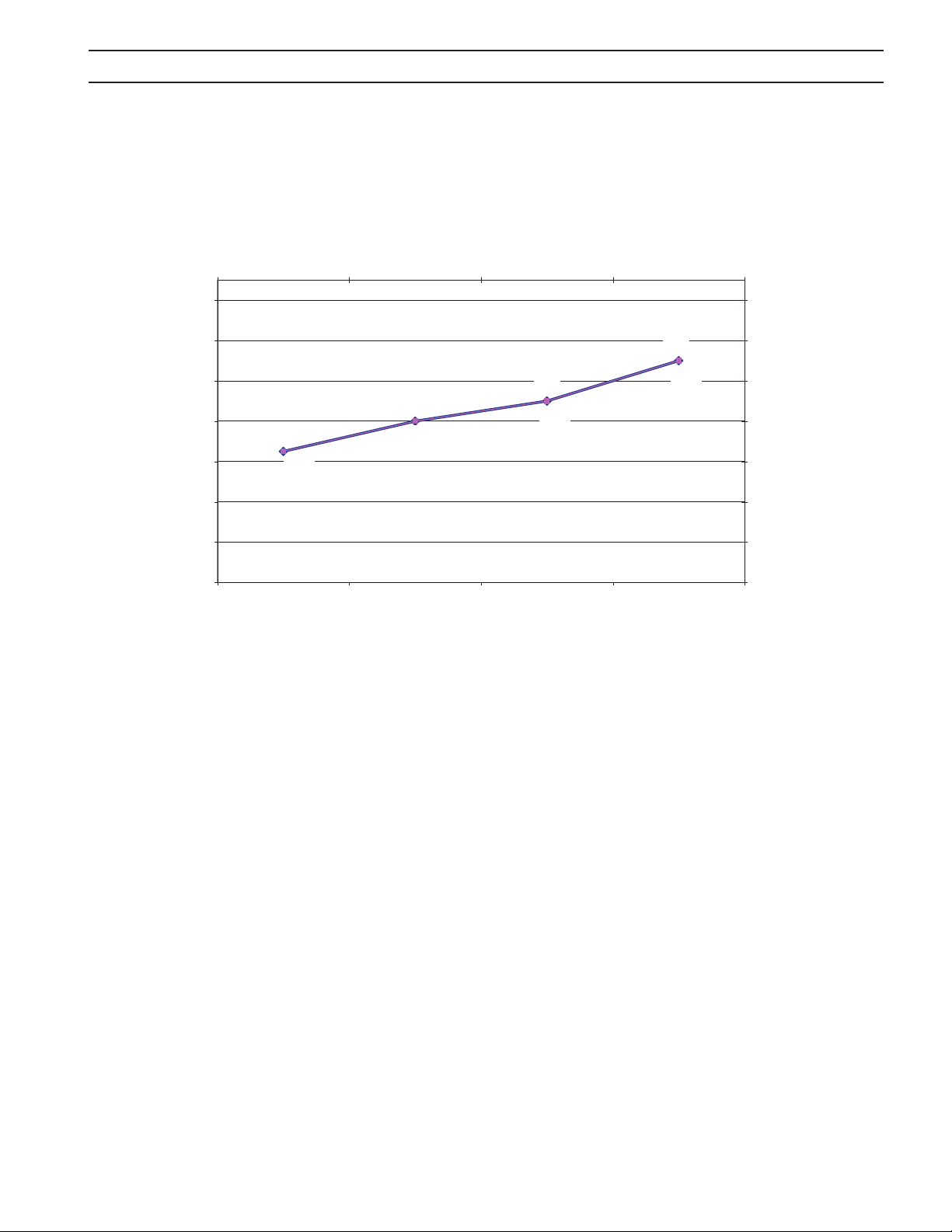
SEZIONE 4 FUNZIONAMENTO
0.115
0.130
0.140
0.160
2.921
3.302
3.556
4.064
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Acciaio inox aria/aria 100 Amperes
Spessore del materiale (mm)
Kerf (pollici)
Spessore del materiale (pollici)
Spessore del materiale (mm)
Kerf (mm)
Kerf (pollici)
Spessore del materiale (pollici)
