


SE
PROWELDER
Programmeringsmanual
Valid for program version 2.80B0457 706 170 SE 050420

1 INTRODUKTION 4...................................................
1.1 Inställningslådans arbetssätt 4................................................
1.2 Sektorer 4..................................................................
1.3 Teckenfönster och knappsats 5...............................................
2 SVETSPARAMETRAR 9..............................................
2.1 Svetsström 9...............................................................
2.2 Gas 9.....................................................................
2.3 Trådmatningshastighet 10....................................................
2.4 Förvärmningstid 10..........................................................
2.5 Rotationshastighet 10........................................................
3 START OCH STOPP 11................................................
3.1 Start 11.....................................................................
3.2 Stopp 11....................................................................
3.3 Återstart 11..................................................................
4 ATT KOMMA IGÅNG 12...............................................
4.1 Allmänt 12...................................................................
4.2 Hur man anger verktygskod 12.................................................
4.3 Hur man anger egendefinierad verktygskod 13...................................
4.4 Hur man ändrar språk 17......................................................
5 PROGRAMEDITERING 18.............................................
5.1 Hur man skriver in ett parametervärde 18........................................
5.2 Hur man ökar/minskar ett parametervärde 18....................................
5.3 Hur man skapar en ny sektor 18................................................
5.4 Hur man ändrar brytpunkt för en sektor 19.......................................
5.5 Hur man skapar en transportsektor 19..........................................
5.6 Hur man hittar ett hemmaläge 20...............................................
5.7 Hur man skriver in en slope 20.................................................
5.8 Hur man flyttar i ett program 21................................................
5.9 Hur man raderar i ett program 21...............................................
5.10 Hur man ändrar svetsdata under svetsning 22....................................
5.11 Hur man nollställer inställningslådan 22.........................................
6 PROGRAMMERINGSEXEMPEL 23.....................................
6.1 Exempel 1a 23...............................................................
6.2 Exempel 1b 26...............................................................
6.3 Exempel 1c 28...............................................................
6.4 Exempel 1d 30...............................................................
6.5 Exempel 1e 33...............................................................
7 BIBLIOTEKET 36.....................................................
7.1 Hur man sparar ett program 36.................................................
7.2 Hur man återkallar ett program 36..............................................
7.3 Hur man ser verktygskoden 37.................................................
7.4 Hur man raderar ett program 37................................................
8 MANUELL MODE 38..................................................
8.1 Användningsområde 38.......................................................
8.2 Hur man editerar 38..........................................................
Rätt till ändring av specifikationer utan avisering förbehålles.
TOCs
-- 2 --

9PC--KORT 40.........................................................
9.1 Användningsområde 40.......................................................
9.2 Hur man installerar 40........................................................
9.3 Hur man återkallar program 40.................................................
9.4 Hur man lagrar program 41....................................................
9.5 Hur man raderar program 41...................................................
9.6 Hur man tar ur PC--kortet 42...................................................
10 FELKODER 42........................................................
10.1 Felhantering 42..............................................................
10.2 Felediteringskoder 47.........................................................
11 VISA AKTUELLA PARAMETERVÄRDEN 48.............................
1 1.1 Användningsområde 48.......................................................
1 1.2 Hur man visar aktuella parametervärden 48......................................
12 PROGRAM UPPGRADERING 49.......................................
12.1 Användningsområde 49.......................................................
12.2 Menyförklaring 49............................................................
12.3 Hur man uppgraderar. 49......................................................
12.4 Åtgärd vid misslyckad uppgradering av enheterna i svetsströmkällan 51.............
12.5 Åtgärd vid misslyckad uppgradering av inställningslådan 52........................
13 MJUKVARULÅS 53....................................................
13.1 Allmänt 53...................................................................
13.2 Hur man låser inställningslådan 53..............................................
13.3 Hur man låser upp inställningslådan 54..........................................
13.4 Hur man ändrar koden 54.....................................................
13.5 Glömt koden 55..............................................................
13.6 Hur man anger gränsvärden 55................................................
14 ANTECKNINGSBOKEN 57.............................................
14.1 Användningsområde 57.......................................................
14.2 Hur man skriver in data 57.....................................................
14.3 Exempel 2a 58...............................................................
15 HANDSVETSNING 63.................................................
15.1 Användningsområde 63.......................................................
15.2 Hur man skapar ett svetsprogram 64............................................
15.3 Exempel 3a 64...............................................................
15.4 Hur man svetsar 68...........................................................
16 APPENDIX 68.........................................................
16.1 Verktygskoder 68.............................................................
16.2 Symboler 69.................................................................
16.3 Svetsparametrarnas inställningsområden 69.....................................
17 MENYSTRUKTUR 70..................................................
18 FACKTERMER 71.....................................................
19 PROGRAMMERINGSANTECKNINGAR 73...............................
BESTÄLLNINGSNUMMER 75.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
TOCs
-- 3 --
SE
1 INTRODUKTION
1.1 Inställningslådans arbetssätt
Inställningslådan kan sägas bestå av fyra enheter; arbetsarean, biblio teket,
anteckningsboken och tilläggsfunktionen .
S I arbetsarean skapar man ett svetsprogram.
S I biblioteket lagrar man svetsprogram.
Vid svetsning är det alltid innehållet i arbetsarean som styr processen. Det är
därför också möjligt att kalla in ett svetsprogram från biblioteket till arbetsarean.
S I anteckningsb o ken skriver man in egna noteringar om vissa svetsparametrar.
S I tilläggsfunktio n en kan man:
S ändra språk
S se vilka felmeddelanden som finns
S beordra visning av aktuella parametervärden
S uppgradera program
S Mjukvarulås
1.2 Sektorer
Ett program för rörsvetsning kan delas in i olika delar; sektorer. Varje sådan sektor
motsvarar en viss del av rörets omkrets. Max antal sektorer i ett program är 100
stycken.
Sektor 4
Sektor 3
En sektor kan tilldelas en egen uppsättning värden för skilda svetspara-- metrar
såsom ström, rotationshastighet och trådmatningshastighet m fl. På så vis kan
svetsning ske med olika inställningar av svetsparametrarna för olika delar av
rörfogen.
Indelningen i sektorer går till så att man anger olika brytpunkter utmed rörets
omkrets. Varje sådan brytpunkt utgör startpunkt för en ny sektor. I figuren nedan
är brytpunkt 0,000 startpunkt för sektor 1, brytpunkt 0,250 startpunkt för sektor 2 osv.
Sektor 1
Sektor 2
Brytpunkt 0.000
Sektor 4
Sektor 3
Brytpunkt 0.500
Sektor 1
Brytpunkt 0.250Brytpunkt 0.750
Sektor 2
LTS medger svetsning av upp till 10 varv i samma svetsfog dvs. svetsverktyget kan
roteras 10 varv kring röret.
dpa8d1sa
-- 4 --

SE
Brytpunkterna i föregående figur börjar alla med heltalet 0, vilket innebär att de är
brytpunkter för varv 1. Brytpunkterna för eventuellt varv 2 börjar alltid med heltalet
1 osv.
S Varv 1 = brytpunkter 0,000 -- 0,999
S Varv 2 = brytpunkter 1,000 -- 1,999
S Varv 3 = brytpunkter 2,000 -- 2,999
S Varv 4 = brytpunkter 3,000 -- 3,999
S Varv 5 = brytpunkter 4,000 -- 4,999
S Varv 6 = brytpunkter 5,000 -- 5,999
S Varv 7 = brytpunkter 6,000 -- 6,999
S Varv 8 = brytpunkter 7,000 -- 7,999
S Varv 9 = brytpunkter 8,000 -- 8,999
S Varv 10 = brytpunkter 9,000 -- 9,999
För att avsluta ett svetsprogram anger man en s.k slutsektor
En sektor räknas som slutsektor om följande två villkor är uppfyllda:
S Efterföljande sektor saknas
S Sektorns värde för svetsström = 0 ampere
1.3 Teckenfönster och knappsats
A Teckenfönster
B Mjuka knappar
C Funktionsknappar
dpa8d1sa
-- 5 --

SE
Teckenfönster
Följande information visas i teckenfönstret.
a Vilken programsektor man befinner sig i.
b Antal sektorer i aktuellt program.
c Sektorns brytpunkt (i detta ex. sektor 2).
d Sifferrutan visar inskrivet siffervärde och olika siffertecken se vidare
information på sid 69.
e Indikerar att värdet har lånats från någon föregående sektor
(i detta ex från sektor 1).
g Textrutor (5 st) som beskriver funktionen för s.k. mjuka knappar (f).
h Meddelanderad som beskriver aktuellt tillstånd.
SVETSNING = en svetssekvens pågår
SLUT = en svetssekvens är fullständigt utförd.
TRANSPORT = en förflyttning utan svetsning.
STOPP = svetssekvens avbruten p.g.a stoppknappstryckning.
Mjuka
knappar
Med mjuka knappar (a) aktiverar man funktioner som är kopplade till resp.
teckenfönster (i detta ex. teckenfönster för parameter GAS ), vars innebörd anges i
textrutorna (b). Upp till fem mjuka knappar aktiveras beroende på teckenfönster.
dpa8d1sa
-- 6 --

SE
Funktionsknappar
Parameterknappar
Svetsparametrarna är indelade i fem olika grupper. Varje grupp representeras av en
knapp samt en uppsättning mjuka knappar.
Svetsström Gas
Rotationshastighet Trådmatningshastighet
Förvärmningstid
SHIFT--knappen
Används för att byta innebörden för en annan knapp.
PLUS/MINUS--knappar
Används för att öka eller minska ett inställt värde.
Sifferknappar
Används för att skriva in siffrorna 0-- 9 samt decimalkomma.
Övriga knappar
SLOPE
Används när man vill lägga till en slopefunktion till någon parameter och anges på
följande sätt i teckenfönstret .
Med slope menas en gradvis förändring av ett inställt värde.
Slope up = gradvis ökning
Slope down = gradvis minskning
Följande parametrar kan tilldelas en slopefunktion:
Ström (gäller både topp-- och bakgrundsström vid pulsad ström), Rotation,
Trådmatningshastighet, .
dpa8d1sa
-- 7 --

SE
En slope kan vara tidsstyrd genom att m an anger att den ska pågå under ett visst
antal sekunder. En slope kan också vara sektorstyrd, en sk sektorslope, genom att
man anger mellan vilka två brytpunkter den ska finnas.
SEKTOR
Används när man anger brytpunkten i ett program och för att gå till angiven sektor.
STEG
Används för att stega sig fram genom programmet.
RADERA
Används när man vill radera ett helt program e ller delar av ett program i arbetsarean,
eller bara radera siffrorna i sifferrutan.
MANUELL MODE
Används för att ställa elektroden i rätt läge inför svetsning, samt att kontrollera att
programmet i arbetsarean fungerar som man vill.
MINNE (bibliotek)
Används för att gå in eller ur biblioteket samt för att spara eller hämta program från
biblioteket till arbetsarean.
TILLÄGG
Används när man vill komma in i olika tilläggsfunktioner såsom språk, fellogg, visa
aktuellla parametervärden, programuppgradering och mjukvarulås.
NÄSTA
Denna knapp används ej.
ANTECKNINGSBOK
Används när man vill skiva in noteringar om en svetssekvens.
VERKTYGSKOD
Används när man vill se vilken verktygskod som är ansluten.
ÅTERSTART
Används när man vill göra ett återstart av en svetssekvens.
SEKTOR SLOPE
Används när man vill göra en sektorslope.
DIREKTSTOPP
Denna knapp ger omedelbart stopp av svetssekvensen. Gasefterströmning sker
enligt information från slutsektorn.
dpa8d1sa
-- 8 --

SE
START
Används för start av en svetssekvens.
STOPP
Används för stopp av en svetssekvens. Svetssekvensen avslutas enligt
inställningarna i slutsektorn.
2 SVETSPARAMETRAR
Inställningsområden för svetsparametrarna finns i “ APPENDIX” på sidan 69.
2.1 Svetsström
I parametergruppen för svetsström finns fyra parametrar representerade:
S TOPPSTRÖM
S BAKGRUNDSSTRÖM
S PULSTID (1 s)
S BAKGRUNDSTID (1 s)
Värden inom parentes är förinställda värden.
Pulstid
Bakgrundstid
Toppström
Bakgrundsström
Svetsström kan vara pulsad eller kontinuerlig (icke pulsad).
Vill man svetsa med pulsad ström måste samtliga fyra parametrar ges ett värde. Vill
man däremot svetsa med kontinuerlig ström behöver endast parametern toppström
ställas in. Om man även ställe r in bakgrunds--
ström får man pulsad ström med förinställd pulstid och bakgrundstid.Pulstiden
och bakgrundstiden kan givetvis också ändras.
2.2 Gas
I parametergruppen för skyddsgas finns tre param etr ar representerade:
S SVETSGAS
S ROTGAS
S STARTGAS
Med svetsgas avses skyddgas på svetsfogens ovansida. Med svets-gasparametern ställer m an in den tid som skyddsgasen på fogens ovansida ska
dpa8d1sa
-- 9 --
SE
strömma före och efter svetsning. För svetsgasen finns förinställda värden.
Svetsgasförströmningen och svetsgasefterströmningen får följande värden vid start
om inte andra värden skrivs in:
S Svetsgasförströmning = 2 s
S Svetsgasefterströmning = 4 s
Med rotgas menas skyddsgas på svetsfogens undersida. Parametern rotgas anger
den tid som skyddsgasen på svetsfogens undersida ska strömma före och efter
svetsning.
Vissa skyddsgaser t ex helium (He) kan göra att ljusbågen har svårt för att tända.
Använder man en sådan skyddsgas som svetsgas kan det vara lämpligt att vid själva
startögonblicket använda en gas med annan sammansättning -- en sk startgas.
Anges ett värde för svetsgas och ett värde för startgas i sektor 1, är det endast
startgasen som flödar. Svetsgasen flödar när ljusbågen har tänt.
2.3 Trådmatningshastighet
Utnyttjas för att ange en matningshastighet (cm/min) för tillsatstråd.
Hastigheten kan vara pulsad eller kontinuerlig (icke pulsad).
I parametergruppen för trådmatningshastighet finns två parametrar representerade:
S TOPPTRÅDMATNINGSHASTIGHET
S BAKGRUNDSTRÅDMATNINGSHASTIGHET
Vid svetsning med kontinuerlig (icke pulsad) trådmatning skall endast parametern
topptrådmatningshastighet ställas in.
Vill man däremot pulsa trådmatningshastigheten skall både parametern för
topptrådmatningshastighet och bakgrundstrådmatningshastighet ställas in.
Vid pulsad trådmatning synkroniseras denna automatiskt med svetsströmmen så att
trådmatningshastigheten är hög vid toppström och låg vid bakgrundsström.
2.4 Förvärmningstid
Utnyttjas för att hetta upp arbetsstycket vid startpunkten (och därmed en korrekt
inträngning av smältbadet) och definieras som tiden från det att ljusbågen tänds till
dess att rotationsrörelsen startar. Har inget värde angivits för förvärmningen innebär
det att rotationen startar samtidigt som ljusbågen tänds.
OBS! I parametergruppen svetsström går det inte att ange en sektorslope i en
startsektor när man har förvärmning.
2.5 Rotationshastighet
Används för a tt ange elektrodens rotationshastighet runt arbetsstycket och anges i
promille (tusendelar ) av maxim ala rotationshastigheten för det svetsverktyg som
används.
dpa8d1sa
-- 1 0 --

