


DE
PROWELDER
Programmierungshandbuch
Valid for program version 2.80B0457 706 175 DE 050420

1 EINLEITUNG 4.......................................................
1.1 Arbeitsweise der Steuereinheit 4..............................................
1.2 Sektoren 4.................................................................
1.3 Anzeigefenster und Tasten 5..................................................
2 SCHWEISSP ARAMETER 9............................................
2.1 Schweißstrom 9............................................................
2.2 Gas 10.....................................................................
2.3 Drahtvorschubgeschwindigkeit 10..............................................
2.4 Vorwärmzeit 11..............................................................
2.5 Drehgeschwindigkeit 1 1......................................................
3 START UND STOPP 11................................................
3.1 Start 11.....................................................................
3.2 Stopp 11....................................................................
3.3 Neustart 12..................................................................
4 IN GANG SETZEN 12..................................................
4.1 Allgemein 12................................................................
4.2 Werkzeugscode anzeigen 12..................................................
4.3 Einen eigenen Werkzeugscode definieren 13.....................................
4.4 Sprache wechseln 18.........................................................
5 PROGRAMMREDIGIERUNG 19........................................
5.1 Parameterwert eingeben 19...................................................
5.2 Parameterwert steigern/vermindern 19..........................................
5.3 Einen neuen Sektor schaffen 19................................................
5.4 Schaltpunkt eines Sektors ändern 20...........................................
5.5 Einen Transportsektor schaffen 20..............................................
5.6 Ausgangsstellung finden 21....................................................
5.7 Eine Rampe eingeben 21......................................................
5.8 Versetzung innerhalb eines Programms 22......................................
5.9 In einem Programm löschen 22................................................
5.10 Schweißdaten während der Schweißung ändern 23...............................
5.11 Steuereinheit nullstellen 24....................................................
6 PROGRAMMIERBEISPIELE 25.........................................
6.1 Beispiel 1a 25...............................................................
6.2 Beispiel 1b 28...............................................................
6.3 Beispiel 1c 30................................................................
6.4 Beispiel 1d 32...............................................................
6.5 Beispiel 1e 35...............................................................
7 BIBLIOTHEK 38......................................................
7.1 Programm speichern 38.......................................................
7.2 Programm aufrufen 38........................................................
7.3 Werkzeugscode anzeigen 39..................................................
7.4 Programm löschen 39........................................................
8 MANUELLE LAGE 40.................................................
8.1 Verwendungsbereich 40.......................................................
8.2 Editierung 40................................................................
9 PC--KARTE 42........................................................
9.1 Verwendungsbereich 42.......................................................
9.2 Installation 42................................................................
9.3 Programm aufrufen 42........................................................
9.4 Programm speichern 43.......................................................
9.5 Programm löschen 44........................................................
9.6 PC--Karte herausnehmen 44...................................................
Änderungen vorbehalten.
TOCg
-- 2 --

10 FEHLERCODES 44....................................................
10.1 Fehlerhantierung 44..........................................................
10.2 Fehleditierungscodes 50......................................................
11 AKTUELLE PARAMETERWERTE ANZEIGEN 51.........................
1 1.1 Verwendungsbereich 51.......................................................
1 1.2 Aktuelle Parameterwerte anzeigen 51...........................................
12 PROGRAMM--UPGRADING 52.........................................
12.1 Verwendungsbereich 52.......................................................
12.2 Menü--Erklärung 52...........................................................
12.3 Upgrading. 52...............................................................
12.4 Wenn Upgrading der Einheiten in der Stromquelle mißlingt 54......................
12.5 Wenn Upgrading der Steuereinheiten mißlingt 55.................................
13 SOFTWARENSPERRE 56..............................................
13.1 Allgemein 56................................................................
13.2 Steuereinheit sperren 56......................................................
13.3 Steuereinheit -- Sperre öffnen 57...............................................
13.4 Code ändern 57..............................................................
13.5 Code vergessen? 58..........................................................
13.6 Grenzwerte anzeigen 58......................................................
14 NOTIZBUCH 60.......................................................
14.1 Verwendungsbereich 60.......................................................
14.2 Daten einschreiben 60........................................................
14.3 Beispiel 2a 61...............................................................
15 HANDSCHWEISSEN 66................................................
15.1 Verwendungsbereich 66.......................................................
15.2 Schweißprogramm ausarbeiten 67..............................................
15.3 Beispiel 3a 67...............................................................
15.4 Schweißen 71...............................................................
16 ANHANG 71..........................................................
16.1 Werkzeugscodes 71..........................................................
16.2 Symbole 72.................................................................
16.3 Einstellbereich der Schweißparameter 72........................................
17 MENüSTRUKTUR 73..................................................
18 FACHAUSDRÜCKE 74.................................................
19 PROGRAMMIERUNGSNOTIZEN 75.....................................
BESTELLNUMMER 79...................................................
Änderungen vorbehalten.
TOCg
-- 3 --

DE
1EINLEITUNG
1.1 Arbeitsweise der Steuereinheit
Die Steuereinheit besteht aus vier Einheiten: Arbeitsbereich, Bibliothek,
Notizbuch und Zusatzfunktionen.
S Im Arbeitsbereich werden die Schweißprogramme geschaffen.
S In der Bibliothek werden die Schweißprogramme gespeichert.
Es ist immer der Inhalt im Arbeitsbereich, der den Schweißvorgang steuert.
Deshalb ist es auch möglich ein Schweißprogramm von der Bibliothek zum
Arbeitbeitsbereich aufzurufen.
S Im Notizbuch können eigene Notizen über gewisse Schweißparameter
eingeführt werden.
S In den Zusatzfunktionen kann man:
S Sprache ändern
S Evtl. befindliche Fehlermeldungen lesen
S Aktuelle Parameterwerte anzeigen
S Programme aktualisieren
S Software sperren
1.2 Sektoren
Ein Rohrschweißprogramm kann in verschiedenen Teilen, Sektoren, eingeteilt
werden. Jeder Sektor entspricht dabei einem gewissen Teil des Rohr--Umkreises.
Die maximale Anzahl Sektoren in einem Programm ist 100.
Sektor 4
Sektor 3
Einem Sektor kann ein eigener Satz verschiedener Schweißparameterwerte
zugeteilt werden, wie z.B. für Strom, Drehgeschwindigkeit, Drahtvorschub, etc. Es ist
also möglich, die Schweißung verschiedener Teile der Rohrfuge mit unterschiedlichen Schweißparametereinstellungen für den jeweiligen Sektor durchzuführen.
Die Einteilung in Sektoren erfolgt, indem verschiedene Schaltpunkte an dem
Umkreis des Rohres entlang angezeigt werden. Jeder Schaltpunkt wird dabei der
Startpunkt eines neuen Sektors. In der Figur unten ist der Schaltpunkt 0,000 der
Startpunkt für Sektor 1, Schaltpunkt 0 ,250 der Startpunkt für Sektor 2, u.s.w.
Sektor 1
Sektor 2
dpa8d1ga
Schaltpunkte 0.000
Sektor 4
Sektor 3
Schaltpunkte 0.500
Sektor 1
Schaltpunkte 0.250Schaltpunkte 0.750
Sektor 2
-- 4 --

DE
LTS erlaubt, daß 10 Raupen in derselben Fuge geschweißt werden. Das
Schweißwerkzeug kann also zehnmal um das Rohr herum gedreht werden.
Die Schaltpunkte in der vorherigen Figur fangen alle mit der g an zen Zahl 0 an. Das
bedeutet, daß diese Schaltpunkte mit Umdrehung 1 zusammengehören. Die
Schaltpunkte einer evtl. zweiten Umdrehung fangen immer mit der ganzen Zahl 1
an, etc.
S Umdrehung 1 = Schaltpunkte 0,000 -- 0,999
S Umdrehung 2 = Schaltpunkte 1,000 -- 1,999
S Umdrehung 3 = Schaltpunkte 2,000 -- 2,999
S Umdrehung 4 = Schaltpunkte 3,000 -- 3,999
S Umdrehung 5 = Schaltpunkte 4,000 -- 4,999
S Umdrehung 6 = Schaltpunkte 5,000 -- 5,999
S Umdrehung 7 = Schaltpunkte 6,000 -- 6,999
S Umdrehung 8 = Schaltpunkte 7,000 -- 7,999
S Umdrehung 9 = Schaltpunkte 8,000 -- 8,999
S Umdrehung 10 = Schaltpunkte 9,000 -- 9,999
Um ein Schweißprogramm zu beenden, muß ein Endsekto r angezeigt werden.
Ein Sektor wird für Endsektor gehalten, wenn folgende zwei Bedingungen erfüllt
sind:
S Kein Sektor folgt.
S Der Schweißstromwert des Sektors = 0 Ampere.
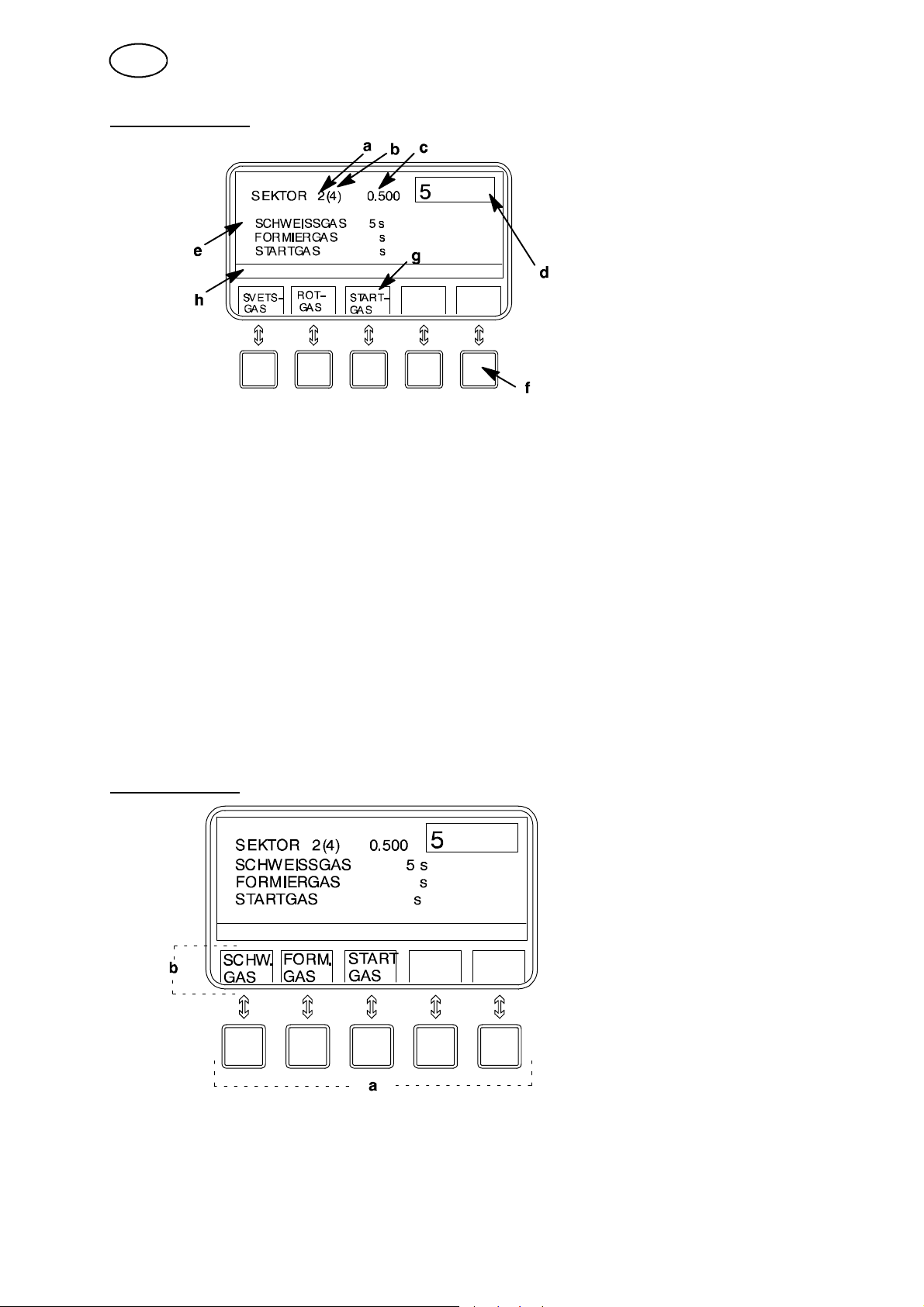
1.3 Anzeigefenster und Tasten
A Anzeigefenster, B Weiche Tasten, C Funktionstasten
dpa8d1ga
-- 5 --
DE
Anzeigefenster
Folgende Informationen werden im Anzeigefenster gezeigt:
a Der Programmsektor, in dem man sich befindet.
b Die Anzahl Sektoren des aktuellen Programms.
c Der Schaltpunkt des Sektors (in diesem Fall Sektor 2).
d Das Ziffernfeld zeigt den eingegebenen Wert an, sowie verschiedene
Symbole. Für weitere Informationen, siehe Seite 72.
e Zeigt an, daß der Wert von einem vorherigen Sektor geliehen wurde
(in diesem F all von Sektor 1).
g Textfenster (5 Stk.). Hier werden die F unktionen der sogenannten
weichen Tasten (f) beschrieben.
h Meldungszeile. Hier wird der aktuelle Zustand beschrieben.
SCHWEISSEN= Schweißsequenz im Gang
ENDE = Schweißsequenz völlig ausgeführt.
TRANSPORT = Versetzung ohne Schweißung.
STOP = Schweißsequenz durch Betätigung der Stopptaste
unterbrochen.
Weiche T
asten
Mit den weichen Tasten (a) werden die Funktionen aktiviert, die mit dem jeweiligen
Anzeigefenster verbunden sind (in diesem Fall dem Fenster für den GAS--Parameter). Die Bedeutung wird in den Textfenstern (b) angezeigt. Abhängig von dem
gewählten Fenster können bis zu fünf weichen Tasten aktiviert werden.
dpa8d1ga
-- 6 --

DE
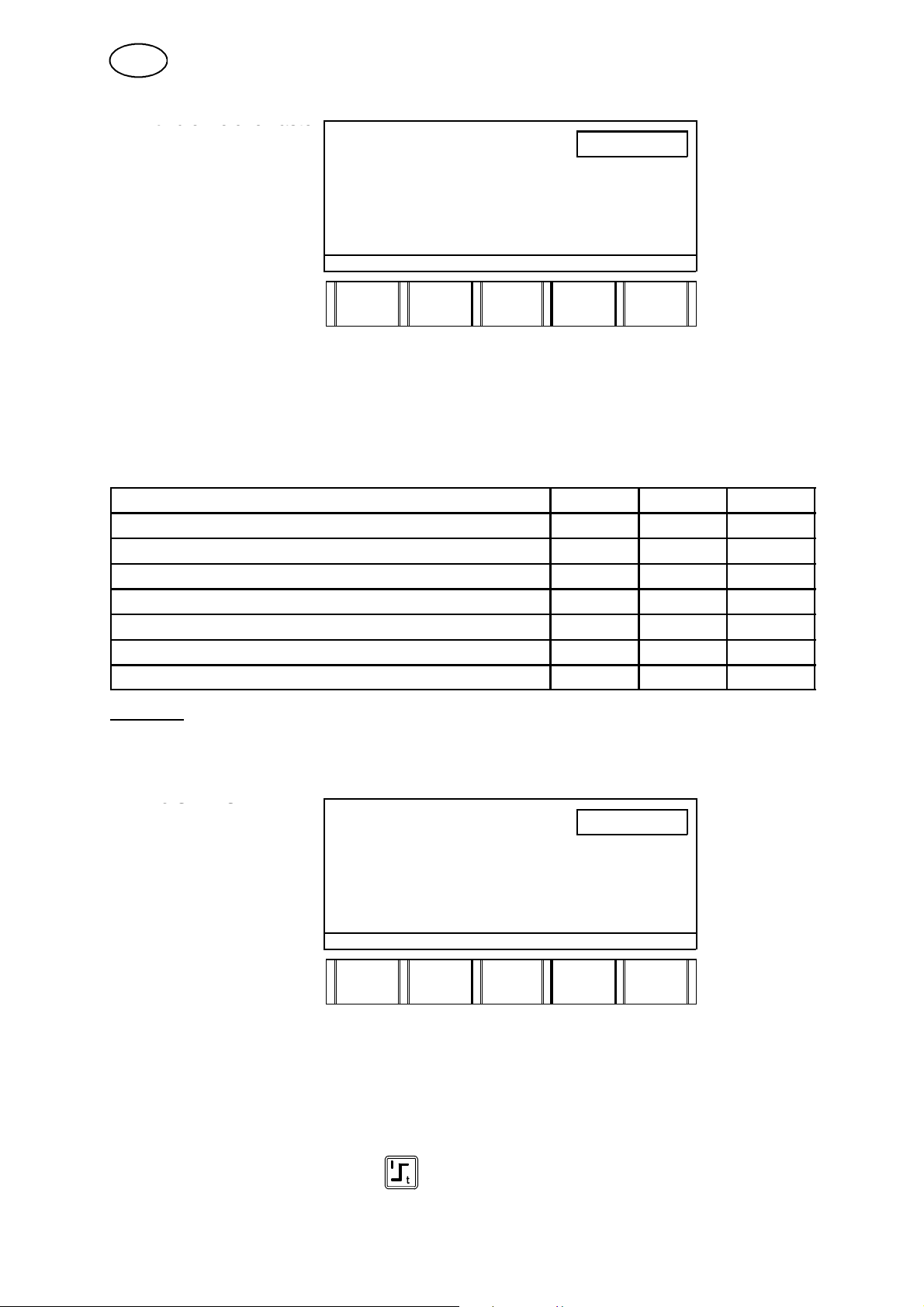
Funktionstasten
Parametertasten
Die Schweißparameter sind in fem verschiedene Gruppen eingeteilt. Jede Gruppe
wird durch eine gewöhnliche Taste und einen Satz weicher Tasten repräsentiert.
Schweißstrom Gas
Drehgeschwindigkeit Drahtvorschubgeschwindigkeit
Vorwärmzeit
SHIFT--Taste
Zum Wechseln der Bedeutung einer anderen Taste.
PLUS/MINUS--Tasten
Zur Steigerung/Verminderung eines eingestellten Wertes.
Ziffertasten
Zum Einschreiben der Ziffern 0-- 9 und Dezimalkomma.
Übrige Tasten
RAMPE (Anstieg/Abfall)
Kommt zur Anwendung, wenn man einem Parameter eine Rampenfunktion
hinzufügen will. Wird im Fenster mit diesem Symbol angezeigt, .
Unter Rampe versteht sich eine stufenweise erfolgende Änderung eines
eingestellten Wertes.
Anstieg = stufenweise Steigerung
Abfall = stufenweise Verminderung
Den folgenden Parametern können eine Rampenfunktion zugeteilt werden:
dpa8d1ga
-- 7 --

