


NL
PROWELDER
Handboek programmering
Valid for program version 2.80B0457 706 177 NL 050420

1 INLEIDING 4.........................................................
1.1 Werkwijze van de afstelbox 4.................................................
1.2 Sectors 4..................................................................
1.3 Display en toetsen 5.........................................................
2 LASPARAMETERS 9.................................................
2.1 Lasstroom 9...............................................................
2.2 Gas 9.....................................................................
2.3 Draadtoevoersnelheid 10.....................................................
2.4 Voorverwarmingstijd 10.......................................................
2.5 Rotatiesnelheid 10...........................................................
3 START EN STOP 11...................................................
3.1 Start 11.....................................................................
3.2 Stop 11.....................................................................
3.3 Nieuwe start 11..............................................................
4 VAN START GAAN 12.................................................
4.1 Algemeen 12................................................................
4.2 Hoe u een gereedschapscode aangeeft 12......................................
4.3 Hoe u een zelfgedefinieerde gereedschapscode aangeeft 13.......................
4.4 Hoe u de taal wijzigt 17.......................................................
5 PROGRAMMABEWERKING 18.........................................
5.1 Hoe u een parameterwaarde invoert 18.........................................
5.2 Hoe u een parameterwaarde verhoogt/verlaagt 18................................
5.3 Hoe u een nieuwe sector creëert 18............................................
5.4 Hoe u het breekpunt van een sector wijzigt 19....................................
5.5 Hoe u een transportsector creëert 19...........................................
5.6 Hoe u een neutrale positie vindt 20.............................................
5.7 Hoe u een slope invoert 20....................................................
5.8 Hoe u een programma verplaatst 21............................................
5.9 Hoe u binnen in een programma kunt wissen 21..................................
5.10 Hoe u tijdens het lassen de lasgegevens wijzigt 22................................
5.11 Hoe u de basisinstellingen in de afstelbox kiest 22................................
6 PROGRAMMERINGSVOORBEELDEN 23................................
6.1 Voorbeelden 1a 23...........................................................
6.2 Voorbeelden 1b 26...........................................................
6.3 Voorbeelden 1c 28...........................................................
6.4 Voorbeelden 1d 30...........................................................
6.5 Voorbeelden 1e 33...........................................................
7 BIBLIOTHEEK 35.....................................................
7.1 Hoe u een programma opslaat 35..............................................
7.2 Hoe u een programma opnieuw oproept 35......................................
7.3 Hoe u de gereedschapscode bekijkt 36..........................................
7.4 Hoe u programma’s verwijdert 36...............................................
8 HANDMATIG 37......................................................
8.1 Gebruiksgebied 37...........................................................
8.2 Hoe u de editfunctie gebruikt 37................................................
9 PC--KAART 38........................................................
9.1 Gebruiksgebied 38...........................................................
9.2 Hoe u een installatie uitvoert 39................................................
9.3 Hoe u een programma opnieuw oproept 39......................................
9.4 Hoe u een programma bewaart 39..............................................
9.5 Hoe u programma’s verwijdert 40...............................................
9.6 Hoe u de pc--kaart verwijdert 41................................................
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
TOCh
-- 2 --

10 STORINGCODES 41...................................................
10.1 Werkwijze in geval van storingen 41............................................
10.2 Foutverwerkingscodes 46.....................................................
11 HUIDIGE PARAMETERWAARDEN TONEN 47............................
1 1.1 Gebruiksgebied 47...........................................................
1 1.2 Hoe u de geldende parameterwaarden afbeeldt 47................................
12 PROGRAMMA--UPDATE 48............................................
12.1 Gebruiksgebied 48...........................................................
12.2 Verklaring van het menu 48....................................................
12.3 Hoe u een upgrade uitvoert. 48.................................................
12.4 Maatregel als upgrade van de eenheden in de lasstroombron is mislukt 50...........
12.5 Maatregel als upgrade van afstelbox is mislukt 51................................
13 SOFTWARESLEUTEL 52..............................................
13.1 Algemeen 52................................................................
13.2 Hoe u de afstelbox afsluit 52...................................................
13.3 Hoe u de afstelbox opent 53...................................................
13.4 Hoe u de code wijzigt 54......................................................
13.5 Bent u de code vergeten? 54..................................................
13.6 Hoe u limietwaarden opgeeft 54................................................
14 NOTITIEBLOK 56.....................................................
14.1 Gebruiksgebied 56...........................................................
14.2 Hoe u gegevens invoert 56....................................................
14.3 Voorbeeld 2a 57.............................................................
15 HANDLASSEN 62.....................................................
15.1 Gebruiksgebied 62...........................................................
15.2 Hoe u een lasprogramma creëert 62............................................
15.3 Voorbeeld 3a 63.............................................................
15.4 Hoe u last 67................................................................
16 BIJLAGE 67..........................................................
16.1 Gereedschapscodes 67.......................................................
16.2 Symbolen 68................................................................
16.3 Instellingsgebied van de lasparameters 68.......................................
17 MENUSTRUCTUUR 69................................................
18 VAKTERMEN 70......................................................
19 PROGRAMMERINGSAANTEKENINGEN 71..............................
BESTELNUMMER 72.....................................................
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
TOCh
-- 3 --

NL
1 INLEIDING
1.1 Werkwijze van de afstelbox
De afstelbox bestaat ruwweg uit vier eenheden: het Werkgebied, de Bibliotheek,
het Notitieblok en Extra.
S In het Werkgebied creëert u een lasprogramma.
S In de Bibliotheek slaat u lasprogramma’s op.
Tijdens het lassen wordt het proces doorlopend door de inhoud van het
Werkgebied gestuurd. Daardoor is het ook mogelijk om een lasprogramma uit de
Bibliotheek in het werkgebied op te roepen.
S In het Notitieblok kunt u eigen aantekeningen over de lasparameters schrijven.
S De functie Extra biedt de volgende mogelijkheden:
S taal wijzigen
S eventuele foutmeldingen bekijken
S de geldende parameterwaarden afbeelden
S programma’s upgraden
S de software blokkeren (softwaresleutel).
1.2 Sectors
Een programma voor het lassen van buizen kan worden opgedeeld in verschillende
delen, zogeheten sectoren. Elke van deze sectoren beantwoordt aan een zeker deel
van de omtrek van de buis. Een programma kan maximaal 100 sectoren bevatten.
Sector 4
Sector 3
Aan een sector kan een eigen set lasparameterwaarden worden toegewezen, zoals
stroom, rotatiesnelheid en draadtoevoersnelheid. Op die manier kan er worden
gelast met verschillende lasparameterinstellingen voor verschillende delen van de
buisnaad.
Voor de indeling in sectoren geeft u verschillende breekpunten langs de omtrek van
de buis. Elk breekpunt vormt het begin van een nieuwe sector. In de figuur
hieronder is breekpunt 0,000 het startpunt van sector 1, breekpunt 0,250 het
startpunt voor sector 2 enz.
Sector 1
Sector 2
dpa8d1ha
Breekpunt 0.000
Sector 4
Sector 3
Breekpunt 0.500
Sector 1
Breekpunt 0.250Breekpunt 0.750
Sector 2
-- 4 --

NL
LTS is lassen mogelijk met m aar liefst 10 omwentelingen in eenzelfde lasnaad,
d.w.z. het lasapparaat kan 10 keer rond de buis roteren.
De breekpunten in de bovenstaande figuur beginnen allemaal met het heel getal 0,
wat betekent dat ze breekpunten voor de eerste omwenteling zijn. De breekpunten
voor de omwenteling 2 beginnen allemaal met het heel getal 1, enz.
S Omwenteling 1 = breekpunten 0,000 -- 0,999
S Omwenteling 2 = breekpunten 1,000 -- 1,999
S Omwenteling 3 = breekpunten 2,000 -- 2,999
S Omwenteling 4 = breekpunten 3,000 -- 3,999
S Omwenteling 5 = breekpunten 4,000 -- 4,999
S Omwenteling 6 = breekpunten 5,000 -- 5,999
S Omwenteling 7 = breekpunten 6,000 -- 6,999
S Omwenteling 8 = breekpunten 7,000 -- 7,999
S Omwenteling 9 = breekpunten 8,000 -- 8,999
S Omwenteling 10 = breekpunten 9,000 -- 9,999
Om een lasprogramma af te sluiten geeft u een zogenaamde eindsector aan.
Een sector geldt als eindsector als aan de volgende twee voorwaarden wordt
voldaan:
S Er is geen volgende sector
S De lasstroom van de sector is 0 ampère.
1.3 Display en toetsen
A Display
B Softkeys
C Functietoetsen
dpa8d1ha
-- 5 --

NL
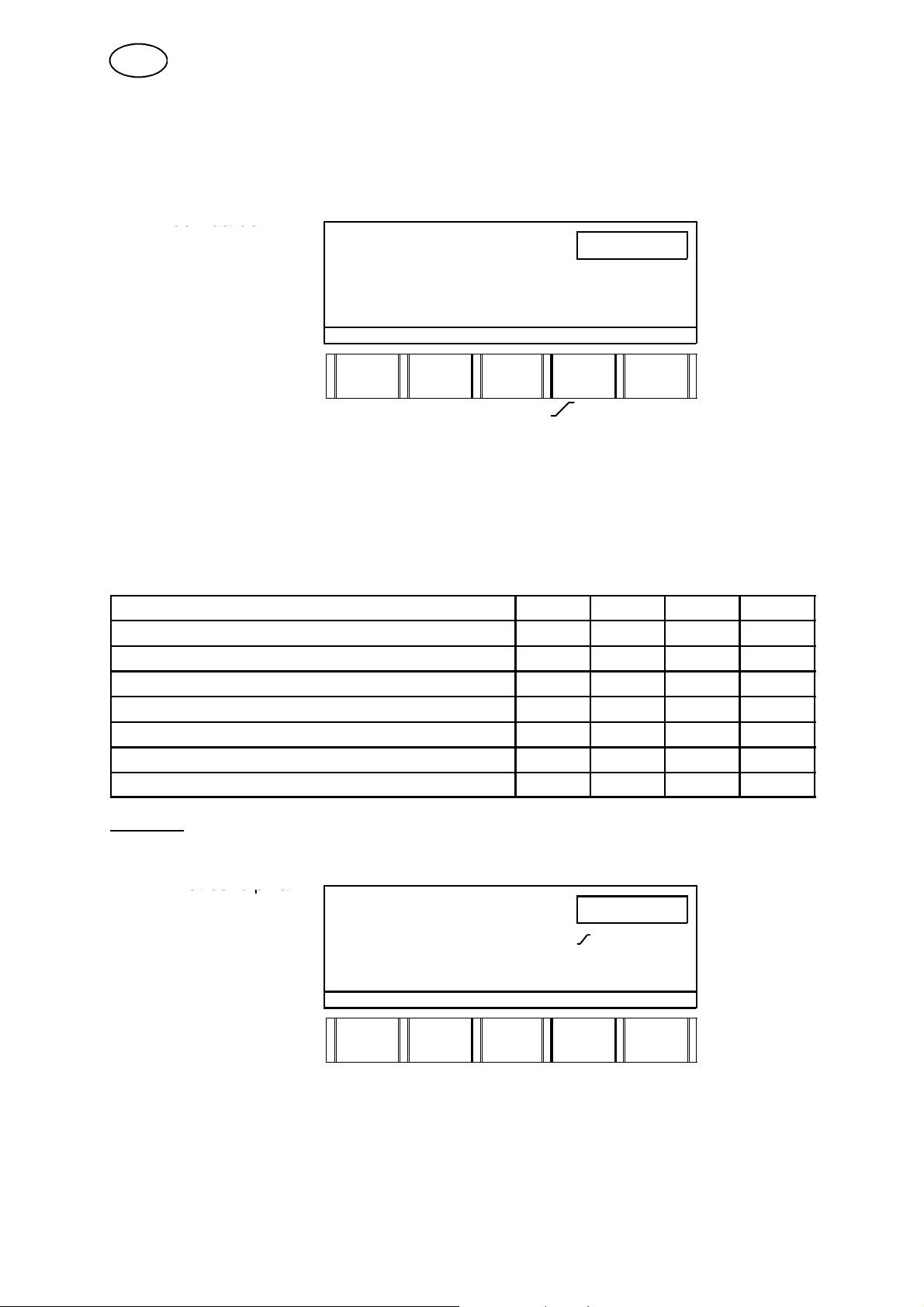
Display
a
SECTOR 2(4)
WELD GAS
1
ROOT GAS
e
START GAS
0.500
s
5
s
s
c
b
5
g
d
h
WEL
GAS
ROOT
GAS
D
START
GAS
f
Op het display kunt u de volgende informatie aflezen:
a De programmasector waarin u zich bevindt.
b Het aantal sectoren in het huidige programma.
c Het breekpunt van de sector (in dit voorbeeld: sector 2).
d Het cijfervak toont de ingevoerde cijferwaarde en verschillende cijfertekens.
Zie blz. 68 voor nadere informatie.
e Geeft aan dat de waarde aan een voorgaande sector ontleend is (in dit
voorbeeld: sector 1).
g De vijf tekstvakjes beschrijven de functie van de zogeheten softkeys(f).
h De statu sregel beschrijft de huidige toestand:
WELDING = Lassequentie aan de gang
END = Lassequentie voltooid.
TRANSPORT= Verplaatsing zonder lassen.
STOP = Lassequentie met behulp van de stoptoets afgebroken.
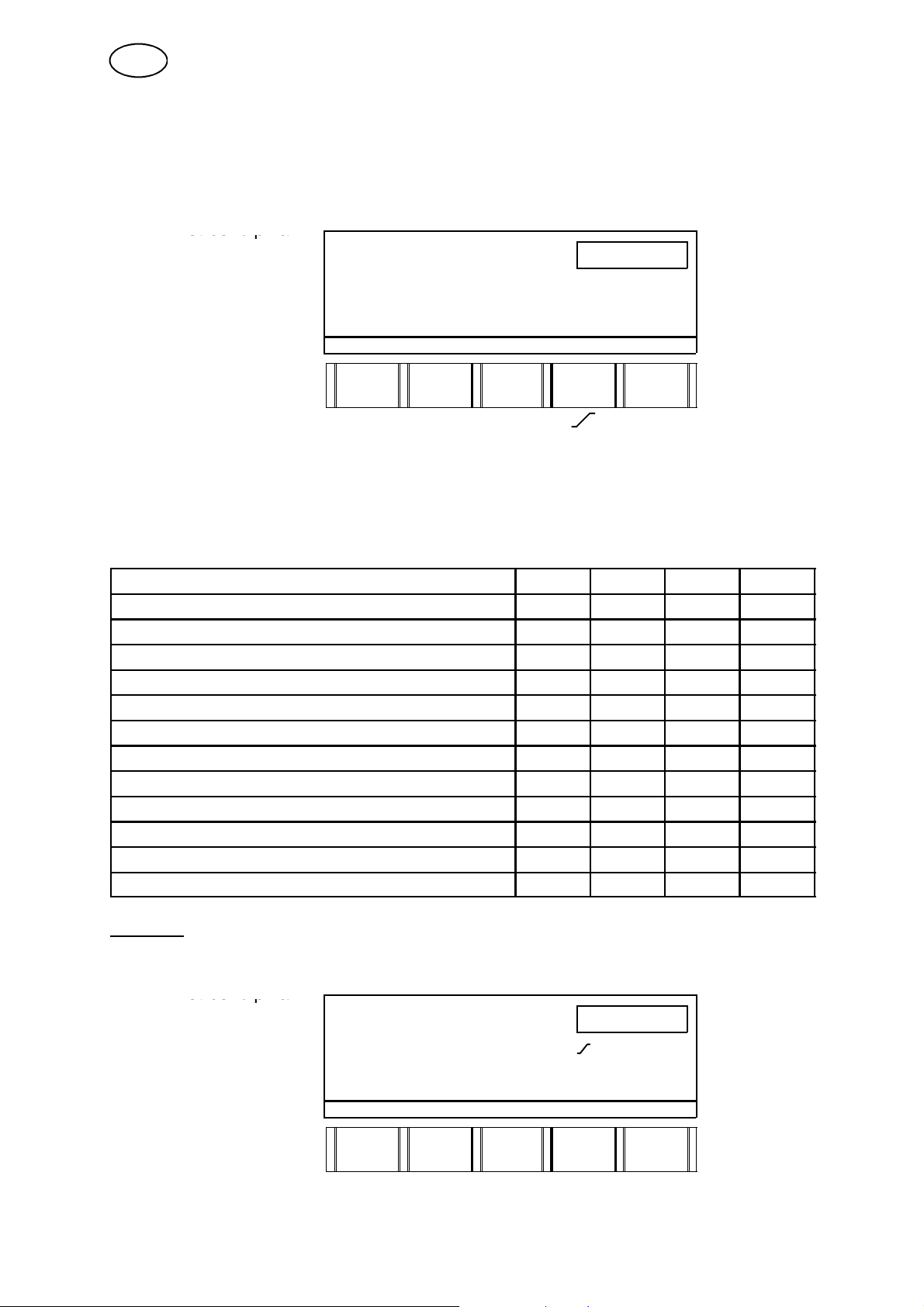
Softkeys
Met de softkeys (a) activeert u de functies die aan de overeenkomstige displays
toegewezen zijn (in dit voorbeeld: het display voor de parameter GAS). De inhoud
ervan wordt in de tekstvakken (b) weergegeven. Maximaal vijf softkeys kunnen
geactiveerd zijn, al naargelang het display.
dpa8d1ha
-- 6 --

NL
Functietoetsen
Parametertoetsen
De lasparameters zijn ingedeeld in vijfverschillende groepen. Elke groep heeft een
eigen toets en een set softkeys.
Lasstroom Gas
Rotatiesnelheid Draadtoevoersnelheid
Voorverwarmingstijd
SHIFT--toets
Met deze toets geeft u aan een andere toets een tweede functie.
PLUS/MIN--toets
Met deze toets verhoogt of verlaagt u een ingestelde waarde.
Cijfertoetsen
Met deze toetsen schrijft u de cijfers 0 --9 en het decimaalteken.
Overige toetsen:
SLOPE
Met deze toets kunt u een slope--functie aan een parameter toewijzen. Die wordt als
volgt op het display aangegeven .
Slope betekent een geleidelijke verandering van een ingestelde waarde.
Slope up = geleidelijke stijging
Slope down = geleidelijke daling
Aan de volgende parameters kunt u een slope--functie toewijzen:
Stroom (zowel piek-- als achtergrondstroom bij gepulseerde stroom), Rotatie,
Draadtoevoersnelheid, .
dpa8d1ha
-- 7 --