SE
Rotationshastigheten kan liksom i fallet med svetsström och trådmatningshastighet
vara pulsad eller kontinuerlig (icke pulsad).
I parametergruppen för rotationshastighet finns fyra parametrar representerade:
S ROTATION FRAMÅT
S ROTATION BAKÅT
S PULSAD ROTATION FRAMÅT
S PULSAD ROTATION BAKÅT
Vid pulsad rotation synkroniseras denna automatiskt med svetsströmmen så att
svetsverktyget står stilla vid toppström och roterar vid bakgrundsström.
3 START OCH STOPP
3.1 Start
Start av svetsning görs med START--knappen .
Det går inte att starta ett svetsprogram om man har angett en annan verktygskod än
den som det aktuella programmet innehåller.
3.2 Stopp
Ett beordrat svetsstopp med STOPP--knappen innebär att programmet hoppar
till nästföljande slutsektor oavsett vilken sektor man för tillfället befinner sig i.
Svetsningen avslutas enligt inställningarna i slutsektorn.
När svetsstopp beordras med DIREKTSTOPP--knappen
svetssekvensen omedelbart. Gasefterströmning sker enligt inställd tid i slutsektorn.
avslutas
3.3 Återstart
Återstart av en svetsning görs med SHIFT-- och START--knappen .
Oavsett om ett svetsstopp har utförts med STOPP--knappen eller med
DIREKTSTOPP--knappen används startparametrar från närmast föregående
startsektor, därefter fortsätter programmet från den position i svetsprogrammet där
avbrottet gjordes.
dpa8d1sa
-- 1 1 --
SE
4 ATT KOMMA IGÅNG
4.1 Allmänt
Vissa av de faktorer som styr svetsprocessen är specifika för varje svetsverktyg, t ex
rotationshastigheten. Varje svetsprogram måste därför vara kopplat till en
verktygskod som associerar till det verktyg som programmet skrivs för.
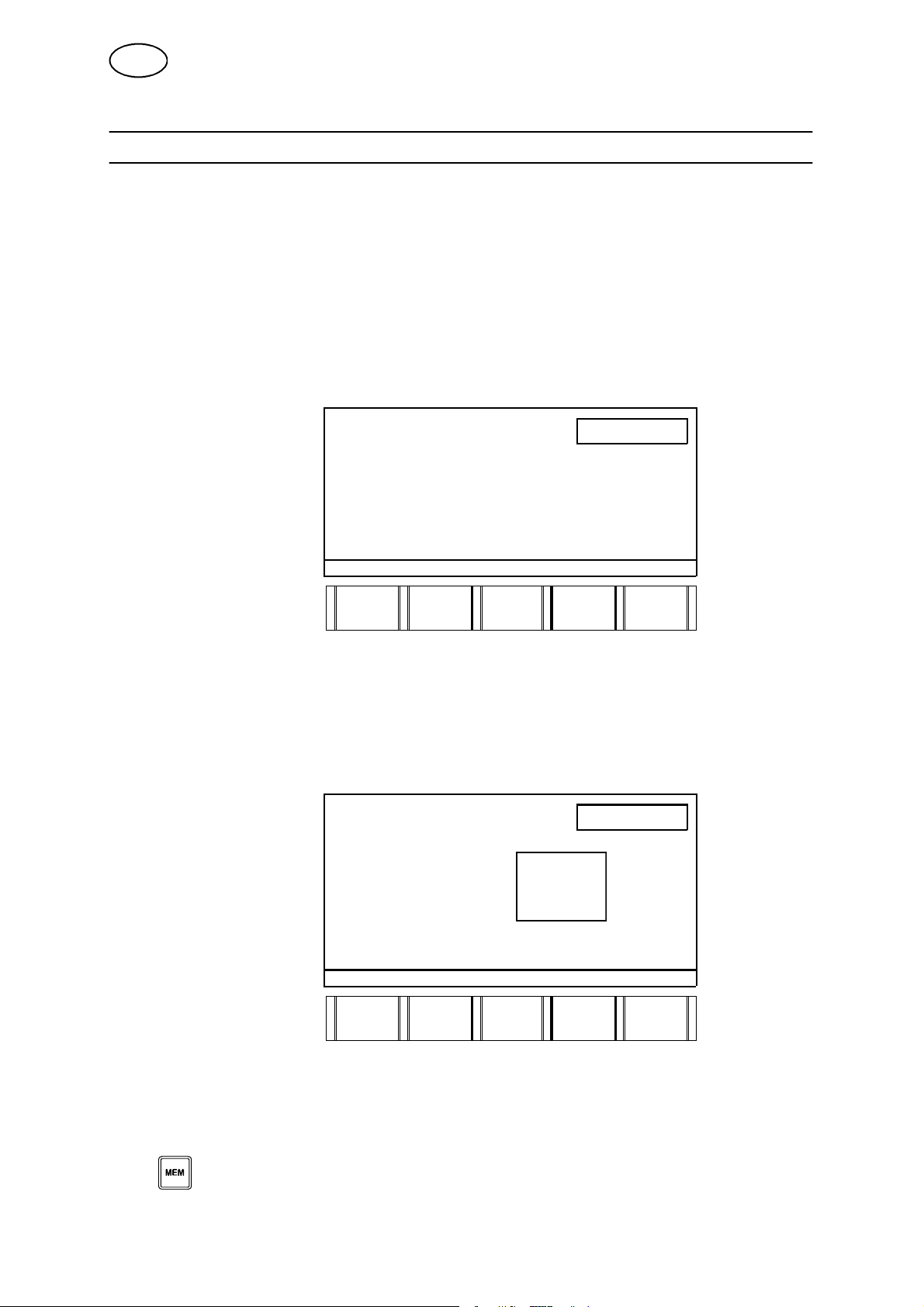
4.2 Hur man anger verktygskod
S Vrid elkopplare för nätspänning på svetsströmkällan till läge 1.
S Följande teckenfönster visas:
VÄLJ ANSLUTET VERKTYG
PRB "
PRH
PRD
POC 12--60 mm
TIGHANDBRÄNNARE
A25
NÄSTA
ENTER
Exempel: Du h ar anslutit PRB 33--90
S Flytta markeringen till raden PRB med den mjuka knappen nästa och välj rätt
verktyg och tryck enter.
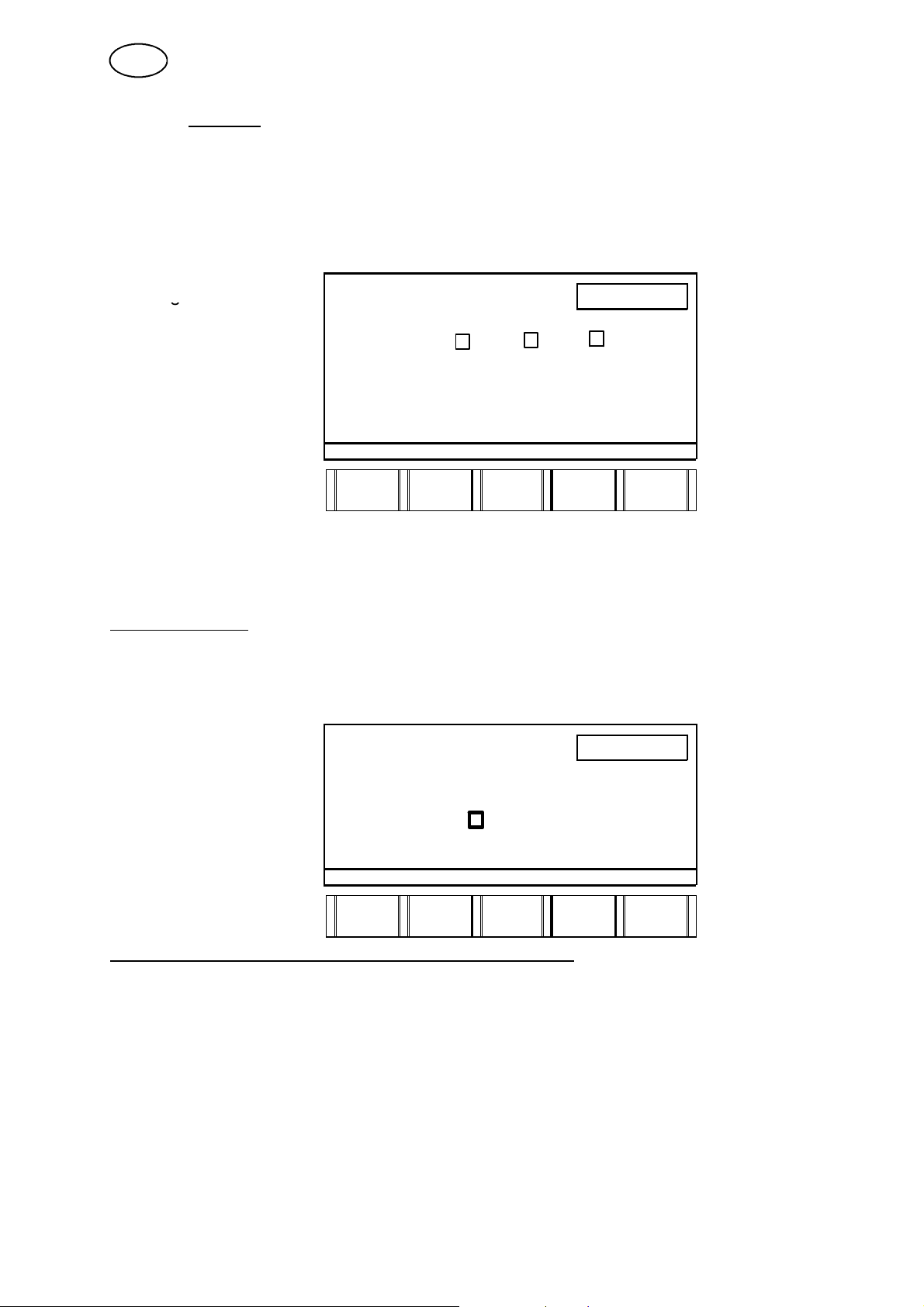
Ett fönster med tillgängliga verktygsstorlekar kommer fram.
S Flytta markeringen med den mjuka knappen nästa till den storlek på verktyget
du har anslutit (i detta ex 33--90 mm) och tryck enter.
VÄLJ ANSLUTET VERKTYG
PRB " 8--17 mm
PRH 17-- 49 mm
PRD 33-- 90 mm
POC 12--60 mm 60--170 mm
TIGHANDBRÄNNARE
A25
NÄSTA
AVBRYT ENTER
Resultat: Den nya verktygskoden är accepterad och följande text visas: ANSLUTET
VERKTYG: PRB 33--90 mm.
OBS! Om det redan finns ett program med en annan verktygskod lagrat i
arbetsarean skall detta raderas. (Om man vill ha kvar det gamla programmet som
fanns i arbetsarean, glöm ej att spara det i biblioteket genom att trycka in knappen
MEM .)
dpa8d1sa
-- 1 2 --

T
k
ind
Tryckindenmjuka
VERKTYGSKODFELAKTIG
befintligtprogram
SE
Nummret på senast valda program från biblioteket visas i teckenfönstret.
Följande information visas i teckenfönstret:
S
ryc
knappen radera
Resultat: Den nya verktygskoden är accepterad och i teckenfönstret visas:
ANSLUTET VERKTYG: PRB 33--90 mm.
Om det inte står någon siffra efter PROGRAM NR: _ är inget svetsprogram
återkallat från biblioteket.
en mjuka
VARNING!
.
PROGRAM NR: 1
PROGRAM GJORD FÖR: PRB 17-- 49 mm
ANSLUTET VERKTYG: PRB 33-- 90 mm
RADERA
PROG.
OBS! Vid ändring av svetsdata i arbetsarean stämmer inte svetsprogrammet
överens med programmet som är återkallat från biblioteket. Vill man ha kvar
ändringarna, spara dem som ett nytt svetsprogram i biblioteket.
4.3 Hur man anger egendefinierad verktygskod
För att ange egendefinierad verktygskod kan en del av följande parameterfaktorer
behövas räknas fram:
ROTATIONSLÄNGD exempel A se sid 15.
SKALFAKTOR exempel B se sid 15.
SKALFAKTOR TRÅDMATNING exempel E se sid 16.
OBS! De värden som angivits under egendefinierade verktygskoder finns kvar även
om man väljer en vanlig verktygskod.
Förinställda värden
Parameterfaktor PRD A25 PRB, PRC
Rotationslängd 55350 55350 55350
Skalfaktor rotation 846024 960000 678000
Frekvensdelare nej ja nej
Skalfaktor trådmatning 120700 230826 230826
S Vrid elkopplare för nätspänning på svetsströmkällan till läge 1.
-- 1 3 --
dpa8d1sa

yjknappensätt
yjknappenentertvå
SE
Exempel A: PRD 160
Följande teckenfönster visas:
PRB
PRH
PRD "
POC 12--60 mm
TIGHANDBRÄNNARE
A25
VÄLJ ANSLUTET VERKTYG
NÄSTA
ENTER
S Flytta markeringen till raden PRD med den mjuka knappen nästa och tryck
enter.
Följande teckenfönster visas:
S Tryck in den mjuka
VÄLJ ANSLUTET VERKTYG
.
PRB
PRH
PRD " ANPASSA
POC 60--170 mm
TIGHANDBRÄNNARE
A25
SÄTT AVBRYT ENTER
Följande teckenfönster visas:
S Tryck in den mjuka
gånger.
STÄLL PARAMETRAR
FÖRINSTÄLLT PRD A 25 PRB
ROTATIONSLÄNGD 55350
SKALFAKTOR. 678000
#
NÄSTA AVBRYT ENTER
Resultat: PRD blir förbockad.
S Knappa in rotationslängd och skalfaktor. Se rätta värden i bruksanvisning 0440
100 xxx för PRD 160.
S Tryck in den mjuka knappen avbryt.
dpa8d1sa
-- 1 4 --

yjknappenente
r
T
k
ind
ycdejua
b
e
gtpro
gra
PROGRAMEJGJORTFÖRVERKTY
G
befintligtprogram
SE
Följande teckenfönster visas:
S Tryck in den mjuka
VÄLJ ANSLUTET VERKTYG
.
PRB
PRH
PRD " ANPASSA
POC 60--170 mm
TIGHANDBRÄNNARE
A25
SÄTT AVBRYT ENTER
Resultat: Den nya verktygskoden är accepterad och följande text visas: ANSLUTET
VERKTYG: PRD
OBS! Om det redan finns ett program med en annan verktygskod lagrat i
arbetsarean skall detta raderas. (Om man vill ha kvar det gamla programmet som
låg i arbetsarean, glöm ej att spara det i biblioteket genom att trycka in knappen
MEM .)
Följande information visas i teckenfönstret:
S
ryc
knappen radera
fintli
en mjuka
m.
VARNING!
.
PROGRAM NR: 1
PROGRAM GJORD FÖR: PRB 17-- 49 mm
.
ANSLUTET VERKTYG: PRD
RADERA
PROG.
Resultat: Den nya verktygskoden är accepterad och i teckenfönstret visas:
ANSLUTET VERKTYG: PRD
Beräkning och inställning av rotationslängd
ROTATIONSLÄNGD = ange antal pulser / varv (från brytpunkt 0.000 till 1.000)
Beräkning och inställning av skalfaktor
Exempel B: PRH 6--40, rotation.
S Värde för max runddrivningshastighet (V) = 2.778 rpm
S Värde för mekanisk utväxling av drivenhet (N) = 2140:1
S Värde för pulsgivarsignaler per varv på motoraxel (P) =15
S Värde för max inställbar rotation (M) = 1000.
S Tiden mellan närliggande pulsgivarpulser hos motorn angiven i mikrosekunder
vid önskad maximal hastighet (uppgifterna hämtas från aktuell specifikation för
drivenheten)
dpa8d1sa
-- 1 5 --
gparameterfakto
r
A
LFA
SE
(T)= 60s
x 1 000 000
VxNxP
S En konstant ( K) skall anges så att K/T = max inställbart värde i teckenfönstret
(M). K = T x M = 672843
SKALFAKTOR = 672843
S Knappa fram till följande teckenfönster se exempel A på sid 15.
S Stega ner till
SKALFAKTOR
ROTATION med den
mjuka knappen
nästa.
STÄLL PARAMETRAR
FÖRINSTÄLLT PRD A 25 PRB
ROTATIONSLÄNGD 55350
SKALFAKTOR.ROT. 672843
#
NÄSTA AVBRYT ENTER
S Tryck in den mjuka knappen enter.
S Knappa in värdet för skalfaktorn 672843 med sifferknapparna.
S Tryck in den mjuka knappen enter.
Resultat: Skalfaktor för rotation inställt.
Frekvensdelare
I denna ruta finns det två val med eller utan 8 ggr. delning, det vill säga att var
åttonde puls r äknas som en puls. Detta för att klara pulsgivare med hög pulsfrekvens
(max 2000 Hz).
STÄLL PARAMETRAR
SK
PENDLINGSLÄNG. 84
FREKVENSDELARE
SKALFAKTOR TRÅDM. 230826
SKALFAKTOR PENDL. 119048
KTOR SPÄN. 30
NÄSTA AVBRYT ENTER
Beräkning och inställning av skalfaktor trådmatning
Exempel E: Trådmatarverk MEI 21
S Värde för max hastighet trådmatning (V) = 2500 mm/min
S Värde för utväxling av växellåda (N) = 159:1
S Värde för utväxling av den effektiva omretsen av matarrullarna (O) ≈ (29.2 x π )
mm
S Värde för pulsgivarsignaler per varv på motoraxel (P) =15
S Värde för max inslagbar trådmatningshastighet x 10 (M) = 25.0 x 10 = 250.
S Motorvarv som motsvarar maxhastighet (R) = (V /O) x N rpm
dpa8d1sa
-- 1 6 --