197
Kerf (mm)
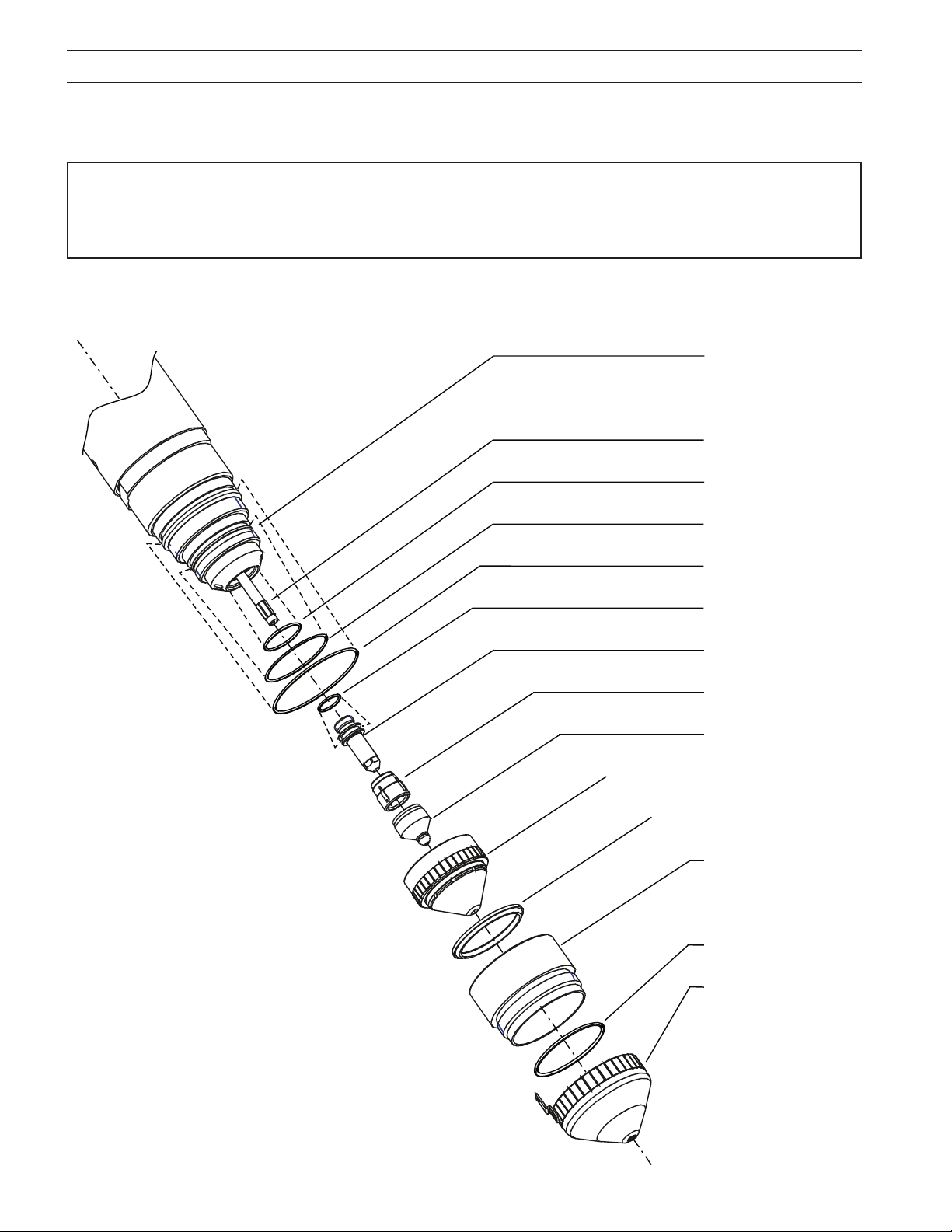
SEZIONE 4 FUNZIONAMENTO
4.5 Contrassegno plasma con plasma precisione e controllo flusso integrato
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
10
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
198
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21536 (3 fori)
*Ugello,