NL
Een slope kan tijdsafhankelijk zijn doordat u een verloop van een bepaald aantal
seconden aangeeft. Er zijn ook secto rafhankelijke slopes: de zogeheten
sector--slopes. Hier geeft u aan tussen welke twee breekpunten een slope zich moet
bevinden.
SECTOR
Het breekpunt in een programma aangeven ofwel naar een gegeven sector gaan.
STAP
Zich door het programma heen verplaatsen.
WISSEN
Een heel programma, delen van een programma in een werkgebied, of de cijfers in
het cijfervak wissen.
HANDMATIG
De elektrode vlak voor het lassen in de juiste stand zetten, en controleren of het
programma in het werkgebied naar behoren werkt.
GEHEUGEN (bib liotheek)
De bibliotheek openen of sluiten, en ook programma’s opslaan of van de bibliotheek
naar het werkgebied halen.
EXTRA
Allerlei opties zoals taalkeuze, storinglogboek, geldende parameterwaarden,
programma--upgrade en softwaresleutel.
VOLGENDE
Deze toets wordt niet gebruikt.
NOTITIEBLOK
Aantekeningen over een lassequentie maken.
GEREEDSCHAPSCODE
Controleren welke gereedschapscode aangesloten is.
NIEUWE START
Een lassequentie opnieuw starten.
SECTOR SLOPE
Een sector-- slopes aanmaken.
ONMIDDELLIJK STOP
De lassequentie onmiddellijk afbreken. De gasnastroming wordt uitgevoerd volgens
de informatie van de eindsector.
dpa8d1ha
-- 8 --

NL
START
Een lassequentie starten.
STOP
Een lassequentie stoppen. De lassequentie wordt afgesloten volgens de instellingen
in de eindsector.
2 LASPARAMETERS
De instellingsgebieden voor de lasparameters vindt u onder ”APPENDIX” op blz. 68.
2.1 Lasstroom
De parametergroep voor de lasstroom omvat vier parameters:
S PEAK CURRENT (PIEKSTROOM)
S BACKGROUND CURRENT (ACHTERGRONDSTROOM)
S PEAK TIME (IMPULSTIJD) (1 s)
S BACKGROUND TIME (ACHTERGRONDSTIJD) (1 s)
Tussen haakjes staan de vooringestelde waarden.
Impulstijd
Achtergrondstijd
Piekstroom
Achtergrondstroom
Een lasstroom kan gepulseerd of continu (niet--gepulseerd) zijn.
Als u met gepulseerde stroom wilt lassen, m oet u alle vier de param eters een
waarde geven. Wilt u daarentegen met continue stroom lassen, hoeft u alleen de
parameter piekstroom in te stellen. Als u ook de achtergrondstroom instelt, krijgt u
een stroom met vooringestelde impulstijd en achtergrondtijd. De impulstijd en de
achtergrondtijd kunnen natuurlijk ook aangepast worden.
2.2 Gas
De parametergroep voor beschermgas omvat drie parameters:
S WELD GAS (LASGAS)
S ROOT GAS (GRONDGAS)
S START GAS (STARTGAS)
Met lasgas wordt het beschermgas op de bovenkant van de lasnaad bedoeld. Met
de lasgasparameter bepaalt u de tijd dat het beschermgas op de bovenkant van de
naad voor en na het lassen moet stromen. Voor het lasgas zijn er vooringestelde
dpa8d1ha
-- 9 --

NL
waarden. Tenzij u andere waarden opgeeft, krijgen de lasgasvoorstroming en de
lasgasnastroming bij de start de volgende waarden:
S Lasgasvoorstroming = 2 s
S Lasgasnastroming = 4 s
Met grondgas wordt het beschermgas aan de onderkant van de lasnaad bedoeld.
De parameter grondgas geeft aan hoelang het beschermgas aan de onderkant van
de lasnaad voor en na het lassen moet stromen.
Sommige beschermgassen, bijv. helium (He), kunnen het aansteken van de
lichtboog bemoeilijken. Als u een dergelijk beschermgas als lasgas gebruikt, kan het
raadzaam zijn tijdens het eigenlijke startogenblik een gas met een andere
samenstelling te gebruiken, namelijk een zogeheten startgas.
Is er een waarde opgegeven voor lasgas en voor startgas in sector 1, dan stroomt
alleen het startgas. Het lasgas stroomt wanneer de lichtboog aangestoken is.
2.3 Draadtoevoersnelheid
Wordt gebruikt om de toevoersnelheid (in cm/min) voor de materiaaldraad te
bepalen.
De snelheid kan gepulseerd of continu (niet--gepulseerd) zijn.
De parametergroep voor draadtoevoersnelheid omvat twee parameters:
S PEAK WIRE FEED SPEED
(DRAADTOEVOERSNELHEID BIJ PIEKSTROOM)
S BACKGROUND WIRE FEED SPEED
(DRAADTOEVOERSNELHEID BIJ ACHTERGRONDSTROOM)
Bij lassen met continue draadtoevoer hoeft u uitsluitend de parameter
draadtoevoersnelheid bij piekstroom in te stellen.
Wilt u daarentegen de draadtoevoersnelheid laten pulseren, dan moet u zowel de
pieksnelheid als de achtergrondsnelheid instellen.
Gepulseerde draadtoevoer wordt automatisch gesynchroniseerd m et de lasstroom
zodat de draadtoevoersnelheid hoog bij piekstroom en laag bij achtergrondstroom is.
2.4 Voorverwarmingstijd
Wordt gebruikt om het werkstuk bij het startpunt te verhitten (en zo de indringing van
het smeltbad correct te laten verlopen) en wordt gedefinieerd als de tijd vanaf de
ontsteking van de lichtboog tot de start van de rotatiebeweging. Als er geen
voorverwarming aangegeven is, houdt dat in dat de rotatie start wanneer de
lichtboog wordt ontstoken.
N.B. In de parametergroep lasstroom kan er in geval van voorverwarming geen
sector--slope in een startsector worden aangegeven.
2.5 Rotatiesnelheid
Wordt gebruikt om de rotatiesnelheid van de elektrode rond het werkstuk aan te
geven, en wordt uitgedrukt in promille (duizendste delen) van de maximale
rotatiesnelheid voor het gebruikte lasgereedschap.
dpa8d1ha
-- 1 0 --

NL
De rotatiesnelheid kan net zoals de lasstroom en de draadtoevoersnelheid
gepulseerd of continu zijn).
De parametergroep voor rotatiesnelheid omvat vier parameters:
S ROTATION FORWARDS (VOORWAARTSE ROTATIE)
S ROTATION BACKWARDS (ACHTERWAARTSE ROTATIE)
S PULSED ROTATION FORWARDS
(GEPULSEERDE VOORWAARTSE ROTATIE)
S PULSED ROTATION BACKWARDS
(GEPULSEERDE ACHTERWAARTSE ROTATIE)
Gepulseerde rotatie wordt automatisch gesynchroniseerd met de lasstroom, zodat
het lasgereedschap stilstaat bij piekstroom en roteert bij achtergrondstroom.
3 START EN STOP
3.1 Start
U start het lasgereedschap met de START --toets .
Een lasprogramma kan niet worden gestart als u een andere gereedschapscode heb
opgegeven dan de code in het huidige programma.
3.2 Stop
Als u het lassen met de STOP--toets afbreekt, verspringt het programma naar
de eerstvolgende eindsector, ongeacht de sector die op dat moment actief is. Het
lassen wordt afgesloten volgens de instellingen in de eindsector.
Wanneer u het lassen met de toets ONMIDDELLIJK STOP beëindigt, wordt de
lassequentie meteen afgebroken. De gasnastroming gebeurt volgens de ingestelde
tijd in de eindsector.
3.3 Nieuwe start
U kunt voortgaan met lassen m et behulp van de SHIFT-- en START--toets
.
Ongeacht of u gestopt bent met lassen met behulp van de STOP--toets of de
ONMIDDELLIJK STOP--toets worden de startparameters van de eerste
voorafgaande startsector gebruikt. Daarna gaat het programma door vanaf de
positie waar het lasprogramma afgebroken werd.
dpa8d1ha
-- 1 1 --

NL
4 VAN START GAAN
4.1 Algemeen
Sommige van de factoren die het lasproces bepalen, zijn specifiek voor het
lasgereedschap, bijv. de rotatiesnelheid. Aan elk lasprogramma moet daarom een
gereedschapscode worden toegekend. Deze code geeft het gereedschap aan
waarvoor het programma is geschreven.
4.2 Hoe u een gereedschapscode aangeeft
S Draai de schakelaar voor de netspanning op de lasstroombron in de stand 1.
S Het volgende display wordt getoond:
CHOOSE CONNECTED TOOL:
PRB "
PRH
PRD
POC 12--60 mm
TIG HAND TORCH
A25
NEXT
ENTER
Voorbeeld: U hebt PRB 33--90 aangesloten.
S Verplaats de cursor met behulp van de softkey next (volgende) naar de regel
PRB. Kies het geschikt gereedschap en druk op enter.
Er verschijnt een venster met beschikbare gereedschapsafmetingen.
S Verplaats de cursor met behulp van de softkey next (volgende) naar de
afmeting van het gereedschap dat u hebt aangesloten (in dit voorbeeld: 33--90
mm) en druk op enter.
CHOOSE CONNECTED TOOL:
PRB " 8--17 mm
PRH 17-- 49 mm
PRD 33-- 90 mm
POC 12--60 mm 60-- 170 mm
TIG HAND TORCH
A25
NEXT
QUIT ENTER
Resultaat: De nieuwe gereedschapscode is ingevoerd en de volgende boodschap
verschijnt: CONNECTED TOOL (AANGESLOTEN GEREEDSCHAP): PRB 33--90
mm.
dpa8d1ha
-- 1 2 --

Drukopd
ftkeyDrukopdesoftkey
prog
g
TOOLTYPEMISMATC
H
program(huidi
g
NL
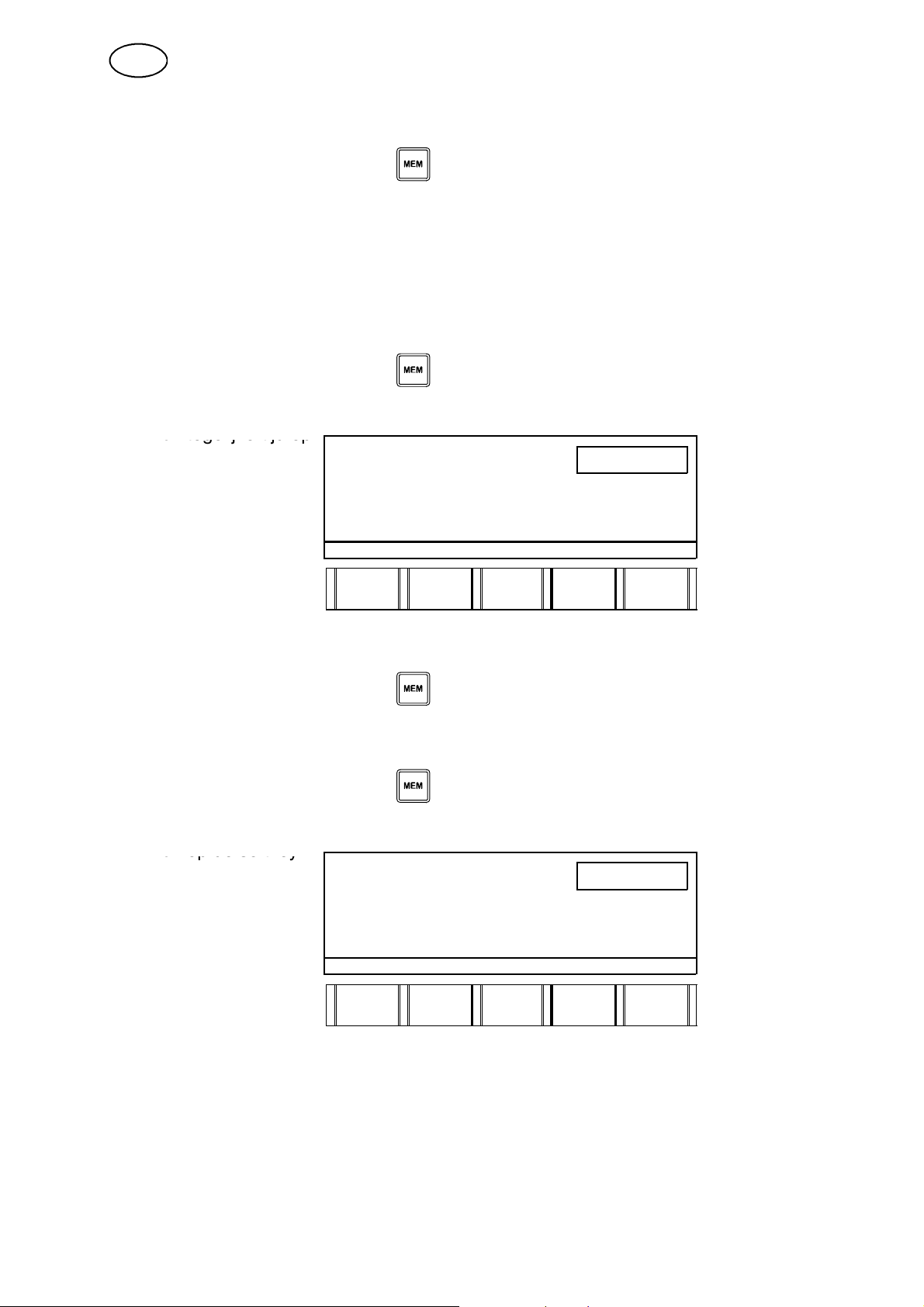
N.B. Als er al een programma met een andere gereedschapscode in het werkgebied
opgeslagen is, moet u dat verwijderen. (Wilt u het oude programma bewaren,
vergeet dan niet om het eerst op te slaan in de bibliotheek door op de toets MEM te
drukken .)
Op het display kunt u de volgende informatie aflezen:
S
delete existing
programma
wissen).
eso
ram(huidi
WARNING!
TOOLTYPE MISMATCH
PROGRAM NO 1
PROGRAM MADE FOR: PRB 17-- 49 mm
CONNECTED TOOL: PRB 33-- 90 mm
DELETE
PROG.
Resultaat: De nieuwe gereedschapscode is ingevoerd en op het display verschijnt:
CONNECTED TOOL (AANGESLOTEN GEREEDSCHAP): PRB 33--90 mm.
Als er geen cijfer staat vermeld na PROGRAM NO: _ is er geen lasprogramma uit
de bibliotheek opgeroepen.
Opmerking! Als de lasgegevens in het werkgebied aangepast zijn, zal het
lasprogramma niet meer aansluiten bij het uit de bibliotheek opgeroepen
programma. Als u de aanpassingen wilt bewaren, slaat u ze als nieuw laspro gr amma
op in de bibliotheek.
4.3 Hoe u een zelfgedefinieerde gereedschapscode aangeeft
Om een zelfgedefinieerde gereedschapscode aan te geven, dient u mogelijk
sommige van de volgende parameters te berekenen:
ROTATION LENGTH (ROTATIELENGTE), voorbeeld A, zie blz. 15.
SCALE FACTOR ROTATION (SCHAALFACTOR), voorbeeld B, zie blz. 15.
SCALE FACTOR WIRE (SCHAALFACTOR DRAADTOEVOER), voorbeeld E, zie blz.
16.
N.B. De waarden die u onder zelfgedefinieerde gereedschapscodes hebt
aangegeven, blijven bewaard, ook als u een gewone gereedschapscode kiest.
Vooringestelde waarden
Parameterfactor PRD A25 PRB, PRC
Rotatielengte 55350 55350 55350
Schaalfactor rotatie 846024 960000 678000
Frequentiedeler nee ja nee
Schaalfactor draadtoevoer 120700 230826 230826
S Draai de schakelaar voor de netspanning op de lasstroombron in de stand 1.
dpa8d1ha
-- 1 3 --

pyset
p
desoftkeyente
r
NL
Vo o rbeeld A: PRD 160
Het volgende display wordt getoond:
CHOOSE CONNECTED TOOL
PRB
PRH
PRD "
POC 12--60 mm
TIG HAND TORCH
A25
NEXT
ENTER
S Verplaats de cursor met behulp van de softkey next (volgende) naar de regel
PRD. Kies het geschikt gereedschap en druk op enter.
Het volgende display wordt getoond:
S Druk op de softkey
CHOOSE CONNECTED TOOL
.
PRB
PRH
PRD " CUSTOMIZED
POC 60--170 mm
TIG HAND TORCH
A25
SET QUIT ENTER
Het volgende display wordt getoond:
S Druk tweemaal op
INSTERT PARAMETERS
.
DEFAULT PRD A 25 PRB
ROTATIONS LENGTH 55350
SCALE FACTOR ROT.. 678000
#
NEXT QUIT ENTER
Resultaat: PRD wordt geselecteerd.
S Tik de rotatielengte en de schaalfactor in. Zie voor de juiste waarden in de
gebruiksaanwijzing 0440 100 xxx voor PRD 160.
S Druk op de softkey quit.
dpa8d1ha
-- 1 4 --