T
k
ind
Tryckindenmjuka
ppg
g
T
k
ind
ycdejua
ppg
SE
S Tiden mellan närliggande pulsgivarpulser hos motorn angiven i mikrosekunder
vid önskad maximal hastighet (uppgifterna hämtas från aktuell specifikation for
motorenheten)
(T)= 60s
x 1 000 000
RxP VxNxP
S En konstant ( K) skall anges så att K/T = max inslagbart värde i displayen K =Tx
M = 230 779
SKALFFAKTOR TRÅDMATNING = 230 779
Knappa in värdena för SKALFAKTOR TRÅDMA TNING på samma sätt som exempel
B på sid 15.
4.4 Hur man ändrar språk
Den text som presenteras i inställningslådan finns tillgänglig på följande fyra språk:
S Engelska, tyska, franska, svenska
Följande språkgrupper går att beställa som tillbehör (se bruksanvisning för resp
svetströmkälla).
=60xO
x 1 000 000
S Engelska, tyska, franska, svenska
S Engelska, italienska, finska, norska
Vid leverans och vid en eventuell nollställning är texten på engelska.
Val av språk
S Tryck in knappen TILLÄGG för att komma in i tilläggsfunktionerna och
följande teckenfönster visas:
S
ryc
knappen language
en mjuka
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPDATE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT--.
WARE
UPDATE
SOFT--
WARE
KEY
S Tryck in den mjuka knappen next language och stega fram till önskat språk.
S
ryc
knappen change
language.
en mjuka
CHOSEN LANGUAGE: ENGLISH
AVAILABLE LANGUAGES
ENGLISH SVENSKA
DEUTSCH
FRANCAIS
NEXT
LANG
CHANGE
LANG
QUIT
Resultat: Samtliga texter anges i fortsättningen med det nya språket (i detta ex
svenska).
dpa8d1sa
-- 1 7 --

Avslut
ttAvslutagenomatt
y
j
SE
S
trycka in den mjuka
knappen avbryt.
a genom a
VALT SPRÅK: SVENSKA
TILLGÄNGLIGA SPRÅK
ENGLISH SVENSKA
DEUTSCH
FRENCH
NÄSTA
SPRÅK
BYT
SPRÅK
AVBRYT
S Tryck in knappen TILLÄGG för att återgår till arbetsarean.
5 PROGRAMEDITERING
5.1 Hur man skriver in ett parametervärde
S Se till att rätt parametergr upp visas i teckenfönstret genom att trycka in någon av
de fem parameterknapparna.
S Skriv in ett värde i sifferrutan.
S Tryck in den avsedda parameterns mjuka knapp.
Observera att parametrarna alltid ärver värdet från föregående sektor om inte
något nytt värde skrivs in.
5.2 Hur man ökar/minskar ett parametervärde
För att kunna öka eller minska ett värde måste det visas i sifferrutan.
S Markera avsedd parameter med någon av de mjuka knapparna. Inställt värde för
parametern blir då synligt i sifferrutan.
S Tryck in knappen PLUS eller knappen MINUS .
5.3 Hur man skapar en ny sektor
En ny sektor skapas när man i en befintlig sektor knappar in en ny brytpunkt.
S Knappa in ett värde för den nya sektorns brytpunkt.
S Tryck in knappen SEKTOR .
I och med detta skapas en ny sektor som i princip är en kopia av ursprungssektorn,
men med en annan brytpunkt och ett annat sektornummer. Den nya sektorn
placeras automatiskt in på rätt plats i programmet, vilken avgörs av brytpunktens
värde.
dpa8d1sa
-- 1 8 --

SE
Hur man skapar en ny sektor under svetsning
En ny sektor skapas under svetsning genom att:
S Knappa in ett värde med sifferknapparna i någon av följande parametergrupper
S Tryck in någon av de mjuka knapparna.
Automatiskt blir det en ny sektor.
5.4 Hur man ändrar brytpunkt för en sektor
För att kunna ändra brytpunkten för en sektor måste man först se till att det befintliga
brytpunktsvärdet visas i sifferrutan.
S Tryck in knappen SEKTOR .
I och med detta visas nu brytpunkten i sifferrutan.
S Knappa in det nya brytpunktsvärdet.
S Tryck in knappen SEKTOR
eller
S ändra brytpunktsvärdet med PLUS eller MINUS knappen.
5.5 Hur man skapar en transportsektor
En transportsektor skapar man när man vill rotera svetsverktyget utan att svetsa i en
sektor. Sektor 1 kan inte vara en transportsektor den kan endast vara en förskjuten
start.
Transportsektor
S Knappa in ett värde med sifferknapparna för den nya sektorns brytpunkt.
S Tryck in knappen SEKTOR .
S Ange SVETSSTRÖM
OBS! Är det ett ärvt värde för svetsströmmen kommer efterföljande sektors värde för
svetsström också att vara 0, glöm inte att ändra dem till rätt värde.
Alla andra parametervärden kan vara kvar.
Förskjuten start
(toppströmmen) till 0.
Ändra brytpunkten för sektor 1 för att få en förskjuten start genom att:
S Tryck in STEG
S Tryck in knappen SEKTOR .
S Knappa in brytpunkten till t.ex 0.100 med sifferknapparna istället för 0.000.
S Tryck in knappen SEKTOR igen.
dpa8d1sa
tills man kommer till sektor 1.
-- 1 9 --

SE
5.6 Hur man hittar ett hemmaläge
Vid användning av rörsvetsverktygen PRH och POC är det ibland nödvändigt att
kunna återgå till hemmaläget (utgångsläget) t.ex vid ett svetsstopp.
S Rotera verktyget manuellt tills det befinner sig inom ett tiondelsvarv till vänster
eller till höger om hemmaläget. Se vidare under manuellt mode på sid 38.
S Tryck in knappen START .
När du har gjort detta roterar verktyget automatiskt till hemmaläget, och en
svetssekvens startar.
5.7 Hur man skriver in en slope
En tidsslope eller sektorslope kan anges för någon av följande parametergrupper:
Svetsström Rotationshastighet
Trådmatningshastighet
Tidsslope
S Tryck in den aktuella parametergruppsknappen.
S Markera aktuell parameter med någon av de mjuka knapparna.
S Knappa in önskat värde för slope--tiden.
S Tryck in knappen SLOPE .
Sektorslope
För att skapa en sektorslope ska man inte ange något tidsvärde. En sektorslope
pågår alltid från en brytpunkt till nästa.
OBS! I parametergruppen svetsström går det inte att ange en sektorslope i en
startsektor när man har förvärmning.
S Tryck in den aktuella parametergruppsknappen.
S Markera aktuell parameter med någon av de mjuka knapparna.
S Tryck samtidigt in knappen SHIFT och knappen SLOPE och man får
en sektorslope.
Vadärenslope?
En slope är en linjär förändring mellan två parametervärden baserad på tid eller
position (brytpunkt).
En slope baserad på tid benämns tidsslope och är aktiverad under en angiven tid.
En slope baserad på position benämns sektorslope och är aktiv mellan två
angränsande brytpunkter.
dpa8d1sa
-- 2 0 --

SE
5.8 Hur man flyttar i ett program
Flytta till nästa parametergrupp
Med STEG--knappen kan m an stega sig igenom ett svetsprogram. När man
stegar visas endast de par am eter gr upper som har tilldelats ett värde i pr ogr ammet.
När man stegar sig igenom slutsektorn hoppar man automatiskt till verktygskoden.
Flytta mellan sekto rer
Man kan göra hopp mellan programmets sektorer genom att skriva in ett
sektornummer i teckenfönstrets sifferruta och sedan trycka in SEKTOR--knappen
. Vid hopp till ny sektor hamnar man alltid i samma parametergrupp som den
man lämnar.
5.9 Hur man raderar i ett program
Radera ett parametervärde
Man kan radera ett parametervärde om det inte har lånats från en föregående
sektor. Värdet måste visas i sifferrutan för att kunna raderas.
S Tryck in knappen RADERA . I sifferrutan frågas DEL?
S Tryck in parameterns mjuka knapp för att bekräfta raderingen.
Radera en sektor
Man kan endast radera den sektor man befinner sig i. Man kan göra på två olika
sätt:
Alternativ 1
S Tryck in knappen RADERA och därefter knappen SEKTOR .
Alternativ 2
S Tryck in knappen SEKTOR . Sektorns brytpunkt presenteras i sifferrutan.
S Tryck in knappen RADERA . I sifferrutan frågas DEL?
S Tryck in knappen SEKTOR för att bekräfta raderingen.
Radera innehållet i arbetsarean
Arbetsarean innehåller alltid senast använda svetssprogram. Ibland är det
nödvändigt att r ensa arbetsarean helt, t ex för att kunna byta verktygskod.
Radera befintligt program i arbetsarean genom att:
S Tryck in knappen RADERA och sedan knappen MINNE .
dpa8d1sa
-- 2 1 --

SE
5.10 Hur man ändrar svetsdata under svetsning
För att ändra svetsdata under svetsning måste ett värde visas i sifferrutan.
S Markera avsedd parameter med någon av de mjuka knapparna. Inställt värde för
parametern blir då synligt i sifferrutan.
S Knappa in det nya värdet med sifferknapparna eller öka / minska värdet med
PLUS / MINUS -- knapparna.
OBS! När man ändrar ett värde i arbetsarean skrivs det gamla värdet över och det
nya gäller. Om det är ett ärvt värde ändras värdet i efterföljande sektor.
5.11 Hur man nollställer inställningslådan
Om inställningslådan låser sig d.v.s inte reagerar på knapptryckningen, är det
nödvändigt att nollställa inställningslådan, vilket går till på följande sätt:
S Vrid elkopplaren för nätspänning på svetsströmkällan till läge 0.
S Håll den mittersta av de fem mjuka knapparna på inställningslådan intryckt och
vrid elkopplaren för nätspännning till läge 1.
dpa8d1sa
-- 2 2 --
T
k
ind
ycdejua
T
k
ind
ycdejua
SE
6 PROGRAMMERINGSEXEMPEL
6.1 Exempel 1a
Första exemplet är ett enkelt svetsprogram bestående av två sektorer där sektor 2 är
slutsektor. Programmet innehåller fyra parametrar: svetsström, rotation,
svetsgasförströmning och svetsgasefterströmning.
Sektor 1 Sektor 2
Brytpunkt 0.000 1.010
Svetsström (kontinuerlig) (A) 160 0
Rotation (kontinuerlig) (‰) 250 250
Gasförströmning (svetsgas) (s) 5
Gasefterströmning (svetsgas) (s) 7
Sektor 1
Brytpunkt
Sektor 1 tilldelas automatiskt brytpunkt 0.000 om inte annat anges.
Svetsström
Toppström= 160 A
S Tryck in knappen SVETSSTRÖM . Bilden för inställning av svetsström visas
i teckenfönstret.
S Knappa in värdet 160 med sifferknapparna.
S
ryc
knappen kontinuer-
lig topppulsström.
en mjuka
SEKTOR 1(1) 0.000
TOPPSTRÖM A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
160
BAKGR
TID
Resultat: TOPPSTRÖM = 160 A i sektor 1.
Rotationshastighet
Kontinuerlig rotation framåt = 250 ‰ av maximala rotationshastigheten.
S Tryck in knappen ROTATIONSHASTIGHET .
S Knappa in värdet 250 med sifferknapparna.
S
ryc
knappen rotation
framåt.
en mjuka
SEKTOR 1(1) 0.000
ROTATION FRAMÅT
ROTATION BAKÅT
PULSAD ROT. FRAMÅT
PULSAD ROT. BAKÅT
250
ROTA-TION
FRAMÅT
dpa8d1sb
ROTA-TION
BAKÅT
-- 2 3 --
PULSAD
ROT
FRAMÅT
PULSAD
ROT
BAKÅT

T
k
ind
Tryckindenmjuka
T
k
iny
c
SE
Resultat: ROTATION FRAMÅT = 250 i sektor 1
Gas
Gasförströmning svetsgas = 5sisektor1.
S Tryck in knappen GAS .
S Knappa in värdet 5 med sifferknapparna.
(Gasförströmningen har ett förinställt värde ( 2 s) som gäller om inte annat värde
skrivs in, och det syns i teckenfönstret vid start.)
S
ryc
knappen svetsgas.
en mjuka
SEKTOR 1(1) 0.000
SVETSGAS s
ROTGAS s
STARTGAS s
5
SVETS-GAS
ROT-GAS
START-GAS
Resultat: SVETSGAS = 5 s i sektor 1.
Sektor 2
Brytpunkt
S Knappa in värdet för den nya brytpunkten 1.010 med sifferknapparna.
S
ryc
SEKTOR--knappen.
SEKTOR 1(1) 0.000
1 SVETSGAS 5 s
ROTGAS s
STARTGAS s
SVETS-GAS
ROT-GAS
START-GAS
1.010
Resultat: Sektor 2 av totalt 2 sektorer
Svetsström
Toppström= 0A
Eftersom sektor 2 är slutsektor ska svetsströmmen tilldelas värdet 0 a mpere.
Observera att parametern (toppström) tilldelats värdet 160 eftersom det är ärvt från
föregående sektor.
S Tryck in knappen SVETSSTRÖM
.
S Knappa in värdet 0 med sifferknapparna.
dpa8d1sb
-- 2 4 --

T
k
ind
Tryckindenmjuka
T
k
ind
ycdejua
SE
S
ryc
knappen kontinuer-
lig toppström.
en mjuka
SEKTOR 2(2) 1.010
1 TOPPSTRÖM 160 A
BAKGRUNDSSTRÖM A
PULS TID s
BAKGRUNDSTID s
0
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: TOPPSTRÖM = 0 A i sektor 2 (slutsektor)
Rotationshastighet
I och med att detta är programmets sista sektor och att svetsströmmen = 0 ampere,
tolkas detta som slutsektor oavsett vad rotationen har för värde. Vi kan med andra
ord behålla (lånat) värdet för rotation från föregående sektor.
S Tryck in knappen ROTATIONSHASTIGHET för att se värdet.
SEKTOR 2(2) 1.010
1 ROTATION FRAMÅT 250
ROTATION BAKÅT
PULSAD ROT FRAMÅT
PULSAD ROT BAKÅT
ROTA-TION
FRAMÅT
ROTA-TION
BAKÅT
PULSAD
ROT
FRAMÅT
PULSAD
ROT
BAKÅT
Resultat: ROTATION F RAMÅT = 250 i sektor 2 (lånat värde)
Gas
Gasefterströmning svetsgas = 7s.
S Tryck in knappen GAS .
S Knappa in värdet 7 med sifferknapparna. (Gasefterströmningen har ett förinställt
värde (4 s) som gäller om inte annat värde skrivs in och det syns i teckenfönstret
vid start.)
S
ryc
knappen svetsgas.
en mjuka
SEKTOR 2(2) 1.010
1 SVETSGAS 5 s
ROTGAS s
STARTGAS s
SVETS-GAS
ROT-GAS
START-GAS
7
Resultat: SVETSGAS = 7 s i sektor 2.
dpa8d1sb
-- 2 5 --

