


NO
PROWELDER
Programmeringshåndbok
Valid for program version 2.81B0457 706 172 NO 050420

1 INNLEDNING 4......................................................
1.1 Innstillingsboksens arbeidsmåte 4.............................................
1.2 Sektorer 4..................................................................
1.3 Tegnvindu og knappesats 5...................................................
2 SVEISEPARAMETRE 9...............................................
2.1 Sveisestrøm 9.............................................................
2.2 Gass 9....................................................................
2.3 Trådmatehastighet 10........................................................
2.4 Forhåndsoppvarmingstid 10...................................................
2.5 Rotasjonshastighet 10........................................................
3 START OG STOPP 11.................................................
3.1 Start 11.....................................................................
3.2 Stopp 11....................................................................
3.3 Gjenstart 11.................................................................
4 KOMME I GANG 11...................................................
4.1 Generelt 11..................................................................
4.2 Hvordan oppgive verktøykode 1 1...............................................
4.3 Angi egendefinert verktøyskode 13.............................................
4.4 Hvordan man endrer språk 16..................................................
5 PROGRAMREDIGERING 18............................................
5.1 Hvordan skrive inn en parameterverdi 18........................................
5.2 Hvordan øke eller minske en parameterverdi 18..................................
5.3 Hvordan lage en ny sektor 18..................................................
5.4 Hvordan endre brytningspunktet for en sektor 19.................................
5.5 Hvordan lage en transportsektor 19.............................................
5.6 Hvordan finne en utgangsinnstilling 20..........................................
5.7 Hvordan skrive inn en rampe 20................................................
5.8 Hvordan man går fremover i et program 21......................................
5.9 Hvordan slette i et program 21.................................................
5.10 Hvordan endre sveisedata under sveising 22.....................................
5.11 Hvordan nullstille innstillingsboksen 22..........................................
6 PROGRAMMERINGSEKSEMPEL 23....................................
6.1 Eksempel 1a 23..............................................................
6.2 Eksempel 1b 26..............................................................
6.3 Eksempel 1c 29..............................................................
6.4 Eksempel 1d 31..............................................................
6.5 Eksempel 1e 34..............................................................
7 BIBLIOTEKET 37.....................................................
7.1 Hvordan lagre et program 37...................................................
7.2 Hvordan tilbakekalle et program 37.............................................
7.3 Visning av verktøykoden 38....................................................
7.4 Slette et program 38..........................................................
8 MANUELL MODUS 39................................................
8.1 Bruksområde 39.............................................................
8.2 Redigering 39................................................................
9PC--KORT 40.........................................................
9.1 Bruksområde 40.............................................................
9.2 Installering 41................................................................
9.3 Tilbakekalle programmer 41...................................................
9.4 Lagre et program 41..........................................................
9.5 Slette et program 42..........................................................
9.6 Hvordan ta ut PC--kortet 43....................................................
Rett til å endre spesifikasjoner uten varsel forbeholdes.
TOCn
-- 2 --

10 FEILKODER 43.......................................................
10.1 Feilhantering 43..............................................................
10.2 Feilredigeringskoder 48.......................................................
11 VIS VIRKLIGE PARAMETERVERDIER 49................................
1 1.1 Bruksområde 49.............................................................
1 1.2 Hvordan vise aktuelle parameterverdier 49.......................................
12 PROGRAMOPPGRADERING 50........................................
12.1 Bruksområde 50.............................................................
12.2 Menyforklaring 50............................................................
12.3 Hvordan oppgradere 50.......................................................
12.4 Tiltak ved mislyket oppgradering av enhetene i sveisestrømkilden 52................
12.5 Tiltak ved mislykket oppgradering av innstillingsboksen 53.........................
13 PROGRAMKODELÅS 54..............................................
13.1 Generelt 54..................................................................
13.2 Hvordan låse kontrollboksen 54................................................
13.3 Hvordan låse opp innstillingsboksen 55..........................................
13.4 Hvordan endre koden 55......................................................
13.5 Glemt koden? 56.............................................................
13.6 Hvordan man angir grenseverdier 56............................................
14 NOTISBOKEN 58.....................................................
14.1 Bruksområde 58.............................................................
14.2 Hvordan skrive inn data 58....................................................
14.3 Eksempel 2a 59..............................................................
15 HÅNDSVEISING 64....................................................
15.1 Bruksområde 64.............................................................
15.2 Hvordan skape et sveiseprogram 65............................................
15.3 Eksempel 3a 65..............................................................
15.4 Fremgangsmåte ved sveising 69...............................................
16 APPENDIX 69.........................................................
16.1 Verktøykoder 69.............................................................
16.2 Symboler 70.................................................................
16.3 Sveiseparameterens innstillingsområde 70......................................
17 MENYSTRUKTUR 71..................................................
18 FAGUTTRYKK 72.....................................................
19 PROGRAMMERINGSNOTERINGER 73..................................
BESTILLINGSNUMMER 75...............................................
Rett til å endre spesifikasjoner uten varsel forbeholdes.
TOCn
-- 3 --

NO
1 INNLEDNING
1.1 Innstillingsboksens arbeidsmåte
Innstillingsboksen kan sies å bestå av fire enheter: arbeidsområdet, biblioteket,
notatboken og tillegg sfu n ksjo n en .
S Sveiseprogrammet lages i arbeidsområdet.
S Sveiseprogrammene lagres i biblioteket.
Ved sveising er det alltid innholdet i arbeidsområdet som styrer prosessen. Det
er derfor også mulig å kalle opp et sveiseprogram fra biblioteket til
arbeidsområdet.
S I notatboken skriver man inn egne notater om enkelte sveiseparametre.
S I tilleggsfunksjonen kan man
S endre språk
S se eventuelle feilmeldinger
S få vist aktuelle parameterverdier
S oppgradere programmer
S programkodelås
1.2 Sektorer
Et program for rørsveising kan deles i forskjellige deler eller sektorer. Hver slik
sektor tilsvarer en del av rørets omkrets. Maksimalt antall sektorer i et program er
100.
Sektor 4
Sektor 3
En sektor kan tildeles et eget sett med verdier for sveiseparametre som strøm,
rotasjonshastighet og trådmatehastighet o.l. På denne måten kan sveisingen utføres
med forskjellige innstillinger av sveiseparametrene for de enkelte deler av
rørskjøten.
Inndelingen i sektorer foregår ved at man angir brytningspunkter rundt rørets
omkrets. Hvert slikt brytningspunkt utgjør startpunktet for en ny sektor. På figuren
nedenfor er brytpunktet 0,000 startpunktet for sektor 1, brytpunktet 0,250 startpunkt
for sektor 2 o.s.v.
Sektor 1
Sektor 2
Brytningspunkt 0.750
dpa8d1na
Brytningspunkt 0.000
Sektor 4
Sektor 3
Brytningspunkt 0.500
Sektor 1
Brytningspunkt 0.250
Sektor 2
-- 4 --

NO
LTS tillater sveising av opptil 10 omdreininger i samm e sveisefuge, d.v.s. at
sveiseverktøyet kan dreies 10 ganger rundt røret.
Brytningspunktene i forrige figur begynner alle med heltallet 0, som innebærer at de
er brytningspunkter for omdreining 1. Brytningspunktene for eventuelt omdreining
2 begynner alltid med heltallet 1 o.s.v.
S Omdreining 1 = brytningspunkter 0,000 -- 0,999
S Omdreining 2 = brytningspunkter 1,000 -- 1,999
S Omdreining 3 = brytningspunkter 2,000 -- 2,999
S Omdreining 4 = brytningspunkter 3,000 -- 3,999
S Omdreining 5 = brytningspunkter 4,000 -- 4,999
S Omdreining 6 = brytningspunkter 5,000 -- 5,999
S Omdreining 7 = brytningspunkter 6,000 -- 6,999
S Omdreining 8 = brytningspunkter 7,000 -- 7,999
S Omdreining 9 = brytningspunkter 8,000 -- 8,999
S Omdreining 10 = brytningspunkter 9,000 -- 9,999
For å avslutte et sveiseprogram, angis en såkalt sluttsektor
En sektor regnes som sluttsektor hvis følgende to betingelser er oppfylt:
S Etterfølgende sektor mangler
S Sektorens verdi for sveisestrøm = 0 ampere
1.3 Tegnvindu og knappesats
A Tegnvindu
B Myke knapper
C Funksjonsknapper
dpa8d1na
-- 5 --

NO
Tegnvindu
Følgende informasjon vises i tegnvinduet.
a Hvilken programsektor man befinner seg i.
b Antall sektorer i vedkommende program.
c Sektorens brytningspunkt (i dette tilfellet sektor 2).
d Tallruten viser inntastet tallverdi og forskjellige siffertegn.
Se flere opplysninger på side 70.
e Indikerer at verdien har blitt lånt fra en tidligere sektor (i dette tilfellet fra sektor 1).
g Tekstruter (5 stk.) som beskriver funksjonen til såkalte myke knapper (f).
h Meldingslinje som beskriver nærværende status.
SVEISING = sveisesekvens pågår
SLUTT = en sveisesekvens er helt avsluttet.
TRANSPORT= e n forflytning uten sveising.
STOPP = sveisesekvens avbrutt etter trykk på stoppknapp.
Myke knapper
Med myke knapper ( a ) aktiveres funksjoner som er koblet til respektive tegnvindu (i
dette tilfellet for parameteret GASS), hvis innhold angis i tekstrutene (b). Opptil fem
myke knapper kan aktiveres, avhengig av tegnvindu.
Funksjonsknapper
Parameterknapper
Sveiseparametrerene er inndelt i fem forskjellige grupper. Hver gruppe representeres
av en knapp og et sett myke knapper.
dpa8d1na
-- 6 --

NO
Sveisestrøm Gass
Rotasjonshastighet Trådmatehastighet
Forvarmingstid
SHIFT-- knappen
Brukes for å bytte innholdet for en annen knapp.
PLUSS/MINUS--knapper
Brukes for å øke eller minske en innstilt verdi.
Tallknapper
Brukes for å taste inn tallene 0--9 og desimalkomma.
Andre knapper
RAMPE
Brukes når man vil legge til en rampefunksjon til et parameter og angis på følgende
måte i tegnvinduet .
Med rampe menes en gradvis forandring av en innstilt verdi.
Rampe opp = gradvis økning
Rampe ned = gradvis minskning
Følgende parametre kan tildeles en rampefunksjon:
Strøm (gjelder både puls-- og bakgrunnsstrøm ved pulserende strøm), Rotasjon,
Trådmatehastighet, .
En rampe kan være tidsstyrt ved at man angir at den skal pågå i et bestemt antall
sekunder. En rampe kan også være sektorstyrt, en såkalt sektorrampe, ved å angi
mellom hvilke to brytningspunkter den skal finnes.
SEKTOR
Brukes når man angir brytningspunktene i et program og for å gå til angitt sektor.
dpa8d1na
-- 7 --

NO
TRINN
Brukes for å bevege seg trinnvis gjennom programmet.
SLETTE
Brukes når man vil slette et helt program eller deler av et program i arbeidsområdet,
eller bare ta bort tallene i tallruten.
MANUELL MODUS
Brukes for å stille elektroden i riktig stilling fø r sveising og å sjekke at programm e t i
arbeidsområdet fungerer etter ønske.
MINNE (bibliotek)
Brukes for å gå inn i eller ut av biblioteket og for å lagre eller hente programmer fra
biblioteket til arbeidsområdet.
TILLEGG
Brukes for å komme inn i forskjellige tilleggsfunksjoner som språk, feillogg, visning
av nærværende parameterverdier og programoppgradering.
NESTE
Denne knappen brukes ikke.
NOTATBOK
Brukes for notater om en sveisesekvens.
VERKTØYKODE
Brukes for å se hvilken verktøykode som er tilkoblet.
GJENSTART
Brukes for gjenstart av en sveisesekvens.
SEKTORRAMPE
Brukes for å lage en sektorrampe.
DIREKTESTOPP
Denne knappen stopper sveisesekvensen momentant. Gassetterstrømning skjer
ifølge opplysninger fra sluttsektoren.
START
Brukes for å starte en sveisesekvens.
STOPP
Brukes for å stoppe en sveisesekvens. Sveisesekvensen avsluttes ifølge
opplysningene i sluttsektoren.
dpa8d1na
-- 8 --

NO
2 SVEISEPARAMETRE
Innstillingsområde for sveiseparametrene finnes i ”APPENDIX”, på side 70
2.1 Sveisestrøm
I parametergruppen for sveisestrøm finnes fire parametre for henholdsvis:
S PULSSTRØM
S BAKGR.STRØM
S PULSTID (1 s)
S BAKGRUNNSTID (1 s)
Verdiene i parentes er forhåndsinnstilte verdier.
Pulstid
Bakgrunnstid
Pulsstrøm
Bakgrunnsstrøm
Sveisestrøm kan være pulserende eller kontinuerlig (ikke pulserende).
Ved sveising med pulserende strøm, må alle fire parametre ha en verdi. Med
kontinuerlig strøm behø ver bare parameteren for pulsstrøm stilles inn. Hvis man
også stiller inn bakgrunnsstrøm, får man en pulserende strø m med forhåndsinnstilt
pulstid og bakgrunnstid. Pulstiden og bakgrunnstiden kan naturligvis også endres.
2.2 Gass
I parametergruppen for beskyttelsesgass finnes det tre parametre:
S SVEISEGASS
S ROTGASS
S STARTGASS
Med sveisegass menes beskyttelsesgass på oversiden av sveisefugen. Med
sveisegassparameteret innstilles tiden som beskyttelsesgassen skal strømme før og
etter sveising på oversiden av sveisefugen. Sveisegassen har forhåndsinnstilte
verdier.
Sveisegassforstrømmen og --etterstrømmen får følgende verdier ved start, hvis ikke
andre verdier legges inn:
S Sveisegassforstrøm = 2 s
S Sveisegassetterstrøm = 4 s
Med rotgass m enes beskyttelsesgas på undersiden av sveisefugen. Parameteren
rotgass angir tiden som beskyttelsesgassen skal strømm e før og e tter sveising på
undersiden av sveisefugen.
dpa8d1na
-- 9 --

NO
Enkelte beskyttelsesgasser, som helium ( He) kan gjøre at lysbuen ikke tenner.
Brukes en slik beskyttelsesgass som sveisegass, kan det være hensiktsmessig i
startøyeblikket å bruke en gass med en annen sammensetning, en såkalt startgass.
Angis en verdi for sveisegass og en verdi for startgass i sektor 1, strømmer bare
startgassen. Sveisegassen strømmer når lysbuen har tent.
2.3 Trådmatehastighet
Brukes for å angi en matehastighet (cm/min) for tilsetningstråden.
Hastigheten kan være pulserende eller kontinuerlig (ikke pulserende).
I parametergruppen for trådmatehastighet finnes det to parametre:
S PULSTRÅD
S BAKGRUNNSTRÅD
Ved sveising med kontinuerlig (ikke pulserende) trådmating innstilles bare
parameteren for pulstråd.
Ved pulserende trådmating innstilles både parameteren for pulstråd og
bakgrunnstråd.
Ved pulserende trådmating synkroniseres denne automatisk med sveisestrømmen,
slik at trådmatehastigheten blir høy ved pulsstrøm og lav ved bakgrunnsstrø m.
2.4 Forhåndsoppvarmingstid
Brukes for å varme opp ar beidsstykket ved start (og dermed riktig inntrenging av
smeltebadet) og defineres som tiden fra lysbuen tennes til rotasjonen begynner. Hvis
ingen verdi er angitt for forvarmingen, begynner rotasjonen samtidig med at lysbuen
tennes.
MERK! I parametergruppen for sveisestrøm er det ikke mulig å angi en sektorrampe
i en startsektor når man har forvarming.
2.5 Rotasjonshastighet
Brukes for å angi elektrodens rotasjonshastighet rundt ar beidsstykket, og angis i
promille (tusendeler ) av den maksim a le rotasjonshastigheten for sveiseverktøyet
som brukes.
Rotasjonshastigheten kan i likhet med sveisestrøm og trådmatehastighet være
pulserende eller kontinuerlig (ikke pulserende).
I parametergruppen for rotasjonshastighet finnes det fire parametre:
S ROT ASJON FREMOVER
S ROTASJON BAKOVER
S PULS ROT FREMOVER
S PULS ROT BAKOVER
dpa8d1na
-- 1 0 --

NO
Ved pulsert dreining, synkroniseres denne automatisk med sveisestrømmen, slik at
sveiseverktøyet står stille ved toppstrøm og dreier ved bakgrunnsstrøm.
S Forsinkelsestiden blir like lang (minst 5 sekunder) som eventuell
rampe--opp--tid for sveisestrømmen.
Hvis innstilt rampe--opp--tid er kortere enn 5 sekunder, kan AVC--enheten
begynne å regulere etter avsluttet rampe, men bare ved å øke buespenningen
(buelengden).
3 START OG STOPP
3.1 Start
Start av sveising gjøres med START--knappen .
Det er ikke mulig å starte et sveiseprogram hvis man har angitt en annen
verktøyskode enn den som finnes i det aktuelle programmet.
3.2 Stopp
En utført sveisestopp med STOPP--knappen innebærer at programmet hopper
til neste sluttsektor, uansett hvilken sektor man befinner seg i. Sveisingen avsluttes
ifølge innstillingene i sluttsektoren.
Når sveisestopp beordres med knappen DIREKTESTOPP avsluttes
sveisesekvensen umiddelbart. Gassetterstrøm skjer ifølge innstilt tid i sluttsektoren.
3.3 Gjenstart
Gjenstart av en sveising gjøres med SHIFT-- og START--knappene .
Uansett om en sveisestopp er blitt utført med STOPP--knappen
DIREKTESTOPP brukes startparametre fra nærmeste foregående startsektor.
Deretter fortsetter programmet fra det sted i programmet hvor avbrytelsen fant sted.
eller med
4 KOMME I GANG
4.1 Generelt
Noen av de faktorene som styrer sveiseprosessen er spesifikke for hvert
sveiseverktøy, f.eks. rotasjonshastigheten. Hvert sveiseprogram må derfor være
koblet til en verktøyskode som programmet er skrevet for.
4.2 Hvordan oppgive verktøykode
S Drei nettbryteren på sveisestrømkilden til stilling 1.
dpa8d1na
-- 1 1 --

Trykkd
ydeye
d
e
VERKTØYPASSERIKKEMEDPRO
G
nærværend
e
NO
S Følgende tegnvindu vises:
VELG TILKOB VERKTØY:
PRB "
PRH
PRD
POC 12--60 mm
TIG HÅNDBRENNER
A25
NESTE
ENTER
PRBEksempel: Du har koblet PRB 33--90
S Flytt markeringen til linjen PRB med den myke knappen neste,velgriktig
verktøy og trykk enter.
Et vindu med tilgjengelige verktøystørrelser vises.
S Flytt markeringen med den myke knappen neste til størrelsen på verktøyet du
har koblet til (i dette tilfellet 33--90 mm) og t rykk enter.
VELG TILKOB VERKTØY:
PRB " 8--17 mm
PRH 17-- 49 mm
PRD 33-- 90 mm
POC 12-- 60 mm 60--170 mm
TIG HÅNDBRENNER
A25
NESTE
SLUTT ENTER
Resultat: Den nye verktøykoden er godkjent og følgende tekst vises:
TILKOBLET VERKTØY: PRB 33--90 mm.
OBS! Hvis det allerede finnes et program med en annen verktøyskode lagret i
arbeidsområdet, skal dette slettes. Hvis det er ønskelig å beholde det gamle
programmet, kan det lagres i biblioteket ved å trykke knappen MEM .
Følgende opplysninger vises i tegnvinduet:
S
knappen slett
nærværen
program.
dpa8d1na
en myke
ADVARSEL!
PROGRAM NR 1
PROGRAM LAGET FOR: PRB 17-- 49 mm
TILKOB VERKTØY: PRB 33-- 90 mm
.
-- 1 2 --
SLETT
PROG.