pyenter
Drukopd
ftkeyuopdesote
y
prog
g
TOOLTYPEMISMATC
H
program(huidi
g
NL
Het volgende display wordt getoond:
S Druk op de softkey
CHOOSE CONNECTED TOOL:
.
PRB
PRH
PRD " CUSTOMIZED
POC 60--170 mm
TIG HAND TORCH
A25
SET QUIT ENTER
Resultaat: De nieuwe gereedschapscode is ingevoerd en de volgende boodschap
verschijnt: CONNECTED TOOL (AANGESLOTEN GEREEDSCHAP): PRD
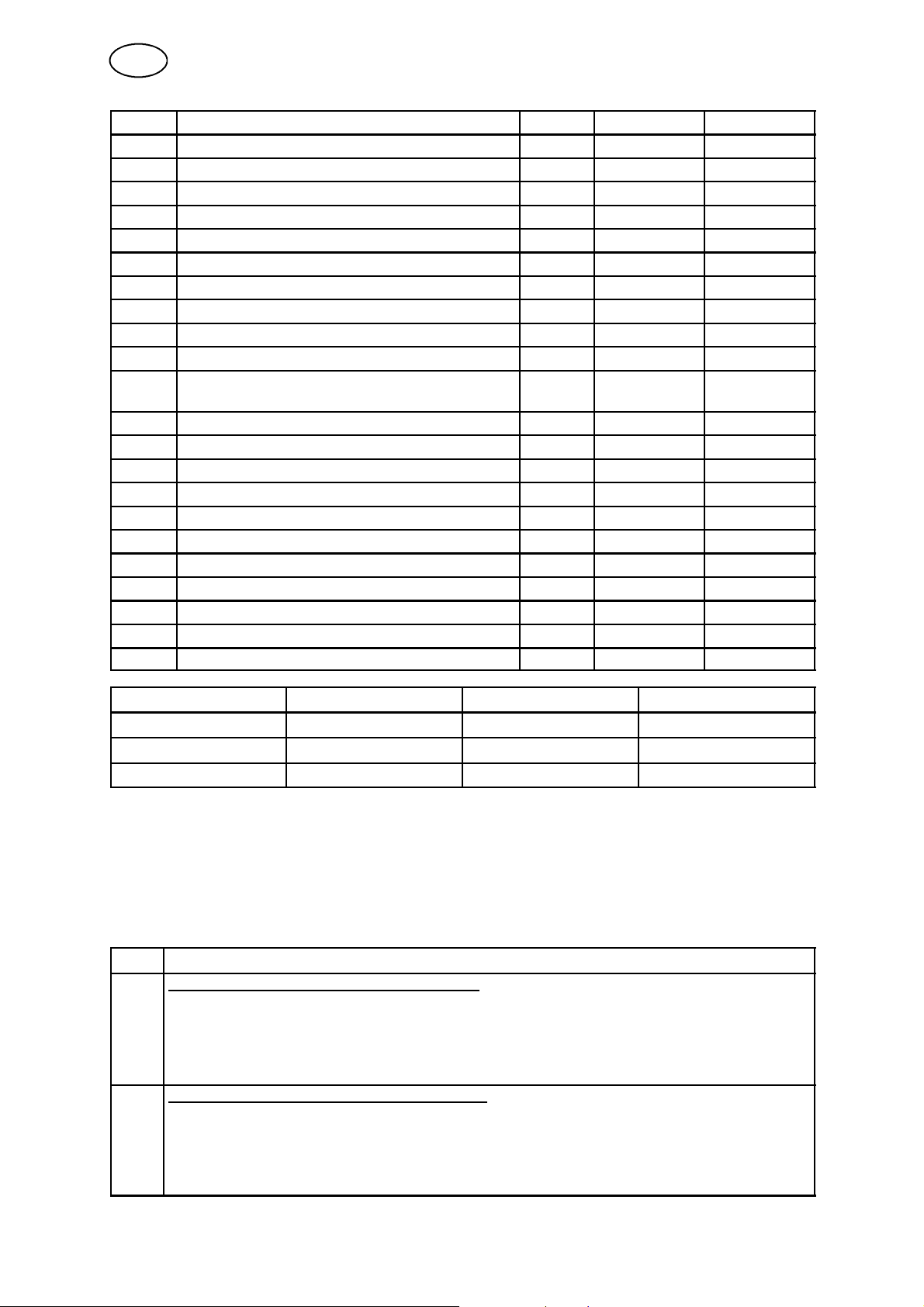
N.B. Als er al een programma met een andere gereedschapscode in het werkgebied
opgeslagen is, moet u dat verwijderen. (Wilt u het oude programma bewaren,
vergeet dan niet om het eerst op te slaan in de bibliotheek door op de toets MEM te
drukken .)
Op het display kunt u de volgende informatie aflezen:
S
delete existing
programma
wissen).
eso
ram(huidi
WARNING!
TOOLTYPE MISMATCH
PROGRAM NO 1
PROGRAM MADE FOR: PRB 17-- 49 mm
CONNECTED TOOL: PRD
DELETE
PROG.
Resultaat: De nieuwe gereedschapscode is ingevoerd en op het display verschijnt:
CONNECTED TOOL (AANGESLOTEN GEREEDSCHAP): PRD
Berekening en instelling van de rotatielengte
ROTATION LENGTH (ROTATIELENGTE) = het aantal impulsen per omwenteling
aangeven (vanaf breekpunt 0,000 tot 1,000)
Berekening en instelling van de schaalfactor
Voo rbeeld B: PRH 6--40, rotatie.
S Maximale aandrijfsnelheid (V) = 2.778 rpm
S Mechanische transmissie van aandrijfeenheid (N) = 2140:1
S Waarde voor impulssensorsignalen per omwenteling van de motoras (P) =15
S Waarde voor maximaal instelbare rotatie (M) = 1000.
S De tijd tussen achtereenvolgende impulsen afkomstig van de impulssensor van
de motor, aangegeven in microseconden bij gewenste maximale snelheid (de
gegevens komen van de geldende specificatie van de aandrijfeenheid).
(T)= 60s
x 1 000 000
VxNxP
dpa8d1ha
-- 1 5 --

desoftkeyvolgende
y
(
A
LEFA
NL
S Een constante (K) moet worden aangegeven zodat K/T = max. instelbare
waarde (M) in het display. K = T x M = 672843
SCALE FACTOR (SCHAALFACTOR) = 672843
S Ga naar het volgende display zie voorbeeld A op blz. 15.
S Ga met behulp van
INSERT PARAMETERS
de softkeyvolgende
naar de parameterfactor SCALE
FACTOR ROTATION
(SCHAALFACTOR
DEFAULT PRD A 25 PRB
ROTATIONS LENGTH 55350
SCALE FACTOR ROT. 672843
#
ROTATIE) van de
softkey next
volgende)naa.
NEXT QUIT ENTER
S Druk op de softkey enter.
S Tik met de cijfertoetsen de waarde voor de schaalfactor 672843 in.
S Druk op de softkey enter.
Resultaat: Schaalfactor voor rotatie ingesteld.
Frequentiedeler
In dit venster kunt u bepalen of elke impuls dan wel elke achtste impuls geteld moet
worden -- dit met het oog op impulssensoren met een hoge impulsfrequentie (max.
2.000 Hz).
INSERT PARAMETERS
SC
WEAVE -- pulses/mm. 84
PRESCALER
SCALE FACTOR WIRE 230826
SCALE FACTOR WEAVE 119048
NEXT QUIT ENTER
CTORVOLT30
Berekening en instelling van de schaalfactor voor draadtoevoer
Voo rbeeld E: Draadtoevoermechanisme MEI 21
S Max. draadtoevoersnelheid (V) = 2500 mm/min
S Waarde voor schakelen van versnellingsbak (N) = 159:1
S Effectieve omtrek van de toevoerrollen (O) ≈ (29.2 x π )mm
S Waarde voor impulssensorsignalen per omwenteling van de motoras (P) =15
S Waarde voor de maximale instelbare draatoevoersnelheid x 10 (M) =
25.0 x 10 = 250.
S Motortoerental dat aan maximale snelheid beantwoordt (R) = (V /O) x N rpm
S De tijd tussen achtereenvolgende impulsen afkomstig van de impulssensor van
de motor, aangegeven in microseconden bij gewenste maximale snelheid (de
gegevens komen van de geldende specificatie van de aandrijfeenheid).
dpa8d1ha
-- 1 6 --

Drukopd
ftkeyDrukopdesoftkey
g
g
Drukopd
ftkeyuopdesote
y
ggg
NL
(T)= 60s
x 1 000 000
=60xO
x 1 000 000
RxP VxNxP
S Een constante (K) moet worden aangegeven zodat K/T = max. instelbare
waarde (M) in het display. K = T x M = 230 779
SCALE FACTOR WIRE (SCHAALFACTOR DRAADTOEVOER) = 230 779
Tik de waarden voor SCHAALFACTOR DRAADTOEVOER in. Z ie voorbeeld B op
blz. 15.
4.4 Hoe u de taal wijzigt
De tekst die op de afstelbox verschijnt is in de volgende vier talen beschikbaar:
S Engels, Duits, Frans, Zweeds
De volgende taalgroepen kunt u als optie bestellen (zie gebruiksaanwijzing voor
lasstroombron).
S Engels, Duits, Frans, Zweeds
S Engels, Italiaans, Fins, Noors
De taal bij levering en bij het eventueel terugstellen van de standaardwaarden is
Engels.
Taalkeuze
S Druk op de toets EXTRA om toegang te krijgen tot de extra functies. Het
volgende display wordt getoond:
S
language.
eso
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPDATE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT--.
WARE
UPDATE
SOFT--
WARE
KEY
S Druk op de softkey next language en ga naar de gewenste taal.
S
change language.
eso
CHOSEN LANGUAGE: ENGLISH
AVAILABLE LANGUAGES
ENGLISH SVENSKA
DEUTSCH
FRENCH
NEXT
LANG
CHANGE
LANG
QUIT
Alle teksten worden van nu af aan in de gekozen taal gegeven (in dit voorbeeld:
Zweeds).
dpa8d1ha
-- 1 7 --

S
luithet
Sluithetmenudoo
r
pyy
NL
S
op de softkey avbryt
te drukken.
menudoor
VALT SPRÅK: SVENSKA
TILLGÄNGLIGA SPRÅK
ENGLISH SVENSKA
DEUTSCH
FRENCH
NÄSTA
SPRÅK
BYT
SPRÅK
AVBRYT
S Druk op de toets Extra om terug te keren naar het werkgebied.
5 PROGRAMMABEWERKING
5.1 Hoe u een parameterwaarde invoert
S Zorg ervoor dat de juiste parametergroep op het display wordt afbeeld door op
een van de femparametertoetsen te drukken.
S Geef een waarde op in het cijferveld.
S Druk op de softkey van de desbetreffende parameter.
Let wel, de parameters nemen altijd de waarde van de voorgaande sector over,
tenzij u een nieuwe waarde opgeeft.
5.2 Hoe u een parameterwaarde verhoogt/verlaagt
Een waarde maar worden gewijzigd als die in het cijfervak afgebeeld wordt.
S Selecteer de nodige parameter met een van de softkeys. De ingestelde waarde
voor de parameter verschijnt dan in het cijfervak.
S Druk op de toets PLUS
of MIN .
5.3 Hoe u een nieuwe sector creëert
Er wordt een nieuwe sector gevormd als u in een bestaande sector een nieuw
breekpunt intikt.
S Tik een waarde in voor het breekpunt van de nieuwe sector.
S Druk op de toets SECTOR .
Hier door wordt er een nieuwe sector gecreëerd, die in principe een kopie van de
oorspronkelijke sector is, maar met een ander breekpunt en een ander
sectornummer. De nieuwe sector wordt automatisch op de juiste plaats in het
programma gezet. Deze plaats hangt af van de waarde van het breekpunt.
Hoe u tijdens het lassen een n ieuwe sector creëert
Ga als volgt te werkt om tijdens het lassen een nieuwe sector te creëren:
S Tik met behulp van de cijfertoetsen in een van de volgende parametergroepen
een waarde in
-- 1 8 --
dpa8d1ha

NL
S Druk op een van de softkeys.
Er wordt automatisch een nieuwe sector gevormd.
5.4 Hoe u het breekpunt van een sector wijzigt
Om het breekpunt van een sector te kunnen wijzigen, moet u eerst controleren of de
waarde van het bestaande breekpunt in het cijfervak afgebeeld wordt.
S Druk op de toets SECTOR .
Op deze manier wordt nu het breekpunt in het cijfervak getoond.
S Tik de nieuwe breekpuntwaarde in.
S Druk op de toets SECTOR
of
S wijzig de breekpuntwaarde met de toetsen PLUS en MIN .
5.5 Hoe u een transportsector creëert
Een transportsector creëert u door het lasgereedschap te roteren zonder in een
sector te lassen. Sector 1 kan niet dienen als transportsector, die kan alleen een
verschoven start.
Transportsector
S Tik met behulp van de cijfertoetsen een waarde in voor het breekpunt van de
nieuwe sector.
S Druk op de toets SECTOR .
S Geef de LASSTROOM (piekstroom) op tot 0.
N.B. Is de waarde van de lasstroom ontleend, dan is de lasstroomwaarde van de
daaropvolgende sector ook 0. Vergeet niet de juiste waarde in te voeren.
Alle andere parameterwaarden kunt u ongewijzigd laten.
Verschoven start
Een verschoven start krijgt u door het breekpunt van sector 1 te wijzigen:
S Ga met de STAP--toets naar sector 1.
S Druk weer op de toets SECTOR .
S Tik met behulp van de cijfertoetsen het breekpunt voor bijv. 0,100 in i.p.v. 0,000.
S Druk weer op de toets SECTOR .
dpa8d1ha
-- 1 9 --

NL
5.6 Hoe u een neutrale positie vindt
Bij gebruik van het buislasgereedschap PRH en POC is het soms nodig dat u terug
naar de neutrale stand kunt gaan, bijv. bij het stoppen van het lasproces.
S Draai het gereedschap handmatig totdat het zich binnen een tiende deel van een
omwenteling links of rechts van de neutrale stand bevindt. Zie voorts onder
Handmatige modus op blz. 37.
S Druk weer op de toets START .
Wanneer u dat gedaan hebt, roteert het gereedschap automatisch naar de neutrale
stand, en start er een lassequentie.
5.7 Hoe u een slope invoert
Een tijds--slope of sector--slope kan worden opgegeven voor een van de volgende
parametergroepen:
Lasstroom Rotatiesnelheid
Draadtoevoersnelheid
Tijds --slope
S Druk op de toets van de gewenste parametergroep.
S Markeer de nodige parameter met een van de softkeys.
S Tik de gewenste waarde voor de slope--tijd in.
S Druk weer op de toets SLOPE .
Sector--slope
U hoeft geen tijdswaarde op te geven om een sector--slope te creëren.
N.B. In de parametergroep lasstroom kunt u geen sector--slope in een startsector
opgeven in geval van voorverwarming.
S Druk op de toets van de gewenste parametergroep.
S Markeer de nodige parameter met een van de softkeys.
S Druk tegelijkertijd op de toetsen SHIFT en SLOPE om een
sector--slope te maken.
Wat is een slope?
Een slope is een lineaire verandering tussen twee parameterwaarden gebaseerd op
tijd en positie (breekpunt).
Een op tijd gebaseerde slope wordt tijds--slope genoemd en is geactiveerd
gedurende een gegeven tijd.
Een op positie gebaseerde slope wordt sector--slope genoemd en is actief tussen
twee aangrenzende breekpunten.
dpa8d1ha
-- 2 0 --

NL
5.8 Hoe u een programma verplaatst
Ga naar de volgende parametergroep
Met behulp van de toets STAP kunt u zich binnen een lasprogramma bewegen.
Terwijl u zich verplaatst, worden alleen de parametergroepen getoond waaraan in
het programma een waarde toegewezen is.
Wanneer u zich door de eindsector beweegt, verspringt u automatisch naar de
gereedschapscode.
Zich verplaatsen tussen sectoren
U kunt verspringen tussen de sectoren van het programma. Schrijf een
sectornummer in het cijfervak van het display en druk vervolgens op de
SECTOR--toets te drukken . Bij het verspringen naar een nieuwe sector komt u
altijd in dezelfde parametergroep terecht als de voorgaande.
5.9 Hoe u binnen in een programma kunt wissen
Een parameterwaarde wissen
U kunt een parameterwaarde wissen als die niet uit een voorgaande sector
overgenomen is. De waarde moet in het cijfervak afgebeeld wordt om het te kunnen
wissen.
S Druk op de toets WISSEN . In het cijfervak verschijnt de vraag DEL?
S Druk op de softkey van de parameter om te bevestigen.
Een sector wissen
U kunt alleen de sector wissen waarin u zich bevindt. Er zijn twee werkwijzen:
Alternatief 1
S Druk op de toets WISSEN en vervolgens op de toets SECTOR .
Alternatief 2
S Druk op de toets SECTOR . Het breekpunt verschijnt in het cijfervak.
S Druk op de toets WISSEN . In het cijfervak verschijnt de vraag DEL?
S Druk op de toets SECTOR om te bevestigen.
De inhoud van het werkgebied
Het werkgebied bevat altijd het laatst gebruikte lasprogramma. Soms is het nodig het
werkgebied volledig leeg te maken, bijv. om de gereedschapscode te wijzigen.
Wis als volgt het aanwezige programma in het werkgebied:
S Druk op de toets WISSEN
dpa8d1ha
wissen
en vervolgens op de toets GEHEUGEN .
-- 2 1 --

NL
5.10 Hoe u tijdens het lassen de lasgegevens wijzigt
Om de lasgegevens tijdens het lassen te kunnen wijzigen, moet er een waarde
voorkomen in het cijfervak.
S Selecteer de nodige parameter met een van de softkeys. De ingestelde waarde
voor de parameter verschijnt dan in het cijfervak.
S Tik met behulp van de cijfertoetsen de nieuwe waarde in of verhoog/verlaag de
waarde met de PLUS /MIN -- toetsen.
N.B. Wanneer u een waarde in het werkgebied wijzigt, wordt de oude waarde
overschreven en de nieuwe geactiveerd. In geval van een ontleende waarde wordt
de waarde in de daaropvolgende sector gewijzigd.
5.1 1 Hoe u de basisinstellingen in de afstelbox kiest
Als de afstelbox afgesloten wordt, d.w.z. niet reageert wanneer u op de toetsen
drukt, moet u de afstelbox als volgt weer op nul zetten:
S Draai de schakelaar voor de netspanning op de lasstroombron in de stand 0.
S Houd de middelste van de vijf softkeys op de afstelbox ingedrukt en draai de
netspanningschakelaar in de stand 1.
dpa8d1ha
-- 2 2 --

Drukopd
ftkeyuopdesote
y
Drukopd
ftkeyuopdesote
y
(
NL
6 PROGRAMMERINGSVOORBEELDEN
6.1 V oorbeelden 1a
Het eerste voorbeeld is een eenvoudig lasprogramma met twee sectoren, waarbij
sector 2 de eindsector is. Het programma omvat vier parameters: lasstroom,
rotatie, lasgasvoorstroming en lasgasnastroming.
Sector 1 Sector 2
Breekpunt 0.000 1.010
Lasstroom (continu) (A) 160 0
Rotatie (continu) (‰) 250 250
Gasvoorstroming (lasgas) (s) 5
Gasnastroming (lasgas) (s) 7
Sector 1
Breekpunt
Aan sector 1 wordt automatisch breekpunt 0,000 toegewezen, tenzij anders is
aangegeven.
Lasstroom
Piekstroom = 160 A
S Druk op de toets LASSTROOM . De figuur voor het instellen van de
lasstroom verschijnt op het display.
S Tik met behulp van cijfertoetsen de waarde 160 in.
S
continuous peak
eso
SECTOR 1(1) 0.000
160
pulse current
(continu piekimpulsstroom).
PEAK CURRENT A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 160 A in sector 1.
Rotatiesnelheid
Continue rotatie voorwaarts = 250 ‰ van de maximale rotatiesnelheid.
S Druk op de toets ROTATIESNELHEID .
S Tik met behulp van cijfertoetsen de waarde 250 in.
S
rotation forward
eso
SECTOR 1(1) 0.000
250
rotatie voor-
waarts).
ROTATION FORWARD
ROTATION BACKW.
PULSE ROT. FORWARD
PULSE ROT. BACKW.
ROTA-TION
FORW.
ROTA-TION
BACKW.
PULSE
ROT
FORW
PULSE
ROT
BACKW.
Resultaat: ROTATION FORWARD (ROTATIE VOORWAARTS) = 250 in sector 1.
dpa8d1hb
-- 2 3 --