T
k
inSEKTO
R--ycS
O
K
t
2.appaäde
t
S
TryckinSLOP
E
SE
6.2 Exempel 1b
Vi bygger på föregående program genom att till svetsströmmen lägga en slope up
och en slope down. Dessutom utökar vi programmet med ytterligare en sektor som
placeras mellan de befintliga sektorerna.
Sektor 1 Sektor 2 Sektor 3
Brytpunkt 0.000 0.500 1.010
Svetsström (kontinuerlig) (A) 160 145 0
Slope up (s) 2 -- -Slope down (s) -- -- 4
Rotation, kontinuerlig( ‰) 250 250 250
Gasförströmning (svetsgas) (s) 5 -- -Gasefterströmning (svetsgas) (s) -- -- 7
Sektor 1
Gå tillbaka till sektor 1
S Knappa in värdet 1 med sifferknapparna
S
ryc
knappen.
SEKTOR 2(2) 1.010
2 SVETSGAS 7 s
ROTGAS s
STARTGAS s
SVETS-GAS
ROT-GAS
START-GAS
1
Resultat: Återgång till sektor 1 med brytpunkt 0.000.
Slope
Slope up = 2sför toppström i sektor 1
När man ska lägga till en slope--funktion måste man först se till att rätt parameterbild
visas i teckenfönstret.
S Tryck in knappen SVETSSTRÖM
.
S Tryck in den mjuka knappen kontinuerlig toppström.
S
nappainvärde
S Tryck in SLOPE--
knappen.
SEKTOR 1(2) 0.000
1 TOPPSTRÖM 160 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
2
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
Resultat: TOPPSTRÖM = 160 A, 2.0 s i sektor 1.
dpa8d1sb
-- 2 6 --
BAKGR
TID

K
t
0.5Knappainvärdet0.
5
S
TryckinSEKTOR
T
k
ind
ycdejua
K
t3appaädet3
SE
Sektor 2
Ny brytpunkt = 0.500
Vi ska nu lägga till en sektor i programmet. Den nya sektorn ska ha brytpunkten
0.500 och kommer automatiskt att placeras mellan de nu befintliga två sektorerna.
S
nappainvärde
S Tryck in SEKTOR--
knappen.
SEKTOR 1(2) 0.000
1 TOPPSTRÖM 160 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID sw
,
0.5
2.0 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: Brytpunkt 0,500 ligger som sektor 2 (lånat värde).
Svetsström
Toppström = 145 A
S Tryck in knappen SVETSSTRÖM .
S Knappa in värdet 145 med sifferknapparna.
S
ryc
knappen kontinuer-
lig toppström.
en mjuka
SEKTOR 2(3) 0.500
1 TOPPSTRÖM 160 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
145
BAKGR
TID
Resultat: TOPPSTRÖM = 145 A i sektor 2.
2.0 s
Sektor 3
Gå till sektor 3
S
nappainvärde
med siffer--knapparna.
S Tryck in SEKTOR--
knappen.
SEKTOR 2(3) 0.500
2 TOPPSTRÖM 145 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
Resultat: Flyttat fram till sektor 3 med brytpunkt 1.010.
dpa8d1sb
-- 2 7 --
3
BAKGR
TID

K
t
4.Knappainvärdet4
.
S
TryckinSLOP
E
K
t1appaäde
t
SE
Slope
Slope down = 4sför toppström i sektor 3
S Tryck in den mjuka knappen kontinuerlig toppström.
S
nappainvärde
S Tryck in SLOPE--
knappen.
SEKTOR 3(3) 1.010
3 TOPPSTRÖM 0 A
BAKGR STRÖM A
PULSTID s
BAKGR TID s
4
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: TOPPSTRÖM = 0 A, 4.0 s i sektor 3 (slutsektor).
6.3 Exempel 1c
Vi bygger på föregående program genom att ändra svetsströmmen i sektor 1 från
200 A till 180 A. Dessutom utökar vi programmet med ytterligare en sektor som
automatiskt kommer att placeras mellan sektor 1 och sektor 2.
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Brytpunkt 0.000 0.250 0.500 1.010
Svetsström (kontinuerlig) (A) 155 150 145 0
Slope up (s) 2 -- -- -Slope down (s) -- 4 -- 4
Rotation, kontinuerlig( ‰) 250 250 250 250
Gasförströmning
(svetsgas) (s)
Gasefterströmning
(svetsgas) (s)
5 -- -- --
-- -- -- 7
Sektor 1
Gå tillbaka till sektor 1
S
nappainvärde
med siffer--knapparna.
S Tryck in SEKTOR--
knappen.
SEKTOR 3(3) 1.010
3 TOPPSTRÖM 0 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
Resultat: Återgång till sektor 1 med brytpunkt 0.000.
dpa8d1sb
-- 2 8 --
1
BAKGR
TID
4.0 s

T
k
ind
Tryckindenmjuka
K
tappaädet
T
k
ind
ycdejua
SE
Svetsström
Toppström = ändras från 160 A till 155 A.
S Knappa in värdet 155 med sifferknapparna.
S
ryc
knappen kontinuer-
lig toppström.
en mjuka
SEKTOR 1(3) 0.000
1 TOPPSTRÖM 160 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
155
2.0 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: TOPPSTRÖM = 155 A, 2.0 s i sektor 1.
Sektor 2
Ny brytpunkt = 0.250
Vi ska nu lägga till en sektor i programmet. Den nya sektorn ska ha brytpunkten
0.250 och kommer automatiskt att placeras på r ätt plats mellan sektor 1 och 2.
S
nappainvärde
0.25.
S Tryck in SEKTOR--
knappen.
SEKTOR 1(3) 0.000
1 TOPPSTRÖM 155 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
0.25
BAKGR
TID
2.0 s
Resultat: SEKTOR 0,250 ligger som sektor 2 i programmet med lånade värden från
sektor 1.
Svetsström
Toppström = 150 A.
S Knappa in värdet 150 med sifferknapparna.
S
ryc
knappen kontinuer-
lig toppström.
en mjuka
SEKTOR 2(4) 0.250
1 TOPPSTRÖM 155 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
Resultat: TOPPSTRÖM = 150 A i sektor 2.
dpa8d1sb
-- 2 9 --
150
BAKGR
TID
2.0 s

K
Knappainvär
SE
Slope
Slope down = 4sför toppström i sektor 2.
S Tryck in den mjuka knappen kontinuerlig toppström.
S
nappainvär-det 4 med sifferknapparna.
S Tryck in SLOPE--
knappen.
SEKTOR 2(4) 0.250
2 TOPPSTRÖM 155 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
4
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: TOPPSTRÖM = 155 A, 4.0 s i sektor 2.
6.4 Exempel 1d
Vi bygger på programmet ytterligare med några nya svetsparametrar.
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Brytpunkt 0.000 0.250 0.500 1.010
Svetsström (kontinuerlig) (A) 155 150 145 0
Svetsström (Bakgrundsström) (A) 100 100 100 100
Svetsström (Pulstid) (s) 0,5 0,5 0,5 0,5
Svetsström (Bakgrundstid) (s) 1,0 1,0 1,0 1,0
Slope up (s) 2 -- -- -Slope down (s) -- 3 -- 4
Förvärmning (s) 2 2 2 2
Rotation, (kont. framåt)( ‰) 250 250 250 250
Gasförströmning
(svetsgas) (s)
Gasefterströmning
(svetsgas) (s)
Trådmatning (kontinuerlig)
(cm/min)
5 -- -- --
-- -- -- 7
110 110 110 110
dpa8d1sb
-- 3 0 --

K
t1Knappainvärdet1
T
k
ind
ycdejua
T
k
ind
ycdejua
SE
Sektor 1
Gå tillbaka till sektor 1
S
nappainvärde
med siffer-knapparna.
S Tryck in
SEKTOR--knappen.
SEKTOR 2(4) 0.250
2 TOPPSTRÖM 150 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
1
4.0 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
Resultat: Återgång till sektor 1 med brytpunkt 0.000.
Svetsström
Bakgrundsström = 100 A.
S Tryck in knappen SVETSSTRÖM .
S Knappa in värdet 100 med sifferknapparna.
S
ryc
knappen bak -
grundsström
en mjuka
SEKTOR 1(4) 0.000
1 TOPPSTRÖM 155 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
100
BAKGR
TID
2.0 s
Resultat: BAKGR STRÖM = 100 A. 2,0 s i sektor 1 och
PULSTID = 1,00 s och BAKGR TID = 1,00 s (förinställda värden)
Pulstid = 0.5 s i stället för 1,0
S Knappa in värdet 0,5 med sifferknapparna.
S
ryc
knappen pulstid.
en mjuka
SEKTOR 1(4) 0.000
1 TOPPSTRÖM 155 A
BAKGRUNDSSTRÖM 100 A
PULSTID 1,0 0 s
BAKGR TID 1,00 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
0,5
BAKGR
TID
2.0 s
2.0 s
Resultat: PULSTID = 0,50 s istället för 1,00 s i sektor 1.
dpa8d1sb
-- 3 1 --

T
k
ind
Tryckindenmjuka
T
k
ind
ycdejua
K
t2appaäde
t
SE
Förvärmningstid
Förvärmningstid = 2s
S Tryck in knappen FÖRVÄRMNINGSTID .
S Knappa in värdet 2.0 med sifferknapparna.
S
ryc
knappen förvärm-
ning
Resultat: F ÖRVÄRMNING = 2,0 i sektor 1.
en mjuka
SEKTOR 1(4) 0.000
FÖRVÄRMNING s
FÖR-VÄRMN.
2,0
Trådmatningshastighet
Nu ska vi använda en tillsatstråd och eftersom vi ska svetsa med kontinuerlig (icke
pulsad) trådmatning behöver endast parametern pulstråd ställas in.
Pulsstråd = 110 cm/min
S Tryck in knappen TRÅDMATNINGSHASTIGHET .
S Knappa in värdet 110 med sifferknapparna
S
ryc
knappen kontinuer-
lig topptråds-matning
en mjuka
SEKTOR 1(4) 0.000
TOPPTRÅDM. cm/min
BAKGR.TRÅDM. cm/min
KONT/
TOPP
TRÅDM
BAKGR
TRÅDM.
110
Resultat: TOPPTRÅDM. = 110 cm/min i sektor 1.
Sektor 2
Gå till sektor 2
S
nappainvärde
med siffer-knapparna.
S Tryck in SEKTOR--
knappen.
dpa8d1sb
SEKTOR 1(4) 0.000 2
TOPPTRÅDM. 110 cm/min
BAKGR.TRÅDM cm/min
KONT/
TOPP
TRÅDM.
BAKGR.
TRÅDM.
-- 3 2 --

K
t3appaädet3
SE
Resultat: Flyttat fram till sektor 2(4) med brytpunkt 0.250.
Slope
Nu ska vi ändra värdet på en slope down i sektor 2. Se till att rätt parameterbild visas
i teckenfönstret.
Slope down = 3si stället för 4 s.
S Tryck in knappen SVETSSTRÖM .
S Tryck in den mjuka knappen kontinuerlig toppström.
S
nappainvärde
med sifferknapparna.
S Tryck in SLOPE
knappen.
SEKTOR 2(4) 0.250
2 TOPPSTRÖM 150 A
1 BAKGRUNDSSTRÖM 100 A
1 PULSTID 0,50 s
1 BAKGRUNDSTID 1,00 s
3
4.0 s
2.0 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: TOPPSTRÖM = 150 A 3,0 s SLOPE i sektor 2.
6.5 Exempel 1e
Vi ändrar i programmet genom att flytta brytpunkten i sektor 3 från 0.500 till 0.750
och en sektor slope i sektor 2 och en i sektor 3.
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Brytpunkt 0.000 0.250 0.750 1.010
Svetsström (kontinuerlig) (A) 155 150 145 0
Svetsström (Bakgrundsström) (A) 100 100 100 100
Svetsström (Pulstid) (s) 0,5 0,5 0,5 0,5
Svetsström (Bakgrundstid) (s) 1,0 1,0 1,0 1,0
Slope up (s) 2 -- -- -Slope down (s) -- Sektor
slope
Förvärmning (s) 2 2 2 2
Rotation, (kont. framåt)( ‰) 250 250 250 250
Gasförströmning
(svetsgas) (s)
Gasefterströmning
(svetsgas) (s)
Trådmatning (kontirnuerlig)
(cm/min)
5 -- -- --
-- -- -- 7
110 110 110 110
Sektor
slope
4
dpa8d1sb
-- 3 3 --

K
t2Knappainvärdet2
K
t3appaädet3
SE
Sektor 2
Gå till sektor 2
S
nappainvärde
med siffer-knapparna.
S Tryck in SEKTOR--
knappen
SEKTOR 1(4) 0.000
1 TOPPSTRÖM 155 A
1 BAKGRUNDSSTRÖM 100 A
1 PULSTID 0.50 s
1 BAKGRUNDSTID 1.00 s
2
2.0 s
2.0 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: Flyttat fram till sektor 2.
Sektor slope
Nu ska vi lägga in en sektor slope i sektor 2.
S Tryck in den mjuka knappen kontinuerlig toppström.
S Tryck in knapparna SHIFT och SLOPE .
SEKTOR 2(4) 0.250
2 TOPPSTRÖM 150 A
1 BAKGRUNDSSTRÖM 100 A
1 PULSTID 0.50 s
1 BAKGRUNDSTID 1.00 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
2.0 s
Resultat: TOPPSTRÖM = 150 A isektor2.
Sektor 3
Gå till sektor 3
S
nappainvärde
med siffer-knapparna.
S Tryck in SEKTOR--
knappen
SEKTOR 2(4) 0.250
2 TOPPSTRÖM 150 A
1 BAKGRUNDSSTRÖM 100 A
1 PULSTID 0.50 s
1 BAKGRUNDSTID 1.00 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
Resultat: Flyttat fram till sektor 3.
dpa8d1sb
-- 3 4 --
3
BAKGR
TID
2.0 s

T
k
inSEKTO
R--TryckinSEKTOR
SE
Brytpunkt
Brytpunkt = 0.750 i stället för 0.500.
När man ska ändra brytpunkten gör man på följande sätt:
S Tryck in knappen SEKTOR i sifferrutan står det nu 0.500.
S Knappa in värdet 0.75 med sifferknapparna
S
ryc
knappen igen
SEKTOR 3(4) 0.500
3 TOPPSTRÖM 145 A
1 BAKGRUNDSSTRÖM 100 A
1 PULSTID 0.50 s
1 BAKGRUNDSTID 1.00 s
0.75
2.0 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: Nya brytpunkten = 0.750 i sektor 3.
Sektor slope
Nu ska vi lägga in en sektor slope i sektor 3.
S Tryck in den mjuka knappen kontinuerlig toppström.
S Tryck in knapparna SHIFT och SLOPE .
SEKTOR 3(4) 0.750
3 TOPPSTRÖM 145 A
1 BAKGRUNDSSTRÖM 100 A
1 PULSTID 0.50 s
1 BAKGRUNDSTID 1.00 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
2.0 s
Resultat: TOPPSTRÖM = 145 A .
-- 3 5 --
dpa8d1sb

T
k
ind
ycdejua
T
k
ind
ycdejua
SE
7 BIBLIOTEKET
I biblioteket lagras olika svetsprogram som är skapade i arbetsarean. Man kan spara
på 250 platser beroende på hur stora programmen är. (se även kapitel PC--KORT på
sid 40).
7.1 Hur man sparar ett program
S Gör ett program i arbetsarean.
S Tryck in knappen MINNE
S Knappa in programplats (t.ex 3) m ed sifferknapparna.
S
ryc
knappen spara.
en mjuka
BIBLIOTEK Sida 1 (1)
3
NÄSTA
SIDA
SPARA ÅTER--
KALLA
PC-KORT
RADERA
PROG.
I sifferrutan blinkar det till STO.
Resultat: På programplats 3 finns ett sparat program i biblioteket.
OBS! Om biblioteket är fullt när man sparar komprimeras biblioteket, det tar ca. 10
sekunder. Får programmet plats lagras det. Får programmet inte plats kommer
felediteringskod xxx fram.
Lagra programmet på ett PC--kort istället .
S Tryck in knappen MINNE för att komma tillbaka tilll arbetsarean.
7.2 Hur man återkallar ett program
OBS! När man hämtar ett program från biblioteket måste arbetsarean vara tom.
S Tryck in knappen MINNE
S Knappa in programplats (t.ex 3) m ed sifferknapparna
S
ryc
knappen återkalla
en mjuka
BIBLIOTEK Sida 1 (1)
.
3
3
NÄSTA
SIDA
SPARA ÅTER--
KALLA
PC-KORT
RADERA
PROG
I sifferrutan blinkar det till RCL.
dpa8d1sc
-- 3 6 --

T
k
inSHIFTochTryckinSHIFToc
h
T
k
ind
ycdejua
SE
S Tryck in knappen MINNE för att komma tillbaka till arebetsarean.
Resultat: Du har hämtat en kopia av program nr 3 från biblioteket till arbetsarean.
7.3 Hur man ser verktygskoden
I biblioteket kan man även se vilken verktygskod som hör ihop med en speciell
programplats.
S Tryck in knappen MINNE .
S Knappa in programplats (t.ex 3) m ed sifferknapparna
S
ryc
MINNE--knappen
samtidigt.
BIBLIOTEK Sida 1 (1)
3
3
NÄSTA
SIDA
SPARA ÅTER--
KALLA
PC-KORT
RADERA
PROG
Resultat: I teckenfönstret visas vilken verktygskod (PRB 33--90 mm) som hör ihop
med programplats 3.
S Tryck in knappen MINNE för komma tillbaka till arbetsarean.
7.4 Hur man raderar ett program
S Tryck in knappen MINNE .
S Knappa in programplats (t.ex 3) m ed sifferknapparna.
S
ryc
knappen radera
program
en mjuka
BIBLIOTEK Sida 1 (1)
3
3
NÄSTA
SIDA
dpa8d1sc
SPARA ÅTERK. PC--
-- 3 7 --
KORT
RADERA
PROG.