DE
Strom (gilt sowohl Puls-- als Grundstrom wenn Pulsstrom angewendet wird)
Drehung, Drahtvorschubgeschwindigkeit, .
Eine Rampe kann zeitgesteuert sein, indem angezeigt wird, daß sie eine bestimmte
Anzahl Sekunden dauern soll. Eine Rampe kann auch sekto rgesteuert sein (eine
sogenannte Sektorrampe), indem angezeigt wird, zwischen welchen zwei
Schaltpunkten die Rampe eingelegt werden soll.
SEKTOR
Kommt bei der Angabe eines Schaltpunkts in einem Programm zur Anwendung,
sowie wenn man zu einem angezeigten Sektor gehen will.
SCHRITT
Kommt zur Anwendung, wenn man das Programm stufenweise durchgehen will.
LÖSCHEN
Zum Löschen eines ganzen Programms, oder Teilen eines Programms im
Arbeitsbereich, oder nur der Ziffern im Fenster.
MANUELLE LAGE
Kommt bei der Einstellung der Elektrode vor Schweißen zur Anwendung, sowie beim
Funktionsversuch des Programms im Arbeitsbereich.
SPEICHER (Bibliothek)
Kommt beim Eintritt in die Bibliothek und Austritt aus der Bibliothek zur Anwendung,
sowie wenn man ein Programm von der Bibliothek in den Arbeitsbereich aufrufen
oder speichern will.
ZUSATZFUNKTIONEN
Kommt beim Eintritt in die Zusatzfunktionen (Sprachwahl, Fehlanzeige,
Parameterwert--Anzeige und Programm--Upgrading) zur Anwendung.
NÄCHST
Diese Taste kommt nicht zur Anwendung.
NOTIZBUCH
Zum Einschreiben von Kommentaren über eine Schweißsequenz.
WERKZEUGSCODE
Kommt zur Anwendung, wenn man den Code des angeschlossenen Werkzeuges
sehen will.
NEUSTART
Kommt beim Neustart einer Schweißsequenz zur Anwendung.
SEKTORRAMPE
Kommt bei der Schaffung einer Sektorrampe zur Anwendung.
dpa8d1ga
-- 8 --

DE
DIREKTSTOPP
Aktivierung dieser Taste führt unmittelbar zum Stopp der Schweißsequenz. Die
Gasnachströmung geschieht gemäß der Information des Endsektors.
START
Kommt beim Start einer Schweißsequenz zur Anwendung.
STOPP
Kommt beim Stopp einer Schweißsequenz zur Anwendung. Die Schweißsequenz
wird gemäß den Einstellungen des Endsektors beendet.
2 SCHWEISSPARAMETER
Einstellbereiche der Schweißparameter sind dem Anhang auf Seite 72 zu
entnehmen.
2.1 Schweißstrom
In der Parametergruppe für Schweißstrom sind vier Parameter repräsentiert:
S PULSSTROM
S GRUNDSTROM
S PULSZEIT (1 s)
S GRUNDZEIT (1 s)
Die Werte in Klammern sind voreingestellt.
Pulszeit
Grundzeit
Pulsstrom
Grundstrom
Der Schweißstrom kann entweder pulsierend oder konstant (nicht pulsierend) sein.
Wenn man mit Pulsstrom Schweißen will, muß allen vier Parameter einen Wert
zugeteilt werden. Beim Schweißen mit Konstantstrom dagegen, braucht nur der
Parameter Pulsstrom eingestellt zu werden.
Wenn auch der Grundstrom eingestellt wird, erhält man einen Pulsstrom mit
voreingestellter Puls-- und Grundstromzeit. Die Puls-- und Grundstromzeiten
können nachgestellt werden.
dpa8d1ga
-- 9 --

DE
2.2 Gas
In der Parametergruppe für Schutzgas sind drei Parameter repräsentiert:
S SCHWEISSGAS
S FORMIERGAS
S STARTGAS
Unter Schweißgas versteht sich das Schutzgas auf der Oberseite der Schweißfuge.
Mit dem Schweißgasparameter wird die Z eit der Gasströmung auf der Oberseite der
Fuge vor bzw. nach dem Schweißen eingestellt.
Es gibt voreingestellte Werte für das Schweißgas. Wenn keine anderen Werte
eingegeben werden, hat die Vor--/Nachströmung von Schweißgas beim Start
folgende Werte:
S Schweißgasvorströmung = 2 s
S Schweißgasnachströmung = 4 s
Unter Formiergas versteht sich das Schutzgas auf der Unterseite der Schweißfuge.
Mit dem Formiergasparameter wird die Zeit der Gasströmung auf der Unterseite der
Fuge vor, bzw. nach dem Schweißen eingestellt.
Einige Schutzgase, wie z.B. Helium (He), können Schwierigkeiten bei der
Lichtbogenzündung verursachen. Wenn ein Schutzgas dieser Art als Schweißgas
angewendet wird, könnte es ratsam sein, im Startmoment ein Gas anderer Mischung
anzuwenden, ein sogenanntes Startgas.
Wenn ein Wert sowohl für Schweißgas als Startgas in Sektor 1 angezeigt wird, dann
wird nur das Startgas strömen. Das Schweißgas strömt, sobald der Lichtbogen
gezündet ist.
2.3 Drahtvorschubgeschwindigkeit
Diese Taste wird bei der Anzeige der Vorschubgeschwindigkeit des Zusatzdrahts
angewendet (in cm/min).
Die Geschwindigkeit kann entweder pulsierend oder konstant (nicht pulsierend) sein.
In der Parametergruppe für Drahtvorschubgeschwindigkeit sind zwei Parameter
repräsentiert:
S PULS DRAHT
S GRUND DRAHT
Beim Schweißen mit konstantem (nicht pulsierendem) Drahtvorschub, soll nur der
Parameter Grunddraht eingestellt werden.
Beim Schweißen mit pulsierendem Drahtvorschub dagegen, müssen beide
Parameter eingestellt werden.
Beim Schweißen mit pulsierendem Drahtvorschub wird der Drahtvorschub
automatisch mit dem Schweißstrom synchronisiert, damit die Drahtvorschubgeschwindigkeit bei Pulsstrom hoch und bei Grundstrom niedrig ist.
dpa8d1ga
-- 1 0 --

DE
2.4 Vorwärmzeit
Diese Funktion kommt zur Anwendung, wenn man vor dem Schweißen den
Startpunkt am Arbeitsstück anwärmt, um einen korrekten Einbrand der Schmelze zu
erzielen. Die Vorwärmzeit ist wie die Zeit zwischen der Lichtbogenzündung und dem
Beginn der Drehbewegung definiert. Wenn kein Wert für Vorwärmung eingegeben
wird, fängt die Drehung gleichzeitig mit der Lichtbogenzündung an.
Achtung! In der Parametergruppe für Schweißstrom kann eine Sektorrampe in
einem Startsektor nicht angezeigt werden, wenn Vorwärmung gewählt wurde.
2.5 Drehgeschwindigkeit
Diese Taste wird zur Anzeigung der Drehgeschwindigkeit der Elektrode um das
Werkstück herum angewendet. Die Geschwindigkeit wird in Promille (Tausendstel)
der maximalen Drehgeschwindigkeit des angewendeten Werkzeugs angezeigt.
Die Drehgeschwindigkeit kann, ebenso wie der Schweißstrom und die
Drahtvorschubgeschwindigkeit, pulsierend oder konstant (nicht pulsierend) sein.
In der Parametergruppe für Drehgeschwindigkeit sind vier Parameter repräsentiert:
S DREHUNG VORWÄRTS
S DREHUNG RÜCKWÄRTS
S PULS DREHUNG VORWÄRTS
S PULS DREHUNG RÜCKWÄRTS
Pulsierende Drehung wird automatisch mit dem Schweißstrom synchronisiert, so
daß das Schweißwerkzeug bei Spitzenstrom stehenbleibt und bei Grundstrom
rotiert.
3 START UND STOPP
3.1 Start
Die Schweißung wird gestartet, indem die START --Taste betätigt wird.
Ein Schweißprogramm kann nicht gestartet werden, wenn ein anderer
Werkzeugscode angezeigt wird als der, der mit dem aktuellen Programm verbunden
ist.
3.2 Stopp
Ein mit der STOPP--Taste befohlener Schweißstopp hat zur Folge, daß das
Programm zum folgenden Endsektor springt, ungeachtet in welchem Sektor es sich
im Moment befindet. Die Schweißung wird gem. den Einstellungen des Endsektors
beendet.
dpa8d1ga
-- 1 1 --

DE
Ein mit der DIREKTSTOPP--Taste befohlener Schweißstopp hat zur Folge, daß
die Schweißung unmittelbar aufhört. Die Gasnachströmung geschieht nach der
Einstellung im Endsektor.
3.3 Neustart
Neustart der Schweißung wird durch Betätigung der SHIFT-- und START --Tasten
ausgeführt.
Ungeachtet ob der Schweißstopp mit der STOPP--Taste oder der
DIREKTSTOPP--Taste ausgeführt wurde, werden die Startparameter des
unmittelbar vorgehenden Startsektors beim Neustart angewendet. Das Programm
geht danach von der Programmposition weiter, wo die Unterbrechung ausgeführt
wurde.
4 IN GANG SETZEN
4.1 Allgemein
Einige der Faktoren, die den Schweißverlauf steuern, sind für jedes Werkzeug
speziefisch, z.B. die Drehgeschwindigkeit. Jedes Schweißprogramm m uß deshalb
mit einem Werkzeugscode verbunden sein, der sich auf das Werkzeug bezieht, für
welches das Programm geschrieben wurde.
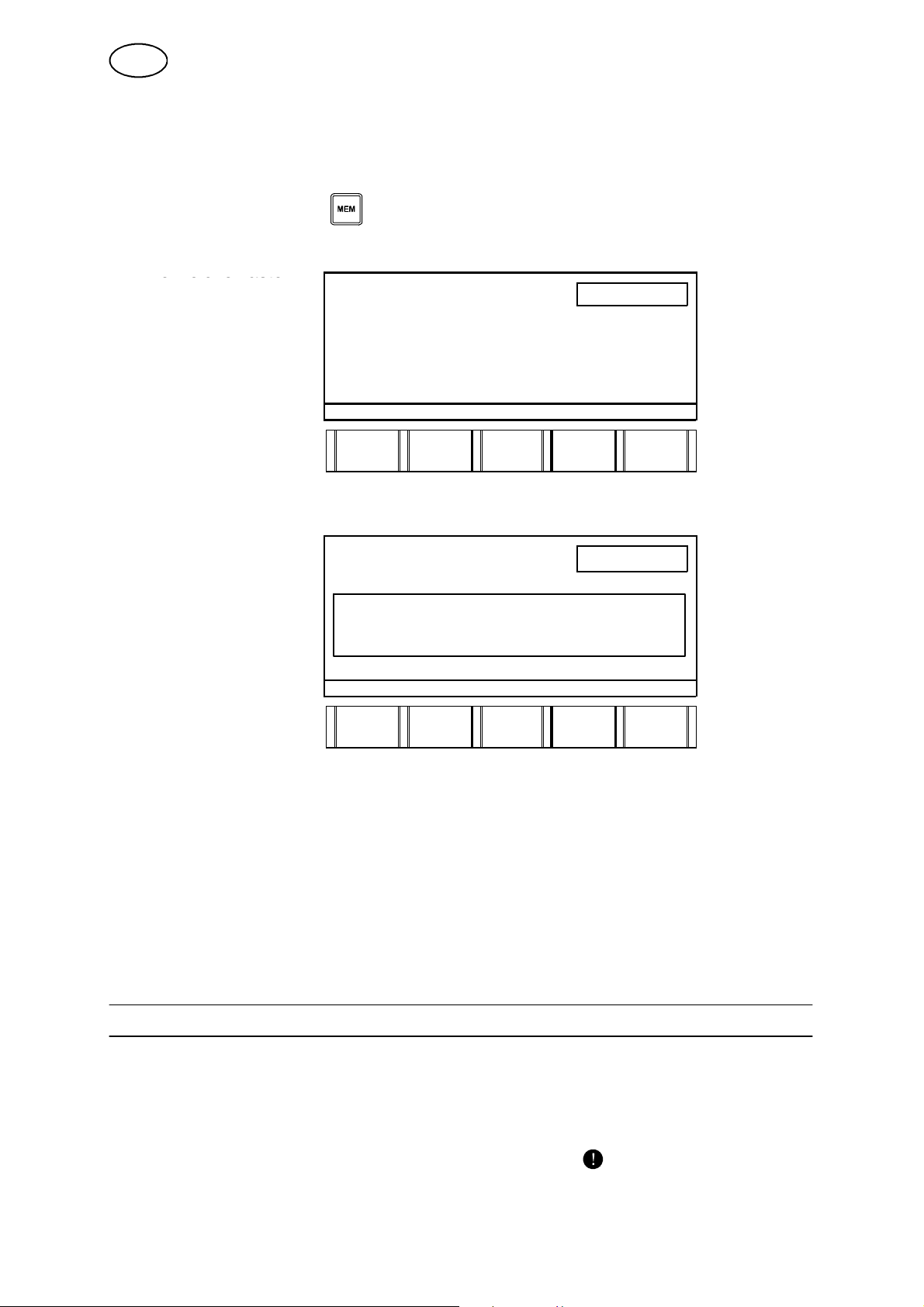
4.2 Werkzeugscode anzeigen
S Den Netzschalter an der Stromquelle auf 1 stellen.
S Folgendes Anzeigefenster wird gezeigt:
ANGESCHL. WZG:
PRB "
PRH
PRD
POC 12--60 mm
WIG HANDBRENNER
A25
NÄCHST
ENTER
Beispiel: WerkzeugPRB 33--90 ist angeschlossen.
S Mit dem Cursor zur Zeile PRB mit Hilfe der weichen Taste Nächst gehen. Das
gewünschte Werkzeug wählen und auf Enter drücken.
Ein Fenster mit den verfügbaren Werkzeugsgröβen wird gezeigt.
S Mit dem Markör zu der Gröβe des angeschlossenen Werkzeugs (in diesem
Beispiel 33 --90 mm) mit Hilfe der weichen Taste Nächst gehen und auf Enter
drücken.
dpa8d1ga
-- 1 2 --

Aufdi
udeeceast
e
o
gra
ösche
WZG.FEHLEER
Programlösche
n
DE
ANGESCHL. WZG:
PRB " 8--17 mm
PRH 17-- 49 mm
PRD 33-- 90 mm
POC 12--60 mm 60-- 170 mm
WIG HANDBRENNER
A25
NÄCHST
ENDE ENTER
Ergebnis: Der neue Werkzeugscode ist anerkannt und der folgende Text wird
angezeigt: ANGESCHLOSSENES WERKZEUG: PRB 33--90 mm.
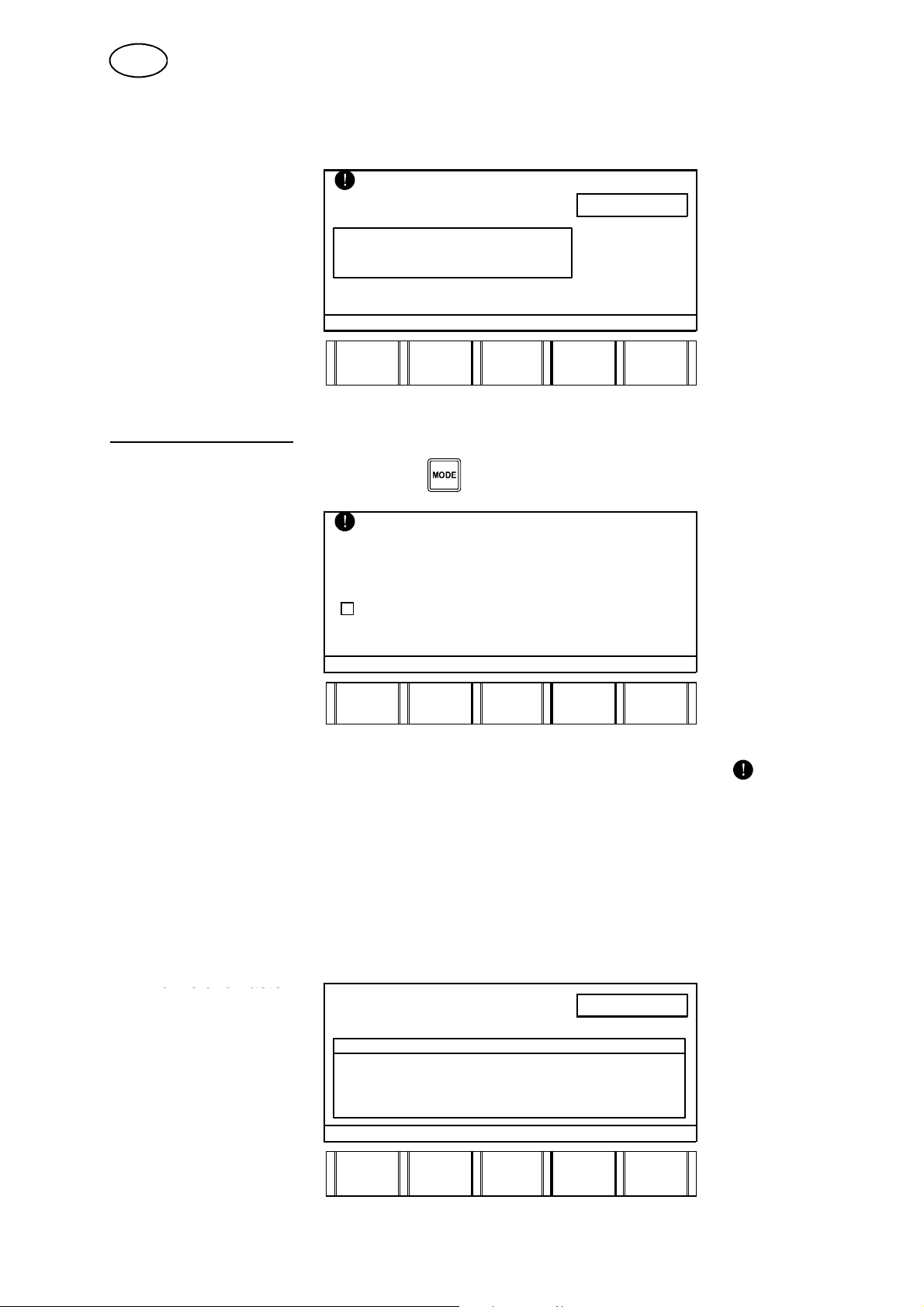
Achtung! Wenn ein Programm mit einem anderen Werkzeugscode im
Arbeitsbereich schon gespeichert ist, muß dieses Programm gelöscht werden.
(Wenn Sie das im Arbeitsbereich schon vorhandene (Wenn man das Programm
behalten will, muß man es in der Bibliothek speichern, indem die Taste MEM
eingedrückt wird.)
Folgende Information wird im Fenster angezeigt:
S
befindliches
Pr
drücken.
eweicheTaste
ml
n
ACHTUNG !
PROG. NR 1
PROGR. FÜR: PRB 17-- 49 mm
ANGESCHL. WZG.: PRB 33-- 90 mm
PROG.
LÖSCH.
Ergebnis: Der neue Werkzeugscode ist anerkannt und der folgende Text wird im
Fenster angezeigt: ANGESCHLOSSENES WERKZEUG: PRB 33--90 mm.
Erscheint hinter PROG. NR: _ keine Zahlenangabe, wurde kein Schweißprogramm
aus der Bibliothek aufgerufen.
ACHTUNG! Durch das Ändern von Schweißdaten im Arbeitsbereich stimmen das
Schweißprogramm und das aus der Bibliothek aufgerufene Programm nicht mehr
überein. Um die vorgenommenen Änderungen beizubehalten, speichern Sie diese
als neues Schweißprogramm in der Bibliothek.
4.3 Einen eigenen Werkzeugscode definieren
Bei der Definition eines eigenen Werkzeugscodes kann es erforderlich sein, einige
der folgenden Parameterfaktoren zu berechnen:
DREHLÄNGE, Beispiel A auf Seite 16.
SKALENFAKTOR, Beispiel B auf Seite 16.
dpa8d1ga
-- 1 3 --