Drukopd
ftkeyDrukopdesoftkey
DrukopdetoetsDrukopdetoets
NL
Gas
Gasvoorstroming lasgas = 5sin sector 1.
S Druk op de toets GAS .
S Tik met behulp van cijfertoetsen de waarde 5 in.
(De gasvoorstroming heeft een vooringestelde waarde (2 sec). Deze waarde is
geldig wanneer er bij de start geen andere waarde ingevoerd en op het display
afgebeeld wordt.)
S
weld gas (lasgas).
eso
SECTOR 1(1) 0.000
WELD GAS s
ROOT GAS s
START GAS s
5
WELD
GAS
ROOT
GAS
START
GAS
Resultaat: WELD GAS (LASGAS) = 5 s in sector 1.
Sector 2
Breekpunt
S Tik met behulp van de cijfertoetsen de waarde voor het nieuwe breekpunt 1,010
in.
S
SECTOR.
SECTOR 1(1) 0.000
1 WELD GAS 5 s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
START
GAS
1.010
Resultaat: Sector 2 van in totaal 2 sectoren.
Lasstroom
Piekstroom = 0A
Aangezien sector 2 de eindsector is, moet aan de lasstroom de waarde 0 ampère
worden toegekend. Let wel, de parameter piekstroom heeft als waarde 160, want die
is aan de vorige sector ontleend.
S Druk op de toets LASSTROOM .
S Tik met behulp van cijfertoetsen de waarde 0 in.
dpa8d1hb
-- 2 4 --

Drukopd
ftkeyDrukopdesoftkey
Drukopd
ftkeyuopdesote
y
NL
S
continuous peak
eso
SECTOR 2(2) 1.010
0
current(continue
piekstroom).
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 0 A in sector 2 (eindsector).
Rotatiesnelheid
Aangezien dit de laatste sector van het programma is en de lasstroom 0 ampère is,
wordt de sector als eindsector beschouwd, ongeacht de rotatiewaarde. U kunt met
andere woorden de ontleende waarde voor de rotatie uit de vorige sector behouden.
S Druk op de toets ROTATIESNELHEID om de waarde te bekijken.
SECTOR 2(2) 1.010
1 ROTATION FORWARD 250
ROTATION BACKW.
PULSAD ROT FRAMÅT
PULSAD ROT BACKW.
ROTA-TION
FORW.
ROTA-TION
BACKW.
PULSE
ROT
FORW.
PULSE
ROT
BACKW.
Resultaat: ROTATION FORWARDD (ROTATIE VOORWAARTS) = 250 in sector 2
(ontleende waarde).
Gas
Gasnastroming lasgas = 7s.
S Druk op de toets GAS
.
S Tik met behulp van cijfertoetsen de waarde 7 in. (De gasnastroming heeft een
vooringestelde waarde (4 sec). Deze waarde is geldig wanneer er bij de start
geen andere waarde ingevoerd en op het display afgebeeld wordt.)
S
weld gas (lasgas).
eso
SECTOR 2(2) 1.010
1WELDGAS 5s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
START
GAS
7
Resultaat: WELD GAS (LASGAS) = 7 s in sector 2.
dpa8d1hb
-- 2 5 --

Drukopdetoetsuopdetoet
s
Tik
d
2
in.deaad
e
Drukopdetoets
NL
6.2 V oorbeelden 1b
U werkt verder aan het vorige programma. Op de lasstroom past u een slope--up en
een slope--down toe. Bovendien breidt u het programma uit met een sector die
tussen al aanwezige sectoren komt te zitten.
Sector 1 Sector 2 Sector 3
Breekpunt 0.000 0.500 1.010
Lasstroom (continu) (A) 160 145 0
Slope up (s) 2 -- -Slope down (s) -- -- 4
Rotatie, continu ( ‰) 250 250 250
Gasvoorstroming (lasgas) (s) 5 -- -Gasnastroming (lasgas) (s) -- -- 7
Sector 1
Ga terug naar sector 1
S Tik met behulp van cijfertoetsen de waarde 1 in.
S
SECTOR.
SECTOR 2(2) 1.010
2 WELD GAS 7 s
ROOT GAS s
START GAS s
SVETS
GAS
ROOT
GAS
START
GAS
1
Resultaat: Terugkeer naar sector 1 met breekpunt 0,000 is gebeurd.
Helling
Slope up = 2ssec voor piekstroom in sector 1
Wanneer u een slope--functie wilt toevoegen, moet u er eerst voor zorgen dat de
juiste parameterfiguur op het display getoond wordt.
S Druk op de toets LASSTROOM .
S Druk op de softkey continuous peak current (continue piekstroom).
S
S Druk opde toets
e waarde
SLOPE.
SECTOR 1(2) 0.000
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
2
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 160 A, 2.0 s in sector 1.
dpa8d1hb
-- 2 6 --

Tik
d
5
in.Tikdewaarde0,5in.
Drukopdetoets
Drukopd
ftkeyuopdesote
y
Tikmet
behul
etbeupa
NL
Sector 2
Nieuw breekpunt = 0.500
Nu gaat u een sector aan het programma toevoegen. De nieuwe sector krijgt als
breekpunt 0,500 en wordt automatisch tussen de twee al bestaande sectoren
geplaatst.
S
S Druk opde toets
e waarde0,
SECTOR.
SECTOR 1(2) 0.000
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: Breekpunt ligt in sector 2 (ontleende waarde).
Lasstroom
Piekstroom = 145 A
S Druk op de toets LASSTROOM .
S Tik met behulp van cijfertoetsen de waarde 145 in.
S
continuous peak
eso
SECTOR 2(3) 0.500
current(continue
piekstroom).
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
0.5
2.0 s
145
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 145 A in sector 2.
Sector 3
Ga naar sector 3
S
cijfertoetsen de
pvan
SECTOR 2(3) 0.500
3
waarde 3 in.
2 PEAK CURRENT 145 A
S Druk op de toets
SECTOR.
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: Terugkeer naar sector 3 met breekpunt 1,010 is gebeurd.
dpa8d1hb
-- 2 7 --
Tik
d
4
in.Tikdewaarde4in.
Drukopdetoets
Tikmet
behul
etbeupa
NL
Helling
Slope down = 4 sec voor piekstroom in sector 3
S Druk op de softkey continous peak current (continue piekstroom).
S
S Druk opde toets
e waarde
SLOPE.
SECTOR 3(3) 1.010
3 PEAK CURRENT 0 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
4
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 0 A, 4.0 s in sector 3
(eindsector).
6.3 V oorbeelden 1c
U breidt het vorige programma uit door de lasstroom in sector 1 van 200 A in 180 A
te wijzigen. Bovendien krijgt het programma er een sector bij, die automatisch
tussen sector 1 en sector 2 geplaatst wordt.
Sector 1 Sector 2 Sector 3 Sector 4
Breekpunt 0.000 0.250 0.500 1.010
Lasstroom (continu) (A) 155 150 145 0
Slope up (s) 2 -- -- -Slope down (s) -- 4 -- 4
Rotatie, continu( ‰) 250 250 250 250
Gasvoorstroming (lasgas) (s) 5 -- -- -Gasnastroming (lasgas) (s) -- -- -- 7
Sector 1
Ga terug naar sector 1
S
cijfertoetsen de
pvan
SECTOR 3(3) 1.010
1
waarde 1 in.
S Druk op de toets
SECTOR.
3 PEAK CURRENT 0 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
4.0 s
Resultaat: Terugkeer naar sector 1 met breekpunt 0,000 is gebeurd.
dpa8d1hb
-- 2 8 --

Drukopd
ftkeyDrukopdesoftkey
Tik
d
25deaade0,5
Drukopd
ftkeyuopdesote
y
NL
Lasstroom
Piekstroom = wijzigen van 160 A in 155 A.
S Tik met behulp van cijfertoetsen de waarde 155 in.
S
continuous peak
current(continue
piekstroom).
eso
SECTOR 1(3) 0.000
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
155
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 150 A, 2.0 s in sector 1.
Sector
2
Nieuw breekpunt = 0.250
U voegt nu een sector aan het programma toe. De nieuwe sector moet breekpunt
0,250 hebben en komt automatisch op zijn juiste plaats tussen sector 1 en 2 te
zitten.
S
S Druk op de toets
e waarde0,
in.
SECTOR.
SECTOR 1(3) 0.000
1 PEAK CURRENT 155 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
0.25
BACKGR
TIME
2.0 s
Resultaat: SECTOR 0,250 ligt als sector 2 in het programma met aan sector 1
ontleende waarden.
Lasstroom
Piekstroom = 150 A.
S Tik met behulp van cijfertoetsen de waarde 150 in.
S
continuous peak
eso
SECTOR 2(4) 0.250
150
current(continue
piekstroom).
1 PEAK CURRENT 155 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
Resultaat: PEAK CURRENT (PIEKSTROOM) = 150 A in sector 2.
dpa8d1hb
-- 2 9 --
Tikmet
behul
Tikmetbehulpvan
Tikmet
behul
etbeupa
NL
Helling
Slope down = 4svoor piekstroom in sector 2.
S Druk op de softkey continuous peak current (continue piekstroom).
S
cijfertoetsen de
waarde 4 in.
S Druk op de toets
SLOPE.
pvan
SECTOR 2(4) 0.250
2 PEAK CURRENT 155 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
4
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 155 A, 4.0 s in sector 2.
6.4 V oorbeelden 1d
U breidt het programma aan de hand van enkele nieuwe lasparameters nog meer
uit.
Sector 1 Sector 2 Sector 3 Sector 4
Breekpunt 0.000 0.250 0.500 1.010
Lasstroom (continu) (A) 155 150 145 0
Lasstroom (Achtergrondstroom) (A) 100 100 100 100
Lasstroom (Impulstijd) (s) 0,5 0,5 0,5 0,5
Lasstroom (Achtergrondstijd) (s) 1,0 1,0 1,0 1,0
Slope up (s) 2 -- -- -Slope down (s) -- 3 -- 4
Voorverwarming (s) 2 2 2 2
Rotatie, (continu voorwaarts) ( ‰) 250 250 250 250
Gasvoorstroming (lasgas) (s) 5 -- -- -Gasnastroming (lasgas) (s) -- -- -- 7
Draadtoevoer (continu) (cm/min) 110 110 110 110
Sector 1
Ga terug naar sector 1
S
cijfertoetsen de
pvan
SECTOR 2(4) 0.250
1
waarde 1 in.
S Druk op de toets
SECTOR.
2 PEAK CURRENT 150 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
4.0 s
Resultaat: Terugkeer naar sector 1 met breekpunt 0,000 is gebeurd.
dpa8d1hb
-- 3 0 --

Drukopd
ftkeyDrukopdesoftkey
Drukopd
ftkeyuopdesote
y
Drukopd
ftkeyuopdesote
y
NL
Lasstroom
Achtergrondstroom = 100 A.
S Druk op de toets LASSTROOM .
S Tik met behulp van cijfertoetsen de waarde 100 in.
S
background
current(achtergrondstroom).
eso
SECTOR 1(4) 0.000
1 PEAK CURRENT 155 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
100
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: BACKGR. CURRENT (ACHTERGRONDSTROOM) = 100 A. 2,0 s in
sector 1 en PULSE TIME (IMPULSTIJD) = 1,00 s en BACKGR. TIME
(ACHTERGRONDTIJD) = 1,00 s (vooringestelde waarden)
Impulstijd = 0.5 s i.p.v. 1,0
S Tik met behulp van cijfertoetsen de waarde 0,5 in.
S
peak time (impul-
eso
SECTOR 1(4) 0.000
0,5
stijd).
1 PEAK CURRENT 155 A
BACKGR CURRENT 100 A
PEAK TIME 1,00 s
BACKGR. TIME 1,00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
2.0 s
Resultaat: PEAK TIME (IMPULSTIJD) = 0,50 s i.p.v. 1,00 s in sector 1.
Voorverwarmingstijd
Voorverwarmingstijd = 2s
S Druk op de toets VOORVERWARMINGSTIJD .
S Tik met behulp van cijfertoetsen de waarde 2,0 in.
S
preheat (voorver-
eso
SECTOR 1(4) 0.000
2,0
warming).
PREHEAT s
PRE-HEAT
Resultaat: PREHEAT (VOORVERWARMING) = 2,0 in sector 1.
dpa8d1hb
-- 3 1 --

Drukopd
ftkeyDrukopdesoftkey
Tikmet
behul
etbeupa
Tikmet
behul
etbeupa
NL
Draadtoevoersnelheid
Hier gebruikt u een materiaaldraad. Aangezien u zult lassen met continue
(niet--gepulseerde) draadtoevoer, hoeft u alleen de toevoersnelheid voor de
parameter impulsdraad af te stellen.
Impulsdraad = 110 cm/min
S Druk op de toets DRAADTOEVOERSNELHEID .
S Tik met behulp van cijfertoetsen de waarde 110 in.
S
continuous peak
wire feed(continue
piek--draadtoevoer)
eso
SECTOR 1(4) 0.000
PEAK WIRE. cm/min
BACKGR. WIRE. cm/min
110
CONT/
PEAK
WIRE
BACKGR
WRIE.
Resultaat: PEAK WIRE FEED (PIEKDRAADTOEVOER.) = 110 cm/min in sector 1.
Sector 2
Ga naar sector 2
S
cijfertoetsen de
pvan
SECTOR 1(4) 0.000 2
waarde 2 in
PEAK WIRE. 110 cm/min
S Druk op de toets
BACKGR WIRE cm/min
SECTOR.
CONT/
PEAK
WIRE
BACKGR.
WIRE.
Resultaat: Terugkeer naar sector 2(4) met breekpunt 0.250 is gebeurd.
Helling
Hier wijzigt u de waarde van een slope--down in sector 2. Zorg ervoor dat de juiste
parameterfiguur op het display wordt getoond.
Slope down = 3si.p.v. 4 s.
S Druk op de toets LASSTROOM .
S Druk op de softkey continuous peak current (continue piekstroom).
S
cijfertoetsen de
pvan
SECTOR 2(4) 0.250
3
waarde 3 in.
S Druk op de toets
SLOPE.
2 PEAK CURRENT 150 A
1 BACKGR CURRENT 100 A
1 PEAK TIME 0,50 s
1 BACKGR. TIME 1,00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
4.0 s
2.0 s
Resultaat: PEAK CURRENT (PIEKSTROOM) = 150 A 3,0 s SLOPE in sector 2.
dpa8d1hb
-- 3 2 --

Tikmet
behul
etbeupa
NL
6.5 V oorbeelden 1e
U wijzigt het programma door het breekpunt in sector 3 van 0,500 naar 0,750 en
een sector-- slo p e in sector 2 en sector 3 in te voegen.
Sector 1 Sector 2 Sector 3 Sector 4
Breekpunt 0.000 0.250 0.750 1.010
Lasstroom (continu) (A) 155 150 145 0
Lasstroom (Achtergrondstroom) (A) 100 100 100 100
Lasstroom (Impulstijd) (s) 0,5 0,5 0,5 0,5
Lasstroom (Achtergrondstijd) (s) 1,0 1,0 1,0 1,0
Slope up (s) 2 -- -- -Slope down (s) -- Sector
slope
Voorverwarming (s) 2 2 2 2
Rotatie, (continu voorwaarts)( ‰) 250 250 250 250
Gasvoorstroming (lasgas) (s) 5 -- -- -Gasnastroming (lasgas) (s) -- -- -- 7
Draadtoevoer (continu) (cm/min) 110 110 110 110
Sector
slope
4
Sector 2
Ga naar sector 2
S
cijfertoetsen de
pvan
SECTOR 1(4) 0.000
2
waarde 2 in.
S Druk op de toets
SECTOR
1 PEAK CURRENT 155 A
1 BACKGR CURRENT 100 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 1.00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
2.0 s
Resultaat: U ben naar sector 2 gegaan.
Sektor slope
Hier voegt u een sector--slope in sector 2 in.
S Druk op de softkey continuous peak current (continue piekstroom).
S Druk op de toetsen SHIFT en SLOPE .
SECTOR 2(4) 0.250
2 PEAK CURRENT 150 A
1 BACKGR CURRENT 100 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 1.00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
Resultaat: PEAK CURRENT (PIEKSTROOM) = 150 A in sector 2.
dpa8d1hb
-- 3 3 --

Tikmet
behul
Tikmetbehulpvan
Druk
ueeopde
NL
Sector 3
Ga naar sector 3
S
cijfertoetsen de
pvan
SECTOR 2(4) 0.250
3
waarde 3 in.
2 PEAK CURRENT 150 A
S Druk op de toets
SECTOR.
1 BACKGR CURRENT 100 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 1.00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
Resultaat: U ben naar sector 3 gegaan.
Breekpunt
Breekpunt = 0.750 i.p.v. 0.500.
Om het breekpunt te wijzigen gaat u als volgt te werk:
S Druk op de toets SEKTOR in het cijfervak staat nu 0.500.
S Tik met behulp van cijfertoetsen de waarde 0,75 in.
S
weer opde
toets SECTOR
SECTOR 3(4) 0.500
0.75
3 PEAK CURRENT 145 A
1 BACKGR CURRENT 100 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 1.00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
Resultaat: Nieuwe breekpunt = 0.750 in sector 3.
Sektor slope
U voegt nu een sector slope aan het sector 3 toe.
S Druk op de softkey continuous peak ccurrent (continue piekstroom).
S Druk op de toetsen SHIFT
SECTOR 3(4) 0.750
3 PEAK CURRENT 145 A
1 BACKGR CURRENT 100 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 1.00 s
en SLOPE .
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 145 A .
dpa8d1hb
-- 3 4 --

Drukopd
ftkeyuopdesote
y
Drukopd
ftkeyuopdesote
y
NL
7BIBLIOTHEEK
In de bibliotheek worden verschillende lasprogramma’s opgeslagen die in het
werkgebied gecreëerd zijn. Er kan op 250 plaatsen opgeslagen worden, afhankelijk
van de grootte van de programma’s.(zie ook hoofdstuk PC--KAART op blz. 38).
7.1 Hoe u een programma opslaat
S Maak in het werkgebied een programma aan.
S Druk op de toets GEHEUGEN
S Tik met behulp van de cijfertoetsen de programmaplaats in (bijv. 3).
S
store (opslaan).
eso
LIBRARY Page 1 (1)
3
(NEXT)
PAGE
STORE RECALL PC--
CARD
DELETE
PROG.
In het cijfervak knippert STO.
Resultaat: Op programmaplaats 3 bevindt zich een opgeslagen programma in de
bibliotheek.
N.B. Wanneer de directory vol is bij het opslaan, wordt de directory gecomprimeerd.
Dit duurt ongeveer 10 seconden. Als er plaats is voor het programma, wordt het
opgeslagen. Als er geen plaats is voor het programma, verschijnt de edit--foutcode
xxx.
S Druk op de toets GEHEUGEN
om naar het werkgebied terug te keren.
7.2 Hoe u een programma opnieuw oproept
N.B. Wanneer u een programma ophaalt van de bibliotheek, moet het werkgebied
leeg zijn.
S Druk op de toets GEHEUGEN
S Tik met behulp van de cijfertoetsen de programmaplaats in (bijv. 3).
S
recall (terughalen)
eso
LIBRARY Page 1 (1)
.
3
3
(NEXT)
PAGE
dpa8d1hc
STORE RECALL PC--
-- 3 5 --
CARD
DELETE
PROG.
Druk
t
lij
kertij
doputegejetjdo
p
Drukopd
ftkeyuopdesote
y
(
NL
In het cijfervak knippert RCL.
S Druk op de toets GEHEUGEN om terug te keren naar het werkgebied.
Resultaat: U hebt een kopie van programma 3 uit de bibliotheek naar het
werkgebied gehaald.
7.3 Hoe u de gereedschapscode bekijkt
In de bibliotheek kunt ook zien welke gereedschapscode bij een speciale
programmaplaats hoort.
S Druk op de toets GEHEUGEN .
S Tik met behulp van de cijfertoetsen de programmaplaats in (bijv. 3).
S
de toetsen SHIFT en
GEHEUGEN.
ege
LIBRARY Page 1 (1)
3
3
(NEXT)
PAGE
STORE RECALL PC--
CARD
DELETE
PROG.
Resultaat: Op het display kunt u aflezen welke gereedschapscode (PRB 33--90 mm)
bij programmaplaats 3 hoort.
S Druk op de toets GEHEUGEN om naar het werkgebied terug te keren.
7.4 Hoe u programma’s verwijdert
S Druk op de toets GEHEUGEN .
S Tik met behulp van de cijfertoetsen de programmaplaats in (bijv. 3)..
S
delete program
programma
verwijderen)
eso
LIBRARY Page 1 (1)
3
(NEXT)
PAGE
STORE RECALL PC--
CARD
3
DELETE
PROG
dpa8d1hc
-- 3 6 --

