

ESAB Precision Plasmarc System with Electronic Flow Control Installation manual / Instruction manual [fr]

F-15-662
December, 2001
French
Manuel d’Installation, Opération et Entretien pour le
SYSTÈME de PRÉCISION PLASMARC
avec Régulation du Débit Électronique
CUTTING SYSTEMS
411 s. Ebenezer Road
Florence, SC 29501-0545

La satisfaction totale du client est prioritaire pour
Ce manuel est ESAB Pièce Numéro F15662
L’équipement décrit dans ce manuel est
potentiellement dangereux. Soyez prudent pendant
l’installation, l’opération et l’entretien de cet
équipement.
L’acheteur est le seul responsable de la
sécurité pendant l’utilisation de la machine et
de tous les produits reliés. Il doit se conformer
aux règles du OSHA et à tout autre standard
officiel. ESAB Cutting Systems n’a aucune
responsabilité relative aux blessures
personnelles ou aux autres dommages
résultant de l’utilisation des produits fabriqués
et vendus par ESAB. Référez-vous aux termes
et conditions standards de ESAB pour une
déclaration spécifique des responsabilités et
des limitations connexes.
La satisfaction totale du client est prioritaire pour
La satisfaction totale du client est prioritaire pour La satisfaction totale du client est prioritaire pour
ESAB Cutting Systems. Nous recherchons
ESAB Cutting Systems. Nous recherchons
ESAB Cutting Systems. Nous recherchons ESAB Cutting Systems. Nous recherchons
continue
continuellement des méthodes pour améliorer nos
continuecontinue
produits, services et documentation. En
produits, services et documentation. En
produits, services et documentation. En produits, services et documentation. En
conséquence, nous procédons aux améliorations
conséquence, nous procédons aux améliorations
conséquence, nous procédons aux améliorations conséquence, nous procédons aux améliorations
et/ou modifications tels que requis. ESAB s’efforce
et/ou modifications tels que requis. ESAB s’efforce
et/ou modifications tels que requis. ESAB s’efforce et/ou modifications tels que requis. ESAB s’efforce
à maintenir la documentation à jour. Nous ne
à maintenir la documentation à jour. Nous ne
à maintenir la documentation à jour. Nous ne à maintenir la documentation à jour. Nous ne
pouvons pas vous garantir que la
pouvons pas vous garantir que la documentation
pouvons pas vous garantir que la pouvons pas vous garantir que la
reçue comprend les plus récentes modifications.
reçue comprend les plus récentes modifications.
reçue comprend les plus récentes modifications. reçue comprend les plus récentes modifications.
Par conséquent, les renseignements contenus dans
Par conséquent, les renseignements contenus dans
Par conséquent, les renseignements contenus dans Par conséquent, les renseignements contenus dans
ce document sont sujets aux changements sans
ce document sont sujets aux changements sans
ce document sont sujets aux changements sans ce document sont sujets aux changements sans
préavis.
préavis.
préavis. préavis.
Ce manuel est ESAB Pièce Numéro F15662
Ce manuel est ESAB Pièce Numéro F15662Ce manuel est ESAB Pièce Numéro F15662
(Avril,01) indiquée relative à l’ajout des numéros de
pièce pour les câbles dans la section 2
Nouvelle Date (December,01) Le chapiter du pièces
de recharge été modifié
Ce manuel est pour usage de l’acheteur et facilite
son utilisation de la machine à découpage. Ceci
n’est pas un contrat et n’est nullement une
obligation de la part de ESAB Cutting Systems.
llement des méthodes pour améliorer nos
llement des méthodes pour améliorer nos llement des méthodes pour améliorer nos
documentation
documentation documentation
Imprimé au États-Unis
©©©© ESAB Cutting Systems, 2001
Précision Plasma Régulation du Débit Électronique Table des Matières
Page
Section 1 Sécurité
1.1 Introduction....................................................................................... 1
1.2 Sécurité : Notations et Symboles....................................................... 1
1.3 Renseignement Généraux de Sécurité............................................... 2
1.4 Précautions relatives à l’Installation.................................................... 4
1.5 Mise à la Terre Électrique .................................................................. 4
1.6 Utilisation de la Machine à Découpage au Plasma.............................. 5
1.7 Précautions relatives à l’entretien....................................................... 11
1.8 Références relatives à la Sécurité ...................................................... 12
Section 2 Description
2.1 Général............................................................................................. 1
2.2 Objectif ............................................................................................. 1
2.3 Options d’Ensemble Disponibles ....................................................... 1-2
2.4 Spécifications Techniques
2.4.1 Système de Précision au Plasma .............................................. 2-3
2.4.2 Gaz au Plasma.......................................................................... 4
2.4.3 Gaz de Démarrage ................................................................... 4
2.4.4 Gaz Secondaire ........................................................................ 4
2.4.5 Torche PT-24 ........................................................................... 4
Section 3 Installation
3.1 Général............................................................................................. 1
3.2 Équipement Requis........................................................................... 1
3.3 Emplacement.................................................................................... 1
3.4 Connexions de l’Entrée Électrique Primaire........................................ 2
3.5 Lignes d’Interconnexion..................................................................... 4
Précision Plasmarc Schéma d’Interconnexion des Composants......... 7
3.6 Assemblage de la Torche.................................................................. 10
3.7 Refroidisseur de la Torche................................................................. 11
3.8 Inspection des Lignes à Gaz et de Refroidissement ........................... 12
3.9 Remplacement de l’EPROM dans le Contrôleur de Logique
Programmable (PLC) de la Source (bloc) d’Alimentation....................
12
i

Précision Plasma Régulation du Débit Électronique Table des Matières
Section 4 Opération
4.1 Commandes de la Source (bloc) d’Alimentation
4.1.1 Interrupteur d’Alimentation Principal ........................................... 1
4.1.2 Interrupteur de l’Arc Pilote.......................................................... 1
4.1.3 Lumières Indicatrices de Défauts................................................ 2
4.1.4 Appareil de Mesure.................................................................... 2
4.1.5 Interrupteur de Régulation du Courant........................................ 3
4.2 Qualité de la Coupe
4.2.1 Introduction ............................................................................... 3
4.2.2 Angle de la Coupe..................................................................... 4
4.2.3 Planéité de la Coupe.................................................................. 5
4.2.4 État de Finition de la Surface...................................................... 6
4.2.5 Scories...................................................................................... 7
4.2.6 Précision Dimensionnelle............................................................ 9
4.3 Le Choix de Gaz Influence la Qualité de la Coupe
4.3.1 Introduction ............................................................................... 10
4.3.2 Aluminium.................................................................................. 10
4.3.3 Acier au Carbone....................................................................... 11
4.3.4 Acier Inoxydable ........................................................................ 12
4.4 Données de Procédé
4.4.1 Introduction ............................................................................... 15
4.4.2 Caractéristiques de Réglage des Données de Procédé............... 16
Données de Marquage au Plasma ..................................... 56
4.4.3 Relation de la Largeur de la Saignée relative aux Ampères et
l’Épaisseur du Matériel.........................................................................
78
4.4.3.1 Aluminium - Valeurs des Saignées...................................... 78
4.4.3.2 Acier au Carbone - Valeurs des Saignées........................... 80
4.4.3.3 Acier Inoxydable - Valeurs des Saignées O2/N2/O2.............. 83
4.4.3.4 Acier Inoxydable - Valeurs des Saignées Air/Air/CH4........... 84
4.4.3.5 Acier Inoxydable - Valeurs des Saignées N2/N2/CH4............ 85
4.4.3.6 Acier Inoxydable - Valeurs des Saignées N2/N2................... 86
4.4.3.7 Acier Inoxydable - Valeurs des Saignées Air/Air .................. 88
ii