NO
Resultat: Den nye verktøykoden er godkjent og følgende tekst vises: TILKOBLET
VERKTØY: PRB 33--90 mm.
Hvis det ikke står et tall etter PROGRAM NR.: _ er ikke noe sveiseprogram hentet
fram fra biblioteket.
OBS! Ved endring av sveisedata i arbeidsarealet er ikke sveiseprogrammet i
samsvar med programmet som er hentet fram fra biblioteket. Hvis du vil lagre
endringene, skal du lagre dem som et nytt sveiseprogram i biblioteket.
4.3 Angi egendefinert verktøyskode
For å angi egendefinert verktøyskode kan det være nødvendig å ber egne noe av
følgende parameterfaktorer:
ROT ASJONSLENGDE, eksempel A, se side 15.
SKALERINGSFAKTOR ROTASJON eksempel B se side 15.
SKALERINGSFAKTOR TRÅDMATING eksempel E se side 16.
OBS! De verdiene som er angitt under egendefinerte verktøyskoder vil oppbevares,
selv om det velges en annen verktøyskode.
Forhåndsinnstilte verdier
Parameterfaktor PRD A25 PRB, PRC
Rotasjonslengde 55350 55350 55350
Skaleringsfaktor rotasjon 846024 960000 678000
Frekvensdeler nej ja nej
Skaleringsfaktor trådmating 120700 230826 230826
S Vri nettspenningsbryteren på sveisestrømkilden til stilling 1.
Eksempel A: PRD 160
Følgende tegnvindu vises:
VELG TILKOB VERKTØY:
PRB
PRH
PRD "
POC 12--60 mm
TIG HÅNDBRENNER
A25
NESTE
ENTER
S Flytt markeringen til linjen PRD med programknappen neste og trykk enter.
dpa8d1na
-- 1 3 --

yyknappense
t
yyknappenentert
o
y
y
knappenente
r
NO
Følgende tegnvindu vises:
S Trykk den myke
.
Følgende tegnvindu vises:
S Trykk den myke
ganger.
VELG TILKOB VERKTØY:
PRB
PRH
PRD " KUNDETILLPASSET
POC 60--170 mm
TIG HÅNDBRENNER
A25
INN-STILL
INSTILL PARAMETRE
FORHÅNINSTILT PRD A 25 PRB
ROTASJONSLENGDE 55350
SKALAFAKTOR. ROT. 678000
#
SLUTT ENTER
NESTE SLUTT ENTER
Resultat: PRD blir markert.
S Tast inn rotasjonslengde og skaleringsfaktor. Se riktige verdier i bruksanvisnin -
gen 0440 100 xxx for PRD 160.
S Trykk den myke knappen slut t .
Følgende tegnvindu vises:
S Trykk den myke
VELG TILKOB VERKTØY
.
PRB
PRH
PRD " KUNDETILLPASSET
POC 60--170 mm
TIG HÅNDBRENNER
A25
INN-STILL
SLUTT ENTER
Resultat: Den nye verktøyskoden er godtatt og fø lgende tekst vises: TILKOBLET
VERKTØY: PRD.
OBS! Hvis det allerede finnes et program med en annen verktøyskode lagret i
arbeidsområdet, må dette slettes. (Hvis det er ønskelig å beholde det gamle
programmet, kan det lagres i biblioteket ved å trykke knappen MEM
dpa8d1na
-- 1 4 --
.)

Trykkd
Trykkdenmyk
e
V
g
j
VERKTØYPASSERIKKEMEDPRO
G
gjeldendeprogra
m
p-terfaktorSKAL
E
NO
Følgende informasjon vises i tegnvinduet :
S
knappen slette
en myke
eldendeprogram.
ADVARSEL!
ERKTØYPASSER IKKE MED PROG.
.
PROGRAM NR 1
PROGRAM LAGET FOR: PRB 17-- 49 mm
TILKOB VERKTØY: PRD
.
SLETT
PROG.
Resultat: Den nye verktøyskoden er godtatt og i tegnvinduet vises: TILKOBLET
VERKTØY: PRD.
Beregning og innstillin g av
rotasjonslengde
ROTASJONSLENGDE = angi antall pulser / omdreininger (fra brytningspunkt 0.000
til 1.000).
Beregning og innstillin g av
skaleringsfaktor
Eksempel B: PRH 6--40, rotasjon.
S Maks. runddrivningshastighet (V) = 2.778 rpm
S Mekanisk utveksling av drivenhet (N) = 2140:1
S Pulsgiversignaler per omdreining av motoraksel (P) =15
S Verdi for maks. instillingsbar rotasjon (M) = 1000.
S Tiden mellom nærliggende pulser fra motorens pulsgiver angitt i mikrosekunder
ved ønsket maksimumshastighet (opplysningene hentes fra drivenhetens
spesifikasjon).
(T)= 60s
x 1 000 000
VxNxP
S En konstant (K) må angis slik at K/T = maks. innstillbar verdi i tegnvinduet (M). K
= T x M = 672843
SKALERINGSFAKTOR = 672843
S Tast frem til følgende tegnvindu, se eksempel A på side 15.
S Gå ned til parame-
INSTILL PARAMETRE
RINGSFAKTOR
ROT ASJON med
programknappen
neste.
FORHÅNINSTILT PRD A 25 PRB
ROTASJONSLENGDE 55350
SKALAFAKTOR ROT. 672843
#
NESTE SLUTT ENTER
S Trykk den myke knappen enter.
S Tast inn verdien for skaleringsfaktoren 672843 med talltastene.
-- 1 5 --
dpa8d1na

ALAFA
NO
S Trykk den myke knappen enter.
Resultat: Skaleringsfaktor for rotasjon innstilt.
Frekvensdeler
I denne ruten finnes det to valg med eller uten 8 ggr. deling, det vil si at hver åttende
puls regnes som én puls. Dette for å kunne klare pulsgivere med høy pulsfrekvens
(maks. 2000 Hz).
INSTILL PARAMETRE
SK
PENDLING--pulser/mm 84
FREKVENSOPDERLER
SKALAFAKTOR TRÅD. 230826
SKALAFAKTOR PENDEL 119048
NESTE SLUTT ENTER
KTOR SPENN. 30
Beregning og innstilling av skaleringsfaktor for trådmating
Eksempel E: Trådmaterverk MEI 21
S Maks hastighet, trådmating (V) = 2500 mm/min
S Girkassens utveksling (N) = 159:1
S Utveksling av materullenes effektive omkrets (O) ≈ (29.2 x π )mm
S Pulsgiversignaler per omdreining av motoraksel (P) =15
S Verdi for maks. innstillingsbar hastighet, trådmating x 10 (M) = 25.0 x 10 = 250.
S Motoromdreiningshastighet som tilsvarer maksimumshastighet (R) = (V /O) x N
rpm
S Tiden mellom nærliggende pulser fra motorens pulsgiver angitt i mikrosekunder
ved ønsket maksimumshastighet (opplysningene hentes fra motorenhetens
spesifikasjon).
(T)= 60s
x 1 000 000
=60xO
x 1 000 000
RxP VxNxP
S En konstant (K) må angis slik at K/T = ma ks. innstillbar verdi i tegnvinduet, K =T
x M = 230 779
SKALERINGSFFAKTOR TRÅDMATING = 230 779
Tast inn verdiene for SKALERINGSFAKTOR TRÅDMATING på samme måte som
eksempel eksempel B på side 15.
4.4 Hvordan man endrer språk
Teksten som vises i innstillingsboksen finnes på følgende fire spr å k:
S Engelsk, italiensk, finsk og norsk
Følgende språkgrupper kan bestilles som tilbehør (se bruksanvisning for
vedkommende sveisestrømkilde).
dpa8d1na
-- 1 6 --

Trykkd
Trykkdenmyk
e
ppg
g
Trykkd
ydeye
ppg
Avslut
tvedåtryk
kesuttedåty
e
ypp
NO
S Engelsk, tysk, fransk, svensk
S Engelsk, italiensk, finsk, norsk
Ved levering, og ved en eventuell nullstilling, blir teksten på engelsk.
Valg av språk
S Trykk knappen TILLEGG for å komme inn i tilleg g sfu n ksjonene. Følgende
tekstvindu vises:
S
knappen language
en myke
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT-WARE
UPGR.
SOFT--
WARE
KEY
S Trykk den myke knappen next language og gå trinnvis frem til ønsket språk.
S
knappen change
language.
en myke
CHOSEN LANGUAGE: ENGLISH
AVAILABLE LANGUAGES
ENGLISH NORSK
ITALIANO
SUOMI
NEXT
LANG
CHANGE
LANG
QUIT
Resultat: Samtlige tekster blir på det nye språket (i dette tilfellet norsk).
S
den myke knappen
slutt.
ENGLISH NORSK
ITALIANO
SUOMI
VALGT SPRÅK: NORSK
TILGJENGELIG SPRÅK
NESTE
SPRÅK
SKIFT
SPRÅK
SLUTT
S Trykk knappen TILLEGG for å gå tilbake til arbeidsområdet.
dpa8d1na
-- 1 7 --

NO
5 PROGRAMREDIGERING
5.1 Hvordan skrive inn en parameterverdi
S Pass på at riktig parametergruppe vises i tegnvinduet ved å trykke en av de fem
parameterknappene.
S Skriv en verdi i tallruten.
S Trykk vedkommende parameters myke knapp.
Merk at parametrene alltid arver verdien fra foregående sektor hvis ikke det tastes
innennyverdi.
5.2 Hvordan øke eller minske en parameterverdi
For å øke eller minske en verdi må det vises i tallruten.
S Marker aktuell parameter med en av de myke knappene. Innstilt verdi for
parameteren vises i tallruten.
S Trykk knappen PLUSS eller MINUS .
5.3 Hvordan lage en ny sektor
En ny sektor lages når det tastes inn et nytt brytningspunkt i en aktuell sektor.
S Tast inn en verdi for den nye sektorens brytningspunkt.
S Trykk knappen SEKTOR .
Med dette lages det en ny sektor som i prinsipp er en kopi av den opprinnelige
sektoren, men med et annet brytningspunkt og sektornummer. Den nye sektoren
plasseres automatisk på riktig sted i programmet, noe som bestemmes av
brytningspunktets verdi.
Hvordan lage en ny sektor under sveising
En ny sektor kan lages under sveising ved å:
S Taste inn en verdi med talltastene i en av følgende parametergrupper
S Trykk noen av de myke knappene.
En ny sektor dannes automatisk.
dpa8d1na
-- 1 8 --

NO
5.4 Hvordan endre brytningspunktet for en sektor
For å kunne endre brytningspunktet for en sektor må man først forsikre seg om at
vedkommende brytningsverdi vises i tallruten.
S Trykk knappen SEKTOR .
Brytningspunktet vises nå i tallruten.
S Tast inn verdien for det nye brytningspunktet.
S Trykk knappen SEKTOR
eller
S endre verdien med knappen PLUSS
eller MINUS knappen.
5.5 Hvordan lage en transportsektor
En transportsektor må lages når man vil dreie sveiseverktøyet uten å sveise i en
sektor. Sektor 1 kan ikke være en transportsektor, men bare brukes som forskjøvet
start.
Transportsektor
S Tast inn en verdi med tallknappene for den nye sektorens brytningspunkt.
S Trykk knappen SEKTOR .
S Angi SVEISESTRØM (pulsstrømmen) til 0.
OBS! Hvis dette er en arvet verdi for sveisestrømmen, vil etterfø lgende sektors verdi
for sveisestrøm også være 0. Ikke glem å endre dem til r iktig verdi.
Alle andre parameterverdier kan være som de er.
Forskjøvet start
Endre brytningspunktet for sektor 1 for forskjøvet start ved å:
S Trykke TRINN til man kommer til sektor 1.
S Trykk knappen SEKTOR .
S Tast inn brytningspunktet til f.eks. 0,100 med talltastene, i stedet for 0,000.
S Trykk knappen SEKTOR igjen.
dpa8d1na
-- 1 9 --

NO
5.6 Hvordan finne en utgangsinnstilling
Ved bruk av rørsveiseverktøyene PRH og POC kan det av og til være nødvendig å
gå tilbake til utgangsinnstillingen, f.eks. ved en sveisestans.
S Drei verktøyet manuelt til det befinner seg innenfor en tiendedels omdreining til
venstre eller høyre for utgangsinnstillingen. Se vider under manuell modus på
side 39.
S Trykk knappen START .
Etter dette dreier verktøyet automatisk til utgangsstilling og en sveisesekvens star ter.
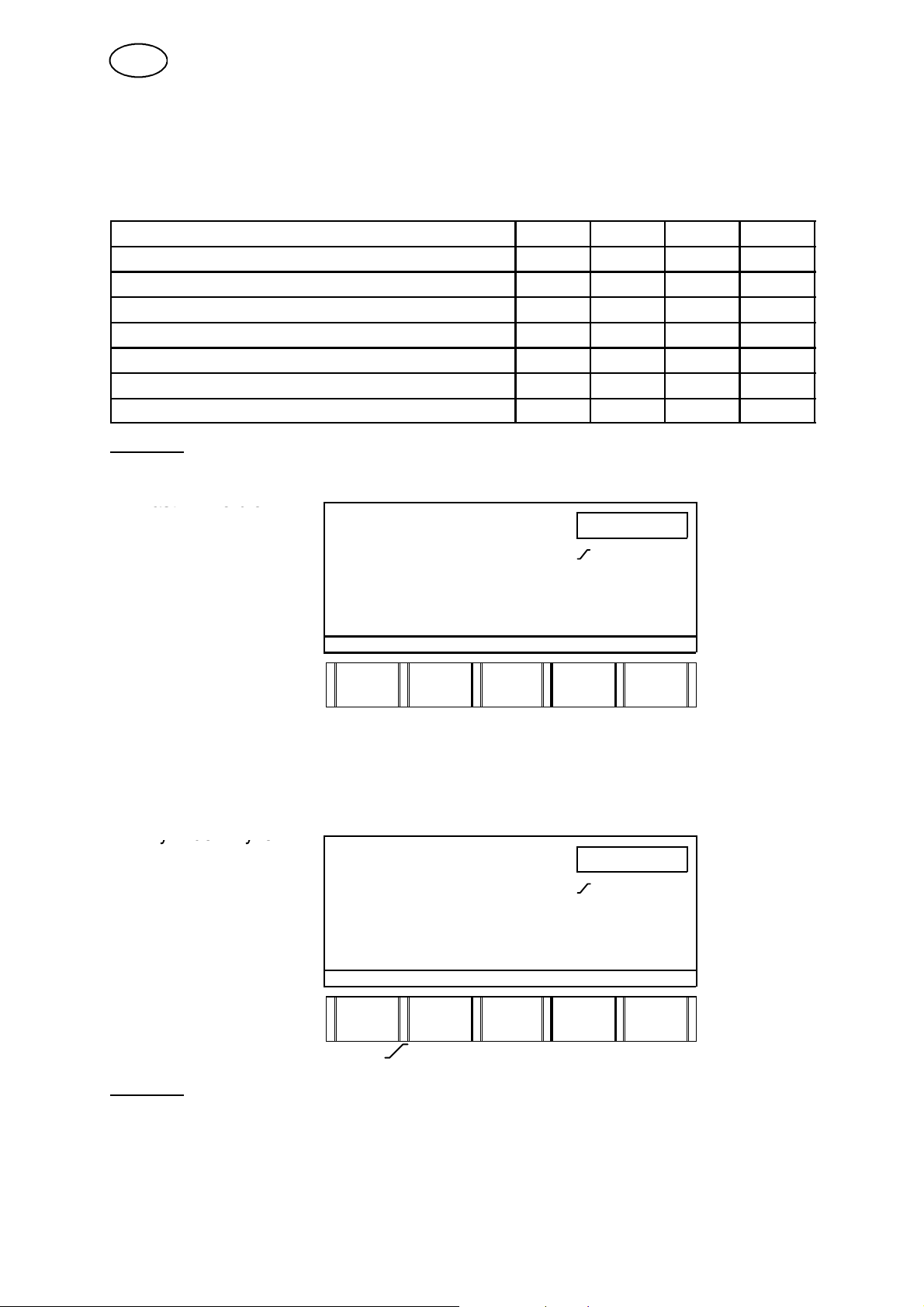
5.7 Hvordan skrive inn en rampe
En tids-- eller sektorrampe kan angis for én av følgende parametergrupper:
Sveisestrøm Rotasjonshastighet
Trådmatehastighet
Tidsrampe
S Trykk den aktuelle knappen for parametergruppen.
S Marker aktuell parameter med én av de myke knappene.
S Tast inn ønsket verdi for rampetiden.
S Trykk knappen RAMPE
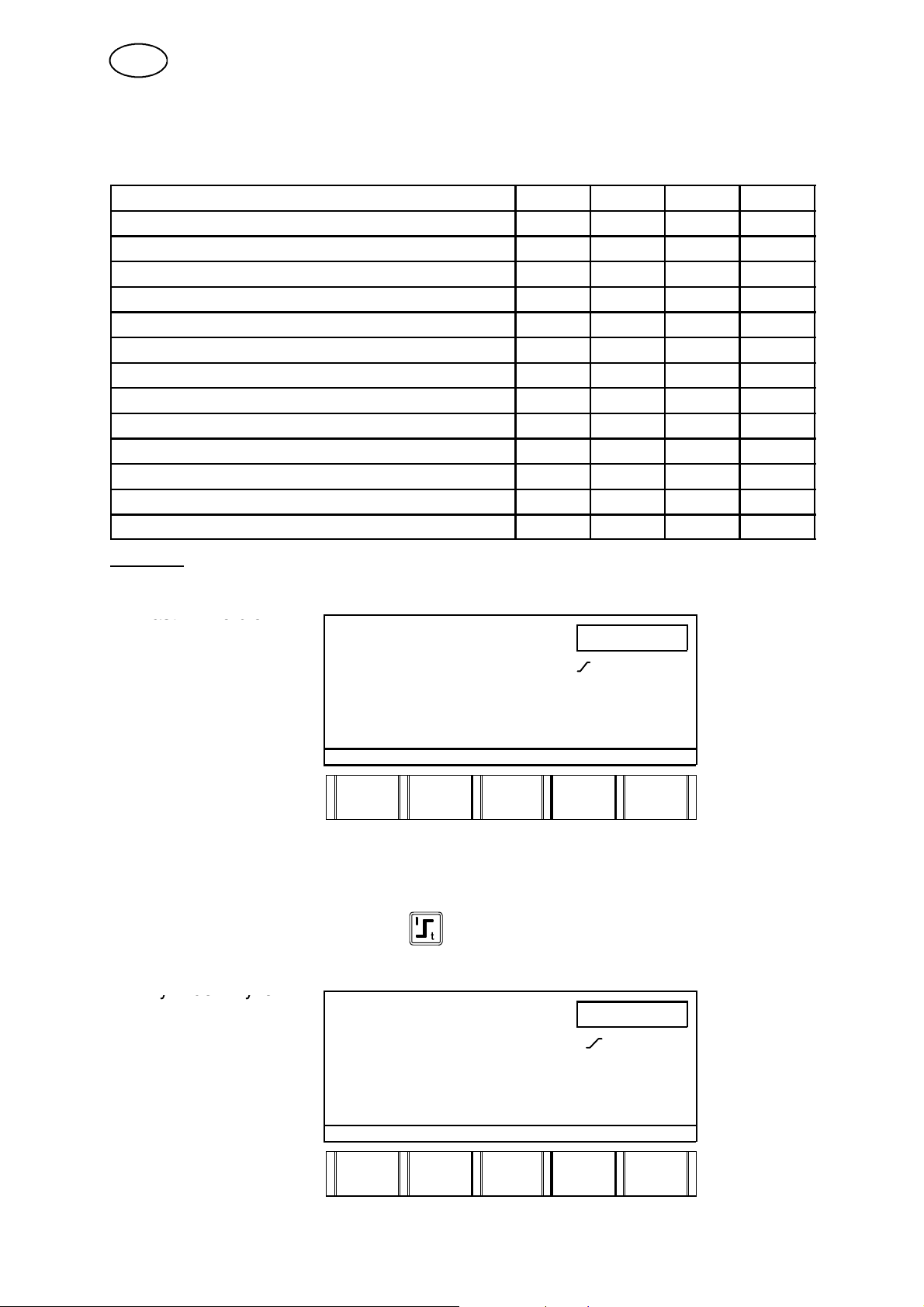
Sektorrampe
For å lage en sektorrampe er det ikke nødvendig å angi noen tidsverdi. En
sektorrampe går alltid fra ett brytningspunkt til det neste.
MERK! I parametergruppen for sveisestrøm er det ikke mulig å angi en sektorrampe
i en startsektor når man har forvarming.
S Trykk den aktuelle knappen for parametergruppen.
S Marker aktuell parameter med en av de myke knappene.
.
S Trykk samtidig knappene SHIFT
Hva er en rampe?
En rampe er en lineær forandring mellom to parameterverdier, basert på tid eller
sted (brytningspunkt).
En rampe basert på tid kalles tidsrampe og er aktivert for en viss tid.
En rampe basert på sted kalles sektorrampe og er aktiv mellom to avgrensede
brytningspunkter.
dpa8d1na
og RAMPE for å få en sektorrampe.
-- 2 0 --