Drukopd
ftkeyDrukopdesoftkey
NL
Het volgende display wordt getoond:
S
yes (ja).
eso
LIBRARY Page 1 (1)
3
DEL?
NO YES
Resultaat: U hebt programmaplaats 3 in de bibliotheek gewist.
S Druk op de toets GEHEUGEN
om naar het werkgebied terug te keren.
8 HANDMATIG
8.1 Gebruiksgebied
De elektrode vlak voor het lassen in de juiste stand zetten, en controleren of het
programma in het werkgebied naar behoren werkt.
De volgende lasparameters kunnen wor den gewijzigd:
S Gas
S Draadtoevoersnelheid
S
Rotatiesnelheid
N.B. Wanneer u op start drukt in alle menu’s behalve het gasmenu, wordt het
programma in het werkgebied uitgevoerd, maar wel zonder lichtboog.
8.2 Hoe u de editfunctie gebruikt
S Druk op de toets HANDMATIG .
Rotatiesnelheid voorwaarts wijzigen
S Druk op de toets ROTATIESNELHEID .
MANUAL
ROTATION FORWARD
ROTATION BACKW.
ROTA-TION
FORW.
dpa8d1hc
ROTA-TION
BACKW.
-- 3 7 --

Indesta
tusregelstaat
g
NL
S Druk op de softkey rotation forward ( rotatie voorwaarts) en stuur de motor
met de toetsen PLUS en MIN .
N.B. Als u op de softkey rotation backward (rotatie achterwaarts) en daarna
op de PLUS--toets drukt gaat de rotatie naar voren.
of
S Tik met behulp van de cijfertoetsen een waarde in en druk op de softkey
rotation forward (rotatie voorwaarts). (De rotatie stopt na 1 omwenteling).
Wanneer u teruggaat naar het werkgebied, start het programma vanuit de
bijgestelde stand.
MANUAL
ROTATION FORWARD
ROTATION BACKW.
ROTA-TION
FORW.
ROTA-TION
BACKW.
Het programma start, maar dan zonder lichtboog (d.w.z. de stroom = 0).
Ga op dezelfde manier te werk om de waarde van de draadtoevoersnelheid.
Vo o r de gasparameter geldt het volgende:
S Druk op de softkey weld gas (lasgas) om het gasventiel te openen.
S Druk opnieuw op de softkey weld gas (lasgas) om het gasventiel te sluiten.
In deze stand kunt u beginnen te lassen (met lichtboog) door:
S Druk op de toets START ,
Dit is de enige lasparameter waaruit u een lassequentie kunt starten.
welding(lassen).
MANUAL
WELDING
WELD
GAS
ROOT
GAS
START
GAS
U keert automatisch naar het werkgebied terug.
9 PC--KAART
9.1 Gebruiksgebied
De pc-- kaart dient om alle lasprogramma’s in de bibliotheek op te slaan en om het
mogelijk te maken lasprogramma tussen verschillende afstelboxen te kopiëren.
dpa8d1hc
-- 3 8 --

Drukopd
ftkeyuopdesote
y
(g)
NL
9.2 Hoe u een installatie uitvoert
S Open het deksel op de linkerkant van de afstelbox.
S Schuif de pc--kaart in de pc--kaartlezer. De sluitbeugel
moet vastklikken.
S Sluit het deksel.
9.3 Hoe u een programma opnieuw oproept
S Druk op de toets GEHEUGEN .
N.B. Wanneer u programma’s van de pc-- kaart oproept, worden alle
programma’s in de bibliotheek automatisch verwijderd. Wilt u de programma’s van
de bibliotheek bijhouden, dan slaat u ze eerst op een andere pc--kaart op.
S Druk op de softkey PC--kaart.
S
recall (terughalen).
eso
PC--CARD
STORE RECALL QUIT
DELETE
CARD
Na een ogenblik verschijnt er een dialoogvenster dat uw keuze bevestigt.
PC--CARD
RECALLED WELD DATA
SET FROM PC--CARD
LAGRA ÅTER--
KALLA
AVBRYT
RADERA
KORT
Resultaat: Alle op de pc--kaart opgeslagen programma’s zijn nu gekopieerd en in de
bibliotheek opgeslagen.
S Druk op de softkey quit (annuleren) om terug te keren naar de bibliotheek.
9.4 Hoe u een programma bewaart
S Druk op de toets GEHEUGEN .
S Druk op de softkey PC--kaart.
N.B. Wanneer u programma’s op de pc-- kaart opslaat, worden alle eerdere
programma’s die de pc--kaart bevat, automatisch verwijderd.
dpa8d1hc
-- 3 9 --

Drukopd
ftkeyDrukopdesoftkey
(p)
Drukopd
ftkeyuopdesote
y
(
NL
S
store (opslaan).
eso
PC--CARD
STORE RECALL QUIT
DELETE
CARD
Na een ogenblik verschijnt er een dialoogvenster dat uw keuze bevestigt.
PC--CARD
STORED WELD DATA
SET IN PC--CARD
STORE RECALL QUIT
DELETE
CARD
Resultaat: Alle in de bibliotheek opgeslagen programma’s zijn nu gekopieerd en op
de pc--kaart opgeslagen.
S Druk op de softkey cansel om terug te keren naar de bibliotheek.
9.5 Hoe u programma’s verwijdert
S Druk op de toets GEHEUGEN .
S Druk op de softkey PC--kaart.
S
delete card (kaart
wissen).
Na een ogenblik verschijnt er een dialoogvenster dat uw keuze bevestigt.
eso
PC--CARD
PC--CARD
STORE RECALL QUIT
DELETE
CARD
DELETEDWELDDATA
SET IN PC--CARD
STORE RECALL QUIT
DELETE
CARD
Resultaat: U hebt alle programma ’s van de pc--kaart verwijderd.
dpa8d1hc
-- 4 0 --

Drukopd
ftk
errorlog(storin
glogboek)
glogboek)
NL
S Druk op de softkey quit (cansel) om terug te keren naar de bibliotheek.
9.6 Hoe u de pc--kaart verwijdert
S Open het deksel op de linkerkant van de afstelbox.
S Druk op het zwarte knopje r echts van de pc--kaart.
S Haal de pc--kaart uit de pc --kaartlezer.
S Sluit het deksel.
10 STORINGCODES
10.1 W erkwijze in geval van storingen
Storingcodes dienen om u erop te wijzen dat er een storing in het lasproces is
opgetreden. Op het display wordt 2,5 seconden lang een dialoogvenstertje getoond.
Daarna ziet u een uitroepteken
in de linker bovenhoek van het display.
Storingcodes worden opgeslagen in een zogeheten storinglogboek, zodat u ze later
kunt aflezen.
SECTOR 3(4) 0.500
3 TOPPSTRÖM 150 A
ERROR12
1 BAKGR STRÖM 10 0 A
IN WELD DATA UNIT
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: Er is een storing opgetreden in de lasgegevenseenheid (afstelbox).
S Druk op de toets EXTRA .
S
eso
ey
-
-
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UJPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT
WARE
UPGR.
S O F T -- --
WARE
KEY
Resultaat: U hebt het storinglogboek geopend.
N.B.
dpa8d1hc
verdwijnt van het display zodra u dit menu opent.
-- 4 1 --

Drukopd
ftkeyDrukopdesoftkey
(storingn
r.tonen
)
Drukopd
ftkeyuopdesote
y
NL
Op het display kunt u het volgende aflezen:
1. Het nummer van de storing.
2. Het tijdstip waarop de storing zich voordeed (datum, tijd).
3. De plaats waar de storing zich voordeed.
4. De storingcode.
Om nadere informatie over de aard van de storing te krijgen, gaat u als volgt te werk:
S Tik met behulp van de cijfertoetsen bijv. storingnr. 2 in.
S
view error number
eso
ERROR LOG Page 1(2 ) 2
.
Error No" Date Tim Unit Error
1 " 971007 13:07.03 PSOURCE 1
2 " 971007 13:07.50 CBOX 18
3 " 971007 14:56.07 ROT/WIRE 2
(NEXT)
PAGE
PREV
PAG E
VIEW
ERROR
NO.
QUIT DELETE
ALL
Resultaat: De informatie over storingcode 18 verschijnt: CBOX (de lasgegevenseen heid in de afstelbox heeft het contact met de lasstroombron verloren.
Een uitvoeriger beschrijving van de storing en de bijbehorende maatregel vindt u in
de storingcodetabel. Z ie blz. 14.
S
delete error
(storing wissen).
eso
ERROR LOG -- VIEW MESSAGE 1
Error 18:
" Lost contact with power source
Unit: CBOX
Date: 971007
Time: 13:07,50
QUIT DELETE
ERROR
Resultaat: De storingcode verdwijnt van het display.
Als u een volledig overzicht wilt van alle storingen die zich gedurende een bepaalde
tijd voordoen, dan wacht u met het wissen van de storingen. Er kunnen ten hoogste
100 storingnummers worden opgeslagen.
Code Beschrijving CBOX ROT/WIRE PSOURCE
1 EPROM x x x
2 RAM x x x
3 Extern RAM (schrijven, lezen) x x
4 Voedingsspanning 5V x
5 Hoge tussengelijkspanning x
6 Hoge temperatuur x
7 Hoge primaire stroom x
8 Voedingsspanning 1* x x x
dpa8d1hc
-- 4 2 --
NL
Code PSOURCEROT/WIRECBOXBeschrijving
9 Voedingsspanning 2* x x
10 Voedingsspanning 3* x
11 Stroomservo/Draadtoevoersnelheidservo x
12 Communicatiestoring (waarschuwing) x x x
13 Servo 1 x
14 Communicatiestoring (busoff) x
15 Verloren berichten x x x
16 Servo 2 x
17 Contact met motoreenheid verloren. x
18 Contact met lasstroombron verloren. x
19 Storing in computergeheugen met batterijvoe-
ding
20 Onjuiste instellingswaarden x
21 Stroomgrens 1 x
22 Verlies in buffer van zender x
23 Verlies in buffer van ontvanger x
25 Incompatibele lasgegevensformaten x
26 Watch dog x x
28 Verlies in stack x x x
29 Water stroomt niet x
30 Contact met TIG--kaart verloren x
31 Geen antwoord van display--eenheid x
32 Gas stroomt niet x
x
Enhet Voedingsspanning 1* Voedingsspanning 2* Voedingsspanning 3*
CBOX +3V
ROT/WIRE +15V + 60V
PSOURCE +15VC --15V +15VB
CBOX = Printplaat in afstelbox
ROT/WIRE = Printplaat voor sturen van rotatie en motor van draadtoevoer
PSOURCE = Printplaat voor sturen van lasstroombron
Code Beschrijving
1 Storing in programmageheugen (EPROM)
Oorzaak: Het programmageheugen heeft een waarde ”verloren”: de waarde in een bepaalde
geheugenplaats komt niet meer overeen met de oorspronkelijke waarde.
Deze storing blokkeert geen enkele functie.
Maatregel: Spanningsonderbreking nodig voor terugstellen. Als de storing niet verholpen is,
roep dan de hulp van een servicemonteur in
2 Storing in het RAM van de microprocessor
Oorzaak: De microprocessor is niet in staat op een bepaalde positie in zijn interne geheugen
te schrijven of te lezen.
Deze storing blokkeert geen enkele functie.
Maatregel: Spanningsonderbreking nodig voor terugstellen. Als de storing niet verholpen is,
roep dan de hulp van een servicemonteur in.
dpa8d1hc
-- 4 3 --

NL
Code Beschrijving
3 Storing in het externe RAM
Oorzaak: De microprocessor is niet in staat op een bepaalde positie in zijn interne geheugen
te schrijven of te lezen.
Deze storing blokkeert geen enkele functie.
Maatregel: Spanningsonderbreking nodig voor terugstellen. Als de storing niet verholpen is,
roep dan de hulp van een servicemonteur in
4 Verlies van spanning in de voedingsspanning van 5 V
Oorzaak: De voedingsspanning is te laag.
De microprocessor onderbreekt zijn normale werking en wacht op het uitschakelen van het
contact.
Maatregel: Spanningsonderbreking nodig voor terugstellen. Als de storing niet verholpen is,
roep dan de hulp van een servicemonteur in
5 Tussengelijkspanning overschrijdt limietwaarde
Oorzaak: De spanning te hoog of te laag. Een te hoge spanning kan te wijten zijn aan krach-
tige transiënten op het net of aan een zwak net (hoge inductantie op het net). De lasstroombron wordt automatisch uitgeschakeld.
Maatregel: Spanningsonderbreking nodig voor terugstellen. Als de storing niet verholpen is,
roep dan de hulp van een servicemonteur in
6 Hoge temperatuur
Oorzaak: De thermostaat is afgeslagen.
De lasstroombron wordt automatisch uitgeschakeld, en kan niet opnieuw worden ingeschakeld voordat de thermostaat weer aangeslagen is.
Maatregel: Controleer of de toevoer en afvoer van koellucht niet vuil of verstopt is.
7 Hoge primaire stroom
Oorzaak: De lasstroombron ontvangt een te hoge stroom.
De lasstroombron wordt automatisch uitgeschakeld en permanent geblokkeerd.
Maatregel: Spanningsonderbreking nodig voor terugstellen. Als de storing niet verholpen is,
roep dan de hulp van een servicemonteur in
8 Lage batterijspanning, lasgegevenskaart (afstelbox)
Oorzaak: Te lage batterijspanning.
Deze storing blokkeert geen enkele functie.
Maatregel: Maak reservekopieën op een pc--kaart en roep de hulp van een servicemonteur
in.
8 Voedingsspanning +15VC, printplaat (lasstroombron)
Oorzaak: Te hoge of te lage spanning.
Maatregel: Roep de hulp van een servicemonteur in.
8 Voedingsspanning +15V, motorkaart
(rotatie/draad)
Oorzaak: Te lage spanning.
Maatregel: Roep de hulp van een servicemonteur in.
9 Voedingsspanning --15V, printplaat (lasstroombron)
Oorzaak: Te hoge of te lage spanning.
Maatregel: Roep de hulp van een servicemonteur in.
9 Voedingsspanning +60V, motorkaart
(rotatie/draad)
Oorzaak: Te lage spanning.
Maatregel: Roep de hulp van een servicemonteur in.
10 Voedingsspanning +15VB, printplaat (lasstroombron)
Oorzaak: Te hoge of te lage spanning.
Maatregel: Roep de hulp van een servicemonteur in.
11 Stroom onjuist, printplaat (lasstroombron)
Oorzaak: De lasstroombron is niet in staat de door de processor gevraagde stroom aan te
houden.
Deze storing blokkeert geen enkele functie.
Maatregel: Roep de hulp van een servicemonteur in.
dpa8d1hc
-- 4 4 --