Précision Plasma Régulation du Débit Électronique Table des Matières
Section 5 Entretien
5.1 Général............................................................................................. 1
5.2 Inspection et Nettoyage..................................................................... 1
5.3 PT-24 Description de la Torche ......................................................... 2
5.4 Entretien de la Torche ....................................................................... 5
5.5 PT-24 Démontage et Inspection de Consommables .......................... 7
5.6 PT-24 Ré-assemblage de l’Embout de la Torche............................... 9
Section 6 Troubleshooting
6.1 General Safety .................................................................................. 1
6.2 Programmable Logic Controller (PLC)............................................... 1
6.2.1 PLC LED Introduction............................................................... 2
6.2.2 PLC LED Functions .................................................................. 2
6.3 Troubleshooting Guide
6.3.1 Reduced Consumable Life ........................................................ 3
6.3.2 Poor Cut Quality........................................................................ 4
6.3.3 No Pilot Arc............................................................................... 4
6.3.4 No Arc Transfer......................................................................... 4
6.3.5 No Preflow................................................................................ 4
6.3.6 Torch Fails to Fire...................................................................... 4
6.3.7 Nozzle Life Extremely Short ....................................................... 5
6.3.8 Short Electrode Life................................................................... 5
6.3.9 Short Electrode AND Nozzle Life ............................................... 5
6.4 Flow Control Schematic .................................................................... 6
6.5 Gas Flow Schematic ......................................................................... 7
6.6 Junction Box Wiring Diagram............................................................. 8
6.7 Junction Box Schematic..................................................................... 9
6.8 Precision Plasma Power Module Wiring Diagram ............................... 10-11
6.9 Power Module Schematic.................................................................. 12
6.10 Power Source Wiring Diagrams ....................................................... 13-17
6-11 Power Source Schematic................................................................ 18-19
iii

Précision Plasma Régulation du Débit Électronique Table des Matières
6.12 Technical Guide to Using/Understanding the Operation of the EFC... 20
6.12.1 Precision Process Timers......................................................... 21
6.12.2 Process Timer Values .............................................................. 22
6.12.3 Process Window Key Functions ............................................... 23
6.12.4 Proportional Valve Analog Values for PARAM.CUT
PARAM.CUT and DEF.TEC
PARAM.CUTPARAM.CUT
DEF.TEC .... 24
DEF.TECDEF.TEC
6.12.5 Process Gas Selection Requirements....................................... 25
6.12.6 EFC Process Gas Flow Chart................................................... 26
6.12.7 Station On, Flush/Pressurize Cycle Timers................................ 27
6.12.8 Solenoid/Proportional Valve Requirements and
Gas Error Monitoring
Carbon Steel PG-O2, SG-O2.................................................... 28
Carbon Steel PG-O2, SG-N2/O2............................................... 30
Carbon Steel PG-O2, Sg-O2.................................................... 32
Stainless Steel PG-N2, SG-N2................................................. 34
Stainless Steel PG-N2, SG-N2/CH4........................................... 36
Stainless Steel PG-Air, SG-Air................................................. 38
Stainless Steel PG-Air, SG-Air/CH4.......................................... 40
Aluminum PG-N2, SG- N2........................................................ 42
Aluminum PG-N2, SG-N2/CH4.................................................. 44
Marking PG-Argon, SG-Air...................................................... 46
Section 7 Replacement Parts
7.1 General.............................................................................................. 1
7.2 Ordering............................................................................................ 2
7.3 Plasmarc Power Source – Exterior Components ................................ 3
7.4 Plasmarc Power Source – Internal Components................................. 8
7.5 Power Source Module ....................................................................... 18
7.6 EFC Junction Box.............................................................................. 26
7.7 Electronic Flow Control Box............................................................... 32
7.8 PT-24 Torch Assembly EFC Series A/M ............................................ 36
7.9 T Gas Shut-off Valve Assembly - Series A/M Torch ............................ 38
7.10 PT-24 Torch Assembly – Version 1 .................................................. 40
7.11 Solenoid Assembly - EFC Torch – Version 1..................................... 42
Information Technique/Client Couverture Arrière du Manuel
iv

SECTION 1 SÉCURITÉ
1.1 Introduction
1.2 Sécurité : Notations et Symboles
!
Le procédé de découpage des métaux avec un
équipement au plasma fournit un outil précieux et souple
à l’industrie. Les machines de découpage ESAB sont
conçues pour offrir un bon rendement et une utilisation
sécuritaire. Pour atteindre une pleine utilité de la machine
une attention particulière aux procédures d’opération,
aux précautions et aux règles de sécurité est nécessaire.
Toute personne, qu’elle soit impliquée dans l’opération,
le service ou en tant qu’observateur, doit se conformer
aux précautions établies et aux règles de sécurité. La
négligence de certaines précautions peut entraîner des
blessures corporelles sérieuses ou des dommages
graves à l’équipement. Les précautions suivantes ne
sont que des directives générales qui doivent être
appliquées avec l’utilisation d’une machine à découpage.
Des précautions plus détaillées relatives à la machine de
base et aux accessoires se trouvent dans la littérature
d’instruction. Pour des renseignements plus approfondis
sur la sécurité concernant les appareils de découpage et
de soudage, procurez-vous et consultez les publications
listées dans les Références Recommandées.
Les mots et symboles qui suivent sont utilisés
régulièrement dans ce manuel. Ils indiquent des niveaux
variés de règles de sécurité requises.
ALERTE ou ATTENTION. Votre sécurité est
impliquée ou une défaillance potentielle de
l’équipement existe. Utilisé avec d’autres
symboles et renseignements.
Utilisé pour porter une attention aux dangers
!
!
DANGER
!
AVERTISSEMENT
ATTENTION
ATTENTION
AVIS
immédiats qui risquent de causer des
blessures corporelles graves ou la perte de
vie.
Utilisé pour porter une attention aux dangers
potentiels qui risquent de causer des
blessures corporelles ou la perte de vie.
Utilisé pour porter une attention aux dangers
qui risquent de causer des blessures
corporelles mineures ou d’endommager
l’équipement.
Utilisé pour porter une attention aux dangers
mineurs a l’équipement.
Utilisé pour porter une attention aux
renseignements importants concernant
l’installation, l’utilisation ou l’entretien de la
machine non reliés directement aux risques de
sécurité.
Précision Plasma avec Régulation du Débit Électronique – 1-1