P/N 21541, “B”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-
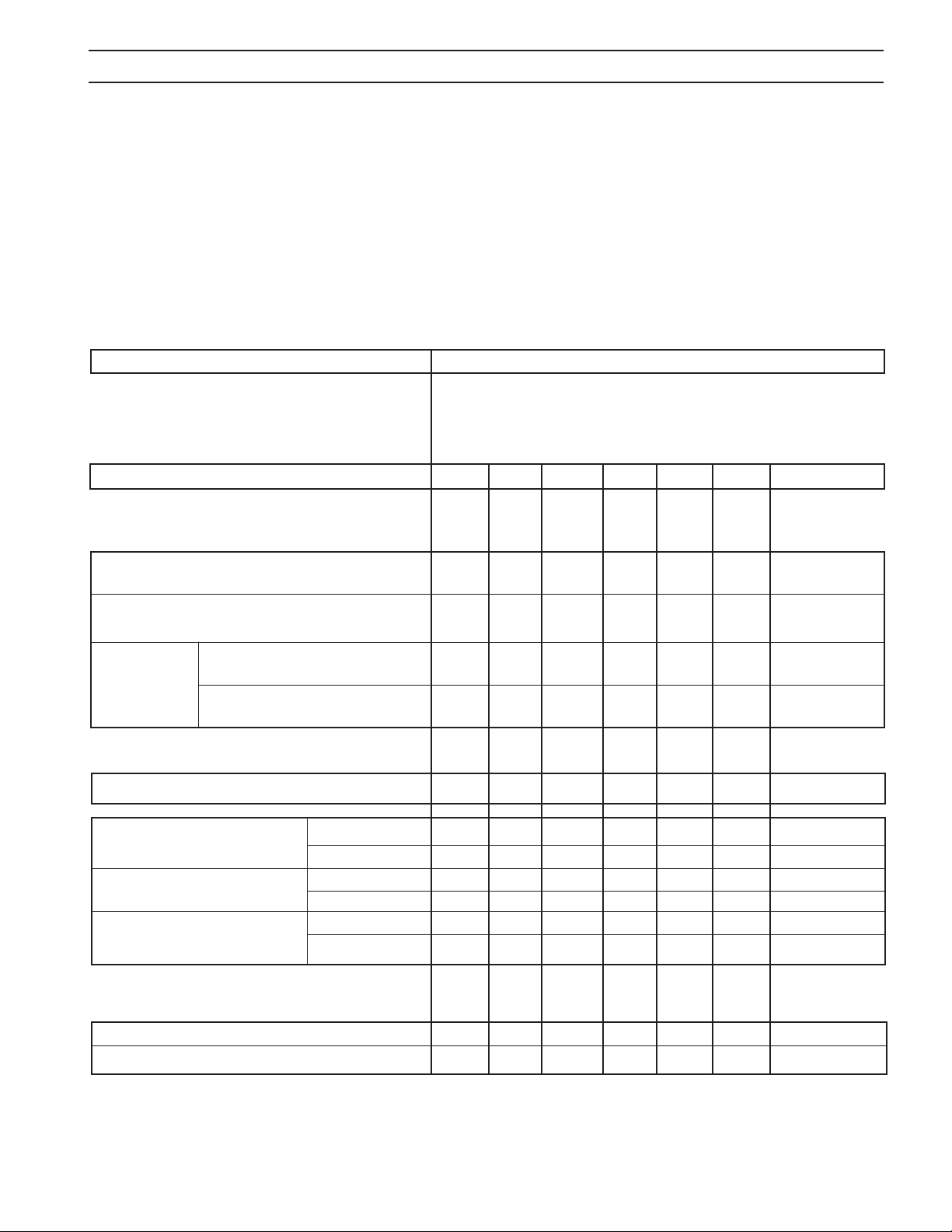
SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
10
Gas Plasma Gas schermatura 1
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Acciaio al carbonio / Acciaio inox
AR Air
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
77
.040
1
.040
1
.040
1
200
5080
199