setdrücke
n
DE
PENDELLÄNGE, Beispiel D auf Seite NO TAG.
SKALENFAKTOR DRAHTVORSCHUB, Beispiel E auf Seite 17.
SKALENFAKTOR PENDLUNG, Beispiel F auf Seite NO TAG.
Achtung! Die Werte, die unter eigendefinierte Werkzeugscodes angezeigt wurden,
sind immer noch vorhanden, wenn ein Standard --Werkzeugscode gewählt wird.
Voreingestellte Werte
Parameterfaktor PRD A25 PRB, PRC
Drehlänge 55350 55350 55350
Skalenfaktor Drehung 846024 960000 678000
Frequenzteiler nein ja nein
Skalenfaktor Draht--vorschub 120700 230826 230826
S Netzspannungsschalter an der Stromquelle auf 1 stellen.
Beispiel A: PRD 160
Dieses Fenster wird dabei gezeigt:
ANGESCHL. WERKZEUG
PRB
PRH
PRD "
POC 12--60 mm
WIG HANDBRENNER
A25
NÄCHST
ENTER
S Mit Hilfe der weichen Taste nächst auf die Zeile PRD gehen und auf enter
drücken.
Dieses Fenster wird dabei gezeigt:
S Auf die weiche Taste
ANGESCHL. WERKZEUG
.
PRB
PRH
PRD " CUSTOMIZED
POC 60--170 mm
WIG HANDBRENNER
A25
SET ENDE ENTER
-- 1 4 --
dpa8d1ga

weicheTasteente
r
enterdrücke
n
Aufdi
udeeceast
e
WZG.FEHLEER
Programmlöschen
DE
Dieses Fenster wird dabei gezeigt:
S Zweimal auf die
drücken.
INSERT PARAMETERS
DEFAULT PRD A 25 PRB
ROT. LENGTH 55350
SCALING FACTOR DREH. 678000
#
NÄCHST ENDE ENTER
Ergebnis: PRD wird markiert.
S Drehlänge und Skalenfaktor eingeben. Für entsprechende Werte, siehe
Gebrauchsanweisung 0440 100 xxx für PRD 160.
S Auf die weiche Taste Ende drücken.
Dieses Fenster wird dabei gezeigt:
S Auf die weiche Taste
ANGESCHL. WERKZEUG:
.
PRB
PRH
PRD " CUSTOMIZED
POC 60--170 mm
WIG HANDBRENNER
A25
SET ENDE ENTER
Ergebnis: Der neue Werkzeugscode wurde akzeptiert und der Text ANGESCHLOSSENES WERKZEUG: PRD wird angezeigt.
Achtung! Wenn ein Programm mit einem anderen Werkzeugscode im
Arbeitsbereich schon vorhanden ist, muß dieses Programm gelöscht werden. Wenn
man das Programm behalten will, muß man es in der Bibliothek speichern, indem die
Tas te M EM eingedrückt wird.
Folgende Information erscheint im Anzeigefenster:
S
befindliches
Programm löschen
drücken.
eweicheTaste
ACHTUNG!
WZG. FEHLEER.
PROG. NR 1
PROG. FÜR : PRB 17-- 49 mm
ANGESCHL. WZG. PRD
.
PROG.
LÖSCH.
dpa8d1ga
-- 1 5 --

SKALENFAKTO
R
DE
Ergebnis: Der neue Werkzeugscode wurde akzeptiert und der Text ANGESCHLOSSENES WERKZEUG: PRD wird angezeigt.
Berechnung und Einstellung der Drehlänge
DREHLÄNGE = Anzahl Pulse / Umdrehung anzeigen (von Schaltpunkt 0,000 bis
1,000).
Berechnung und Einstellung des Skalenfaktors
Beispiel B: PRH 6--40, Drehung.
S Maximale Umdrehungsgeschgwindigkeit (V) = 1.62 U/min
S Mechanische Untersetzung der Antriebseinheit (N) = 2140:1
S Impulsgebersignale pro Umdrehung der Motorwelle ( P) =15
S Wert der maximal einstellbaren Umdrehung (M) = 1000.
S Die Zeit zwischen den Impulsen vom Impulsgeber des Motors, die in
Mikrosekunden bei der gewünschten maximalen Geschwindigkeit angezeigt
wird. (Die Daten können der aktuellen Spezifikation der Antriebseinheit
entnommen werden.)
(T)= 60s
VxNxP
x 1 000 000
S Der Konstant ( K) soll so angezeigt werden, daß K/T = (M), im Anzeigefenster
max. einstellbarer Wert. K = T x M = 1 153 801.
SKALENFAKTOR = 1 153 801
S Auf folgendes Anzeigefenster gehen, siehe Beispiel A auf Seite 5.
S Auf Parameterfaktor
DREHUNG mit der
weichen Taste
nächst gehen.
INSERT PARAMETERS
DEFAULT PRD A 25 PRB
TOR LENGTH 55350
SCALING FACTOR DREH 1153801
#
NÄCHST ENDE ENTER
S Auf die weiche Taste enter drücken.
S Den Wert des Skalenfaktors 1153801 mit den Ziffertasten eingeben.
S Auf die weiche Taste enter drücken.
Ergebnis: Der Skalenfaktor für Drehung wurde angezeigt.
dpa8d1ga
-- 1 6 --

A
L
DE
Frequenzteiler
In diesem Fenster kann man wählen, sämtliche Impulse oder nur alle acht Impulse
zu rechnen, damit auch Impulsgeber mit hoher Impulsfrequenz
(max 2000 Hz) angewandt werden können.
INSERT PARAMETERS
SC
ING FACTOR SPANN. 30
WEAVE LENGTH. 84
PRESCALER
SCALING FACTOR DRAHT 230826
SCALING FACTOR PENDEL 119048
NÄCHST ENDE ENTER
Berechnung und Einstellung des Skalenfaktors Drahtvorschub
Beispiel E: Drahtvorschubeinheit MEI 21
S Maximale Drahtvorschubgeschwindigkeit (V) = 2500 mm/min
S Untersetzung des Getriebes (N) = 159:1
S Der effektive Umkreis der Vorschubrollen (O) ≈ (29,2 x π )mm
S Impulsgebersignale pro Umdrehung der Motorwelle ( P) =15
S Der Wert der max. einstellbaren Drahtvorschubgeschwindigkeit x 10 (M) =
25,0 x 10 = 250.
S Umdrehung der Motorwelle pro Minute (R) entsprechend der maximalen
Drahtvorschubgeschwindigkeit (V): R = (V /O) x N U/min.
S Die Zeit zwischen den Impulsen vom Impulsgeber des Motors, die in
Mikrosekunden bei der gewünschten maximalen Geschwindigkeit angezeigt
wird. (Die Daten können der aktuellen Spezifikation der Antriebseinheit
entnommen werden.)
(T)= 60s
x 1 000 000
=60xO
x 1 000 000
RxP VxNxP
S Der Konstant ( K) soll so angezeigt werden, daß K/T = (M), im Anzeigefenster
max. einstellbarer Wert. K = T x M = 230 779.
SKALENFAKTOR DRAHTVORSCHUB = 230 779
SKALENFAKTOR DRAHTVORSCHUB auf gleiche Weise wie im Beispiel B auf Seite
16 anzeigen.
dpa8d1ga
-- 1 7 --

Aufdi
udeeceast
e
g
g
Aufdi
udeeceast
e
ggg
DE
4.4 Sprache wechseln
Der in der Steuereinheit vorkommende Text ist in den folgenden vier Sprachen
verfügbar:
S Englisch, Deutsch, Französisch und Schwedisch.
Folgende Sprachgruppen sind als Zubehör erhältlich (siehe die Gebrauchsanweisung der respektiven Stromquelle).
S Englisch, deutsch, französisch, schwedisch
S Englisch, italienisch, finnisch, norwegisch
Bei der Liefer ung und bei einer eventuellen Zurückstellung der Steuereinheit wird
der Text auf englisch präsentiert.
Sprache
S Für Zutritt zu den Zusatzfunktionen, auf die Taste
wählen
drücken. Folgendes
Fenster wird gezeigt:
S
language drücken.
eweicheTaste
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPDATE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT--.
WARE
UPDATE
SOFT--
WARE
KEY
S Auf die weiche Taste next language drücken und zu der gewünschten Sprache
gehen.
S
change language
drücken.
eweicheTaste
CHOSEN LANGUAGE: ENGLISH
AVAILABLE LANGUAGES
ENGLISH SVENSKA
DEUTSCH
FRANCAIS
NEXT
LAN-GUAGE
CHANGE
LAN-GUAGE
QUIT
Ergebnis: Sämtliche Texte werden weiterhin auf der gewählten Sprache präsentiert
(in diesem Beispiel auf deutsch).
dpa8d1ga
-- 1 8 --

U
fUmzubeenden,au
f
DE
S
mzubeenden, au
die weiche Taste
Ende drücken.
GEWÄHLTE SPRACHE: DEUTSCH
VERFÜGBARE SPRACHEN
ENGLISH SVENSKA
DEUTSCH
FRANCAIS
NÄCHST
SPRA-CHE
WECHS.
SPRA-CHE
ENDE
S Auf die weiche Taste Zusatzfunktion drücken, um zum Arbeitsbereich
zurückzugehen.
5 PROGRAMMREDIGIERUNG
5.1 Parameterwert eingeben
S Auf eine der fünf Parametertasten drücken, damit die entsprechende
Parametergruppe im Anzeigefenster angezeigt wird.
S Einen Wert in das Ziffernfeld eingeben.
S Auf die weiche Taste des entsprechenden Parameters drücken.
Zur Beachtung: Wenn kein anderer Wert eingegeben wird, erben die Parameter
immer den Wert des vorherigen Sektors.
5.2 Parameterwert steigern/vermindern
Der zu ändernde Parameterwert muß im Fenster sichtbar sein.
S Den gewählten Parameter mit einer der weichen Tasten markieren. Der
eingestellte Wert des Parameters wird dabei angezeigt.
S Auf T aste PLUS oder MINUS drücken.
5.3 Einen neuen Sektor schaffen
Ein neuer Sektor wird geschaffen, indem ein neuer Schaltpunkt einem befindlichen
Sektor zugeteilt wird.
S Einen Wert für den Schaltpunkt des neuen Sektors eingeben.
S Auf die Taste SEKTOR drücken.
Ein neuer Sektor ist jetzt geschaffen, der im Prinzip eine Kopie des ursprünglichen
Sektors ist, hat aber einen anderen Schaltpunkt und eine andere Sektornummer. Der
neue Sektor wird automatisch in die korrekte Position im Programm eingesetzt. Der
Wert des Schaltpunkts ist für die Plazierung entscheidend.
dpa8d1ga
-- 1 9 --

DE
Einen neuen Sektor während der Schweißung schaffen
Ein neuer Sektor wird während der Schweißung wie folgt geschaffen:
S Einen Wert mit den Ziffertasten in einer der folgenden Parametergruppen
eingeben:
S Auf eine der weichen Tasten drücken.
Ein neuer Sektor wird dabei automatisch geschaffen.
5.4 Schaltpunkt eines Sektors ändern
Um den Schaltpunkt eines Sektors ändern zu können, muß der befindliche
Sektorwert erst im Fenster sichtbar sein.
S Auf die Taste SEKTOR drücken.
Jetzt wird der Schaltpunkt im Fenster angezeigt.
S Den neuen Wert des Schaltpunkts eingeben.
S Auf die Taste SEKTOR drücken
oder
S den Wert mit der PLUS-- oder MINUS--Taste ändern.
5.5 Einen Transportsektor schaffen
Wenn man das Schweißwerkzeug rotier en will, ohne in einem Sektor zu schweißen,
muß ein Transportsektor geschaffen werden. Sektor 1 kann als Startverzögerung
dienen aber kann nie ein Transportsektor sein.
Transportsektor
S Mit den Ziffertasten einen Wert für den Schaltpunkt des neuen Sektors eingeben.
S Auf die Taste SEKTOR drücken.
S Den Wert für SCHWEISSTROM (Pulsstrom) auf 0 stellen.
Achtung!
Wenn der Wert des Schweißstroms geerbt wurde, wird der Schweißstromwert des
folgenden Sektors auch 0. Nicht vergessen, den entsprechenden Wert zu ändern!
Alle übrigen Werte können behalten werden.
dpa8d1ga
-- 2 0 --

DE
Startverzögerung
Um eine Startverzögerung zu erzielen, den Schaltpunkt für Sektor 1 wie folgt ändern:
S Auf SCHRITT drücken und zu Sektor 1 gehen.
S Auf SEKTOR drücken.
S Mit den Ziffertasten den Schaltpunkt 0,000 zu z.B. 0,100 ändern.
S Erneut auf SEKTOR drücken.
5.6 Ausgangsstellung finden
Bei der Anwendung der Rohrschweißwerkzeuge PRH und POC kann es mitunter
notwendig werden, zur Ausgangsstellung zurückzugehen, z.B. bei einem eventuellen
Schweißstopp.
S Das Werkzeug manuell drehen, bis es sich innerhalb einer zehntel Umdrehung
links oder rechts von der Ausgangsstellung befindet. Siehe auch unter
MANUELLE LAGE auf Seite 40.
S Auf START drücken.
Jetzt rotiert das Werkzeug automatisch zur Ausgangsstellung und eine
Schweißsequenz startet.
5.7 Eine Rampe eingeben
Eine Zeit-- oder Sektorrampe kann für folgende Parametergruppen eingegeben
werden:
Schweißstrom Drehgeschwindigkeit
Drahtvorschubgeschwindigkeit
Zeitrampe
S Auf die Taste der entsprechenden Parametergruppe drücken.
S Den aktuellen Parameter mit einer der weichen Tasten markieren.
S Den gewünschten Wert für die Zeitrampe eingeben.
S Auf RAMPE drücken.
Sektorrampe
Bei der Schaffung einer Sektorrampe soll kein Zeitwert eingegeben werden. Eine
Sektorrampe läuft immer von einem Schaltpunkt zum nächsten.
Achtung! In der Parametergruppe für Schweißstrom ist es nicht möglich, einem
Startsektor eine Zeitrampe zuzuteilen, wenn Vorwärmung gewählt wurde.
dpa8d1ga
-- 2 1 --

DE
S Auf die Taste der entsprechenden Parametergruppe drücken.
S Den aktuellen Parameter mit einer der weichen Tasten markieren.
S Auf SHIFT und RAMPE gleichzeitig drücken, und eine Sektorrampe
wird erhalten.
Was ist eine Rampe?
Eine Rampe ist eine lineare Veränderung zwischen zwei Parameterwerten und
gründet sich auf Zeit oder Position (Schaltpunkt).
Eine Rampe, die sich auf Zeit gründet, wird eine Zeitrampe genannt, und ist
während einer angezeigten Zeit aktiv.
Eine Rampe, die sich auf Position gründet, wird eine Sektorrampe genannt, und ist
zwischen zwei angrenzenden Schaltpunkten aktiv.
5.8 Versetzung innerhalb eines Programms
Zu der folgenden Parametergruppe gehen
Mit der SCHRITT--Taste
gehen. Dabei werden nur die Parametergruppen mit einem im Programm zugeteilten
Wert angezeigt.
Beim Schreiten durch den Endsektor kommt man automatisch zum Werkzeugscode.
Versetzung zwischen Sektoren
Es ist möglich, zwischen die verschiedenen Sektoren des Programms zu springen,
indem eine Sektornummer im Ziffernfeld eingegeben und dann auf gedrückt
wird. Wenn man zu einem neuen Sektor springt, landet man immer in derselben
Parametergruppe die verlassen wurde.
kann man stufenweise durch ein Schweißprogramm
5.9 In einem Programm löschen
Parameterwert löschen
Ein Parameterwert kann gelöscht werden, wenn er nicht von einem anderen Sektor
geliehen wurde. Um den Wert löschen zu können, muß der Wert im Ziffernfeld
sichtbar sein.
S Auf LÖSCHEN
S Auf die weiche Taste des Parameters drücken, um die Löschung zu bestätigen.
drücken. Im Feld wird die Frage DEL? gestellt.
In einem Sektor löschen
Nur der Sektor, in dem man sich befindet, kann gelöscht werden. Man kann dabei
auf zwei Arten verfahren:
Alternative 1
S Auf LÖSCHEN drücken, und dann auf SEKTOR .
dpa8d1ga
-- 2 2 --

DE
Alternative 2
S Auf SEKTOR drücken. Der Schaltpunkt des Sektors wird im Ziffernfeld
angezeigt.
S Auf LÖSCHEN drücken. Im Ziffernfeld wird die Frage DEL? gestellt.
S Auf SEKTOR drücken, um die Löschung zu bestätigen.
Inhalt im Arbeitsbereich löschen
Der Arbeitsbereich enthält immer die zuletzt angewendeten Schweißprogramme.
Dann und wann kann es notwendig werden, der Arbeitsbereich völlig auszuräumen,
z.B. um Werkzeugscode wechseln zu können.
Befindliche Programme folgenderweise löschen:
S Auf drücken, und dann auf .
5.10 Schweißdaten während der Schweißung ändern
Um Schweißdaten während der Schweißung ändern zu können, müssen die zu
ändernden Daten im Ziffernfeld sichtbar sein.
S Den entsprechenden Parameter mit einer der weichen Tasten markieren. Der
eingestellte Parameterwert wird dabei im Ziffernfeld angezeigt.
S Den neuen Wert mit den Ziffertasten eingeben, oder mit den PLUS /
MINUS Tasten steigern/vermindern.
Achtung! Bei der Änderung eines Wertes im Arbeitsbereich, wird der alte Wert
überschrieben und der neue gilt. Wenn der Wert geerbt wurde, wird der Wert des
folgenden Sektors auch geändert.
dpa8d1ga
-- 2 3 --

DE
5.11 Steuereinheit nullstellen
Wenn die Steuereinheit blockiert werden sollte, d.h. die Einheit reagiert nicht, wenn
die Tasten betätigt werden, ist es notwendig, die Einheit nullzustellen. Die
Nullstellung wird folgenderweise durchgeführt:
S Den Netzschalter der Schweißstromquelle auf 0 stellen.
S Die mittelste der fünf weichen Tasten auf der Steuereinheit eingedrückt halten
und den Netzschalter gleichzeitig auf 1 stellen.
dpa8d1ga
-- 2 4 --