SECTION 1 SÉCURITÉ
1.3 Renseignements Généraux de Sécurité
Machine démarre automatiquement.
AVERTISSEMENT
!
Cet équipement se déplace en diverses directions
Cet équipement se déplace en diverses directions
Cet équipement se déplace en diverses directions Cet équipement se déplace en diverses directions
et à des vitesses variantes.
et à des vitesses variantes.
et à des vitesses variantes. et à des vitesses variantes.
• Machine
Machinerie en mouvement peut écraser.
MachineMachine
• Confiez toujours l’utilisation ou l’entretien de
Confiez toujours l’utilisation ou l’entretien de
Confiez toujours l’utilisation ou l’entretien de Confiez toujours l’utilisation ou l’entretien de
l’équipement au personnel qualifié.
l’équipement au personnel qualifié.
l’équipement au personnel qualifié.l’équipement au personnel qualifié.
• Gardez tout le personnel, les matériaux et
Gardez tout le personnel, les matériaux et
Gardez tout le personnel, les matériaux et Gardez tout le personnel, les matériaux et
l’équipement non
l’équipement non----impliqués dans le procédé
l’équipement nonl’équipement non
de la production dans un rayon sécuritaire à
de la production dans un rayon sécuritaire à
de la production dans un rayon sécuritaire à de la production dans un rayon sécuritaire à
l’écart d
l’écart du système.
l’écart dl’écart d
• Gardez les supports pour l’équipement et les
Gardez les supports pour l’équipement et les
Gardez les supports pour l’équipement et les Gardez les supports pour l’équipement et les
rails libres de débris ou obstructions, par
rails libres de débris ou obstructions, par
rails libres de débris ou obstructions, par rails libres de débris ou obstructions, par
exemple des outils ou des vêtements.
exemple des outils ou des vêtements.
exemple des outils ou des vêtements.exemple des outils ou des vêtements.
• Séparez l’entière zone de travail par une
Séparez l’entière zone de travail par une
Séparez l’entière zone de travail par une Séparez l’entière zone de travail par une
clôture pour empêcher le personnel
clôture pour empêcher le personnel
clôture pour empêcher le personnel clôture pour empêcher le personnel
d’approcher la région environnant
d’approcher la région environnant
d’approcher la région environnant d’approcher la région environnant
l’équip
l’équipement.
l’équipl’équip
rie en mouvement peut écraser.
rie en mouvement peut écraser.rie en mouvement peut écraser.
impliqués dans le procédé
impliqués dans le procédé impliqués dans le procédé
u système.
u système. u système.
ement.
ement. ement.
• Affichez des enseignes d’AVERTISSEMENT
Affichez des enseignes d’AVERTISSEMENT
Affichez des enseignes d’AVERTISSEMENT Affichez des enseignes d’AVERTISSEMENT
appropriées à l’entrée de chaque zone de
appropriées à l’entrée de chaque zone de
appropriées à l’entrée de chaque zone de appropriées à l’entrée de chaque zone de
travail.
travail.
travail. travail.
• Suivez la méthode de verrouillage avant de
Suivez la méthode de verrouillage avant de
Suivez la méthode de verrouillage avant de Suivez la méthode de verrouillage avant de
procéder à l’entretien.
procéder à l’entretien.
procéder à l’entretien.procéder à l’entretien.
Tout défaut de suivre les instructions
AVERTISSEMENT
!
d’utilisation risque d’entraîner des
blessures sérieuses ou la mort.
Lisez et comprenez ce manuel d’util
Lisez et comprenez ce manuel d’utilisateur avant
Lisez et comprenez ce manuel d’utilLisez et comprenez ce manuel d’util
d’opérer cette machine.
d’opérer cette machine.
d’opérer cette machine. d’opérer cette machine.
• Lisez la procédure entière avant d’opérer ou de
Lisez la procédure entière avant d’opérer ou de
Lisez la procédure entière avant d’opérer ou de Lisez la procédure entière avant d’opérer ou de
procéder à un entretien du système.
procéder à un entretien du système.
procéder à un entretien du système. procéder à un entretien du système.
• Portez une attention particulière aux
Portez une attention particulière aux
Portez une attention particulière aux Portez une attention particulière aux
avertissements de danger. Ils communiquent
avertissements de danger. Ils communiquent
avertissements de danger. Ils communiquent avertissements de danger. Ils communiquent
des informations essentielles concernant la
des informations essentielles concernant la
des informations essentielles concernant la des informations essentielles concernant la
sécurit
sécurité personnelle et/ou un dommage
sécuritsécurit
possible à l’équipement.
possible à l’équipement.
possible à l’équipement.possible à l’équipement.
• Toutes les précautions de sécurité relatives à
Toutes les précautions de sécurité relatives à
Toutes les précautions de sécurité relatives à Toutes les précautions de sécurité relatives à
l’équipement électrique et aux procédés
l’équipement électrique et aux procédés
l’équipement électrique et aux procédés l’équipement électrique et aux procédés
d’utilisation doivent être strictement observées
d’utilisation doivent être strictement observées
d’utilisation doivent être strictement observées d’utilisation doivent être strictement observées
par toutes personnes ayant une responsabilité
par toutes personnes ayant une responsabilité
par toutes personnes ayant une responsabilité par toutes personnes ayant une responsabilité
ou accès au systèm
ou accès au système.
ou accès au systèmou accès au systèm
é personnelle et/ou un dommage
é personnelle et/ou un dommage é personnelle et/ou un dommage
e.
e. e.
isateur avant
isateur avant isateur avant
• Lisez toutes les publications de sécurité
Lisez toutes les publications de sécurité
Lisez toutes les publications de sécurité Lisez toutes les publications de sécurité
disponible par votre compagnie.
disponible par votre compagnie.
disponible par votre compagnie.disponible par votre compagnie.
Précision Plasma avec Régulation du Débit Électronique – 1-2

SECTION 1 SÉCURITÉ
Tout défaut de suivre les instructions
AVERTISSEMENT
!
1. 4 Précautions relatives à l’Installation
d’avertissement de sécurité sur les
étiquettes risque d’entraîner des blessures
sérieuses ou la mort.
Lisez et comprenez toutes les étiquettes
Lisez et comprenez toutes les étiquettes
Lisez et comprenez toutes les étiquettes Lisez et comprenez toutes les étiquettes
d’avertissement de sécurité sur la machine.
d’avertissement de sécurité sur la machine.
d’avertissement de sécurité sur la machine. d’avertissement de sécurité sur la machine.
Référez
Référez----vous au ma
RéférezRéférez
renseignements de sécurité supplémentaires.
renseignements de sécurité supplémentaires.
renseignements de sécurité supplémentaires.renseignements de sécurité supplémentaires.
vous au manuel d’utilisateur pour des
vous au mavous au ma
nuel d’utilisateur pour des
nuel d’utilisateur pour des nuel d’utilisateur pour des
AVERTISSEMENT
!
Tout équipement installé incorrectement
risque d’entraîner une blessure ou la mort.
Su
Suivez ces directives pour l’installation de la
ivez ces directives pour l’installation de la
SuSu
ivez ces directives pour l’installation de la ivez ces directives pour l’installation de la
machine:
machine:
machine:machine:
Ne connectez pas de cylindre directement à l’entrée
Ne connectez pas de cylindre directement à l’entrée
Ne connectez pas de cylindre directement à l’entrée Ne connectez pas de cylindre directement à l’entrée
de la machine. Un régulateur de cylindre approprié
de la machine. Un régulateur de cylindre approprié
de la machine. Un régulateur de cylindre approprié de la machine. Un régulateur de cylindre approprié
doit être installé sur un cylindre de gaz pour réduire
doit être installé sur un cylindre de gaz pour réduire
doit être installé sur un cylindre de gaz pour réduire doit être installé sur un cylindre de gaz pour réduire
la pression en une pression d’alimentation
la pression en une pression d’alimentation
la pression en une pression d’alimentationla pression en une pression d’alimentation
raisonnable à l’entrée. Le régulateur de la machine
raisonnable à l’entrée. Le régulateur de la machine
raisonnable à l’entrée. Le régulateur de la machine raisonnable à l’entrée. Le régulateur de la machine
est ensuite utilisé pour obtenir la pression requise
est ensuite utilisé pour obtenir la pression requise
est ensuite utilisé pour obtenir la pression requise est ensuite utilisé pour obtenir la pression requise
par la torche.
par la torche.
par la torche. par la torche.
Contactez votre représentant de ESAB avant
Contactez votre représentant de ESAB avant
Contactez votre représentant de ESAB avant Contactez votre représentant de ESAB avant
l’installation. Il pourrait vous suggérer de plus
l’installation. Il pourrait vous suggérer de plus
l’installation. Il pourrait vous suggérer de plus l’installation. Il pourrait vous suggérer de plus
amples précautions concernant l’installa
amples précautions concernant l’installation de la
amples précautions concernant l’installaamples précautions concernant l’installa
tuyauterie et le levage de la machine etc. pour vous
tuyauterie et le levage de la machine etc. pour vous
tuyauterie et le levage de la machine etc. pour vous tuyauterie et le levage de la machine etc. pour vous
assurer une sécurité maximale.
assurer une sécurité maximale.
assurer une sécurité maximale.assurer une sécurité maximale.
Évitez toutes modifications à la machine ou ajouts
Évitez toutes modifications à la machine ou ajouts
Évitez toutes modifications à la machine ou ajouts Évitez toutes modifications à la machine ou ajouts
d’appareil avant de consulter un représentant
d’appareil avant de consulter un représentant
d’appareil avant de consulter un représentant d’appareil avant de consulter un représentant
qualifié de ESAB.
qualifié de ESAB.
qualifié de ESAB.qualifié de ESAB.
tion de la
tion de la tion de la
Observez les exigences de dégagement autour de
Observez les exigences de dégagement autour de
Observez les exigences de dégagement autour deObservez les exigences de dégagement autour de
la machine pour obtenir une utilisation efficace et
la machine pour obtenir une utilisation efficace et
la machine pour obtenir une utilisation efficace et la machine pour obtenir une utilisation efficace et
une sécurité personnelle.
une sécurité personnelle.
une sécurité personnelle.une sécurité personnelle.
Précision Plasma avec Régulation du Débit Électronique – 1-3
SECTION 1 SÉCURITÉ
1.5 Mise à la Terre Électrique
Une mise à la terre électrique est essentielle pour
une utilisation efficace de la machine et la
SÉCURITÉ. Référez-vous à la section d’installation
de ce manuel pour des instructions détaillées
concernant la mise à la terre.
Risque de Choc Électrique.
AVERTISSEMENT
!
AVERTISSEMENT
!
Une mise à la terre incorrecte peut causer des
Une mise à la terre incorrecte peut causer des
Une mise à la terre incorrecte peut causer des Une mise à la terre incorrecte peut causer des
blessures sérieuses ou la mort.
blessures sérieuses ou la mort.
blessures sérieuses ou la mort. blessures sérieuses ou la mort.
La machine doit être mis
La machine doit être mise à la terre correctement
La machine doit être misLa machine doit être mis
avant de mettre en service.
avant de mettre en service.
avant de mettre en service.avant de mettre en service.
e à la terre correctement
e à la terre correctement e à la terre correctement
Une mise à la terre incorrecte peut
endommager la machine et les
composants électriques.
• La machine doit être mise à la terre
La machine doit être mise à la terre
La machine doit être mise à la terre La machine doit être mise à la terre
correctement avant de mettre en
correctement avant de mettre en service.
correctement avant de mettre en correctement avant de mettre en
service.
service. service.
• La table de découpage doit être mise à la terre
La table de découpage doit être mise à la terre
La table de découpage doit être mise à la terre La table de découpage doit être mise à la terre
correctement et reliée à un bon piquet de prise
correctement et reliée à un bon piquet de prise
correctement et reliée à un bon piquet de prise correctement et reliée à un bon piquet de prise
de terre.
de terre.
de terre.de terre.
Précision Plasma avec Régulation du Débit Électronique – 1-4