T
k
ind
Tryckindenmjuka
SE
Föjande teckenfönster visas:
S
ryc
knappen ja.
en mjuka
BIBLIOTEK Sida 1 (1)
3
DEL?
NEJ JA
Resultat: Du har raderat programplats nr 3 i biblioteket.
S Tryck på knappen MINNE för att komma tillbaka till arbetsarean.
8 MANUELL MODE
8.1 Användningsområde
Manuell mode används för att ställa wolframelektroden i rätt läge inför svetsning,
samt att kontrollera att programmet i arbetsarean fungerar som man vill.
Följande svetsparametrar går att ändra:
S Gas
S Trådmatningshastighet
S Rotationshastighet
OBS! Vid tryck på start i vilken manuell meny som helst, förutom gas menyn, körs
programmet i arbetsarean fast utan ljusbåge.
8.2 Hur man editerar
S Tryck in knappen MANUELL MODE .
Ändra rotationshastigheten framåt
S Tryck in knappen ROTATIONSHASTIGHET
MANUELL
ROTATION FRAMÅT
ROTATION BAKÅT
ROTA-TION
FRAMÅT
dpa8d1sc
ROTA-TION
BAKÅT
-- 3 8 --
.

Imed
deland
t
åreddeadeadestå
SE
S Tryck in den mjuka knappen rotation framåt och kör mo torn genom att trycka in
PLUS-- eller MINUS-- knapparna.
OBS! trycker man in den mjuka knappen rotation bakåt och trycker in
PLUS--knappen går rotationen framåt.
eller
S Knappa in ett värde med sifferknapparna och tryck in den mjuka knappen
rotation framåt. (rotationen stannar efter 1 varv)
När man återgår till arbetsarean kommer programmet att starta från det justerade
läget.
MANUELL
ROTATION FRAMÅT
ROTATION BAKÅT
ROTA-TION
FRAMÅT
ROTA-TION
BAKÅT
Resultat: Programmet startar men utan ljusbåge
(dvs. strömvärdet = 0).
Samma tillvägagångssätt utnyttjas för att ändra värdet på trådmatningshastighet.
För gasparametern gäller följande:
S Tryck in den mjuka knappen svetsgas för att öppna gasventilen,
S Tryck igen på den mjuka knappen svetsgas för att stänga gasventilen
Från detta läge kan m an starta en svets (med ljusbåge) genom att:
S Tryck in knappen START ,
Detta är den enda svetsparametern man kan starta en svetssekvens ifrån.
eraden s
det svetsning.
MANUELL
SVETSNING
SVETS-GAS
ROT-GAS
START-GAS
Automatiskt kommer man tillbaka till arbetsarean.
dpa8d1sc
-- 3 9 --

T
k
ind
ycdejua
p
p
SE
9PC--KORT
9.1 Användningsområde
PC--kortet används för att lagra alla svetsprogram som finns i biblioteket och gör det
även möjligt att kopiera svetsprogram mellan olika inställningslådor.
9.2 Hur man installerar
S Öppna luckan på inställningslådans vänstra gavel.
S Skjut in PC--kortet i kortläsaren så att låsbygeln snäpper
fast.
S Förslut luckan.
9.3 Hur man återkallar program
S Tryck in knappen MINNE .
Obs! När man återkallar program från PC--kortet, raderas automatisk alla
program i biblioteket. Om man vill ha kvar programmen från biblioteket, lagra dessa
först på ett annat PC--kort.
S Tryck in den mjuka knappen PC--kort.
S
ryc
knappen återkalla.
en mjuka
PC--KORT
LAGRA ÅTER --
KALLA
AVBRYT
RADERA
KORT
Efter en liten stund visas en popuppmeny som bekräftar åtgärden.
PC--KORT
ÅTERKALLAD SVETSDATA
FRÅN PC--KORT
LAGRA ÅTER--
KALLA
AVBRYT
RADERA
KORT
Resultat: Samtliga program som fanns lagrade på PC--kortet är nu kopierade och
lagrade i biblioteket.
S Tryck in den mjuka knappen avbryt för att komma tillbaka till biblioteket.
dpa8d1sc
-- 4 0 --

T
k
ind
Tryckindenmjuka
ppg
T
k
ind
ycdejua
p
p
SE
9.4 Hur man lagrar program
S Tryck in knappen MINNE .
S Tryck in den mjuka knappen PC--kort.
Obs! När man lagrar program på PC--kortet, raderas automatisk alla program
som finns på PC-- kortet.
S
ryc
knappen lagra.
en mjuka
PC--KORT
LAGRA ÅTER--
KALLA
AVBRYT
RADERA
KORT
Efter en liten stund kommer en popuppmeny fram och bekräftar åtgärden.
PC--KORT
LAGRADE SVETSDATA
IPC--KORT
LAGRA ÅTER--
KALLA
AVBRYT
RADERA
KORT
Resultat: Samtliga program som finns lagrade i biblioteket är nu kopierade och
lagrade på PC--kortet.
S Tryck in den mjuka knappen avbryt för att komma tillbaka till biblioteket.
9.5 Hur man raderar program
S Tryck in knappen MINNE .
S Tryck in den mjuka knappen PC--kort.
S
ryc
knappen radera
en mjuka
PC--KORT
kort
LAGRA ÅTER--
dpa8d1sc
-- 4 1 --
KALLA
AVBRYT
RADERA
KORT

SE
Efter en liten stund visas en popuppmeny som bekräftar åtgärden.
PC--KORT
RADERA SVETSDATA
IPC--KORT
LAGRA ÅTER--
KALLA
AVBRYT
RADERA
KORT
Resultat: Du har raderat alla program på PC --kortet.
S Tryck in den mjuka knappen avbryt för att komma tillbaka till biblioteket.
9.6 Hur man tar ur PC--kortet
S Öppna luckan på inställningslådans vänstra sida.
S Tryck in den svarta lilla knappen till höger om PC--kortet.
S Dra ut PC--kortet ur kortläsaren.
S Förslut luckan.
10 FELKODER
10.1 Felhantering
Felhanteringskoder används för att påvisa att det har uppstått ett fel i
svetsprocessen. Det anges i teckenfönstret med hjälp av en popuppmeny som visas
under 2,5 sekunder. Därefter visas ett utropstecken i övre vänstra hörnet på
teckenfönstret.
Felhanteringskoder lagras i en s.k. fellogg och kan avläsas i efterhand.
SEKTOR 3(4) 0.500
3 TOPPSTRÖM 150 A
FEL 12
1 BAKGR STRÖM 100 A
I
SVETSDATAENHE
TEN
KONT/
PULS
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: Ett fel har uppstått i svetsdataenheten (inställningslådan).
Hur man avläser felloggen
S Tryck in knappen TILLÄGG .
dpa8d1sc
-- 4 2 --

S
T
k
ind
knappenfellog
g
T
k
ind
ycdejua
ppnumme
r
T
k
ind
ycdejua
p
p
SE
ryc
en mjuka
TILLÄGGSFUNKTIONER
SPRÅK "
FELLOGG "
VISA AKTUELLA PARAMETERVÄRDEN
PROGRAMUPPGRADERING "
MJUKVARULÅS "
SPRÅK FEL--
LOGG
VISA
PARA- METER
PROGR.
UPPGR.
MJUK--
VARU- LÅS
Resultat: Du har kommit in i felloggen.
OBS! försvinner från teckenfönstret direkt när man går in i denna meny.
I displayen syns följand e:
1. Vilket felnr felet har.
2. När felet har uppstått (Datum, Klockslag).
3. Var felet har uppstått.
4. Vilken felkod.
För att få mer information om vad som är fel gör så här:
S Knappa in t.ex felnr 2 med sifferknapparna.
S
ryc
knappen visa fel
en mjuka
FELLOG SIDA 1(2 ) 2
Felnr " Datum Tid Enhet Felkod
1 " 971007 13:07,03 PSOURCE 1
2 " 971007 13:07,50 CBOX 18
3 " 971007 14:56,07 ROT/WIRE 2
NÄSTA
SIDA
FÖREG.
SIDA
VISA
FEL
NR...
AVBRYT RADERA
ALLT
Resultat: Information om felkod 18 visas, CBOX (svetsdataenheten i
inställninglådan) har förlorat kontakten med svetsströmkällan.
En mer utförlig beskrivning av felet samt åtgärd visas i tabellen för felhanteringskoder, se sid 45.
Hur man raderar felloggen
S
ryc
knappen radera fel.
en mjuka
FELLOGG -- MEDDELANDE 2
Fel 18:
" Förlorat kontakten med strömkällan
Enhet: CBOX
Datum: 971007
Tid: 13:07,50
AVBRYT RADERA
FEL
Resultat: Felkoden försvinner från teckenfönstret.
dpa8d1sc
-- 4 3 --

SE
Om man vill ha fullständig kontroll över vilka fel som sker under en tid ska man inte
radera felen. Upp till 100 st felnummer kan lagras i inställningslådan.
Översikt felhanteringsskoder
Kod Beskrivning CBOX ROT/WIRE PSOUR-
CE
1 EPROM x x x
2 RAM x x x
3 Externt RAM (skriva, läs) x x
4 Matningspänning 5V x
5 Hög likmellanspänning x
6 Hög temperatur x
7 Hög primärström x
8 Matningspänning 1* x x x
9 Matningspänning 2* x x
10 Matningspänning 3* x
11 Strömservo / Trådhastighetsservo x
12 Kommunikationsfel (varning) x x x
13 Servo 1 x
14 Kommunikationsfel (busoff) x
15 Förlorade meddelanden x x x
16 Servo 2 x
17 Förlorat kontakten med motorenheten. x
18 Förlorat kontakten med svetsströmkällan. x
19 Minnesfel i batterimatat data--
minne
20 Otillåtna inställningsvärden x
21 Strömgräns 1 x
22 Spill i sändarbuffer x
23 Spill i mottagarbuffer x
25 Inkompatibla svetsdataformat x
26 Watch dog x x
28 Spill i stacken x x x
29 Inget vattenflöde x
30 Förlorat kontakten med TIG--kortet x
31 Inget svar från displayenheten x
32 Inget gasflöde x
x
Enhet Matningsspänning 1* Matningsspänning 2* Matningsspänning 3*
CBOX +3V
ROT/WIRE +15V + 60V
PSOURCE +15VC --15V +15VB
CBOX = Kretskort i inställningslåda
ROT/WIRE = Kretskort för styrning av rotation och trådmatningsmotor
WEAVE/AVC = Kretskort för styrning av pendling och AVC--motorer
PSOURCE = Kretskort för styrning av svetsströmkälla
dpa8d1sc
-- 4 4 --

SE
Felhanteringsskoder
Kod Beskrivning
1 Programminnesfel (EPROM)
Orsak: Programminnet har “tappat” ett värde. D.v.s värdet i en viss minnesposition stämmer
inte längre med det ursprungliga.
Inga funktioner spärras av detta fel.
Åtgärd: Spänningsfrånslag krävs för återställning, kvarstår felet tillkalla servicetekniker.
2 Fel i mikroprocessorns RAM
Orsak: Mikroprocessorn klarar inte av att skriva/läsa en viss minnesposition i sitt interna min-
ne.
Inga funktioner spärras av detta fel.
Åtgärd: Spänningsfrånslag krävs för återställning, kvarstår felet tillkalla servicetekniker.
3 Fel i externt RAM
Orsak: Mikroprocessorn klarar inte av att skriva/läsa en viss minnesposition i sitt externa min-
ne.
Inga funktioner spärras av detta fel.
Åtgärd: Spänningsfrånslag krävs för återställning, kvarstår felet tillkalla servicetekniker.
4 Spänningsfall i 5 V matningsspänning
Orsak: Matningsspänningen är för låg.
Mikroprocessorn upphör med all normal verksamhet i väntan på avstängning.
Åtgärd: Spänningsfrånslag krävs för återställning, kvarstår felet tillkalla servicetekniker.
5 Likmellanspänning utanför gränsvärde
Orsak: Spänningen är för hög eller för låg. För hög spänning kan bero på kraftfulla transienter
på nätet eller svagt nåt (hög induktans i nätet). Svetsströmkällan stängs av automatiskt.
Åtgärd: Spänningsfrånslag krävs för återställning, kvarstår felet tillkalla servicetekniker.
6 Hög temperatur
Orsak: Temperaturvakt har löst ut.
Svetsströmkällan stängs av automatiskt, och går ej att koppla in förrän temperaturvakten har
slagit till igen.
Åtgärd: Kontrollera att kylluftsintaget / utsläppet ej är igensatt eller nedsmutsat. Kontrollera
även att arbetscykeln, så att den ej överskrider märkdata.
7 Hög primärström
Orsak: Svetsströmkällan får för hög ström.
Svetsströmkällan stängs av automatiskt, och hålls spärrad permanent.
Åtgärd: Spänningsfrånslag krävs för återställning, kvarstår felet tillkalla servicetekniker.
8 Låg batterispänning, svetsdatakort (inställningslåda)
Orsak: För låg batterispänning.
Inga funktioner spärras av detta fel.
Åtgärd: Lagra en backup på ett PC--kort, tillkalla servicetekniker.
8 Matningsspänning +15VC, kretskort (svetsströmkälla)
Orsak: För hög eller för låg spänning.
Åtgärd: Tillkalla servicetekniker.
8 Matningsspänning +15V, motorkort
(rotation/tråd)
Orsak: För låg spänning.
Åtgärd: Tillkalla servicetekniker.
9 Matningsspänning --15V, kretskort (svetsströmkälla)
Orsak: För hög eller för låg spänning.
Åtgärd: Tillkalla servicetekniker.
9 Matningsspänning +60V, motorkort
(rotation/tråd)
Orsak: För låg spänning.
Åtgärd: Tillkalla servicetekniker.
dpa8d1sc
-- 4 5 --