Aufdi
udeeceast
e
DE
6 PROGRAMMIERBEISPIELE
6.1 Beispiel 1a
Das erste Beispiel ist ein einfaches Schweißprogramm mit zwei Sektoren, wo Sektor
2 der Endsektor ist. Das Programm enthält vier Parameter: Schweißstrom,
Drehung, Schweißgasvorströmung und Schweißgasnachströmung.
Sektor 1 Sektor 2
Schaltpunkt 0,000 1,010
Schweißstrom (konstant) (A) 160 0
Drehung (konstant) (‰) 250 250
Gasvorströmung (Schweißgas) (s) 5
Gasnachströmung (Schweißgas) (s) 7
Sektor 1
Schaltpunkt
Wenn nichts anderes angezeigt wird, wird Sektor 1 automatisch Schaltpunkt 0,000
zugeteilt.
Schweißstrom
Pulsstrom= 160 A
S Auf die Taste SCHWEISSTROM drücken. Das Bild für Einstellung des
Schweißstroms kommt im Anzeigefenster auf.
S Mit den Z iffertasten den Wert 160 eingeben.
S
konstanter
Pulsstrom drücken.
eweicheTaste
SEKTOR 1(1) 0.000
PULSSTROM A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
160
GRUND--
ZEIT
Ergebnis: PULSSTROM = 160 A in Sektor 1.
Drehgeschwindigkeit
Konstante Drehung vorwärts = 250 ‰ der maximalen Drehgeschwindigkeit.
S Auf die Taste DREHGESCHWINDIGKEIT
drücken.
S Mit den Z iffertasten den Wert 250 eingeben.
dpa8d1gb
-- 2 5 --

Aufdi
AufdieweicheTaste
Aufdi
udeeceast
e
D
ieSEKTO
R--TasteeSOaste
DE
S
Drehung vorwärts
drücken.
eweicheTaste
SEKTOR 1(1) 0.000
DREHUNG VORWÄRTS
DREHUNG RÜCKW.
PULS DREH. VORW.
PULS DREH. RÜCKW.
DREH-UNG
VORW.
DREH-UNG
RÜCKW.
PULS
ROT
VORW.
250
PULS
ROT
RÜCKW.
Ergebnis: DREHUNG VORWÄRTS = 250 in Sektor 1
Gas
Gasvorströmung, Schweißgas = 5sin Sektor 1.
S Auf die Taste GAS drücken.
S Mit den Z iffertasten den Wert 5 eingeben.
(Die Gasvorströmung ist auf 2 s voreingestellt. Dieser Wert gilt, wenn kein
anderer Wert eingegeben und beim Start im Anzeigefenster angezeigt wird.)
S
Schweißgas
drücken.
eweicheTaste
SEKTOR 1(1) 0.000
SCHWEISSGAS s
FORMIERGAS s
STARTGAS s
5
SCHW.-GAS
FORM.-GAS
START-GAS
Ergebnis: SCHWEISSGAS = 5 s in Sektor 1.
Sektor 2
Schaltpunkt
S Mit den Ziffertasten den Wert des neuen Schaltpunkts 1,010 eingeben.
S
eindrücken.
SEKTOR 1(1) 0.000
1 SCHWEISSGAS 5 s
FORMIERGAS s
STARTGAS s
SCHW.-GAS
FORM.-GAS
START-GAS
1.010
Ergebnis: Sektor 2 aus insgesamt 2 Sektoren.
dpa8d1gb
-- 2 6 --

Aufdi
AufdieweicheTaste
DE
Schweißstrom
Pulsstrom= 0A
Da Sektor 2 ein Endsektor ist, muß der Schweißstrom auf 0 Ampere eingestellt
werden. Der Stromparameter (Pulsstrom) ist auf 160 A eingestellt, da der Wert von
dem vorigen Sektor geerbt wurde.
S Auf die Taste SCHWEISSTROM drücken.
S Mit den Z iffertasten den Wert 0 eingeben.
S
konstanter Pulsstrom drücken.
eweicheTaste
SEKTOR 2(2) 1.010
1 PULSSTROM 160 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
0
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: PULSSTROM = 0 A in Sektor 2 (Endsektor)
Drehgeschwindigkeit
Da dieser Sektor der letzte Sektor des Programms ist und der Schweißstrom auf 0
Ampere eingestellt ist, wird er, ungeachtet des Wertes der Drehgeschwindigkeit, als
Endsektor betrachtet. Wir können also den vom vorigen Sektor geliehenen Wert der
Drehgeschwindigkeit behalten.
S Um den Wert ablesen zu können, auf die Taste drücken.
SEKTOR 2(2) 1.010
1 DREHUNG VORWÄRTS 250
DREHUNG RÜCKW.
PULS DREH. VORW.
PULS DREH. RÜCKW.
DREH-UNG
VORW.
DREH-UNG
RÜCKW.
PULS
ROT
VORW.
PULS
ROT
RÜCKW.
Ergebnis: DREHUNG VORWÄRTS = 250 in Sektor 2 (geliehener Wert).
Gas
Gasnachströmung, Schweißgas = 7s.
S Auf die Taste GAS drücken.
S Mit den Ziffertasten den Wert 7 eingeben. (Die Gasnachströmung ist auf 4 s
voreingestellt. Dieser Wert gilt, wenn kein anderer Wert eingegeben und beim
Start im Anzeigefenster angezeigt wird.)
dpa8d1gb
-- 2 7 --
Aufdi
AufdieweicheTaste
D
ieSEKTO
R--eSO
DE
S
Schweißgas
drücken.
eweicheTaste
SEKTOR 2(2) 1.010
1 SCHWEISSGAS 5 s
FORMIERGAS s
STARTGAS s
SCHW.-GAS
FORM.-GAS
START-GAS
7
Ergebnis: SCHWEISSGAS = 7 s in Sektor 2.
6.2 Beispiel 1b
Wir wollen das Programm erweitern, indem eine Anstieg-- und eine Abfall--Rampe
dem Schweißstromparameter hinzugefügt wird. Wir wollen auch einen neuen
Sektor zwischen den befindlichen Sektoren des Programms einlegen.
Sektor 1 Sektor 2 Sektor 3
Schaltpunkt 0,000 0,500 1,010
Schweißstrom (konstant) (A) 160 145 0
Anstieg--Rampe (s) 2 -- -Abfall--Rampe (s) -- -- 4
Drehung, konstant( ‰) 250 250 250
Gasvorströmung (Schweißgas) (s) 5 -- -Gasnachströmung (Schweißgas) (s) -- -- 7
Sektor 1
Auf Sektor 1 zurückgehen
S Mit den Z iffertasten den Wert 1 eingeben
S
Taste eindrücken.
SEKTOR 2(2) 1.010
2 SCHWEISSGAS 7 s
FORMIERGAS s
STARTGAS s
SCHW.-GAS
FORM.-GAS
START-GAS
1
Ergebnis: Rückgang auf Sektor 1 mit Schaltpunkt 0,000.
Rampe
Anstieg--Rampe = 2sfürPulsstrominSektor1.
Bei der Hinzufügung einer Rampenfunktion, muß das entsprechende Parameterbild
im Anzeigefenster gezigt werden.
S Auf die Taste Schweiß strom drücken.
-- 2 8 --
dpa8d1gb

Mit
denZif
fertastenMitdenZiffertaste
n
Mit
denZif
fertastentdeetaste
Aufdi
udeeceast
e
DE
S Auf die weiche Taste konstanter Pulsstrom drücken.
S
den Wert 2 eingeben.
S Die RAMPEN--
Taste (SLOPE)
eindrücken.
SEKTOR 1(2) 0.000
1 PULSSTROM 160 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
2
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: PULSSTROM = 160 A, 2,0 s in Sektor 1.
Sektor 2
Neuer Schaltpunkt = 0,500.
Ein neuer Sektor soll jetzt in das Programm eingelgt werden. Der Schaltpunkt des
neuen Sektors ist 0,500. Der Sektor wird automatisch zwischen den zwei
befindlichen Sektoren plaziert.
S
den Wert 0,5
eingeben.
S Auf die SEKTOR--
Taste drü cken.
SEKTOR 1(2) 0.000
1 PULSSTROM 160 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
0.5
GRUND--
ZEIT
2.0 s
Ergebnis: Der Schaltpunkt 0,500 liegt jetzt als Sektor 2 (geliehener Wert).
Schweißstrom
Pulsstrom = 145 A
S Auf die Taste SCHWEISSTROM drücken.
S Mit den Z iffertasten den Wert 145 eingeben.
S
konstanter Pulsstrom drücken.
eweicheTaste
SEKTOR 2(3) 0.500
1 PULSSTROM 160 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
Ergebnis: PULSSTROM = 150 A in Sektor 2.
145
GRUND--
ZEIT
2.0 s
dpa8d1gb
-- 2 9 --

Mit
denZif
fertastenMitdenZiffertaste
n
Mit
denZif
fertastentdeetaste
DE
Sektor 3
Auf Sektor 3 gehen.
S
den Wert 3 eingeben.
S Auf die SEKTOR--
Taste drü cken.
SEKTOR 2(3) 0.500
2 PULSSTROM 145 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
3
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: Wir sind auf Sektor 3 mit Schaltpunkt 1,010 gegangen.
Rampe
Abfall--Rampe= 4sfürPulsstrominSektor3
S Auf die weiche Taste konstanter Pulsstrom drücken.
S
den Wert 4 eingeben.
S Die RAMPEN--
Taste (SLOPE)
eindrücken.
SEKTOR 3(3) 1.010
3 PULSSTROM 0 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
4
GRUND--
ZEIT
Ergebnis: PULSSTROM = 0 A, 4.0 s in Sektor 3 (Endsektor).
6.3 Beispiel 1c
Wir wollen das vorige Programm ändern, indem der Schweißstrom in Sektor 1 auf
180 A statt 200 A eingestellt wird. Das Programm soll auch durch noch einen Sektor
erweitert werden. Der Sektor wird automatisch zwischen den Sektoren 1 und 2
plaziert.
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Schaltpunkt 0,000 0,250 0,500 1,010
Schweißstrom (konstant) (A) 155 150 145 0
Anstieg--Rampe(s) 2 -- -- -Abfall--Rampe (s) -- 4 -- 4
Drehung, konstant( ‰) 250 250 250 250
Gasvorströmung (Schweißgas) (s) 5 -- -- -Gasnachströmung (Schweißgas) (s) -- -- -- 7
dpa8d1gb
-- 3 0 --

Mit
denZif
fertastenMitdenZiffertaste
n
Aufdi
udeeceast
e
Mit
denZif
fertastentdeetaste
DE
Sektor 1
Auf Sektor 1 zurückgehen
S
den Wert 1 eingeben.
S Auf die SEKTOR--
Taste drü cken.
SEKTOR 3(3) 1.010
3 PULSSTROM 0 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
1
4.0 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: Rückgang auf Sektor 1 mit Schaltpunkt 0,000.
Schweißstrom
Pulsstrom = von 160 A zu 155 A ändern.
S Mit den Z iffertasten den Wert 155 eingeben.
S
konstanter Pulsstrom drücken.
eweicheTaste
SEKTOR 1(3) 0.000
1 PULSSTROM 160 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: PULSSTROM = 155 A, 2,0 s in Sektor 1.
155
2.0 s
Sektor
2
Neuer Schaltpunkt = 0,250
Ein neuer Sektor mit dem Schaltpunkt 0,250 soll jetzt ins Programm eingelgt werden.
Der Sektor wird automatisch zwischen den Sektoren 1 und 2 plaziert.
S
den Wert 0,25
eingeben.
S Die SEKTOR-- Taste
eindrücken.
SEKTOR 1(3) 0.000
1 PULSSTROM 155 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
0.25
GRUND--
ZEIT
2.0 s
Ergebnis: SEKTOR 0,250 liegt jetzt als Sektor 2 des Programms. Die Werte sind von
Sektor 1 geliehen.
dpa8d1gb
-- 3 1 --

Aufdi
AufdieweicheTaste
DenWert
4ei
eeteg
e
DE
Schweißstrom
Pulsstrom = 150 A.
S Mit den Z iffertasten den Wert 150 eingeben.
S
konstanter Pulsstrom drücken.
eweicheTaste
SEKTOR 2(4) 0.250
1 PULSSTROM 155 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
150
2.0 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: PULSSTROM = 150 A in Sektor 2.
Rampe
Abfall--Rampe = 4sfürPulsstrominSektor2.
S Auf die weiche Taste konstanter Pulsstrom drücken.
S
ben.
S Die RAMPEN--Taste
(SLOPE) eindrükken.
nge-
SEKTOR 2(4) 0.250
2 PULSSTROM 155 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: PULSSTROM = 155 A, 4.0 s in Sektor 2.
6.4 Beispiel 1d
4
Einige neue Schweißparameter werden jetzt dem Programm hinzugefügt.
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Schaltpunkt 0,000 0,250 0,500 1,010
Schweißstrom (konstant) (A) 155 150 145 0
Schweißstrom (Grundstrom) (A) 100 100 100 100
Schweißstrom (Pulszeit) (s) 0,5 0,5 0,5 0,5
Schweißstrom (Grundzeit) (s) 1,0 1,0 1,0 1,0
Anstieg--Rampe (s) 2 -- -- -Abfall--Rampe (s) -- 3 -- 4
Vorwärmung (s) 2 2 2 2
Drehung, (konst. vorwärts) (‰) 250 250 250 250
Gasvorströmung (Schweißgas) (s) 5 -- -- -Gasnachströmung (Schweißgas) (s) -- -- -- 7
Drahtvorschub (konstant) (cm/min) 110 110 110 110
dpa8d1gb
-- 3 2 --

Mit
denZif
fertastenMitdenZiffertaste
n
Aufdi
udeeceast
e
Aufdi
udeeceast
e
DE
Sektor 1
Auf Sektor 1 zurückgehen
S
den Wert 1 eingeben.
S Die SEKTOR--T aste
eindrücken.
SEKTOR 2(4) 0.250
2 PULSSTROM 150 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
1
4.0 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: Rückgang auf Sektor 1 mit Schaltpunkt 0,000.
Schweißstrom
Grundstrom = 100 A.
S Auf die Taste SCHWEISSTROM drücken.
S Mit den Z iffertasten den Wert 100 eingeben.
S
Grundstrom
drücken.
eweicheTaste
SEKTOR 1(4) 0.000
1 PULSSTROM 155 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
100
GRUND--
ZEIT
2.0 s
Ergebnis: GRUNDSTROM= 100 A. 2,0 s in Sektor 1 und
PULSZEIT = 1,00 s und GRUNDZEIT = 1,00 s (voreingestellte Werte).
Pulszeit = 0,5 s statt 1,0
S Mit den Z iffertasten den Wert 0,5 eingeben.
S
Pulszeit drücken.
eweicheTaste
SEKTOR 1(4) 0.000
1 PULSSTROM 155 A
GRUNDSTROM 100 A
PULSZEIT 1,00 s
GRUNDZEIT 1,00 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
0,5
GRUND--
ZEIT
2.0 s
2.0 s
Ergebnis: PULSZEIT = 0,50 s statt 1,00 s in Sektor 1.
dpa8d1gb
-- 3 3 --

Aufdi
AufdieweicheTaste
Aufdi
udeeceast
e
Mit
denZif
fertastentdeetaste
DE
Vorwärmzeit
Vorwärmzeit = 2s
S Auf die Taste VORWÄRMUNG drücken.
S Mit den Z iffertasten den Wert 2,0 eingeben.
S
Vorwärmung
drücken.
Ergebnis: VORWÄRMUNG = 2,0 in Sektor 1.
Drahtvorschubgeschwindigkeit
Wir wollen jetzt Zusatzdraht beim Schweißen verwenden. Da wir mit konstantem
Drahtvorschub (nicht pulsierend) arbeiten wollen, braucht nur der Parameter
Pulsdraht eingestellt zu werden.
eweicheTaste
SEKTOR 1(4) 0.000
VORWÄRMUNG s
VOR-WÄRM-UNG
2,0
Pulsdraht = 110 cm/min
S Auf die Taste DRAHTVORSCHUBGESCHWINDIGKEIT drücken.
S Mit den Z iffertasten den Wert 110 eingeben
S
konstanter Pulsdraht drücken.
eweicheTaste
SEKTOR 1(4) 0.000
PULS DRAHT. cm/min
GRUND DRAHT. cm/min
KONST/
PULS-DRAHT
GRUND--
DRAHT
110
Ergebnis: PULS DRAHT. = 110 cm/min in Sektor 1.
Sektor
2
Auf Sektor 2 gehen.
S
den Wert 2 eingeben.
S Die SEKTOR--
SEKTOR 1(4) 0.000 2
PULS DRAHT. 110 cm/min
GRUND DRAHT cm/min
Taste eindrücken.
KONST/
PULS
DRAHT.
dpa8d1gb
GRUND
DRAHT
-- 3 4 --

Mit
denZif
fertastenMitdenZiffertaste
n
DE
Ergebnis: Wir sind auf Sektor 2(4) mit Schaltpunkt 0,250 gegangen.
Rampe
Wir wollen jetzt den Wert einer Abfall--Rampe in Sektor 2 ändern.
Das entsprechende Parameterbild muß im Anzeigefenster angezeigt sein.
Abfall--Rampe= 3sstatt 4 s.
S Auf die Taste SCHWEISSTROM drücken.
S Auf die weiche Taste konstanter Pulsstrom drücken.
S
den Wert 3 eingeben.
S Die RAMPEN--Taste
(SLOPE) eindrükken.
SEKTOR 2(4) 0.250
2 PULSSTROM 150 A
1 GRUNDSTROM 100 A
1 PULSZEIT 0,50 s
1 GRUNDZEIT 1,00 s
3
4.0 s
2.0 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: PULSSTROM = 150 A 3,0 s RAMP in Sektor 2.
6.5 Beispiel 1e
Wir wollen jetzt eine Programmänderung vornehmen. Der Schaltpunkt in Sektor 3
soll von 0,500 auf 0,750 soll auch eingeschaltet und eine Sektorrampe in die
Sektoren 1 und 2 eingelegt werden.
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Schaltpunkt 0,000 0,250 0,750 1,010
Schweißstrom (konstant) (A) 155 150 145 0
Schweißstrom (Grundstrom) (A) 100 100 100 100
Schweißstrom (Pulszeit) (s) 0,5 0,5 0,5 0,5
Schweißstrom (Bakgrundstid) (s) 1,0 1,0 1,0 1,0
Anstieg--Rampe (s) 2 -- -- -Abfall--Rampe (s) -- Sektor--
rampe
VORWÄRMUNG (s) 2 2 2 2
Drehung, (konst. vorwärts)( ‰) 250 250 250 250
Gasvorströmung (Schweißgas) (s) 5 -- -- -Gasnachströmung (Schweißgas) (s) -- -- -- 7
Drahtvorschub (konstant) (cm/min) 110 110 110 110
Sektor-rampe
4
dpa8d1gb
-- 3 5 --