SECTION 1 SÉCURITÉ
1.6 Utilisation de la Machine à Découpage au Plasma
AVERTISSEMENT
!
AVERTISSEMENT
!
Risques de projection de débris et
de bruit extrêmement élevé.
• Éclaboussement chaud peut brûler et blesser
Éclaboussement chaud peut brûler et blesser
Éclaboussement chaud peut brûler et blesser Éclaboussement chaud peut brûler et blesser
les yeux. Assurez
les yeux. Assurez----vous de porter des lunettes
les yeux. Assurezles yeux. Assurez
pour protéger vos yeux contre les brûlures et
pour protéger vos yeux contre les brûlures et
pour protéger vos yeux contre les brûlures et pour protéger vos yeux contre les brûlures et
les projections de débris générées pendant
les projections de débris générées pendant
les projections de débris générées pendant les projections de débris générées pendant
l’utilisation.
l’utilisation.
l’utilisation. l’utilisation.
• Les laitiers de coupe écaillés peuvent êt
Les laitiers de coupe écaillés peuvent être
Les laitiers de coupe écaillés peuvent êtLes laitiers de coupe écaillés peuvent êt
chauds et projetés à des distances
chauds et projetés à des distances
chauds et projetés à des distances chauds et projetés à des distances
considérables. Les personnes se trouvant à
considérables. Les personnes se trouvant à
considérables. Les personnes se trouvant à considérables. Les personnes se trouvant à
proximité doivent également porter des
proximité doivent également porter des
proximité doivent également porter des proximité doivent également porter des
lunettes de sécurité.
lunettes de sécurité.
lunettes de sécurité. lunettes de sécurité.
• L’arc au plasma produit un bruit élevé qui peut
L’arc au plasma produit un bruit élevé qui peut
L’arc au plasma produit un bruit élevé qui peut L’arc au plasma produit un bruit élevé qui peut
endommager l’ouïe. Assurez
endommager l’ouïe. Assurez----vous de portez
endommager l’ouïe. Assurezendommager l’ouïe. Assurez
une protection auditive
une protection auditive efficace pendant les
une protection auditiveune protection auditive
procédés de découpage au
procédés de découpage au----dessus de l’eau.
procédés de découpage auprocédés de découpage au
vous de porter des lunettes
vous de porter des lunettes vous de porter des lunettes
vous de portez
vous de portez vous de portez
efficace pendant les
efficace pendant les efficace pendant les
dessus de l’eau.
dessus de l’eau. dessus de l’eau.
Risque de brûlure.
Le métal chaud peut brûler.
Le métal chaud peut brûler.
Le métal chaud peut brûler.Le métal chaud peut brûler.
re
re re
• Ne touchez pas à la plaquette de métal ni aux
Ne touchez pas à la plaquette de métal ni aux
Ne touchez pas à la plaquette de métal ni aux Ne touchez pas à la plaquette de métal ni aux
autres pièces immédiatement après le
autres pièces immédiatement après le
autres pièces immédiatement après le autres pièces immédiatement après le
découpage. Permettez a
découpage. Permettez au métal un temps de
découpage. Permettez adécoupage. Permettez a
refroidissement ou trempez
refroidissement ou trempez----le dans l’eau.
refroidissement ou trempezrefroidissement ou trempez
• Ne touchez pas à la torche au plasma
Ne touchez pas à la torche au plasma
Ne touchez pas à la torche au plasma Ne touchez pas à la torche au plasma
immédiatement après le découpage.
immédiatement après le découpage.
immédiatement après le découpage. immédiatement après le découpage.
Permettez à la torche un temps de
Permettez à la torche un temps de
Permettez à la torche un temps de Permettez à la torche un temps de
refroidissement.
refroidissement.
refroidissement. refroidissement.
u métal un temps de
u métal un temps de u métal un temps de
le dans l’eau.
le dans l’eau. le dans l’eau.
Précision Plasma avec Régulation du Débit Électronique – 1-5

SECTION 1 SÉCURITÉ
AVERTISSEMENT
!
Danger : haute tension. Choc
électrique peut vous tuer.
• Ne touchez PAS à la torche au plasma, la table
Ne touchez PAS à la torche au plasma, la table
Ne touchez PAS à la torche au plasma, la table Ne touchez PAS à la torche au plasma, la table
de découpage ou les liaisons par câble durant
de découpage ou les liaisons par câble durant
de découpage ou les liaisons par câble durant de découpage ou les liaisons par câble durant
le procédé de découpage au plasma.
le procédé de découpage au plasma.
le procédé de découpage au plasma.le procédé de découpage au plasma.
• Coupez toujours l’alimentation électrique de la
Coupez toujours l’alimentation électrique de la
Coupez toujours l’alimentation électrique de la Coupez toujours l’alimentation électrique de la
machine avant de toucher ou de procéder à
machine avant de toucher ou de procéder à
machine avant de toucher ou de procéder à machine avant de toucher ou de procéder à
l’entretien de
l’entretien de la torche au plasma.
l’entretien del’entretien de
• Coupez toujours l’alimentation électrique de la
Coupez toujours l’alimentation électrique de la
Coupez toujours l’alimentation électrique de la Coupez toujours l’alimentation électrique de la
machine avant d’ouvrir ou de procéder à
machine avant d’ouvrir ou de procéder à
machine avant d’ouvrir ou de procéder à machine avant d’ouvrir ou de procéder à
l’entretien de la plomberie ou de la boîte de
l’entretien de la plomberie ou de la boîte de
l’entretien de la plomberie ou de la boîte de l’entretien de la plomberie ou de la boîte de
régulation du débit.
régulation du débit.
régulation du débit.régulation du débit.
• Ne touchez pas aux pièces électriques sous
Ne touchez pas aux pièces électriques sous
Ne touchez pas aux pièces électriques sous Ne touchez pas aux pièces électriques sous
tension.
tension.
tension.tension.
• Gardez tous les panneaux
Gardez tous les panneaux et couvercles en
Gardez tous les panneauxGardez tous les panneaux
place quand la machine est branchée à la
place quand la machine est branchée à la
place quand la machine est branchée à la place quand la machine est branchée à la
source d’énergie.
source d’énergie.
source d’énergie. source d’énergie.
• Isolez
Isolez----vous adéquatement de la pièce à tailler et
IsolezIsolez
de la mise à la terre électrique
de la mise à la terre électrique : portez des
de la mise à la terre électriquede la mise à la terre électrique
gants, chaussures et vêtements isolants.
gants, chaussures et vêtements isolants.
gants, chaussures et vêtements isolants. gants, chaussures et vêtements isolants.
la torche au plasma.
la torche au plasma. la torche au plasma.
et couvercles en
et couvercles en et couvercles en
vous adéquatement de la pièce à tailler et
vous adéquatement de la pièce à tailler et vous adéquatement de la pièce à tailler et
: portez des
: portez des : portez des
• Gardez vos gants, chaussures, vêtements
Gardez vos gants, chaussures, vêtements,
Gardez vos gants, chaussures, vêtementsGardez vos gants, chaussures, vêtements
l’espace de travail et l’équipement au sec en
l’espace de travail et l’équipement au sec en
l’espace de travail et l’équipement au sec en l’espace de travail et l’équipement au sec en
tout temps.
tout temps.
tout temps. tout temps.
AVERTISSEMENT
!
Risque de pincement.
Les coulisses verticales mobiles peuvent écraser ou
Les coulisses verticales mobiles peuvent écraser ou
Les coulisses verticales mobiles peuvent écraser ou Les coulisses verticales mobiles peuvent écraser ou
pincer.
pincer.
pincer.pincer.
Gardez vos mains éloignées de la torche et de la
Gardez vos mains éloignées de la torche et de la
Gardez vos mains éloignées de la torche et de la Gardez vos mains éloignées de la torche et de la
coulisse pendant l’utilisati
coulisse pendant l’utilisation.
coulisse pendant l’utilisaticoulisse pendant l’utilisati
on.
on.on.
,
, ,
Précision Plasma avec Régulation du Débit Électronique – 1-6