NO
5.8 Hvordan man går fremover i et program
Gå frem til neste parametergruppe
Med TRINN --knappen kan man gå trinnvis gjennom et sveiseprogram. I de
enkelte trinn vises bare de parametergruppene som har fått en verdi i programmet.
Når man går gjennom sluttsektoren, hopper man automatisk til verktøykoden.
Flytte mellom sektorer
Man kan hoppe mellom programmets sektorer ved å skrive inn et sektornummer i
tegnvinduets tallrute og deretter trykke SEKTOR--knappen . Ved hopp til ny
sektor kommer man alltid i samme parametergruppe som man forlater.
5.9 Hvordan slette i et program
Slette en parameterverdi
En parameterverdi kan slettes hvis den ikke ha blitt lånt fra foregående sektor.
Verdien må vises i tallruten for å kunne slettes.
S Trykk knappen SLETT . I tallruten vises DEL?
S Trykk parameterens myke knapp for å bekrefte slettingen.
Slette en sektor
Man kan bare slette sektoren man befinner seg i. Dette kan gjøres på to måter:
Alternativ 1
S Trykk knappen SLETT og deretter knappen SEKTOR .
Alternativ 2
S Trykk knappen SEKTOR . Sektorens brytningspunkt vises i sifferruten.
S Trykk knappen SLETT . I tallruten vises DEL?
S Trykk knappen SEKTOR for å bekrefte slettingen.
Slett innholdet i arbeidsområdet
Arbeidsområdet inneholder alltid sist brukte sveiseprogram. Av og til kan det være
nødvendig å rense arbeidsområdet fullstendig, f.eks. for å kunne skifte verktøykode.
Slett aktuelt program i arbeidsområdet ved å:
S Trykke knappen SLETT og deretter knappen MINNE .
dpa8d1na
-- 2 1 --

NO
5.10 Hvordan endre sveisedata under sveising
For å endre sveisedata under sveising må det vises en verdi i tallruten.
S Merk aktuelt parameter med en av de myke knappene. Innstilt verdi for
parameteret vises i tallruten.
S Tast inn den nye verdien med talltastene eller øke/minske verdien med
knappene PLUSS / MINUS -- knappene.
MERK! Endres en verdi i arbeidsområdet, overskrives den gamle verdien og bare
den nye gjelder. Hvis det er en arvet verdi, endres verdien i etterfølgende sektor.
5.11 Hvordan nullstille innstillingsboksen
Hvis innstillingsboksen låser seg, d.v.s. ikke reagerer på tastetrykk, må
innstillingsboksen nullstilles på følgende måte:
S Drei nettspenningsbryteren på sveisestrømkilden til stilling 0.
S Hold den midterste av de fem myke knappene på innstillingsboksen trykket og
drei nettbryteren t il stilling 1.
dpa8d1na
-- 2 2 --

Trykkd
ydeye
NO
6 PROGRAMMERINGSEKSEMPEL
6.1 Eksempel 1a
Det første eksemplet er et enkelt sveiseprogram som består av to sektorer, hvor
sektor 2 er sluttsektor. Programmet inneholder fire parametre: sveisestrøm,
rotasjon, sveisegassforstrømning og sveisegassetterstrømning.
Sektor 1 Sektor 2
Brytningspunkt 0,000 0,010
Sveisestrøm (kontinuerlig) (A) 160 0
Rotasjon (kontinuerlig) (‰) 250 250
Gassforstrømning (sveisegass) (s) 5
Gassetterstrømning(sveisegass) (s) 7
Sektor 1
Brytningspunkt
Sektor 1 tildeles automatisk brytningspunkt 0,000 hvis ikke annet er angitt.
Sveisestrøm
Pulsstrøm= 160 A
S Trykk knappen SVEISESTRØM
. Bildet for innstilling av sveisestrøm vises i
tegnvinduet.
S Tast inn verdien 160 med tallknappene.
S
knappen kontinuerlig puls--strøm
en myke
SEKTOR 1(1) 0.000
PULSSTRØM A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
KONT/
PULS
STRØM
BAKGR.
STRØM
Resultat: PULSSTRØM = 160 A i sektor 1.
PULS
TID
160
BAKGR
TID
dpa8d1nb
-- 2 3 --

Trykkd
Trykkdenmyk
e
Trykkd
ydeye
NO
Rotasjonshastighet
Kontinuerlig rotasjon fremover = 250 ‰ av maks. rotasjonshastighet.
S Trykk knappen ROTASJONSHASTIGHET .
S Tast inn verdien 250 med tallknappene.
S
knappen rota--sjon
forover.
en myke
SEKTOR 1(1) 0.000
ROTASJON FOROVER
ROTASJON BAKOVER
PULS ROT FOROVER
PULS ROT BAKOVER
250
ROTA-SJON
FOROV.
ROTA-SJON
BAKOV.
PULS
ROT.
FOROV.
PULS
ROT.
BAKOV.
Resultat: ROTASJON FOROVER = 250 i sektor 1
Gass
Gassforstrømning sveisegass = 5sisektor1.
S Trykk knappen GASS .
S Tast inn verdien 5 med tallknappene.
(Gassforstrømningen har en forhåndsinnstilt verdi (2 s) som gjelder hvis ikke
annen verdi tastes inn, som vist i tegnvinduet ved start.)
S
knappen
sveisegass.
en myke
SEKTOR 1(1) 0.000
SVEISEGASS s
ROTGASS s
STARTGASS s
SVEISE
GASS
ROT
GASS
START-GASS
5
Resultat: SVEISEGASS = 5 s i sektor 1.
dpa8d1nb
-- 2 4 --

TrykkTrykk
Trykkd
ydeye
NO
Sektor 2
Brytningspunkt
S Tast inn verdi for det nye brytningspunktet 0,010 med talltastene.
S
SEKTOR--knappen.
SEKTOR 1(1) 0.000
1 SVEISEGASS 5 s
ROTGASS s
STARTGASS s
1.010
SVEISE
GASS
ROT
GASS
START
GASS
Resultat: Sektor 2 av totalt 2 sektorer
Sveisestrøm
Pulsstrøm= 0A
Siden sektor 2 er sluttsektor skal sveisestrømmen tildeles verdien 0 ampere. Merk at
parametret (pulsstrøm) får tildelt verdien 160 siden det er arvet fra foregående
sektor.
S Trykk knappen SVEISESTRØM .
S Tast inn verdien 0 med tallknappene.
S
knappen kontinuerlig puls--strøm.
en myke
SEKTOR 2(2) 1.010
1 PULSSTRØM 160 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
0
KONT/
PULS
STRØM
BAKGR.
STRØM
PULS
TID
BAKGR
TID
Resultat: PULSSTRØM = 0 A i sektor 2 (sluttsektor)
Rotasjonshastighet
Da dette er programmets siste sektor og sveisestrømmen = 0 A, tolkes dette som
sluttsektor, uansett rotasjonsverdi. Vi kan derfor beholde (den lånte) verdien for
rotasjon fra foregående sektor.
S Trykk knappen ROTASJONSHASTIGHET for å se verdien.
dpa8d1nb
-- 2 5 --

Trykkd
ydeye
NO
SEKTOR 2(2) 1.010
1 ROTASJON FOROVER 250
ROTASJON BAKOVER
PULS ROT FOROVER
PULS ROT BAKOVER
ROTA-SJON
FOROV.
ROTA-SJON
BAKOV.
PULS
ROT.
FOROV.
PULS
ROT.
BAKOV.
Resultat: ROTASJON FOROVER = 250 i sektor 2 (lånt verdi)
Gass
Gassetterstrømning sveisegass = 7s.
S Trykk knappen GASS .
S Tast inn verdien 7 med tallknappene. (Gassetterstrømningen har en
forhåndsinnstilt verdi (4 s) som gjelder hvis det ikke tastes inn en annen verdi,
som vist i tegnvinduet ved start.)
S
knappen sveisegass.
en myke
SEKTOR 2(2) 1.010
1 SVEISEGASS 5 s
ROTGASS s
STARTGASS s
SVEISE
GASS
ROT
GASS
START
GASS
7
Resultat: SVEISEGASS = 7 s i sektor 2.
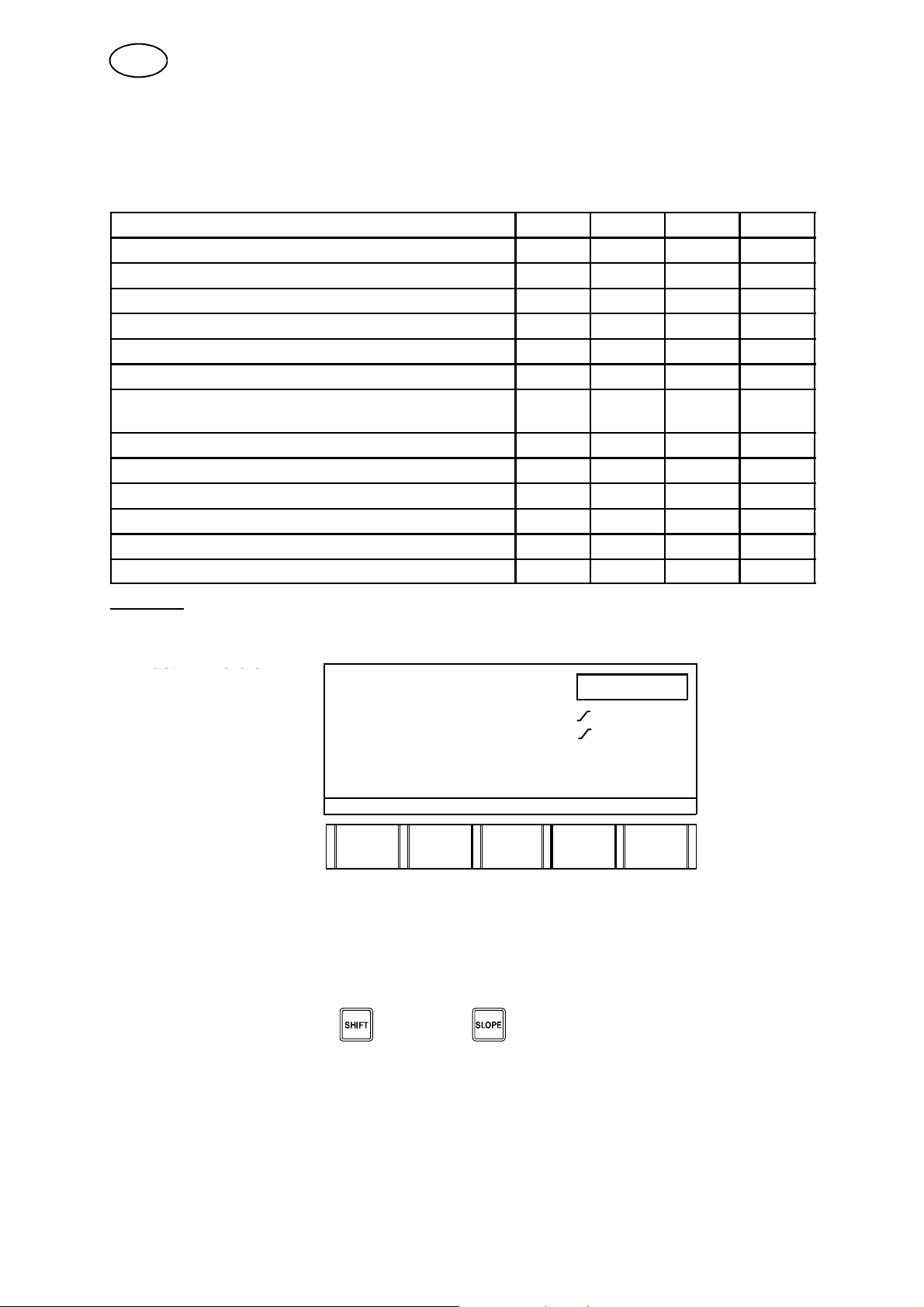
6.2 Eksempel 1b
Vi bygger på foregående program ved å legge til en rampe opp og en rampe ned til
sveisestrømmen. Videre øker vi programmet med ytterligere én sektor,som
plasseres mellom de eksisterende sektorene.
Sektor 1 Sektor 2 Sektor 3
Brytningspunkt 0.000 0.500 1.010
Sveisestrøm (kontinuerlig) (A) 160 145 0
Rampe opp (s) 2 -- -Rampe ned (s) -- -- 4
Rotasjon, kontinuerlig (‰) 250 250 250
Gassforstrømning (sveisegass) (s) 5 -- -Gassetterstrømning (sveisegass)(s) -- -- 7
dpa8d1nb
-- 2 6 --