Mit
denZif
fertastenMitdenZiffertaste
n
Mit
denZif
fertastentdeetaste
DE
Sektor 2
Auf Sektor 2 gehen
S
den Wert 2 eingeben.
S Die SEKTOR--T aste
eindrücken.
SEKTOR 1(4) 0.000
1 PULSSTROM 155 A
1 GRUNDSTROM 100 A
1 PULSZEIT 0.50 s
1 GRUNDZEIT 1.00 s
2
2.0 s
2.0 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: Wir sind auf Sektor 2 gegangen.
Sektorrampe
Wir fügen jetzt Sektor 2 eine Sektorrampe hinzu.
S Auf die weiche Taste konstanter Pulsstrom drücken.
S Die Tasten SHIFT und RAMPE eindrücken.
SEKTOR 2(4) 0.250
2 PULSSTROM 150 A
1 GRUNDSTROM 100 A
1 PULSZEIT 0.50 s
1 GRUNDZEIT 1.00 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
2.0 s
Ergebnis: PULSSTROM = 150 A in Sektor 2.
Sektor 3
Auf Sektor 3 gehen.
S
den Wert 3 eingeben.
S Die SEKTOR-- Taste
eindrücken.
SEKTOR 2(4) 0.250
2 PULSSTROM 150 A
1 GRUNDSTROM 100 A
1 PULSZEIT 0.50 s
1 GRUNDZEIT 1.00 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
Ergebnis: Wir sind auf Sektor 3 gegangen.
dpa8d1gb
-- 3 6 --
3
GRUND--
ZEIT
2.0 s

D
ieSEKTO
R--TasteDieSEKTORTast
e
DE
Schaltpunkt
Schaltpunkt = 0,750 statt 0,500.
Um den Schaltpunkt zu ändern, wie folgt vorgehen:
S Auf die Taste SEKTOR drücken. Das Zifferfeld zeigt 0,500 an.
S Mit den Z iffertasten den Wert 0,75 eingeben
S
erneut eindrücken.
SEKTOR 3(4) 0.500
3 PULSSTROM 145 A
1 GRUNDSTROM 100 A
1 PULSZEIT 0.50 s
1 GRUNDZEIT 1.00 s
0.75
2.0 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: Der neue Schaltpunkt = 0,750 in Sektor 3.
Sektorrampe
Wir wollen jetzt eine Sektorrampe in Sektor 3 einlegen.
S Auf die weiche Taste konstanter Pulsstrom drücken.
S Die Tasten SHIFT und RAMPE eindrücken.
SEKTOR 3(4) 0.750
3 PULSSTROM 145 A
1 GRUNDSTROM 100 A
1 PULSZEIT 0.50 s
1 GRUNDZEIT 1.00 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
2.0 s
Ergebnis: PULSSTROM = 145 A .
-- 3 7 --
dpa8d1gb

D
i
eeceast
e
Aufdi
udeeceast
e
DE
7BIBLIOTHEK
Schweißprogramme, die im Arbeitsbereich geschaffen wurden, werden in der
Bibliothek gespeichert. Man kann bis zu 250 Speicherplätze belegen, je nach dem,
wie groß die Programme sind. (Siehe auch das Kapitel PC--KARTE auf Seite 42)
7.1 Programm speichern
S Ein Programm im Arbeitsbereich ausarbeiten.
S Die SPEICHER--Taste eindrücken
S Programmplatz mit den Ziffertasten eingeben (z.B. Platz Nr. 3).
S
eweicheTaste
Speicherneindrükken.
BIBL. Seite 1 (1)
3
NÄCHST
SEITE
SPEI-CHERN
AUF-RUFEN
PC-KARTE
PROG.
LÖSCH.
Im Ziffernfeld blinkt nun STO.
Ergebnis: Ein Programm ist jetzt auf Platz Nummer 3 in der Bibliothek gespeichert.
HINWEIS! Wird beim Speichern festgestellt, dass das Verzeichnis voll ist, wird es
komprimiert, was etwa 10 Sekunden dauert. Ist genug Platz für das Programm
vorhanden, wird es gespeichert, andernfalls erscheint die F ehleranzeige xxx.
S Auf die SPEICHER--Taste
drücken, um zum Arbeitsbereich zurückzukom-
men.
7.2 Programm aufrufen
ACHTUNG! Beim Aufruf eines Programms von der Bibliothek, muß der
Arbeitsbereich leer sein.
S Die SPEICHER--Taste eindrücken.
S Programmplatz mit den Ziffertasten eingeben (z.B. Platz Nr. 3).
S
Aufrufen drücken.
eweicheTaste
BIBL. Seite 1 (1)
3
dpa8d1gc
3
NÄCHST
SEITE
SPEI-CHERN
-- 3 8 --
AUF-RUFEN
PC-KARTE
PROG.
LÖSCH.

D
ieSHIFT
deSud
D
i
eeceast
e
DE
Im Ziffernfeld blinkt nun RCL.
S Die SPEICHER--Taste eindrücken, um zum Arbeitsbereich zurückzukom-
men.
Ergebnis: Wir haben jetzt eine Kopie von Programm 3 von der Bibliothek zum
Arbeitsbereich aufgerufen.
7.3 Werkzeugscode anzeigen
In der Bibliothek kann auch der Werkzeugscode angezeigt werden, der mit einem
speziellen Programmplatz verbunden ist.
S Die SPEICHER--Taste eindrücken.
S Programmplatz mit den Ziffertasten eingeben (z.B. Platz Nr. 3).
S
SPEICHER--Tasten
gleichzeitigeindrükken.
-- u n
BIBL. Seite 1 (1)
3
3
NÄCHST
SEITE
SPEI-CHERN
AUF-RUFEN
PC-KARTE
PROG.
LÖSCH.
Ergebnis: Der Werkzeugscode (PRB 33--90), der mit Programmplatz 3 verbunden
ist, wird im Ziffernfeld angezeigt
S Die SPEICHER--Taste
eindrücken, um zum Arbeitsbereich zurückzukom-
men.
7.4 Programm löschen
S Die SPEICHER--Taste eindrücken.
S Programmplatz mit den Ziffertasten eingeben (z.B. Platz Nr. 3).
S
eweicheTaste
Programm löschen
eindrücken
BIBL. Seite 1 (1)
3
3
dpa8d1gc
NÄCHST
SEITE
SPEI-CHERN
-- 3 9 --
AUF-RUFEN
PC-KARTE
PROG.
LÖSCH.

D
i
DieweicheTasteJ
a
DE
Dieses Fenster wird dabei gezeigt:
S
eweicheTasteJa
eindrücken.
BIBL. Seite 1 (1)
3
DEL?
NEIN JA
Ergebnis: Wir haben jetzt Programmplatz Nr. 3 in der Bibliothek gelöscht.
S Die SPEICHER--Taste eindrücken, um zum Arbeitsbereich zurückzukom-
men.
8 MANUELLE LAGE
8.1 Verwendungsbereich
Die manuelle Lage kommt bei der Einstellung der Wolframelektrode vor dem
Schweißen zur Anwendung, sowie wenn man kontrollieren will, daß das Programm
im Arbeitsbereich plangemäß funktioniert.
Folgende Schweißparameter können in manueller Lage geändert werden:
S
S
S
Gas
Drahtvorschubgeschwindigkeit
Drehgeschwindigkeit
ACHTUNG! Wenn die Start--Tase jedes beliebigen manuellen Menüs (außer dem
Gasmenü) betätigt wird, wird das Programm im Arbeitsbereich ohne Lichtbogen
prüfgefahren.
8.2 Editierung
S Die MANUELL--Taste eindrücken.
Drehgeschwindigkeit vo rwärts ändern
S Auf die Taste DREHGESCHWINDIGKEIT
-- 4 0 --
dpa8d1gc
drücken.

DE
MANUELL
DREHUNG VORWÄRTS
DREHUNG RÜCKW.
DREH-UNG
VORW.
DREH-UNG
RÜCKW.
S Die weiche Taste Drehung vorwärts eindrücken und den Motor fahren, indem
die PLUS-- oder MINUS--Taste betätigt wird.
ACHTUNG! Wenn die weiche Taste Drehung rückwärts und die PLUS-- Taste
eingedrückt werden, erfolgt die Drehung vorwärts.
oder
S Mit den Ziffertasten einen Wert eingeben und die weiche Taste Drehung
vorwärts eindrücken (die Drehung hört nach einer Umdrehung auf).
Wenn man zurück zum Arbeitsbereich geht, startet das Programm von der justierten
Stelle aus.
MANUELL
DREHUNG VORWÄRTS
DREHUNG RÜCKW.
DREH-UNG
VORW.
DREH-UNG
RÜCKW.
Ergebnis: Das Programm startet ohne Lichtbogen (d.h. der Stromwert = 0).
Dasselbe Verfahren anwenden um den Wert der folgenden Parameter zu ändern:
Drahtvorschubgeschwindigkeit.
Folgendes g ilt für den Gasparameter:
S Um das Gasventil zu öffnen, die weiche Taste Schweißgas eindrücken.
S Um das Gasventil zu schließen, die weiche Taste Schweißgas noch einmal
eindrücken.
In dieser Stellung kann die Schweißung (mit Lichtbogen) wie folgt gestartet werden:
S Die START--Taste eindrücken.
Dieser ist der einzige Parameter, von dem aus eine Schweißsequenz gestartet
werden kann.
dpa8d1gc
-- 4 1 --

D
ieMel
d
i
l
tDieMeldungszeilezeig
t
D
i
eeceast
e
DE
ungsze
nun Schweißen an.
ezeig
MANUELL
SCHWEISSEN
SCHW.-GAS
FORM.-GAS
START-GAS
Man kommt automatisch zum Arbeitsbereich zurück.
9 PC--KARTE
9.1 Verwendungsbereich
Die PC--Karte wird zum Speichern sämtlicher Schweißprogramme in der Bibliothek
verwendet. Die PC-- Karte ermöglicht auch, verschiedene Schweißprogramme
zwischen verschiedenen Steuereinheiten zu kopieren.
9.2 Installation
S Die Luke auf der linken Schmalseite der Steuereinheit
öffnen.
S Die PC--Karte in den Kartenleser einführen, so daß der
Ve rschlußbügel schnappt.
S Die Luke zumachen.
9.3 Programm aufrufen
S Die SPEICHER--Taste eindrücken.
ACHTUNG! Wenn ein Programm von der PC--Karte aufgerufen wird, werden
alle Programme in der Bibliothek automatisch gelöscht. Wenn man die Programme
in der Bibliothek behalten will, müssen sie zuerst in einer anderen PC--Karte
gespeichert werden.
S Die weiche Taste PC--Karte eindrücken.
S
eweicheTaste
Aufrufen eindrükken.
PC--KARTE
dpa8d1gc
SPEI-CHER
-- 4 2 --
AUF-RUFEN
ENDE
KARTE
LÖSCH.

D
i
eeceast
e
p
DE
Ein PopUp--Menü zur Bestätigung der Maßnahme, wird nach einer kleinen Weile
gezeigt.
PC--KARTE
AUFGERUFENE SCHWEISSDATEN
VON PC--KARTE ÜBERNEHMEN
SPEI-CHER
AUF-RUFEN
ENDE
KARTE
LÖSCH.
Ergebnis: Sämtliche in der PC--Karte gespeicherten Programme sind jetzt kopiert
und in der Bibliothek gespeichert.
S Die weiche Taste Ende eindrücken, um zur Bibliothek zurückzugehen.
9.4 Programm speichern
S Die SPEICHER--Taste eindrücken.
S Die weiche Taste PC--Karte eindrücken.
ACHTUNG! Wenn neue Programme in der PC--Karte gespeichert werden,
werden alle in der Karte schon befindlichen Programme automatisch gelöscht.
S
eweicheTaste
Speicherneindrükken.
PC--KARTE
SPEI-CHER
AUF-RUFEN
ENDE
KARTE
LÖSCH.
Ein PopUp--Menü zur Bestätigung der Maßnahme wird nach einer kleinen Weile
gezeigt.
PC--KARTE
GESPEICHERTE SCHWEISSD. IN PC--KARTE
ÜBERFÜHREN
SPEI-CHER
AUF-RUFEN
ENDE
KARTE
LÖSCH.
Ergebnis: Sämtliche in der Bibliothek gespeicherten Programme sind jetzt kopiert
und in die PC--Karte überführt.
dpa8d1gc
-- 4 3 --
D
i
DieweicheTast
e
DE
S Die weiche Taste Ende eindrücken, um zur Bibliothek zurückzugehen.
9.5 Programm löschen
S Die SPEICHER--Taste eindrücken.
S Die weiche Taste PC--Karte eindrücken.
S
eweicheTaste
Karte löschen
eindrücken
PC--KARTE
SPEI-CHER
AUF-RUFEN
ENDE
KARTE
LÖSCH.
Ein PopUp--Menü zur Bestätigung der Maßnahme wird nach einer kleinen Weile
gezeigt.
PC--KARTE
SCHWEISSDATEN
IN PC--KARTE LÖSCHEN
SPEI-CHER
AUF-RUFEN
ENDE
KARTE
LÖSCH.
Ergebnis: Alle in der PC--Karte gespeicherten Programme sind jetzt gelöscht.
S Die weiche Taste Ende eindrücken, um zur Bibliothek zurückzugehen.
9.6 PC--Karte herausnehmen
S Die Luke auf der linken Schmalseite der Steuereinheit öffnen.
S Die kleine schwarze Taste rechts von der PC--Karte eindrücken.
S Die PC--Karte aus dem Kartenleser herausziehen.
S Die Luke zumachen.
10 FEHLERCODES
10.1 Fehlerhantierung
Fehlercodes werden zur Nachweisung von im Schweißprozess entstandenen
Fehlern verwendet. Die Fehler werden über ein PopUp--Menü in 2,5 Sekunden im
Anzeigefenster gemeldet. Dabei wird ein Ausrufszeichen in der oberen linken
Ecke des Anzeigefensters sichtbar.
-- 4 4 --
dpa8d1gc
D
i
Fehlanzeige
eindrü
cke
eindrücke
n
D
i
eeceast
e
anzeigeneindrük
DE
Die Fehlercodes werden in einer Fehlanzeige gespeichert und können nach der
Schweißung abgelesen werden.
SEKTOR 3(4) 0.500
3 PULSSTROM 150 A
FEHLER 12
1 GRUND STROM 100 A
IM STERUERGERÄT
KONST/
PULS-STROM
GRUND--
STROM
PULS
ZEIT
GRUND--
ZEIT
Ergebnis: Ein Fehler ist in der Schweißdateneinheit (Steuergerät) entstanden
Fehlanzeige ablesen
S Auf die Taste ZUSATZFUNKTION drücken.
S
eweicheTaste
n
ZUSATZFUNKTIONEN
SPRACHE "
SPEICHERFEHLER "
AKTUELLE PARAMETERANZEIGE
SOFTWARE UPGRADE "
SOFTWARENSPERRE "
SPRA-CHE
FEHL-AN-ZEIGE
PARA- METER
ANZEIG
SOFT--.
WARE-UPGR.
SOFT--
WAREN
SPERRE
Ergebnis: Wir sind in die Fehlanzeige hineingekommen.
ACHTUNG! Beim Eintritt in dieses Menü verschwindet das Ausrufszeichen
.
Im Anzeigefenster kann folgendes gelesen werden:
1. Die Nummer des Fehlers.
2. Datum und Zeit, wenn der Fehler entstanden ist.
3. Wo der Fehler entstanden ist.
4. Der Code des Fehlers.
Für weitere Information über den Fehler, wie folgt vorgehen:
S Mit den Z iffertasten die Fehlernummer eingeben (z.B. Nr. 2).
S
dpa8d1gc
eweicheTaste
Fehlernummer
ken
SPEICHERFEHLER S. 1(2 ) 2
-
-
Fehl.Nr." Datum Zeit Einh. Fehler
1 " 971007 13:07,03 STROMQ. 1
2 " 971007 13:07,50 STEUERE. 18
3 " 971007 14:56,07 ROT/DRAHT 2
NÄCHST
SEITE
VORHER
SEITE
ANSICH
FFEHLER
NR...
ENDE LÖSCH.
-- 4 5 --
ALLES

D
i
DieweicheTast
e
DE
Ergebnis: Informationen über Fehlercode 18 werden angezeigt. Die Schweißdateneinheit in der Steuereinheit hat den Kontakt mit der Schweißtromquelle verloren.
Eine mehr ausführliche Beschreibung über Fehler und Maß nahmnen sind der
Tabelle auf Seite 47 zu entnehmen.
Fehler löschen
S
eweicheTaste
Fehler löschen
eindrücken.
SPEICHERFEHLER -- MELDUNG 2
Fehler 18:
" Kontakt mit der Stromquelle verloren.
Einh: CBOX
Datum: 971007
Zeit: 13:07,50
ENDE LÖSCH.
FEHLER
Ergebnis: Der F ehlercode verschwindet vom Anzeigefenster.
Wenn man während einer Periode volle Kontrolle über die entstandenen Fehler
wünscht, dann die Fehler nicht löschen. Bis zu 100 Fehlernummern können in der
Steuereinheit gespeichert werden.
Übersicht über Fehlercodes
Code Beschreibung STEUERE ROT/
DRAHT
1 EPROM x x x
2 RAM x x x
3 RAM, extern (schreiben, lesen) x x
4 Speisespannung 5V x
5 Hohe Gleichspannung in der Mittellage x
6 Hohe Temperatur x
7 Hoher Primärstrom x
8 Speisespannung 1* x x x
9 Speisespannung 2* x x
10 Speisespannung 3* x
11 Stromservo / Drahtgeschwind.servo x
12 Kommunikationsfehler (Warnung) x x x
13 Servo 1 x
14 Kommunikationsfehler (busoff) x
15 Verlorene Meldungen x x x
16 Servo 2 x
17 Kontakt mit Motoreinheit verloren. x
18 Kontakt mit Stromquelle verloren. x
19 Speicherfehler im batteriegespeisten
Datenspeicher
20 Unzulässige Einstellwerte x
21 Stromgrenze 1 x
22 Verschüttung im Senderbuffer x
23 Verschüttung im Empfangsbuffer x
x
STROMQ
dpa8d1gc
-- 4 6 --

DE
Code STROMQROT/
25 Inkompatibles Schweißdatenformat x
26 Watch dog x x
28 Verschüttung im Stack x x x
29 Kein Wasserdurchfluß vorhanden x
30 Kontakt mit WIG--Karte verloren x
31 Anzeigeeinheit antwortet nicht x
32 Kein Gasdurchfluß vorhanden x
Einheit Speisespannung 1* Speisespannung 2* Speisespannung 3*
STEUEREINHEIT +3V
ROT/DRAHT +15V + 60V
STROMQUELLE +15VC --15V +15VB
STEUEREBeschreibung
DRAHT
STEUERE = Platine in der Steuereinheit
ROT/DRAHT = Platine zur Steuerung der Rotations-- und
Drahtvorschubmotoren
STROMQ = Platine zur Steuerung der Schweißstromquelle
Fehleditierungscodes
Code Beschreibung
1 Fehler im Programmspeicher (EPROM)
Ursache: Der Programmspeicher hat einen Wert verloren, d.h. der Wert einer gewissen
Speicherposition stimmt nicht mit dem ursprünglichen Wert überein. Keine Funktionen wer-
den durch diesen Fehler blockiert.
Maßnahme: Spannungs--Abschaltung erforderlich für Zurücksetzung. Wenn der Fehler ble-
ibt, einen Servicetechniker herbeirufen.
2 Fehler im RAM--Speicher des Mikroprozessors
Ursache: Der Mikroprozessor kann eine gewisse Position in seinem Internspeicher nicht
schreiben/lesen.
Keine Funktionen werden durch diesen Fehler blockiert.
Maßnahme: Spannungs--Abschaltung erforderlich für Zurücksetzung. Wenn der Fehler ble-
ibt, einen Servicetechniker herbeirufen.
3 Fehler im externen RAM--Speicher
Ursache: Der Mikroprozessor kann eine gewisse Position in seinem Externspeicher nicht
schreiben/lesen.
Keine Funktionen werden durch diesen Fehler blockiert.
Maßnahme: Spannungs--Abschaltung erforderlich für Zurücksetzung. Wenn der Fehler ble-
ibt, einen Servicetechniker herbeirufen.
4 Spannungsfall in 5 V Speisespannung
Ursache: Speisespannung zu niedrig.
Der Mikroprozessor hört mit den normalen Tätigkeiten auf und wartet auf die Abschaltung.
Maßnahme: Spannungs--Abschaltung erforderlich für Zurücksetzung. Wenn der Fehler ble-
ibt, einen Servicetechniker herbeirufen.
5 Gleichspannung der Mittellage liegt außerhalb des Grenzwertes
Ursache: Spannung zu hoch oder zu niedrig. Zu hohe Spannung kann bei starken Transien-
ten entstehen und zu niedrige Spannung wenn das Netz ungenügend ist (hohe Netzinduk-
tanz). Die Schweißstromquelle wird automatisch abgeschaltet.
Maßnahme: Spannungs--Abschaltung erforderlich für Zurücksetzung. Wenn der Fehler ble-
ibt, einen Servicetechniker herbeirufen.
dpa8d1gc
-- 4 7 --