SECTION 1 SÉCURITÉ
Risque de vapeurs.
AVERTISSEMENT
!
Les vapeurs et les gaz générés par le procédé de
Les vapeurs et les gaz générés par le procédé de
Les vapeurs et les gaz générés par le procédé de Les vapeurs et les gaz générés par le procédé de
découpage au plasma peuvent poser un risque
découpage au plasma peuvent poser un risque
découpage au plasma peuvent poser un risque découpage au plasma peuvent poser un risque
sérieux à votre santé.
sérieux à votre santé.
sérieux à votre santé. sérieux à votre santé.
• Ne respirez PAS les vapeurs.
Ne respirez PAS les vapeurs.
Ne respirez PAS les vapeurs. Ne respirez PAS les vapeurs.
• N’utilisez pas la torche au plasma
N’utilisez pas la torche au plasma sans avoir
N’utilisez pas la torche au plasma N’utilisez pas la torche au plasma
correctement mis en marche le système
correctement mis en marche le système
correctement mis en marche le système correctement mis en marche le système
d’évacuation de vapeur.
d’évacuation de vapeur.
d’évacuation de vapeur. d’évacuation de vapeur.
• Appropriez une ventilation additionnelle pour
Appropriez une ventilation additionnelle pour
Appropriez une ventilation additionnelle pour Appropriez une ventilation additionnelle pour
évacuer les vapeurs si nécessaire.
évacuer les vapeurs si nécessaire.
évacuer les vapeurs si nécessaire. évacuer les vapeurs si nécessaire.
• Utilisez un respirateur approuvé si la ventilation
Utilisez un respirateur approuvé si la ventilation
Utilisez un respirateur approuvé si la ventilation Utilisez un respirateur approuvé si la ventilation
n’est pas adéquate.
n’est pas adéquate.
n’est pas adéquate.n’est pas adéquate.
sans avoir
sans avoir sans avoir
AVERTISSEMENT
!
Risque de rayonnement.
Les rayons provenant de l’arc peuvent blesser les
Les rayons provenant de l’arc peuvent blesser les
Les rayons provenant de l’arc peuvent blesser les Les rayons provenant de l’arc peuvent blesser les
yeux et brûler la peau.
yeux et brûler la peau.
yeux et brûler la peau. yeux et brûler la peau.
• Assurez
Assurez----vous de porter une protection
AssurezAssurez
adéquate pour les yeux et le corps.
adéquate pour les yeux et le corps.
adéquate pour les yeux et le corps. adéquate pour les yeux et le corps.
• Portez des lunettes de sécurité fumées ou des
Portez des lunettes de sécurité fumées ou des
Portez des lunettes de sécurité fumées ou des Portez des lunettes de sécurité fumées ou des
lunettes à écrans latéraux. R
lunettes à écrans latéraux. Référez
lunettes à écrans latéraux. Rlunettes à écrans latéraux. R
tableau suivant pour les teintes des lentilles
tableau suivant pour les teintes des lentilles
tableau suivant pour les teintes des lentilles tableau suivant pour les teintes des lentilles
recommandées pour le découpage au plasma:
recommandées pour le découpage au plasma:
recommandées pour le découpage au plasma:recommandées pour le découpage au plasma:
Courant dans l’arc Lentilles
Courant dans l’arc Lentilles
Courant dans l’arc LentillesCourant dans l’arc Lentilles
Jusqu'à 100 A
100
200
Plus de 40
• Remplacez vos lunettes dès que les lentilles
Remplacez vos lunettes dès que les lentilles
Remplacez vos lunettes dès que les lentilles Remplacez vos lunettes dès que les lentilles
sont marquées ou brisées.
sont marquées ou brisées.
sont marquées ou brisées.sont marquées ou brisées.
• Avertissez les personnes se trouvant à proximité
Avertissez les personnes se trouvant à proximité
Avertissez les personnes se trouvant à proximité Avertissez les personnes se trouvant à proximité
de la machine de ne pas regarder l’arc
de la machine de ne pas regarder l’arc
de la machine de ne pas regarder l’arc de la machine de ne pas regarder l’arc
directement sans avoir une protection adéquate
directement sans avoir une protection adéquate
directement sans avoir une protection adéquate directement sans avoir une protection adéquate
couvrant les yeux.
couvrant les yeux.
couvrant les yeux. couvrant les yeux.
vous de porter une protection
vous de porter une protection vous de porter une protection
éférez----vous au
éférezéférez
Jusqu'à 100 A Teinte No. 8
Jusqu'à 100 AJusqu'à 100 A
100----200 A
200 A Teinte No. 10
100100
200 A200 A
200----400 A
400 A Teinte No. 12
200200
400 A400 A
Plus de 400 A
Plus de 40Plus de 40
Teinte No. 8
Teinte No. 8Teinte No. 8
Teinte No. 10
Teinte No. 10 Teinte No. 10
Teinte No. 12
Teinte No. 12 Teinte No. 12
0 A Teinte No. 14
Teinte No. 14
0 A0 A
Teinte No. 14 Teinte No. 14
vous au
vous au vous au
• Préparez l’aire de découpage pour réduire les
Préparez l’aire de découpage pour réduire les
Préparez l’aire de découpage pour réduire les Préparez l’aire de découpage pour réduire les
réflexions et la transmission des lumières
réflexions et la transmission des lumières
réflexions et la transmission des lumières réflexions et la transmission des lumières
ultraviolettes.
ultraviolettes.
ultraviolettes.ultraviolettes.
• Peinturez les murs et autres surfaces avec des
Peinturez les murs et autres surfaces avec des
Peinturez les murs et autres surfaces avec des Peinturez les murs et autres surfaces avec des
teintes foncées pour réduire les réflexions.
teintes foncées pour réduire les réflexions.
teintes foncées pour réduire les réflexions. teintes foncées pour réduire les réflexions.
• Installez des écrans protecteurs ou des rideaux
Installez des écrans protecteurs ou des rideaux
Installez des écrans protecteurs ou des rideaux Installez des écrans protecteurs ou des rideaux
pour rédui
pour réduire les transmissions ultraviolettes.
pour réduipour rédui
Précision Plasma avec Régulation du Débit Électronique – 1-7
re les transmissions ultraviolettes.
re les transmissions ultraviolettes.re les transmissions ultraviolettes.
SECTION 1 SÉCURITÉ
AVERTISSEMENT
!
La Rupture d’un Cylindre de Gaz
peut Tuer.
Les cylindres de gaz traumatisés peuvent éclater
Les cylindres de gaz traumatisés peuvent éclater
Les cylindres de gaz traumatisés peuvent éclater Les cylindres de gaz traumatisés peuvent éclater
et produire une libération dangereuse des gaz.
et produire une libération dangereuse des gaz.
et produire une libération dangereuse des gaz. et produire une libération dangereuse des gaz.
• Évitez la manipulation brutale des cylindres.
Évitez la manipulation brutale des cylindres.
Évitez la manipulation brutale des cylindres. Évitez la manipulation brutale des cylindres.
• Gardez les valves des c
Gardez les valves des cylindres fermées
Gardez les valves des cGardez les valves des c
lorsqu’ils ne sont pas utilisés.
lorsqu’ils ne sont pas utilisés.
lorsqu’ils ne sont pas utilisés. lorsqu’ils ne sont pas utilisés.
• Maintenez les conduits et les accessoires en
Maintenez les conduits et les accessoires en
Maintenez les conduits et les accessoires en Maintenez les conduits et les accessoires en
bon état.
bon état.
bon état. bon état.
• Sécurisez toujours les cylindres dans une
Sécurisez toujours les cylindres dans une
Sécurisez toujours les cylindres dans une Sécurisez toujours les cylindres dans une
position verticale retenus par des chaînes ou
position verticale retenus par des chaînes ou
position verticale retenus par des chaînes ou position verticale retenus par des chaînes ou
des attaches à un objet convenable et stable
des attaches à un objet convenable et stable
des attaches à un objet convenable et stable des attaches à un objet convenable et stable
ne faisant pas
ne faisant pas partie d’un circuit électrique.
ne faisant pas ne faisant pas
• Trouvez un emplacement pour les cylindres
Trouvez un emplacement pour les cylindres
Trouvez un emplacement pour les cylindres Trouvez un emplacement pour les cylindres
éloigné de la chaleur, les étincelles et les
éloigné de la chaleur, les étincelles et les
éloigné de la chaleur, les étincelles et les éloigné de la chaleur, les étincelles et les
flammes. Ne frottez jamais l’arc contre un
flammes. Ne frottez jamais l’arc contre un
flammes. Ne frottez jamais l’arc contre un flammes. Ne frottez jamais l’arc contre un
cylindre.
cylindre.
cylindre. cylindre.
partie d’un circuit électrique.
partie d’un circuit électrique. partie d’un circuit électrique.
ylindres fermées
ylindres fermées ylindres fermées
• Référez
Référez----vous à CGA Standard P
RéférezRéférez
«««« Precautions for Safe Handling of
Precautions for Safe Handling of
Precautions for Safe Handling of Precautions for Safe Handling of
Compressed Gas
Compressed Gases in Cylinders
Compressed GasCompressed Gas
du «
du « Compressed Gas Association
du «du «
vous à CGA Standard P----1,
vous à CGA Standard Pvous à CGA Standard P
es in Cylinders », disponible
es in Cylinderses in Cylinders
Compressed Gas Association ».
Compressed Gas AssociationCompressed Gas Association
1,
1, 1,
», disponible
», disponible », disponible
».
».».
Précision Plasma avec Régulation du Débit Électronique – 1-8

