


PT
PROWELDER
Manual de programação
Valid for program version 2.80B0457 706 180 PT 050420

1 INTRODUÇÃO 4.....................................................
1.1 Forma de funcionamento da caixa de comandos 4...............................
1.2 Sectores 4.................................................................
1.3 Mostrador e teclado 5........................................................
2 PARÂMETROS DE SOLDADURA 9....................................
2.1 Corrente de soldadura 9.....................................................
2.2 Gás 10.....................................................................
2.3 Velocidade de alimentação de arame 10........................................
2.4 Tempo de pré--aquecimento 1 1................................................
2.5 Velocidade de rotação 1 1.....................................................
3 Início E Paragem 11...................................................
3.1 Início 11....................................................................
3.2 Paragem 11.................................................................
3.3 Reinício 12..................................................................
4 PARA COMEÇAR 12..................................................
4.1 Generalidades 12............................................................
4.2 Como se indica o código de instrumento 12......................................
4.3 Como se indica o código de instrumento definido pelo utilizador 13.................
4.4 Como se muda o idioma 18....................................................
5 REDACÇÃO DO PROGRAMA 19.......................................
5.1 Como se regista um valor de parâmetro 19......................................
5.2 Como se aumenta/diminui um valor de parâmetro 19..............................
5.3 Como se cria um novo sector 19...............................................
5.4 Como se muda ponto de interrupção de um sector 20.............................
5.5 Como se cria um sector de transporte 20........................................
5.6 Como se encontra uma posição de início 21.....................................
5.7 Como se regista um slope 21..................................................
5.8 Como se desloca dentro de um programa 22....................................
5.9 Como se apaga num programa 22..............................................
5.10 Como se muda dados de soldadura durante a soldadura 23........................
5.11 Como se repõe em zero a caixa de comandos 23................................
6 EXEMPLOS DE PROGRAMAÇÃO 24...................................
6.1 Exemplo 1a 24...............................................................
6.2 Exemplo 1b 27...............................................................
6.3 Exemplo 1c 29...............................................................
6.4 Exemplo 1d 31...............................................................
6.5 Exemplo 1e 34...............................................................
7 FICHEIRO 36.........................................................
7.1 Como se guarda um programa 36..............................................
7.2 Como se cancela programa 36.................................................
7.3 Como se vê o código de instrumento 37.........................................
7.4 Como se apaga um programa 37...............................................
8 MODO MANUAL 38...................................................
8.1 Áreas de utilização 38........................................................
8.2 Como se redige 38...........................................................
9CartãoPC 39.........................................................
9.1 Áreas de utilização 39........................................................
9.2 Como se instala 40...........................................................
9.3 Como se cancela programa 40.................................................
9.4 Como se guarda um programa 40..............................................
9.5 Como se apaga programa 41..................................................
9.6 ComoseretiraocartãoPC 42.................................................
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
TOCp
-- 2 --

10 CÓDIGOS DE AVARIA 42..............................................
10.1 Tratamento de avarias 42.....................................................
10.2 Códigos de erro de redacção 47................................................
11 MOSTRAR VALORES PARAMÉTRICOS ACTUAIS 48....................
1 1.1 Áreas de utilização 48........................................................
1 1.2 Como se mostra valores de parâmetro actuais 48................................
12 actualização do programa 49..........................................
12.1 Áreas de utilização 49........................................................
12.2 Explicação do menu 49.......................................................
12.3 Como se actualiza. 50........................................................
12.4 Solução em caso de actualização malograda das unidades da fonte de corrente de soldadura
12.5 Solução em caso de malogro na actualização da caixa de comandos 52.............
52
13 Fechadura de software 53.............................................
13.1 Generalidades 53............................................................
13.2 Como se bloqueia a caixa de comandos 53......................................
13.3 Como se desbloqueia a caixa de comandos 54...................................
13.4 Como se muda o código 55....................................................
13.5 Esqueceu--se do código? 55...................................................
13.6 Como se indicam valores--limite 55.............................................
14 caderno de apontamentos 57..........................................
14.1 Áreas de utilização 57........................................................
14.2 Como se regista dados 57.....................................................
14.3 Exemplo 2a 58...............................................................
15 SOLDADURA MANUAL 63.............................................
15.1 Áreas de utilização 63........................................................
15.2 Como se cria um programa de soldadura 63.....................................
15.3 Exemplo 3a 64...............................................................
15.4 Como se solda 68............................................................
16 APÊNDICE 68........................................................
16.1 Códigos de instrumento 68....................................................
16.2 Symbolos 69................................................................
16.3 Áreas de regulação dos parâmetros de soldadura 69..............................
17 ESTRUTURA DO MENU 70............................................
18 TERMOS ESPECIALIZADOS 71........................................
19 APONTAMENTOS DE PROGRAMAÇÃO 72..............................
NÚMEROS DE REFERÊNCIA 73..........................................
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
TOCp
-- 3 --

PT
1 INTRODUÇÃO
1.1 Forma de funcionamento da caixa de comandos
Pode-- se dizer que a caixa de comandos é composta de quatro unidades: a área de
trabalho, o ficheiro, o caderno de apontamentos e a função suplementar.
S Na área d e trabalho cria--se um programa de soldadura.
S No ficheiro guardam--se programas de soldadura.
Ao soldar é sempre o conteúdo da área de trabalho que rege o processo. Por
isso também é possível chamar um programa de soldadura do ficheiro para a
área de trabalho.
S No caderno de apontamentos podem--se fazer anotações sobre os
parâmetros de soldadura.
S Na função suplementar pode--se:
S mudar de idioma
S ver as mensagens de avaria existentes
S pedir a apresentação de valores actuais dos parâmetros
S actualizar programas
S fechadura de software.
1.2 Sectores
Um programa para soldadura de tubos pode ser dividido em diferentes partes, os
sectores. Cada sector corresponde a determinada parte do perímetro do tubo. Um
programa tem um número m áximo de 100 sectores.
Sektor 4
Sektor 3
Pode ser atribuído a cada sector um conjunto próprio de valores para parâmetros
distintos de soldadura tais como corrente, velocidade de rotação, velocidade de
alimentação de arame, etc. Desta forma a soldadura pode ser realizada com
regulações diferentes dos parâmetros para diferentes partes das juntas do tubo.
A divisão em sectores é feita indicando--se diferentes pontos de interrupção ao
longo do perímetro do tubo. Cada ponto de interrupção forma o ponto de partida
de um novo sector. Na figura abaixo, o ponto de interrupção 0,000 é o ponto de
partida do sector 1, o ponto de interrupção 0,250 é o ponto de partida do sector 2,
etc.
Sektor 1
Sektor 2
dpa8d1pa
Brytpunkt 0.000
Sektor 4
Sektor 3
Brytpunkt 0.500
Sektor 1
Brytpunkt 0.250Brytpunkt 0.750
Sektor 2
-- 4 --

PT
O LTS admite soldadura até 10 revoluções na mesma junta de soldadura, quer dizer
o instrumento de soldadura pode ser rodado 10 voltas em torno do tubo.
Os pontos de interrupção da figura anterior começam todos pelo número inteiro 0,
o que significa que são pontos de interrupção para a 1ª volta. Os pontos de
interrupção para a 2ª volta começam sempre com o número inteiro 1,etc.
S Volta 1 = pontos de interrupção 0,000 -- 0,999
S Volta 2 = pontos de interrupção 1,000 -- 1,999
S Volta 3 = pontos de interrupção 2,000 -- 2,999
S Volta 4 = pontos de interrupção 3,000 -- 3,999
S Volta 5 = pontos de interrupção 4,000 -- 4,999
S Volta 6 = pontos de interrupção 5,000 -- 5,999
S Volta 7 = pontos de interrupção 6,000 -- 6,999
S Volta 8 = pontos de interrupção 7,000 -- 7,999
S Volta 9 = pontos de interrupção 8,000 -- 8,999
S Volta 10 = pontos de interrupção 9,000 -- 9,999
Para se concluir um programa de soldadura indica--se um sector final.
Um sector é considerado sector final se as duas condições seguintes forem
satisfeitas:
S Falta o sector seguinte
S Valor do sector para corrente de soldadura = 0 ampere.
1.3 Mostrador e teclado
A Mostrador
B Teclas suaves
C Teclas de funções
dpa8d1pa
-- 5 --

PT
Mostrador
a
SECTOR 2(4)
WELD GAS
1
ROOT GAS
e
START GAS
0.500
s
5
s
s
c
b
5
g
d
h
WEL
GAS
ROOT
GAS
D
START
GAS
f
A seguinte informação é apresentada no mostrador:
a Sector do programa onde se está.
b Número de secto res no programa em questão.
c Ponto de interrupção do sector (neste ex. sector 2).
d O quadro numérico exibe o valor registado e diversos signos numéricos,ver
mais informações na pág. 69.
e Indica que o valor foi recebido de um sector anterior (neste ex. do sector 1).
g Quadros de texto (há 5) que descrevem a função das teclas su aves (f).
h Linha de mensagens que descreve o estado actual.
WELDING = está em curso uma sequência de soldadura.
END = uma sequência de soldadura foi totalmente concluída.
TRANSPORT = uma deslocação sem soldadura.
STOP = sequência de soldadura interrompida pela pressão na tecla de
paragem.
Teclas suaves
Com as teclas suaves (a) são activadas as funções relacionadas com o mostrador
respectivo (neste ex. mostrador do parâmetro GAS), cujo significado é indicado nos
quadros de texto (b). São activadas até cinco teclas suaves, consoante o mostrador.
dpa8d1pa
-- 6 --

PT
Teclas de funções
Teclas de parâmetros
Os parâmetros de soldadura dividem--se em cinco grupos distintos. Cada grupo é
representado por uma tecla e um conjunto de teclas suaves.
Corrente de soldadura Gás
Velocidade de rotação Velocidade de alimentação de arame
Tempo de pré--aquecimento
Tecla SHIFT
Usada para dar a outra tecla um significado diferente.
Teclas MAIS/MENOS
Usadas para aumentar ou diminuir um valor determinado.
Teclas numéricas
Usadas para registar algarismos 0--9 e vírgula das decimais.
Outras teclas
SLOPE
Usada para acrescentar uma função slope a algum parâmetro, sendo indicada da
seguinte maneira no mostrador .
O slope significa uma alteração gradual de um valor determinado.
Slope up = aumento gradual
Slope down = diminuição gradual
Os parâmetros seguintes podem ser atribuídos à função slope:
Corrente (refere--se tanto a corrente de topo como de fundo em corrente pulsante),
Rotação, Velocidade de alimentação de arame, .
dpa8d1pa
-- 7 --

PT
Um slope pode ser regido pelo tempo, se indicarmos que ele decorra durante um
certo número de segundos. Um slope também pode ser regido pelo sector,o
chamado slope de sector, se indicarmos entre que pontos de interrupção ele se
deve encontrar.
SECTOR
Usada quando se indica o ponto de interrupção de um programa e para ir ao sector
indicado.
PASSO
Usada para se avançar gradualmente pelo programa.
APAGAR
Usada para apagar um programa completo ou em parte na área de trabalho, ou
apagar apenas os números do quadro numérico.
MODO MANUAL
Usada para colocar o eléctrodo na posição correcta de soldadura, e para verificar se
o programa da área de trabalho funciona como se deseja.
MEMÓRIA (ficheiro)
Usada para entrar ou sair do ficheiro e para guardar ou ir buscar programas do
ficheiro para a área de trabalho.
SUPLEMENTO
Usada quando se quer entrar em diversas funções suplementares tais como idioma,
identificação errada, mostrar valores actuais dos parâmetros, actualização de
programas e fechadura de software.
SEGUINTE, PRÓXIMO
Esta tecla não está em uso.
CADERNO DE APONTAMENTOS
Usada quando se quer fazer apontamentos sobre uma sequência de soldadura.
CÓDIGO DE INSTRUMENTO
Usada quando se quer ver qual o código de instrumento que está ligado.
RECOMEÇO
Usada quando se quer recomeçar uma sequência de soldadura.
SLOPE DE SECTOR
Usada quando se quer fazer um slope de sector.
PARAGEM DIRECTA
Esta tecla faz parar imediatamente a sequência de soldadura. O fluxo restante de
gás dá--se segundo a informação do sector final.
dpa8d1pa
-- 8 --