SE
Kod Beskrivning
10 Matningsspänning +15VB, kretskort (svetsströmkälla)
Orsak: För hög eller för låg spänning.
Åtgärd: Tillkalla servicetekniker.
11 Felaktig ström, kretskort (svetsströmkälla)
Orsak: Svetsströmkällan klarar inte att hålla den ström som processorn beordrar.
Inga funktioner spärras av detta fel.
Åtgärd: Tillkalla servicetekniker.
12 Kommunikationsfel (varning)
Orsak: CAN--kretsens felräknare har ett för högt värde och kontakten med inställningslådan
kan brytas.
Detta kan ske vid en tillfällig för hög belastning.
Åtgärd: Se över svetsprogramshanteringen under svetsning,
13 Felaktig rotationshastighet
Orsak: Klarar ej att hålla den hastighet som datorn beordrar.
Svetsningen avbryts.
Åtgärd: Kontrollera kablaget, kvarstår felet tillkalla servicetekniker.
14 Kommunikationsfel
Orsak: CAN--kretsens felräknare har ett för högt värde, svets--processen stoppas
Detta kan ske vid en tillfällig för hög belastning.
Åtgärd: Se över svetsprogramshanteringen under svetsning, Spänningsfrånslag krävs för
återställning, kvarstår felet tillkalla servicetekniker.
15 Förlorade meddelanden
Orsak: Ett meddelande har skrivit över ett annat meddelande. Ofta förekommande knapp-
tryckningar på inställningslådan under pågående svetsning, kan skapa detta fel. Svetsproces-
sen stoppas.
Åtgärd: Se över svetsprogramshanteringen under svetsning, Spänningsfrånslag krävs för
återställning, kvarstår felet tillkalla servicetekniker.
16 Felaktig trådmatningshastighet
Orsak: Klarar ej att hålla den hastighet som processorn beordrar.
Åtgärd: Kontrollera kablaget.
17 Förlorat kontakten
Orsak: Inställningslådan har förlorat kontakten med en eller båda motorenheten. Pågående
aktivitet stoppas.
Åtgärd: Kontrollera kablaget, kvarstår felet tillkalla servicetekniker.
18 Förlorat kontakten
Orsak: Inställningslådan har förlorat kontakten med svetsströmkällan. Pågående aktivitet
stoppas.
Åtgärd: Kontrollera kablaget, kvarstår felet tillkalla servicetekniker.
19 Minnesfel i dataminne (RAM)
Orsak: Kan ske vid en programuppgradering.
Åtgärd: Koppla till nätspänningen och en automatisk nollställning sker.
20 Otillåtna inställningsvärden lagrade (RAM)
Orsak: Otillåtna värden har funnits vid uppstart. Kan ske vid en programuppgradering. Rade-
rar all data som finns i inställningslådan
Åtgärd: Koppla till nätspänningen och en automatisk nollställning sker.
21 Strömgräns 1
Orsak: Motor överbelastad för rotation eller pendling.
Åtgärd: Kontrollera svetsverktyget och dess kablage.
22 Spill i sändarbuffer
Orsak: Sändarbuffern har blivit överfylld. Pågående aktivitet stoppas.
Åtgärd: Se över svetsprogramshanteringen under svetsning,
dpa8d1sc
-- 4 6 --

SE
Kod Beskrivning
23 Spill i mottagarbuffer
Orsak: CAN--meddelanden tas emot i högre takt än vad svetsdatakortet hinner med. Pågå-
ende aktivitet stoppas.
Åtgärd: Se över svetsprogramshanteringen under svetsning,
25 Inkompatibelt svetsdataformat
Orsak: Försökt att lagra svetsdata på ett PC--kort. PC--kortet har en annan dataformat än
svetsdataminnet.
Åtgärd: Använd ett annat PC--kort.
26 Watchdog
Orsak: Något har förhindrat processorn att utföra sina normala uppgifter i programmet.
Inga funktioner spärras av detta fel.
Åtgärd: Se över svetsprogramshanteringen under svetsning,
28 Spill i stacken
Orsak: Det interna minnet har blivit överfylld. Felet kan orsakas av onormal arbetsbelastning
på processorn.
Åtgärd: Se över svetsprogramshanteringen under svetsning,
29 Inget vattenföde
Orsak: Kylvattenflödet har underskridit 0,7 l/min. Pågående aktivitet stoppas.
Åtgärd: Kontrollera kylvattenkrets och pump.
30 Förlorat kontakten med TIG--kortet
Orsak: Inställningslådan har förlorat kontakten med TIG--kortet.
Pågående aktivitet stoppas.
Åtgärd: Kontrollera kablaget, kvarstår felet tillkalla servicetekniker.
31 Inget svar från displayenheten
Orsak: Mikroprocessorn får ingen kvittering från displaykortet
Åtgärd: Tillkalla servicetekniker.
32 Inget gasföde
Orsak: Gasflödet har underskridit 6 l/min.
Åtgärd: Kontrollera gasventil, slangar och kopplingar.
10.2 Felediteringskoder
Felediteringskoder är felkoder som visas i sifferrutan vid en felaktig knapptryckning.
Felkodsnummret börjar alltid med detta tecken p.
Kod Orsak
13 Programkörningsfel.
110 Arbetsarean ej tom vid återkallande av program från biblioteket.
111 Programnummer finns ej i biblioteket
131 Ej tillåten tangenttryckning under svetsning.
133 Tlilåtet endast under svetsning
134 PC--kort saknas
135 PC--kortet är ej godkänd modell för svetsströmkällan (LTS)
136 Fel programversion på PC--kortet.
160 Arbetsarean full.
163 Värdet i sifferrutan kan ej tolkas av inställningslådan
176 Svetsprogrammet ej godkänt för svetsning.
177 Start av svetsning är ej tillåtet i detta programläge i inställningslådan.
178 En återstart fungerar ej, måste föregås av ett stopp.
198 Svetsstart förbjuden när motorer är aktiverade i manuellt program.
dpa8d1sc
-- 4 7 --

T
k
ind
knappenvisa
parameter
SE
Kod Orsak
199 Svetsstart förbjuden under aktivitet i biblioteket.
204 Ett sektorvärde kan ej ändras till att ligga före föregående sektor eller efter efterkommande
sektor.
205 Någon knapp är nedtryck vid start av verktyg.
206 Verktygskod för anslutet verktyg saknas.
207 Ej godkänd verktygskod.
212 Ej aktiverad mjuk knapp.
213 Raderingstillstånd: Knapp ej tillåten.
221 Knappen är ej definierad i detta tillstånd.
222 Vid uppstart: Endast verktygskod tillåten.
223 Raderingstillstånd: Knapp ej definierad
229 Corr tillstånd: Denna knapptryckning ej tillåten.
233 Önskad slope--funktion: Parametern är tom eller odefinierad.
252 Verktygskoden för anslutet verktyg överensstämmer ej med verktygskoden i svetsprogram-
met som ligger i arbetsarean.
11 VISA AKTUELLA P ARAMETERVÄRDEN
1 1.1 Användningsområde
Med denna funktion kan man under pågående svetsning se uppmätta värden för
olika svetsparametrar. Värdena uppdateras varje 0,5 sekund.
Följande parametergrupper kan visa aktuella parametervärden:
Svetsström Trådmatningshastighet
Rotationshastighet Gas
11.2 Hur man visar aktuella parametervärden
S Tryck in knappen TILLÄGG för att komma in i tilläggsfunktionerna.
S
ryc
en mjuka
TILLÄGGSFUNKTIONER
SPRÅK "
FELLOGG "
VISA AKTUELLA PARAMETERVÄRDEN
PROGRAMUPPGRADERING "
MJUKVARULÅS "
SPRÅK FEL--
LOGG
VISA
PARA-METER
PROGR.
UPPGR.
MJUK--
VARU- LÅS
Resultat: VISA AKTUELLA PARAMETERVÄRDEN blir förbockad och du har aktiverat
visa aktuella parametervärden.
dpa8d1sc
-- 4 8 --

SE
S Tryck in knappen START för att starta programmet.
S Tryck in önskad parameterknapp.
I teckenfönstret visas nu aktuella parametervärden.
12 PROGRAM UPPGRADERING
12.1 Användningsområde
Med denna funktion kan man uppgradera (ersätta) program i svetsutrustningens
olika enheter (kretskort) med ny programvara från ett PC--kort.
Med enhet menas ett kretskort med programvara som kan uppgraderas.
12.2 Menyförklaring
PROGRAM UPPGRADERING
ENHET Akt.ver PC--kort
SYSTEM VERSION. 1.00B
BOOT PROGRAM 1,12
j STRÖMKÄLLA 1.00 2.00
j ROT/TRÅD ENHET ? --
j SVETSDATAENHET 0,00 --
NÄSTA
#
Akt--ver Beskriver vilken programversion som är aktiv i denna enhet.
PC--kort Beskriver vilken programversion som finns lagrad på PC--kortet
av denna enhet.
? Det finns en enhet men datorn vet inte vilken version den har.
-- Det finns inte något program för denna enhet på PC--kortet.
SYSTEM VERSION Anger vilken programuppsättning som finns lagrad på PC--kortet.
En programuppsättning kan bestå av 1--4 st program (1 för varje
enhet).
BOOT PROGRAM Program för uppgraderingshantering.
STRÖMKÄLLA Kretskort för styrning av svetsströmkällan.
ROT/TRÅD ENHET Kretskort för styrning av rotation och trådmatningsmotorer.
SVETSDATAENHET Kretskort i inställningslådan.
j
j
AVBRYT UPP--
GRA-DERA
12.3 Hur man uppgraderar.
Vid en uppgradering av inställningslådan raderas alla svetsdata. Glöm
inte att spara alla svetsdata på ett PC--kort fö rst.
För att uppgradera enheten ROT/TRÅD, SVETSDATA (inställningslådan) gå till väga
på samma sätt som för enheten STRÖMKÄLLA .
Uppgradering av enheten strömkälla
Se till att nätspänningen till svetsströmkällan ej frånkopplas under
pågående uppgradering.
dpa8d1sc
-- 4 9 --

T
k
ind
k
uppgraderin
g
T
k
ind
ill
T
k
ind
SE
S Sätt in PC--kortet med uppgraderingsprogram.
S Tryck in knappen TILLÄGG för att komma in i tilläggsfunktionerna.
S
ryc
nappen program
en mjuka
TILLÄGGSFUNKTIONER
.
SPRÅK "
FELLOGG "
VISA AKTUELLA PARAMETERVÄRDEN
PROGRAMUPPGRADERING "
MJUKVARULÅS "
SPRÅK FEL--
LOGG
VISA
PARA- METER
PROGR.
UPPGR.
MJUK--
VARU- LÅS
Resultat: Du har kommit in i menyn program uppgradering.
I detta ex består PC--kortets programuppsättning endast av ett uppgraderingsprogram för enheten strömkälla.
Följande teckenfönster visas.
S
ryc
knappen nästa tills
en mjuka
PROGRAMUPPGRADERING
ENHET Akt.ver PC--kort
mankommer t
“strömkälla”.
SYSTEM VERSION. 1.00B
BOOT PROGRAM 1,12
j STRÖMKÄLLA 1.00 2.00
j ROT/TRÅD ENHET ? --
j SVETSDATAENHET 0,00 --
NÄSTA#j
j
AVBRYT UPP--
GRA-DERA
S Tryck in den andra mjuka knappen för att välja enheten strömkälla (blir
förbockad).
Är det ytterligare enheter som skall uppgraderas väljer man dem på samma sätt.
Genom att åter trycka in den andra mjuka knappen ångrar man markerat val
(bocken försvinner).
S
ryc
knappen uppgrad-
en mjuka
PROGRAMUPPGRADERING
ENHET Akt.ver PC--kort
era.
SYSTEM VERSION. 1,00B
BOOT PROGRAM. 1,12
j STRÖMKÄLLA 1.00 2.00
j ROT/TRÅD ENHET ? --
j SVETSDATAENHET 0,00 --
NÄSTA
#
j
j
AVBRYT UPP--
GRA-DERA
En dialogruta visas i teckenfönstret:
dpa8d1sc
-- 5 0 --

T
k
ind
SE
S
ryc
knappen ja för att
uppgradera.
Följande dialogruta visas i teckenfönstret under pågående uppgradering:
en mjuka
PROGRAMUPPGRADERING
UPPGRADERINGEN AV MJUKVARAN KAN
DRÖJA UPP TILL 5 MIN/ENHET
OCH KAN INTE AVBRYTAS
VILL DU FORTFARANDE GÖRA DETTA ?
PROGRAMUPPGRADERING
STÄNG INTE AV UTRUSTNINGEN
UNDER TIDEN DENNA PROCESS PÅGÅR !
UPPGRADERAR STRÖMKÄLLA .....
23% completed
kkkkkkkkkkkkkkkkk
NEJ JA
När uppgraderingen är slutförd visas följande i teckenfönstret:
PROGRAMUPPGRADERING
UPPGRADERING SLUTFÖRD
NU KAN MASKINEN STARTAS OM !
Resultat: Du har uppgraderat enheten strömkälla till programversion 2.00.
För att kunna använda svetsutrustningen ska svetsströmkällan återstartas genom
att:
S Vrid elkopplare för nätspänning på svetsströmkällan till läge 0.
S Vrid elkopplare för nätspännning till läge 1.
12.4 Åtgärd vid misslyckad uppgradering av enheterna i
svetsströmkällan
Programuppgraderingen kan t.ex misslyckas om nätspänningen till svetsströmkällan
bryts under pågående uppgradering.
dpa8d1sc
-- 5 1 --

SE
Misslyckad uppgradering av enhet: strömkälla, rot/tråd.
Vid en misslyckad programuppgradering visas följande dialogruta i teckenfönstret:
PROGRAM UPPGRADERING
UPPGRADERINGEN MISSLYCKADES! : 6
ENHET: 2
Gör en ny uppgradering genom att:
S Vrid elkopplare för nätspänning på svetsströmkällan till läge 0.
S Håll den fjärde av de fem mjuka knapparna på inställningslådan intryckt och vrid
elkopplaren för nätspännning till läge 1.
Håll den mjuka knappen nedtryckt tillls det hörs ett dubbelpip.
Svetsströmkällan startar igen med enheterna strömkälla, rot/tråd i ett
programuppgraderingsläge som möjliggör att en ny uppgradering kan göras.
Inställningslådan visar teckenfönstret för uppgraderingsmenyn.
Upprepa programproceduren igen “hur man uppgraderar” se sid 49 .
12.5 Åtgärd vid misslyckad uppgradering av inställningslådan
Programuppgraderingen kan t.ex misslyckas om nätspänningen till svetsströmkällan
bryts under pågående uppgradering.
Skulle detta ske under de första femton sekunderna måste man tillkalla
ESAB’s servicetekniker.
Gör en ny uppgradering genom att:
S Vrid elkopplare för nätspänning på svetsströmkällan till läge 0.
S Sätt in PC--kortet med uppgraderingsprogrammet för inställningslådan.
S Håll den femte av de fem mjuka knapparna intryckt samtidigt som du vrider
elkopplaren för nätspännning till läge 1.
dpa8d1sc
-- 5 2 --