TrykkTrykk
Tast
i
d
ien2.asted
e
S
TrykkRAMP
E
Tast
i
d
ien0,5astede0,
5
S
Trykk
NO
Sektor 1
Gå tilbake til sektor 1
S Tast inn verdien 1 med tallknappene
S
SEKTOR-knappen.
SEKTOR 2(2) 1.010
2 SVEISEGASS 7 s
ROTGASS s
STARTGASS s
1
SVEISE
GASS
ROT
GASS
START-GASS
Resultat: Tilbake til sektor 1 med brytningspunkt 0,000.
Rampe
Rampe opp = 2sfor pulsstrøm i sektor 1
Når det skal legges til en rampefunksjon, må fø rst riktig parameterbilde vises i
tegnvinduet.
S Trykk knappen SVEISESTRØM .
S Trykk den myke knappen kontinuerlig pulsstrøm.
S
S Trykk RAMPE--
nn ver
knappen (SLOPE).
SEKTOR 1(2) 0.000
1 PULSSTRØM 160 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
2
BAKGR
TID
Resultat: PULSSTRØM = 160 A, 2,0 s i sektor 1.
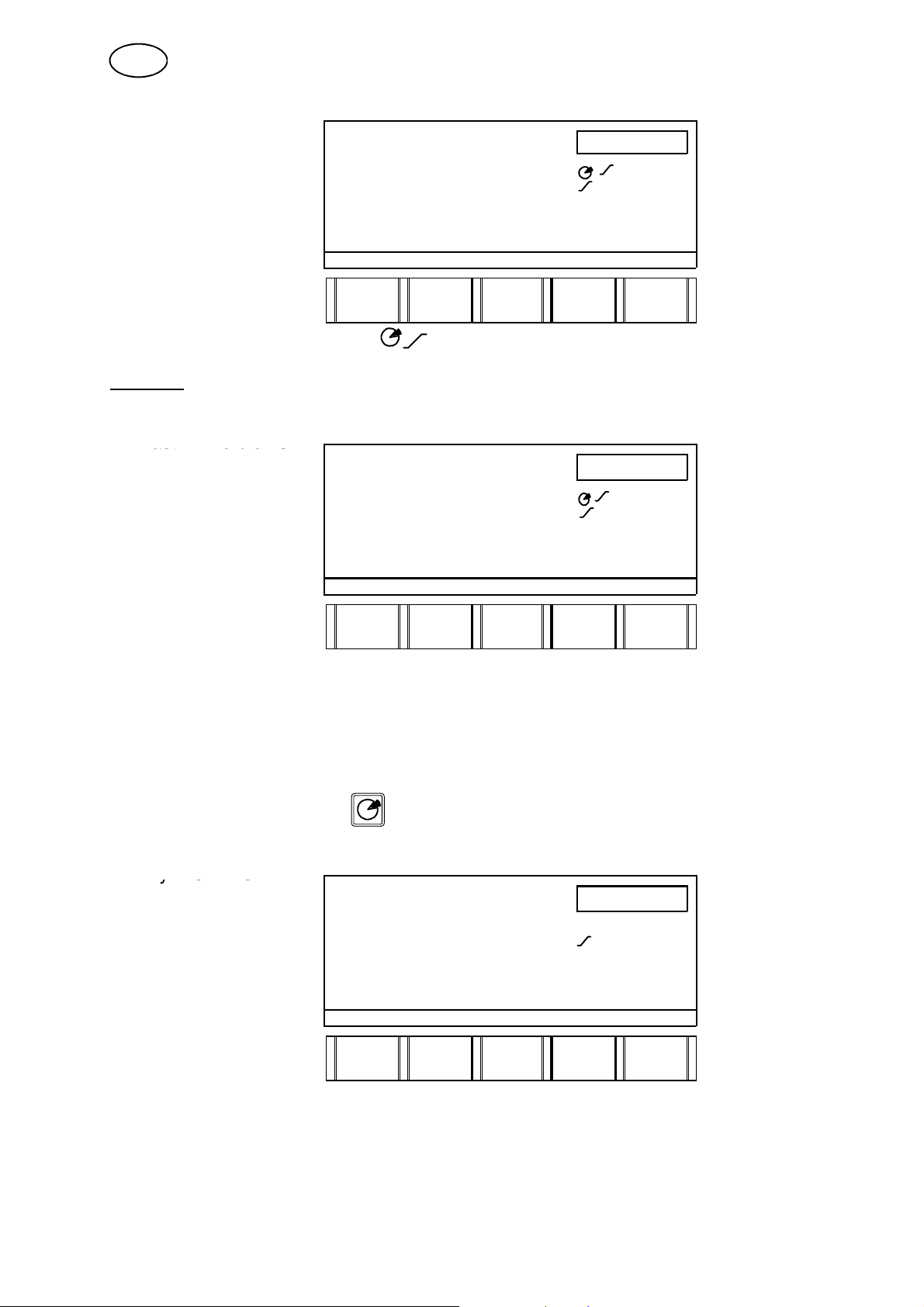
Sektor
2
Nytt brytningspunkt = 0,500
Vi skal nå legge til en sektor i programmet. Den nye sektoren skal ha
brytningspunktet 0,500 og kommer automatisk til å bli plassert mellom de
eksisterende to sektorene.
S
S Trykk
nn ver
SEKTOR--knappen.
SEKTOR 1(2) 0.000
1 PULSSTRØM 160 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
0.5
BAKGR
TID
2.0 s
Resultat: Brytningspunkt 0,500 ligger som sektor 2 (lånt verdi).
dpa8d1nb
-- 2 7 --

Trykkd
Trykkdenmyk
e
Tast
i
d
ien3astede
3
Tast
i
d
ien4.asted
e
S
TrykkRAMP
E
NO
Sveisestrøm
Pulsstrøm = 145 A
S Trykk knappen SVEISESTRØM .
S Tast inn verdien 145 med tallknappene.
S
knappen kontinuerlig puls--strøm.
en myke
SEKTOR 2(3) 0.500
1 PULSSTRØM 160 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
145
2.0 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
Resultat: PULSSTRØM = 145 A i sektor 2.
Sektor 3
Gå til sektor 3
S
S Trykk
nn ver
med talltastene.
SEKTOR--knappen.
SEKTOR 2(3) 0.500
2 PULSSTRØM 145 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
3
BAKGR
TID
Resultat: Flyttet frem til sektor 3 med brytningspunkt 1,010.
Rampe
Rampe ned = 4sfor pulsstrøm i sektor 3
S Trykk den myke knappen kontinuerlig pulsstrøm.
S
S Trykk RAMPE--
nn ver
knappen
(SLOPE).
SEKTOR 3(3) 1.010
3 PULSSTRØM 0 A
BAKGR STRØM A
PULSTID s
BAKGR TID s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
4
BAKGR
TID
Resultat: PULSSTRØM = 0 A, 4.0 s i sektor 3 (sluttsektor).
dpa8d1nb
-- 2 8 --
Tast
i
d
ien1astede
Trykkd
ydeye
NO
6.3 Eksempel 1c
Vi utvider foregående program ved å endre sveisestrømmen i sektor 1 fra 200 A til
180 A. Videre utvider vi programmet med ytterligere én sektor som automatisk vil bli
plassert mellom sektor 1 og 2.
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Brytningspunkt 0,000 0,250 0,500 0,010
Sveisestrøm (kontinuerlig) (A) 155 150 145 0
Rampe opp (s) 2 -- -- -Rampe ned (s) -- 4 -- 4
Rotasjon, kontinuerlig( %o) 250 250 250 250
Gassforstrømning (sveisegass) (s) 5 -- -- -Gassetterstrømning (sveisegass) (s) -- -- -- 7
Sektor 1
Gå tilbake til sektor 1
S
nn ver
med tallknappene.
SEKTOR 3(3) 1.010
1
S Trykk
SEKTOR--knappen.
3 PULSSTRØM 0 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
Resultat: Åter til sektor 1 med brytningspunkt 0,000.
Sveisestrøm
Pulsstrøm = endres fra 160 A til 155 A.
S Tast inn verdien 155 med tallknappene.
S
knappen kontinuerlig puls--strøm.
en myke
SEKTOR 1(3) 0.000
1 PULSSTRØM 160 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
BAKGR
TID
155
4.0 s
2.0 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
Resultat: PULSSTRØM = 155 A, 2.0 s i sektor 1.
Sektor 2
Nytt brytningspunkt = 0,250
Vi skal nå legge til en sektor i programmet. Den nye sektoren skal ha
brytningspunktet 0,250 og kommer automatisk til å bli plassert mellom de
eksisterende to sektorene 1 og 2.
dpa8d1nb
-- 2 9 --

Tast
i
d
ienTastinnverdie
n
Trykkd
ydeye
Tast
i
d
ien4astede
NO
S
S Trykk
nn ver
0,25.
SEKTOR--knappen.
SEKTOR 1(3) 0.000
1 PULSSTRØM 155A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
0.25
BAKGR
TID
2.0 s
Resultat: SEKTOR 0,250 ligger som sektor 2 i programmet med lånte verdier fra
sektor 1.
Sveisestrøm
Pulsstrøm = 150 A.
S Tast inn verdien 150 med tallknappene.
S
knappen kontinuerlig puls--strøm.
en myke
SEKTOR 2(4) 0.250
1 PULSSTRØM 155 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
150
2.0 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
Resultat: PULSSTRØM = 150 A i sektor 2.
Rampe
Rampe ned = 4 s for pulsstrøm i sektor 2.
S Trykk den myke knappen kontinuerlig pulsstrøm.
S
S Trykk RAMPE--
nn ver
med tallknappene.
knappen
(SLOPE).
SEKTOR 2(4) 0.250
2 PULSSTRØM 155 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
Resultat: PULSSTRØM = 155 A, 4.0 s i sektor 2.
BAKGR
TID
4
BAKGR
TID
dpa8d1nb
-- 3 0 --
Tast
i
d
ien1astede
Trykkd
ydeye
NO
6.4 Eksempel 1d
Vi utvider programmet ytterligere med noen nye sveiseparametre.
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Brytningspunkt 0,000 0,250 0,500 0,010
Sveisestrøm (kontinuerlig) (A) 155 150 145 0
Sveisestrøm (Bakgrunnsstrøm) (A) 100 100 100 100
Sveisestrøm (Pulstid) (s) 0,5 0,5 0,5 0,5
Sveisestrøm (Bakgrunnstid) (s) 1,0 1,0 1,0 1,0
Rampe opp (s) 2 -- -- -Rampe ned (s) -- 3 -- 4
Forvarming (s) 2 2 2 2
Rotasjon, (kont. fremover) (‰) 250 250 250 250
Gassforstrømning (sveisegass) (s) 5 -- -- -Gassetterstrømning (sveisegass) (s) -- -- -- 7
Trådmating (kontinuerlig) (cm/min) 110 110 110 110
Pendling, (endestillingstid, venstre) (s) 1,0 1,0 1,0 1,0
Sektor 1
Gå tilbake til sektor 1
S
S Trykk
nn ver
med tall-knappene.
SEKTOR--knappen.
SEKTOR 2(4) 0.250
2 PULSSTRØM 150 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
Resultat: Åter til sektor 1 med brytningspunkt 0,000.
Sveisestrøm
Bakgrunnsstrøm = 100 A.
S Trykk knappen SVEISESTRØM
.
S Tast inn verdien 100 med tallknappene.
S
knappen bak grunnsstrøm
en myke
SEKTOR 1(4) 0.000
1 PULSSTRØM 155 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
1
BAKGR
TID
100
4.0 s
2.0 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
-- 3 1 --
dpa8d1nb

Trykkd
Trykkdenmyk
e
Trykkd
ydeye
NO
Resultat: BAKGR STRØM = 100 A. 2,0 s i sektor 1 og
PULSTID = 1,00 s og BAKGR TID = 1,00 s (forhåndsinnstilte verdier)
Pulstid = 0,5 s i stedet for 1,0
S Tast inn verdien 0,5 med tallknappene.
S
knappen puls--tid.
en myke
SEKTOR 1(4) 0.000
0,5
1 PULSSTRØM 155 A
BAKGR.STRØM 100 A
PULSTID 1,00 s
BAKGR TID 1,00 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
Resultat: PULSTID = 0 ,50 s i stedet for 1,00 s i sektor 1.
Forvarmingstid
Forvarmingstid = 2s
S Trykk knappen FORVARMINGSTID .
S Tast inn verdien 2,0 med tallknappene.
S
knappen forvarming
en myke
SEKTOR 1(4) 0.000
FORVARMNING s
2.0 s
2.0 s
2,0
FOR-VARMN.
Resultat: F ORVARMING= 2,0 i sektor 1.
Trådmatehastighet
Vi skal nå bruke en tilsetningstråd og siden vi skal sveise med kontinuerlig (ikke
pulserende) trådmating, er det bare nødvendig å stille inn parameteren for pulstråd.
Pulsstråd = 110 cm/min
S Trykk knappen TRÅDMATEHASTIGHET .
S Tast inn verdien 110 med tallknappene
dpa8d1nb
-- 3 2 --

Trykkd
Trykkdenmyk
e
Tast
i
d
ien2astede
Tast
i
d
ien3astede
3
NO
S
knappen kontinuerlig puls --trådsmating
en myke
SEKTOR 1(4) 0.000
PULS--TRÅD. cm/min
BAKGR--TRÅD. cm/min
KONT/
PULS
TRÅD
BAKGR.
TRÅD
Resultat: PULSTRÅDM. = 110 cm/min i sektor 1.
Sektor 2
Gå til sektor 2
S
S Trykk
nn ver
med tall-knappene.
SEKTOR 1(4) 0.000 2
PULS--TRÅD. 110 cm/min
BAKGR.TRÅD cm/min
SEKTOR-knappen.
110
KONT/
PULS
TRÅD.
BAKGR.
TRÅD.
Resultat: Flyttet frem til sektor 2(4) med brytningspunkt 0,250.
Rampe
Nå skal vi endre verdien på en rampe ned i sektor 2. pass på at riktig parameterbilde
vises i tegnvinduet.
Rampe ned = 3si stedet for 4 s.
S Trykk knappen SVEISESTRØM .
S Trykk den myke knappen kontinuerlig pulsstrøm.
S
S Trykk RAMPE
nn ver
med tall-knappene.
knappen. (SLOPE).
SEKTOR 2(4) 0.250
2 PULSSTRØM 150 A
1 BAKGR.STRØM 100 A
1 PULSTID 0,50 s
1 BAKGRUNNSTID 1,00 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
3
BAKGR
TID
4.0 s
2.0 s
Resultat: PULSSTRØM = 150 A 3,0 s RAMPE i sektor 2.
dpa8d1nb
-- 3 3 --
Tast
i
d
ien2astede
NO
6.5 Eksempel 1e
Vi endrer i programmet ved å flytte brytningspunktet i sektor 3 fra 0,500 til 0,750 og
én sektorrampe i sektor 2 og én i sektor 3.
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Brytningspunkt 0,000 0,250 0,750 0,010
Sveisestrøm (kontinuerlig) (A) 155 150 145 0
Sveisestrøm (Bakgrunnsstrøm) (A) 100 100 100 100
Sveisestrøm (Pulstid) (s) 0,5 0,5 0,5 0,5
Sveisestrøm (Bakgrunnstid) (s) 1,0 1,0 1,0 1,0
Rampe opp (s) 2 -- -- -Rampe ned (s) -- Sektor
rampe
Forvarming (s) 2 2 2 2
Rotasjon, (kont. fremover) (‰) 250 250 250 250
Gassforstrømning (sveisegass) (s) 5 -- -- -Gassetterstrømning (sveisegass) (s) -- -- -- 7
Trådmating (kontirnuerlig) (cm/min) 110 110 110 110
Pendl.( endestillingstid, venstre) (s) 1,0 1,0 1,0 1,0
Sektor
rampe
4
Sektor 2
Gå til sektor 2
S
S Trykk
nn ver
med tall-knappene.
SEKTOR--knappen
SEKTOR 1(4) 0.000
1 PULSSTRØM 155 A
1 BAKGR.STRØM 100 A
1 PULSTID 0.50 s
1 BAKGRUNNSTID 1.00 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
Resultat: Flyttet frem til sektor 2.
Sektorrampe
Nå skal vi legge inn en sektorrampe i sektor 2.
S Trykk den myke knappen kontinuerlig pulsstrøm.
S Trykk knappene SHIFT og RAMPE .
2
BAKGR
TID
2.0 s
2.0 s
dpa8d1nb
-- 3 4 --
Tast
i
d
ien3astede
3
TrykkSEKTO
R--ySO
NO
SEKTOR 2(4) 0.250
2 PULSSTRØM 150 A
1 BAKGR.STRØM 100 A
1 PULSTID 0.50 s
1 BAKGRUNNSTID 1.00 s
2.0 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
Resultat: PULSSTRØM = 150 A isektor2.
Sektor 3
Gå til sektor 3
S
S Trykk
nn ver
med tallknappene.
SEKTOR-- knappen
SEKTOR 2(4) 0.250
2 PULSSTRØM 150 A
1 BAKGR.STRØM 100 A
1 PULSTID 0.50 s
1 BAKGRUNNSTID 1.00 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
Resultat: Flyttet frem til sektor 3.
Brytningspunkt
Brytningspunkt = 0,750 i stedet for 0,500.
BAKGR
TID
3
BAKGR
TID
2.0 s
Endring av brytningspunktet gjøres på følgende måte:
S Trykk knappen SEKTOR I tallruten står det nå 0,500.
S Tast inn verdien 0,75 med tallknappene
S
knappen igjen
SEKTOR 3(4) 0.500
3 PULSSTRØM 145 A
1 BAKGR.STRØM 100 A
1 PULSTID 0.50 s
1 BAKGRUNNSTID 1.00 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
0.75
BAKGR
TID
2.0 s
Resultat: Nytt brytningspunkt = 0,750 i sektor 3.
dpa8d1nb
-- 3 5 --

NO
Sektorrampe
Nå skal vi legge inn en sektorrampe i sektor 3.
S Trykk den myke knappen kontinuerlig pulsstrøm.
S Trykk knappene SHIFT og RAMPE .
SEKTOR 3(4) 0.750
3 PULSSTRØM 145 A
1 BAKGR.STRØM 100 A
1 PULSTID 0.50 s
1 BAKGRUNNSTID 1.00 s
2.0 s
KONT/
PULS
STRØM
BAKGR
STRØM
Resultat: PULSSTRØM = 145 A .
PULS
TID
BAKGR
TID
dpa8d1nb
-- 3 6 --

Trykkd
ydeye
Trykkd
ydeye
NO
7 BIBLIOTEKET
I biblioteket lagres forskjellige sveiseprogrammer som er laget i arbeidsområdet.
Man kan lagre på 250 plasser avhengig av hvor store programmene er. (se også
kapitlet PC--KORT på side 40).
7.1 Hvordan lagre et program
S Lag et program i arbeidsområdet.
S Trykk knappen MINNE
S Tast inn programsted (t.eks. 3) med talltastene.
S
knappen lagre.
en myke
BIBLIOTEK Side 1 (1)
3
NESTE
SIDE
LAGRE HENTE PC--
KORT
SLETT
PROG.
I tallruten blinker STO.
Resultat: På programplass 3 er det lagret et program i biblioteket.
OBS! Dersom biblioteket er fullt når man lagrer, komprimeres biblioteket. Det tar ca.
10 sekunder. Får programmet plass, lagres det. Får programmet ikke plass, vises
feilediteringskoden xxx.
S Trykk knappen MINNE for å komme tilbake til arbeidsområdet.
7.2 Hvordan tilbakekalle et program
MERK! Arbeidsområdet må være tomt når man henter inn et program fra biblioteket.
S Trykk knappen MINNE .
S Tast inn programsted (t.eks. 3) med talltastene.
S
knappen hente.
en myke
BIBLIOTEK Side 1 (1)
3
3
NESTE
SIDE
LAGRE HENTE PC--
KORT
SLETT
PROG
I tallruten blinker det RCL.
dpa8d1nc
-- 3 7 --

TrykkSHIFTogySo
g
Trykkd
ydeye
NO
S Trykk knappen MINNE for å komme tilbake til arbeidsområdet.
Resultat: Du har nå hentet en kopi av program nr. 3 fra biblioteket til arbeidsområdet.
7.3 Visning av verktøykoden
I biblioteket kan man også se hvilken verktøykode som hører til et spesielt
programsted.
S Trykk knappen MINNE .
S Tast inn programsted (t.eks. 3) med talltastene
S
MINNE samtidig.
BIBLIOTEK Side 1 (1)
3
3
NESTE
SIDE
LAGRE HENTE PC--
KORT
SLETT
PROG
Resultat: I tegnvinduet vises hvilken verktøykode (PRB 33--90 mm) som hører til
programsted 3.
S Trykk knappen MINNE for å komme tilbake til arbeidsområdet.
7.4 Slette et program
S Trykk knappen MINNE .
S Tast inn programsted (t.eks. 3) med talltastene.
S
knappen slette et
program
en myke
BIBLIOTEK Side 1 (1)
3
3
NESTE
SIDE
dpa8d1nc
LAGRE HENTE PC--
-- 3 8 --
KORT
SLETT
PROG.
Trykkd
Trykkdenmyk
e
NO
Følgende tegnvindu vises:
S
knappen ja.
en myke
BIBLIOTEK Side 1 (1)
3
DEL?
NEJ JA
Resultat: Du har slettet programsted nr. 3 i biblioteket.
S Trykk knappen MINNE for å komme tilbake til arbeidsområdet.
8 MANUELL MODUS
8.1 Bruksområde
Manuell modus brukes for å stille wolframelektroden i riktig stilling før sveising og
sjekke at programmet i arbeidsområdet virker som ønsket.
Følgende sveiseparametre kan endres:
S Gass
S Trådmatehastighet
S Rotasjonshastighet
MERK! Trykkes start i en meny utenom gassmenyen, kjøres programmet i
arbeidsområdet, men uten lysbue.
8.2 Redigering
S Trykk knappen MANUELL MODE .
Endre rotasjonsretningen fremover
S Trykk knappen ROTASJONSHASTIGHET
MANUELL
ROTASJON FOROVER
ROTASJON BAKOVER
.
ROTA-SJON
FOROV.
dpa8d1nc
ROTA-SJON
BAKOV.
-- 3 9 --