PT
INÍCIO
Usada para iniciar uma sequência de soldadura.
PARAGEM
Usada para parar uma sequência de soldadura. A sequência de soldadura é
terminada segundo as regulações do sector final.
2 PARÂMETROS DE SOLDADURA
As áreas de regulação dos parâmetros de soldadura estão no ”APÊNDICE” na
página 69.
2.1 Corrente de soldadura
No grupo de parâmetros para corrente de soldadura estão representados quatro
parâmetros:
S PEAK CURRENT (CORRENTE DE TOPO)
S BACKGROUND CURRENT (CORRENTE DE FUNDO)
S PEAK TIME (TEMPO DE PULSAÇÃO) (1 s)
S BACKGROUND TIME (TEMPO DE FUNDO) (1 s)
Os valores entre parêntesis são pré--regulados.
Tempo de pulsação
Tempo de fundo
Corrente de
topo
Corrente de fundo
A corrente de soldadura pode ser pulsante ou contínua (sem pulsações).
Querendo--se soldar com corrente pulsante, têm que ser atribuídos valores a todos
os quatro parâmetros.
Se, pelo contrário, quiser soldar com corrente contínua, só é necessário atribuir um
valor ao parâmetro corrente de topo. Se também se atribuir um valor à corrente
de fundo, obtém--se corrente pulsante com tempos de pulsação e d e fundo
pré--determinados. Os tempos de pulsação e de fundo também podem, obviamente,
ser alterados.
dpa8d1pa
-- 9 --
PT
2.2 Gás
No grupo de parâmetros para gás de protecção, estão representados três
parâmetros:
S WELD GAS (GÁS DE SOLDADURA)
S ROOT GAS (GÁS DE RAIZ)
S START GAS (GÁS DE ARRANQUE)
Gás de soldadura é aquele que vai para a parte de cima da junta de soldadura.
Com o parâmetro de soldadura e gás regula--se o tempo em que o gás de cima da
junta de soldadura deve fluir antes e depois da soldadura. Para o gás de soldadura
existem valores pré--determinados. O fluxo anterior e posterior de gás de soldadura
obtém os seguintes valores ao arranque, se não tiverem sido mudados:
S Fluxo anterior de gás de soldadura = 2 s
S Fluxo posterior de gás de soldadura = 4 s
Gásderaizé o gás de protecção da parte de baixo da junta de soldadura. O
parâmetro gás de raiz indica o tempo em que o gás de baixo da junta de soldadura
deve fluir antes e depois da soldadura.
Certos gases de protecção, tais como Hélio (He), podem dificultar a ignição do arco
de soldadura. Se usar tal gás como gás de soldadura, pode ser conveniente usar
um gás de composição diferente no instante da ignição - o gás de arranque.
Se for indicado um valor para o gás de soldadura e um para o gás de arranque no
sector 1, só flui o gás de arranque. O gás de soldadura só flui depois de acender o
arco luminoso.
2.3 Velocidade de alimentação de arame
Usada para dar uma velocidade de alimentação (cm/min) para o arame.
A velocidade pode ser contínua (sem pulsações) ou pulsante.
No grupo de parâmetros da velocidade de alimentação de arame estão
representados dois parâmetros:
S PEAK WIRE FEED SPEED (VELOCIDADE DE ALIMENTAÇÃO DE ARAME À
CORRENTE DE TOPO)
S BACKGROUND WIRE FEED SPEED (VELOCIDADE DE ALIMENTAÇÃO DE
ARAME À CORRENTE DE FUNDO)
Em soldadura com alimentação contínua de arame, deve ser regulado somente o
parâmetro velocidade de alimentação de arame à corrente de t o po.
Se, pelo contrário, quiser ter pulsações na alimentação de arame, deve regular tanto
a velocidade de topo como a de fundo.
Em alimentação pulsante de arame, esta é automaticamente sincronizada com a
corrente de soldadura, de forma que a velocidade de alimentação seja alta à
corrente de topo e baixa à corrente de fundo.
dpa8d1pa
-- 1 0 --
PT
2.4 Tempo de pré-- aquecimento
Usado para aquecer a peça de trabalho no ponto de início (obtendo assim uma
penetração correcta do banho de material fundido) e é definido como o tempo desde
a ignição do arco luminoso até ao início do movimento de rotação. Se não estiver
indicado um valor para o pré--aquecimento, significa que o movimento é iniciado ao
mesmo tempo que se acende o arco.
NOTA: No grupo de parâmetros de corrente de soldadura não é possível indicar um
slope de sector num sector de início quando há pré--aquecimento.
2.5 Velocidade de rotação
Usa-- se para indicar a velocidade de rotação do eléctrodo em torno da peça de
trabalho, indicando--se em permilagem (milésimos) da velocidade máxima de
rotação do instrumento de soldadura usado.
A velocidade de rotação, tal como a corrente de soldadura e a velocidade de
alimentação de arame, pode ter pulsação ou ser contínua.
No grupo de parâmetros para a velocidade de rotação estão representados quatro
parâmetros:
S ROTATION FORWARDS (ROTAÇÃO PARA A FRENTE)
S ROTATION BACKWARDS (ROTAÇÃO PARA TRÁS)
S PULSED ROTATION FORWARDS (ROTAÇÃO PULSANTE PARA A FRENTE)
S PULSED ROTATION BACKWARDS (ROTAÇÃO PULSANTE PARA TRÁS)
Em rotação pulsante, esta é automaticamente sincronizada com a corrente de
soldadura, de forma que o instrumento de soldadura está imobilizado à corrente de
topo e roda à corrente de fundo.
3 INÍCIO E PARAGEM
3.1 Início
A soldadura é iniciada com o botão de INÍCIO .
Não se pode iniciar um programa de soldadura se se tiver indicado um código de
instrumento diferente do que está no programa em questão.
3.2 Paragem
Uma paragem comandada com o botão de PARAGEM significa que o programa
salta para o sector terminal seguinte independentemente do sector onde se
encontra no momento. A soldadura é terminada conforme as regulações no sector
terminal.
Quando se dá ordem de paragem com o botão de PARAGEM DIRECTA a
sequência de soldadura é terminada imediatamente. O fluxo posterior de gás dá--se
segundo o tempo regulado no sector terminal.
dpa8d1pa
-- 1 1 --
PT
3.3 Reinício
O reinício da soldadura é feito com as teclas SHIFT e ARRANQUE .
Quer uma paragem de soldadura seja feita com a tecla PARAGEM ou
PARAGEM DIRECTA , são usados parâmetros de início do sector de início
anterior mais próximo. Em seguida o programa prossegue da posição do programa
onde se fez a interrupção.
4 PARA COMEÇAR
4.1 Generalidades
Alguns dos factores que regem o processo de soldadura são específicos para cada
instrumento de soldadura, por exemplo a velocidade de rotação. Por isso, cada
programa de soldadura tem de ser ligado a um código de instrumento que associa
ao instrumento para o qual o programa foi escrito.
4.2 Como se indica o código de instrumento
S Rode o interruptor da corrente da rede na fonte de corrente de soldadura para a
posição 1.
S Os seguintes quadros de texto são exibidos:
CHOOSE CONNECTED TOOL:
PRB “
PRH
PRD
POC 12--60 mm
TIG HAND TORCH
A25
NEXT
ENTER
Exemplo: Você conectou o PRB 33--90.
S Mude o marcador para a linha PRB com o botão suave next (p róximo). Escolha
o instrumento correcto e prima enter.
Aparece uma janela com os tamanhos de instrumento acessíveis.
S Mude o marcador com o botão suave seguinte, next (próximo) para o tamanho
de instrumento que conectou (neste ex. 33--90 mm)eprimaenter.
dpa8d1pa
-- 1 2 --
Pri
t
ã
aobotãosuae
prog
TOOLTYPEMISMATC
H
program(apaga
r
PT
CHOOSE CONNECTED TOOL:
PRB " 8-- 17 mm
PRH 17-- 49 mm
PRD 33-- 90 mm
POC 12-- 60 mm 60--170 mm
TIG HAND TORCH
A25
NEXT
QUIT ENTER
Resultado:Onovocódigodeinstrumentoéaceiteeéexibidootextoseguinte:
ESCOLHA INSTRUMENTO CONECTADO: PRB 33--90 mm.
NOTA: Se já houver um programa com outro código de instrumento na área de
trabalho, ele será apagado . Se quiser guardar o programa antigo, não se
esqueça de o guardar no ficheiropremindo o botão MEM.
A seguinte informação é apresentada no mostrador:
S
ma obo
o suave
delete existing
ram(apagar
programa existente).
WARNING!
TOOLTYPE MISMATCH
PROGRAM NO 1
PROGRAM MADE FOR: PRB 17-- 49 mm
CONNECTED TOOL: PRB 33-- 90 mm
DELETE
PROG.
Resultado: O novo código de instrumento é aceite e no mostrador de texto é
exibido: ESCOLHA INSTRUMENTO CONECTADO: PRB 33--90 mm.
Se não se introduzir um número a seguir a PROGRAM NO: _ não foi chamado
nenhum programa de soldadura da biblioteca.
Nota! Se os dados de soldadura na área de trabalho forem alterados, o programa
de soldadura não corresponderá ao programa que foi buscar à biblioteca. Se quiser
manter as alterações, guarde--as na biblioteca sob a forma de um novo programa de
soldadura.
4.3 Como se indica o código de instrumento definido pelo
utilizador
Para se indicar um código de instrumento que você mesmo definiu, pode ser
necessário calcular alguns dos factores paramétricos:
ROTATION LENGTH (PERÍMETRO DE ROTAÇÃO), exemplo A, ver pág. 16.
SCALE FACTOR ROTATION (FACTOR DE ESCALA), exemplo B, ver pág. 16.
SCALE FACOTR WIRE (FACTOR DE ESCALA ALIMENTAÇÃO DE ARAME),
exemplo E, ver pág. 17.
dpa8d1pa
-- 1 3 --
set
PT
NOTA: Os valores indicados sob códigos de instrumentos de autoria própria, são
retidos mesmo que se seleccione um código normal de instrumento.
Valores pré--determinados
Factor paramétrico PRD A25 PRB, PRC
Comprimento de rotação 55350 55350 55350
Factor de escala, rotação 846024 960000 678000
Divisor de frequência Não Sim Não
Factor de escala, alimentação de arame 120700 230826 230826
S Rode o interruptor da corrente da rede na fonte de corrente de soldadura para a
posição 1.
Exemplo A: PRD 160
Os seguintes quadros de texto são exibidos:
CHOOSE CONNECTED TOOL
PRB
PRH
PRD "
POC 12--60 mm
TIG HAND TORCH
A25
NEXT
ENTER
S Mude o marcador para a linha PRB com o botão suave seguinte, próximo,e
prima enter.
Os seguintes quadros de texto são exibidos:
S Prima o botão suave
CHOOSE CONNECTED TOOL
.
PRB
PRH
PRD " CUSTOMIZED
POC 60--170 mm
TIG HAND TORCH
A25
SET QUIT ENTER
-- 1 4 --
dpa8d1pa

botãosuaveenter
enter
Pri
t
ã
aobotãosuae
prog
TOOLTYPEMISMATC
H
program(apaga
r
PT
Os seguintes quadros de texto são exibidos:
S Prima duas vezes o
INSTERT PARAMETERS
.
DEFAULT PRD A 25 PRB
ROTATIONS LENGTH 55350
SCALE FACTOR ROT.. 678000
#
NEXT QUIT ENTER
Resultado: PRD fica marcado.
S Primaocomprimentoderotaçãoeofactorescalar. Veja os valores correctos no
manual de instruções 0440 100 xxx para o PRD 160.
S Prima o botão suave interromper.
Os seguintes quadros de texto são exibidos:
S Prima o botão suave
CHOOSE CONNECTED TOOL:
.
PRB
PRH
PRD " CUSTOMIZED
POC 60--170 mm
TIG HAND TORCH
A25
SET QUIT ENTER
Resultado:Onovocódigodeinstrumentoéaceiteeéexibidootextoseguinte:
ESCOLHA INSTRUMENTO CONECTADO: PRD.
NOTA: Se já existir um programa com outro código de instrumento, ele será
apagado. Se quiser guardar o programa antigo, não se esqueça de o guardar no
ficheiro premindo o botão .)
A seguinte informação é apresentada no mostrador:
S
ma obo
o suave
delete existing
ram(apagar
programa existente).
WARNING!
TOOLTYPE MISMATCH
PROGRAM NO 1
PROGRAM MADE FOR: PRB 17-- 49 mm
CONNECTED TOOL: PRD
DELETE
PROG.
dpa8d1pa
-- 1 5 --

p-aofactorparamétri
PT
Resultado: O novo código de instrumento é aceite e no mostrador de texto é
exibido: ESCOLHA INSTRUMENTO CONECTADO: PRD.
Cálculo e regulação do comprimento de rotação
COMPRIMENTO DE ROTAÇÃO = indicar o número de impulsos / revoluções (desde
o ponto de interrupção 0.000 até 1.000).
Cálculo e regulação do factor escalar
Exemplo B: PRH 6--40, rotação.
S Valor para velocidade máx de accionamento de rotação (V) =1.62rpm
S Valor para transmissão mecânica de unidade de tracção (N) = 2140:1
S Valor para sinais de sensor de impulsos por rotação do eixo do motor (P) =15
S Valor para rotação regulável máx (M) = 1000.
S Os tempos entre pulsos adjacentes do sensor de pulsos do motor, indicados em
microsegundos na velocidade máxima desejada (os dados são encontrados na
especificação actual da unidade de tracção)
(T)= 60s
VxNxP
x 1 000 000
S Deve ser indicada uma constante (K) de forma que K/T = valor máximo
regulável (M) no mostrador de texto). K = T x M = 672843
SCALE FACTOR (FACTOR ESCALAR) = 672843
S Vá para o mostrador de texto seguinte, ver exemplo a na pág. 16.
S Prima para baixo até
INSERT PARAMETERS
co FACTOR
ESCALAR ROTAÇÃO com o botão
suave seguinte,
DEFAULT PRD A 25 PRB
ROTATIONS LENGTH 55350
SCALE FACTOR ROT. 672843
#
próximo.
NEXT QUIT ENTER
S Prima o botão suave enter.
S Prima o valor para o factor escalar 672843 com os botões numéricos.
S Prima o botão suave enter.
Resultado: Factor escalar para rotação regulado.
dpa8d1pa
-- 1 6 --

PT
Cálculo e regulação do factor escalar para ten são de arco (AVC)
Divisor de frequência
Neste quadro pode--se optar por contar todos os impulsos ou de oito em oito. Isto
faz--se para se poder lidar com sensores de impulsos de alta frequência (máx 2000
Hz).
INSERT PARAMETERS
SCALE FACTOR VOLT 30
WEAVE -- pulses/mm. 84
PRESCALER
SCALE FACTOR WIRE 230826
SCALE FACTOR WEAVE 119048
NEXT QUIT ENTER
Cálculo e regulação de factor escalar para alimentação de arame
Exemplo E: Mecanismo de alimentação de arame MEI 21
S Valor para velocidade máx de alimentação de arame (V) = 2500 mm/min
S Valor para a desmultiplicação da caixa de velocidades (N) = 159:1
S Valor para o perímetro efectivo dos rolos de alimentação(O) ≈ (29.2 x π )mm
S Valor para sinais de sensor de impulsos por rotação do eixo do motor (P) =15
S Valor para o movimento de alimentação de arame máximo regulável x 10 (M) =
25.0 x 10 = 250.
S Rotações do motor correspondentes à velocidade máxima (R) = (V /O) x N rpm
S Os tempos entre pulsos adjacentes do sensor de pulsos do motor, indicados em
microsegundos na velocidade máxima desejada (os dados são encontrados na
especificação actual da unidade de motor):
(T)= 60s
x 1 000 000
=60xO
x 1 000 000
RxP VxNxP
S Deve ser indicada uma constante (K) de forma que K/T = valor máximo
regulável (M) no mostrador de texto. K = T x M = 230 779
SCALE FACTOR WIRE (FACTOR ESCALAR ALIMENTAÇÃO DE ARAME) = 230
779
Prima os valores para FACTOR DE ESCALA ALIMENTAÇÃO DE ARAME da mesma
maneira que o exemplo C na página 26.
S Os tempos entre pulsos adjacentes do sensor de pulsos do motor, indicados em
microsegundos na velocidade máxima desejada (os dados são encontrados na
especificação actual da unidade de motor):
(T)= 1
x 1 000 000
=1
x 1 000 000
RxP VxNxP
dpa8d1pa
-- 1 7 --

Pri
t
ã
aobotãosuae
gg(
)
Pri
t
ã
aobotãosuae
ggg
PT
4.4 Como se muda o idioma
O texto apresentado na caixa de regulações está acessível nos quatro idiomas
seguintes:
S Inglês, alemão, francês, sueco.
Os seguintes idiomas podem ser encomendados como acessórios (ver as
instruções para a fonte de corrente de soldadura respectiva).
S Inglês, alemão, francês, sueco.
S Inglês, italiano, finlandês, norueguês.
No acto da entrega e em caso de reposição em zero, o texto é em inglês.
Selecção de idioma
S Prima o botão SUPLEMENTO para entrar nas funções suplementares.
Os seguintes quadros de texto são exibidos:
S
ma obo
o suave
language (idioma).
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPDATE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT--.
WARE
UPDATE
SOFT--
WARE
KEY
S Prima o botão suave next language (idioma seguinte) e avance até ao idioma
desejado.
S
ma obo
o suave
change language
(mudar de idioma).
CHOSEN LANGUAGE: ENGLISH
AVAILABLE LANGUAGES
ENGLISH SVENSKA
DEUTSCH
FRENCH
NEXT
LANG
CHANGE
LANG
QUIT
Resultado: Todos os textos daqui em diante são indicados no novo idioma (neste
exemplo sueco).
dpa8d1pa
-- 1 8 --

C
Concluapremindo
o
y
PT
S
onclua premindoo
botão suave avbryt
(interromper).
VALT SPRÅK: SVENSKA
TILLGÄNGLIGA SPRÅK
ENGLISH SVENSKA
DEUTSCH
FRENCH
NÄSTA
SPRÅK
BYT
SPRÅK
AVBRYT
S Prima o botão SUPLEMENTO para voltar à área de trabalho.
5 REDACÇÃO DO PROGRAMA
5.1 Como se regista um valor de parâmetro
S Assegure-- se de que o grupo correcto de parâmetros é apresentado no
mostrador de texto, premindo algum dos cinco botões respectivamente.
S Registe um valor no quadro numérico.
S Prima o botão suave do parâmetro em questão.
Note que os parâmetros sempre herdam o valo r do sector anterior,senãofor
registado um novo.
5.2 Como se aumenta/diminui um valor de parâmetro
Para se poder aumentar ou diminuir um valor, ele tem de ser apresentado no quadro
numérico.
S Marque o parâmetro em questão com algum dos botões suaves. O valor
regulado para o parâmetro é, então, apresentado no quadro numérico.
S Prima o botão MAIS ou o botão MENOS .
5.3 Como se cria um novo sector
Quando se regista um novo ponto de interrupção num sector existente, cria--se um
novo sector.
S Prima um valor para o ponto de interrupção do novo sector.
S Prima o botão SECTOR .
Assim cria--se um novo sector que em princípio é uma cópia do sector original, mas
com outro ponto de interrupção e outro número de sector. O novo sector é
automaticamente situado no lugar certo no programa, lugar esse que é determinado
pelo valor do ponto de interrupção.
dpa8d1pa
-- 1 9 --