SEZIONE 4 FUNZIONAMENTO
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
15
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
200
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21536 (3 fori)
P/N 21536 (3 fori)
*Ugello,
P/N 21541, “B”
P/N 21541, “B”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-

SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
Acciaio al carbonio / Acciaio inox
15
Gas Plasma Gas schermatura 1
AR Air
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
BASSO
77
.040
1
.040
1
.040
1
300
7620
201

SEZIONE 4 FUNZIONAMENTO
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
10
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
202
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21542, “C”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-

SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
Acciaio al carbonio / Acciaio inox
10
Gas Plasma Gas schermatura 1
AR Air
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
77
0.100
2.54
0.100
2.54
0.100
2.54
100
2540
203

SEZIONE 4 FUNZIONAMENTO
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
15
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
204
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21542, “C”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-
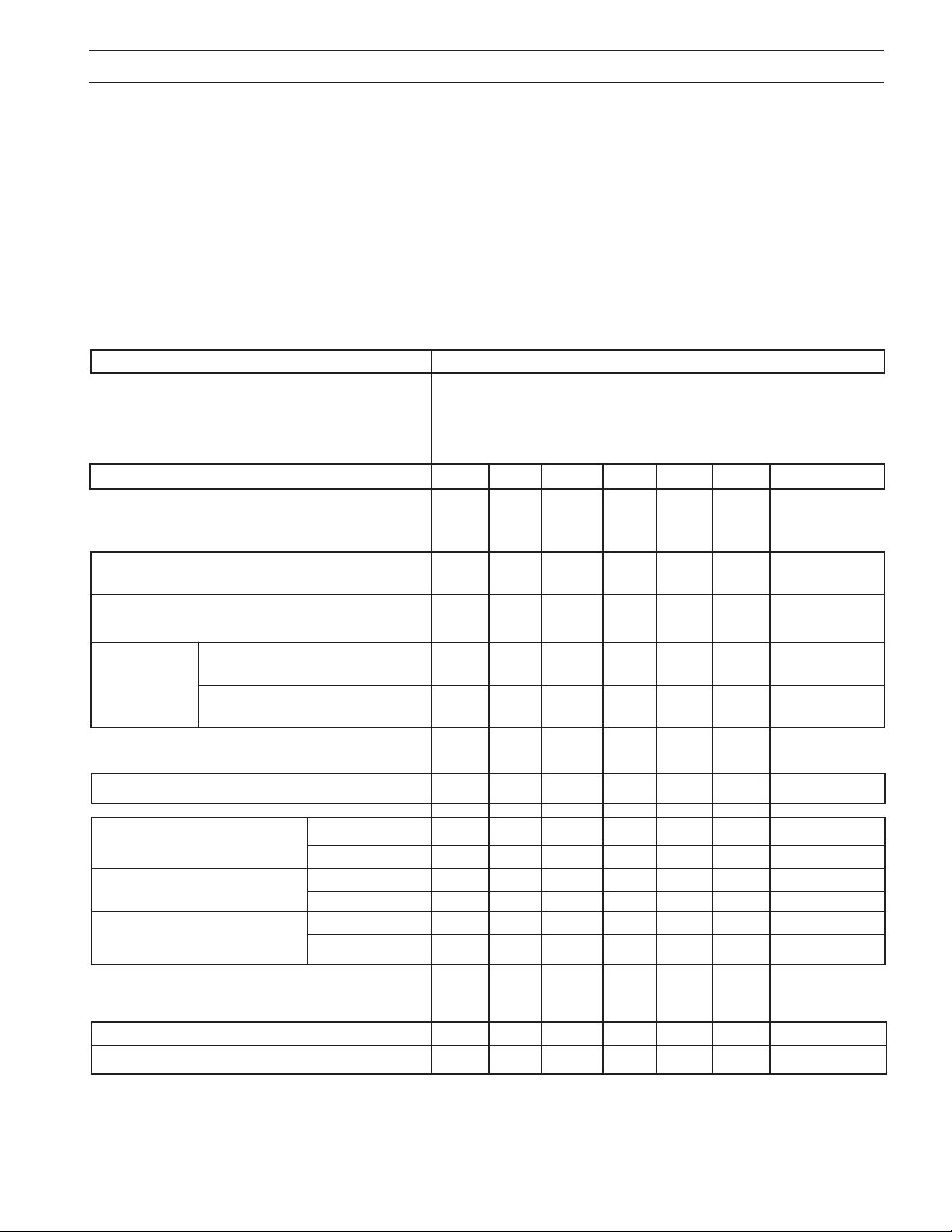
SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
Acciaio al carbonio / Acciaio inox
15
Gas Plasma Gas schermatura 1
AR Air
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
77
0.100
2.54
0.100
2.54
0.100
2.54
200
5080
205