T
k
ind
k
lås
T
k
ind
ycdejua
p
p
SE
Håll den mjuka knappen nedtryckt tillls det hörs ett dubbelpip.
Under uppgraderingen av inställningslådan är teckenfönstret blankt och när
uppgraderingen är klar startar inställningslådan upp på normalt sätt.
Uppgraderingen tar ca 5 minuter.
OBS! Stäng ej av svetsströmkällan under uppgraderingen.
Om det fortfarande inte fungerar, tillkalla servicetekniker.
13 MJUKVARULÅS
13.1 Allmänt
Mjukvarulåset är till för att låsa vissa funktioner, såsom att ändra inställningsdata i ett
svetsprogram, spara program i biblioteket, spara program på pc--kort och att inte
komma åt “tilläggsfunktionerna”.
13.2 Hur man låser inställningslådan
S Tryck in knappen TILLÄGG för att komma in i tilläggsfunktionerna.
S
ryc
nappen mjukvaru-
en mjuka
TILLÄGGSFUNKTIONER
SPRÅK "
FELLOGG "
VISA AKTUELLA PARAMETERVÄRDEN
PROGRAMUPPGRADERING "
MJUKVARULÅS "
SPRÅK FEL--
LOGG
VISA
PARA- METER
PROGR.
UPPGR.
MJUK--
VARU-LÅS
Resultat: Du har kommit in i menyn mjukvarulås.
S Knappa in 4 siffror med sifferknapparna för att ange koden.
S
ryc
knappen enter.
en mjuka
MJUKVARULÅS 1234
ANGE KOD (4 SIFFROR):
INSTÄLLNINGSLÅDAN ÄR OLÅST.
LÅS! ÖPPNA
dpa8d1sc
LÅS!
-- 5 3 --
GRÄNS. AVBRYT ENTER

T
k
ind
Tryckindenmjuka
p
p
K
ätt
kodnrappaättod
pp(
t.ex1234)
T
k
ind
ycdejua
p
p
SE
Följande teckenfönster visas:
S
ryc
knappen lås.
en mjuka
MJUKVARULÅS
ANGE KOD (4 SIFFROR): 1234
INSTÄLLNINGSLÅDAN ÄR OLÅST.
LÅS! ÖPPNA
LÅS!
GRÄNS. AVBRYT ENTER
Resultat: Inställningslådan är låst
S Tryck in knappen för att återgå till arbetsarean.
13.3 Hur man låser upp inställningslådan
S Tryck in knappen TILLÄGG .
Följande teckenfönster visas:
S
nappainr
med sifferknapparna
INSTÄLLNINGSLÅDAN ÄR LÅST.
ANGE KOD (4 SIFFROR):
. ENTER
För varje kodsiffra som man knappar in får man : som kvittens på att siffran
tagits emot.
S Tryck på den mjuka knappen enter.
Resultat: Inställningslådan är olåst och du har kommit till menyn “tilläggsfunktioner”.
13.4 Hur man ändrar koden
S Knappa in 4 nya siffror med sifferknapparna för att ange en ny koden.
S
ryc
knappen enter.
en mjuka
MJUKVARULÅS 1111
ANGE KOD (4 SIFFROR): 1234
INSTÄLLNINGSLÅDAN ÄR OLÅST.
LÅS! ÖPPNA
LÅS!
GRÄNS. AVBRYT ENTER
dpa8d1sc
-- 5 4 --

T
k
ind
Tryckindenmjuka
p
p
SE
Följande teckenfönster visas:
S
ryc
knappen lås.
en mjuka
MJUKVARULÅS
ANGE KOD (4 SIFFROR): 1111
INSTÄLLNINGSLÅDAN ÄR OLÅST.
LÅS! ÖPPNA
LÅS!
GRÄNS. AVBRYT ENTER
Resultat: Inställningslådan har en ny kod och är låst.
S Tryck in knappen för att återgå till arbetsarean.
13.5 Glömt koden
Har man glömt koden måste man ringa till närmaste ESAB’s servicetekniker.
13.6 Hur man anger gränsvärden
På följande svetsparametrar kan man ange gränsvärden i procent max 10% av
inställt värde:
STRÖM
Toppström och bakgrundsström
ROTATION
Rotation framåt, rotation bakåt, pulsad rotation framåt eller pulsad rotation bakåt
TRÅDMATNING
Topptrådmatninshastighet och bakgrundstrådmatningshastighet
POSITION
Brytpunkt
STRÖMTID
Pulstid och bakgrundstid
För att ange gränsvärden skall man först ha gjort ett program i arbetsaren.
S Tryck in knappen TILLÄGG för att komma in i tilläggsfunktionerna.
dpa8d1sc
-- 5 5 --

T
k
ind
k
lås
T
k
ind
Tryckindenmjuka
ppg
T
k
ind
ycdejua
ppattflyttatillönskad
SE
S
ryc
nappen mjukvaru-
en mjuka
TILLÄGGSFUNKTIONER
SPRÅK "
FELLOGG "
VISA AKTUELLA PARAMETERVÄRDEN
PROGRAMUPPGRADERING "
MJUKVARULÅS "
SPRÅK FEL--
LOGG
VISA
PARA- METER
PROGR.
UPPGR.
Följande teckenfönster visas:
S
ryc
knappen gräns.
en mjuka
MJUKVARULÅS
INSTÄLLNINGSLÅDAN ÄR OLÅST.
LÅS! ÖPPNA
LÅS!
ANGE KOD (4 SIFFROR):
GRÄNS AVBRYT ENTER
Resultat: Du har kommit in i menyn mjukvarulås gränsvärden.
Följande teckenfönster visas:
S
ryc
knappen nästa för
parameter.
en mjuka
MJUKVARULÅS GRÄNSVÄRDEN
+/-- +/-STRÖM: 0% STRÖM TID: 0%
ROTATION: 0%
TRÅDMATNING: 0%
POSITION: 0%
MJUK--
VARU-LÅS
NÄSTA
--
.
+
AVBRYT
ENTER
S Tryck på de mjuka knapparna -- eller + för att ange gränsvärden i procent max ¦
10% av inställt värde.
S När dina inställningar är klara tryck på den mjuka knappen en ter (ett pip hörs)
för att spara inställningarna.
S Tryck på den mjuka knappen avbryt.
dpa8d1sc
-- 5 6 --

T
k
ind
Tryckindenmjuka
p
p
SE
Följande teckenfönster visas:
S
ryc
knappen lås!.
en mjuka
MJUKVARULÅS
ANGE KOD (4 SIFFROR):
INSTÄLLNINGSLÅDAN ÄR OLÅST.
LÅS! ÖPPNA
LÅS!
GRÄNS AVBRYT ENTER
Resultat: Inställningslådan är låst med inställda gränsvärden.
OBS! Nästa gång man går in i menyn mjukvarulås gränsvärden ärvärdenapå0%
igen, men nya gränsvärden räknas bara ut efter att man tryckt på den mjuka
knappen enter.
S Tryck in knappen för att återgå till arbetsarean.
14 ANTECKNINGSBOKEN
14.1 Användningsområde
Anteckningsboken används för att skriva in noteringar om bl.a:
S MATERIAL, RÖRYTTERDIAMETER, VÄGGTJOCKLEK, LÖPNUMMER
S STARTPUNKT, SVETSTID
S ELEKTRODDIAMETER. ELEKTRODUTSTICK, ELEKTRODVINKEL
S AVSTÅND: ELEKTROD--TRÅD, ELEKTROD--ARBETSSTYCKE
S TRÅDTYP, TRÅDDIAMETER, ELEKTRODKVALITET
S SVETSGAS
S ROTGAS
S STARTGAS
Alla anteckningar lagras med resp. svetsprogram i biblioteket.
14.2 Hur man skriver in data
S Tryck in knapparna SHIFT och STEG för att komma åt anteckningsbo-
ken.
ANTECKNINGAR Sid 1(8)
MATERIAL
RÖR YTTERDIAM.
VÄGGTJOCKLEK
LÖPNUMMER
NÄSTA
SIDA
dpa8d1sc
MATER.
-- 5 7 --
RÖR
DIAM.
RÖR
TJOCK-LEK
LÖP NR

T
k
ind
ycdejua
SE
14.3 Exempel 2a
Vi gör ett exempel på vilka noteringar man kan skriva in i anteckningsboken.
Svetsparameter Förklaring Värde
Material SIS--beteckning för rostfritt stål 2333
Rör ytterdiam. Rörets ytterdiameter 60 mm
Vägg tjocklek Rörets väggtjocklek 3mm
Löpnummer Vilket fognummer 2
Startpunkt Var startpunkten är på röret. Klockan 3
Svetstid Hur lång tid det tar att svetsa ett svetsprogram. 1h20min30s
Elektroddiame-
ter
Elektrodutstick Hur långt wolframelektroden sticker ut ifrån elektrodhållaren. 5mm
Elektrodvinkel Vilken vinkel wolframelektroden har i förhållande till röret. 30 ˚
Avstånd:
Elektrod--tråd
Avstånd:
Elektrod-arbetsstycke
Trådtyp Vilken tillsatstråd man använder. OK 12.51
Tråddiameter Tillsatstrådsdiameter 0.8 mm
Elektrodkvalitet Wolframelektrodens kvalitet bestående av lite thorium och lite
Svetsgas Vad svetsgasen består av i Argon, Helium, Väte och Kväve 100 % Ar
Rotgas Vad rotgasen består av i Argon, Helium, Väte och Kväve 100 % Ar
Startgas Vad startgasen består av i Argon, Helium, Väte och Kväve 100 % He
Wolframelektrodens diameter 1,6 mm
Avståndet mellan wolframelektroden och tillsatstråden. 5mm
Avståndet mellan wolframelektroden och arbetsstycket (röret). 5mm
2% Th, 2% La
Lantan
Material = 2333
S Knappa in 2333 med sifferknapparna.
S
ryc
knappen material.
en mjuka
ANTECKNINGAR Sid 1(8)
MATERIAL
RÖR YTTERDIAM.
VÄGGTJOCKLEK
LÖPNUMMER
NÄSTA
SIDA
MATER.
RÖR
DIAM.
2333
RÖR
TJOCK-LEK
LÖP
NR
dpa8d1sc
-- 5 8 --

T
k
ind
Tryckindenmjuka
T
k
ind
ycdejua
T
k
ind
ycdejua
SE
Rör ytterdiameter = 60 mm
S Knappa in 60 med sifferknapparna.
S
ryc
knappen rördiame-
ter.
en mjuka
ANTECKNINGAR Sid 1(8)
MATERIAL 2333
RÖR YTTERDIAM.
VÄGGTJOCKLEK
LÖPNUMMER
60
NÄSTA
SIDA
MATER.
RÖR
DIAM.
RÖR
TJOCK-LEK
LÖP
NR
(Har man knappat in ett värde för rörytterdiameter visas mätvärdet av
rotationshastigheten i cm/min.)
Väggtjocklek = 3 mm
S Knappa in 3 med sifferknapparna.
S
ryc
knappen rörtjock-
lek.
en mjuka
ANTECKNINGAR Sid 1(8)
MATERIAL 2333
RÖR YTTERDIAM. 60,0 mm
VÄGGTJOCKLEK
LÖPNUMMER
NÄSTA
SIDA
MATER.
RÖR
DIAM.
3
RÖR
TJOCK-LEK
LÖP
NR
Löpnummer = Nr 2
S Knappa in 2 med sifferknapparna.
S
ryc
knappen löpnum-
mer.
S Tryck in den mjuka
knappen nästa
sida.
en mjuka
ANTECKNINGAR Sid 1(8)
MATERIAL 2333
RÖR YTTERDIAM. 60.0 mm
VÄGGTJOCKLEK 3.00 mm
LÖPNUMMER
2
NÄSTA
SIDA
MATER.
RÖR
DIAM.
RÖR
TJOCK-LEK
LÖP
NR
-- 5 9 --
dpa8d1sc

T
k
ind
Tryckindenmjuka
T
k
ind
ycdejua
T
k
ind
ycdejua
SE
Startpunkt = Klockan 3
S Knappa in 3 med sifferknapparna.
S
ryc
knappen start -
punkt.
en mjuka
ANTECKNINGAR Sid 2(8)
STARTPUNKT
SVETSTID
3
NÄSTA
SIDA
START-PUNKT
Svetstid= 1 h 20 min 30 s
S Knappa in 1 med sifferknapparna.
S Tryck in den mjuka knappen timmar.
S Knappa in 20 med sifferknapparna.
S Tryck in den mjuka knappen minut.
S Knappa in 30 med sifferknapparna.
S Tryck in den mjuka knappen sekund
S
ryc
knappen nästa
sida.
en mjuka
ANTECKNINGAR Sid 2(8)
STARTPUNKT 3 o’clock
SVETSTID. 1 h
NÄSTA
SIDA
START-PUNKT
TIMMAR
20 min
30 s
TIMMAR
MIN SEK.
MIN SEK.
Elektroddiameter = 1,6 mm
S Knappa in 1,6 med sifferknapparna.
S
ryc
knappen diameter.
dpa8d1sc
en mjuka
ANTECKNINGAR Sid 3(8)
ELEKTROD DIAMETER
ELEKTROD UTSTICK
ELEKTROD VINKEL
NÄSTA
SIDA
DIAM.
-- 6 0 --
UT--
STICK
1.6
VINKEL

T
k
ind
Tryckindenmjuka
T
k
ind
ycdejua
T
k
ind
Tryckindenmjuka
T
k
ind
ycdejua
SE
Elektrodutstick = 5 mm
S Knappa in 5 med sifferknapparna.
S
ryc
knappen utstick.
en mjuka
ANTECKNINGAR Sid 3(8)
ELEKTROD DIAMETER 1.6 mm
ELEKTROD UTSTICK
ELEKTROD VINKEL
5
NÄSTA
SIDA
DIAM.
Elektrodvinkel = 30˚
S Knappa in 30 med sifferknapparna.
S
ryc
knappen vinkel.
S Tryck in den mjuka
knappen nästa
sida.
en mjuka
ANTECKNINGAR Sid 3(8)
ELEKTROD DIAMETER 1.6 mm
ELEKTROD UTSTICK 5.0 mm
ELEKTROD VINKEL
NÄSTA
SIDA
DIAM.
Avstånd: Elektrod--tråd = 5 mm
S Knappa in 5 med sifferknapparna.
S
ryc
knappen elektrod--
tråd.
en mjuka
ANTECKNINGAR Sid 4(8)
AVSTÅND:
ELEKTROD -- TRÅD
ELEKTROD -- ARBETSSTY
UT--
STICK
UT--
STICK
VINKEL
30
VINKEL
5
NÄSTA
SIDA
ELEKT.
--
TRÅD
ELEKT.
-ARB.ST
Avstånd: Elektrod--arbetsstycke = 5 mm
S Knappa in 5 med sifferknapparna.
S
ryc
knappen elektrod--
arbetsstycke.
S Tryck in den mjuka
knappen nästa
en mjuka
ANTECKNINGAR Sid 4(8)
AVSTÅND:
ELEKTROD -- TRÅD 5.0 mm
ELEKTROD -- ARBETSSTY
5
sida.
NÄSTA
SIDA
ELEKT.
-TRÅD
-- 6 1 --
dpa8d1sc
ELEKT.
-ARB.ST

T
k
ind
Tryckindenmjuka
T
k
ind
ycdejua
T
k
ind
ycdejua
SE
Trådkvalitet = OK 12.51
S Knappa in 12.51 med sifferknapparna.
S
ryc
knappen trådtyp.
en mjuka
ANTECKNINGAR Sid 5(8)
TRÅD KVALITET
TRÅD DIAMETER
ELEKTROD KVALITET
12.51
NÄSTA
SIDA
TRÅD
TYP
TRÅD.
DIAM.
Tråddiameter = 0.8 mm
S Knappa in 0.8 med sifferknapparna.
S
ryc
knappen tråd--
diameter.
en mjuka
ANTECKNINGAR Sid 5(8)
TRÅD KVALITET 12.51
TRÅD DIAMETER
ELEKTROD KVALITET
NÄSTA
SIDA
TRÅD
TYP
TRÅD.
DIAM.
Elektrod kvalitet = 2% Th, 2 % La
S Knappa in 2 med sifferknapparna.
S Tryck in den mjuka knappen elektrod % Th.
S Knappa in 2 med sifferknapparna.
ELEKT.
%Th
0.8
ELEKT.
%Th
ELEKT.
%La
ELEKT.
%La
S Tryck in den mjuka knappen elektrod % La.
S
ryc
knappen nästa
sida.
dpa8d1sc
en mjuka
ANTECKNINGAR Sid 5(8)
TRÅD KVALITET 12.51
TRÅD DIAMETER 0.8 mm
ELEKTROD KVALITET
NÄSTA
SIDA
TRÅD
TYP
TRÅD.
DIAM.
-- 6 2 --
ELEKT.
%Th
ELEKT.
%La