PT
Como se cria um novo sector durante a soldadura
Cria-- se um novo sector durante a soldadura da seguinte maneira:
S Prima um valor com os botões numéricos num dos seguintes grupos de
parâmetros:
S Prima algum dos botões suaves.
Forma--se automaticamente um novo sector.
5.4 Como se muda ponto de interrupção de um sector
Para se poder mudar o ponto de interrupção para um sector, primeiro é preciso
fazer aparecer o valor do ponto de interrupção existente no quadro numérico.
S Prima o botão SECTOR .
Assim, é exibido o ponto de interrupção no quadro numérico.
S Prima o novo valor de ponto de interrupção.
S Prima o botão SECTOR
ou
S mude o valor de ponto de interrupção com o botão MAIS ou MENOS .
5.5 Como se cria um sector de transporte
Cria--se um sector de transporte para rodar o instrumento de soldadura sem soldar
num sector. O sector 1 não pode funcionar como sector de transporte, ele pode
apenas ser um arranque retardado.
Sector de transporte
S Prima um valor para o ponto de interrupção do novo sector.
S Prima o botão SECTOR .
S Indique CORRENTE DE SOLDADURA (corrente de topo) para 0.
NOTA: Se o valor da corrente de soldadura tiver sido herdado, o valor do sector
seguinte também será 0. Não se esqueça de mudar para o valor certo.
Todos os outros valores de parâmetros podem ser mantidos.
Arranque retardado
Mude o ponto de interrupção do sector 1 para obter um arranque retardado fazendo
assim:
S Vá com o botão P ASSO para o sector 1.
S Prima o botão SECTOR .
dpa8d1pa
-- 2 0 --

PT
S Prima o ponto de interrupção para, por exemplo, 0.100 com os botões
numéricos em vez de 0.000.
S Prima de novo o botão SECTOR .
5.6 Como se encontra uma posição de início
Ao usar os instrumentos de soldadura PRH e POC por vezes é necessário poder
voltar à posição inicial (origem), por exemplo depois de paragem da soldadura.
S Rode o instrumento manualmente até que ele se encontre um décimo de volta
para a esquerda ou para a direita da posição de início. Ver adiante no modo
manual na pág. 38.
S Prima o botão ARRANQUE .
Quando tiver feito isso, o instrumento roda automaticamente para a posição de
início, inciando--se uma sequência de soldadura.
5.7 Como se regista um slope
Um slope de tempo ou slope de sector pode ser indicado para algum dos
parâmetros seguintes:
Corrente de soldadura Velocidade de rotação
Velocidade de alimentação de arame
Slope de tempo
S Prima o botão de grupo de parâmetros actual.
S Marque o parâmetro actual com algum dos botões suaves.
S Prima o valor desejado para o tempo de slope.
S Prima o botão SLOPE .
Slope de sector
Para se criar um slope de sector não se pode indicar valor de tempo. Um slope de
sector vai sempre de um ponto de interrupção até ao seguinte.
NOTA: Quando se tem pré--aquecimento não é possível indicar um slope de sector
num sector de arranque no grupo de parâmetros corrente de soldadura.
S Prima o botão de grupo de parâmetros actual.
S Marque o parâmetro actual com algum dos botões suaves.
S Prima simultaneamente o botão SHIFT e o botão SLOPE e obterá um
slope de sector.
dpa8d1pa
-- 2 1 --

PT
O que é um slope?
Um slope é uma mudança linear entre dois valores de parâmetros em função do
tempo ou posição (ponto de interrupção).
Um slope em função do tempo é designado slope de tempoeéactivadoduranteum
tempo pré--determinado.
Um slope em função da posição é designado slope de sector e é activo entre dois
pontos de interrupção adjacentes.
5.8 Como se desloca dentro de um programa
Mude para o grupo de parâmetros seguinte
Com o botão PASSO pode--se percorrer passo a passo um programa de
soldadura. Quando se percorre são exibidos apenas os grupos de parâmetros a que
se tenha atribuído um valor no programa.
Mudar de um sector para outro
Pode-- se saltar entre os sectores do programa escrevendo um número de sector no
quadro numérico do mostrador de texto e depois premindo o botão SECTOR .
Ao saltar para o novo sector vai--se parar sempre ao mesmo grupo de parâmetros
que se deixou.
5.9 Como se apaga num programa
Apagar um valor de parâmetro.
Pode-- se apagar um valor de parâmetro se ele não tiver sido herdado do sector
anterior. O valor tem de ser exibido no quadro numérico para poder ser apagado.
S Prima o botão APAGAR
S Prima o botão suave do parâmetro para confirmar apago apagamento.
Apagar um
Só se pode apagar o sector onde se encontra. Pode--se fazê--lo de duas maneiras:
Alternativa 1
sector
. No quadro numérico pergunta--se DEL?
S Prima o botão APAGAR e depois o botão SECTOR .
Alternativa 2
S Prima o botão SECTOR
quadro numérico.
S Prima o botão APAGAR
S Prima o botão SECTOR para confirmar apago apagamento.
dpa8d1pa
. O ponto de interrupção do sector é exibido no
. No quadro numérico pergunta--se DEL?
-- 2 2 --

PT
Apagar o conteúdo da área de trabalho
A área de trabalho contém sempre o último programa de soldadura a ser usado. Por
vezes é necessário limpar completamente a área de trabalho, p. ex. para se poder
mudar o código de instrumento.
Apage o programa existente na área de trabalho assim:
S Prima o botão APAGAR e depois o botão MEMÓRIA .
5.10 Como se muda dados de soldadura durante a soldadura
Para mudar dados de soldadura durante a soldadura tem de ser exibido um valor no
quadro numérico.
S Marque o parâmetro em questão com algum dos botões suaves. O valor
regulado para o parâmetro é, então, apresentado no quadro numérico
S Prima o novo valor com os botões numéricos ou aumente / diminua o valor com
os botões MAIS /MENOS .
NOTA: Quando se muda um valor na área de trabalho escreve--se o valor por cima
do antigo, e o novo é que vale. Se for um valor herdado, o valor é mudado no sector
seguinte.
5.11 Como se repõe em zero a caixa de comandos
Se a caixa de comandos se bloquear, quer dizer não reagir às pressões dos botões,
é necessário repor a caixa de comandos em zero da seguinte maneira:
S Rode o interruptor da corrente da rede na fonte de corrente de soldadura para a
posição 0.
S Mantenha premido o botão suave do meio da caixa de comandos e rode o
interruptor da corrente da rede para a posição 1.
dpa8d1pa
-- 2 3 --
Pri
t
ã
aobotãosuae
Pri
t
ã
aobotãosuae
(
PT
6 EXEMPLOSDEPROGRAMAÇÃO
6.1 Exemplo 1a
O primeiro exemplo é um simples programa de soldadura composto de dois
sectoresemqueosector2éofinal.Oprogramacontémquatro parâmetros:
corrente de soldadura, rotação, pré--fluxo de gás de soldad u ra e pós--fluxo de
gás de soldadura.
Sector 1 Sector 2
Ponto de interrupção 0.000 1.010
Corrente de soldadura (contínua) (A) 160 0
Rotação (contínua) (‰) 250 250
Pré--fluxo de gás de soldadura) (s) 5
Pós--fluxo de gás de soldadura) (s) 7
Sector 1
Ponto de interrupção
O sector 1 recebe automaticamente o ponto de interrupção 0.000 se não for
indicado outro.
Corrente de soldadura
Corrente de topo= 160 A
S Prima o botão CORRENTE DE SOLDADURA . A figura para regulação da
corrente de soldadura é exibida no quadro de texto.
S Prima o valor 160 com os botões numéricos.
S
ma obo
o suave
continuos peak
SECTOR 1(1) 0.000
160
pulse current
(corrente contínua
topo -- pulso).
PEAK CURRENT A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO)=160 A no sector 1.
Velocidade de rotação
Rotação contínua para a frente = 250 ‰ da velocidade máxima de rotação.
S Prima o botão VELOCIDADE DE ROTAÇÃO
.
S Prima o valor 250 com os botões numéricos.
S
ma obo
o suave
rotation forward
SECTOR 1(1) 0.000
250
rotação para a
frente).
ROTATION FORWARD
ROTATION BACKW.
PULSE ROT. FORWARD
PULSE ROT. BACKW.
ROTA-TION
FORW.
dpa8d1pb
ROTA-TION
BACKW.
-- 2 4 --
PULSE
ROT
FORW
PULSE
ROT
BACKW.
Pri
t
ã
Primaobotãosuav
e
Pri
t
ãoPrimaobotão
PT
Resultado: ROTATION FORWARD (ROTAÇÃO PARA A FRENTE) = 250 no sector 1.
Gás
Pré--fluxo de gás, gás de soldadura = 5s no sector 1.
S Prima o botão GÁS .
S Prima o valor 5 com os botões numéricos.
(O pré--fluxo de gás tem um valor pré--determinado (2 s) que é válido se não for
registado outro, e é indicado no mostrador durante o arranque.)
S
ma obo
o suave
weld gas (gás de
soldadura).
SECTOR 1(1) 0.000
WELD GAS s
ROOT GAS s
START GAS s
5
WELD
GAS
ROOT
GAS
START
GAS
Resultado: WELD GAS (GÁS DE SOLDADURA) = 5 s no sector 1.
Sector 2
Ponto de interrupção
S Prima o valor para o novo ponto de interrupção 1.010 com os botões numéricos.
S
ma obo
SECTOR.
SECTOR 1(1) 0.000
1 WELD GAS 5 s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
START
GAS
1.010
Resultado: Sector 2 de um total de 2 sectores.
Corrente de soldadura
Corrente de topo= 0A
Umavezqueosector2éosectorfinal,acorrentedesoldadura deve receber o
valor 0 ampere. Observe que o parâmetro corrente de topo recebe o valor 160 uma
vez que é herdado do sector anterior.
S Prima o botão CORRENTE DE SOLDADURA .
S Prima o valor 0 com os botões numéricos.
dpa8d1pb
-- 2 5 --

Pri
t
ã
Primaobotãosuav
e
Pri
t
ã
aobotãosuae
PT
S
ma obo
o suave
continuous peak
SECTOR 2(2) 1.010
0
current(corrente
de topo contínua).
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 0 A no sector 2 (sector
final)
Velocidade de rotação
Umavezqueéoúltimosectordoprogramaeacorrentedesoldadura = 0 ampere,
o sector é interpretado como sector final independentemente do valor da rotação.
Nós podemos, por outras palavras, manter o valor herdado para rotação do sector
anterior.
S Prima o botão VELOCIDADE DE ROTAÇÃO para ver o valor.
SECTOR 2(2) 1.010
1 ROTATION FORWARD 250
ROTATION BACKW.
PULSAD ROT FRAMÅT
PULSAD ROT BACKW.
ROTA-TION
FORW.
ROTA-TION
BACKW.
PULSE
ROT
FORW.
PULSE
ROT
BACKW.
Resultado: ROTATION FORWARD ( ROTAÇÃO PARA A FRENTE) = 250 no sector 2
(valor herdado)
Gás
Pós--fluxo de gás de soldadura = 7s.
S Prima o botão GÁS
.
S Prima o valor 7 com os botões numéricos. (O pós--fluxo de gás tem um valor
pré--determinado (4 s) que é válido se não for registado outro, e é indicado no
mostrador durante o arranque.)
S
ma obo
o suave
weld gas (gás de
SECTOR 2(2) 1.010
7
soldadura).
1WELDGAS 5s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
START
GAS
Resultado: WELD GAS (GÁS DE SOLDADURA) = 7 s no sector 2.
dpa8d1pb
-- 2 6 --

Pri
t
ãoaobotão
Pri
aoa
o
Primaobotão
PT
6.2 Exemplo 1b
Vamos aumentar o programa anterior acrescentando à corrente de soldadura um
slope--up e um slope--down. Além disso aumentamos o programa com um sector
colocado entre os sectores existentes
Sector 1 Sector 2 Sector 3
Ponto de interrupção 0.000 0.500 1.010
Corrente de soldadura (continua) (A) 160 145 0
Slope up (s) 2 -- -Slope down (s) -- -- 4
Rotação, continua (‰ ) 250 250 250
Pré--fluxo de gás de soldadura (s) 5 -- -Pós--fluxo de gás de soldadura (s) -- -- 7
Sector 1
Voltar ao sector 1
S Prima o valor 1 com os botões numéricos.
S
ma obo
SECTOR.
SECTOR 2(2) 1.010
2 WELD GAS 7 s
ROOT GAS s
START GAS s
SVETS
GAS
ROOT
GAS
START
GAS
1
Resultado: Foi realizado um regresso para o sector 1 com ponto de interrupção
0.000.
Slope
Slope up = 2spara corrente d e topo no sector 1.
Quando se vai acrescentar uma função slope, tem de se assegurar primeiro que
seja exibida a figura paramétrica certa no mostrador de texto.
S Prima o botão CORRENTE DE SOLDADURA .
S Prima o botão suave continuous peak current (corrente de topo contínua).
S
S Prima o botão
maovalor2.
SLOPE.
SECTOR 1(2) 0.000
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
2
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 160 A, 2.0 s no sector 1.
dpa8d1pb
-- 2 7 --

Pri
5Primaovalor0.5
Primaobotão
Pri
t
ã
aobotãosuae
Pri
aoao3co
PT
Sector 2
Novo ponto de interrupção = 0.500
Agora vamos acrescentar um sector no programa. O novo sector terá o ponto de
interrupção 0.500 e será automaticamente colocado entre os dois sectores
existentes.
S
S Prima o botão
maovalor0.
SECTOR.
SECTOR 1(2) 0.000
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
0.5
BACKGR
TIME
2.0 s
Resultado: O ponto de interrupção 0,500 fica como sector 2 (valor herdado).
Corrente de soldadura
Corrente de topo = 145 A
S Prima o botão CORRENTE DE SOLDADURA .
S Prima o valor 145 com os botões numéricos.
S
ma obo
o suave
continuous peak
SECTOR 2(3) 0.500
145
current(corrente
de topo contínua).
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO)=145 A no sector 2.
Sector 3
Vá para o sector 3
S
maovalor3com
os botões numéri-
SECTOR 2(3) 0.500
3
cos.
2 PEAK CURRENT 145 A
S Prima o botão
SECTOR.
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: Você entrou no sector 3 com ponto de interrupção 1.010.
dpa8d1pb
-- 2 8 --

Pri
Primaovalor4.
Primaobotão
Pri
aoaoc
o
PT
Slope
Slope down = 4spara corrente de topo no sector 3.
S Prima o botão suave continuous peak current (corrente de topo contínua).
S
S Prima o botão
maovalor4.
SLOPE.
SECTOR 3(3) 1.010
3 PEAK CURRENT 0 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
4
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 0 A, 4.0 s no sector 3
(sector final).
6.3 Exemplo 1c
Aumentemos o programa anterior mudando a corrente de soldadura no sector 1 de
200 A para 180 A. Além disso aumentamos o programa com um sector, que será
automaticamentecolocadoentreosector1eo2.
Sector 1 Sector 2 Sector 3 Sector 4
Ponto de interrupção 0.000 0.250 0.500 1.010
Corrente de soldadura (continua) (A) 155 150 145 0
Slope up (s) 2 -- -- -Slope down (s) -- 4 -- 4
Rotação, continua (‰) 250 250 250 250
Pré--fluxo de gás de soldadura (s) 5 -- -- -Pós--fluxo de gás de soldadura (s) -- -- -- 7
Sector 1
Voltar ao sector 1
S
maovalor1com
os botões numéri-
SECTOR 3(3) 1.010
1
cos.
S Prima o botão
SECTOR.
3 PEAK CURRENT 0 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
4.0 s
Resultado: Foi realizado um regresso para o sector 1 com ponto de interrupção
0.000.
dpa8d1pb
-- 2 9 --

Pri
t
ã
Primaobotãosuav
e
Pri
2
5.aoao0
5
Primaobotão
Pri
t
ã
aobotãosuae
PT
Corrente de soldadura
Corrente de topo = muda--se de 160 A para 155 A.
S Prima o valor 180 com os botões numéricos.
S
ma obo
o suave
continuous peak
current(corrente
de topo contínua).
SECTOR 1(3) 0.000
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
155
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 155 A, 2.0 s no sector
1.
Sector 2
Novo ponto de interrupção = 0.250
Agora vamos acrescentar um sector no programa. O novo sector terá o ponto de interrupção 0.250 e
será automaticamente colocado no lugar certo entre os sectores 1 e 2.
S
S Prima o botão
maovalor0.
SECTOR.
SECTOR 1(3) 0.000
1 PEAK CURRENT 155 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
0.25
BACKGR
TIME
2.0 s
Resultado: SECTOR 0,250 está como sector 2 no programa com valores herdados
do sector 1.
Corrente de soldadura
Corrente de topo = 150 A.
S Prima o valor 150 com os botões numéricos.
S
ma obo
o suave
continuous peak
SECTOR 2(4) 0.250
150
current(corrente
de topo contínua).
1 PEAK CURRENT 155 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 150 A no sector 2.
dpa8d1pb
-- 3 0 --