SEZIONE 4 FUNZIONAMENTO
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
15
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
206
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21542, “C”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-

SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
Acciaio al carbonio / Acciaio inox
15
Gas Plasma Gas schermatura 1
AR Air
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
77
0.100
2.54
0.100
2.54
0.100
2.54
300
7620
207

SEZIONE 4 FUNZIONAMENTO
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
10
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
208
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21543, “D”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-

SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
Acciaio al carbonio / Acciaio inox
10
Gas Plasma Gas schermatura 1
AR Air
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
77
0.100
2.54
0.100
2.54
0.100
2.54
100
2540
209

SEZIONE 4 FUNZIONAMENTO
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
20
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
210
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21543, “D”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-

SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
20
Gas Plasma Gas schermatura 1
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Acciaio al carbonio / Acciaio inox
AR Air
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
77
0.100
2.54
0.100
2.54
0.100
2.54
200
5080
211

SEZIONE 4 FUNZIONAMENTO
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
30
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
212
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21543, “D”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-

SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
30
Gas Plasma Gas schermatura 1
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Acciaio al carbonio / Acciaio inox
AR Air
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
77
0.100
2.54
0.100
2.54
0.100
2.54
500
12700
213

SEZIONE 4 FUNZIONAMENTO
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
10
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
214
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21923, “E”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-
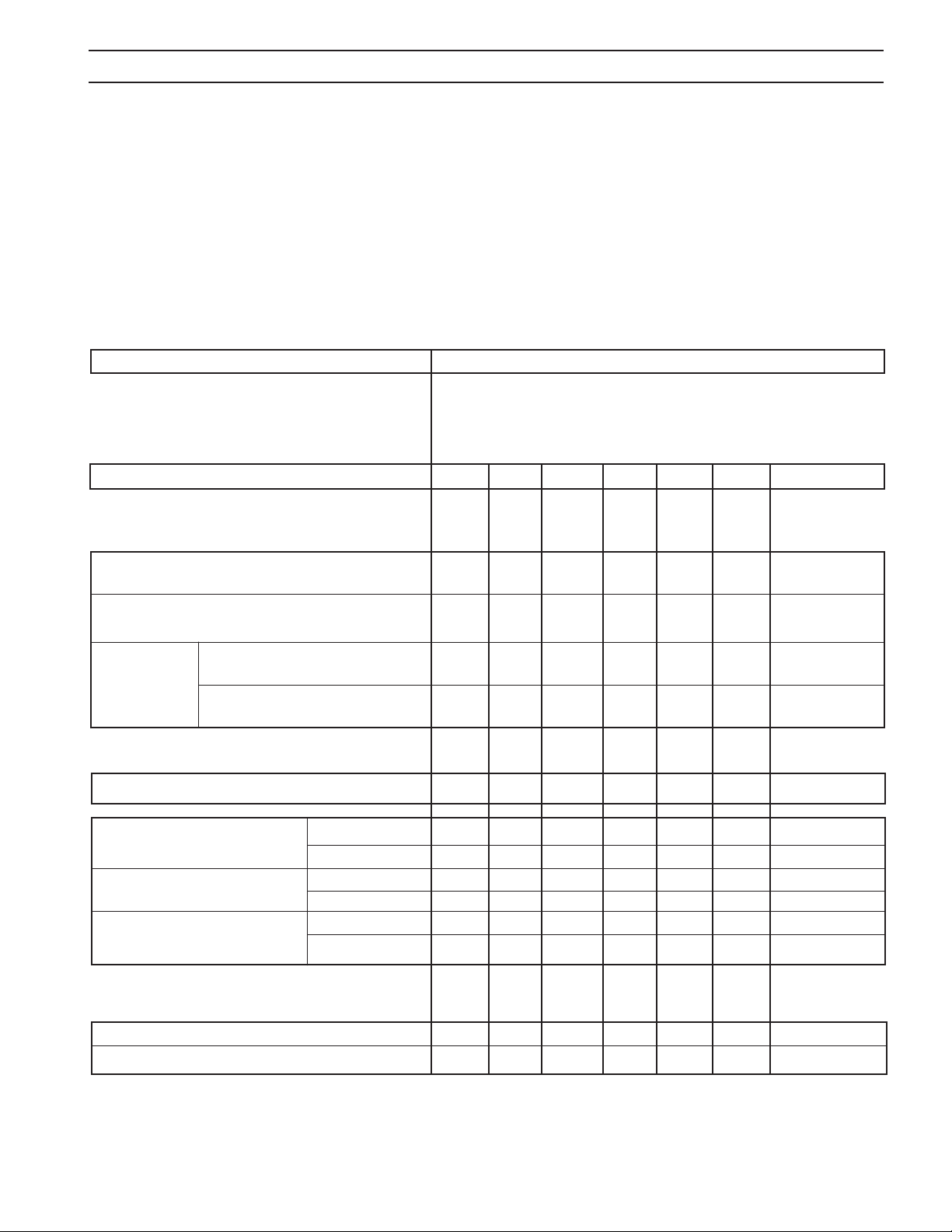
SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
10
Gas Plasma Gas schermatura 1
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Acciaio al carbonio / Acciaio inox
AR Air
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
77
0.100
2.54
0.100
2.54
0.100
2.54
100
2540
215