Meldingslinje
nvisersveisin
g.gjg
NO
S Trykk den myke knappen rotasjon forover og kjør motoren ved å tr ykke
PLUSS-- eller MINUS-- knappene.
MERK! Trykkes den myke knappen rotasjon bakover og deretter
PLUSS--knappen går rotasjonen fremover.
eller
S tast inn en verdi med talltastene og trykk den myke knappen rotasjon forover
(rotasjonen stopper etter én omdreining).
Går man tilbake til arbeidsområdet, kommer programmet til å begynne fra den
justerte stillingen.
MANUELL
ROTASJON FOROVER
ROTASJON BAKOVER
ROTA-SJON
FOROV.
ROTA-SJON
BAKOV.
Resultat: Programmet starter, men uten lysbue (d.v.s. strømverdien = 0).
Samme fremgangsmåte brukes for å endre trådmatehastighet.
For gassparameteren gjelder følgende:
S Trykk den myke knappen sveisegass for å åpne gassventilen,
S Trykk den myke knappen sveisegass igjen for å stenge ventilen.
Fra denne stillingen kan en sveising (me d lysbue) startes ved å:
S Trykk knappen START
,
Dette er den eneste sveiseparameter en sveiseprosess kan startes fra.
MANUELL
SVEISING
SVEISE
GASS
ROT
GASS
START
GASS
Man kommer automatisk tilbake til arbeidsområdet.
9PC--KORT
9.1 Bruksområde
PC--kortet brukes for å lagre alle sveiseprogrammene som finnes i biblioteket og
gjøre det mulig å kopiere sveiseprogrammer mellom forskjellige innstillinger.
dpa8d1nc
-- 4 0 --
Trykkd
ydeye
p
p
NO
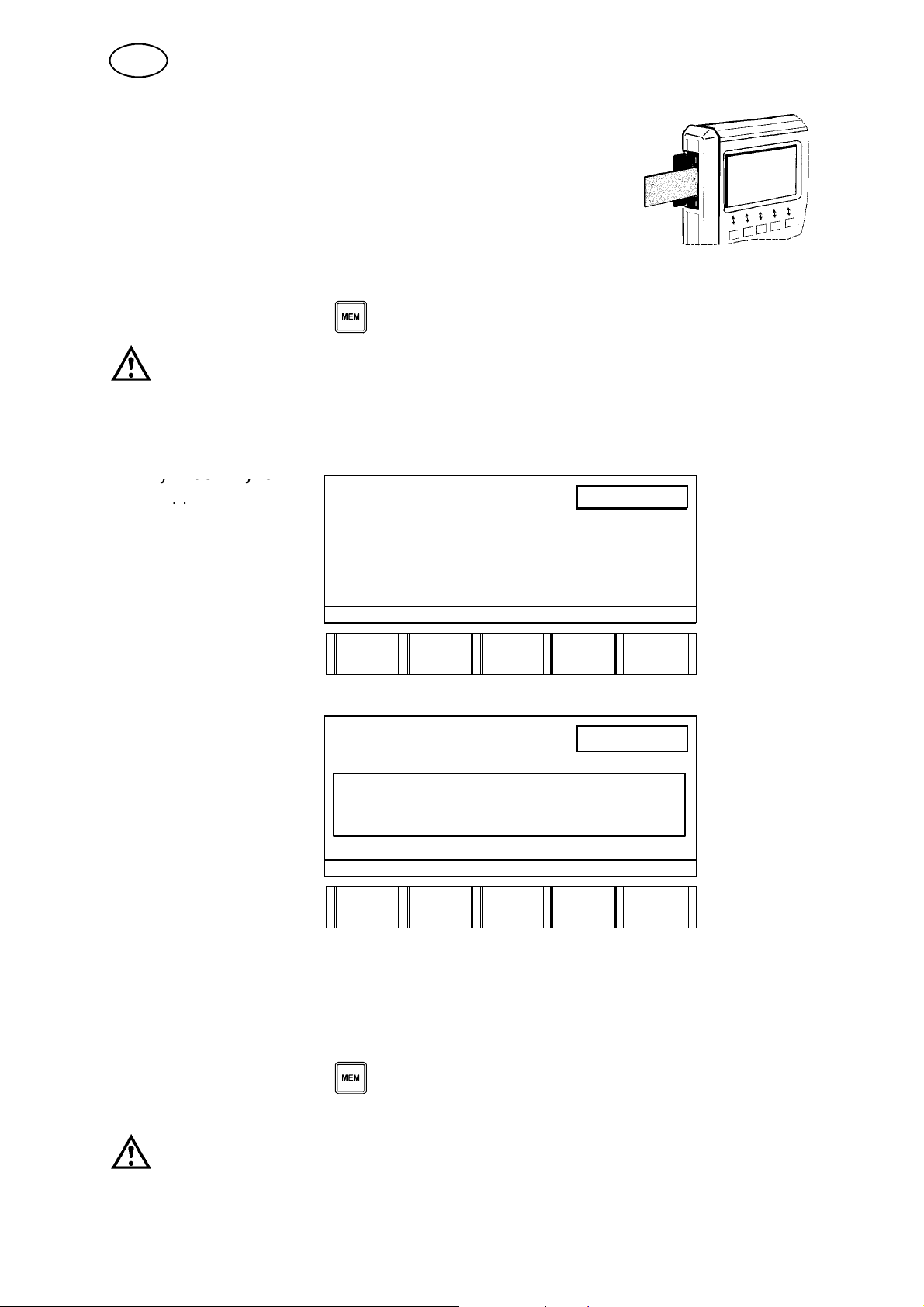
9.2 Installering
S Åpne luken på venstre side av innstillingsboksen.
S Skyv PC--kor tet inn i kortleseren til låsebøylen smekker
på plass.
S Lukk luken.
9.3 Tilbakekalle programmer
S Trykk knappen MINNE .
MERK! Når et program tilbakekalles fra PC--kortet, viskes alle programmer
automatisk ut i biblioteket. Programmer som man ønsker å ha igjen i biblioteket må
først lagres på et annet PC--kort.
S Trykk den myke knappen PC--kort.
S
knappen hente.
en myke
PC--KORT
LAGRE HENTE SLUTT
SLETT
KORT
Deretter vises en sprett--opp-- meny som bekrefter tiltaket.
PC--KORT
GJENINNSATT SVEISEDATA
SETT INN PC--KORT
LAGRE HENTE SLUTT
SLETT
KORT
Resultat: Alle programmer som var lagret på PC--kortet er nå kopiert og lagret i
biblioteket.
S Trykk den myke knappen slut t for å komme tilbake til biblioteket.
9.4 Lagre et program
S Trykk knappen MINNE .
S Trykk den myke knappen PC--kort.
MERK! Når man lagrer et program på PC--kortet viskes alle programmer som
var på kortet automatisk ut.
dpa8d1nc
-- 4 1 --

Trykkd
Trykkdenmyk
e
ppg
Trykkd
ydeye
p
p
NO
S
knappen lagre.
en myke
PC--KORT
LAGRE HENTE SLUTT
Deretter vises en sprett--opp-- meny som bekrefter tiltaket.
PC--KORT
LAGRET SVEISDATA
SETT INN PC--KORT
LAGRE HENTE SLUTT
SLETT
KORT
SLETT
KORT
Resultat: Alle programmer som er lagret i biblioteket er når kopiert og lagret på
PC--kortet.
S Trykk den myke knappen slut t for å komme tilbake til biblioteket.
9.5 Slette et program
S Trykk knappen MINNE .
S Trykk den myke knappen PC--kort.
S
knappen slette kort
Deretter vises en sprett --opp--meny som bekrefter tiltaket.
en myke
PC--KORT
LAGRE HENTE SLUTT
SLETT
KORT
dpa8d1nc
-- 4 2 --

NO
PC--KORT
SLETT SVEISEDATA
SETT INN PC--KORT
LAGRE HENTE SLUTT
SLETT
KORT
Resultat: Du har slettet alle programmene på PC--kortet.
S Trykk den myke knappen slut t for å komme tilbake til biblioteket.
9.6 Hvordan ta ut PC--kortet
S Åpne luken på venstre side av innstillingsboksen.
S Trykk den lille sorte knappen på høyre side av PC--kortet.
S Trekk PC--kortet ut av kortleseren.
S Lukk luken.
10 FEILKODER
10.1 Feilhantering
Feilbehandlingskoder brukes til å påvise feil i sveiseprosessen. De vises i
tegnvinduet ved hjelp av en sprett--opp--meny som vises i 2,5 sekund. Deretter vises
et utropstegn
i øverste venstre hjørne i tegnvinduet.
Feilbehandlingskoder lagres i en såkalt feillogg som kan leses etterpå.
SEKTOR 3(4) 0.500
3 PULSSTRØM 150 A
FEiL 12
1 BAKGR STRØM 100 A
I SVEISEDATAENHETEN
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
Resultat: Et feil har oppstått i sveisedataenheten (innstillingsboksen).
Hvordan avlese
feilregister
S Trykk knappen TILLEGG .
dpa8d1nc
-- 4 3 --
Trykkd
knappenfeil
registe
r
Trykkd
ydeye
ppfeilnumme
r
Trykkd
ydeye
p
p
NO
S
en myke
--
--
HJELPEFUNKSJONER
SPRÅK "
FEILREGISTER "
VIS VIRKLIGE PARAMETERVERDIER
PROGRAMOPPGRADERING "
PROGRAM--KODELÅS "
SPRÅK FEIL--
REGI-STER
VIS
PARA- METER
PROGR.
OPPGR.
KODE--
LÅS
Resultat: Du har nå kommet inn i feilregister.
MERK! forsvinner fra tegnvinduet med det samme man går inn i denne menyen.
På displayet vises følgen d e:
1. Feilens feilnummer.
2. Når feilen har oppstått (dato, klokkeslett).
3. Hvor feilen har oppstått.
4. Feilkode.
Gjør slik for å få flere opplysninger om hva som er feil:
S Tast inn f.eks. feil nr. 2 med talltastene.
S
knappen vise
en myke
FEILREGISTER Side 1(2 ) 2
Feil Nr " Dato Tid Enhet Feil
1 " 971007 13:07,03 STRØMK. 1
2 " 971007 13:07,50 C--BOKS 18
3 " 971007 14:56,07 ROT/TRÅD 2
NESTE
SIDE
FOREG.
SIDE
VISE
FEIL
NR...
SLUTT SLETT
ALT
Informasjon om feilkode 18 vises, CBOX (sveisedataenheten i innstillingsboksen)
har mistet kontakten med sveisestrømkilden.
En mer utførlig beskrivelse av feilen med tiltak vises i tabellen over feilhåndteringskoder, se side 14.
Hvordan slette feilregister
S
knappen slette feil.
en myke
FEILREGISTER -- MEDDELSE 2
Feil 18:
" Mistet forbindelse med strømkilde
Enhet: C--BOKS
Datum: 971007
Tid: 13:07,50
SLUTT SLETT
FEIL
Resultat: Feilkoden forsvinner fra tegnvinduet.
dpa8d1nc
-- 4 4 --
NO
Hvis det er ønskelig å ha kontroll over hvilke feil som har forekommet i løpet av en
tidsperiode, bør ikke feilene slettes. Opptil 100 feilnummer kan lagres i
innstillingsboksen.
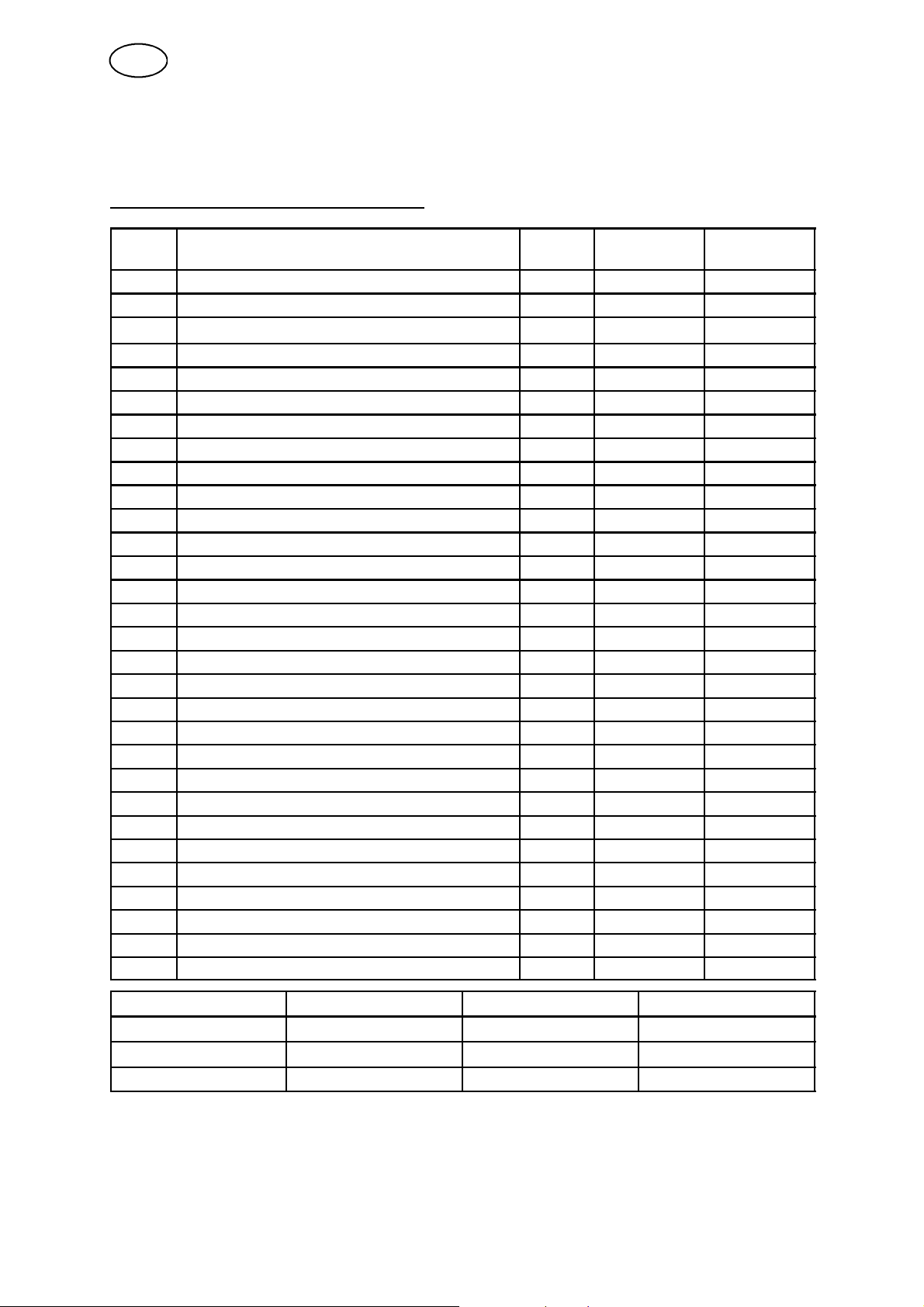
Oversikt over feilbehandlingskoder
Kode Beskrivelse C--
BOKS
1 EPROM x x x
2 RAM x x x
3
Ekstern RAM (skrive, lese)
4 Matespenning 5V x
5 Høy likemellomspenning x
6 Høy temperatur x
7 Høy primærstrøm x
8 Matespenning 1* x x x
9 Matespenning 2* x x
10 Matespenning 3* x
11 Strømservo / Trådhastighetsservo x
12 Kommunikasjonsfeil (advarsel) x x x
13 Servo 1 x
14 Kommunikasjonsfeil (busoff) x
15 Tapte meldinger x x x
16 Servo 2 x
17 Kontaktbrudd med motorenheten. x
18 Kontaktbrudd med sveisestrømkilden. x
19 Minnefeil batteridrevet dataminne. x
20 Ikke tillatte innstillingsverdier x
21 Strømgrense 1 x
22 Svikt i senderbuffer x
23 Svikt i mottagerbuffer x
25 Inkompatible sveisedataformater x
26 Watch dog x x
28 Svikt i stakken x x x
29 Ingen vannstrøm x
30
31 Ikke noe svar fra displayenheten x
32 Ingen gasstrøm x
Kontaktbrudd med TIG--kortet
x x
x
ROT/TRÅD STRØMK.
Enhet Matespenning 1* Matespenning 2* Matespenning 3*
C--BOKS +3V
ROT/TRÅD +15V + 60V
STRØMK. +15VC --15V +15VB
C--BOKS = Kretskort i innstillingsboks
ROT/TRÅD = Kretskort for styring av rotasjon og trådmatemotor
STRØMK. = Kretskort for styring av sveisestrømkilde
dpa8d1nc
-- 4 5 --