Pri
Primaovalor4com
Pri
aoaoc
o
PT
Slope
Slope down = 4spara corrente de topo no sector 2.
S Prima o botão suave continuous peak current (corrente de topo contínua).
S
S Prima o botão
maovalor4com
os botões numéricos.
SLOPE.
SECTOR 2(4) 0.250
2 PEAK CURRENT 155 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
4
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 155 A, 4.0 s no sector 2.
6.4 Exemplo 1d
Aumentemos mais o programa com alguns parâmetros de soldadura novos.
Sector 1 Sector 2 Sector 3 Sector 4
Ponto de interrupção 0.000 0.250 0.500 1.010
Corrente de soldadura (continua) (A) 155 150 145 0
Corrente de soldadura (corrente de fundo) (A) 100 100 100 100
Corrente de soldadura (tempo de pulsação) (s) 0,5 0,5 0,5 0,5
Corrente de soldadura (tempo de fundo) (s) 1,0 1,0 1,0 1,0
Slope up (s) 2 -- -- -Slope down (s) -- 3 -- 4
Pré--aquecimento (s) 2 2 2 2
Rotação, (cont. para a frente) (‰) 250 250 250 250
Pré--fluxo de gás de soldadura (s) 5 -- -- -Pós--fluxo de gás de soldadura (s) -- -- -- 7
Alimentação de arame (contínua) (cm/min) 110 110 110 110
Sector 1
Voltar ao sector 1
S
maovalor1com
os botões numéri-
SECTOR 2(4) 0.250
1
cos.
S Prima o botão
SECTOR.
2 PEAK CURRENT 150 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
4.0 s
Resultado: Foi realizado um regresso para o sector 1 com ponto de interrupção
0.000.
dpa8d1pb
-- 3 1 --

Pri
t
ã
Primaobotãosuav
e
Pri
t
ã
aobotãosuae
Pri
t
ã
aobotãosuae
)
PT
Corrente de soldadura
Corrente de fundo = 100 A.
S Prima o botão CORRENTE DE SOLDADURA .
S Prima o valor 100 com os botões numéricos.
S
ma obo
o suave
background
current(corrente
de fundo).
SECTOR 1(4) 0.000
1 PEAK CURRENT 155 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
100
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: BACKGR. CURRENT (CORRENTE DE FUNDO) = 100 A. 2,0 s no
sector 1, PULSE TIME (TEMPO DE PULSO) = 1,00 s e BACKGR. TIME (TEMPO
DE FUNDO) = 1,00 s (valores pré--determinados).
Tempodepulsação=0.5 s em vez de 1,0.
S Prima o valor 0,5 com os botões numéricos.
S
ma obo
o suave
peak time (tempo
SECTOR 1(4) 0.000
0,5
de pulsação).
1 PEAK CURRENT 155 A
BACKGR CURRENT 100 A
PEAK TIME 1,00 s
BACKGR. TIME 1,00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
2.0 s
Resultado: PEAK TIME (TEMPO DE PULSO) = 0,50 s em vez de 1,00 s no sector 1.
T empo de pré--aquecimento
Tempo de pré--aquecimento = 2s
S Prima o botão TEMPO DE PRÉ--AQUECIMENTO
.
S Prima o valor 2.0 com os botões numéricos.
S
ma obo
o suave
preheat (préaque-
SECTOR 1(4) 0.000
2,0
cimento
PREHEAT s
PRE-HEAT
Resultado: PREHEAT (PRÉ--AQUECIMENTO) = 2,0 no sector 1.
Velocid ad e de alimentação de arame
Agora vamos usar um arame suplementar e, como vamos soldar com alimentação
de arame contínua (não pulsante) só é necessário regular a velocidade de
alimentação para o parâmetro arame de pulso.
dpa8d1pb
-- 3 2 --
Pri
t
ã
Primaobotãosuav
e
Pri
aoaoc
o
SECTO
R
Pri
aoao3co
PT
Arame pulsante = 110 cm/min
S Prima o botão VELOCIDADE DE ALIMENTAÇÃO DE ARAME .
S Prima o valor 110 com os botões numéricos.
S
ma obo
o suave
continuous peak
wire feed(alimentação contínu a de
arame de topo).
SECTOR 1(4) 0.000
PEAK WIRE. cm/min
BACKGR. WIRE. cm/min
110
CONT/
PEAK
WIRE
BACKGR
WRIE.
Resultado: PEAK WIRE FEED (VELOCIDADE DE ALIMENTAÇÃO DE ARAME DE
TOPO) = 110 cm/min no sector 1.
Sector 2
Vá para o sector 2
S
maovalor2com
os botões numéri-
SECTOR 1(4) 0.000 2
cos.
PEAK WIRE. 110 cm/min
S Prima o botão
SECTOR.
.
BBACKGR WIRE cm/min
CONT/
PEAK
WIRE
BACKGR.
WIRE.
Resultado: Você entrou no sector 2(4) com ponto de interrupção 0.250.
Slope
Agora vamos mudar o valor de um slope--down no sector 2. Assegure--se de que a
imagem de parâmetro certa é exibida no quadro de texto.
Slope down = 3semvezde4s.
S Prima o botão CORRENTE DE SOLDADURA .
S Prima o botão suave continuous peak current (corrente de topo contínua).
S
maovalor3com
os botões numéri-
SECTOR 2(4) 0.250
3
cos.
BACKGR
TIME
4.0 s
2.0 s
S Prima o botão
SLOPE.
2 PEAK CURRENT 150 A
1 BACKGR CURRENT 100 A
1 PEAK TIME 0,50 s
1 BACKGR. TIME 1,00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 150 A 3,0 s SLOPE no
sector 2.
dpa8d1pb
-- 3 3 --

Pri
aoaoc
o
PT
6.5 Exemplo 1e
Nós mudamos o programa alterando o ponto de interrupção no sector 3 de 0.500
para 0.750 e um slop e de sector no sector 2 e outro no sector 3.
Sector 1 Sector 2 Sector 3 Sector 4
Ponto de interrupção 0.000 0.250 0.750 1.010
Corrente de soldadura (continua) (A) 155 150 145 0
Corrente de soldadura (corrente de fundo) (A) 100 100 100 100
Corrente de soldadura (tempo de pulsação) (s) 0,5 0,5 0,5 0,5
Corrente de soldadura (tempo de fundo) (s) 1,0 1,0 1,0 1,0
Slope up (s) 2 -- -- -Slope down (s) -- Slope
sector
Pré--aquecimento (s) 2 2 2 2
Rotação, (cont. para a frente) ( ‰) 250 250 250 250
Pré--fluxo de gás de soldadura (s) 5 -- -- -Pós--fluxo de gás de soldadura (s) -- -- -- 7
Alimentação de arame (contínua) (cm/min) 110 110 110 110
Slope
sector
4
Sector 2
Vá para o sector 2
S
maovalor2com
os botões numéri-
SECTOR 1(4) 0.000
2
cos.
BACKGR
TIME
2.0 s
2.0 s
S Prima o botão
SECTOR
1 PEAK CURRENT 155 A
1 BACKGR CURRENT 100 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 1.00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
Resultado: Você avançou para o sector 2.
Slope de sector
Agora vamos colocar um slope de sector no sector 2.
S Prima o botão suave continuous peak current (corrente de topo contínua).
S Prima os botões SHIFT
eSLOPE .
SECTOR 2(4) 0.250
2 PEAK CURRENT 150 A
1 BACKGR CURRENT 100 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 1.00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 150 A no sector 2.
dpa8d1pb
-- 3 4 --
Pri
Primaovalor3com
Primad
adeoo
o
PT
Sector 3
Vá para o sector 3
S
maovalor3com
os botões numéri-
SECTOR 2(4) 0.250
3
cos.
2 PEAK CURRENT 150 A
S Prima o botão
SECTOR.
1 BACKGR CURRENT 100 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 1.00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
Resultado: Você avançou para o sector 3.
Ponto de interrupção
Ponto de interrupção = 0.750 em vez de 0.500.
Quando se vai mudar o ponto de interrupção faz --se da seguinte maneira:
S Prima o botão SECTOR . No quadro numérico agora está 0.500.
S Prima o valor 0.75 com os botões numéricos
S
botão SECTOR.
e novo o
SECTOR 3(4) 0.500
0.75
3 PEAK CURRENT 145 A
1 BACKGR CURRENT 100 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 1.00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
Resultado: O novo ponto de interrupção = 0.750 no sector 3.
Slope de sector
Agora vamos colocar um slope de sector no sector 3.
S Prima o botão suave continuous peak current (corrente de topo contínua).
S Prima os botões SHIFT
eSLOPE .
SECTOR 3(4) 0.750
3 PEAK CURRENT 145 A
1 BACKGR CURRENT 100 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 1.00 s
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 145 A .
dpa8d1pb
-- 3 5 --
Pri
t
ã
aobotãosuae
Pri
t
ã
aobotãosuae
PT
7FICHEIRO
No ficheiro guardam-- se diferentes programas de soldadura criados na área de
trabalho. Pode--se guardar 250 lugares, dependendo do tamanho dos programas.
(Ver também o capítulo CARTÃO PC na pág. 39).
7.1 Como se guarda um programa
S Faça um programa na área de trabalho.
S Prima o botão MEMÓRIA .
S Registe o lugar do programa (p.ex. 3) com os botões numéricos.
S
ma obo
o suave
store (guardar).
LIBRARY Page 1 (1)
3
(NEXT)
PAGE
STORE RECALL PC--
CARD
DELETE
PROG.
No quadro numérico pisca STO.
Resultado: No lugar de programa 3 há um programa guardado no ficheiro.
NOTA: Se a biblioteca estiver cheia quando se pretende guardar, esta comprime--se
automaticamente; este processo tem uma duração aproximada de 10 segundos. Se
houver espaço para o programa, este será armazenado. Se não houver espaço
para o programa, será apresentado o código de falha de edição xxx.
S Prima o botão MEMÓRIA para voltar à área de trabalho.
7.2 Como se cancela programa
NOTA: Quando se vai buscar um programa do ficheiro, a área de trabalho tem de
estar vazia.
S Prima o botão MEMÓRIA
S Registe o lugar do programa (p.ex. 3) com os botões numéricos.
S
ma obo
o suave
recall (cancelar).
LIBRARY Page 1 (1)
.
3
3
(NEXT)
PAGE
STORE RECALL PC--
CARD
DELETE
PROG.
INo quadro numérico pisca RCL.
dpa8d1pc
-- 3 6 --
Pri
l
t
asutaea
Pri
t
ã
aobotãosuae
(
Pri
t
ã
aobotãosuae
PT
S Prima o botão MEMÓRIA para voltar à área de trabalho.
Resultado: Você foi buscar uma cópia do programa n5 3doficheiroparaaáreade
trabalho.
7.3 Como se vê o código de instrumento
No ficheiro também se pode ver qual o código de instrumento que pertence a um
lugar especial de programa.
S Prima o botão MEMÓRIA .
S Registe o lugar do programa (p.ex 3) com os botões numéricos.
S
ma simu
anea-mente os botões
SHIFT e MEMÓRIA.
LIBRARY Page 1 (1)
3
3
(NEXT)
PAGE
STORE RECALL PC--
CARD
DELETE
PROG.
Resultado: No quadro de texto é exibido o código de instrumento (PRB, PRC 33--90
mm) que pertence ao lugar de programa 3.
S Prima o botão MEMÓRIA para voltar para a área de trabalho.
7.4 Como se apaga um programa
S Prima o botão MEMÓRIA .
S Registe o lugar do programa (p.ex. 3) com os botões numéricos.
S
Os seguintes quadros de texto são exibidos:
ma obo
o suave
delete program
apaga programa).
LIBRARY Page 1 (1)
3
(NEXT)
PAGE
STORE RECALL PC--
CARD
3
DELETE
PROG
S
ma obo
yes (sim).
o suave
LIBRARY Page 1 (1)
3
DEL?
NO YES
Resultado: Você apagou o lugar de programa nº 3 do ficheiro.
dpa8d1pc
-- 3 7 --
PT
S Prima o botão MEMÓRIA para voltar à área de trabalho.
8 MODO MANUAL
8.1 Áreas de utilização
Usada para colocar o eléctrodo na posição correcta de soldadura, e para verificar se
o programa da área de trabalho funciona como se deseja.
Os seguintes parâmetros de soldadura podem ser alterados:
S Gás
S Velocidade de alimentação de arame
S Velocidade de rotação
NOTA: Premindo-- se no arranque em qualquer menu, excepto o do gás, o programa
é operado na área de trabalho mas sem arco luminoso.
8.2 Como se redige
S Prima o botão MODO MANUAL .
Mudar a velocidade de rotação para a frente
S Prima o botão VELOCIDADE DE ROTAÇÃO .
MANUAL
ROTATION FORWARD
ROTATION BACKW.
ROTA-TION
FORW.
S Prima o botão suave rotation forward (rotação para a frente) e opere o motor,
premindo o botão MAIS ou MENOS .
NOTA: Se premir o botão suave rotation backward (rotação para trás) eo
ROTA-TION
BACKW.
botão MAIS
, a rotação vai para a frente.
ou
S Prima um valor com os botões numéricos e o botão suave rotation forward
(rotação para a frente) (a rotação pára depois de 1 volta).
Quando se volta para a área de trabalho o programa arranca da posição ajustada.
dpa8d1pc
-- 3 8 --

Nalinhademensagensestág
PT
MANUAL
ROTATION FORWARD
ROTATION BACKW.
ROTA-TION
FORW.
ROTA-TION
BACKW.
Resultado: O programa arranca mas sem arco luminoso (quer dizer valor de
corrente = 0).
O mesmo procedimento é utilizado para mudar o valor da velocidade de
alimentação de arame .
Para o parâmetro do gás vale o seguin te:
S Prima o botão suave weld gas (gás de soldadura) para abrir a válvula de gás.
S Torne a premir o botão suave weld gas (gás de soldadura) para fechar a
válvula de gás.
Desta posição é possível iniciar uma soldadura (com arco luminoso) através de:
S Prima o botão ARRANQUE ,
Este é o único parâmetro de soldadura de onde se pode iniciar uma sequência de
soldadura.
escrito welding(soldadura).
MANUAL
WELDING
WELD
GAS
ROOT
GAS
START
GAS
Volta--se automaticamente para a área de trabalho.
9 CARTÃO PC
9.1 Áreas de utilização
O cartão PC é usado para armazenar todos os programas de soldadura existentes
no ficheiro e possibilitar a cópia de programas de soldadura entre diferentes caixas
de comando.
dpa8d1pc
-- 3 9 --

Pri
t
ã
aobotãosuae
(
)
PT
9.2 Como se instala
S Abra a tampa do lado esquerdo da caixa de comando.
S Empurre o cartão PC para dentro do leitor de forma que
a lingueta tranque.
S Feche a tampa.
9.3 Como se cancela programa
S Prima o botão MEMÓRIA .
NOTA. Quando se cancela um programa do cartão PC, são apagados
automaticamente todos os programas do ficheiro. Se quiser guardar os programas
do ficheiro, guarde--os primeiro noutro cartão PC.
S Prima o botão suave PC--card (cartão PC).
S
ma obo
o suave
recall (cancelar).
PC--CARD
STORE RECALL QUIT
DELETE
CARD
Depois de um instante aparece um menu que confirma a acção.
PC--CARD
RECALLED WELD DATA
SET FROM PC--CARD
STORE RECALL QUIT
DELETE
CARD
Resultado: Todos os programas que estavam armazenados no cartão PC, estão
agora copiados e guardados no ficheiro.
S Prima o botão suave quit (interromper) para voltar ao ficheiro.
9.4 Como se guarda um programa
S Prima o botão MEMÓRIA .
S Prima o botão suave PC--card (cartão PC).
NOTA. Quando se guardam programas no cartão PC, são automaticamente
apagados todos os programas nele existentes.
dpa8d1pc
-- 4 0 --