NL
Code Beschrijving
12 Communicatiestoring (waarschuwing)
Oorzaak: De storingteller van het CAN--circuit heeft een te hoge waarde en het contact met
de afstelbox kan wegvallen.
Dit kan voorkomen bij een tijdelijke overbelasting.
Maatregel: Zie lasprogrammabeheer onder lassen.
13 Rotatiesnelheid onjuist
Oorzaak: Niet in staat de door de computer gevraagde snelheid aan te houden
Lasproces afgebroken.
Maatregel: Controleer de bekabeling. Als de storing niet verholpen is, roep dan de hulp van
een servicemonteur in
14 Communicatiestoring
Oorzaak: De storingteller van het CAN--circuit heeft een te hoge waarde. Het lasproces
wordt afgebroken
Dit kan voorkomen bij een tijdelijke overbelasting.
Maatregel: Zie lasprogrammabeheer onder lassen, Spanningsonderbreking nodig voor terugstellen. Als de storing niet verholpen is, roep dan de hulp van een servicemonteur in
15 Verloren berichten
Oorzaak: Een bericht is door een ander bericht overschreven. Deze storing kan zich voor-
doen als u tijdens het lassen herhaaldelijk op de toetsen van de afstelbox drukt. Het lasproces wordt afgebroken.
Maatregel: Zie lasprogrammabeheer onder lassen, Spanningsonderbreking nodig voor terugstellen. Als de storing niet verholpen is, roep dan de hulp van een servicemonteur in
16 Draadtoevoersnelheidsnelheid onjuist
Oorzaak: Niet in staat de door de processor gevraagde snelheid aan te houden.
Maatregel: Controleer de bekabeling.
17 Contact weggevallen
Oorzaak: De afstelbox heeft het contact met een of beide motoreenheden verloren. De acti-
viteit die aan de gang is, wordt afgebroken.
Maatregel: Controleer de bekabeling. Als de storing niet verholpen is, roep dan de hulp van
een servicemonteur in
18 Contact weggevallen
Oorzaak: De afstelbox heeft het contact met de lasstroombron verloren. De activiteit die aan
de gang is, wordt afgebroken.
Maatregel: Controleer de bekabeling. Als de storing niet verholpen is, roep dan de hulp van
een servicemonteur in
19 Storing in computergeheugen (RAM)
Oorzaak: Kan voorkomen bij een programma--upgrade.
Maatregel: Schakel de netspanning in, waardoor automatisch weer de standaardwaarden
worden aangenomen.
20 Opgeslagen instellingen zijn niet toegestaan (RAM)
Oorzaak: Bij de start kwamen niet--toegestane waarden voor. Kan voorkomen bij een pro-
gramma--upgrade. Verwijder alle gegevens in de afstelbox.
Maatregel: Schakel de netspanning in, waardoor automatisch weer de standaardwaarden
worden aangenomen.
21 Stroomgrens 1
Oorzaak: Motor overbelast voor roteren of pendelen.
Maatregel: Controleer het lasgereedschap en de bijbehorende bekabeling.
22 Verlies in buffer van zender
Oorzaak: De zenderbuffer is overgelopen. De activiteit die aan de gang is, wordt afgebro-
ken.
Maatregel: Zie lasprogrammabeheer onder lassen,
23 Verlies in buffer van ontvanger
Oorzaak: De lasgegevenskaart kan al de aankomende CAN--berichten niet verwerken. De
activiteit die aan de gang is, wordt afgebroken.
Maatregel: Zie lasprogrammabeheer onder lassen,
dpa8d1hc
-- 4 5 --
NL
Code Beschrijving
25 Incompatibel lasgegevensformaat
Oorzaak: Poging gedaan om lasgegevens op een pc--kaart op te slaan.De pc--kaart heeft
een ander geheugenformaat dan het computergeheugen voor de lasgegevens.
Maatregel: Gebruik een andere pc--kaart.
26 Watchdog
Oorzaak: De processor werd belemmerd in de uitvoering van zijn gebruikelijke programma-
taken.
Deze storing blokkeert geen enkele functie.
Maatregel: Zie lasprogrammabeheer onder lassen,
28 Verlies in stack
Oorzaak: Het interne geheugen is vol. Dit kan te wijten zijn aan overbelasting van de pro-
cessor.
Maatregel: Zie lasprogrammabeheer onder lassen,
29 Water stroomt niet
Oorzaak: Koelwaterstroom tot onder 0,7 l/min gezakt. De activiteit die aan de gang is, wordt
afgebroken.
Maatregel: Controleer het koelwatercircuit en de pomp.
30 Contact met TIG--kaart verloren
Oorzaak: De afstelbox heeft het contact met de TIG--kaart verloren.
De activiteit die aan de gang is, wordt afgebroken.
Maatregel: Controleer de bekabeling. Als de storing niet verholpen is, roep dan de hulp van
een servicemonteur in
31 Geen antwoord van display--eenheid
Oorzaak: De microprocessor ontvangt geen bevestigingssignaal van de displaykaart.
Maatregel: Roep de hulp van een servicemonteur in.
32 Gas stroomt niet
Oorzaak: Gasstroom tot onder 6 l/min gezakt.
Maatregel: Controleer het gasventiel, de slangen en de aansluitingen.
10.2 Foutverwerkingscodes
Foutverwerkingscodes zijn storingcodes die in het cijfervak verschijnen wanneer u
op een verkeerde toets drukt. Het codenummer begint altijd met het teken
Code Oorzaak
13 Uitvoeringsfout in programma.
110 Het werkgebied is niet leeg bij het opnieuw oproepen van het programma uit de bibliotheek.
111 Programmanummer niet aanwezig in bibliotheek
131 Tijdens het lassen op verkeerde toets gedrukt.
133 Alleen tijdens het lassen toegestaan
134 Printplaat ontbreekt
135 Dit type pc--kaart is niet goedgekeurd voor lasstroombron (LTS 320)
136 Verkeerde programmaversie van pc--kaart.
160 Werkgebied vol.
163 De waarde in het cijfervak kan niet worden afgelezen door de afstelbox
176 Lasprogramma niet goedgekeurd.
177 Start van het lassen niet toegestaan bij huidige stand van het programma in de afstelbox.
178 Opnieuw starten helpt niet. Er moet een stop aan voorafgaan.
198 Verboden om te starten met lassen zolang motoren in het handmatige programma geactive-
erd zijn.
p.
dpa8d1hc
-- 4 6 --

Drukopd
ftkeyparameterstonen
NL
Code Oorzaak
199 Verboden om te starten met lassen tijdens activiteit in de bibliotheek.
204 Een sectorwaarde kan niet zodanig gewijzigd worden dat die voor de vorige of na de volgen-
de sector komt te liggen.
205 Er is een toets ingedrukt bij het starten van het gereedschap.
206 Gereedschapscode voor aangesloten gereedschap ontbreekt.
207 Gereedschapscode niet goedgekeurd.
212 Softkey niet geactiveerd.
213 Verwijderingsstatus: Toets niet toegestaan.
221 De toets is niet gedefinieerd in deze stand.
222 Bij start: Alleen gereedschapscode toegestaan.
223 Verwijderingsstatus: Toets niet gedefinieerd
229 Correctiestatus: Niet toegestaan om op deze toets te drukken.
233 Gewenste slope--functie: De parameter is leeg of niet gedefinieerd.
252 De gereedschapscode voor het aangesloten gereedschap komt niet overeen met de gereed-
schapscode in het lasprogramma dat in het werkgebied zit.
11 HUIDIGE PARAMETERWAARDEN TONEN
11.1 Gebruiksgebied
Met deze functie kunt u tijdens het lassen de opgemeten waarden van verschillende
lasparameters bekijken. De gegevens worden twee keer per seconde bijgewerkt.
De volgende parametergroepen kunnen de geldende parameterwaarden tonen:
Lasstroom Draadtoevoersnelheid
Rotatiesnelheid Gas
1 1.2 Hoe u de geldende parameterwaarden afbeeldt
S Druk op de toets EXTRA om toegang te krijgen tot de extra functies.
S
eso
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA-METER
SOFT-WARE
UPGR.
SOFT
WARE
KEY
Resultaat: HUIDIGE PARAMETERWAARDEN TONEN wordt geselecteerd en u hebt
huidige parameterwaarden tonen geactiveerd.
dpa8d1hc
-- 4 7 --

NL
S Druk op de toets START om het programma te starten.
S Druk op de gewenste parametertoets.
Op het display verschijnen nu de huidige parameterwaarden.
12 PROGRAMMA--UPDATE
12.1 Gebruiksgebied
Met deze functie kunt u programma’s in de verschillende eenheden (printplaten) van
het lasgereedschap upgraden (vervangen) met nieuwe software op een pc--kaart.
Unit (eenh e id) betekent hier een printplaat met software waarvoor upgrades
mogelijk zijn.
12.2 Verklaring van het menu
SOFTWARE UPGRADE
Unit Curr.ver PC--card
SYSTEM VERSION. 1.00B
BOOT SOFTWARE 1,12
j POWER SOURCE 1.00 2.00
j ROT/TRÅD UNIT ? --
j WELD DATA UNIT 0,00 --
NEXT
#
Curr--ver Beschrijft welke programmaversie er in deze eenheid actief is.
PC--card Beschrijft welke programmaversie van deze eenheid er op de pc--kaart opges-
lagen is.
? Er bestaat een eenheid, maar de computer kent de versie niet.
-- Er komt geen programma voor deze eenheid op de pc--kaart voor.
SYSTEM VERSION Geeft aan welke programmaset er op de pc--kaart is opgeslagen. Een pro-
grammaset kan uit 1 tot 4 programma’s bestaan (1 voor elke eenheid).
BOOT SOFTWARE Programma voor upgradebeheer.
POWER SOURCE Printplaat voor sturen van lasstroombron.
ROT/WIRE UNIT Printplaat voor sturen van rotatie-- en draadtoevoermotoren.
WELD DATA UNIT Printplaat in afstelboxn.
j
j
QUIT UP--
GRADE
12.3 Hoe u een upgrade uitvoert.
Bij een upgrade van de afstelbox worden alle lasgegevens gewist.
Vergeet niet o m alle lasgegevens vooraf op een pc--kaart op te slaan.
Voor het upgraden van de eenheid ROTATIE/DRAAD, LASGEGEVENS (afstelbox):
ga op dezelfde manier te werk als voor de eenheid STROOMBRON.
Upgrade van de eenheid stroombron
Let erop dat de netspanning naar de lasstroombron tijdens de upgrade
niet uitgeschakeld wordt.
dpa8d1hc
-- 4 8 --
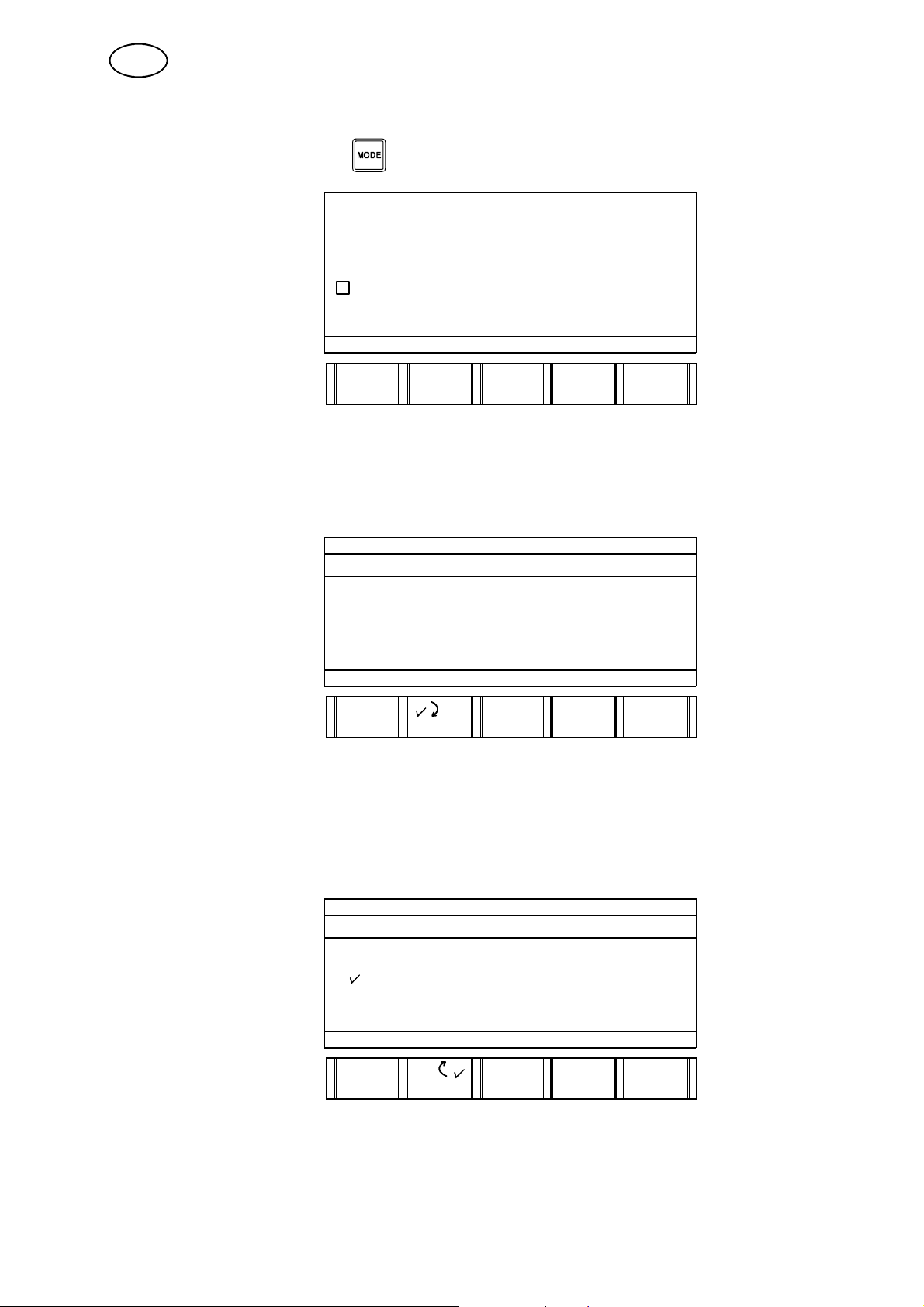
Drukopd
ftkeysoftwareupgrade
(programm
a--u
p
G
t
d
ftk
)
Drukopd
ftk
NL
S Plaats de pc--kaart met het upgradeprogramma.
S Druk op de toets EXTRA om toegang te krijgen tot de extra functies.
S
eso
AUXILIARY FUNCTIONS
ERROR
LOG
SHOW
PARA- METER
SOFT
WARE
UPGR.
SOFT--
WARE
KEY
date).
--
-
-
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
Resultaat: U hebt het menu Software upgrade (Programma--upgrade) geopend.
In dit voorbeeld bestaat de programma--upgrade van de pc-- kaart alleen maar uit
een upgradeprogramma voor de eenheid stroombron.
Het volgende display wordt getoond.
S
ame
eso
ey
next(volgende
“
naar“stroombron“.
SOFTWARE UPGRADE
Unit Curr.ver PC--card
“
SYSTEM VERSION. 1.00B
BOOT SOFTWARE 1,12
j POWER SOURCE 1.00 2.00
j ROT/WIRE UNIT ? --
j WELD DATA UNIT 0,00 --
NEXT
#
j
j
QUIT UP--
GRADE
S Druk op de tweede softkey om de eenheid stroombron te kiezen (de bron wordt
geselecteerd).
Hebben er nog meer eenheden een upgrade nodig, dan kiest u die op dezelfde
manier.
Door nogmaals op de tweede softkey te drukken, annuleert u de geselecteerde
keuze (de selectie verdwijnt).
S
upgrade.
eso
ey
SOFTWARE UPGRADE
Unit Curr.ver PC--card
SYSTEM VERSION. 1,00B
BOOT SOFTWARE. 1,12
j POWER SOURCE 1.00 2.00
j ROT/WIRE UNIT ? --
j WELD DATA UNIT 0,00 --
NEXT
#
j
j
QUIT UP
GRADE
dpa8d1hc
-- 4 9 --

Drukopd
ftk
NL
Er verschijnt een dialoogvenster op het display:
S
eso
ey
SOFTWARE UPGRADE
yes(ja)om door te
gaan metde
upgrade.
THE SOFTWARE UPGRADING CAN
TAKE UP TO 5 MIN/UNIT AND.
CANNOT BE INTERRUPTED!
DO YOU STILL WANT TO DO IT ?
NO YES
Het volgende dialoogvenster wordt tijdens het upgraden op het display getoond:
SOFTWARE UPGRADE
DO NOT SWITCH OF THE EQUIPMENT
DURING THIS PROCESS!!
UPPGRADERAR POWER SOURCE.....
23% completed
kkkkkkkkkkkkkkkkk
Wanneer de upgrade gereed is, verschijnt het volgende op het display:
SOFTWARE UPGRADE
SUCCESSFUL UPGRADE!
YOU MAY NOW RESTART THE EQUIPMENT !
Resultaat: U hebt een upgrade van de eenheid stroombron naar programmaversie
2.00 uitgevoerd.
Het lasgereedschap kan pas worden gebruikt, u de lasstroombron op de volgende
wijze opnieuw start:
S Draai de schakelaar voor de netspanning op de lasstroombron in de stand 0.
S Draai de schakelaar voor de netspanning in de stand 1.
12.4 Maatregel als upgrade van de eenheden in de lasstroombron
is mislukt
De programma--upgrade kan mislukken als bijv. de netspanning naar de
lasstroombron tijdens het upgraden wordt onderbroken.
dpa8d1hc
-- 5 0 --

NL
Mislukte upgrade van eenheid: stroombron, rotatie/draad.
Als een programma--upgrade mislukt, verschijnt het volgende dialoogvenster op het
display:
SOFTWARE UPGRADE
UPGRADING PROCESS FAILED!: 6
UNIT: 2!
Voer de upgrade op de volgende manier opnieuw uit:
S Draai de schakelaar voor de netspanning op de lasstroombron in de stand 0.
S Houd de vierde van de vijf softkeys op de afstelbox ingedrukt en draai de
schakelaar voor de netspanning in de stand 1.
Houd de softkey ingedrukt totdat u een dubbel geluidssignaal hoort.
Svetsströmkällan startar igen med enheterna strömkälla, rotation/tråd in een
programma --upgrademodus, die het mogelijk maakt een nieuwe upgrade uit te
voeren.
De afstelbox toont het display voor het upgrade--menu.
Herhaal de programmaprocedure ”Hoe een upgrade uit te voeren”, zie blz. 48
12.5 Maatregel als upgrade van afstelbox is mislukt
De programma--upgrade kan mislukken als bijv. de netspanning naar de
lasstroombron tijdens het upgraden wordt onderbroken.
Als dat zou gebeuren tijdens de eerste vijftien seconden, moet u de hulp
van een ESAB--servicemonteur inroepen.
Voer de upgrade op de volgende manier opnieuw uit:
S Draai de schakelaar voor de netspanning op de lasstroombron in de stand 0.
S Plaats de pc--kaart met het upgrade--programma voor de afstelbox.
S Houd de vijfde van de vijf softkeys ingedrukt en draai de netspanningschakelaar
in de stand 1.
dpa8d1hc
-- 5 1 --

Drukopd
ftkeysoftwarekey
(softwaresleutel)
NL
Houd de softkey ingedrukt totdat u een dubbel geluidssignaal hoort.
Tijdens de upgrade van de afstelbox is het display leeg. Zodra de upgrade
gereed is, start de afstelbox op de normale manier.
De upgrade duurt ongeveer 5 minuten.
N.B. Schakel de lasstroombron tijdens de upgrade niet uit.
Als het systeem nog steeds niet naar behoren werkt, roep dan de hulp van een
servicemonteur in.
13 SOFTWARESLEUTEL
13.1 Algemeen
De softwaresleutel dient om sommige functies te blokkeren, zoals het wijzigen van
de instellingsgegevens in een lasprogramma, het opslaan van programma’s in de
bibliotheek, het sparen van programma’s op pc--kaarten. Bovendien kunt u er
anderen de toegang tot de ”extra functies” mee ontzeggen.
13.2 Hoe u de afstelbox afsluit
S Druk op de toets EXTRA om toegang te krijgen tot de extra functies.
S
eso
.
LANGUAGE "
ERROR LOG "
ASHWO ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
AUXILIARY FUNCTIONS
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT-WARE
UPGR.
SOFT--
WARE-KEY
Resultaat: U hebt het menu software key (softwaresleutel) geopend.
S Tik met behulp van de cijfertoetsen 4 cijfers in om de code op te geven.
dpa8d1hc
-- 5 2 --

Drukopd
ftkeyDrukopdesoftkey
Drukopd
ftkeyDrukopdesoftkey
(
)
Tikmet
behul
etbeupa
j
juistecodenumme
r
NL
S
enter.
eso
SOFTWARE KEY 1234
LOCK UN--
Het volgende display wordt getoond:
S
lock (sluit).
eso
SOFTWARE KEY
LOCK UN--
KEY CODE (4 NUMBERS):
THE CONTROLBOX IS UNLOCKED!
LOCK
KEY CODE (4 NUMBERS): 1234
THECONTROLBOXISUNLOCKED!
LOCK
LIMITS QUIT ENTER
LIMITS QUIT ENTER
Resultaat: De afstelbox is geblokkeerd.
S Druk op de toets om terug te gaan naar het werkgebied.
13.3 Hoe u de afstelbox opent
S Druk op de toets EXTRA .
Het volgende display wordt getoond:
S
de cijfertoetsen het
in (bijv. 1234)
pvan
THECONTROLBOXISLOCKED!
KEY CODE (4 NUMBERS):
. ENTER
Voor elk codecijfer dat u intikt, krijgt u : als bevestiging dat het cijfer ontvangen is.
S Drukt u op de softkey enter.
De afstelbox is niet geblokkeerd en u hebt het menu auxiliary function (Extra
functies) geopend.
dpa8d1hc
-- 5 3 --