SEZIONE 4 FUNZIONAMENTO
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
30
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
216
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21923, “E”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-

SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
30
Gas Plasma Gas schermatura 1
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Acciaio al carbonio / Acciaio inox
AR Air
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
77
0.100
2.54
0.100
2.54
0.100
2.54
300
7620
217

SEZIONE 4 FUNZIONAMENTO
Materiale:
Amperes:
Gas Plasma:
Gas di schermatura:
Acciaio al carbonio / Acciaio inox
30
Argon, Ar a 150 PSI /10,4 Bar
Aria a 150 PSI/10,4 Bar
Torcia PT-24 con controllo flusso integrato
Corpo torcia,
P/N 21758
Deflettore acqua,
P/N 21725
O-Ring, P/N
O-Ring, P/N 86W62
O-Ring, P/N
O-Ring, P/N
638797
950714
98W18
218
Elettrodo, P/N 21539
*Deflettore turbolenze,
P/N 21692 (4 fori)
*Ugello,
P/N 21923, “E”
Fermo/diffusore ugello, P/N 22007
Isolatore protezione,
22010
P/N
Fermo schermo isola
tore con o-ring,
21712
P/N
O-ring - fermo scher
mo, (riferimento)
P/N 996528
Protezione con fermo,
P/N 22531
*Il diffusore e l’ugello
sono le sole due parti
sostituibili dell’estremità
anteriore dalla torcia il cui
amperaggio può variare.
-
-

SEZIONE 4 FUNZIONAMENTO
Dati di elaborazione contrassegno plasma -
Controllo flusso integrato plasma di precisione
Amperes -
Spessore del materiale
Tutti gli spessori
Timer
Ritardo foratura (sec.) 0
Parametri di impostazione
Gas plasmogeno plasma 1- psi/bar
Gas di taglio plasma 1- psi/bar
SG1-Avvio - psi/bar
Gas
schermatura
SG1- Taglio - psi/bar
30
Gas Plasma Gas schermatura 1
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Acciaio al carbonio / Acciaio inox
AR Air
Tensione arco (standoff)
Alt. iniziale Pollici
mm
Alt. foratura Pollici
mm
Alt. taglio Pollici
mm
Velocità corsa
IPM
MM/MIN
Note:
Arco pilota –
BASSO
77
0.100
2.54
0.100
2.54
0.100
2.54
500
12700
219

SEZIONE 4 FUNZIONAMENTO
Il gruppo schermo isolato (0558005309) può essere utilizzato in luogo
di questi quattro articoli singolarmente. Migliora la qualità del taglio
e produce angoli di taglio più costanti. All’atto dell’installazione accertarsi di aver rimosso TUTTi i quattro articoli del gruppo originale
– specialmente Isolatore diusore schermo
Isolatore schermo diusore (22010)
Sostegno schermo isolatore (21712)
O-ring (996528)
Schermo diusore (22531)
220
 Loading...
Loading...