Pri
t
ã
Primaobotãosuav
e
(g)
Pri
t
ã
aobotãosuae
(pg
PT
S
ma obo
o suave
store (guardar).
PC--CARD
STORE RECALL QUIT
DELETE
CARD
Depois de um instante aparece um menu que confirma a acção.
PC--CARD
STORED WELD DATA
SET IN PC--CARD
STORE RECALL QUIT
DELETE
CARD
Resultado: Todos os programas armazenados no ficheiro foram agora copiados e
guardados no cartão PC.
S Prima o botão suave quit (interromper) para voltar ao ficheiro.
9.5 Como se apaga programa
S Prima o botão MEMÓRIA .
S Prima o botão suave PC--card (cartão PC).
S
Depois de um instante aparece um menu que confirma a acção.
ma obo
o suave
delete card (apagar
cartão).
PC--CARD
PC--CARD
STORE RECALL QUIT
DELETEDWELDDATA
SET IN PC--CARD
DELETE
CARD
STORE RECALL QUIT
dpa8d1pc
-- 4 1 --
DELETE
CARD

Pri
t
ã
errorlog(regist
o
deavarias
)
PT
Resultado: Você apagou todos os programas do cartão PC.
S Prima o botão suave quit (interromper) para voltar ao ficheiro.
9.6 Como se retira o cartão PC
S Abra a tampa do lado esquerdo da caixa de comando.
S Prima o botão pequeno preto à direita do cartão PC.
S RetireocartãoPCdoleitor.
S Feche a tampa.
10 CÓDIGOS DE AVARIA
10.1 Tratamento de avarias
Os códigos para tratamento de avarias são usados para mostrar que houve uma
falha no processo de soldadura. São indicados no mostrador de texto com o auxílio
de um menu exibido durante 2,5 segundos. Em seguida é apresentado um ponto de
exclamação no canto superior esquerdo do mostrador de texto.
Os códigos de tratamento de avarias são guardados num registo de avarias e
podem ser lidos posteriormente.
SECTOR 3(4) 0.500
3 TOPPSTRÖM 150 A
ERROR12
1 BAKGR STRÖM 100 A
IN WELD DATA UNIT
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: Houve uma avaria na unidade de dados de soldadura (caixa de
comandos).
Como se lêem os registos de
erro
S Prima o botão SUPLEMENTO .
S
ma obo
o suave
.
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UJPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT
WARE
UPGR.
S O F T -- --
WARE
KEY
Resultado: Você entrou no registo de avarias.
dpa8d1pc
-- 4 2 --

Pri
t
ã
Primaobotãosuav
e
(mostrarnúmer
o
Pri
t
ã
Primaobotãosuav
e
PT
NOTA: desaparece do mostrador de texto logo que se entre neste menu.
No mostrador vê--se o seguinte:
1. O número da avaria.
2. Quando se deu a avaria. (Data, Hora).
3. Onde se deu a avaria.
4. Qual o código da avaria.
Para obter mais informações sobre a avaria, faça o seguinte:
S Prima p. ex. avaria nº 2 com os botões numéricos.
S
ma obo
o suave
view error number
ERROR LOG Page 1(2 ) 2
de avaria).
Error No" Date Tim Unit Error
1 " 971007 13:07.03 PSOURCE 1
2 " 971007 13:07.50 CBOX 18
3 " 971007 14:56.07 ROT/WIRE 2
(NEXT)
PAGE
PREV
PAG E
VIEW
ERROR
NO.
QUIT DELETE
ALL
Resultado: São apresentadas informações sobre o código de avaria 18, CBOX
(unidade de dados de soldadura na caixa de comandos) perdeu o contacto com a
fonte de corrente de soldadura.
Uma descrição mais detalhada da avaria e as medidas a tomar são apresentadas
na tabela de códigos de tratamento de avarias, ver pág. 14.
Como se ap ag a o registo de avaria
S
ma obo
o suave
delete error
(apagar avaria).
ERROR LOG -- VIEW MESSAGE 1
Error 18:
" Lost contact with power source
Unit: CBOX
Date: 971007
Time: 13:07,50
QUIT DELETE
ERROR
Resultado: O código de avaria desaparece do mostrador de texto.
Se quiser ter o controlo total das avarias que sucederam durante um certo tempo
não apague as avarias. Podem ser memorizados até 100 números de avaria na
caixa de comandos.
Vista geral de cód igo s de tratamento d e avarias
Código Descrição CBOX ROT/WIRE PSOURCE
1 EPROM x x x
2 RAM x x x
3 RAM externo (escrever, ler) x x
4 T ensão de alimentação 5V x
5 T ensão contínua intermédia elevada x
dpa8d1pc
-- 4 3 --

PT
Código PSOURCEROT/WIRECBOXDescrição
6 T emperatura elevada x
7 Corrente primária elevada x
8 T ensão de alimentação 1* x x x
9 T ensão de alimentação 2* x x
10 Tensão de alimentação 3* x
11 Servo de corrente / Servo de velocidade de
arame
12 Erro de comunicação (atenção) x x x
13 Servo 1 x
14 Erro de comunicação (busoff) x
15 Mensagens perdidas x x x
16 Servo 2 x
17 Perdeu o contacto com a unidade do motor. x
18 Perdeu o contacto com a fonte de corrente
de soldadura.
19 Avaria de memória em memória de dados
alimentada por bateria
20 Valores de regulação proibidos x
21 Limite de corrente 1 x
22 Desperdício no buffer emissor x
23 Desperdício no buffer receptor x
25 Formatos de dados de soldadura incom-
patíveis
26 Cão de guarda x x
28 Desperdício na pilha x x x
29 Nenhum fluxo de água x
30 Perdeu o contacto com o cartão TIG x
31 O mostrador não responde x
32 Nenhum fluxo de gás x
x
x
x
x
Unidade T ensão de
alimentação 1*
CBOX +3V
ROT/WIRE +15V + 60V
PSOURCE +15VC --15V +15VB
Tensão de
alimentação 2*
Tensão de
alimentação 3*
CBOX = Circuito integrado na caixa de comandos.
ROT/WIRE = Circuito integrado para comando dos motores de rotação e
alimentação de arame
PSOURCE = Circuito integrado para comando da fonte de corrente de soldadura.
dpa8d1pc
-- 4 4 --

PT
Códigos de tratamento de avarias
Código Descrição
1 Avaria de memória de programa (EPROM)
Causa: A memória do programa ”perdeu” um valor. Quer dizer o valor de uma certa célu-
la de memória já não está de acordo com o original.Nenhumas funções são bloqueadas
por esta avaria.
Solução: É necessário desligar a tensão para rearmar. Se a avaria permanecer, chame
o técnico de serviço.
2 Avaria na memória RAM do microprocessador
Causa: O microprocessador não consegue escrever/ler uma certa célula de memória na
sua memória interna. Nenhumas funções são bloqueadas por esta avaria.
Solução: É necessário desligar a tensão para rearmar. Se a avaria permanecer, chame
o técnico de serviço.
3 Avaria na memória RAM externa
Causa: O microprocessador não consegue escrever/ler uma certa célula de memória na
sua memória externa. Nenhumas funções são bloqueadas por esta avaria.
Solução: É necessário desligar a tensão para rearmar. Se a avaria permanecer, chame
o técnico de serviço.
4 Queda na tensão de alimentação de 5 V
Causa: A tensão de alimentação está muito baixa.
O microprocessador cessa todas as actividades normais, aguardando a desconexão.
Solução: É necessário desligar a tensão para rearmar. Se a avaria permanecer, chame
o técnico de serviço.
5 Tensão contínua intermédia fora do valor limite
Causa: A tensão é muito alta ou muito baixa. A tensão demasiado alta pode depender
de transientes fortes na rede ou de rede fraca (elevada indutância na rede).
A fonte de corrente de soldadura desliga--se automaticamente.
Solução: É necessário desligar a tensão para rearmar. Se a avaria permanecer, chame
o técnico de serviço.
6 Temperatura elevada
Causa: O termostato disparou.
A fonte de corrente de soldadura desliga--se automaticamente, e não pode ligar--se antes de o termostato ser rearmado.
Solução: Verifique se a entrada / saída do ar de refrigeração não está obstruída ou suja.
Verifique se os dados nominais não foram ultrapassados no ciclo de trabalho.
7 Corrente primária elevada
Causa: A fonte de corrente de soldadura recebe corrente muito elevada.
A fonte de corrente de soldadura desliga--se automaticamente e mantém--se bloqueada
permanentemente.
Solução: É necessário desligar a tensão para rearmar. Se a avaria permanecer, chame
o técnico de serviço.
8 Baixa tensão da pilha, cartão de dados de soldadura (caixa de comandos)
Causa: Baixa tensão da pilha.
Nenhumas funções são bloqueadas por esta avaria.
Solução: Faça uma cópia de reserva do cartão PC e chame o técnico de serviço.
8 Tensão de alimentação +15VC, circuito integrado, (fonte de corrente de soldadura)
Causa: Tensão muito elevada ou muito baixa.
Solução: Chame o técnico de serviço.
8 Tensão de alimentação +15V, cartão do motor
(rotação/arame)
Causa: Tensão muito baixa.
Solução: Chame o técnico de serviço.
9 Tensão de alimentação --15V, circuito integrado, (fonte de corrente de soldadura)
Causa: Tensão muito elevada ou muito baixa.
Solução: Chame o técnico de serviço.
dpa8d1pc
-- 4 5 --

PT
Código Descrição
9 Tensão de alimentação +60V, cartão do motor
(rotação/arame)
Causa: Tensão muito baixa.
Solução: Chame o técnico de serviço.
10 Tensão de alimentação +15VB, circuito integrado, (fonte de corrente de soldadura)
Causa: Tensão muito elevada ou muito baixa.
Solução: Chame o técnico de serviço.
11 Corrente errada, circuito integrado, (fonte de corrente de soldadura)
Causa: A fonte de corrente de soldadura não consegue manter a corrente ordenada pelo
processador. Nenhumas funções são bloqueadas por esta avaria.
Solução: Chame o técnico de serviço.
12 Erro de comunicação (atenção)
Causa: O contador de avaria do circuito CAN tem um valor demasiado elevadoeocon-
tacto com a caixa de comandos pode ser interrompido.
Isto pode suceder durante uma sobrecarga temporária.
Solução: Inspeccione o tratamento do programa de soldadura durante a soldadura.
13 Velocidade de rotação errada
Causa: Não consegue manter a velocidade ordenada pelo computador
A soldadura é interrompida.
Solução: Verifique os cabos eléctricos. Se a avaria permanecer, chame o técnico de
serviço.
14 Erro de comunicação
Causa: O contador de avarias do circuito CAN tem um valor muito elevado, o processo
de soldadura é interrompido. Isto pode suceder durante uma sobrecarga temporária.
Solução: Inspeccione o tratamento do programa de soldadura durante a soldadura. É
necessário desligar a tensão para rearmar. Se a avaria permanecer, chame o técnico de
serviço.
15 Mensagens perdidas
Causa: Uma mensagem apagou outra. Pressões de botões frequentes na caixa de co-
mandos durante a soldadura podem causar esta avaria. O processo de soldadura é interrompido.
Solução: Inspeccione o tratamento do programa de soldadura durante a soldadura. É
necessário desligar a tensão para rearmar. Se a avaria permanecer, chame o técnico de
serviço.
16 Velocidade de alimentação de arame
Causa: Não consegue manter a velocidade que o processador ordena.
Solução: Verifique os cabos eléctricos.
17 Perdeu o contacto
Causa: A caixa de comandos perdeu o contacto com uma ou ambas as unidades de mo-
tor. A actividade em curso é interrompida.
Solução: Verifique os cabos eléctricos. Se a avaria permanecer, chame o técnico de serviço.
18 Perdeu o contacto
Causa: A caixa de comandos perdeu o contacto com a fonte de corrente de soldadura. A
actividade em curso é interrompida.
Solução: Verifique os cabos eléctricos. Se a avaria permanecer, chame o técnico de serviço.
19 Avaria na memória de dados (RAM)
Causa: Pode acontecer durante uma actualização do programa.
Solução: Ligue a tensão da rede, e haverá uma reposição automática.
20 Guardados valores de regulação proibidos (RAM)
Causa: Foram encontrados valores proibidos durante o arranque. Pode acontecer duran-
te uma actualização do programa. Apaga todos os dados existentes na caixa de comandos.
Solução: Ligue a tensão da rede, e haverá uma reposição automática.
dpa8d1pc
-- 4 6 --

PT
Código Descrição
21 Limite de corrente 1
Causa: Motor sobrecarregado para rotação ou pêndulo.
Solução: Verifique o instrumento de soldadura e os seus cabos.
22 Desperdício no buffer emissor
Causa: O buffer do emissor está cheio. A actividade em curso é interrompida.
Solução: Inspeccione o tratamento do programa de soldadura durante a soldadura.
23 Desperdício no buffer receptor
Causa: As mensagens CAN são emitidas mais depressa do que o cartão de dados de
soldadura pode receber. A actividade em curso é interrompida.
Solução: Inspeccione o tratamento do programa de soldadura durante a soldadura.
25 Formato de dados de soldadura incompatível
Causa: Tente guardar os dados de soldadura num cartão PC. O cartão PC tem um for-
mato de dados diferente do da memória de dados de soldadura.
Solução: Use outro cartão PC.
26 Cão de guarda
Causa: Algo impediu que o processador realizasse as suas tarefas normais no progra-
ma. Nenhumas funções são bloqueadas por esta avaria.
Solução: Inspeccione o tratamento do programa de soldadura durante a soldadura.
28 Desperdício na pilha
Causa: A memória interna está cheia. A avaria pode ser causada por sobrecarga anor-
mal do processador.
Solução: Inspeccione o tratamento do programa de soldadura durante a soldadura.
29 Nenhum fluxo de água
Causa: O fluxo de água de refrigeração é inferior a 0,7 l/min. A actividade em curso é
interrompida.
Solução: Verifique o circuito de água de refrigeração e a bomba.
30 Perdeu o contacto com o cartão TIG
Causa: A caixa de comandos perdeu o contacto com o cartão TIG.
A actividade em curso é interrompida.
Solução: Verifique os cabos eléctricos. Se a avaria permanecer, chame o técnico de serviço.
31 O mostrador não responde
Causa: O microprocessador não recebe quitação do cartão do mostrador.
Solução: Chame o técnico de serviço.
32 Nenhum fluxo de gás
Causa: O fluxo de gás é inferior a 6 l/min.
Solução: Verifique a válvula de gás, mangueiras e ligações.
10.2 Códigos de erro de redacção
Os códigos de erro de redacção são códigos apresentados no mostrador numérico
quando se prime um botão errado. O número de código de erro começa sempre
com o carácter: p.
Código Causa
13 Avaria de operação de programa.
110 A área de trabalho não está vazia ao cancelar um programa do ficheiro.
111 O número do programa não existe no ficheiro.
131 Pressão proibida num botão durante a soldadura.
133 Permitido apenas durante a soldadura.
134 Cartão PC ausente.
135 Cartão PC não é de modelo aprovado para a fonte de corrente de soldadura (LTS 320)
dpa8d1pc
-- 4 7 --