DE
Code Beschreibung
6 Hohe Temperatur
Ursache: Der Temperaturwächter hat ausgelöst. Die Schweißstromquelle wird automatisch
abgeschaltet. Wiedereinschaltung möglich erst wenn die Temperatur normal und der Tempe-
raturwächter zurückgesetzt ist.
Maßnahme: Den Ein--/Auslaß der Kühlluft auf Zustopfen und Ver--schmutzung kontrollieren.
Auch kontrollieren, daß der Arbeitszyklus die Nenndaten nicht übersteigt.
7 Hoher Primärstrom
Ursache: Der Primärstrom für die Stromquelle ist zu hoch.
Die Schweißstromquelle wird automatisch abgeschaltet und permanent gesperrt.
Maßnahme: Spannungs--Abschaltung erforderlich für Zurücksetzung. Wenn der Fehler ble-
ibt, einen Servicetechniker herbeirufen.
8 Niedrige Batteriespannung, Schweißdatenplatine (Steuereinh.)
Ursache: Batteriespannung zu niedrig.
Keine Funktionen werden durch diesen Fehler blockiert.
Maßnahme: Back--up in einer Platine speichern. Servicetechniker herbeirufen.
8 Speisespannung +15VC, Platine (Schweißstromquelle)
Ursache: Spannung zu hoch oder zu niedrig.
Maßnahme: Servicetechniker herbeirufen.
8 Speisespannung +15V, Motorplatine (Rot/Draht)
Ursache: Spannung zu niedrig.
Maßnahme: Servicetechniker herbeirufen.
9 Speisespannung --15V, Platine (Schweißstromquelle)
Ursache: Spannung zu hoch oder zu niedrig.
Maßnahme: Servicetechniker herbeirufen.
9 Speisespannung +60V, Motorplatine (Rot/Draht)
Ursache: Spannung zu niedrig.
Maßnahme: Servicetechniker herbeirufen
10 Speisespannung +15VB, Platine (Schweißstromquelle)
Ursache: Spannung zu hoch oder zu niedrig.
Maßnahme: Servicetechniker herbeirufen.
11 Falscher Strom, Platine (Schweißstromquelle)
Orsak: Ursache: Die Schweißstromquelle kann den vom Computer beorderten Strom nicht
aufrechthalten.
Keine Funktionen werden durch diesen Fehler blockiert.
Maßnahme: Servicetechniker herbeirufen.
.
12 Kommunikationsfehler (Warnung)
Ursache: Der Fehlerrechner des CAN--Kreises enthält einen zu hohen Wert. Die Kommuni-
kation mit der Steuereinheit kann unterbrochen werden. Der Fehler kann bei einer zufälligen
Überlastung entstehen.
Maßnahme: Die Handhabung des Schweißprogramms während der Schweißung kontrollie-
ren.
13 Falsche Rotationsgeschwindigkeit
Ursache: Kann die vom Computer beorderte Geschwindigkeit nicht aufrechthalten. Die
Schweißung wird untebrochen.
Maßnahme: Kabel kontrollieren. Wenn der Fehler bleibt, einen Servicetechniker herbeirufen.
14 Kommunikationsfehler
Ursache: Der Fehlerrechner des CAN--Kreises enthält einen zu hohen Wert. Der Schwe-
ißvorgang wird angehalten.
Der Fehler kann bei einer zufälligen Überlastung entstehen.
Maßnahme: Die Handhabung des Schweißprogramms während der Schweißung kontrollie-
ren. Spannungs--Abschaltung erforderlich für Zurücksetzung. Wenn der Fehler bleibt, einen
Servicetechniker herbeirufen.
dpa8d1gc
-- 4 8 --

DE
Code Beschreibung
15 Verlorene Meldungen
Ursache: Eine Meldung wurde von einer anderen Meldung über--schrieben. Häufiges Drück-
en auf die Tasten der Steuereinheit während der Schweißung kann diesen Fehler verursac-
hen. Der Schweißvorgang wird angehalten.
Maßnahme: Die Handhabung des Schweißprogramms während der Schweißung kontrollie-
ren. Spannungs--Abschaltung erforderlich für Zurücksetzung. Wenn der Fehler bleibt, einen
Servicetechniker herbeirufen.
16 Falsche Drahtvorschubgeschwindigkeit
Ursache: Kann die vom Computer beorderte Geschwindigkeit nicht aufrechthalten.
Maßnahme: Die Kabel kontrollieren.
17 Kontakt verloren
Ursache: Die Steuereinheit hat den Kontakt mit der einen oder beiden Motoreinheiten verlo-
ren. Die aktuelle Aktivität wird angehalten.
Maßnahme: Die Kabel kontrollieren. Wenn der Fehler bleibt, einen Servicetechniker herbei-
rufen.
18 Kontakten verloren
Ursache: Die Steuereinheit hat den Kontakt mit der Schweiß--stromquelle verloren. Die aktu-
elle Aktivität wird angehalten.
Maßnahme: Die Kabel kontrollieren. Wenn der Fehler bleibt, einen Servicetechniker herbei-
rufen.
19 Fehler im Computerspeicher (RAM)
Ursache: Der Fehler kann bei Programm--Upgrading entstehen.
Maßnahme: Die Netzspannung einschalten. Zurücksetzung erfolgt automatisch.
20 Unzulässige Einstellwerte gespeichert (RAM)
Ursache: Unzulässige Werte wurden beim Start gefunden. Kann bei Programm--Upgrading
entstehen. Alle Daten in der Steuereinheit werden gelöscht.
Maßnahme: Die Netzspannung einschalten. Automatische Zurücksetzung erfolgt.
21 Stromgrenze 1
Ursache: Motor für Rotation oder Pendlung überlastet.
Maßnahme: Schweißwerkzeug und Kabel kontrollieren.
22 Verschüttung im Senderbuffer
Ursache: Der Senderbuffer ist voll. Der Schweißvorgang wird angehalten.
Maßnahme: Die Handhabung des Schweißprogramms während der Schweißung kontrollie-
ren,
23 Verschüttung im Empfangsbuffer
Ursache: CAN--Meldungen werden schneller empfangen als die Schweißdatenplatine es
schaffen kann. Der Schweißvorgang wird angehalten.
Maßnahme: Die Handhabung des Schweißprogramms während der Schweißung kontrollie-
ren.
25 Inkompatibles Schweißdatenformat
Orsak: Versuch, Schweißdaten in einer PC--Karte zu speichern. Das Datenformat der Karte
stimmt aber nicht mit dem Format des Schweiβdatenspeichers überein.
Maßnahme: Eine andere PC--Karte verwenden.
26 Watchdog
Ursache: Etwas hat den Prozessor daran verhindert, seine normale Arbeit im Programm
durchzuführen. Keine Funktionen werden durch diesen Fehler blockiert.
Maßnahme: Die Hantierung des Schweißprogramms während der Schweißung kontrollie-
ren.
28 Verschüttung im Stapel
Ursache: Der interne Speicher wurde überfüllt. Der Fehler kann bei einer unnormalen Arbe-
itsbelastung im Prozessor entstehen.
Maßnahme: Die Hantierung des Schweißprogramms während der Schweißung kontrollie-
ren.
dpa8d1gc
-- 4 9 --
DE
Code Beschreibung
29 Kein Wasserdurchfluß vorhanden
Ursache: Der Kühlwasserdurchfluß ist unter 0,7 l/min gefallen. Die aktuelle Aktivität wird
angehalten.
Maßnahme: Kühlwasserkreis und Pumpe kontrollieren.
30 Kontakt mit WIG--Platine verloren
Ursache: Die Steuereinheit hat den Kontakt mit der WIG--Platine verloren. Die aktuelle Akti-
vität wird angehalten.
Maßnahme: Die Kabel kontrollieren. Wenn der Fehler bleibt, einen Servicetechniker herbei-
rufen.
31 Anzeigeeinheit antwortet nicht
Ursache: Der Mikroprozessor bekommt keine Quittung von der Anzeigeplatine.
Maßnahme: Servicetechniker herbeirufen.
32 Kein Gasdurchfluß vorhanden
Ursache: Der Gasdurchfluß ist unter 6 l/min gefallen.
Maßnahme: Gasventil, Schläuche und Anschlüsse kontrollieren.
10.2 Fehleditierungscodes
Fehleditierungscodes sind Codes, die bei einer falschen Tastenbetätigung im
Ziffernfeld angezeigt werden. Die Nummer des Codes fängt immer mit einem p an.
Code Ursache
13 Fehler beim Programmfahren.
110 Der Arbetsbereich ist beim Aufruf eines Programms von der Bibliothek nicht leer.
111 Die Programnummer ist in der Bibliothek nicht vorhanden
131 Unzulässige Tastenbetätigung während des Schweißens.
133 Nur während des Schweißens zulässig.
134 PC--Karte mangelt.
135 Modell der PC--Karte von der Stromquelle nicht anerkannt (LTS 320)
136 Falsche Programmversion der PC--Karte.
160 Der Arbetsbereich ist voll.
163 Die Steuereinheit kann den Wert im Ziffernfeld nicht auslegen.
176 Das Schweißprogramm ist für die Schweißung nicht aktzeptiert.
177 Schweißstart ist in dieser Programmposition der Steuereinheit verboten.
178 Neustart funktioniert nicht. Ein Stopp muß dem Neustart vorangehen.
198 Schweißstart verboten, wenn die Motoren in einem manuellen Programm aktiviert sind.
199 Schweißstart verboten, wenn Aktivitäten in der Bibliothek im Gang sind.
204 Ein Sektorwert kann nicht zu einem anderen Sektor übertragen werden.
205 Eine Taste ist beim Start des Werkzeuges aktiviert.
206 Werkzeugscode für das angeschlossene Werkzeug mangelt.
207 Werkzeugscode nicht akzeptiert.
212 Weiche Taste nicht aktiviert.
213 Lösch--Zustand: Taste nicht betätigen.
221 Die Taste ist in diesem Zustand nicht definiert.
222 Beim Start: Nur Werkzeugscode zulässig.
223 Lösch--Zustand: Taste nicht definiert.
229 Korr--Zustand: T aste nicht betätigen.
dpa8d1gc
-- 5 0 --

Aufdi
Parameteranze
i
gendrücke
n
DE
Code Ursache
233 Gewünschte Rampen--Funktion: Parameter ist leer oder nicht definiert.
252 Der Code des angeschlossenen Werkzeuges stimmt nicht mit dem Werkzeugscode des
Scweißprogramms im Arbeitsbereich überein.
11 AKTUELLE PARAMETERWERTE ANZEIGEN
1 1.1 Verwendungsbereich
Mit dieser Funktion ist es möglich, die gemessene Werte der verschiedenen
Parameter während der Schweißung abzulesen. Die Werte werden alle 0,5
Sekunden aktualisiert.
Folgende Parametergruppen können aktuelle Parameterwerte anzeigen:
Schweißstrom Drahtvorschubgeschwindigkeit
Drehgeschwindigkeit Gas
11.2 Aktuelle Parameterwerte anzeigen
S Auf die Taste ZUSA TZFUNKTIONEN drücken, um in die Zusatzfunktionen
hineinzukommen.
S
Ergebnis: Aktuelle Parameterwerte anzeigen ist jetzt markiert und aktiviert.
S Auf die START--Taste drücken, um das Programm zu starten.
eweicheTaste
-
-
.
ZUSATZFUNKTIONEN
SPRACHE "
SPEICHERFEHLER "
AKTUELLE PARAMETERANZZEIGE
SOFTWARE UPGRADE "
SOFTWARENSPERRE "
SPRA-CHE
FEHL-AN-ZEIGEN
PARA-METER
ANZEIG
SOFT--.
WARE-UPGR.
SOFT-WAREN-SPEERE
S Die gewünschte Parametertaste eindrücken.
Im Anzeigefenster werden jetzt die aktuellen Parameterwerte angezeigt.
dpa8d1gc
-- 5 1 --

DE
12 PROGRAMM--UPGRADING
12.1 Verwendungsbereich
Mit Hilfe dieser Funktion können die Programme der verschiedenen Einheiten
(Platinen) der Schweißausrüstung durch neue Software über eine PC--Karte ersetzt
werden.
Unter Einheit versteht sich hier eine Platine mit aktualisierbarer Software.
12.2 Menü--Erklärung
SOFTWARE UPGRADE
Einheit Leist.ver PC--karte
SYSTEM VERSION. 1.00B
SOFWARE LADEN 1,12
j STROMQUELLE 1.00 2.00
j ROT/DRAHT--EINH. ? --
j EINGABEEINHEIT 0,00 --
NÄCHST
#
Leist--Ver Beschreibt die Programmversion, die in dieser Einheit aktiv ist.
PC--Karte Beschreibt die Programmversion, die in der Platine dieser Einheit
gespeichert ist.
? Es gibt eine Einheit, aber die Version ist dem Computer nicht be-
kannt.
-- Es gibt kein Programm für diese Einheit in der PC--Karte.
SYSTEM VERSION Zeigt die Programmgarnitur an, die in der PC--Karte gespeichert
ist. Eine Programmgarnitur kann aus 1--4 Programmen bestehen
(eine für jede Einheit).
SOFTWARE LADEN Upgrading--Programm.
STROMQUELLE Platine zur Steuerung der Schweißstromquelle.
ROT/DRAHT EINHEIT Platine zur Steuerung der Rotations-- und Draht--vorschubmoto-
ren.
EINGABEEINHEIT Platine in der Steuereinheit.
j
j
ENDE UP--
GRADE
12.3 Upgrading.
Beim Upgrading der Steuereinheit werden alle Schweißdaten gelöscht.
Deshalb nicht vergessen, alle Daten in einer PC-- Karte zuerst zu speichern!
Um die Einheit ROT/DRAHT, SCHWEISSDATEN (Steuereinheit) zu aktualisieren, auf
dieselbe Weise wie mit der Einheit STROMQUELLE verfahren.
Upgrading der Stromquellen-- Einheit
Sicherstellen, daß die Netzspannung an der Stromquelle nicht
abgeschaltet wird, wenn Upgrading im Gang ist.
dpa8d1gc
-- 5 2 --

Aufdi
Softwaren
Aufdi
f”S
l
le”
D
i
DE
S Die PC--Karte mit dem Upgrade-- Programm einsetzen.
S Auf ZUSATZFUNKTIONEN drücken, um in die Zusatzfunktionen
hineinzukommen.
S
eweicheTaste
--
ZUSATZFUNKTIONEN
Upgrade drücken.
SPRACHE "
SPEICHERFEHLER "
AKTUELLE PARAMETERANZEIGE
SOFTWARE UPGRADE "
SOFTWARENSPERRE "
SPRA-CHE
FEHL-AN-ZEIGEN
PARA- -
METER--
ANZEIG
SOFT-WARE-UPGR.
S O F T -- -WAREN-SPERRE
Ergebnis: Wir sind jetzt in das Menü Softwaren--Upgrade gekommen.
In diesem Beispiel besteht die Programmgarnitur der PC--Karte nur aus einem
Upgrade--Programm für die Stromquellen --Einheit.
Folgendes Anzeigefenster wird gezeigt:
S
Nächst drücken und
au
gehen.
eweicheTaste
”
tromque
SOFTWARE UPGRADE
Einheit Leist.ver PC--karte
”
SYSTEM VERSION. 1.00B
SOFTWARE LADEN 1,12
j STROMQUELLE 1.00 2.00
j ROT/DRAHT EINHEIT ? --
j EINGABEEINHEIT 0,00 --
NÄCHST
#
j
j
ENDE UP--
GRADE
S Auf die andere weiche Taste drücken, um die Einheit Stromquelle zu markieren.
Wenn weitere Einheiten aktualisiert werden sollen, müssen diese auf dieselbe
Weise markiert werden.
Die markierte Wahl kann aufgehoben werden, indem die andere weiche Taste
erneut eingedrückt wird (die Markierung verschwindet dabei).
S
eweicheTaste
Upgrade
SOFTWARE UPGRADE
Einheit Leist.ver PC--karte
eindrücken.
SYSTEM VERSION. 1,00B
SOFTWARE LADEN. 1,12
j STROMQUELLE 1.00 2.00
j ROT/DRAHT EINHEI ? --
j EINGABEEINHEIT 0,00 --
NÄCHST
#
j
j
ENDE UP--
GRADE
dpa8d1gc
-- 5 3 --

F
ürU
d
i
f
drück
DE
Ein Dialogfeld wird im Anzeigefenster gezeigt:
S
Folgendes Dialogfeld wird im Anzeigefenster gezeigt, wenn Upgrading im Gang ist:
pgra
ng, au
die weiche Taste Ja
en.
SOFTWARE UPGRADE
DAS SOFTWARE UPGRADING KANN
BIS ZU 5 MIN/EINHEIT DAUERN UND
DARF NICHT ABGEBROCHEN WERDEN!
WIRKLICH AUSFÜHREN ?
NEIN JA
SOFTWARE UPGRADE
ANLAGE WÄHREND DIESES PROZESSES
UPPGRADING STROMQUELLE .....
23% completed
kkkkkkkkkkkkkkkkk
NICHT ABSCHALTEN !
Nach Beendung des Upgrade--Prozesses wird folgendes im Anzeigefenster gezeigt:
SOFTWARE UPGRADE
UPGRADING ERFOLGREICH BEENDET!
BITTE DIE ANLAGE NEU STARTEN !
Ergebnis: Die Stromquellen --Einheit ist jetzt auf Programm--Version 2.00 aktualisiert.
Um die Schweißausrüstung anwenden zu können, muß die Schweißstromquelle wie
folgt erneut gestartet werden:
S Netzspannungs--Schalter der Schweißstromquelle auf 0 stellen.
S Netzspannungs--Schalter der Schweißstromquelle auf 1 stellen.
12.4 Wenn Upgrading der Einheiten in der Stromquelle mißlingt
Wenn die Netzspannung der Stromquelle während des Upgrade--Verlaufs
abgeschaltet wird, kann die Programm--Aktualisierung scheitern.
-- 5 4 --
dpa8d1gc