Drukopd
ftkeyDrukopdesoftkey
Drukopd
ftkeyuopdesote
y
(
)
NL
13.4 Hoe u de code wijzigt
S Tik met behulp van de cijfertoetsen 4 nieuwe cijfers in om een nieuwe code op te
geven.
S
enter.
eso
SOFTWARE KEY 1111
KEY CODE (4 NUMBERS): 1234
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
LIMITS QUIT ENTER
Het volgende display wordt getoond:
S
lock (sluit).
eso
SOFTWARE KEY
KEY COD E (4 N UMBERS): 1111
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
LIMITS QUIT ENTER
Resultaat: De afstelbox heeft een nieuwe code en is geblokkeerd.
S Druk op de toets om terug te gaan naar het werkgebied.
13.5 Bent u de code vergeten?
Als u de code bent vergeten, belt u naar uw ESAB--servicemonteur.
13.6 Hoe u limietwaarden opgeeft
Voor de volgende lasparameters kunt u de limietwaarden opgeven in procent, max.
10% van de ingestelde waarde:
STROOM
Piekstroom en achtergrondstroom
ROTATIE
Rotatie voorwaarts, rotatie achterwaarts, gepulseerde rotatie voorwaarts,
gepulseerde rotatie achterwaarts
DRAADTOEVOER
Draadtoevoersnelheid bij piekstroom en draadtoevoersnelheid bij achtergrondstroom
dpa8d1hc
-- 5 4 --

Drukopd
ftkeysoftwarekey
(softwaresleutel)
Drukopd
ftkeyuopdesote
y
(
)
Drukopd
ftkeyuopdesote
y
(g)naardegewenste
NL
POSITIE
Breekpunt
STROOMTIJD
Impulstijd en achtergrondstijd
Voordat u de limietwaarden kunt opgeven, moet u eerst een programma in het
werkgebied creëren.
S Druk op de toets EXTRA om toegang te krijgen tot de extra functies.
S
eso
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA- METER
SOFT-WARE
UPGR.
SOFT--
WARE
KEY
Het volgende display wordt getoond:
S
limits (limiet).
eso
SOFTWARE KEY
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
KEY CODE (4 NUMERS):
LIMITS QUIT ENTER
Resultaat: U hebt het menu software key limit values (Softwaresleutel
limietwaarden) geopend.
Het volgende display wordt getoond:
S
next (volgende) om
parameter te gaan.
eso
SOFTWARE KEY LIMITS
+/-- +/--
CURRENT: 0% CURRENT TIME 0%
ROTATION: 0%
WIRE FEED: 0%
POSITION: 0%
NEXT
--
.
+
QUIT
ENTER
S Druk op de softkeys min of plus om de limietwaarden in procent op te geven --
max. +10% van de ingestelde waarde.
dpa8d1hc
-- 5 5 --

Drukopd
ftkeyDrukopdesoftkey
(
)
NL
S Wanneer u met de instellingen gereed bent, drukt u op de softkey enter (u hoort
een signaal) om de instellingen op te slaan.
S Drukt u op de softkey quit (cansel).
Het volgende display wordt getoond:
S
lock (sluit!).
eso
SOFTWARE KEY
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
KEY CODE (4 NUMBERS):
LIMITS QUIT ENTER
Resultaat: De afstelbox is geblokkeerd met de ingestelde limietwaarden.
N.B. De volgende keer dat u het menu software key limit values (Softwaresleutel
limietwaarden) opent, zijn de waarden opnieuw 0%. Nieuwe limietwaarden worden
berekend zodra u op de softkey enter drukt.
S Druk op de toets om terug te gaan naar het werkgebied.
14 NOTITIEBLOK
14.1 Gebruiksgebied
In het Notitieblok kunt u aantekeningen maken over o.m.:
S MATERIAAL, BUITENDIAMETER VAN BUIS, DIKTE VAN WAND,
SERIENUMMER
S STARTPUNT , LASTIJD
S ELEKTRODEDIAMETER. ELEKTRODEUITSTEEKSEL, ELEKTRODEHOEK
S AFSTAND: ELEKTRODE -- DRAAD, ELEKTRODE -- WERKSTUK
S DRAADTYPE, DRAADDIAMETER, ELEKTRODEKWALITEIT
S LASGAS
S GRONDGAS
S STARTGAS
Alle aantekeningen worden met het bijbehorende lasprogramma in de bibliotheek
opgeslagen.
14.2 Hoe u gegevens invoert
S Druk op de toetsen SHIFT en STAP om het Notitieblok te openen.
dpa8d1hc
-- 5 6 --

NL
NOTE BOOK Page 1(8)
MATERIAL
TUBE DIAMETER
WALL THICKNESS
RUN NUMBER
(NEXT)
PAGE
MATER.
TUBE
DIAM.
WALL
THICKN
RUN NO
14.3 Voorbeeld 2a
In dit voorbeeld ziet u welke aantekeningen u in het Notitieblok kunt maken.
Welding
parameter
Material Materiaal SIS--aanduiding voor roestvrij staal 2333
Tube
diameter
Wall
thickness
Run number Serie--
Start point Startpunt Plaats van het startpunt op de buis. Tijdsstip 3
Weld time Lastijd Hoelang het duurt om een lasprogramma uit te
Electrode
diameter
Elecctrode
stick--out
Electrode
angle
Distance:
Electrode-wire
Distance:
Electrode-workpiece
Wire type Draadtype De gebruikte soort toevoerdraad. OK 12.51
Wire
dimension
Electrode
type
Weld gas Lasgas Samenstelling van het lasgas: argon, helium,
Root gas Grondgas Samenstelling van het grondgas: argon, helium,
Start gas Startgas Samenstelling van het startgas: argon, helium,
Las--
parameter
Buitendiam.
van buis.
Dikte van
wand
nummer
Elektrodediameter
Elektrod-euitsteeksel
Elektrodehoek
Afstand:
Elektrode -draad
Afstand:
Elektrode-arbetsstycke
Draad-diameter
Elektrode-kwaliteit
Verklaring Waarde
Buitendiameter van buis 60 mm
Materiaaldikte van de buis 3mm
Lasnaadnummer 2
1 uur 20 min 30
voeren.
sec
Diameter van de wolfraamelektrode 1,6 mm
Hoever de wolfraamelektrode uit de elektrode-
5mm
houder uitsteekt.
De hoek van de wolfraamelektrode ten opzichte
30 5
van de buis.
Afstand tussen de wolfraamelektrode en toe-
5mm
voerdraad.
Afstand tussen de wolfraamelektrode en het
5mm
werkstuk (de buis).
Diameter van de toevoerdraad. 0.8 mm
Toevoeging aan de wolfraamelektrode van thori-
2% Th, 2% La
um en lantaan.
100 % Ar
waterstof en stikstof.
100 % Ar
waterstof en stikstof
100 % He
waterstof en stikstof
dpa8d1hc
-- 5 7 --
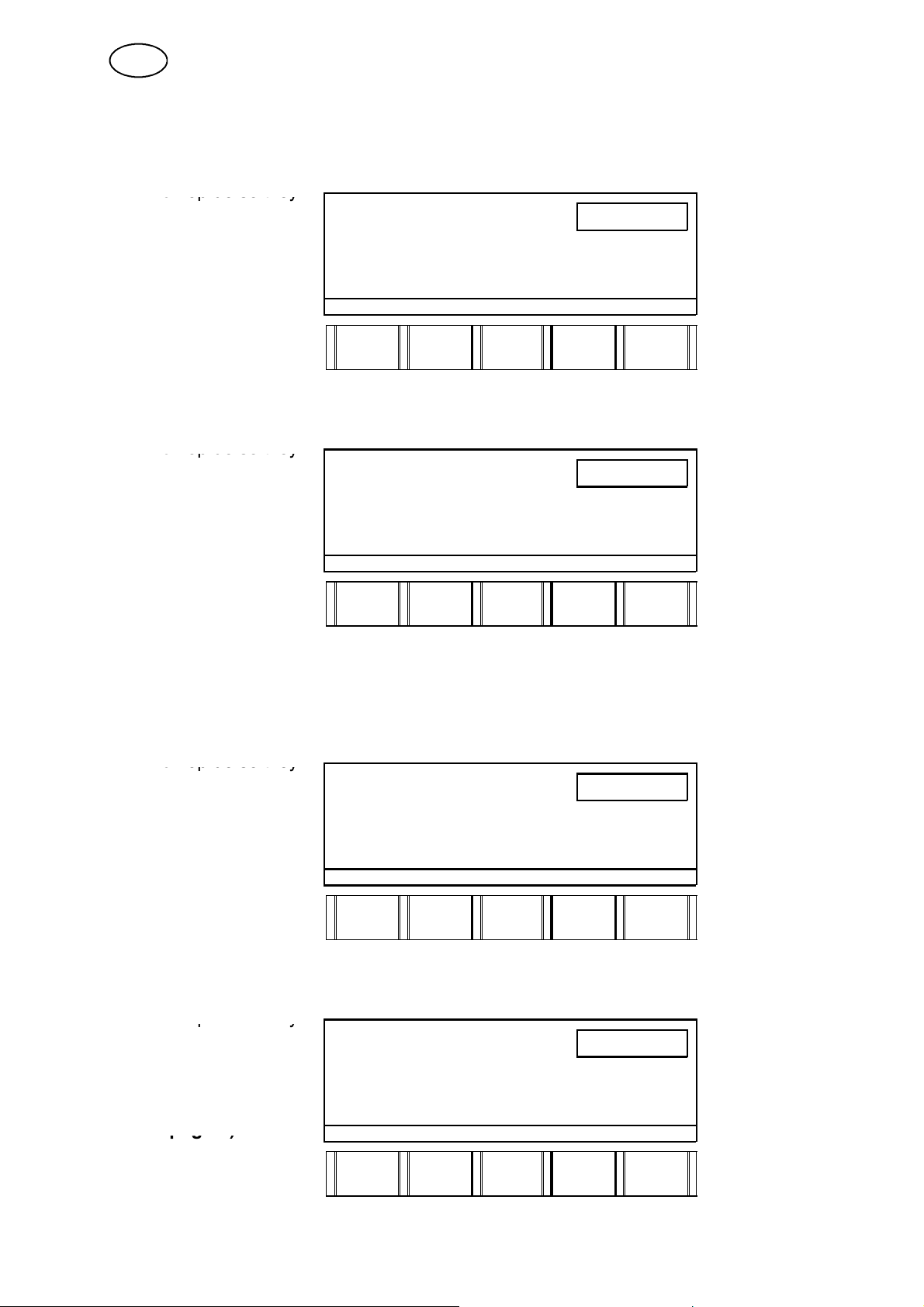
Drukopd
ftkeyDrukopdesoftkey
Drukopd
ftkeyuopdesote
y
(
Drukopd
ftkeyuopdesote
y
(
Drukopd
ftkeyuopdesote
y
(
depaga)
NL
Materiaal = 2333
S Tik met behulp van de cijfertoetsen 2333 in.
S
material (materiaal).
eso
NOTE BOOK Page 1(8)
MATERIAL
TUBE DIAMETER..
WALL THICKNESS
RUN NUMBER
2333
(NEXT)
PAGE
MATER.
TUBE
DIAM.
WALL
THICKN
RUN NO
Buitendiameter van bu is = 60 mm
S Tik met behulp van de cijfertoetsen 60 in.
S
tube diameter
eso
NOTE BOOK Page 1(8)
60
buisdiameter).
MATERIAL 2333
TUBE DIAMETER..
WALL THICKNESS
RUN NUMBER
(NEXT)
PAGE
MATER.
TUBE
DIAM.
WALL
THICKN
RUN NO
(Als u de buitendiameter van de buis hebt ingevoerd, wordt de meetwaarde van de
rotatiesnelheid afgebeeld in cm/min.)
Dikte van wand = 3 mm
S Tik met behulp van de cijfertoetsen 3 in.
S
wall thickness
eso
NOTE BOOK Page 1(8)
3
buisdikte).
MATERIAL 2333
TUBE DIAMETER. 60,0 mm
WALL THICKNESS
RUN NUMBER
(NEXT)
PAGE
MATER.
TUBE
DIAM.
WALL
THICKN
RUN NO
Serienummer = Nr 2
S Tik met behulp van de cijfertoetsen 2 in.
S
run number
eso
NOTE BOOK Page 1(8)
2
serienummer).
MATERIAL 2333
S Druk op de softkey
next page (volgen -
TUBE DIAMETER 60.0 mm
WALL THICKNESS 3.00 mm
RUN NUMBER
de pagina).
(NEXT)
PAGE
MATER.
TUBE
DIAM.
-- 5 8 --
dpa8d1hc
WALL
THICKN
RUN NO
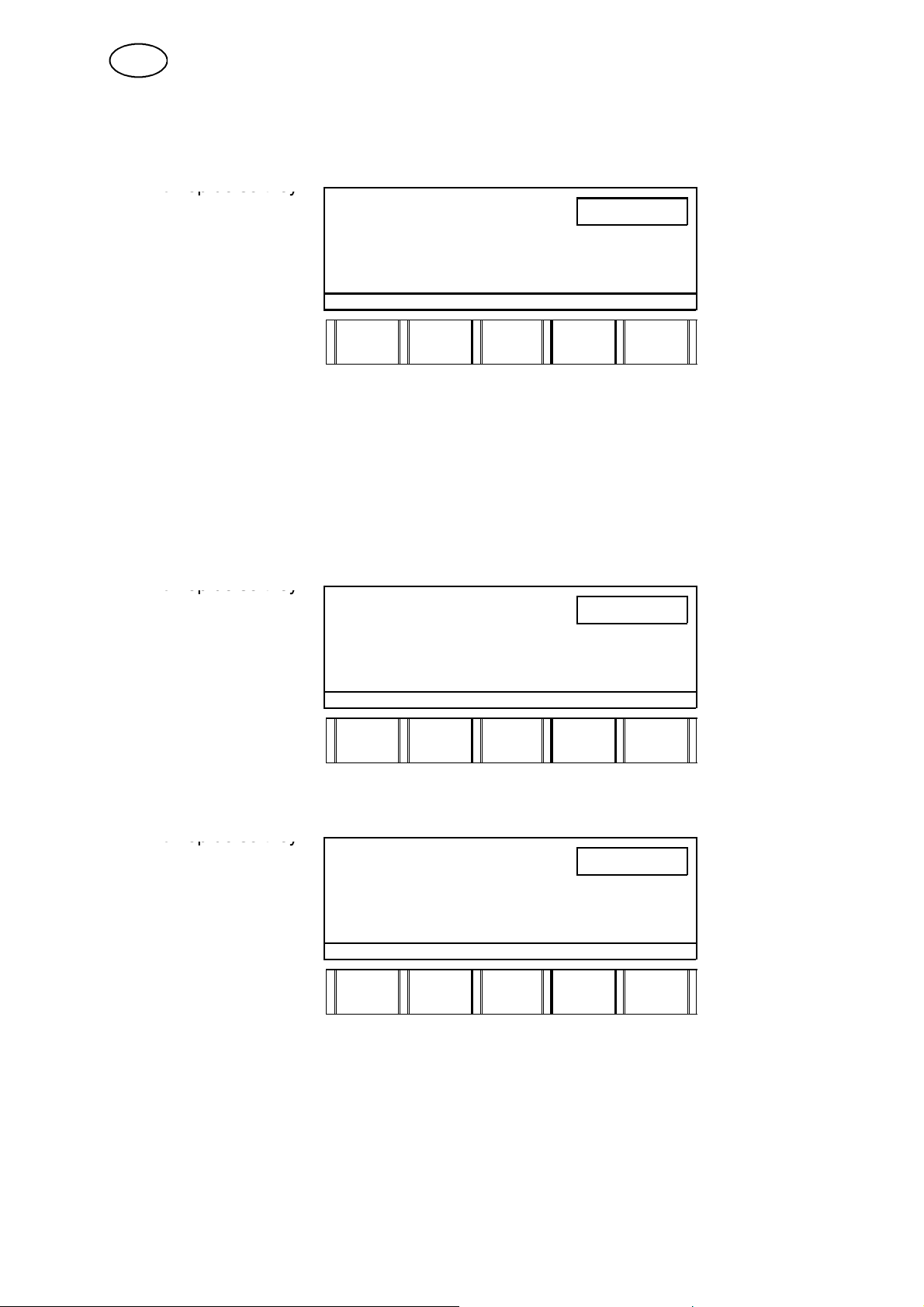
Drukopd
ftkeyDrukopdesoftkey
Drukopd
ftkeyuopdesote
y
Drukopd
ftkeyuopdesote
y
NL
Startpunt = Tijdsstip 3
S Tik met behulp van de cijfertoetsen 3 in.
S
start point (startpunt).
eso
NOTE BOOK Page 2(8)
START POINT
WELD TIME
3
(NEXT)
PAGE
START
POINT
Lastijd = 1 uur 20 min 30 sec
S Tik met behulp van de cijfertoetsen 1 in.
S Druk op de softkey hour (uur).
S Tik met behulp van de cijfertoetsen 20 in.
S Druk op de softkey minute (minut).
S Tik met behulp van de cijfertoetsen 30 in.
S Druk op de softkey seconden
S
next page (volgen -
eso
NOTE BOOK Page 2(8)
de pagina).
START POINT 3 o’clock
WELD TIME. 1 h
(NEXT)
PAGE
START
POINT
HOUR
HOUR
MIN SECOND
20 min
30 s
MIN SECOND
Elektrodediameter = 1,6 mm
S Tik met behulp van de cijfertoetsen 1,6 in.
S
diameter.
eso
NOTE BOOK Page 3(8)
ELECTRODE DIAMETER
ELECTRODE STICKOUT
ELECTRODE ANGLE
(NEXT)
PAGE
DIAM.
STICK--
OUT
1.6
ANGLE
dpa8d1hc
-- 5 9 --

Drukopd
ftkeyDrukopdesoftkey
Drukopd
ftkeyuopdesote
y
Drukopd
ftkeyuopdesote
y
(
S
Drukopdesoftkeypy
ce(elektrod
e
nextpage(volgen-d
NL
Elektrodeuitsteeksel = 5 mm
S Tik met behulp van de cijfertoetsen 5 in.
S
stick --out (uitsteeksel).
eso
NOTE BOOK Page3(8)
ELECTRODE DIAMETER 1.6 mm
ELECTRODE STICKOUT
ELECTRODE ANGLE
5
(NEXT)
PAGE
DIAM.
Elektrodehoek = 305
S Tik met behulp van de cijfertoetsen 30 in.
S
angle (hoek).
S Druk op de softkey
next page (volgen de pagina).
eso
NOTE BOOK Page 3(8)
ELECTRODE DIAMETER 1.6 mm
ELECTRODE STICKOUT 5.0 mm
ELECTROE ANGLE
(NEXT)
PAGE
DIAM.
Afstand: Elektrode -- draad = 5 mm
S Tik met behulp van de cijfertoetsen 5 in.
S
electrode -- wire
eso
NOTE BOOK Page 4(8)
elektrode -- draad).
DISTANCE:
ELECTRODE -- WIRE
ELECTRODE -- WORKPIECE
STICK--
OUT
STICK
OUT
ANGLE
30
ANGLE
5
(NEXT)
PAGE
ELECT.
-WIRE
Afstand: Elektrode -- werkstuk = 5 mm
S Tik met behulp van de cijfertoetsen 5 in.
electrode workpie-
NOTE BOOK Page 4(8)
--
werkstuk).
S Druk op de softkey
DISTANCE:
ELECTRODE -- WIRE 5.0 mm
ELECTRODE -- WORKPIECE
epagina).
(NEXT)
PAGE
dpa8d1hc
ELECT.
-WIRE
-- 6 0 --
ELECT.
-WORKP
ELECT.
-WORKP
5