T
k
ind
Tryckindenmjuka
T
k
ind
ycdejua
T
k
ind
Tryckindenmjuka
SE
Svetsgas = 100 % Ar
S Knappa in 100 med sifferknapparna.
S
ryc
knappen % Argon.
en mjuka
ANTECKNINGAR Sid 6(8)
100
S Tryck in den mjuka
SVETS GAS
knappen nästa
sida.
NÄSTA
SIDA
%Ar
Rotgas= 100 % Ar
S Knappa in 100 med sifferknapparna.
S
ryc
knappen % Argon.
S Tryck in den mjuka
en mjuka
ANTECKNINGAR Sid 7(8)
ROT GAS
knappen nästa
sida.
NÄSTA
SIDA
%Ar
%He
%He
%H %N
100
%H %N
Startgas = 100 % He
S Knappa in 100 med sifferknapparna.
S
ryc
knappen % Helium.
en mjuka
ANTECKNINGAR Sid 8(8)
START GAS
NÄSTA
SIDA
%Ar
%He
100
%H %N
S Tryck in knapparna SHIFT och STEG för att kom ma tillbaka till
arbetsarean.
15 HANDSVETSNING
15.1 Användningsområde
Manuell TIG--svetsning med handbrännare (se resp. bruksanvisning).
dpa8d1sc
-- 6 3 --

T
k
ind
ycdejua
SE
15.2 Hur man skapar ett svetsprogram
För att kunna handsvetsa är det nödvändigt att skapa ett svetsprogram bestående
av 2 sektorer med ström-- och gas--parametrar angivna.
Obs! Rotation kan ej anges.
15.3 Exempel 3a
Börja med att välja rätt verktygskod TIG HAND TORCH.
Detta är ett enkelt svetsprogram bestående av 2 sektorer där sektor 2 är
stoppsektor.
Sektor 1 Sektor 2
Brytpunkt 0.000 1.000
Svetsström (kontinuerlig) (A) 80 0
Svetsström (Bakgrundsström) (A) 40 40
Svetsström (Pulstid) (s) 0,5 0,5
Svetsström (Bakgrundstid) (s) 0,5 0,5
Slope up (s) 2 --
Slope down (s) -- 5
Gasförströmning
(svetsgas) (s)
Gasefterströmning
(svetsgas) (s)
5 --
-- 10
Sektor 1
Brytpunkt
Sektor 1 får automatiskt brytpunkt 0.000 om inte annat anges. Börja därför med att
ställa in strömparametern.
Svetsström
Toppström = 80 A
S Tryck in knappen SVETSSTRÖM .
Bilden för inställning av svetsström visas i teckenfönstret.
S Knappa in värdet 80 med sifferknapparna.
S
ryc
knappen kontinuer-
lig toppström.
en mjuka
SEKTOR 1(1) 0.000
TOPPSTRÖM A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
80
BAKGR
TID
Resultat: TOPPSTRÖM = 80 A i sektor 1.
dpa8d1sc
-- 6 4 --

T
k
ind
Tryckindenmjuka
T
k
ind
ycdejua
T
k
ind
ycdejua
SE
Bakgrundsström= 40 A
S Knappa in värdet 40 med sifferknapparna.
S
ryc
knappen kontinuer-
lig bakgrundsström.
en mjuka
SEKTOR 1(1) 0.000
TOPPSTRÖM 80 A
BAKGRUNDSSTRÖM A
PULSTID s
BAKGRUNDSTID s
40
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: BAKGRUNDSTRÖM = 40 A i sektor 1.
Pulstid = 0.5 s i stället för 1,0
S Knappa in värdet 0,5 med sifferknapparna.
S
ryc
knappen pulstid.
en mjuka
SEKTOR 1(1) 0.000
1 TOPPSTRÖM 80 A
BAKGRUNDSSTRÖM 40 A
PULSTID 1,0 0 s
BAKGRUNDSTID 1,00 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
0,5
BAKGR
TID
Resultat: PULSTID = 0,50 s istället för 1,00 s i sektor 1. Bakgrundstid = 0.5 s i stället för 1,0
S Knappa in värdet 0,5 med sifferknapparna.
S
ryc
knappen bak -
grundstid.
en mjuka
SEKTOR 1(1) 0.000
1 TOPPSTRÖM 80 A
BAKGRUNDSSTRÖM 40 A
PULSTID 0,5 0 s
BAKGRUNDSTID 1,00 s
0,5
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: BAKGRUNDSTID = 0,50 s i stället för 1,00 s i sektor 1.
dpa8d1sc
-- 6 5 --

K
t2Knappainvärdet2
T
k
ind
ycdejua
T
k
inSEKTO
R--ycS
O
p
p
SE
Slope
Slope up = 2sför toppström.
S Tryck in den mjuka knappen kontinuerlig toppström.
S
nappainvärde
med sifferknapparna
SEKTOR 1(1) 0.000
2
S Tryck in SLOPE--
knappen.
2 TOPPSTRÖM 80 A
BAKGRUNDSSTRÖM 40 A
PULSTID 0.5 0 s
BAKGRUNDSTID 0.50 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: TOPPSTRÖM = 80 A, 2.0 s i sektor 1 och BAKGRUNDSSTRÖM = 40
A, 2.0 s i sektor 1.
Gas
Gasförströmning svetsgas = 5s.
S Tryck in knappen GAS .
S Knappa in värdet 5 med sifferknapparna.
Gasförströmningen har ett förinställt värde (2 s) som gäller om inte annat värde
skrivs och anges i teckenfönstret vid start.
S
ryc
knappen svetsgas.
en mjuka
SEKTOR 1(1) 0.000
SVETSGAS s
ROTGAS s
STARTGAS s
5
SVETS-GAS
ROT-GAS
START-GAS
Resultat: SVETSGAS = 5 s i sektor 1.
Sektor 2
Brytpunkt
S Knappa in värdet för den nya brytpunkten 1.010 med sifferknapparna.
S
ryc
knappen.
SEKTOR 1(1) 0.000 1.010
1 SVETSGAS 5 s
ROTGAS s
STARTGAS s
SVETS-GAS
ROT-GAS
START-GAS
Resultat: Sektor 2 av totalt 2 sektorer
dpa8d1sc
-- 6 6 --

T
k
ind
Tryckindenmjuka
K
t5appaädet5
SE
Svetsström
Pulsström = 0A
Eftersom sektor 2 ska vara stoppsektor m åste svetsströmmen tilldelas värdet 0
ampere.
S Tryck in knappen SVETSSTRÖM .
S Knappa in värdet 0 med sifferknapparna.
S
ryc
knappen kontinuer-
lig toppström.
en mjuka
SEKTOR 2(2) 1.000
1 TOPPSTRÖM 80 A
1 BAKGRUNDSSTRÖM 40 A
1 PULS TID 0.50 s
1 BAKGRUNDSTID 0.50 s
0
2.0 s
2.0 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
BAKGR
TID
Resultat: TOPPSTRÖM = 0 A i sektor 2 (stoppsektor)
Slope
Slope down = 5sför toppström.
S Tryck in den mjuka knappen kontinuerlig toppström.
S
nappainvärde
med sifferknapparna.
S Tryck in SLOPE--
knappen.
SEKTOR 2(2) 1.000
2 TOPPSTRÖM 0 A
BAKGRUNDSSTRÖM 40 A
PULSTID 0.5 0 s
BAKGRUNDSTID 0.50 s
KONT/
TOPP
STRÖM
BAKGR
STRÖM
PULS
TID
5
BAKGR
TID
Resultat: TOPPSTRÖM = 0 A, 5.0 s i sektor 12 och BAKGRUNDSSTRÖM = 40
A, 5.0 s i sektor 1.
Gas
Gasefterströmning svetsgas = 10 s isektor2.
S Tryck in knappen GAS .
S Knappa in värdet 10 med sifferknapparna.
Gasefterströmningen har ett förinställt värde (4 s) som gäller om inte annat
värde skrivs in och det syns i teckenfönstret vid start.
-- 6 7 --
dpa8d1sc

T
k
ind
Tryckindenmjuka
SE
S
ryc
knappen svetsgas.
en mjuka
SEKTOR 2(2) 1.000
1 SVETSGAS s
ROTGAS s
STARTGAS s
10
SVETS-GAS
ROT-GAS
START-GAS
Resultat: SVETSGAS = 10 s i sektor 2.
15.4 Hur man svetsar
För att starta en svetssekvens (tända ljusbågen )
S Tryck in brännarkontakten och släpp upp den igen.
Parametervärdena för sektor 1 (startsektorn) gäller hela tiden under
svetssekvensen.
För att avsluta en svetssekvens
S Tryck in brännarkontakten och släpp upp igen.
Parametervärdena för sektor 2 (slutsektorn) används.
16 APPENDIX
16.1 Verktygskoder
Svetsverktyg Storlek
PRB 8--17 *
17--49 *
33--90
60--170
PRH 3--12
3--38
6-- 76
PRD Se egendefinierade verktygskoder på sid 13.
POC 12--60
TIG--handbrännare -A25 Med rotation
Utan rotation
*)
Vid användning av ombyggnadssats PRB 8--17 används verktygskod 17--49.
Vid användning av drivenhet med motorutväxling 134:1 används verktygskod 8--17.
dpa8d1sc
-- 6 8 --

SE
16.2 Symboler
Symboler Förklaring
STO Lagra.
RCL Hämta.
OK Accepterad
p
DEL Radera
DEL? Ska detta raderas?
Fel. (Efter detta tecken följs alltid ett felkodsnummer).
Korrigera ett värde.
Värdet är för högt.
Värdet är för lågt.
Plus -- minus.
Ett fel har uppstått i svetsprocessen.
"
p
En undermeny finns.
Denna funktion är vald.
16.3 Svetsparametrarnas inställningsområden
Parameter Inställningsområde
Rotationshastighet 5 -- 100 % av rörsvets-
verktygets maxhastighet
Svetsström* 5 -- 160, 250, 320 A
Pulstid 0,01 -- 25 s
Bakgrundstid 0,01 -- 25 s
Gasförströmnings-- och efterströmningstider, (svetsgas, startgas, rot-
gas)
Förvärmningstid 0 -- 600 s
Trådmatningshastighet 15 -- 250 cm/min
Slope up / down--tider 0,1 -- 25 s
0 -- 6000 s
Inom parentes angivna värden är förinställda värden.
* Maximal svetsström för luftkylda rörsvetsverktyg är 100 A.
Maximal svetsström för vattenkylda rörsvetsverktyg är 250 A.
Se även bruksanvisningarna för resp. rörsvetsverktyg.
dpa8d1sc
-- 6 9 --

SE
17 MENYSTRUKTUR
dpa8d1sd
-- 7 0 --

SE
Startmeny Se sid 12 Spara Se sid 36
Arbetsarea Se sid 4 Återkalla Se sid 36
Biblioteket Se sid 36 PC--kort Se sid 40
Anteckningar Se sid 57 Radera Se sid 37
Tilläggsfunktioner Se sid 4 Språk Se sid 17
Svetsström Se sid 9 Felhantering Se sid 42
Gas Se sid 9 Visa aktuella parametervärden Se sid 48
Trådmatningshastighet Se sid 10 Programuppgradering Se sid 49
Förvärmningstid Se sid 10 Mjukvarulås Se sid 53
Rotationshastighet Se sid 10 Lås! Se sid 53
Öpnna lås Se sid 54
Ange gränsvärden Se sid 55
18 FACKTERMER
Anteckningsbok
Arbetsarea Minnesutrymme för editering och exekvering av svets--program.
Bakgrunds-
ström
Bakgrundstid Tid för bakgrundsström som tillsammans med tid för toppström ger pulsperiod.
Bakgrundstråd-
matningshastighet
Bibliotek Minne för lagring av svetsprogram.
Boot program Program för uppstartshantering.
Brytpunkt Startpunkt för ny sektor.
Enhet Ett kretskort med en programvara som kan uppdateras.
Enhet rot/tråd Kretskort för styrning av rotations-- och trådmatnings--motorer.
Enhet strömkäl-laKretskort för styrning av svetsströmkällan.
Enhet svetsda-taKretskort i inställningslådan.
Felediteringskod
Felhanteringskod
Förvärmningstid
Hemmaläge Utgångsläge.
Manuellt mode Maskintillstånd för positionering av elektrod manuellt.
PC--kort Minneskort för extern lagring av svetsprogram.
Pulstid Den tid strömmen är “till” under en pulsperiod.
Rotationshas-
tighet
Rotgas Skyddsgas för svetsfogens undersida (rotsida).
Utrymme för egna noteringar om en svetssekvens.
Det lägre strömvärdet av två vid pulsad ström.
Trådmatningshastighet under angiven bakgrundstid.
En kod som anges i sifferrutan vid en felaktig knapptryckning
En kod som anges i fellogen när det har uppstått ett fel i svetsprocessen.
Fördröjningstid av svetsrörelse för förvärmning av arbetsstycke.
Elektrodens rotationshastighet runt arbetsstycket.
dpa8d1sd
-- 7 1 --

SE
Sektor En viss del av ett rör.
Sifferruta Visar inskrivet siffervärde och siffertecken.
Slope down Gradvis minskning av ett värde.
Slope up Gradvis ökning av ett värde.
Slutsektor Sista svetssektorn i en svetssekvens.
Startgas En speciell gas med höga joniserande egenskaper, vilket underlättar tändning av
ljusbågen.
Startsektor Första svetssektorn i en svetssekvens.
Svetsgas Skyddsgas på svetsfogens ovansida.
Systemversion Anger vilken programversion som finns lagrad på PC--kortet eller i inställningslå-
dan.
Toppström Det högre strömvärdet av två vid pulsad ström eller strömvärde vid kontinuerlig
ström.
Topptrådmatningshastighet
Transportsektor Förflytta svetselektroden utan att svetsa i en sektor.
Trådmatningshastighet vid toppström.
dpa8d1sd
-- 7 2 --

SE
19 PROGRAMMERINGSANTECKNINGAR
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Brytpunkt
Svetsström (kontinuerlig) (A)
Svetsström (Bakgrundsström) (A)
Svetsström (Pulstid) (s)
Svetsström (Bakgrundstid) (s)
Slope up (s)
Slope down (s)
Förvärmning (s)
Rotation, (kont. framåt)( ‰)
Gasförströmning (svetsgas) (s)
Gasefterströmning (svetsgas) (s)
Trådmatning (kontirnuerlig) (cm/min)
dpa8d1sd
-- 7 3 --

SE
Brytpunkt
Svetsström (kontinuerlig) (A)
Svetsström (Bakgrundsström) (A)
Svetsström (Pulstid) (s)
Svetsström (Bakgrundstid) (s)
Slope up (s)
Slope down (s)
Förvärmning (s)
Rotation, (kont. framåt)( ‰)
Gasförströmning
(svetsgas) (s)
Gasefterströmning
(svetsgas) (s)
Trådmatning (kontirnuerlig)
(cm/min)
Sektor 1 Sektor 2 Sektor 3 Sektor 4
dpa8d1sd
-- 7 4 --

PROWELDER
Beställningsnummer
Ordering no. Denomination Type
0456 665 882 Control box PROWELDER
0457 706 170 Programming manual SE PROWELDER
0457 706 171 Programming manual DK PROWELDER
0457 706 172 Programming manual NO PROWELDER
0457 706 173 Programming manual FI PROWELDER
0457 706 174 Programming manual GB PROWELDER
0457 706 175 Programming manual DE PROWELDER
0457 706 176 Programming manual FR PROWELDER
0457 706 177 Programming manual NL PROWELDER
0457 706 178 Programming manual ES PROWELDER
0457 706 179 Programming manual IT PROWELDER
0457 706 180 Programming manual PT PROWELDER
0457 706 086 Programming manual RU PROWELDER
The programing manual is available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instruction manuals and spare parts lists.
dpa8oLTS
-- 7 5 -Edition 050420

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V .
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 L AXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...