PT
Código Causa
136 Versão errada do programa no cartão PC.
160 Área de trabalho cheia.
163 O valor do quadro numérico não pode ser interpretado pela caixa de comandos.
176 Programa de soldadura não aprovado para a soldadura.
177 O início da soldadura não é permitido neste modo do programa na caixa de comandos.
178 Um reinício não funciona, tem de ser precedido de uma paragem.
198 Início de soldadura proibido quando os motores forem activados no programa manual.
199 Início de soldadura proibido durante a actividade no ficheiro.
204 Um valor de sector não pode ser alterado para estar antes de um sector anterior nem de-
pois de um sector posterior.
205 Algum botão está premido durante o arranque do instrumento.
206 Código de instrumento conectado ausente.
207 Código de instrumento conectado ausente.
212 Botão suave não activado.
213 Estado de apagamento: Botão não permitido.
221 O botão não está definido neste estado.
222 Durante o arranque: Apenas permitido o código de instrumento.
223 Estado de apagamento: Botão não definido.
229 Estado de correcção: A pressão deste botão não é permitida.
233 Função slope desejada: O parâmetro está vazio ou indefinido.
252 O código do instrumento conectado não está de acordo com o código de instrumento do
programa de soldadura existente na área de trabalho.
11 MOSTRAR VALORES PARAMÉTRICOS ACTUAIS
11.1 Áreas de utilização
Com esta função podem ver-- se, durante uma soldadura em curso, os valores
medidos para diferentes parâmetros de soldadura. Os valores são actualizados uma
vez em cada 0,5 segundos.
Os seguintes grupos de parâmetros podem mostrar valores actuais de
parâmetros:
Corrente de soldadura Velocidade de alimentação de arame
Velocidade de rotação Gás
1 1.2 Como se mostra valores de parâmetro actuais
S Prima o botão SUPLEMENTO para entrar nas funções suplementares.
dpa8d1pc
-- 4 8 --
Pri
t
ã
showparameter
(mostrarparâme-
PT
S
ma obo
tro).
o suave
-
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
j SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA-METER
SOFT-WARE
UPGR.
SOFT
WARE
KEY
Resultado: MOSTRAR VALORES PARAMÉTRICOS ACTUAIS fica marcado e você
activou show actual parameter values (mostrar valores de parâmetros actuais).
S Prima o botão ARRANQUE para iniciar o programa.
S Prima o botão do parâmetro desejado.
No mostrador de texto são exibidos valores actuais de parâmetros.
12 ACTUALIZAÇÃO DO PROGRAMA
12.1 Áreas de utilização
Com esta função podem--se actualizar (substituir) programas nas diferentes
unidades (circuitos integrados) do equipamento de soldadura com novo software de
um cartão PC.
Com unidade queremos dizer um circuito integrado com software que pode
actualizado.
12.2 Explicação do menu
SOFTWARE UPGRADE
Unit Curr.ver PC--card
SYSTEM VERSION. 1.00B
BOOT SOFTWARE 1 ,12
j POWER SOURCE 1.00 2.00
j ROT/TRÅD UNIT ? --
j WEAVE/AVCUNIT 0.00 --
j WELD DATA UNIT 0,00 --
NEXT
#
Curr--ver Descreve a versão do programa activo nesta unidade.
PC--card Descreve a versão do programa desta unidade que está armazenada no
cartão PC.
? Há uma unidade mas o computador não identifica a versão.
-- Não há nenhum software para esta unidade no cartão PC.
SYSTEM VERSION Indica o conjunto de programas armazenados no cartão PC. Um conjunto
de programas pode ser constituído por 1-- 4 programas (1 para cada unidade).
j
j
QUIT UP--
GRADE
dpa8d1pc
-- 4 9 --

Pri
t
ã
f
t
(actualizaçãodo
A
t
ã
óximo)
PT
BOOT SOFTWARE Programa para processamento de actualização.
POWER SOURCE Circuito integrado para comando da fonte de corrente de soldadura.
ROT/WIRE UNIT Circuito integrado para comando dos motores de rotação e alimentação de
arame.
WELD DATA UNIT Circuito integrado na caixa de comandos.
12.3 Como se actualiza.
Ao actualizar--se a caixa de comandos, são apagados todos os dados de
soldadura. Não se esqueça de guardar primeiro todos os dados de soldadura
num cartão PC.
Para actualizar a unidade ROTAÇÃO/ARAME, DADOS DE SOLDADURA (caixa de
comandos): faça da mesma maneira que para a unidade FONTE DE CORRENTE.
Actualização da unidade fon te de corrente
Assegure--se de que a tensão da rede para a fonte de corrente de
soldadura não é desligad a durante o decurso da actualização.
S Insira o cartão PC com o programa actualizado.
S Prima o botão SUPLEMENTO para entrar nas au xiliary functions
(funções suplementares).
S
ma obo
so
ware upgrade
programa).
o suave
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
j SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT
WARE
UPGR.
SOFT--
WARE
KEY
Resultado: Você entrou no menu de software upgrade (actualização do
programa).
Neste exemplo o conjunto de programas do cartão PC é apenas constituído de um
programa de actualização para a unidade fonte de corrente.
Os seguintes quadros de texto são exibidos.
S
vance com obo
suave seguinte,
next(pr
”fonte de corrente”.
o
para
SOFTWARE UPGRADE
Unit Curr.ver PC--card
SYSTEM VERSION. 1.00B
BOOT SOFTWARE 1 ,12
j POWER SOURCE 1.00 2.00
j ROT/WIRE UNIT ? --
j WELD DATA UNIT 0,00 --
dpa8d1pc
NEXT
#
j
j
-- 5 0 --
QUIT UP--
GRADE
Pri
t
ã
Pri
t
ã
l
i
PT
S Prima o outro botão suave para seleccionar a unidade fonte de corrente ( fica
marcada).
Se houver mais unidades a actualizar, são seleccionadas da mesma maneira.
Se premir mais uma vez o outro botão suave, desfaz--se a selecção feita antes
(a marcação desaparece).
S
ma obo
o suave
upgrade(actualizar).
SOFTWARE UPGRADE
Unit Curr.ver PC--card
SYSTEM VERSION. 1,00B
BOOT SOFTWARE. 1,12
j POWER SOURCE 1.00 2.00
j ROT/WIRE UNIT ? --
j WELD DATA UNIT 0,00 --
NEXT
#
j
j
QUIT UP
GRADE
Um quadro com um diálogo é exibido no mostrador de texto:
S
ma obo
o suave
SOFTWARE UPGRADE
yes(sim)para
actua
zar.
THE SOFTWARE UPGRADING CAN
TAKE UP TO 5 MIN/UNIT AND.
CANNOT BE INTERRUPTED!
DO YOU STILL WANT TO DO IT ?
YES NO
O seguinte quadro de diálogo é apresentado no mostrador de texto durante o
decurso da actualização:
SOFTWARE UPGRADE
DO NOT SWITCH OF THE EQUIPMENT
DURING THIS PROCESS!!
UPPGRADERAR POWER SOURCE.....
23% completed
kkkkkkkkkkkkkkkkk
Quando é concluída a actualização é exibido o seguinte no mostrador de texto:
SOFTWARE UPGRADE
SUCCESSFUL UPGRADE!
YOU MAY NOW RESTART THE EQUIPMENT !
Resultado: Você actualizou a unidade fonte de corrente para a versão do software
2.00.
dpa8d1pc
-- 5 1 --
PT
Para poder usar o equipamento de soldadura, a fonte de corrente de soldadura
deverá ser reiniciada da seguinte maneira
S Rode o interruptor da corrente da rede na fonte de corrente de soldadura para a
posição 0.
S Rode o interruptor de corrente eléctrica para a posição 1.
12.4 Solução em caso de actualização malograda das unidades da
fonte de corrente de soldadura
A actualização do programa pode ser malograda, p. ex. caso haja corte de
electricidade para a fonte de corrente de soldadura durante a actualização.
Actualização malograda da unidade: fonte de corrente, rotação/arame.
Em caso de malogro na actualização de programa, é exibido o seguinte quadro de
diálogo no mostrador de texto:
SOFTWARE UPGRADE
UPGRADING PROCESS FAILED!: 6
UNIT: 2!
Proceda a uma nova actualização da seguinte maneira:
S Rode o interruptor da corrente da rede na fonte de corrente de soldadura para a
posição 0.
S Mantenha premido o quarto dos cinco botões suaves da caixa de comandos e
rode o interruptor da electricidade da rede para a posição 1.
Mantenha premido o botão suave até que se ouça um pio duplo.
A fonte de corrente de soldadura rearranca com as unidades fonte de corrente,
rotação/arame no um modo de actualização de p rograma que possibilita uma
nova actualização.
A caixa de comandos mostra o quadro de texto do menu de actualização.
Repita de novo o procedimento de programa, ”Como actualizar ”, ver pág. 50.
12.5 Solução em caso de malogro na actualização da caixa de
comandos
A actualização do programa pode ter--se malogrado, por exemplo devido a corte da
tensão da rede para fonte de corrente de soldadura durante a actualização.
Se isso acontecer durante os primeiros quinze segundos,terádechamar
os técnicos de serviço da ESAB.
Proceda a uma nova actualização da seguinte maneira:
S Rode o interruptor da corrente da rede na fonte de corrente de soldadura para a
posição 0.
dpa8d1pc
-- 5 2 --
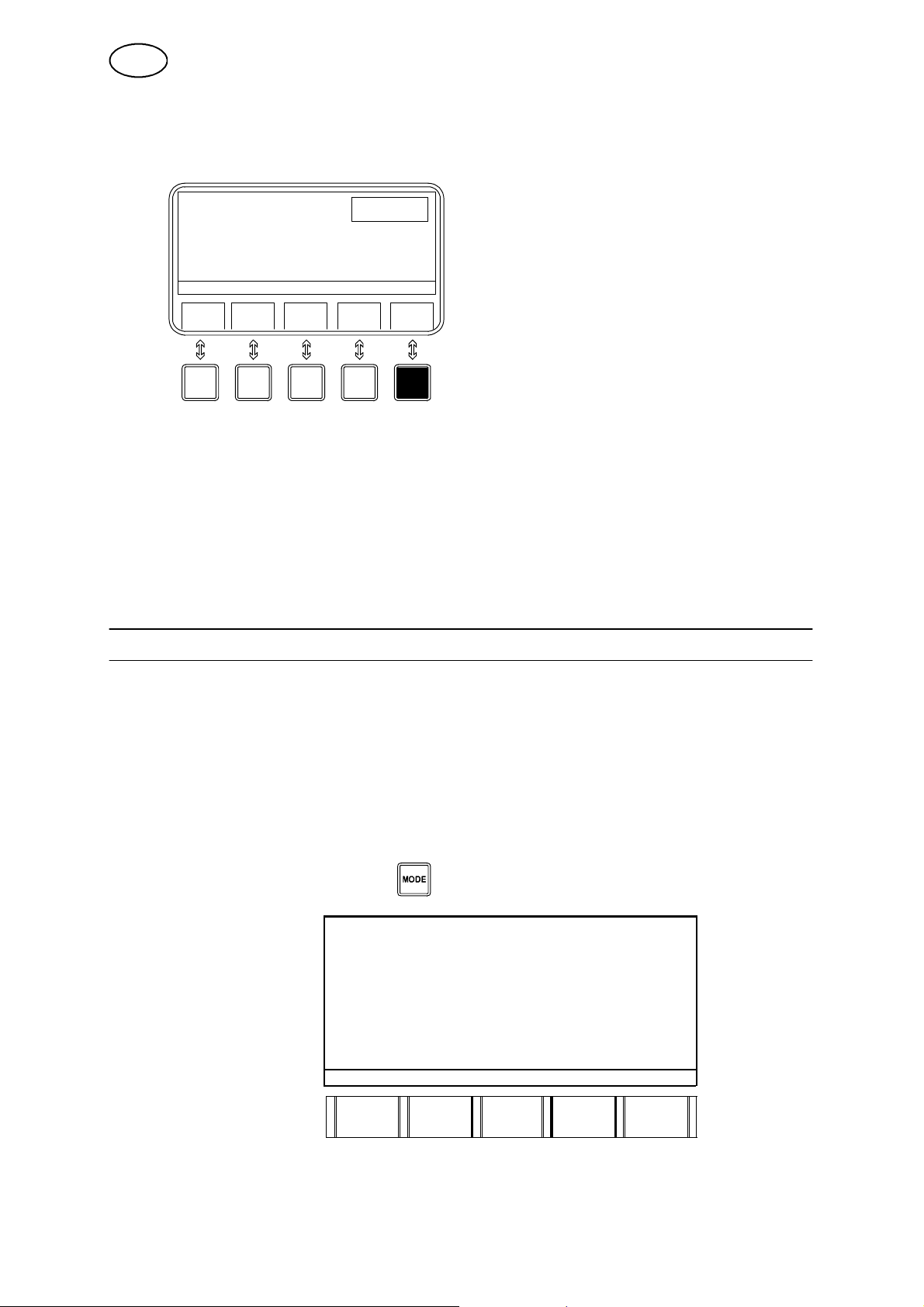
Pri
t
ã
f
t
(fechadurad
e
PT
S Insira o cartão PC com o programa de actualização para a caixa de comandos.
S Mantenha premido o quinto dos cinco botões suaves ao mesmo tempo que roda
o interruptor da energia eléctrica para a posição 1.
Mantenha premido o botão suave até que se ouça um pio duplo.
Durante a actualização da caixa de comandos o quadro de texto está em branco
e quando a actualização está concluída, a caixa de comandos é iniciada de
forma normal.
A actualização dura aprox. 5 minutos.
NOTA: Não desligue a fonte de corrente de soldadura durante a actualização.
Se ainda assim não funcionar, chame os técnicos de serviço.
13 FECHADURA DE SOFTWARE
13.1 Generalidades
A fechadura de software serve para fechar certas funções, tais como alterar dados
de regulação de um programa de soldadura, guardar o programa no ficheiro,
guardar programa no cartão PC e impedir o acesso às ”funções suplementares”.
13.2 Como se bloqueia a caixa de comandos
S Prima o botão SUPLEMENTO para entrar nas funções suplementares.
S
ma obo
so
warekey
software).
o suave
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
j ASHWO ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT-WARE
UPGR.
SOFT--
WARE-KEY
Resultado: Você entrou no menu software key (fechad u ra de software).
S Prima 4 dígitos com os botões numéricos para indicar o código.
dpa8d1pc
-- 5 3 --
Pri
t
ã
Primaobotãosuav
e
Pri
t
ã
Primaobotãosuav
e
(
)
Pri
aoúeode
gbotõesnumérico
s
PT
S
ma obo
enter.
o suave
SOFTWARE KEY 1234
KEY CODE (4 NUMBERS):
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
LIMITS QUIT ENTER
Os seguintes quadros de texto são exibidos:
S
ma obo
lock (fechar).
o suave
SOFTWARE KEY
KEY CODE (4 NUMBERS): 1234
THECONTROLBOXISUNLOCKED!
LOCK UN--
LOCK
LIMITS QUIT ENTER
Resultado: A caixa de comandos está fechada.
S Prima o botão para voltar para a área de trabalho.
13.3 Como se desbloqueia a caixa de comandos
S Prima o botão SUPLEMENTO .
Os seguintes quadros de texto são exibidos:
S
S Prima o botão suave enter.
maonúmerode
código certo com os
(por ex 1234).
THECONTROLBOXISLOCKED!
KEY CODE (4 NUMBERS):
. ENTER
Por cada dígito de código premido, recebe--se um : como quitação.
Resultado: A caixa de comandos está destrancada e você entrou n o menu “funções
suplementares“.
dpa8d1pc
-- 5 4 --