SECTION 1 SÉCURITÉ
AVERTISSEMENT
!
Risque d’étincelle.
La chaleur, les éclaboussements et les étincelles
La chaleur, les éclaboussements et les étincelles
La chaleur, les éclaboussements et les étincelles La chaleur, les éclaboussements et les étincelles
peuvent causer des feux et des brûlures.
peuvent causer des feux et des brûlures.
peuvent causer des feux et des brûlures. peuvent causer des feux et des brûlures.
• N’exécutez jam
N’exécutez jamais de découpage près des
N’exécutez jamN’exécutez jam
matériaux combustibles.
matériaux combustibles.
matériaux combustibles. matériaux combustibles.
• N’exécutez jamais le découpage d’un contenant
N’exécutez jamais le découpage d’un contenant
N’exécutez jamais le découpage d’un contenant N’exécutez jamais le découpage d’un contenant
ayant servi pour d’autres combustibles.
ayant servi pour d’autres combustibles.
ayant servi pour d’autres combustibles.ayant servi pour d’autres combustibles.
• Ne gardez pas de combustibles sur votre
Ne gardez pas de combustibles sur votre
Ne gardez pas de combustibles sur votre Ne gardez pas de combustibles sur votre
personne (e.g. briquet au butane).
personne (e.g. briquet au butane).
personne (e.g. briquet au butane).personne (e.g. briquet au butane).
• L’arc pilote peut occasionner des brûlures.
L’arc pilote peut occasionner des brûlures.
L’arc pilote peut occasionner des brûlures. L’arc pilote peut occasionner des brûlures.
Gardez la buse de la torche éloignée de votre
Gardez la buse de la torche éloignée de votre
Gardez la buse de la torche éloignée de votre Gardez la buse de la torche éloignée de votre
corps et de toutes autres personnes pendant
corps et de toutes autres personnes pendant
corps et de toutes autres personnes pendant corps et de toutes autres personnes pendant
l’activation du procédé au plasma.
l’activation du procédé au plasma.
l’activation du procédé au plasma. l’activation du procédé au plasma.
• Assurez
Assurez----vous d’une protection adéquate pour
AssurezAssurez
les yeux et le corps entier.
les yeux et le corps entier.
les yeux et le corps entier. les yeux et le corps entier.
• Assurez
Assurez----vous de porter des gants à crispins,
AssurezAssurez
des chaussu
des chaussures de sécurité et un casque de
des chaussudes chaussu
sécurité.
sécurité.
sécurité.sécurité.
vous d’une protection adéquate pour
vous d’une protection adéquate pour vous d’une protection adéquate pour
vous de porter des gants à crispins,
vous de porter des gants à crispins, vous de porter des gants à crispins,
ais de découpage près des
ais de découpage près des ais de découpage près des
res de sécurité et un casque de
res de sécurité et un casque de res de sécurité et un casque de
• Assurez
Assurez----vous de porter des vêtements
AssurezAssurez
ininflammables couvrant toutes les parties du
ininflammables couvrant toutes les parties du
ininflammables couvrant toutes les parties du ininflammables couvrant toutes les parties du
corps exposées.
corps exposées.
corps exposées. corps exposées.
• Assurez
Assurez----vous de porter des pantalons sans
AssurezAssurez
rebords pour prévenir l’entrée des étincelles et
rebords pour prévenir l’entrée des étincelles et
rebords pour prévenir l’entrée des étincelles et rebords pour prévenir l’entrée des étincelles et
des laitiers.
des laitiers.
des laitiers.des laitiers.
vous de porter des vêtements
vous de porter des vêtements vous de porter des vêtements
vous de porter des pantalons sans
vous de porter des pantalons sans vous de porter des pantalons sans
Précision Plasma avec Régulation du Débit Électronique – 1-9