NO
Feilhåndteringskoder
Kode Beskrivelse
1 Programminnefeil (EPROM)
Årsak: Programminnet har ”mistet” en verdi. D.v.s. at verdien i en bestemt minneposisjon
ikke lenger stemmer med den opprinnelige verdien.Ingen funksjoner sperres av denne feilen.
Tiltak: Spenningsfrakobling kreves for tilbakestilling. Hvis feilen fortsetter må service tilkalles.
2 Feil i mikroprocessorns RAM
Årsak: Mikroprosessoren klarer ikke å skrive/lese en bestemt minneposisjon i sitt interne
minne.
Ingen funksjoner sperres av denne feilen.
Tiltak: Spenningsfrakobling kreves for tilbakestilling. Hvis feilen fortsetter må service tilkalles.
3 FeiliytreRAM
Årsak: Mikroprosessoren klarer ikke å lese/skrive en bestemt minneposisjon i sitt eksterne
minne.
Ingen funksjoner sperres av denne feilen.
Tiltak: Spenningsfrakobling kreves for tilbakestilling. Hvis feilen fortsetter må service tilkalles.
4 Spenningsfall i 5 V matespenning
Årsak: Matespenning for lav.
Mikroprosessoren deaktivert i påvente av avslutning.
Tiltak: Spenningsfrakobling kreves for tilbakestilling. Hvis feilen fortsetter må service tilkalles.
5 Likemellomspenning utenfor grenseverdi
Årsak: Spenningen er for høy eller for lav. For høy spenning kan forårsakes av kraftige tran-
sienter på nettet eller svakt nett (høy nettinduktans). Sveisestrømkilden slås av automatisk.
Tiltak: Spenningsfrakobling kreves for tilbakestilling. Hvis feilen fortsetter må service tilkalles.
6 Høy temperatur
Årsak: Temperaturvakten er utløst.
Sveisestrømkilden slås automatisk av og kan ikke kobles inn før temperaturvakten har slått
til igjen.
Tiltak: Sjekk av kjøleluftinntaket/--utløpet ikke er blokkert eller tilsmusset. Sjekk også at arbeidssyklusen ikke overskrider merkedata.
7 Høy primærstrøm
Årsak: Sveisestrømkilden får for høy strøm.
Sveisestrømkilden slås av automatisk og holdes permanent sperret.
Tiltak: Spenningsfrakobling kreves for tilbakestilling. Hvis feilen fortsetter må service tilkalles.
8 Lav batterispenning, sveisedatakort (innstillingsboks)
Årsak: For lav batterispenning.
Ingen funksjoner sperres av denne feilen.
Tiltak: Lagre en reservekopi på et PC--kort og tilkall service.
8 Matespenning +15 VC, kretskort (Sveisestrømkilde)
Årsak: For høy eller for lav spenning.
Tiltak: Tilkall servicetekniker.
8 Matespenning +15 V, motorkort
(rotasjon/tråd)
Årsak: For lav spenning.
Tiltak: Tilkall servicetekniker.
9 Matespenning --15V, kretskort (sveisestrømkilde)
Årsak: For høy eller for lav spenning.
Tiltak: Tilkall servicetekniker.
dpa8d1nc
-- 4 6 --

NO
Kode Beskrivelse
9 Matespenning +60V, motorkort
(rotasjon/tråd)
Årsak: For lav spenning.
Tiltak: Tilkall servicetekniker.
10 Matespenning +15VB, kretskort (sveisestrømkilde)
Årsak: For høy eller for lav spenning.
Tiltak: Tilkall servicetekniker.
11 Feil strøm, kretskort (sveisestrømkilde)
Årsak: Sveisestrømkilden klarer ikke å holde strømmen som prosessoren krever.
Ingen funksjoner sperres av denne feilen.
Tiltak: Tilkall servicetekniker.
12 Kommunikasjonsfeil (advarsel).
Årsak: CAN--kretsens feilteller har for høy verdi og kontakten med innstillingsboksen kan bli
brutt.
Dette kan skje ved en midlertidig for høy belastning.
Tiltak: Sjekk sveiseprogrambehandlingen under sveising.
13 Feil rotasjonshastighet
Årsak: Klarer ikke å holde hastigheten som datamaskinen krever. Sveisingen avbrytes.
Tiltak: Sjekk kabler, tilkall service hvis feilen består.
14 Kommunikasjonsfeil
Årsak: CAN--kretsens feilteller har for høy verdi, sveiseprosessen stoppes.
Dette kan skje ved en midlertidig for høy belastning.
Tiltak: Sjekk sveiseprogrambehandlingen under sveising. Spenningsfrakobling kreves for
tilbakestilling. Hvis feilen fortsetter må service tilkalles.
15 Tapte meldinger
Årsak: En melding har blitt skrevet over en annen melding. Ofte trykk på knappene på inn-
stillingsboksen kan forårsake denne feilen. Sveiseprosessen stoppes.
Tiltak: Sjekk sveiseprogrambehandlingen under sveising. Spenningsfrakobling kreves for
tilbakestilling. Tilkall service hvis feilen består.
16 Feil trådmatings hastighet
Årsak: Klarer ikke å holde hastigheten som datamaskinen krever.
Tiltak: Sjekk kabler.
17 Mistet kontakten
Årsak: Innstillingsboksen har mistet kontakten med én eller begge motorenhetene. Pågåen-
de aktivitet stoppes.
Tiltak: Sjekk kabler. Tilkall service hvis feilen består.
18 Mistet kontakten
Årsak: Innstillingsboksen har mistet kontakten med sveisestrømkilden. Pågående aktivitet
stoppes.
Tiltak: Sjekk kabler. Tilkall service hvis feilen består.
19 Minnefeil i dataminnet (RAM)
Årsak: Kan skje ved en programoppdatering.
Tiltak: Koble til nettspenningen for automatisk nullstilling.
20 Ikke tillatte innstillingsverdier lagret (RAM)
Årsak: Ikke tillatte verdier fantes ved oppstart. Kan skje ved programoppdatering. Slett alle
data som finnes i innstillingsboksen
Tiltak: Koble til nettspenningen for automatisk nullstilling.
21 Strømgrense 1
Årsak: Motor overbelastet for rotasjon eller pendling.
Tiltak: Sjekk sveiseverktøyet og kablene.
22 Svikt i senderbuffer
Årsak: Senderbufferen er overfylt. Pågående aktivitet stoppes.
Tiltak: Sjekk sveiseprogrambehandlingen under sveising.
dpa8d1nc
-- 4 7 --

NO
Kode Beskrivelse
23 Svikt i mottagerbuffer
Årsak: CAN--meldingene mottas i større hastighet enn sveisedatakortet klarer. Pågående
aktivitet stoppes.
Tiltak: Sjekk sveiseprogrambehandlingen under sveising.
25 Uforenlig sveisedataformat
Årsak: Forsøk på å lagre sveisedata på et PC--kort. PC--kortet har et annet dataformat enn
sveisedataminnet.
Tiltak: Bruk et annet PC--kort.
26 Watchdog
Årsak: Noe har hindret prosessoren i å utføre sine normale oppgaver i programmet.
Ingen funksjoner sperres av denne feilen.
Tiltak: Sjekk sveiseprogrambehandlingen under sveising.
28 Svikt i stakken
Årsak: Det interne minnet har blitt overfylt. Feilen kan være forårsaket av unormal arbeids-
belastning av prosessoren.
Tiltak: Sjekk sveiseprogrambehandlingen under sveising.
29 Ingen vannstrøm
Årsak: Kjølevannsstrømmen har gått under 0,7 l/min. Pågående aktivitet stoppes.
Tiltak: Sjekk kjølevannskrets og pumpe.
30 Kontaktbrudd med TIG--kortet
Årsak: Innstillingsboksen har mistet kontakten med TIG--kortet.
Pågående aktivitet stoppes.
Tiltak: Sjekk kabler. Tilkall service hvis feilen består.
31 Ikke noe svar fra displayenheten
Årsak: Mikroprocessorn får ingen kvittering fra displaykortet
Tiltak: Tilkall servicetekniker.
32 Ingen gasstrøm
Årsak: Gasstrømmen har gått under 6 l/min.
Tiltak: Sjekk gassventil, slanger og koblinger.
10.2 Feilredigeringskoder
Feilredigeringskoder er feilkoder som vises i tallruten ved en feilaktig tastetrykk.
feilkodenummeret begynner alltid med dette tegnet: p.
Kode Årsak
13 Programkjøringsfeil.
110 Arbeidsområdet ikke tomt ved tilbakekalling av program fra biblioteket.
111 Programnummeret finnes ikke i biblioteket
131 Feil tangenttrykk under sveising.
133 Bare tillatt under sveising
134 PC--kort mangler
135 PC--kortet ikke av godkjent type for sveisestrømkilden(LTS 320)
136 Feil programversjon på PC--kortet.
160 Arbeidsområdet fullt.
163 Verdien i tallruten kan ikke tolkes av innstillingsboksen
176 Sveiseprogrammet ikke godkjent for sveising.
177 Sveisestart ikke tillatt i denne programstilling i innstilling i innstillingsboksen.
178 Gjenstart virker ikke -- må først stoppes.
198 Sveisestart forbudt når motorer er aktivert i manuelt program.
dpa8d1nc
-- 4 8 --

Trykkd
knappenvise
p
aramete
parameter
NO
Kode Årsak
199 Sveisestart forbudt under aktivitet i biblioteket.
204 En sektorverdi kan ikke endres til å ligge før foregående sektor eller etter etterfølgende sek-
tor.
205 En knappe er trykket ved start av verktøy.
206 Verktøykode for tilkoblet verktøy mangler.
207 Ikke godkjent verktøykode.
212 Ikke aktivert myk knapp.
213 Slettetilstand: Knapp ikke tillatt.
221 Knappen er ikke definert i denne stilling.
222 Ved oppstart: Bare verktøykode tillatt.
223 Slettetilstand: Knapp ikke definert
229 ’Corr’--tilstand: Dette knappetrykket ikke tillatt.
233 Ønsket rampefunksjon: Parameteren er tom eller udefindert.
252 Verktøykoden for tilkoblet verktøy stemmer ikke med verktøykoden i arbeidsområdets svei-
seprogram.
11 VIS VIRKLIGE PARAMETERVERDIER
1 1.1 Bruksområde
Med denne funksjonen kan man under pågående sveising se oppmålte verdier for
forskjellige sveiseparametre. Verdiene oppdateres hvert 0,5 sekund.
Sveisestrøm Trådmatehastighet
Rotasjonshastighet Gass
1 1.2 Hvordan vise aktuelle parameterverdier
S Trykk knappen TILLEGG for å komme inn i hjelpefunksjoner.
S
en myke
r
HJELPEFUNKSJONER
SPRÅK "
FEILREGISTER "
VIS VIRKLIGE PARAMETERVERDIER
PROGRAMOPPGRADERING "
PROGRAM--KODELÅS "
SPRÅK FEIL--
REGI-STER
VIS
PARA-METER
PROGR.
OPPGR.
KODE--
LÅS
Resultat: VIS VIRKELIGE PARAMETERVERDIER blir krysset av og du har aktivert
vis aktuelle parameterverdier.
S Trykk knappen START for å starte programmet.
dpa8d1nc
-- 4 9 --

NO
S Trykk ønsket parameterknapp.
Aktuelle parameterverdier vises nå i tegnvinduet.
12 PROGRAMOPPGRADERING
12.1 Bruksområde
Med denne funksjonen kan man oppgradere (erstatte) programmer i sveiseutstyrets
forskjellige enheter (kretskort) med ny programvare fra et PC--kort.
Med enhet menes et kretskort med programvare som kan oppgraderes.
12.2 Menyforklaring
PROGRAMOPPGRADERING
ENHET Gjeld.ver PC--kort
SYSTEMVERSION. 1.00B
BOOT PROGRAM 1,12
j STRØMKILDE 1.00 2.00
j ROT/TRÅD ENHET ? --
j SVEISEDATAENHET 0,00 --
NESTE
#
Gjeld--ver Beskriver hvilken programversjon som er aktiv i enheten.
PC--kort Beskriver hvilken programversjon som er lagret på PC--kortet av
enheten.
? Det finnes en enhet men datamaskinen ved ikke hvilken program-
versjon den har.
-- Det finnes ikke noe program for denne enheten på PC--kortet.
SYSTEMVERSION Angir hvilken programoppsett som er lagret på PC--kortet. Et pro-
gramoppsett kan bestå av 1-- 4 programmer (1 for hver enhet).
BOOT PROGRAM Program for oppgraderingsbehandling.
STRØMKILDE Kretskort for styring av sveisestrømkilden.
ROT/TRÅD ENHET Kretskort for styring av rotasjon og trådmatemotorer.
SVEISEDATAENHET Kretskort i innstillingsboksen.
j
j
SLUTT OPP--
GRA-DERA
12.3 Hvordan oppgradere
Ved en oppgradering av innstillingsboksen slettes alle sveisedata. Glem
ikke først å lagre alle sveisedata på et PC--kort.
For å oppgradere enheten ROT/TRÅD, SVEISEDATA (innstillingsboksen) brukes
samme fremgangsmåte som for enheten STRØMKILDE.
Oppgradering av enheten strømkilde
Pass på at nettspenningen til sveisestrømkilden ikke frakobles under
oppgraderingen.
dpa8d1nc
-- 5 0 --

Trykkd
k
moppgradering
Trykkd
k
i
l
Trykkd
NO
S Sett inn PC--kortet med oppgraderingsprogrammet.
S Trykk knappen TILLEGG for å komme inn i hjeplefunksjoner.
S
nappen progra-
en myke
HJELPEFUNKSJONER
.
SPRÅK "
FEILREGISTER "
VIS VIRKLIGE PARAMETERVERDIER
PROGRAMOPPGRADERING "
PROGRAM--KODELÅS "
SPRÅK FEIL--
REGI-STER
VIS
PARA- METER
PROGR.
OPPGR.
KODE--
LÅS
Resultat: Du har kommet inn i menyen programoppgradering.
I dette eksemplet består PC--kortets programoppsett bare av et oppgraderingspro-
gram for enheten strømkilde.
Følgende tegnvindu vises.
S
knappen neste til du
en myke
PROGRAMOPPGRADERING
ENHET Gjeld.ver PC--kort
ommer t
’strømkilde’.
SYSTEMVERSION. 1.00B
BOOT PROGRAM 1,12
j STRØMKILDE 1.00 2.00
j ROT/TRÅD ENHET ? --
j SVEISEDATAENHET 0,00 --
NESTE
#
j
j
SLUTT OPP--
GRA-DERA
S Trykk den andre myke knappen for å velge enheten ’strømkilde’ (blir haket av).
Andre enheter som skal oppgraderes velges på samme måte.
Trykk den andre myke knappen hvis du angrer merket valg (haken forsvinner).
S
knappen oppgrader.
dpa8d1nc
en myke
PROGRAMOPPGRADERING
ENHET Gjeld.ver PC--kort
SYSTEMVERSION. 1,00B
BOOT PROGRAM. 1,12
j STRØMKILDE 1.00 2.00
j ROT/TRÅD ENHET ? --
j SVEISEDATAENHET 0,00 --
NESTE
#
j
j
SLUTT OPP--
-- 5 1 --
GRA-DERA

Trykkd
å
NO
S
en myke
PROGRAMOPPGRADERING
knappen ja for
oppgradere.
PROGRAMOPPGRADERINGEN
KAN TA OPPTIL 5 MIN / ENHET
OG MÅ IKKE AVBRYTES !
ØNSKER DU FORSATT Å GJØRE DET ?
NEJ JA
Følgende dialogvindu vises i tegnvinduet unner oppgraderingen:
PROGRAMOPPGRADERING
IKKE SLÅ AV UTSTYRET UNDER
OPPGRADERER STRØMKILDE .....
23% completed
kkkkkkkkkkkkkkkkk
PROSESSEN !
Følgende vises i tegnvinduet etter at oppgraderingen er fullført:
PROGRAMOPPGRADERING
OPPGRADERING VELLYKKET
DU KAN STARTE OPP MASKINEN !
Resultat: Du har oppgradert enheten strømkilde til programversjon 2.00.
For å kunne bruke sveiseutstyret må sveisestrømkilden startes igjen ved å:
S Vri nettspenningsbryteren på sveisestrømkilden til stilling 0.
S Vri nettspenningsbryteren til stilling 1.
12.4 Tiltak ved mislyket oppgradering av enhetene i
sveisestrømkilden
Programoppgraderingen kan f.eks. bli mislykket hvis nettspenningen til
sveisestrømkilden avbrytes under oppgraderingen.
dpa8d1nc
-- 5 2 --

NO
Mislykket oppgradering av enhet: strømkilde, rot/tråd.
Ved en mislykket programoppgradering vises følgende dialogvindu i tegnvinduet:
PROGRAMOPPGRADERING
OPPGRADERING MISSLYKKET ! : 6
ENHET: 2
Foreta en ny oppgradering ved å:
S Vri nettspenningsbryteren på sveisestrømkilden til stilling 0.
S Holde den fjerde av de fem myke knappene på innstillingsboksen trykket og vri
nettbryteren til stilling 1.
Hold den myke knappen trykket til det høres et dobbeltpip.
Sveisestrømkilden starter igjen med enhetene strømkilde, rot/trådi en
programoppgraderingsstilling som gjør det mulig å oppgradere p å nytt.
Innstillingsboksen vises i tegnvinduet for oppgraderingsmenyen.
Gjenta programprosedyren ”hvordan oppgradere” på side 50, igjen.
12.5 Tiltak ved mislykket oppgradering av innstillingsboksen
Programoppgraderingen kan f.eks. mislykkes hvis nettspenningen til
sveisestrømkilden avbrytes under pågående oppgradering.
Hvis dette skulle skje i løp et av de første femten sekundene, må en
servicetekniker for ESAB tilkalles.
Foreta en ny oppgradering ved å:
S Vri nettspenningsbryteren på sveisestrømkilden til stilling 0.
S Sett inn PC--kortet med oppgraderingsprogrammet for innstillingsboksen.
S Holde den femte av de fem myke knappene på innstillingsboksen trykket og vri
nettbryteren til stilling 1.
dpa8d1nc
-- 5 3 --

Trykkd
k
l
å
Trykkd
ydeye
p
p
NO
Hold den myke knappen trykket til det høres et dobbeltpip.
Under oppgraderingen av instillingsboksen er tegnvinduet blankt og når
oppgraderingen er ferdig, starter innstillingsboksen på vanlig måte.
Oppgraderingen tar ca. 5 minutter.
MERK! Slå ikke av sveisestrømkilden under oppgraderingen.
Tilkall service hvis det fremdeles ikke virker.
13 PROGRAMKODELÅS
13.1 Generelt
Programkodelåsen brukes for å låse enkelte funksjoner, som å endre
innstillingsdataene i et sveiseprogram, lagre programmer i biblioteket, lagre
programmer i PC--kort og for å hindre adgang til ”tilleggsfunksjonene”.
13.2 Hvordan låse kontrollboksen
S Trykk knappen TILLEGG for å komme inn i hjelpefunsjoner.
S
nappenkode
en myke
s.
HJELPEFUNKSJONER
SPRÅK "
FEILREGISTER "
VIS VIRKLIGE PARAMETERVERDIER
PROGRAMOPPGRADERING "
PROGRAM--KODELÅS "
SPRÅK FEIL--
REGI-STER
VIS
PARA- METER
PROGR.
UPPGR.
KODE--
LÅS
Resultat: Du har kommet inn i menyen programkodelås.
S Tast inn 4 tall med tallknappene for å angi koden.
S
knappen enter.
en myke
PROGRAM--KODELÅS 1234
ANGI KODE (4 TALL):
KONTROLLBOKSEN ER ÅPEN.
LÅS ÅPNE
dpa8d1nc
LÅS
-- 5 4 --
GRENS. SLUTT ENTER