Drukopd
ftkeyDrukopdesoftkey
Drukopd
ftkeyuopdesote
y
(
Drukopd
ftkeyuopdesote
y
Drukopd
ftkeyuopdesote
y
NL
Draadkwaliteit = OK 12.51
S Tik met behulp van de cijfertoetsen 12,51 in.
S
wire type (draadtype).
eso
NOTE BOOK Page 5(8)
WIRE TYPE
WIRE DIAMETER
ELECTRODE TYPE
12.51
(NEXT)
PAGE
WIRE
TYPE
WIRE.
DIAM.
Draaddiameter = 0.8 mm
S Tik met behulp van de cijfertoetsen 0,8 in.
S
wire diameter
eso
NOTE BOOK Page 5(8)
draaddiameter).
WIRE TYPE 12.51
WIRE DIAMETER
ELECTRODE TYPE
(NEXT)
PAGE
WIRE
TYPE
WIRE
DIAM.
Elektrodekwaliteit = 2% Th, 2 % La
S Tik met behulp van de cijfertoetsen 2 in.
S Druk op de softkey electrode (elektrode) % Th.
S Tik met behulp van de cijfertoetsen 2 in.
S Druk op de softkey electrode (elektrode) % La.
S
next page (volgen -
eso
NOTE BOOK Page 5(8)
de pagina).
WIRE TYPE 12.51
WIRE DIAMETER 0.8 mm
ELECTRODE TYPE
ELECT.
%Th
0.8
ELECT.
%Th
ELECT.
%La
ELECT.
%La
(NEXT)
PAGE
WIRE
TYPE
WIRE.
DIAM.
ELECT.
%Th
ELECT.
%La
Lasgas = 100 % Ar
S Tik met behulp van de cijfertoetsen 100 in.
S
% Argon.
S Druk op de softkey
eso
NOTE BOOK Page 6(8)
WELD GAS
100
next page (volgen de pagina).
(NEXT)
PAGE
%Ar
%He
-- 6 1 --
dpa8d1hc
%H %N

Drukopd
ftkeyDrukopdesoftkey
Drukopd
ftkeyuopdesote
y
NL
Grondgas= 100 % Ar
S Tik met behulp van de cijfertoetsen 100 in.
S
% Argon.
eso
NOTE BOOK Page 7(8)
100
S Druk op de softkey
ROOT GAS
next page (volgen de pagina).
(NEXT)
PAGE
%Ar
%He
%H %N
Startgas = 100 % He
S Tik met behulp van de cijfertoetsen 100 in.
S
% Helium.
eso
NOTE BOOK Page 8(8)
START GAS
(NEXT)
PAGE
%Ar
%He
100
%H %N
S Druk op de toetsen SHIFT en STAP om naar het werkgebied terug te
keren.
15 HANDLASSEN
15.1 Gebruiksgebied
Handmatig TIG--lassen met een handlasbrander (zie gebruiksaanwijzing).
15.2 Hoe u een lasprogramma creëert
Voor handmatig lassen dient u een lasprogramma te maken dat bestaat uit 2
sectoren met de stroom-- en gasparameters opgegeven.
N.B. Rotatatie kan niet worden opgegeven.
dpa8d1hc
-- 6 2 --

Drukopd
ftkeyuopdesote
y
NL
15.3 Voorbeeld 3a
Kies allereerst de juiste gereedschapscode TIG--HANDLASBRANDER.
Dit is een eenvoudig lasprogramma dat uit 2 sectoren bestaat, waarvan sector 2 de
stopsector is.
Sector 1 Sector 2
Breekpunt 0.000 1.000
Lasstroom (continu) (A) 80 0
Lasstroom (Achtergrondstijd) (A) 40 40
Lasstroom (Impulstijd) (s) 0,5 0,5
Lasstroom (Achtergrondstroom) (s) 0,5 0,5
Helling op (s) 2 -Helling neerwaarts (s) -- 5
Gasvoorstroming (lasgas) (s) 5 -Gasnastroming (lasgas) (s) -- 10
Breekpunt
Sector 1 krijgt automatisch breekpunt 0,000, tenzij anders is bepaald. Begin dus met
het instellen van de stroomparameter.
Lasstroom
Piekstroom = 80 A
S Druk op de toets LASSTROOM .
De figuur voor het instellen van de lasstroom verschijnt op het display.
S Tik met behulp van de cijfertoetsen 80 in.
S
continuous peak
eso
SECTOR 1(1) 0.000
80
current(continue
piekstroom).
PEAK CURRENT A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 80 A in sector 1.
dpa8d1hc
-- 6 3 --

Drukopd
ftkeyDrukopdesoftkey
stroom)
Drukopd
ftkeyuopdesote
y
Drukopd
ftkeyDrukopdesoftkey
(
NL
Achtergrondstijd= 40 A
S Tik met behulp van de cijfertoetsen 40 in.
S
continuous
background
current (continue
achtergrond-
eso
.
SECTOR 1(1) 0.000
PEAK CURRENT 80 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
40
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: BACKGROUND CURRENT (ACHTERGRONDSTROOM) = 40 A in sector 1.
Impulstijd = 0.5 s i.p.v. 1,0
S Tik met behulp van de cijfertoetsen 0,5 in.
S
peak time (impul-
eso
SECTOR 1(1) 0.000
0,5
stijd).
1 PEAK CURRENT 80 A
BACKGR CURRENT 40 A
PEAK TIME 1,00 s
BACKGR. TIME 1,00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK TIME (IMPULSTIJD) = 0,50 s i.p.v. 1,00 s in sector 1.
Achtergrondstroom = 0.5 s i.p.v. 1,0
S Tik met behulp van de cijfertoetsen 0,5 in.
S
background time
eso
SECTOR 1(1) 0.000
0,5
achtergrond-
stroom).
1 PEAK CURRENT 80 A
BACKGR CURRENT 40 A
PEAK TIME 0,50 s
BACKGR. TIME 1,00 s
CONT/
PEAK
CURR
BACKGR
CURR.
PEAK
TIMI
BACKGR
TIME
Resultaat: BACKGROUND TIME (ACHTERGRONDSTROOM) = 0,50 s i.p.v. 1,00 s
in sector 1.
dpa8d1hc
-- 6 4 --
Tikmet
behul
Tikmetbehulpvan
Drukopd
ftkeyuopdesote
y
Drukopdetoetsuopdetoet
s
NL
Helling
Helling op = 2svoor piekstroom.
S Druk op de softkey continuous peak current (continue piekstroom).
S
de cijfertoetsen 2 in.
pvan
SECTOR 1(1) 0.000
2
S Druk op de toets
SLOPE.
2 PEAK CURRENT 80 A
BACKGR CURRENT 40 A
PEAK TIME 0.50 s
BACKGR. TIME 0.50 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 80 A, 2.0 s in sector 1 en
BACKGROUND CURRENT (ACHTERGRONDSTROOM) = 40 A, 2.0 s in sector
1.
Gas
Gasvoorstroming lasgas = 5s.
S Druk op de toets GAS .
S Tik met behulp van de cijfertoetsen 5 in.
De gasvoorstroming heeft een vooringestelde waarde (2 sec). Deze waarde is
geldig wanneer er bij de start geen andere waarde ingevoerd en op het display
afgebeeld wordt.
S
weld gas (lasgas).
eso
SECTOR 1(1) 0.000
5
WELD GAS s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
START
GAS
Resultaat: WELD GAS (LASGAS) = 5 s in sector 1.
Breekpunt
S Tik met behulp van de cijfertoetsen de waarde voor het nieuwe breekpunt 1,010
in.
S
SECTOR.
SECTOR 1(1) 0.000 1.010
1 WELD GAS 5 s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
START
GAS
Resultaat: Sector 2 van in totaal 2 sectoren
dpa8d1hc
-- 6 5 --

Drukopd
ftkeyDrukopdesoftkey
Tikmet
behul
etbeupa
NL
Lasstroom
Impulsstroom = 0A
Aangezien sector 2 als stopsector moet fungeren, moet u aan de lasstroom de
waarde 0 ampère geven.
S Druk op de toets LASSTROOM .
S Tik met behulp van de cijfertoetsen 0 in.
S
continuous peak
current(continue
piekstroom).
eso
SECTOR 2(2) 1.000
1 PEAK CURRENT 80 A
1 BACKGR CURRENT 40 A
1 PEAK TIME 0.50 s
1 BACKGR. TIME 0.50 s
0
2.0 s
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 0 A in sector 2 (stoppsektor)
Helling
Helling neerwaarts = 5svoor piekstroom.
S Druk op de softkey continuous peak current (continue piekstroom).
S
de cijfertoetsen 5 in.
S Druk op de toets
SLOPE.
pvan
SECTOR 2(2) 1.000
2 PEAK CURRENT 0 A
BACKGR CURRENT 40 A
PEAK TIME 0.50 s
BACKGR. TIME 0.50 s
CONT/
PEAK
CURR
BACKGR
CURR.
PEAK
TIME
5
BACKGR
TIME
Resultaat: PEAK CURRENT (PIEKSTROOM) = 0 A, 5.0 s in sector 12 en
BACKGROUND CURRENT (ACHTERGRONDSTROOM) = 40 A,
5.0 s in sector
1.
Gas
Gasnastroming lasgas = 10 s in sector 2.
S Druk op de toets GAS
.
S Tik met behulp van de cijfertoetsen 10 in.
De gasnastroming heeft een vooringestelde waarde (4 sec). Deze waarde is
geldig wanneer er bij de start geen andere waarde ingevoerd en op het display
afgebeeld wordt.
dpa8d1hc
-- 6 6 --

Drukopd
ftkeyDrukopdesoftkey
NL
S
weld gas (lasgas).
eso
SECTOR 2(2) 1.000
1WELDGAS s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
START
GAS
10
Resultaat: WELD GAS (LASGAS) = 10 s in sector 2.
15.4 Hoe u last
Om een lassequentie te starten (de lichtboog te ontsteken)
S Druk de contactschakelaar van de lasbrander in en laat hem weer los.
De parameterwaarden voor sector 1 (startsector) gelden gedurende de hele
lassequentie.
Om een lassequentie te b eëin d ig en
S Druk de contactschakelaar van de lasbrander in en laat hem weer los.
De parameterwaarden voor sector 2 (eindsector) worden gebruikt.
16 BIJLAGE
16.1 Gereedschapscodes
Lasgereedschap Afmeting
PRB 8--17 *
17--49 *
60--170
PRH 3-- 12
PRD Zie zelfgedefinieerde gereedschapscodes op blz.
POC 12--60
TIG--handlasbrander --
A25 Met rotatie
Zonder rotatie
33--90
3-- 38
6-- 76
13.
*)
Bij gebruik van de ombouwset PRB 8--17 wordt de gereedschapscode 17--49 gebruikt.
Bij gebruikt van de aandrijfeenheid met motortransmissie 134:1 wordt de gereedschapscode 8--17
gebruikt.
dpa8d1hc
-- 6 7 --

NL
16.2 Symbolen
Symbolen Verklaring
STO Opslaan.
RCL Halen.
OK Geaccepteerd
p
DEL Wissen
DEL? Moet deze worden gewist?
Storing. (Na dit teken volgt altijd een storingcodenummer).
Een waarde corrigeren.
De waarde is te hoog.
De waarde is te laag.
Plus -- min.
Er heeft zich een storing in het lasproces voorgedaan.
"
p
Er is een ondermenu.
Deze functie is gekozen.
16.3 Instellingsgebied van de lasparameters
Parameter Instellingsgebied
Rotatiesnelheid 5--100% van maximums-
nelheid van het buislasge-
reedschap
Lasstroom* 5 -- 160, 250, 320 A
Impulstijd 0,01 -- 25 s
Achtergrondstroom 0,01 -- 25 s
Gasvoorstromings-- en nastromingstijden, (lasgas, startgas, grondgas)
0 -- 6000 s
Voorverwarmingstijd 0 -- 600 s
Draadtoevoersnelheid 15 -- 250 cm/min
Slope up/down--tijden 0,1 -- 25 s
De tussen haakjes aangegeven waarden zijn vooringesteld.
* De maximale lasstroom voor luchtgekoeld buislasgereedschap is 100 A.
De maximale lasstroom voor watergekoeld buislasgereedschap is 250 A.
Zie ook de gebruiksaanwijzingen voor het buislasgereedschap.
dpa8d1hc
-- 6 8 --

NL
17 MENUSTRUCTUUR
Startmenu Zie blz.12 Opslaan Zie blz. 35
Werkgebied Zie blz.4 Terughalen Zie blz. 35
Geheugen Zie blz.35 PC--kaart Zie blz. 38
Aantekeningen Zie blz. 56 Wissen Zie blz. 36
Extra functies Zie blz. 4 Language Zie blz. 17
Lasstroom Zie blz. 9 Werkwijze in geval van storingen Zie blz. 41
Gas Zie blz.9 Huidige parameterwaarden tonen Zie blz. 47
Draadtoevoersnelheid Zie blz. 10 Programma--update Zie blz. 48
Voorverwarmingstijd Zie blz. 10 Softwaresleutel Zie blz. 52
Rotatiesnelheid Zie blz. 10 Sluit! Zie blz. 52
Maak los Zie blz. 53
Limietwaarden opgeven Zie blz. 54
dpa8d1hd
-- 6 9 --

NL
18 VAKTERMEN
Achtergrondstijd
Achtergrondstroom
Bibliotheek Geheugen voor opslaan van lasprogramma.
Boot program-maProgramma voor startcontrole.
Breekpunt Startpunt voor nieuwe sector.
Cijferveld Toont de ingevoerde cijferwaarde en cijfertekens.
Draadtoevoers-
nelheid bij achtergrondstroom
Draadtoevoersnelheid bij piekstroom
Eenheid Een printplaat met software die kan worden bijgewerkt.
Eenheid lasge-
gevens
Eenheid rotatie/
draad
Eenheid stro-
ombron
Eindsector Laatste lassector in een lassequentie.
Foutverwer-
kingscodes
Grondgas Beschermgas voor de onderkant (grondlaag) van de lasnaad).
Handmatig Machinestand voor manuele positionering van elektrode.
Impulstijd De tijd waarin de stroom onder een pulsperiode ”aan” is.
Lasgas Beschermgas aan de bovenkant van de lasnaad.
Notitieblok Plaats voor eigen aantekeningen over lassequenties.
Pc--kaart Geheugenkaart voor extern opslaan van lasprogramma’s.
Piekstroom De hoogste van beide stroomwaarden bij gepulseerde stroom of de stroomwaar-
Rotatiesnelheid De rotatiesnelheid van de elektrode rond het werkstuk.
Sector Een bepaald deel van een buis.
Slope down Geleidelijke afname van een waarde.
Slope up Geleidelijke toename van een waarde.
Startgas Speciaal gas met hoge ioniserende eigenschappen, hetgeen de ontsteking van
Startsector Eerste lassector in een lassequentie.
Storingcodes Een code die in het storinglogboek wordt opgenomen wanneer er zich storing in
Systeemversie De programmaversie die op de pc--kaart of in de afstelbox opgeslagen is.
Transportsector De laselektrode in een bepaalde sector verplaatsen zonder te lassen.
Uitgangspositie Neutrale stand.
Tijd van achtergrondstroom die samen met tijd van piekstroom de impulsperiode
oplevert.
De laagste van beide stroomwaarden bij gepulseerde stroom.
Draadtoevoersnelheid gedurende de aangegeven achtergrondstijd.
Draadtoevoersnelheid bij piekstroom.
Printplaat in afstelbox.
Printplaat voor sturen van rotatie en motor van draadtoevoer.
Printplaat voor sturen van lasstroombron.
Een code die in het cijfervak wordt afgebeeld wanneer u op een verkeerde toets
drukt
de bij continue stroom.
de lichtboog vergemakkelijkt.
het lasproces voordoet.
dpa8d1hd
-- 7 0 --

NL
Voorverwarmingstijd
Werkgebied Geheugenruimte voor bewerken en uitvoeren van lasprogramma’s.
Een code die in het storinglogboek wordt opgenomen wanneer er zich storing in
het lasproces voordoet.
19 PROGRAMMERINGSAANTEKENINGEN
Sector 1 Sector 2 Sector 3 Sector 4
Breekpunt
Lasstroom (continu) (A)
Lasstroom (achtergrondstroom) (A)
Lasstroom (impulstijd) (s)
Lasstroom (achtergrondstijd) (s)
Slope up (s)
Slope down (s)
Voorverwarming (s)
Rotatie, (cont. voorwaarts)( ‰)
Gasvoorstroming (lasgas) (s)
Gasnastroming (lasgas) (s)
Draadtoevoer (continu) (cm/min)
Breekpunt
Lasstroom (continu) (A)
Lasstroom (achtergrondstroom) (A)
Lasstroom (impulstijd) (s)
Lasstroom (achtergrondstijd) (s)
Slope up (s)
Slope down (s)
Voorverwarming (s)
Rotatie, (cont. voorwaarts) ( ‰)
Gasvoorstroming (lasgas) (s)
Gasnastroming (lasgas) (s)
Draadtoevoer (continu) (cm/min)
Sector 1 Sector 2 Sector 3 Sector 4
dpa8d1hd
-- 7 1 --

PROWELDER
Bestelnummer
Ordering no. Denomination Type
0456 665 882 Control box PROWELDER
0457 706 170 Programming manual SE PROWELDER
0457 706 171 Programming manual DK PROWELDER
0457 706 172 Programming manual NO PROWELDER
0457 706 173 Programming manual FI PROWELDER
0457 706 174 Programming manual GB PROWELDER
0457 706 175 Programming manual DE PROWELDER
0457 706 176 Programming manual FR PROWELDER
0457 706 177 Programming manual NL PROWELDER
0457 706 178 Programming manual ES PROWELDER
0457 706 179 Programming manual IT PROWELDER
0457 706 180 Programming manual PT PROWELDER
0457 706 086 Programming manual RU PROWELDER
The programing manual is available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instruction manuals and spare parts lists.
dpa8oLTS
-- 7 2 -Edition 050420
notes
-- 7 3 --

notes
-- 7 4 --

notes
-- 7 5 --

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...