SECTION 1 SÉCURITÉ
ATTENTION
LE DÉCOUPAGE AU-DESSUS DE
L’EAU PEUT ENTRAÎNER UN
RENDEMENT MÉDIOCRE.
La PT-24 est conçue pour les procédés de
découpage au sec.
Le découpage au
Le découpage au----dessus de l’eau peut entraîner les
Le découpage auLe découpage au
résultats suivants
résultats suivants :
résultats suivantsrésultats suivants
• une durée de vie consommable réduite
une durée de vie consommable réduite
une durée de vie consommable réduiteune durée de vie consommable réduite
• dégradation de la qual
dégradation de la qualité de la coupe
dégradation de la qualdégradation de la qual
Le découpage au
Le découpage au----dessus de l’eau peut entraîner un
Le découpage auLe découpage au
rendement de découpage médiocre. Une vapeur
rendement de découpage médiocre. Une vapeur
rendement de découpage médiocre. Une vapeur rendement de découpage médiocre. Une vapeur
d’eau est créée par le contact des matériaux
d’eau est créée par le contact des matériaux
d’eau est créée par le contact des matériaux d’eau est créée par le contact des matériaux
échauffés ou les étincelles avec un liquide et peut
échauffés ou les étincelles avec un liquide et peut
échauffés ou les étincelles avec un liquide et peut échauffés ou les étincelles avec un liquide et peut
entraîner un amorçage à l’arc à l’intérieur de la
entraîner un amorçage à l’arc à l’intérieur de la
entraîner un amorçage à l’arc à l’intérieur de laentraîner un amorçage à l’arc à l’intérieur de la
torche.
torche.
torche. torche.
dessus de l’eau peut entraîner les
dessus de l’eau peut entraîner les dessus de l’eau peut entraîner les
:
: :
ité de la coupe
ité de la coupeité de la coupe
dessus de l’eau peut entraîner un
dessus de l’eau peut entraîner un dessus de l’eau peut entraîner un
Pendant le procédé de découpage sur une table à
Pendant le procédé de découpage sur une table à
Pendant le procédé de découpage sur une table à Pendant le procédé de découpage sur une table à
eau, réduisez le niveau d’eau pour permettre le
eau, réduisez le niveau d’eau pour permettre le
eau, réduisez le niveau d’eau pour permettre le eau, réduisez le niveau d’eau pour permettre le
Li)
Li) Li)
maximum d’espace libre entre l’eau et le matériel.
maximum d’espace libre entre l’eau et le matériel.
maximum d’espace libre entre l’eau et le matériel.maximum d’espace libre entre l’eau et le matériel.
AVERTISSEMENT
!
Risque d’explosion.
Certains alliages aluminium
Certains alliages aluminium----lithium liquide
Certains alliages aluminiumCertains alliages aluminium
peuvent provoquer des explosions lorsque le
peuvent provoquer des explosions lorsque le
peuvent provoquer des explosions lorsque le peuvent provoquer des explosions lorsque le
découpage au plasma est effectué au
découpage au plasma est effectué au----dessus de
découpage au plasma est effectué audécoupage au plasma est effectué au
l’eau.
l’eau.
l’eau. l’eau.
N’exécutez pas de découpage au plasma pour
N’exécutez pas de découpage au plasma pour
N’exécutez pas de découpage au plasma pour N’exécutez pas de découpage au plasma pour
les alliages Al
les alliages Al----Li suivant avec l’eau:
les alliages Alles alliages Al
Alithlite (Alcoa)
Alithlite (Alcoa) X8192 (Alcoa)
Alithlite (Alcoa)Alithlite (Alcoa)
Alithally (Alcoa)
Alithally (Alcoa) Navalite (US Nav
Alithally (Alcoa)Alithally (Alcoa)
2090 Alliage (Alcoa)
2090 Alliage (Alcoa) Lockalite (Lockheed)
2090 Alliage (Alcoa)2090 Alliage (Alcoa)
X8090A (Alcoa)
X8090A (Alcoa) Kalite (Kaiser)
X8090A (Alcoa)X8090A (Alcoa)
X8092 (Alcoa)
X8092 (Alcoa) 8091 (Alcan)
X8092 (Alcoa)X8092 (Alcoa)
• Ces alliages doivent être coupés au sec
Ces alliages doivent être coupés au sec
Ces alliages doivent être coupés au sec Ces alliages doivent être coupés au sec
seulement et sur une table sèche.
seulement et sur une table sèche.
seulement et sur une table sèche. seulement et sur une table sèche.
Li suivant avec l’eau:
Li suivant avec l’eau:Li suivant avec l’eau:
lithium liquide (Al
lithium liquidelithium liquide
X8192 (Alcoa)
X8192 (Alcoa)X8192 (Alcoa)
Navalite (US Navy)
Navalite (US NavNavalite (US Nav
Lockalite (Lockheed)
Lockalite (Lockheed)Lockalite (Lockheed)
Kalite (Kaiser)
Kalite (Kaiser)Kalite (Kaiser)
8091 (Alcan)
8091 (Alcan)8091 (Alcan)
(Al----Li)
(Al (Al
dessus de
dessus de dessus de
y)
y)y)
• N’exécutez PAS de découpage au sec au
N’exécutez PAS de découpage au sec au----
N’exécutez PAS de découpage au sec auN’exécutez PAS de découpage au sec au
dessus de l’eau.
dessus de l’eau.
dessus de l’eau.dessus de l’eau.
• Contactez votre fournis
Contactez votre fournisseur d’aluminium pour
Contactez votre fournisContactez votre fournis
des renseignements de sécurité additionnels
des renseignements de sécurité additionnels
des renseignements de sécurité additionnels des renseignements de sécurité additionnels
par rapport aux risques associés à ces alliages.
par rapport aux risques associés à ces alliages.
par rapport aux risques associés à ces alliages.par rapport aux risques associés à ces alliages.
Précision Plasma avec Régulation du Débit Électronique – 1-10
seur d’aluminium pour
seur d’aluminium pour seur d’aluminium pour

SECTION 1 SÉCURITÉ
1.7 Précautions relatives à l’entretien
ATTENTION
!
ATTENTION
Établissez et adhérez
Établissez et adhérez----vous à un entretien préventif.
Établissez et adhérezÉtablissez et adhérez
Un p
Un programme composé peut être établi à partir des
rogramme composé peut être établi à partir des
Un pUn p
rogramme composé peut être établi à partir des rogramme composé peut être établi à partir des
plans recommandés dans la littérature d’instruction.
plans recommandés dans la littérature d’instruction.
plans recommandés dans la littérature d’instruction. plans recommandés dans la littérature d’instruction.
Ne laissez jamais des appareils d’essais ou des petits
Ne laissez jamais des appareils d’essais ou des petits
Ne laissez jamais des appareils d’essais ou des petits Ne laissez jamais des appareils d’essais ou des petits
outils sur la machine. L’équipement (ou la machine)
outils sur la machine. L’équipement (ou la machine)
outils sur la machine. L’équipement (ou la machine) outils sur la machine. L’équipement (ou la machine)
peut subir des dommages électriques ou mécanique
peut subir des dommages électriques ou mécaniques
peut subir des dommages électriques ou mécaniquepeut subir des dommages électriques ou mécanique
graves.
graves.
graves.graves.
Prenez toutes les précautions nécessaires en sondant
Prenez toutes les précautions nécessaires en sondant
Prenez toutes les précautions nécessaires en sondant Prenez toutes les précautions nécessaires en sondant
les circuits avec un oscilloscope ou un voltmètre. Les
les circuits avec un oscilloscope ou un voltmètre. Les
les circuits avec un oscilloscope ou un voltmètre. Les les circuits avec un oscilloscope ou un voltmètre. Les
circuits intégrés sont susceptibles à des dommages
circuits intégrés sont susceptibles à des dommages
circuits intégrés sont susceptibles à des dommages circuits intégrés sont susceptibles à des dommages
dus à la surtension. Mettez toujours la machine h
dus à la surtension. Mettez toujours la machine hors
dus à la surtension. Mettez toujours la machine hdus à la surtension. Mettez toujours la machine h
tension avant l’utilisation des sondes d’essai pour
tension avant l’utilisation des sondes d’essai pour
tension avant l’utilisation des sondes d’essai pour tension avant l’utilisation des sondes d’essai pour
prévenir les court
prévenir les court----circuits accidentels des
prévenir les courtprévenir les court
composants.
composants.
composants.composants.
Avant d’alimenter la machine assurez
Avant d’alimenter la machine assurez----vous que toutes
Avant d’alimenter la machine assurezAvant d’alimenter la machine assurez
les plaquettes de circuit imprimé sont bien fixées dans
les plaquettes de circuit imprimé sont bien fixées dans
les plaquettes de circuit imprimé sont bien fixées dans les plaquettes de circuit imprimé sont bien fixées dans
leurs supports, tous les câbles son
leurs supports, tous les câbles sont bien branchés,
leurs supports, tous les câbles sonleurs supports, tous les câbles son
toutes les armoires sont fermées à clef, et tous les
toutes les armoires sont fermées à clef, et tous les
toutes les armoires sont fermées à clef, et tous les toutes les armoires sont fermées à clef, et tous les
dispositifs de protection et les couvercles sont remis
dispositifs de protection et les couvercles sont remis
dispositifs de protection et les couvercles sont remis dispositifs de protection et les couvercles sont remis
en place.
en place.
en place. en place.
vous à un entretien préventif.
vous à un entretien préventif. vous à un entretien préventif.
circuits accidentels des
circuits accidentels des circuits accidentels des
vous que toutes
vous que toutes vous que toutes
t bien branchés,
t bien branchés, t bien branchés,
ors
ors ors
s
s s
Ne JAMAIS branché ou débranché une plaquette à
Ne JAMAIS branché ou débranché une plaquette à
Ne JAMAIS branché ou débranché une plaquette à Ne JAMAIS branché ou débranché une plaquette à
circuit imprimé pendant que la machine est alimentée.
circuit imprimé pendant que la machine est alimentée.
circuit imprimé pendant que la machine est alimentée. circuit imprimé pendant que la machine est alimentée.
Une surcharge inst
Une surcharge instantanée de tension électrique ou de
Une surcharge instUne surcharge inst
courant peut endommager les composants
courant peut endommager les composants
courant peut endommager les composants courant peut endommager les composants
électriques.
électriques.
électriques.électriques.
antanée de tension électrique ou de
antanée de tension électrique ou de antanée de tension électrique ou de
Précision Plasma avec Régulation du Débit Électronique – 1-11