Pri
t
ã
Primaobotãosuav
e
Pri
t
ã
aobotãosuae
(
)
PT
13.4 Como se muda o código
S Prima 4 novas dígitos com os botões numéricos para indicar um novo código.
S
ma obo
enter.
o suave
SOFTWARE KEY 1111
KEY CODE (4 NUMBERS): 1234
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
LIMITS QUIT ENTER
Os seguintes quadros de texto são exibidos:
S
ma obo
lock (fechar).
o suave
SOFTWARE KEY
KEY COD E (4 NUMBERS): 1111
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
LIMITS QUIT ENTER
Resultado: A caixa de comandos tem um novo código e está trancada.
S Prima o botão para voltar para a área de trabalho.
13.5 Esqueceu--se do código?
Esquecendo--se do código terá de telefonar aos técnicos de serviço da ESAB mais
próximos.
13.6 Como se indicam valores--limite
Os valores limite em percentagem, m áx ¦10% do valor regulado podem ser
indicados para os parâmetros de soldadura seguintes:
CORRENTE
Corrente de topo e corrente de fundo
ROTAÇÃO
Rotação para a frente, rotação para trás, rotação de pulso para a frente ou rotação
de pulso para trás.
ALIMENTAÇÃO DE ARAME
Velocidade de alimentação de arame à corrente de topo e velocidade de
alimentação de arame à corrente de fundo.
dpa8d1pc
-- 5 5 --
Pri
t
ã
f
t
(fechadurad
e
Pri
t
ã
aobotãosuae
(
)
Pri
t
ã
aobotãosuae
g,(próximo)parase
PT
POSIÇÃO
Ponto de interrupção
TEMPO DE CORRENTE
Tempo de pulsação e tempo de fundo.
Para indicar os valores--limite, primeiro deve-- se ter feito um programa na área de
trabalho.
S Prima o botão SUPLEMENTO para entrar nas au xiliary functions
(funções suplementares).
S
ma obo
so
warekey
o suave
AUXILIARY FUNCTIONS
software).
LANGUAGE "
ERROR LOG "
j SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT-WARE
UPGR.
SOFT--
WARE
KEY
Os seguintes quadros de texto são exibidos:
S
ma obo
o suave
limits (limite).
SOFTWARE KEY
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
KEY CODE (4 NUMERS):
LIMITS QUIT ENTER
Resultado: Você entrou no menu sofware key limit values (fechadura de software
valores-- limite).
Os seguintes quadros de texto são exibidos:
S
ma obo
o suave
seguinte, next
deslocar ao parâmetro desejado.
SOFTWARE KEY LIMITS
CURRENT: 0% CURRENT TIME 0%
ROTATION: 0%
WIRE FEED: 0%
POSITION: 0%
NEXT
+/-- +/--
.
--
+
QUIT
ENTER
S Prima os botões suaves -- ou + para indicar os valores--limite em percentagem,
máx ¦10% do valor regulado.
S Quando as suas regulações estiverem prontas, prima o botão suave enter
(ouve--se um pio) para guardar as regulações.
dpa8d1pc
-- 5 6 --
Pri
t
ã
Primaobotãosuav
e
(
)
PT
S Prima o botão suave quit (interromper).
Os seguintes quadros de texto são exibidos:
S
ma obo
o suave
lock (fechada)!
SOFTWARE KEY
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
KEY CODE (4 NUMBERS):
LIMITS QUIT ENTER
Resultado:A caixa de comandos está fechada com os valores--limite regulados.
NOTA: Na próxima vez que entrar no menu Fechadura de software valores--limite os
valores serão outra vez 0%. Serão calculados outros valores--limite quando premir o
botão suave enter.
S Prima o botão
para voltar para a área de trabalho.
14 CADERNO DE APONTAMENTOS
14.1 Áreas de utilização
O caderno de apontamentos é usado para apontar coisas como:
S MATERIAL, DIÂMETRO EXTERIOR DO TUBO, ESPESSURA DA PAREDE,
NÚMERO DE SÉRIE
S PONTO DE PARTIDA, TEMPO DE SOLDADURA
S DIÂMETRO DO ELÉCTRODO, DIÂMETRO DO ELÉCTRODO, ÂNGULO DO
ELÉCTRODO
S DISTÂNCIA: ELÉCTRODO--ARAME, ELÉCTRODO--PEÇA DE TRABALHO
S TIPO DE ARAME, DIÂMETRO DO ARAME, QUALIDADE DO ELÉCTRODO
S GÁS DE SOLDADURA
S GÁSDERAIZ
S GÁS DE ARRANQUE
Todos os apontamentos são guardados com o programa de soldadura respectivo no
ficheiro.
14.2 Como se regista dados
S Prima os botões SHIFT e PASSO para ter acesso ao caderno de
apontamentos.
dpa8d1pc
-- 5 7 --

PT
NOTE BOOK Page 1(8)
MATERIAL
TUBE DIAMETER
WALL THICKNESS
RUN NUMBER
(NEXT)
PAGE
MATER.
TUBE
DIAM.
WALL
THICKN
RUN NO
14.3 Exemplo 2a
Agora fazemos um exemplo de notas que se podem fazer no caderno de
apontamentos.
Welding
parameter
Material Material Designação SIS para aço inoxidável 2333
Tube
diameter
Wall
thickness
Run number Número de
Start point Ponto de
Weld time Tempo de
Electrode
diameter
Elecctrode
stick--out
Electrode
angle
Distance:
Electrode-wire
Distance:
Electrode-workpiece
Wire type Tipo de ara-meTipo de arame adicional usado. OK 12.51
Parâmetros
de soldadu-
ra
Diâmetro
ext. do tubo.
Espessura
da parede
série
partida
soldadura
Diâmetro do
eléctrodo
Saliência do
eléctrodo
Ângulo do
eléctrodo
Distância:
Eléctrodo-arame
Distância:
Eléctrodo-peça de
trabalho
Explicação Valor
O diâmetro exterior do tubo 60 mm
Espessura da parede do tubo. 3mm
O número da junta. 2
O ponto de partida no tubo. 3 horas
Quanto tempo leva a executar um programa de
1h20min30s
soldadura.
Diâmetro do eléctrodo de Volfrâmio. 1,6 mm
Quanto o eléctrodo de Volfrâmio sobressai do
5mm
porta--eléctrodos.
O ângulo do eléctrodo em relação ao tubo. 30 ˚
DistânciaentreoeléctrododeVolfrâmioeoara-
5mm
me adicional.
Distância entre o eléctrodo de volfrâmio e a peça
5mm
de trabalho (tubo).
Wire
dimension
Electrode
type
Diâmetro do
arame
Qualidade
do eléctrodo
Weld gas Gásdesol-
dadura
dpa8d1pc
Diâmetro do arame adicional. 0.8 mm
Adição de Tório e Lantânio ao eléctrodo de
2% Th, 2% La
Volfrâmio.
A constituição do gás de soldadura em Árgon,
100 % Ar
Hélio, Hidrogénio e Azoto
-- 5 8 --

Pri
t
ã
Primaobotãosuav
e
Pri
t
ã
aobotãosuae
(diâ
Pri
t
ã
aobotãosuae
(
PT
Welding
parameter
de soldadu-
ra
Root gas Gásderaiz Gás de arranque em Árgon, Hélio, Hidrogénio e
Azoto.
Start gas Gásdear-
ranque
A constituição do gás de arranque em Árgon,
Hélio, Hidrogénio e Azoto.
Material = 2333
S Prima 2333 com os botões numéricos.
S
ma obo
material.
o suave
NOTE BOOK Page 1(8)
MATERIAL
TUBE DIAMETER..
WALL THICKNESS
RUN NUMBER
(NEXT)
PAGE
MATER.
TUBE
DIAM.
2333
WALL
THICKN
RUN NO
Diâmetro exterior do t u b o = 60 mm
ValorExplicaçãoParâmetros
100 % Ar
100 % He
S Prima 60 com os botões numéricos.
S
ma obo
o suave
tube diameter
NOTE BOOK Page 1(8)
60
metrodotubo).
MATERIAL 2333
TUBE DIAMETER..
WALL THICKNESS
RUN NUMBER
(NEXT)
PAGE
MATER.
TUBE
DIAM.
WALL
THICKN
RUN NO
(Se tiver registado um valor para o diâmetro exterior do tubo, o valor medido da
velocidade de rotação é apresentado em cm/min.)
Espessura da parede = 3 mm
S Prima 3 com os botões numéricos.
S
ma obo
o suave
wall thixckness
NOTE BOOK Page 1(8)
3
espessura do
tubo).
MATERIAL 2333
TUBE DIAMETER. 60,0 mm
WALL THICKNESS
RUN NUMBER
(NEXT)
PAGE
MATER.
TUBE
DIAM.
WALL
THICKN
RUN NO
-- 5 9 --
dpa8d1pc

Pri
t
ã
Primaobotãosuav
e
(nú
seguinte)
Pri
t
ã
aobotãosuae
Pri
t
ã
aobotãosuae
PT
Número de série = N5 2
S Prima 2 com os botões numéricos.
S
S Prima o botão suave
ma obo
o suave
run number
mero de série).
next page (página
.
NOTE BOOK Page 1(8)
MATERIAL 2333
TUBE DIAMETER 60.0 mm
WALL THICKNESS 3.00 mm
RUN NUMBER
2
(NEXT)
PAGE
MATER.
Ponto de partida = 3 horas
S Prima 3 com os botões numéricos.
S
ma obo
o suave
start point (ponto
NOTE BOOK Page 2(8)
de partida).
START POINT
WELD TIME
(NEXT)
PAGE
START
POINT
Tempodesoldadura=1h20min30s
S Prima 1 com os botões numéricos.
S Prima o botão suave hour (horas).
S Prima 20 com os botões numéricos.
S Prima o botão suave minute (minutos).
TUBE
DIAM.
HOUR
WALL
THICKN
3
MIN SECOND
RUN NO
S Prima 30 com os botões numéricos.
S Prima o botão suave second (segundos).
S
ma obo
o suave
next page (página
NOTE BOOK Page 2(8)
seguinte).
START POINT 3 o’clock
WELD TIME. 1 h
(NEXT)
PAGE
START
POINT
HOUR
20 min
30 s
MIN SECOND
dpa8d1pc
-- 6 0 --

Pri
t
ã
Primaobotãosuav
e
Pri
t
ã
aobotãosuae
Pri
t
ã
aobotãosuae
Pri
t
ã
aobotãosuae
(elé
PT
Diâmetro do eléctrodo = 1,6 mm
S Prima 1,6 com os botões numéricos.
S
ma obo
o suave
diamter (diâmetro).
NOTE BOOK Page 3(8)
ELECTRODE DIAMETER
ELECTRODE STICKOUT
ELECTRODE ANGLE
1.6
(NEXT)
PAGE
DIAM.
Saliência do eléctrodo = 5 mm
S Prima 5 com os botões numéricos.
S
ma obo
o suave
stick --out (saliên-
NOTE BOOK Page3(8)
cia).
ELECTRODE DIAMETER 1.6 mm
ELECTRODE STICKOUT
ELECTRODE ANGLE
(NEXT)
PAGE
DIAM.
Ângulo do eléctrodo = 305
S Prima 30 com os botões numéricos.
S
S Prima o botão suave
ma obo
o suave
angle (angulo).
next page (página
seguinte).
NOTE BOOK Page 3(8)
ELECTRODE DIAMETER 1.6 mm
ELECTRODE STICKOUT 5.0 mm
ELECTROE ANGLE
STICK--
OUT
STICK--
OUT
ANGLE
5
ANGLE
30
(NEXT)
PAGE
DIAM.
Distância: Eléctrodo--arame = 5 mm
S Prima 5 com os botões numéricos.
S
ma obo
o suave
electrode --wire
NOTE BOOK Page 4(8)
ctrodo--arame).
DISTANCE:
ELECTRODE -- WIRE
ELECTRODE -- WORKPIECE
(NEXT)
PAGE
dpa8d1pc
ELECT.
-WIRE
-- 6 1 --
STICK
OUT
ELECT.
-WORKP
ANGLE
5

Pri
t
ã
Primaobotãosuav
e
nextpage(páginase
guinte)
Pri
t
ã
aobotãosuae
Pri
t
ã
aobotãosuae
(diâ
Pri
t
ã
aobotãosuae
PT
Distância: Eléctrodo--peça de trabalho = 5 mm
S Prima 5 com os botões numéricos.
S
S Prima o botão suave
ma obo
o suave
electrode --workpiece(eléctrodo --peça
de trabalho).
NOTE BOOK Page 4(8)
DISTANCE:
ELECTRODE -- WIRE 5.0 mm
ELECTRODE -- WORKPIECE
5
.
(NEXT)
PAGE
ELECT.
-WIRE
Qualidade d o arame = OK 12.51
S Prima 12.51 com os botões numéricos.
S
ma obo
o suave
wire type (tipo de
NOTE BOOK Page 5(8)
arame).
WIRE TYPE
WIRE DIAMETER
ELECTRODE TYPE
(NEXT)
PAGE
WIRE
TYPE
Diâmetro do arame= 0.8 mm
S Prima 0.8 com os botões numéricos.
S
ma obo
o suave
wire diameter
NOTE BOOK Page 5(8)
metro do
arame).
WIRE TYPE 12.51
WIRE DIAMETER
ELECTRODE TYPE
ELECT.
-WORKP
WIRE.
DIAM.
12.51
ELECT.
%Th
0.8
ELECT.
%La
(NEXT)
PAGE
WIRE
TYPE
WIRE
DIAM.
Qualidade d o arame = 2% Th, 2 % La
S Prima 2 com os botões numéricos.
S Prima o botão suave electrode (eléctrodo) % Th.
S Prima 2 com os botões numéricos.
S Prima o botão suave electrode (eléctrodo) % La.
S
ma obo
o suave
next page (página
NOTE BOOK Page 5(8)
seguinte).
WIRE TYPE 12.51
WIRE DIAMETER 0.8 mm
ELECTRODE TYPE
WIRE.
DIAM.
dpa8d1pc
(NEXT)
PAGE
WIRE
TYPE
-- 6 2 --
ELECT.
%Th
ELECT.
%Th
ELECT.
%La
ELECT.
%La

Pri
t
ã
Primaobotãosuav
e
Pri
t
ã
aobotãosuae
Pri
t
ã
aobotãosuae
PT
Gás de soldadura = 100 % Ar
S Prima 100 com os botões numéricos.
S
ma obo
% Árgon.
o suave
NOTE BOOK Page 6(8)
100
S Prima o botão suave
WELD GAS
next page (página
seguinte).
(NEXT)
PAGE
%Ar
Gás de raiz= 100 % Ar
S Prima 100 com os botões numéricos.
S
S Prima o botão suave
ma obo
% Árgon.
o suave
NOTE BOOK Page 7(8)
ROOT GAS
next page (página
seguinte).
(NEXT)
PAGE
%Ar
Gás de arranque = 100 % He
S Prima 100 com os botões numéricos.
S
ma obo
% Hélio.
o suave
NOTE BOOK Page 8(8)
%He
%He
%H %N
100
%H %N
100
START GAS
(NEXT)
PAGE
%Ar
%He
%H %N
S Prima os botões SHIFT e PASSO para voltar à área de trabalho.
15 SOLDADURA MANUAL
15.1 Áreas de utilização
Soldadura TIG manual com maçarico de mão (ver instruções resp.).
15.2 Como se cria um programa de soldadura
Para se poder soldar à mão, é necessário criar--se um programa de soldadura
constituído por 2 sectores com parâmetros de corrente e gás indicados. Nota. A
rotação não pode ser indicada.
dpa8d1pc
-- 6 3 --

Pri
t
ã
aobotãosuae
PT
15.3 Exemplo 3a
Comece por seleccionar o código de instrumento correcto TIG HAND TORCH (TIG
MAÇARICO DE MÃO).
É um programa de soldadura simples, constituído por 2 sectores, em que o sector 2
é o sector de paragem.
Sector 1 Sector 2
Ponto de interrupção 0.000 1.000
Corrente de soldadura (continua) (A) 80 0
Corrente de soldadura (corrente de fundo) (A) 40 40
Corrente de soldadura (tempo de pulsação) (s) 0,5 0,5
Corrente de soldadura (tempo de fundo) (s) 0,5 0,5
Rampa ascendente (s) 2 -Rampa descendente (s) -- 5
Pré--fluxo de gás de soldadura (s) 5 -Pós--fluxo de gás de soldadura (s) -- 10
Sector 1
Ponto de interrupção
O sector 1 recebe automaticamente o ponto de interrupção 0.000 a não ser que se
indique outro. Por isso comece sempre por regular o parâmetro da corrente.
Corrente de soldadura
Corrente de topo = 80 A
S Prima o botão CORRENTE DE SOLDADURA .
A figura para regulação da corrente de soldadura é exibida no quadro de texto.
S Prima o valor 80 com os botões numéricos.
S
ma obo
o suave
continuous peak
SECTOR 1(1) 0.000
80
current(corrente
de topo contínua).
PEAK CURRENT A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 80 A no sector 1.
Corrente de fundo = 40 A
S Prima o valor 40 com os botões numéricos.
dpa8d1pc
-- 6 4 --
Pri
t
ã
Primaobotãosuav
e
)
Pri
t
ã
aobotãosuae
Pri
t
ã
aobotãosuae
(
Pri
aoaoc
o
PT
S
ma obo
continuous
o suave
SECTOR 1(1) 0.000
40
background
current (corrente
contínua de
fundo).
PEAK CURRENT 80 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: BACKGROUND CURRENT (CORRENTE DE FUNDO) = 40 A no sector 1 .
Tempodepulsação=0.5 s em vez de 1,0
S Prima o valor 0,5 com os botões numéricos.
S
ma obo
o suave
peak time (tempo
SECTOR 1(1) 0.000
0,5
de pulsação).
1 PEAK CURRENT 80 A
BACKGR CURRENT 40 A
PEAK TIME 1,00 s
BACKGR. TIME 1,00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK TIME (TEMPO DE PULSO) = 0,50 s em vez de 1,00 s no sector 1.
Tempo de fundo = 0.5 s em vez de 1,0
S Prima o valor 0,5 com os botões numéricos.
S
ma obo
o suave
background time
SECTOR 1(1) 0.000
0,5
tempo de fundo).
1 PEAK CURRENT 80 A
BACKGR CURRENT 40 A
PEAK TIME 0,50 s
BACKGR. TIME 1,00 s
CONT/
PEAK
CURR
BACKGR
CURR.
PEAK
TIMI
BACKGR
TIME
Resultado: BACKGROUND TIME (TEMPO DE FUNDO) = 0,50 s em vez de 1,00 s
no sector 1.
Slope
Slope ascendente = 2spara corrente de topo.
S Prima o botão suave continuous peak current (corrente de topo contínua).
S
maovalor2com
os botões numéri-
SECTOR 1(1) 0.000
2
cos.
2 PEAK CURRENT 80 A
S Prima o botão
SLOPE.
BACKGR CURRENT 40 A
PEAK TIME 0.50 s
BACKGR. TIME 0.50 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
-- 6 5 --
dpa8d1pc