DE
Upgrading der Einheiten Stromquelle, Rot/Draht mißlungen.
Folgendes Dialogfeld wird im Anzeigefenster gezeigt:
SOFTWARE UPGRADE
FEHLER BEI UPGRADING ! : 6
EINHEIT: 2
Eine neue Aktualisierung wie folgt ausführen:
S Den Netzspannungs --Schalter der Schweißstromquelle auf 0 stellen.
S Die vierte der fünf weichen Tasten an der Steuereinheit eingedrückt halten und
den Netzspannungs--Schalter auf 1 stellen.
Die weiche Taste eingedrückt halten, bis sich ein Doppel--Piepen hören läßt.
Die Schweißstromquelle startet mit den Einheiten Stromquelle, Rot/Draht in
einer Programm-- Stellung, die einen neuen Upgrade--Versuch ermöglicht.
Das Anzeigefenster für das Upgrade--Menü wird an der Steuereinheit gezeigt.
Den Verlauf unter Upgrading auf Seite 52 wiederholen.
12.5 Wenn Upgrading der Steuereinheiten mißlingt
Wenn die Netzspannung der Stromquelle während des Upgrade--Verlaufs
abgeschaltet wird, kann die Programm--Aktualisierung scheitern.
Wenn dieses wäh rend der ersten 15 Sekunden passiert, muß ein ESAB
Servicetechniker herbeigerufen werden.
Eine neue Aktualisierung wie folgt ausführen:
S Den Netzspannungs --Schalter der Schweißstromquelle auf 0 stellen.
S Die PC--Karte mit dem Upgrade-- Programm für die Steuereinheit einsetzen.
S Die fünfte der fünf weichen Tasten eingedrückt halten, und gleichzeitig den
Netzspannungs--Schalter auf 1 stellen.
dpa8d1gc
-- 5 5 --

Aufdi
Sof
t
drücken
Aufdi
udeeceast
e
DE
Die weiche Taste eingedrückt halten, bis sich ein Doppel--Piepen hören läßt.
Bei Upgrading der Steuereinheit ist das Anzeigefenster leer. Wenn der
Upgrade--Verlauf klar ist, startet die Steuereinheit auf normale Weise.
Der Upgrade-- Verlauf dauert etwa 5 Minuten.
ACHTUNG! Die Schweißstromquelle während des Upgrade--Verlaufs nicht
abschalten.
Wenn das Upgrading trotzdem nicht funktioniert, einen Servicetechniker herbeirufen.
13 SOFTWARENSPERRE
13.1 Allgemein
Die Softwarensperre ist zum Sperren gewisser Funktionen. Wenn die Sperre
aktiviert ist, können Änderungen eingegebener Werte eines Schweißprogramms,
Speicherung von Programmen in der Bibliothek und in der PC--Karte nicht
vorgenommen werden. Die Zusatzfunktionen sind auch nicht verfügbar.
13.2 Steuereinheit sperren
S Die Taste ZUSATZFUNKTIONEN eindrücken, um in die Zusatzfunktionen
hineinzukommen.
S
Ergebnis: Wir sind jetzt in das Menü Softwarensperre hineingekommen.
S Mit den Z iffertasten 4 Nummern eingeben, um den Code anzuzeigen.
S
Enter drücken.
eweicheTaste
waren-- sperre
.
eweicheTaste
ZUSATZFUNKTIONEN
SPRACHE "
SPEICHERFEHLER "
AKTUELLE PARAMETERANZEIGE
SOFTWARE UPGRADE "
SOFTWARENSPERRE "
SPRA-CHE
SOFTWARENSPERRE 1234
FEHL-AN-ZEIGE
PARA- -
METER--
ANZEIG
SOFT-WARE-UPGR.
SOFT--
WAREN-SPERRE
CODE (4 NUMMERN):
DIE STEUEREINHEIT IST NICHT GESPERRT.
SPERR. ÖFFN.
dpa8d1gc
SPERR.
-- 5 6 --
GRENZ. ENDE ENTER
Aufdi
AufdieweicheTaste
p
D
eetspeced
e
()denZiffertasten
Aufdi
udeeceast
e
DE
Folgendes Anzeigefenster wird gezeigt:
S
Sperre drücken.
eweicheTaste
SOFTWARENSPERRE
CODE (4 NUMMERN): 1234
DIE STEUEREINHEIT IST NICHT GESPERRT.
SPERR. ÖFFN.
SPERR.
GRENZ. ENDE ENTER
Ergebnis: Die Steuereinheit ist gesperrt
S Die Taste eindrücken, um zum Arbeitsbereich zurückzukommen.
13.3 Steuereinheit -- Sperre öffnen
S Die Taste ZUSATZFUNKTIONEN eindrücken.
Folgendes Anzeigefenster wird gezeigt:
S
en entsprechenden
Code (z.B. 1234) mit
eingeben.
BITTE GRENZWERT EINGEBEN CODE (4 NUMMERN):
DIE STEUEREINHEIT IST GESPERRT.
. ENTER
Der Empfang jeder eingegebenen Codenummer wird durch : quittiert.
S Auf die weiche Taste Enter drücken.
Ergebnis: Die Steuereinheit ist nicht gesperrt. Wir sind in das Menü der
Zusatzfunktionen hineingekommen.
13.4 Code ändern
S Der Code kann geändert werden, indem 4 neue Nummern mit den Ziffertasten
eingegeben werden.
S
Enter drücken.
eweicheTaste
SOFTWARENSPERRE 1111
CODE (4 NUMMERN): 1234
dpa8d1gc
DIE STEUEREINHEIT IST NICHT GESPERRT.
SPERR. ÖFFN.
SPERR.
-- 5 7 --
GRENZ. ENDE ENTER

Aufdi
AufdieweicheTaste
p
DE
Folgendes Anzeigefenster wird gezeigt:
S
Sperre drücken.
eweicheTaste
SOFTWARENSPERRE
CODE (4 NUMMERN): 1111
DIE STEUEREINHEIT IST NICHT GESPERRT.
SPERR. ÖFFN.
SPERR.
GRENZ. ENDE ENTER
Ergebnis: Die Steuereinheit hat einen neuen Code bekommen und ist gesperrt.
S Auf die Taste drücken, um zum Arbeitsbereich zurückzukommen.
13.5 Code vergessen?
Wenn Sie den Code vergessen haben, dann Ihren nächsten ESAB Servicetechniker
anrufen.
13.6 Grenzwerte anzeigen
Für folgende Schweißparameter können Grenzwerte in Prozent angezeigt werden,
max. +10% des eingestellten Werts:
STROM
Spitzenstrom und Grundstrom.
DREHUNG
Drehung vorwärts, Drehung rückwärts, pulsierende Drehung vorwärts oder
pulsierende Drehung rückwärts.
DRAHTVORSCHUB
Drahtvorschubgeschwindigkeit bei Spitzenstrom bzw. Grundstrom.
POSITION
Schaltpunkt
STROMZEIT
Impulszeit und Grundzeit
Vor der Anzeige von Grenzwerten, muß erst ein Programm im Arbeitsbereich
ausgearbeitet werden.
S Die Taste ZUSATZFUNKTION eindrücken, um in die Zusatzfunktionen
hineinzukommen.
dpa8d1gc
-- 5 8 --

Aufdi
Softwarensperre
drücken
Aufdi
AufdieweicheTaste
Aufdi
udeeceast
e
,-aufdengewünsc
h
Aufdi
udeeceast
e
p
DE
S
eweicheTaste
.
ZUSATZFUNKTIONEN
SPRACHE "
SPEICHERFEHLER "
AKTUELLE PARAMETERANZEIGE
SOFTWARE UPGRADE "
SOFTWARENSPERRE "
SPRA-CHE
FEHL-AN-ZEIGE
PARA- METER
ANZEIG
SOFT
WARE
UPGR.
SOFT--
WAREN
SPERRE
Dieses Fenster wird dabei gezeigt:
S
Grenze drücken.
eweicheTaste
SOFTWARENSPERRE
CODE (4 NUMMERN):
DIE STEUEREINHEIT IST NICHT GESPERRT.
SPERR. ÖFFN.
SPERR.
GRENZ ENDE ENTER
Ergebnis: Sie sind in das Menü Softwarensperre Grenzwerte hineingekommen.
Dieses Fenster wird dabei gezeigt:
S
nächst drücken, um
eweicheTaste
SOFTWARENSPERRE GRENZ.
ten Parameter zu
gehen.
STROM: 0% STROM ZEIT: 0%
DREHUNG: 0%
DRAHTVORSCHUB0%
POSITION: 0%
NÄCHST
+/-- +/--
.
--
+
ENDE
ENTER
S Auf die weiche Taste (--) oder (+) drücken, um Grenzwerte in Prozent
anzuzeigen, max +10% des eingestellten Werts.
S Wenn die Einstellungen klar sind, auf die weiche Taste enter drücken, um die
Einstellungen zu speichern (ein Piepen läßt sich hören).
S Auf die weiche Taste Ende drücken.
Dieses Fenster wird dabei gezeigt:
S
sperren drücken.
eweicheTaste
SOFTWARENSPERRE
CODE (4 NUMMERN):
DIE STEUEREINHEIT IST NICHT GESPERRT.
SPERR. ÖFFN.
SPERR.
GRENZ ENDE ENTER
-- 5 9 --
dpa8d1gc

DE
Ergebnis: Die Steuereinheit mit den eingestellten Grenzwerten ist gesperrt.
Achtung! Nächstes Mal, wenn man in das Menü Softwarensperre Grenzwerte
hineingeht, sind die Werte wieder 0%. Neue Grenzwerte werden berechnet, indem
die weiche Taste enter eingedrückt wird.
S Die Taste eindrücken, um zurück zum Arbeitsbereich zu gehen.
14 NOTIZBUCH
14.1 Verwendungsbereich
In das Notizbuch können Notizen eingeführt werden z.B. über:
S WERKSTOFF, ROHRDURCHMESSER, ROHRW ANDDICKE,
LAGEN Nr.
S STARTPUNKT, SCHWEISSZEIT
S ELEKTRODENDURCHMESSER, ELEKTRODENVORSTAND, ELEKTRODEN-
WINKEL
S ABSTAND: ELEKTRODE--DRAHT, ELEKTRODE--WERKSTÜCK
S DRAHTTYP, DRAHTDURCHMESSER, ELEKTRODENTYP
S SCHWEISSGAS
S FORMIERGAS
S STARTGAS
Alle Notizen werden zusammen mit dem aktuellen Schweißprogramm in der
Bibliothek gespeichert.
14.2 Daten einschreiben
S Für Zutritt zum Notizbuch, die Tasten SHIFT und SCHRITT eindrücken.
NOTIZBUCH SEITE 1(8)
WERKSTOFF
ROHRDURCHMESSER.
ROHRWANDDICKE
LAGEN Nr.
dpa8d1gc
NÄCHST
SEITE
WERK-STOFF
-- 6 0 --
ROHR
DURCHM
WAND
DICKE
LAGEN
Nr.

Aufdi
udeeceast
e
DE
14.3 Beispiel 2a
Hier folgt ein Beispiel über Notizen, die in das Notizbuch eingeführt werden können.
Schweißpara-
Erklärung Wert
meter
Werkstoff SIS--Bezeichnung für NiRo--Stahl 2333
Rohrdurchmes-
Außendurchmesser des Rohres 60 mm
ser
Rohrwanddicke Wanddicke des Rohres 3mm
Lagen Nr. Nummer der Fuge 2
Startpunkt Startpunktstelle am Rohr. 3Uhr
Schweißzeit Dauer eines ausgeführten Schweißprogramms. 1h20min30s
Elektroden-
Durchmesser der Wolframelektrode 1,6 mm
durchmesser
Elektrodenvor--
stand
Elektrodenwin-
Länge des Elektrodenvorstands im Verhältnis zum Elektro-
5mm
denhalter.
Winkel der Wolframelektrode im Verhältnis zum Rohr. 30 5
kel
Abstand:
Abstand zwischen Wolframelektrode und Zusatzdraht. 5mm
Elektrode-Draht
Abstand:
Abstand zwischen Wolframelektrode und Werkstück (Rohr). 5mm
Elektrode-Werkstück
Draht typ Typ des verwendeten Zusatzdrahts. OK 12.51
Drahtdurch-
Durchmesser des Zusatzdrahts 0,8 mm
messer
Elektrodentyp Qualität der Wolframelektrode (Thorium, Lantan) 2% Th, 2% La
Schweißgas Qualität des Schweißgases (Argon,
100 % Ar
Helium, Wasserstoff, Stickstoff)
Formiergas Qualität des Formiergases (Argon, Helium, Wasserstoff,
100 % Ar
Stickstoff)
Startgas Qualität des Startgases (Argon, Helium, Wasserstoff, Stick-
100 % He
stoff)
Werkstoff = 2333
S Mit den Ziffertasten 2333 eingeben.
S
Werkstoff drücken.
dpa8d1gc
eweicheTaste
NOTIZBUCH SEITE 1(8)
WEKRSTOFF
ROHRDURCHMESSER.
ROHRWANDDICKE
LAGEN Nr.
NÄCHST
SEITE
WERK-STOFF
-- 6 1 --
ROHR--
DURCHM
2333
WAND-DICKE
LAGEN
Nr.

Aufdi
AufdieweicheTaste
Aufdi
udeeceast
e
Aufdi
udeeceast
e
DE
Rohraußendurchmesser = 60 mm
S Mit den Z iffertasten den Wert 60 eingeben.
S
Rohr--durchmesser
drücken.
eweicheTaste
NOTIZBUCH SEITE 1(8)
WEKRSTOFF 2333
ROHRDURCHMESSER.
ROHRWANDDICKE
LAGEN Nr.
60
NÄCHST
SEITE
WERK-STOFF
ROHR--
DURCHM
WAND-DICKE
LAGEN
Nr.
(Wenn ein Wert des Außendurchmessers des Rohres eingegeben wurde, wird der
Meßwert der Geschwindigkeit in cm/min angezeigt.)
Wanddicke = 3 mm
S Mit den Z iffertasten den Wert 3 eingeben.
S
Rohrwanddicke
drücken.
eweicheTaste
NOTIZBUCH SEITE 1(8)
WEKRSTOFF 2333
ROHRDURCHMESSER. 60,0 mm
ROHRWANDDICKE
LAGEN Nr.
NÄCHST
SEITE
WERK-STOFF
ROHR--
DURCHM
3
WAND-DICKE
LAGEN
Nr.
Lagennummer = 2
S Mit den Ziffertasten Nr. 2 eingeben.
S
Lagen--nummer
drücken.
S Auf die weiche Taste
Nächste Seite
drücken.
eweicheTaste
NOTIZBUCH SEITE 1(8)
WEKRSTOFF 2333
ROHRDURCHMESSER. 60.0 mm
ROHRWANDDICKE 3.00 mm
LAGEN Nr.
2
NÄCHST
SEITE
WERK-STOFF
ROHR--
DURCHM
WAND-DICKE
LAGEN
Nr.
-- 6 2 --
dpa8d1gc

Aufdi
AufdieweicheTaste
Aufdi
udeeceast
e
Aufdi
udeeceast
e
DE
Startpunkt = 3 Uhr
S Mit den Ziffertasten 3 eingeben.
S
Start--punkt
drücken.
eweicheTaste
NOTIZBUCH SEITE 2(8)
STARTPUNKT
SCHWEISSZEIT
3
NÄCHST
SEITE
START-PUNKT
Schweißzeit = 1 Std 20 Min 30 S
S Mit den Ziffertasten 1 eingeben.
S Auf die weiche Taste Stunden drücken.
S Mit den Ziffertasten 20 eingeben.
S Auf die weiche Taste Minuten drücken.
S Mit den Ziffertasten 30 eingeben.
S Auf die weiche Taste Sekunden drücken
S
Nächste Seite
drücken.
eweicheTaste
NOTIZBUCH SEITE 2(8)
STARTPUNKT 3 o’clock
SCHWEISSZEIT. 1 h
NÄCHST
SEITE
START-PUNKT
STD.
STD.
MIN. SEK.
20 min
30 s
MIN. SEK.
Elektrodendurchmesser = 1,6 mm
S Mit den Ziffertasten 1,6 eingeben.
S
Durchmesser
drücken.
dpa8d1gc
eweicheTaste
NOTIZBUCH SEITE 3(8)
ELEKTR. DURCHMESSE
ELEKTRODENVORSTAND
ELEKTRODENWINKEL
NÄCHST
SEITE
DURCHM
-- 6 3 --
VOR--
STAND
1.6
WINKEL

Aufdi
AufdieweicheTaste
Aufdi
udeeceast
e
Aufdi
AufdieweicheTaste
Aufdi
udeeceast
e
DE
Elektrodenvorstand = 5 mm
S Mit den Ziffertasten 5 eingeben.
S
Vorstand drücken.
eweicheTaste
NOTIZBUCH SEITE 3(8)
ELEKTR. DURCHMESSE 1.6 mm
ELEKTRODENVORSTAND
ELEKTRODENWINKEL
5
NÄCHST
SEITE
Elektrodenwinkel = 305
S Mit den Ziffertasten 30 eingeben.
S
Winkel drücken.
S Auf die weiche Taste
Nächste Seite
drücken.
eweicheTaste
NOTIZBUCH SEITE 3(8)
ELEKTR. DURCHMESSE 1.6 mm
ELEKTRODENVORSTAND 5.0 mm
ELEKTRODENWINKEL
NÄCHST
SEITE
Abstand: Elektrode-- Draht = 5 mm
S Mit den Ziffertasten 5 eingeben.
S
Elektrode--Draht
drücken.
eweicheTaste
NOTIZBUCH SEITE 4(8)
ABSTAND:
ELEKTRODE -- DRAHT
ELEKTRODE -- WERKSTÜCK
DURCHM
DURCHM
VOR--
STAND
VOR--
STAND
WINKEL
30
WINKEL
5
NÄCHST
SEITE
ELEKT.
--
DRAHT
ELEKT.
--
WERKST
Abstand: Elektrode--Werkstück = 5 mm
S Mit den Ziffertasten 5 eingeben.
S
Elektrode-Werkstückdrücken.
S Auf die weiche Taste
Nächste Seite
eweicheTaste
NOTIZBUCH SEITE 4(8)
ABSTAND:
ELEKTRODE -- DRAHT 5.0 mm
ELEKTRODE -- WERKSTÜCK
5
drücken.
NÄCHST
SEITE
ELEKT.
--
DRAHT
-- 6 4 --
dpa8d1gc
ELEKT.
--
WERKST