Trykkd
Trykkdenmyk
e
p
p
Tast
i
ikt
igasttg
talltastene
Trykkd
ydeye
p
p
NO
Følgende tegnvindu vises:
S
knappen lås.
en myke
PROGRAM--KODELÅS
ANGI KODE (4 TALL): 1234
KONTROLLBOKSEN ER ÅPEN
LÅS ÅPNE
LÅS
GRENS. SLUTT ENTER
Resultat: Innstillingsboksen er låst
S Trykk knappen
for å gå tilbake til arbeidsområdet.
13.3 Hvordan låse opp innstillingsboksen
S Trykk knappen TILLEGG .
Følgende tegnvindu vises:
S
nn r
kodenr. med
(t.eks.1234)
KONTROLLBOKSEN ÄR LÅST
ANGI KODE (4 TALL):
. ENTER
For hvert kodetall som tastes inn, fås : som kvittering på at tallet er mottatt.
S Trykk den myke knappen enter.
Resultat: Innstillingsboksen er ulåst og du har kommet til menyen ”tilleggsfunksjo-
ner”.
13.4 Hvordan endre koden
S Tast inn 4 nye tall med tallknappene for å angi en ny kode.
S
knappen enter.
en myke
PROGRAM--KODELÅS 1111
ANGI KODE (4 TALL): 1234
KONTROLLBOKSEN ER ÅPEN
LÅS ÅPNE
dpa8d1nc
LÅS
-- 5 5 --
GRENS. SLUTT ENTER

Trykkd
Trykkdenmyk
e
p
p
NO
Følgende tegnvindu vises:
S
knappen lås.
en myke
PROGRAM--KODELÅS
ANGI KODE (4 TALL): 1111
KONTROLLBOKSEN ER ÅPEN
LÅS ÅPNE
LÅS
GRENS. SLUTT ENTER
Resultat: Innstillingsboksen har en ny kode og er låst.
S Trykk knappen for å komme tilbake til arbeidsområdet.
13.5 Glemt koden?
Hvis man har glemt koden, må man ringe ESABs nærmeste serviceavdeling.
13.6 Hvordan man angir grenseverdier
I følgende sveiseparametre kan man endre grenseverdiene i prosent til maks. +10 %
av innstilt verdi:
STRØM
Toppstrøm og bakgrunnsstrø m
ROT ASJON
Rotasjon forover, rotasjon bakover, pulsrotasjon forover eller pulsrotasjon bakover
TRÅDMATING
Trådmatingshastighet ved toppstrøm og ved bakgrunnsstrøm
POSISJON
Brytningspunkt
STRØMTID
Pulstid og bakgrunnstid
For å angi grenseverdier må man først ha laget et program i arbeidsområdet.
S Trykk tasten TILLEGG for å komme inn i tilleggsfunksjonene.
dpa8d1nc
-- 5 6 --

Trykkd
knappenprogra
m
kodelås
Trykkd
ydeye
ppg
Trykkd
ydeye
ppflyttetilønsket
NO
S
en myke
-
.
Følgende tegnvindu vises:
S
en myke
knappen grense.
HJELPEFUNKSJONER
SPRÅK "
FEILREGISTER "
VIS VIRKLIGE PARAMETERVERDIER
PROGRAMOPPGRADERING "
PROGRAM--KODELÅS "
SPRÅK FEIL
PROGRAM--KODELÅS
LÅS ÖPPNE
REGI-STER
KONTROLLBOKSEN ER ÅPEN
LÅS!
VIS
PARA- METER
ANGI KODE (4 TALL):
GRENS. SLUTT ENTER
PROGR.
OPPGR.
KODE-LÅS
Resultat: Du har kommet inn i menyen programkodelås grenseverdier.
Følgende tegnvindu vises:
S
knappen neste for å
parameter.
en myke
PROGRAM--KODELÅS GRENS.
+/-- +/--
STRØM: 0 % STRØM TID: 0%
ROTASION: 0%
TRÅDMATE: 0%
STILLINGS: 0%
NESTE
--
.
+
SLUTT
ENTER
S Trykk på programtastene -- eller + for å angi grenseverdier i prosent, maks. +10
% av innstilt verdi.
S Trykk programtasten enter (et pip høres) for å lagre innstillingene.
S Trykk den myke knappen slut t .
dpa8d1nc
-- 5 7 --
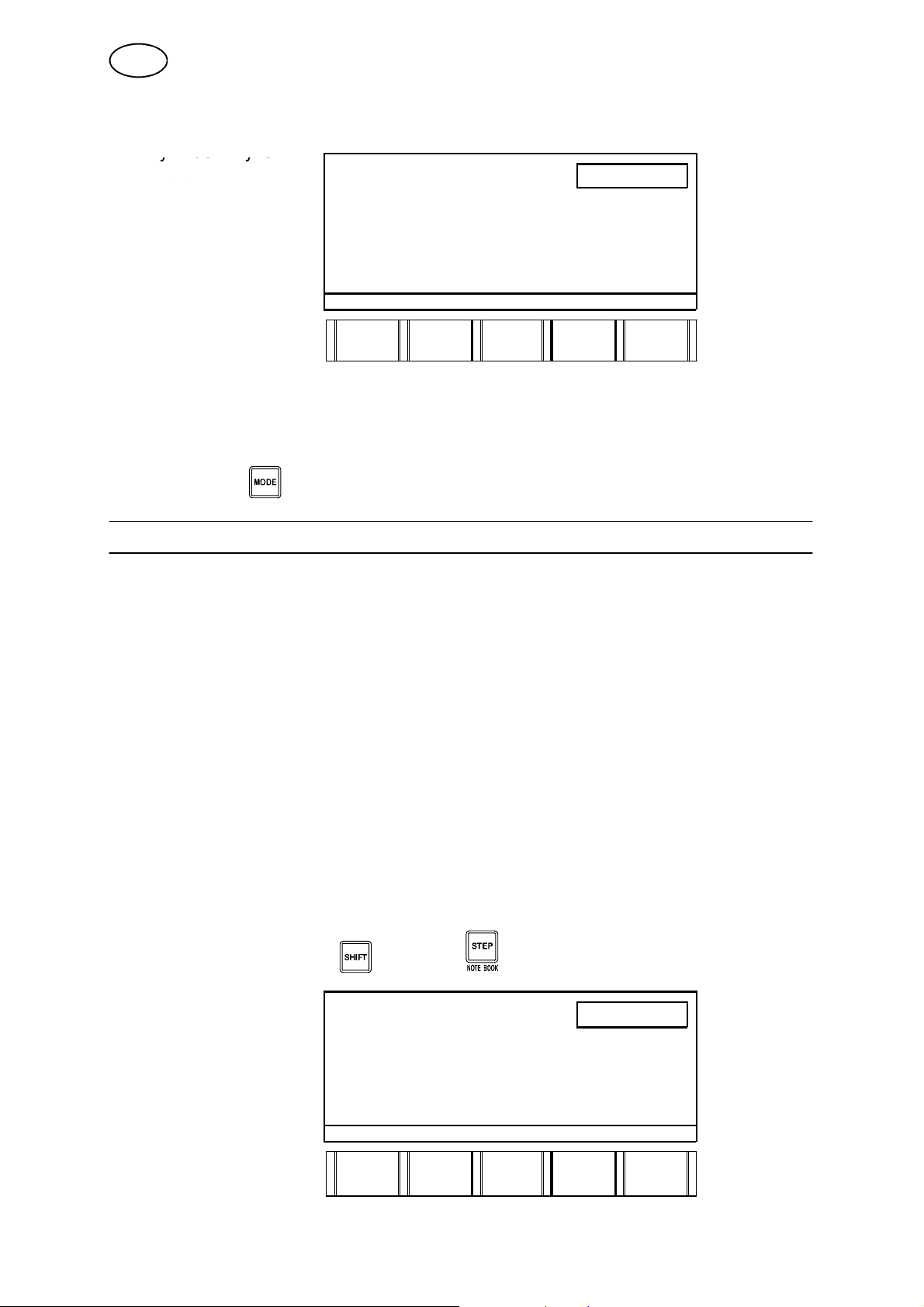
Trykkd
Trykkdenmyk
e
p
p
NO
Følgende tegnvindu vises:
S
knappen lås!
en myke
PROGRAM--KODELÅS
ANGI KODE (4 TALL):
KONTROLLBOKSEN ER ÅPEN.
LÅS ÅPNE
LÅS
GRENS SLUTT ENTER
Resultat: Innstillingsboksen er låst med de innstilte grenseverdiene.
OBS! Neste gang man går inn i menyen programkodelås grenseverdier er
verdiene 0 % igjen. Nye grenseverdier regnes ut etter at programtasten enter
trykkes.
S Trykk tasten for å gå tilbake til arbeidsområdet.
14 NOTISBOKEN
14.1 Bruksområde
Notisboken brukes for å notere bl.a:
S MATERIALE, RØRYTTERDIAMETER, RØRTYKKELSE, STRENG NUMMER
S STARTPUNKT, SVEISETID
S ELEKTRODEDIAMETER, ELEKTRODEUTSTIKK, ELEKTRODEVINKEL
S AVSTAND: ELEKTRODE--TRÅD, ELEKTRODE--ARB.STYKKE
S TRÅDTYPE, TRÅDDIAMETER, ELEKTRODETYPE
S SVEISEGASS
S ROTGASS
S STARTGASS
Alle noteringer lagres med respektive sveiseprogram i biblioteket.
14.2 Hvordan skrive inn data
S Trykk knappene SHIFT og TRINN for å komme til notisboken.
NOTISBOK Side 1(8)
MATERIALE
RØRDIAMETER.
RØRTYKKELSE
STRENG NR.
NESTE
SIDE
dpa8d1nc
MATER.
-- 5 8 --
RØR
DIAM.
RØR
TYKK-ELSE
STRENG
Nr.

Trykkd
ydeye
NO
14.3 Eksempel 2a
Vi lager et eksempel på hvilke noteringer som kan skrives inn i notisboken.
Sveise--
Forklaring Verdi
parameter
Material SIS--betegnelse for rustfritt stål 2333
Rørdiameter Rørets ytterdiameter 60 mm
Rørtykkelse Rørets veggtykkelse 3mm
Fugenummer Hvilken fuge 2
Startpunkt Startpunktets beliggenhet på røret. Klokken 3
Sveisetid Hvor lang tid det tar å sveise et sveiseprogram. 1h20min30s
Elektrodedia-
Wolframelektrodens diameter 1,6 mm
meter
Elektrode --ut -
Hvor langt wolframelektroden stikker ut fra elektrodeholderen. 5mm
stikk
Elektrodevinkel Wolframelektrodens vinkel i forhold til røret. 30 ˚
Avstand:
Avstand mellom wolframelektroden og tilsetningstråden. 5mm
Elektrode--tråd
Avstand:
Elektrode--
Avstanden mellom wolframelektroden og arbeidsstykket
(røret).
5mm
arbeidsstykke
Trådtype Type tilsetningstråd. OK 12.51
Tråddiameter Tilsetningstrådens diameter 0,8 mm
Elektrodetype Wolframelektrodens kvalitet som består av litt thorium og litt
2% Th, 2% La
lantan
Sveisegass Sveisegassens innhold av argon, helium, hydrogen og nitro-
100 % Ar
gen
Rotgass Rotgassens innhold av argon, helium, hydrogen og nitrogen 100 % Ar
Startgass Startgassens innhold av argon, helium, hydrogen og nitrogen 100 % He
Material = 2333
S Tast inn 2333 med talltastene.
S
knappen material.
dpa8d1nc
en myke
NOTISBOK Side 1(8)
MATERIALE
RØRDIAMETER.
RØRTYKKELSE
STRENG NR.
NESTE
SIDE
MATER.
-- 5 9 --
RØR
DIAM.
2333
RØR
TYKK-ELSE
STRENG
Nr.

Trykkd
Trykkdenmyk
e
Trykkd
ydeye
Trykkd
ydeye
NO
Rør, ytterdiameter = 60 mm
S Tast inn 60 med talltastene.
S
knappen rørdiameter.
en myke
NOTISBOK Side 1(8)
MATERIALE 2333
RØRDIAMETER.
RØRTYKKELSE
STRENG NR.
60
NESTE
SIDE
MATER.
RØR
DIAM.
RØR
TYKK-ELSE
STRENG
Nr.
(Hvis det er tastet inn en verdi for rørets utvendige diameter, vises måleverdien av
rotasjonshastigheten i cm/min.)
Veggtykkelse = 3 mm
S Tast inn 3 med talltastene.
S
knappen rørtykkelse.
en myke
NOTISBOK Side 1(8)
MATERIALE 2333
RØRDIAMETER. 60,0 mm
RØRTYKKELSE
STRENG NR.
NESTE
SIDE
MATER.
RØR
DIAM.
3
RØR
TYKK-ELSE
STRENG
Nr.
Løpenummer = Nr 2
S Tast inn 2 med talltastene.
S
knappen løpenummer.
S Trykk den myke
knappen neste
side.
en myke
NOTISBOK Side 1(8)
MATERIALE 2333
RØRDIAMETER. 60.0 mm
RØRTYKKELSE 3.00 mm
STRENG NR.
2
NESTE
SIDE
MATER.
RØR
DIAM.
RØR
TYKK-ELSE
STRENG
Nr.
-- 6 0 --
dpa8d1nc

Trykkd
Trykkdenmyk
e
Trykkd
ydeye
Trykkd
ydeye
NO
Startpunkt = Klokken 3
S Tast inn 3 med talltastene.
S
knappen start punkt.
en myke
NOTISBOK Side 2(8)
STARTPUNKT
SVEISETID
3
NESTE
SIDE
Sveisetid = 1 h 20 min 30 s
S Tast inn 1 med talltastene.
S Trykk den myke knappen timer.
S Tast inn 20 med talltastene.
S Trykk den myke knappen minutt.
S Tast inn 30 med talltastene.
S Trykk den myke knappen sekun d
S
knappen neste
side.
en myke
NOTISBOK Side 2(8)
STARTPUNKT 3 o’clock
SVEISETID. 1 h
NESTE
SIDE
START-PUNKT
START-PUNKT
TIME
TIME
MIN. SEKUND
20 min
30 s
MIN. SEKUND
Elektrodediameter = 1,6 mm
S Tast inn 1,6 med talltastene.
S
knappen diameter.
dpa8d1nc
en myke
NOTISBOK Side 3(8)
ELEKTRODEDIAMETER
ELEKTRODEUTSTIKK
ELEKTRODEVINKEL
NESTE
SIDE
DIAM.
-- 6 1 --
UT--
STIKK
1.6
VINKEL
Trykkd
Trykkdenmyk
e
Trykkd
ydeye
Trykkd
Trykkdenmyk
e
Trykkd
ydeye
sid
e
NO
Elektrodeutstikk = 5 mm
S Tast inn 5 med talltastene.
S
knappen utstikk.
en myke
NOTISBOK Side 3(8)
ELEKTRODEDIAMETER 1.6 mm
ELEKTRODEUTSTIKK
ELEKTRODEVINKEL
5
NESTE
SIDE
Elektrodevinkel = 305
S Tast inn 30 med talltastene.
S
knappen vinkel.
S Trykk den myke
knappen neste
side.
en myke
NOTISBOK Side 3(8)
ELEKTRODEDIAMETER 1.6 mm
ELEKTRODEUTSTIKK 5.0 mm
ELEKTRODEVINKEL
NESTE
SIDE
Avstånd: Elektrode--tråd = 5 mm
S Tast inn 5 med talltastene.
S
knappen elektrode-tråd.
en myke
NOTISBOK Side 4(8)
AVSTAND:
ELEKTRODE--TRÅD
ELEKT.--ARB.STYKKE
DIAM.
DIAM.
UT--
STIKK
UT--
STIKK
VINKEL
30
VINKEL
5
NESTE
SIDE
ELEKT.
-TRÅD
ELEKT.
-ARB.ST
Avstånd: Elektrode--arbeidsstykke = 5 mm
S Tast inn 5 med talltastene.
S
knappen
elektrode-arbeidsstykke.
S Trykk den myke
en myke
NOTISBOK Side 4(8)
AVSTAND:
ELEKTRODE-- TRÅD 5.0 mm
ELEKTRODE--ARB.STYKKE
5
knappen neste
.
NESTE
SIDE
ELEKT.
-TRÅD
-- 6 2 --
dpa8d1nc
ELEKT.
-ARB.ST

Trykkd
Trykkdenmyk
e
Trykkd
ydeye
Trykkd
ydeye
NO
Trådkvalitet = OK 12.51
S Tast inn 12.51 med talltastene.
S Knappa in 12.51 med sifferknapparna.
S
knappen trådtype.
en myke
NOTISBOK Side 5(8)
TRÅDTYPE
TRÅDDIAMETER
ELEKTRODETYPE
12.51
NESTE
SIDE
TRÅD
TYPE
Tråddiameter = 0,8 mm
S Tast inn 0,8 med talltastene.
S
knappen tråd-diameter.
en myke
NOTISBOK Side 5(8)
TRÅDTYPE 12.51
TRÅDDIAMETER
ELEKTRODETYPE
NESTE
SIDE
TRÅD
TYPE
Elektrodekvalitet = 2% Th, 2 % La
S Tast inn 2 med talltastene.
S Trykk den myke knappen elektrode % Th.
S Tast inn 2 med talltastene.
TRÅD.
DIAM.
TRÅD.
DIAM.
ELEKT.
%Th
0.8
ELEKT.
%Th
ELEKT.
%La
ELEKT.
%La
S Trykk den myke knappen elektrode % La.
S
knappen neste
side.
dpa8d1nc
en myke
NOTISBOK Side 5(8)
TRÅDTYPE 12.51
TRÅDDIAMETER 0.8 mm
ELEKTRODETYPE
NESTE
SIDE
TRÅD
TYPE
-- 6 3 --
TRÅD.
DIAM.
ELEKT.
%Th
ELEKT.
%La

Trykkd
Trykkdenmyk
e
Trykkd
ydeye
Trykkd
Trykkdenmyk
e
NO
Sveisegass = 100 % Ar
S Tast inn 100 med talltastene.
S
knappen % Argon.
en myke
NOTISBOK Side 6(8)
100
S Trykk den myke
SVEISEGASS
knappen neste
side.
NESTE
SIDE
Rotgass= 100 % Ar
S Tast inn 100 med talltastene.
S
knappen % Argon.
S Trykk den myke
en myke
NOTISBOK Side 7(8)
ROTGASS
knappen neste
side.
NESTE
SIDE
%Ar
%Ar
%He
%He
%H %N
100
%H %N
Startgass = 100 % He
S Tast inn 100 med talltastene.
S
knappen % Helium.
en myke
NOTISBOK Side 8(8)
STARTGASS
NESTE
SIDE
%Ar
%He
100
%H %N
S Trykk in knappene SHIFT og TRINN for å komme tilbake til
arbeidsområdet.
15 HÅNDSVEISING
15.1 Bruksområde
Manuell TIG--sveising med håndbrenner (se respektive bruksanvisning).
dpa8d1nc
-- 6 4 --