Pri
t
ã
aobotãosuae
Pri
t
ãoaobotão
PT
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 80 A, 2.0 s no sector 1
a BACKGROUND CURRENT (CORRENTE DE FUNDO) = 40 A, 2.0 s no sector
1.
Gás
Pré--fluxo de gás de soldadura = 5s.
S Prima o botão GÁS .
S Prima o valor 5 com os botões numéricos.
O pré--fluxo de gás tem um valor pré--determinado (2 s). Este valor é válido se
não for registado outro que é exibido no mostrador de texto ao arranque.)
S
ma obo
o suave
weld gas (gás de
soldadura).
SECTOR 1(1) 0.000
WELD GAS s
ROOT GAS s
START GAS s
5
WELD
GAS
ROOT
GAS
START
GAS
Resultado: WELD GAS (GÁS DE SOLDADURA) = 5 s no sector 1.
Sector 2
Ponto de interrupção
S Prima o valor para o novo ponto de interrupção 1.010 com os botões numéricos.
S
ma obo
SECTOR.
SECTOR 1(1) 0.000 1.010
1 WELD GAS 5 s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
START
GAS
Resultado: Sector 2 de um total de 2 sectores.
Corrente de soldadura
Corrente de pulso = 0A
Uma vez que o sector 2 deve ser sector de paragem, tem de se atribuir à corrente
de soldadura o valor 0 ampere.
S Prima o botão CORRENTE DE SOLDADURA .
S Prima o valor 0 com os botões numéricos.
dpa8d1pc
-- 6 6 --

Pri
t
ã
Primaobotãosuav
e
Pri
aoao5co
Pri
t
ã
aobotãosuae
PT
S
ma obo
o suave
continuous peak
SECTOR 2(2) 1.000
0
current(corrente
de topo contínua).
1 PEAK CURRENT 80 A
1 BACKGR CURRENT 40 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 0.50 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
2.0 s
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 0 A no sector 2 (sector de
paragem)
Slope
Slope descendente = 5spara corrente de topo.
S Prima o botão suave continuous peak current (corrente de topo contínua).
S
maovalor5com
os botões numéri-
SECTOR 2(2) 1.000
5
cos.
2 PEAK CURRENT 0 A
S Prima o botão
SLOPE.
BACKGR CURRENT 40 A
PEAK TIME 0.50 s
BACKGR. TIME 0.50 s
CONT/
PEAK
CURR
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultado: PEAK CURRENT (CORRENTE DE TOPO) = 0 A, 5.0 s no sector 12
e BACKGROUND CURRENT (CORRENTE DE FUNDO) = 40 A, 5.0 s no sector 1.
Gás
Pós--fluxo de gás de soldadura = 10 s no sector 2.
S Prima o botão GÁS
.
S Prima o valor 10 com os botões numéricos.
O pós--fluxo de gás tem um valor pré--determinado (4 s) que é válido se não for
registado outro, e é indicado no mostrador durante o arranque.
S
ma obo
o suave
weld gas (gás de
SECTOR 2(2) 1.000
10
soldadura).
1WELDGAS s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
START
GAS
Resultado: WELD GAS (GÁS DE SOLDADURA) = 10 s no sector 2.
dpa8d1pc
-- 6 7 --
PT
15.4 Como se solda
Para se iniciar uma sequência de soldadura (acender o arco luminoso):
S Prima o contacto do maçarico e solte--o de novo.
Os valores paramétricos do sector 1 (sector padrão) são válidos durante todo o
tempo da sequência de soldadura.
Para terminar uma sequência de soldadura:
S Prima o contacto do maçarico e solte--o de novo.
Usam--se os valores paramétricos do sector 2 (sector final).
16 APÊNDICE
16.1 Códigos de instrumento
Instrumento de soldadura Tamanho
PRB 8--17 *
17--49 *
33--90
60--170
PRH 3--12
3--38
6--76
PRD Ver códigos de instrumento definidos pelo utiliza-
dor na pág. 13.
POC 12--60
Maçarico de mão TIG --
A25 Com rotação
Sem rotação
*)
Em caso de usar o jogo de reconstrução PRB 8--17 use o código de ferramenta 17--49.
Em caso de usar a unidade de tracção com redução do motor 134:1 usa--se o código de ferramenta
8--17.
dpa8d1pc
-- 6 8 --
PT
16.2 Symbolos
Symbolos Explicação
STO Guardar.
RCL Buscar.
OK Aceite.
p
DEL Apagar.
DEL? Quer apagar?
Erro. (Depois deste sinal vem sempre um número de código de
avaria).
Corrigir um valor.
O valor é demasiado elevado.
O valor é demasiado baixo.
Mais -- menos.
Surgiu uma avaria no processo de soldadura.
"
p
Existe um submenu.
Esta função já foi seleccionada.
16.3 Áreas de regulação dos parâmetros de soldadura
Parâmetro Área de regulação
Velocidade de rotação Velocidade de rotação 5 --
100 % da velocidade
máxima do instrumento de
soldadura de tubos.
Corrente de soldadura* 5 -- 160, 250, 320 A
Tempo de pulsação 0,01 -- 25 s
Tempo de fundo 0,01 -- 25 s
Tempos de pré--fluxo e pós--fluxo de gás, (gás de soldadura, gás de
arranque, gás de raiz)
Tempo de pré--aquecimento 0 -- 600 s
Velocidade de alimentação de arame 15 -- 250 cm/min
Tempos de slope up / down 0,1 -- 25 s
0 -- 6000 s
Os valores indicados entre parêntesis são valores pré--determinados.
* A corrente de soldadura máxima para instrumentos de soldadura de tubos arrefecidos a ar é 100 A.
A corrente de soldadura máxima para instrumentos de soldadura de tubos arrefecidos a água é 250 A.
Ver também as instruções do resp. instrumento de soldadura de tubos.
dpa8d1pc
-- 6 9 --

PT
17 ESTRUTURA DO MENU
Menu inicial Na pág 12 Guardar Na pág 36
Área de trabalho Na pág 4 Cancelar Na pág 36
Ficheiro Na pág 36 Cartão PC Na pág 39
Apontamentos Na pág 57 Apagar Na pág 37
Funções suplementares Na pág 4 Idioma Na pág 18
Corrente de soldadura Na pág 9 Tratamento de avarias Na pág 42
Gás Na pág 10 Mostrar valores paramétricos ac-
tuais
Velocidade de alimentação de
arame
Tempo de pré--aquecimento Na pág 11 Fechadura de software Na pág 53
Velocidade de rotação Na pág 1 1 Fechar! Na pág 53
dpa8d1pd
Na pág 10 Actualização de programas Na pág 49
Abrir Na pág 54
Indicar os valores--limite Na pág 55
-- 7 0 --
Na pág 48

PT
18 TERMOS ESPECIALIZADOS
Área de trabal-hoEspaço de memória para redacção e execução de programa de soldadura.
Caderno de
apontamentos
Cartão PC Circuito integrado de memória para armazenamento externo de software de sol-
Código de tratamento de avarias
Corrente de
fundo
Correntedeto-poO valor mais alto de dois da corrente, em corrente pulsante ou valor da corrente
Felediterings kod
Ficheiro Memória para guardar programas de soldadura.
Gásdearran-
que
Gásderaiz Gás de protecção para a parte de baixo da junta de soldadura (parte da raiz).
Gásdesolda-
dura
Modo manual Estado da máquina para posicionamento manual do eléctrodo.
Ponto de inter-
rupção
Posição de
início
Programa in-
iciador
Quadro numéri-coMostra valores e signos numéricos registados.
Espaço para apontamentos sobre uma sequência de soldadura.
dadura.
Um código indicado no registo de avarias quando surge uma avaria no processo
de soldadura.
O valor de corrente mais baixo de dois em corrente pulsante.
em corrente contínua.
Um código que se indica no quadro numérico no caso de premir um botão erra-
do.
Um gás especial com elevadas características de ionização, o que facilita a ignição do arco luminoso.
Gás protector no lado de cima da junta de soldadura.
Ponto de partida para novo sector.
Ponto de partida.
Programa para manejo de arranque.
Sector Determinada parte de um tubo.
Sector de ar-
ranque
Sector de trans-
porte
Sector final Último sector de uma sequência de soldadura.
Slope down Diminuição gradual de um valor.
Slope up Diminuição gradual de um valor.
Tempo de fun-doTempo de corrente de fundo que, junto com o tempo de corrente de topo dá o
Tempo de pré-aquecimento
Tempo de pulsação
Unidade Um circuito integrado com um software que pode ser actualizado.
Unidade dados
de soldadura
dpa8d1pd
Primeiro sector numa sequência de soldadura.
Deslocar o eléctrodo de soldadura sem soldar um sector.
período de pulso.
Tempo de retardamento do movimento de soldadura para pré--aquecimento da
peça de trabalho.
O tempo em que a corrente está ”ligada” durante um período de pulsação.
Circuito integrado na caixa de comandos.
-- 7 1 --
PT
Unidade fonte
de corrente
Unidade rotação/arame
Velocidade de
alimentação de
arame à corrente de fundo
Velocidade de
alimentação de
arame de topo
Velocidade de
rotação
Versão do sistema
Circuito integrado para comando da fonte de corrente de soldadura.
Circuito integrado para comando da rotação e do motor de alimentação do arame.
Velocidade de alimentação de arame durante um tempo de fundo indicado.
Velocidade de alimentação de arame à corrente de topo.
Velocidade de rotação do eléctrodo em torno da peça de trabalho.
Indica a versão do programa armazenada no cartão PC ou na caixa de comandos.
19 APONTAMENTOS DE PROGRAMAÇÃO
Sector 1 Sector 2 Sector 3 Sector 4
Ponto de interrupção
Corrente de soldadura (continua) (A)
Corrente de soldadura (corrente de fundo) (A)
Corrente de soldadura (tempo de pulsação) (s)
Corrente de soldadura (tempo de fundo) (s)
Slope up (s)
Slope down (s)
Pré--aquecimento (s)
Rotação, (cont. para a frente) (‰)
Pré--fluxo de gás de soldadura (s)
Pós--fluxo de gás de soldadura (s)
Alimentação de arame (contínua) (cm/min)
Ponto de interrupção
Corrente de soldadura (continua) (A)
Corrente de soldadura (corrente de fundo) (A)
Corrente de soldadura (tempo de pulsação) (s)
Corrente de soldadura (tempo de fundo) (s)
Slope up (s)
Slope down (s)
Pré--aquecimento (s)
Rotação, (cont. para a frente) (‰)
Pré--fluxo de gás (gás de soldadura) (s)
Pós--fluxo de gás de soldadura (s)
Alimentação de arame (contínua) (cm/min)
dpa8d1pd
Sector 1 Sector 2 Sector 3 Sector 4
-- 7 2 --
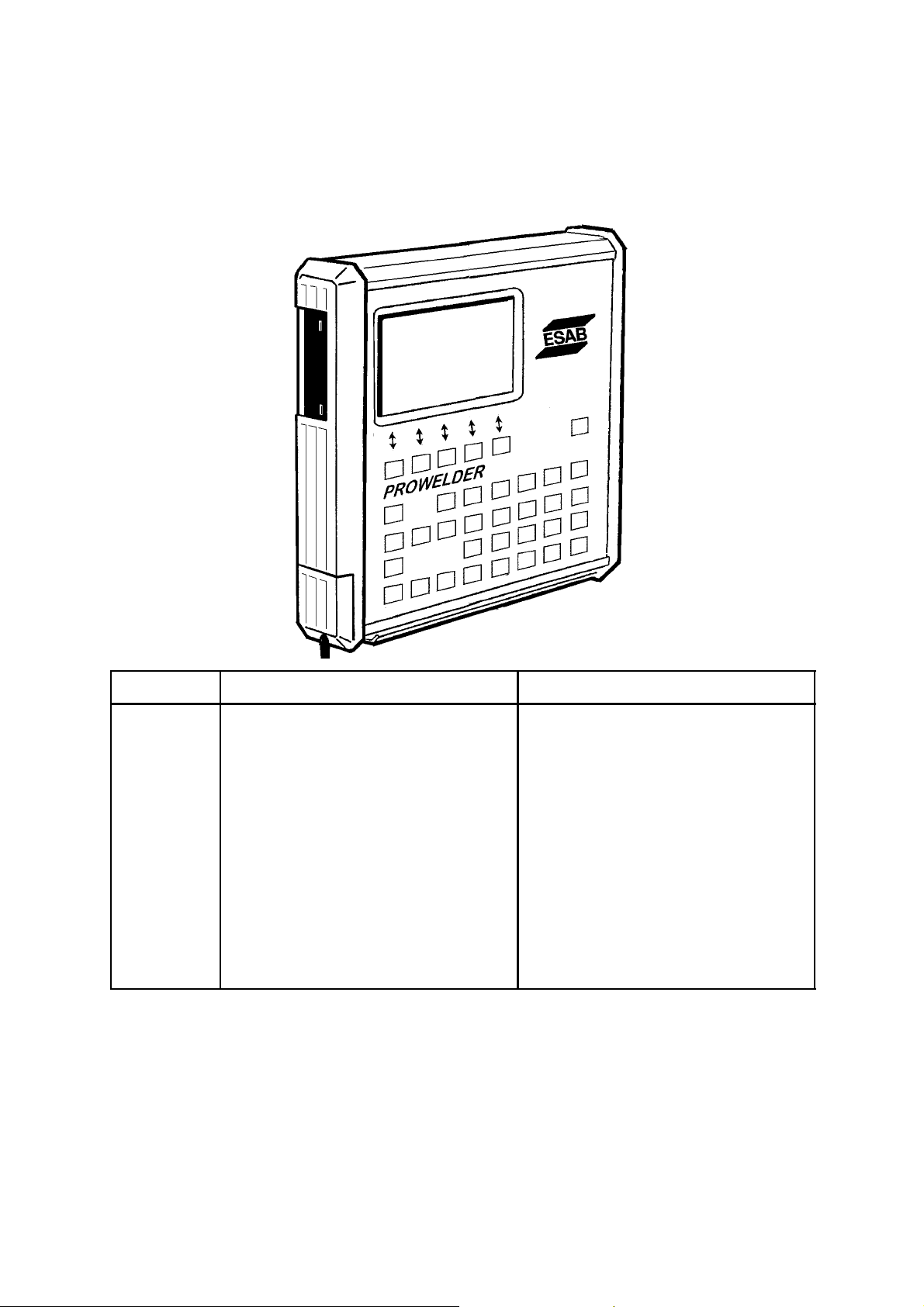
PROWELDER
Números de referência
Ordering no. Denomination Type
0456 665 882 Control box PROWELDER
0457 706 170 Programming manual SE PROWELDER
0457 706 171 Programming manual DK PROWELDER
0457 706 172 Programming manual NO PROWELDER
0457 706 173 Programming manual FI PROWELDER
0457 706 174 Programming manual GB PROWELDER
0457 706 175 Programming manual DE PROWELDER
0457 706 176 Programming manual FR PROWELDER
0457 706 177 Programming manual NL PROWELDER
0457 706 178 Programming manual ES PROWELDER
0457 706 179 Programming manual IT PROWELDER
0457 706 180 Programming manual PT PROWELDER
0457 706 086 Programming manual RU PROWELDER
The programing manual is available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instruction manuals and spare parts lists.
dpa8oLTS
-- 7 3 -Edition 050420

notes
-- 7 4 --

notes
-- 7 5 --

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...