Aufdi
AufdieweicheTaste
Aufdi
udeeceast
e
Aufdi
udeeceast
e
DE
Drahttyp = OK 12.51
S Mit den Ziffertasten 12.51 eingeben.
S
Drahttyp drücken.
eweicheTaste
NOTIZBUCH SEITE 5(8)
DRAHTTYP
DRAHTDURCHMESSER
ELEKTRODENTYP
12.51
NÄCHST
SEITE
DRAHT
TYP
Drahtdurchmesser = 0.8 mm
S Mit den Ziffertasten 0,8 eingeben.
S
Draht--durchmes ser drücken.
eweicheTaste
NOTIZBUCH SEITE 5(8)
DRAHTTYP 12.51
DRAHDURCHMESSER
ELEKTRODENTYP
NÄCHST
SEITE
DRAHT
TYP
Elektrodenqualität = 2% Th, 2 % La
S Mit den Ziffertasten 2 eingeben.
S Auf die weiche Taste Elektrode % Th.
S Mit den Ziffertasten 2 eingeben.
DRAHT.
DURCHM
SUNG
DRAHT.
DURCHM
SUNG
ELEKT.
%Th
0.8
ELEKT.
%Th
ELEKT.
%La
ELEKT.
%La
S Auf die weiche Taste Elektrode % La.
S
Nächste Seite
drücken.
dpa8d1gc
eweicheTaste
NOTIZBUCH SEITE 5(8)
DRAHTTYP 12.51
DRAHDURCHMESSER 0.8 mm
ELEKTRODENTYP
NÄCHST
SEITE
DRAHT
TYP
-- 6 5 --
DRAHT.
DURCHM
SUNG
ELEKT.
%Th
ELEKT.
%La

Aufdi
AufdieweicheTaste
Aufdi
udeeceast
e
T
k
ind
Tryckindenmjuka
DE
Schweißgas = 100 % Ar
S Mit den Ziffertasten 100 eingeben.
S
% Argon drücken.
eweicheTaste
NOTIZBUCH SEITE 6(8)
100
S Auf die weiche Taste
SCHWESSGAS
Nächste Seite
drücken.
NÄCHST
SEITE
%Ar
Formiergas = 100 % Ar
S Mit den Ziffertasten 100 eingeben.
S
% Argon drücken.
S Auf die weiche Taste
eweicheTaste
NOTIZBUCH SEITE 7(8)
FORMIERGAS
Nächste Seite
drücken.
NÄCHST
SEITE
%Ar
%He
%He
%H %N
100
%H %N
Startgas = 100 % He
S Mit den Ziffertasten 100 eingeben.
S
ryc
knappen % Helium.
S Auf die weiche Taste
en mjuka
NOTIZBUCH SEITE 8(8)
STARTGAS
100
% Helium drücken.
NÄCHST
SEITE
%Ar
%He
%H %N
S Die weichen Tasten SHIFT und SCHRITT eindrücken, um zum
Arbeitsbereich zurückzukommen.
15 HANDSCHWEISSEN
15.1 Verwendungsbereich
Manuelles WIG--Schweißen mit Handbrenner (die entsprechende Gebrauchsanweisung beachten).
dpa8d1gc
-- 6 6 --

Aufdi
udeeceast
e
DE
15.2 Schweißprogramm ausarbeiten
Für Handschweißen muß ein aus 2 Sektoren bestehendes Schweißprogramm
ausgearbeitet werden. Strom-- und Gasparameter müssen dabei angezeigt werden.
ACHTUNG! Rotation darf nicht angezeigt werden.
15.3 Beispiel 3a
Zuerst den entsprechenden Werkzeugscode des WIG--HANDBRENNERS wählen.
Dieses ist ein einfaches, aus 2 Sektoren bestehendes Schweißprogramm, wo Sektor
2 ein Endsektor ist.
Sektor 1 Sektor 2
Schaltpunkt 0.000 1.000
Schweißstrom (konstant) (A) 80 0
Schweißstrom (Grundsstrom) (A) 40 40
Schweißstrom (Pulszeit) (s) 0,5 0,5
Schweißstrom (Grundzeit) (s) 0,5 0,5
Anstieg--Rampe (s) 2 -Abfall--Rampe (s) -- 5
Gasvorströmung (Schweißgas) (s) 5 -Gasnachströmung (Schweißgas) (s) -- 10
Sektor 1
Schaltpunkt
Der Schaltpunkt für Sektor 1 ist automatisch 0,000, wenn nichts anderes angezeigt
wird. Deshalb mit der Einstellung des Stromparameters anfangen.
Schweißstrom
Pulsstrom = 80 A
S Die Taste SCHWEISSTROM eindrücken.
Das Bild für Einstellung des Schweißstroms wird im Anzeigefenster angezeigt.
S Mit den Z iffertasten den Wert 80 eingeben.
S
Konstanter Pulsstrom drücken.
eweicheTaste
SEKTOR 1(1) 0.000
PULSSTROM A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
80
GRUND--
ZEIT
Ergebnis: PULSSTROM = 80 A in Sektor 1.
Grundsstrom= 40 A
S Mit den Z iffertasten den Wert 40 eingeben.
dpa8d1gc
-- 6 7 --

Aufdi
AufdieweicheTaste
Aufdi
udeeceast
e
Aufdi
AufdieweicheTaste
DE
S
Konstanter
Grundsstrom
drücken.
eweicheTaste
SEKTOR 1(1) 0.000
PULSSTROM 80 A
GRUNDSTROM A
PULSZEIT s
GRUNDZEIT s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
Ergebnis: GRUNDSTROM = 40 A in Sektor 1.
Pulszeit = 0,5 s statt 1,0.
S Mit den Z iffertasten den Wert 0,5 eingeben.
S
Pulszeit drücken.
eweicheTaste
SEKTOR 1(1) 0.000
1 PULSSTROM 80 A
GRUNDSTROM 40 A
PULSZEIT 1,00 s
GRUNDZEIT 1,00 s
40
GRUND--
ZEIT
0,5
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: PULSZEIT = 0,50 s statt 1,00 s in Sektor 1.
Grundzeit = 0,5 s statt 1,0.
S Mit den Z iffertasten den Wert 0,5 eingeben.
S
Grundzeit drücken.
eweicheTaste
SEKTOR 1(1) 0.000
1 PULSSTROM 80 A
GRUNDSTROM 40 A
PULSZEIT 0,50 s
GRUNDZEIT 1,00 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: GRUNDZEIT = 0,50 s statt 1,00 s in Sektor 1.
0,5
dpa8d1gc
-- 6 8 --

Mit
denZif
f
MitdenZiffertaste
n
Aufdi
udeeceast
e
D
ieSEKTO
R--eSO
DE
Rampe
Anstieg--Rampe = 2sfür Pulsstrom.
S Auf die weiche Taste Konstanter Pulsstrom drücken.
S
den Wert 2 eingeben
er--tasten
SEKTOR 1(1) 0.000
2
S Die RAMPEN--
Taste (SLOPE)
eindrücken.
2 PULSSTROM 80 A
GRUNDSTROM 40 A
PULSZEIT 0.50 s
GRUNDZEIT 0.50 s
KONST/
PULS-STROM
GRUND--
STROM
PULS-ZEIT
GRUND--
ZEIT
Ergebnis: PULSSTROM = 80 A, 2,0 s in Sektor 1 und
GRUNDSTROM = 40 A, 2,0 s in Sektor 1.
Gas
Gasvorströmung, Schweißgas = 5s.
S Die Taste GAS eindrücken.
S Mit den Z iffertasten den Wert 5 eingeben.
Die Gasvorströmung ist auf 2 s voreingestellt. Dieser Wert gilt, wenn kein
anderer Wert eingegeben und beim Start im Anzeigefenster angezeigt wird.
S
Schweißgas
drücken.
eweicheTaste
SEKTOR 1(1) 0.000
SCHWEISSGAS s
FORMIERGAS s
STARTGAS s
5
SCHW.-GAS
FORM.-GAS
START
GAS
Ergebnis: SCHWEISSGAS = 5 s in Sektor 1.
Sektor 2
Schaltpunkt
S Mit den Ziffertasten den Wert des neuen Schaltpunkts, 1,010, eingeben.
S
Taste eindrücken.
SEKTOR 1(1) 0.000 1.010
1 SCHWEISSGAS 5 s
FORMIERGAS s
STARTGAS s
SCHW.-GAS
FORM.-GAS
START
GAS
Ergebnis: Sektor 2 aus insgesamt 2 Sektoren.
dpa8d1gc
-- 6 9 --

Aufdi
AufdieweicheTaste
Mit
denZif
f
tdeetaste
DE
Schweißstrom
Pulsstrom = 0A
Da Sektor 2 ein Endsektor ist, muß der Schweißstrom auf 0 A eingestellt werden.
S Die Taste SCHWEISSTROM eindrücken.
S Mit den Z iffertasten den Wert 0 eingeben.
S
Konstanter
Pulsstrom drücken.
eweicheTaste
SEKTOR 2(2) 1.000
1 PULSSTROM 80 A
1 GRUNDSTROM 40 A
1PULSZEIT 0.50s
1 GRUNDZEIT 0.50 s
0
2.0 s
2.0 s
KONST/
PULS-STROM
GRUND--
STROM
PULSZEIT
GRUND--
ZEIT
Ergebnis: PULSSTROM = 0 A in Sektor 2 (Endsektor)
Rampe
Abfall--Rampe = 5sfür Pulsstrom.
S Auf die weiche Taste Konstanter Pulsstrom drücken.
S
den Wert 5 eingeben.
S Die RAMPEN--Taste
(SLOPE) eindrükken.
er--tasten
SEKTOR 2(2) 1.000
2 PULSSTROM 0 A
GRUNDSTROM 40 A
PULSZEIT 0.50 s
GRUNDZEIT 0.50 s
KONST/
PULS-STROM
GRUND--
STROM
PULSZEIT
5
GRUND--
ZEIT
Ergebnis: PULSSTROM = 0 A, 5,0 s in Sektor 2 und GRUNDSTROM = 40 A,
5,0 s in Sektor 1.
Gas
Gasnachströmung, Schweißstrom = 10 s in Sektor 2.
S Auf die Taste GAS drücken.
S Mit den Z iffertasten den Wert 10 eingeben.
Die Gasnachströmung ist auf 4 s voreingestellt. Dieser Wert gilt, wenn kein
anderer Wert eingegeben und beim Start im Anzeigefenster angezeigt wird.
dpa8d1gc
-- 7 0 --

Aufdi
AufdieweicheTaste
DE
S
Schweißgas
drücken.
eweicheTaste
SEKTOR 2(2) 1.000
1 SCHWEISSGAS s
FORMIERGAS s
STARTGAS s
SCHW.-GAS
FORM.-GAS
START-GAS
10
Ergebnis: SCHWEISSGAS = 10 s in Sektor 2.
15.4 Schweißen
Schweißsequenz starten (Lichtbogen zünden)
S Den Brennerkontakt eindrücken und dann freigeben.
Die Parameterwerte für Sektor 1 (Startsektor) gelten während der ganzen
Schweißsequenz.
Schweißsequenz beenden
S Den Brennerkontakt eindrücken und dann freigeben.
Die Parameterwerte für Sektor 2 (Endsektor) gelten.
16 ANHANG
16.1 Werkzeugscodes
Schweißwerkzeug Größe
PRB 8--17 *
PRH 3-- 12
PRD Siehe eigendefinierte Werkzeugscodes auf Seite
POC 12--60
WIG--Handbrenner -A25 automatische
Schweißmaschine
17--49 *
33--90
60--170
3-- 38
6-- 76
13.
Mit Drehung
Ohne Drehung
*) Bei der Anwendung von Umbausatz PRB 8--17, Werkzeugscode 17--49 verwenden.
Bei der Anwendung von Antriebseinheit mit Motorübersetzung 134:1, Werkzeugscode 8--17
verwenden.
dpa8d1gc
-- 7 1 --

DE
16.2 Symbole
Symbole Erklärung
STO Speichern
RCL Aufrufen
OK Akzeptiert
p
DEL Löschen
DEL? Löschen?
Fehler. (Nach diesem Symbol folgt immer eine Fehlercodenummer.)
Wert korrigieren
Wert zu hoch
Wert zu niedrig
Plus -- Minus
Fehler im Schweißverlauf.
"
p
Untermenü zur Verfügung
Gewählte Funktion
16.3 Einstellbereich der Schweißparameter
Parameter Einstellbereich
Drehgeschwindigkeit 5 -- 100 % der maximalen
Geschwindigkeit des
Rohrschweißwerkzeuges
Schweißstrom* 5 -- 160, 250, 320 A
Pulszeit 0,01 -- 25 s
Grundzeit 0,01 -- 25 s
Gasvor-- und nachströmzeiten (Schweißgas, Startgas, Formiergas)
0 -- 6000 s
Vorwärmzeit 0 -- 600 s
Drahtvorschubgeschwindigkeit 15 -- 250 cm/min
Anstieg--/Abfallzeit 0,1 -- 25 s
Werte in Klammern sind voreingestellt.
* Max. Schweißstrom für luftgekühlte Rohrschweißwerkzeuge ist 100 A und für wassergekühlte
Rohrschweißwerkzeuge 250 A.
Siehe auch die Gebrauchsanweisung des respektiven Rohrschweißwerkzeuges.
dpa8d1gc
-- 7 2 --

DE
17 MENÜSTRUKTUR
dpa8d1gd
-- 7 3 --

DE
Startmeny Siehe Seite 12 Speichern Siehe Seite 38
Arbeitsbereich Siehe Seite 4 Aufrufen Siehe Seite 38
Bibliothek Siehe Seite 38 PC--Karte Siehe Seite 42
Notizbuch Siehe Seite 60 Löschen Siehe Seite 39
Zusatzfunktionen Siehe Seite 4 Sprache Siehe Seite 18
Schweißstrom Siehe Seite 9 Speicherfehler Siehe Seite 44
Gas Siehe Seite 10 Aktuelle parameteranzeige Siehe Seite 51
Drahtvorschub--
geschwindigkeit
Vorwärmzeit Siehe Seite 11 Softwarensperre Siehe Seite 56
Drehgeschwindigkeit Siehe Seite 11 Sperre! Siehe Seite 56
AVC Siehe Seite
Pendlung Siehe Seite
Siehe Seite 10 Software Upgrade Siehe Seite 52
Sperre öffnen Siehe Seite 57
NO TAG
Grenzwert Siehe Seite 58
NO TAG
18 FACHAUSDRÜCKE
Abfall--Rampe Stufenweise erfolgende Verminderung eines Wertes.
Anstieg--Rampe Stufenweise erfolgende Steigerung eines Wertes.
Arbeitsbereich Speicherplatz für Redigierung und Durchführung von Schweißprogrammen.
Ausgangsstel-
lung
Bibliothek Speicherplatz für Schweißprogramme.
Boot--
Programm
Drehgeschwin-
digkeit
Einheit Platine mit aktualisierbarer Software.
Einheit Pendl/
AVC
Einheit Rot/
Draht
Einheit Schwe-
ißdaten
Einheit Strom-
quelle
Endsektor Der letzte Schweißsektor einer Schweißsequenz.
Fehleditierung-
scode
Fehlerhantie-
rungscode
Formiergas Schutzgas auf der Unterseite der Schweißfuge (Wurzelseite).
Grunddraht-
geschwindig-keit
Grundstrom Der niedrigste von zwei Stromwerten bei Pulsstrom.
Startpunkt eines Schweißprogramms.
Programm der Starthantierung.
Drehgeschwindigkeit der Elektrode um das Werkstück herum.
Platine zur Steuerung der Pendel-- und AVC--Motoren.
Platine zur Steuerung der Rotations-- und Drahtvorschubmotoren.
Platine in der Steuereinheit.
Platine zur Steuerung der Schweißstromquelle.
Ein Code, der im Zfferfenster infolge einer falschen T astenbetätigung erscheint.
Ein Code, der in der Fehleranzeige infolge eines Fehlers im Schweißprozess
erscheint.
Die Drahtvorschubgeschwindigkeit bei der angezeigten Grundzeit.
dpa8d1gd
-- 7 4 --

DE
Grundstromzeit Die Zeit des Grundstroms, die zusammen mit der Pulsstromzeit eine Pulsperiode
ergibt.
Manuelle Lage Zustand der Maschine bei manueller Einstellung der Elektrode.
Notizbuch Platz für eigene Notizen über eine Schweißsequenz.
PC--Karte Speicherkarte für externe Speicherung von Schweißprogrammen.
Pulsdraht-
geschwindig-keit
Pulsstrom Der höchste zweier Stromwerte bei pulsierendem Strom, oder der Stromwert bei
Pulszeit Einschaltzeit des Schweißstroms während einer Pulsperiode.
Schaltpunkt Startpunkt eines neuen Sektors.
Schweißgas Schutzgas auf der ObeRseite der Schweißfuge.
Sektor Ein bestimmter Teil des Rohrumkreises.
Startgas Ein spezielles Gas mit hoch--ionisierenden Eigenschaften, die die Zündung des
Startsektor Der erste Schweißsektor einer Schweißsequenz.
System--Ver-
sion
Transportsektor Versetzung der Schweißelektrode in einem Sektor ohne Schweißen.
Vorwärmzeit Zeitverzögerte Schweißbewegung bei der Anwärmung des Werkstücks vor dem
ZifferNfeld Das Feld zeigt eingegebene Zeichen und Werte an.
Die Drahtvorschubgeschwindigkeit bei Pulsstrom.
Konstantstrom.
Lichtbogens erleichtern.
Zeigt die in der PC--Karte oder in der Steuereinheit gespeicherte Programm--Version an.
Start.
19 PROGRAMMIERUNGSNOTIZEN
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Schaltpunkt
Schweißstrom (konstant) (A)
Schweißstrom (Grundstrom) (A)
Schweißstrom (Pulszeit) (s)
Schweißstrom (Bakgrundstid) (s)
Anstieg--Rampe (s)
Abfall--Rampe (s)
VORWÄRMUNG (s)
Drehung, (konst. vorwärts)( ‰)
Gasvorströmung (Schweißgas) (s)
Gasnachströmung (Schweißgas) (s)
Drahtvorschub (konstant) (cm/min)
dpa8d1gd
-- 7 5 --

DE
Schaltpunkt
Schweißstrom (konstant) (A)
Schweißstrom (Grundstrom) (A)
Schweißstrom (Pulszeit) (s)
Schweißstrom (Bakgrundstid) (s)
Anstieg--Rampe (s)
Abfall--Rampe (s)
VORWÄRMUNG (s)
Drehung, (konst. vorwärts)( ‰)
Gasvorströmung (Schweißgas) (s)
Gasnachströmung (Schweißgas) (s)
Drahtvorschub (konstant) (cm/min)
Sektor 1 Sektor 2 Sektor 3 Sektor 4
dpa8d1gd
-- 7 6 --

DE
dpa8d1gd
-- 7 7 --

DE
dpa8d1gd
-- 7 8 --

PROWELDER
Bestellnummer
Ordering no. Denomination Type
0456 665 882 Control box PROWELDER
0457 706 170 Programming manual SE PROWELDER
0457 706 171 Programming manual DK PROWELDER
0457 706 172 Programming manual NO PROWELDER
0457 706 173 Programming manual FI PROWELDER
0457 706 174 Programming manual GB PROW ELDER
0457 706 175 Programming manual DE PROWELDER
0457 706 176 Programming manual FR PROWELDER
0457 706 177 Programming manual NL PROWELDER
0457 706 178 Programming manual ES PROWELDER
0457 706 179 Programming manual IT PROWELDER
0457 706 180 Programming manual PT PROWELDER
0457 706 086 Programming manual RU PROWELDER
The programing manual is available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instruction manuals and spare parts lists.
dpa8oLTS
-- 7 9 -Edition 050420

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V .
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...