Trykkd
ydeye
NO
15.2 Hvordan skape et sveiseprogram
For å kunne håndsveise er det nødvendig å lage et sveiseprogram som består av 2
sektorer med angitte strøm-- og gassparametre.
Obs! Rotasjon kan ikke angis.
15.3 Eksempel 3a
Begynn med å velge riktig verktøykode TIG HÅNDBRENNER.
Dette er et enkelt sveiseprogram som består av 2 sektorer, hvor sektor 2 er
stoppsektor.
Sektor 1 Sektor 2
Brytningspunkt 0,000 1,000
Sveisestrøm (kontinuerlig) (A) 80 0
Sveisestrøm (Bakgrunnsstrøm) (A) 40 40
Sveisestrøm (Pulstid) (s) 0,5 0,5
Sveisestrøm (Bakgrunnstid) (s) 0,5 0,5
Rampe opp (s) 2 -Rampe ned (s) -- 5
Gassforstrømning (sveisegass) (s) 5 -Gassetterstrømning (sveisegass) (s) -- 10
Sektor 1
Brytningspunkt
Sektor 1 får automatisk brytningspunkt 0,000 hvis ikke annet er angitt. Begynn derfor
med å stille inn strømparameteret.
Sveisestrøm
Toppstrøm = 80 A
S Trykk knappen SVETSESTRØM .
Bildet for innstilling av sveisestrøm vises i tegnvinduet.
S Tast inn verdien 80 med talltastene.
S
knappen kontinuerlig puls--strøm.
en myke
SEKTOR 1(1) 0.000
PULSSTRØM A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
80
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
Resultat: PULSSTRØM = 80 A i sektor 1.
dpa8d1nc
-- 6 5 --
Trykkd
Trykkdenmyk
e
Trykkd
ydeye
Trykkd
ydeye
NO
Bakgrunnsstrøm= 40 A
S Tast inn verdien 40 med talltastene.
S
knappen kontinuerlig bakgrunnsstrøm.
en myke
SEKTOR 1(1) 0.000
PULSSTRØM 80 A
BAKGR.STRØM A
PULSTID s
BAKGRUNNSTID s
40
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
Resultat: BAKGRUNNSSTRØM = 40 A i sektor 1.
Pulstid = 0,5 s i stedet for 1,0
S Tast inn verdien 0,5 med talltastene.
S
knappen puls--tid.
en myke
SEKTOR 1(1) 0.000
1 PULSSTRØM 80 A
BAKGR.STRØM 40 A
PULSTID 1,00 s
BAKGRUNNSTID 1,00 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
Resultat: PULSTID = 0 ,50 s i stedet for 1,00 s i sektor 1.
Bakgrunnstid = 0,5 s i stedet for 1,0.
S Tast inn verdien 0,5 med talltastene.
S
knappen bakgrunnstid.
en myke
SEKTOR 1(1) 0.000
1 PULSSTRØM 80 A
BAKGR.STRØM 40 A
PULSTID 0,50 s
BAKGRUNNSTID 1,00 s
0,5
0,5
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
Resultat: BAKGRUNNSTID = 0,50 s i stedet for 1,00 s i sektor 1.
dpa8d1nc
-- 6 6 --

Tast
i
d
ien2Tastinnverdien
2
Trykkd
ydeye
Trykky
NO
Rampe
Rampe opp = 2sfor pulsstrøm.
S Trykk den myke knappen kontinuerlig pulsstrøm.
S
nn ver
med talltastene
SEKTOR 1(1) 0.000
2
S Trykk in RAMPE--
knappen
(SLOPE).
2 PULSSTRØM 80 A
BAKGR.STRØM 40 A
PULSTID 0.50 s
BAKGRUNNSTID 0.50 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
Resultat: PULSSTRØM = 80 A, 2.0 s i sektor 1 og BAKGR.STRØM = 40 A,
2.0 s i sektor 1.
Gass
Gassforstrømning sveisegass = 5s.
S Trykk knappen GASS .
S Tast inn verdien 5 med talltastene.
Gassforstrømningen har en forhåndsinnstilt verdi (2 s) som gjelder hvis ikke
annen verdi angis i tegnvinduet ved start.
S
knappen sveisegass.
en myke
SEKTOR 1(1) 0.000
SVEISEGASS s
ROTGASS s
STARTGASS s
5
SVEISE
GASS
ROT
GASS
START
GASS
Resultat: SVEISEGASS = 5 s i sektor 1.
Sektor 2
Brytningspunkt
S Tast inn verdien for det nye brytningspunktet 1,010 med talltastene.
S
SEKTOR-knappen.
SEKTOR 1(1) 0.000 1.010
1 SVEISEGASS 5 s
ROTGASS s
STARTGASS s
SVEISE
GASS
ROT
GASS
START
GASS
Resultat: Sektor 2 av totalt 2 sektorer
dpa8d1nc
-- 6 7 --
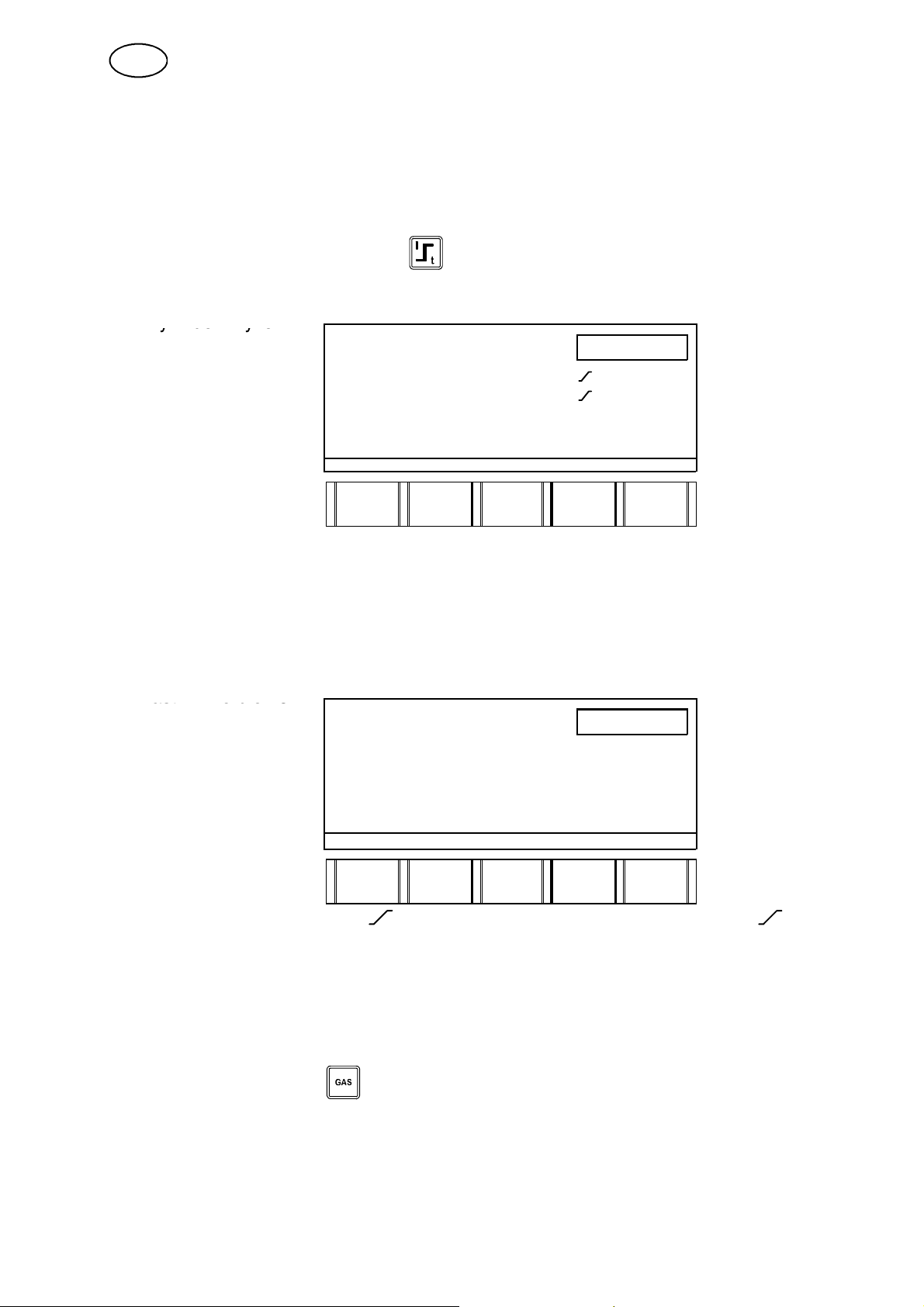
Trykkd
Trykkdenmyk
e
Tast
i
d
ien5astede
5
NO
Sveisestrøm
Pulsstrøm = 0A
Siden sektor 2 skal være stoppsektor må sveisestrømmen tildeles verdien 0 ampere.
S Trykk knappen SVEISESTRØM .
S Tast inn verdien 0 med talltastene.
S
knappen kontinuerlig puls--strøm.
en myke
SEKTOR 2(2) 1.000
1 PULSSTRØM 80 A
1 BAKGR.STRØM 40 A
1 PULS TID 0.50 s
1 BAKGRUNNSTID 0.50 s
0
2.0 s
2.0 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
BAKGR
TID
Resultat: PULSSTRØM = 0 A i sektor 2 (stoppsektor)
Rampe
Rampe ned = 5sfor pulsstrøm.
S Trykk den myke knappen kontinuerlig pulsstrøm.
S
S Trykk RAMPE--knap-
nn ver
med talltastene.
pen
(SLOPE).
SEKTOR 2(2) 1.000
2 PULSSTRØM 0 A
BAKGR.STRØM 40 A
PULSTID 0.50 s
BAKGRUNNSTID 0.50 s
KONT/
PULS
STRØM
BAKGR
STRØM
PULS
TID
5
BAKGR
TID
Resultat: PULSSTRØM = 0 A, 5,0 s i sektor 2 og BAKGR.STRØM = 40 A, 5,0
s i sektor 1.
Gass
Gassetterstrømning sveisegass = 10 s isektor2.
S Trykk knappen GASS .
S Tast inn verdien 10 med talltastene.
Gassetterstrømningen har en forhåndsinnstilt verdi (4 s) som gjelder hvis ingen
annen verdi angis i tegnvinduet ved start.
dpa8d1nc
-- 6 8 --

Trykkd
Trykkdenmyk
e
NO
S
knappen sveisegass.
en myke
SEKTOR 2(2) 1.000
1 SVEISEGASS s
ROTGASS s
STARTGASS s
SVEISE
GASS
ROT
GASS
START
GASS
10
Resultat: SVEISEGASS = 10 s i sektor 2.
15.4 Fremgangsmåte ved sveising
For å starte en sveisesekvens (tenne lysbuen).
S Trykk brennerkontakten og slipp den igjen.
Parameterverdiene for sektor 1 (startsektoren) gjelder hele tiden under
sveisesekvensen.
For å avslutte en sveisesekvens
S Trykk brennerkontakten og slipp den igjen.
Parameterverdiene for sektor 2 (sluttsektoren) brukes.
16 APPENDIX
16.1 Verktøykoder
Sveiseverktøy Størrelse
PRB 8--17 *
PRH 3--12
PRD Se egendefinerte verktøyskoder på side 13.
POC 12--60
TIG--håndbrenner --
A25 sveisesautomat Rotasjon
17--49 *
33--90
60--170
3--38
6--76
Uten rotasjon
*)
Brukes ombygningssett PRB 8--17 brukes verktøykode 17--49.
Brukes drivenhet med motorutveksling 134:1 brukes verktøykode 8--17.
dpa8d1nc
-- 6 9 --

NO
16.2 Symboler
Symboler Forklaring
STO Lagre
RCL Hente
OK Godta
p
DEL Slett
DEL? Skal dette slettes?
Feil (Etter dette tegnet følger alltid et feilkodenummer)
Korriger en verdi
Veriden er for høy
Verdien er for lav
Pluss -- minus
En feil har oppstått i sveiseprosessen
"
p
En undermeny finnes
Denne funksjonen er valgt
16.3 Sveiseparameterens innstillingsområde
Parameter Innstillingsområde
Rotasjonshastighet 5 -- 100 % av rørsveise-
verktøyets maksimale
hastighet
Sveisestrøm* 5 -- 160, 250, 320 A
Pulstid 0,01 -- 25 s
Bakgrunnstid 0,01 -- 25 s
Gassforstrømnings-- og --etterstrømningstider (sveisegass, startgass,
rotgass)
Forvarmingstid 0 -- 600 s
Trådmatehastighet 15 -- 250 cm/min
Rampe opp/ned--tider 0,1 -- 25 s
0 -- 6000 s
Verdiene i parentes er forhåndsinnstilte verdier.
* Maksimal sveisestrøm for luftkjølte rørsveiseverktøy er 100 A.
Maksimal sveisestrøm for vannkjølte rørsveiseverktøy er är 250 A.
Se også bruksanvisningene for de respektive rørsveiseverktøy.
dpa8d1nc
-- 7 0 --

NO
17 MENYSTRUKTUR
Startmeny Se sid 11 Lagre Se sid 37
Arbeidsområdet Se sid 4 Tilbakekalle Se sid 37
Biblioteket Se sid 37 PC--kort Se sid 40
Notisboken Se sid 58 Slette Se sid 38
Hjelpefunksjoner Se sid 4 Språk Se sid 16
Sveisestrøm Se sid 9 Feilregister Se sid 43
Gass Se sid 9 Vis virklige parameterverdier Se sid 49
Trådmatehastighet Se sid 10 Programoppgradering Se sid 50
Forhåndsoppvarmingstid Se sid 10 Programkodelås Se sid 54
Rotasjonshastighet Se sid 10 Lås! Se sid 54
Åpne lås Se sid 55
Grensverdi Se sid 56
dpa8d1nd
-- 7 1 --

NO
18 FAGUTTRYKK
Arbeidsområde Minneplass for redigering og utførelse av et sveiseprogram.
Bakgrunns-
strøm
Bakgrunnstid Tid for bakgrunnstrøm som sammen med tid for toppstrøm utgjør pulsperiode.
Bakgrunnstråd Trådmatehastighet i løpet av angitt bakgrunnstid.
Bibliotek Minne for lagring av sveiseprogram.
Brytningspunkt Startpunkt for ny sektor.
Enhet Et kretskort med en programvare som kan oppdateres.
Enhet pendl/
avc
Enhet rot/tråd Kretskort for styring av rotasjons-- och trådmatingsmotorer..
Enhet strømkil-deKretskort for styring av sveisestrømkilden.
Enhet sveiseda-taKretskort i innstillingsboksen.
Den laveste strømverdi av to ved pulserende strøm.
Kretskort for styring av pendlings-- og AVC--motorer.
Feilbehandlingskode
Feilredigeringskode
Forvarmingstid Forsinkelsestid av en sveisebevegelse for forvarming av arbeidsstykke.
Manuell modus Maskintilstand for posisjonering av elektrode manuelt.
Notisbok Plass for egne noteringer om en sveisesekvens.
Oppstartpro-
gram
PC--kort Minnekort for ekstern lagring av sveiseprogram.
Pulsstrøm Den høyeste strømverdien av to ved pulserende strøm eller strømverdi ved
Pulstid Tiden strømmen er ”på” i en pulsperiode.
Pulstrådmate-
hastighet
Rampe ned Gradvis minskning av en verdi.
Rampe opp Gradvis økning av en verdi.
Rotasjonshas-
tighet
Rotgass Beskyttelsesgass for sveisefugens underside (rotside).
Sektor En bestemt del av et rør
Sluttsektor Siste sveisesektoren i en sveisesekvens.
Startgass En spesiell gass med høye joniserende egenskaper som gjør det lettere å tenne
Startsektor Første sveisesektoren i en sveisesekvens.
Sveisegass Beskyttelsesgass på sveisefugens overside.
Systemversjon Angir hvilken programversjon som finnes lagret i PC--kortet eller i
Tallrute Viser inntastet tallverdi og talltegn.
En kode som angis i feilloggen når det har oppstått feil i sveiseprosessen..
En kode som angis i tallruten ved feiltasting
Program for oppstartsbehandling.
kontinuerlig strøm.
Trådmatehastighet ved pulsstrøm.
Elektrodens rotasjonshastighet rundt arbeidsstykket.
lysbuen.
innstillingsboksen.
dpa8d1nd
-- 7 2 --

NO
Transportsektor Flytting av sveiseelektroden uten å sveise i en sektor.
Utgangsstilling Utgangsstilling.
19 PROGRAMMERINGSNOTERINGER
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Brytningspunkt
Sveisestrøm (kontinuerlig) (A)
Sveisestrøm (Bakgrunnsstrøm) (A)
Sveisestrøm (Pulstid) (s)
Sveisestrøm (Bakgrunnstid) (s)
Rampe opp (s)
Rampe ned (s)
Forvarming (s)
Rotasjon, (kont. fremover) (‰)
Gassforstrømning (sveisegass) (s)
Gassetterstrømning (sveisegass) (s)
Trådmating (kontirnuerlig) (cm/min)
Pendl.( endestillingstid, venstre) (s)
Sektor 1 Sektor 2 Sektor 3 Sektor 4
Brytningspunkt
Sveisestrøm (kontinuerlig) (A)
Sveisestrøm (Bakgrunnsstrøm) (A)
Sveisestrøm (Pulstid) (s)
Sveisestrøm (Bakgrunnstid) (s)
Rampe opp (s)
Rampe ned (s)
Forvarming (s)
Rotasjon, (kont. fremover) (‰)
Gassforstrømning (sveisegass) (s)
Gassetterstrømning (sveisegass) (s)
Trådmating (kontirnuerlig) (cm/min)
Pendl.( endestillingstid, venstre) (s)
dpa8d1nd
-- 7 3 --
notes
-- 7 4 --

PROWELDER
Bestillingsnummer
Ordering no. Denomination Type
0456 665 882 Control box PROWELDER
0457 706 170 Programming manual SE PROWELDER
0457 706 171 Programming manual DK PROWELDER
0457 706 172 Programming manual NO PROWELDER
0457 706 173 Programming manual FI PROWELDER
0457 706 174 Programming manual GB PROWELDER
0457 706 175 Programming manual DE PROWELDER
0457 706 176 Programming manual FR PROWELDER
0457 706 177 Programming manual NL PROWELDER
0457 706 178 Programming manual ES PROWELDER
0457 706 179 Programming manual IT PROWELDER
0457 706 180 Programming manual PT PROWELDER
0457 706 086 Programming manual RU PROWELDER
The programing manual is available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instruction manuals and spare parts lists.
dpa8oLTS
-- 7 5 -Edition 050420

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V .
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...