SECTION 1 SÉCURITÉ
1.8 Références Relatives à la Sécurité
Les publications recommandées ci-dessous ont
une renommée nationale concernant la sécurité
des opérations de soudage et de découpage. Ces
publications sont préparées dans le but de
protéger les personnes contre les blessures ou les
maladies et de protéger l’équipement contre les
dommages matériels provenant des méthodes
opératoires dangereuses. Bien que quelques
publications ne soient pas spécifiquement établies
pour ce type d’appareil de découpage industriel,
les principes de sécurité sont les mêmes.
• “Precautions and Safe Practices in Welding
and Cutting with Oxygen-Fuel Gas Equipment,”
Form 2035. ESAB Cutting Systems.
• “Precautions and Safe Practices for Electric
Welding and Cutting,” Form 52-529. ESAB
Cutting Systems.
• “Safety in Welding and Cutting” - ANSI Z 49.1,
American Welding Society, 2501 NW 7th
Street, Miami, Florida, 33125.
• “Recommended Safe Practices for Shielded
Gases for Welding and Plasma Arc Cutting” AWS C5.10-94, American Welding Society.
• “Recommended Practices for Plasma Arc
Welding” - AWS C5.1, American Welding
Society.
• “Recommended Practices for Arc Cutting” -
AWS C5.2, American Welding Society.
• “Safe Practices” - AWS SP, American Welding
Society.
• “Standard for Fire Protection in Use of Cutting
and Welding Procedures” - NFPA 51B,
National Fire Protection Association, 60
Batterymarch Street, Boston, Massachusetts,
02110.
• “Standard for Installation and Operation of
Oxygen - Fuel Gas Systems for Welding and
Cutting” - NFPA 51, National Fire Protection
Association.
Précision Plasma avec Régulation du Débit Électronique – 1-12

SECTION 1 SÉCURITÉ
• “Safety Precautions for Oxygen, Nitrogen,
Argon, Helium, Carbon Dioxide, Hydrogen, and
Acetylene,” Form 3499. ESAB Cutting
Systems. Obtainable through your ESAB
representative or local distributor.
• "Design and Installation of Oxygen Piping
Systems," Form 5110. ESAB Cutting Systems.
• “Precautions for Safe Handling of Compressed
Gases in Cylinders”, CGA Standard P-1,
Compressed Gas Association.
De la littérature applicable aux règles de sécurité
concernant le soudage et le découpage avec des
matériaux gazeux est aussi disponible au
Compressed Gas Association, Inc 500 Fifth Ave.,
New York, NY 10036.
Précision Plasma avec Régulation du Débit Électronique – 1-13

SECTION 1 SÉCURITÉ
Cette page est en blanc intentionnellement.
Précision Plasma avec Régulation du Débit Électronique – 1-14

SECTION 2 DESCRIPTION
2.1 Général
2.2 Objectif
2.3 Options d’Ensemble Disponibles
Les options d’ensembles Précision Plasmarc sont disponibles par l’entremise de votre détaillant ESAB
Précision Plasmarc – Source (bloc) d’Alimentation (
phase 50/60 Hz (requis) - Version CE
Boîte de Régulation du Débit Électronique (requise) P/N 22406
Boîte de Jonction (requise) P/N 22407
Torche PT-24 Débit Électronique - Séries A/M (1 unité
requise)
Faisceau d’Alimentation (une longueur requise)
Faisceau de Ligne à Gaz (une longueur requise)
Conducteur de Régulation – Console du Débit à la
Boîte de Jonction (une longueur requise)
Câble souple (recommandé pour
les applications relatives à la voie d’alimentation )
Câble Standard
Le Système de Précision Plasmarc comprend
quatre composants distincts. La source (bloc)
d’alimentation, la boîte de jonction, la boîte de
régulation du débit et la torche PT-24. La source
(bloc) d’alimentation fournit le courant et le
refroidissement à la torche PT-24 par l’entremise de
la boîte de jonction.
Le but de ce manuel est de fournir à l’utilisateur
toutes les informations requises pour installer et
opérer le Système de Précision Plasmarc. Des
matériaux de référence technique sont aussi inclus
pour aider dans le dépannage de l’ensemble de
découpage.
200/230/380/415/460/575) 3-
P/N 37358
4.5 pi. (1.4 m) P/N 0558001463
12 pi. (4.4 m) P/N 0558001877
17 pi. (5.2 m) P/N 0558001464
12 pi. (3.6 m) P/N 22428
25 pi. (7.6 m) P/N 21905
40 pi. (12.2 m) P/N 22504
60 pi. (18 m) P/N 21906
80 pi. (24.4 m) P/N 22505
100 pi. (30 m) P/N 21907
10 pi. (3 m) P/N 37533
20 pi. (6 m) P/N 37534
30 pi. (9 m) P/N 37535
60 pi. (18 m) P/N 37536
100 pi. (30 m) P/N 37537
10 pi. (3 m) P/N 21917
20 pi. (6 m) P/N 21918
30 pi. (9 m) P/N 21919
60 pi. (18 m) P/N 21920
100 pi. (30 m) P/N 21921
10 pi. (3 m) P/N 56997111
20 pi. (6 m) P/N 56997112
30 pi. (9 m) P/N 56997113
40 pi. (12 m) P/N 0560986745
60 pi. (18 m) P/N 56997114
100 pi. (30 m) P/N 56997115
Précision Plasma avec Régulation du Débit Électronique –
2-1

SECTION 2 DESCRIPTION
Conducteur de Régulation – Source d’Alimentation à la
Machine de Découpage E/S
Câble d’Alimentation à Haute Fréquence – Source (bloc)
d’Alimentation à la Boîte de Jonction – ou- Source (bloc)
d’Alimentation à la Machine de Découpage E/S, selon la
configuration
Refroidisseur pour la Torche (contenants d’un gallon (3.8 L). Quatre gallons
(15 L) requis)
NOTES:
• Conducteur de Régulation reliant la source d’alimentation au CNC du client est fourni selon la commande du
client.
• Le client doit fournir l’alimentation en gaz, les boyaux, les câbles de masse et les câbles d’entrée primaires.
• Voir les Données de Procédé pour une liste des pièces consommables de la torche.
2.4 Précision Plasma : Spécifications Techniques
30 pi. (9.1 m ) P/N 57002248
50 pi. (15.2 m) P/N 57002249
75 pi. (22.8 m ) P/N 57002250
100 pi. (30.5 m) P/N 57002251
160 pi. (48.8 m) P/N 57002252
3 pi. (.9 m) P/N 57000419
50 pi. (15.2 m) P/N 57000420
75 pi. (22.8 m) P/N 57000421
100 pi. (30.5 m) P/N 57000422
125 pi. (38.1 m) P/N 57000423
150 pi. (45.7 m) P/N 57000424
175 pi. (53.3 m) P/N 57000425
200 pi. (61 m) P/N 57000426
P/N 156F05
2.4.1 Système de Précision au Plasma
Tension Électrique - Entrée 200/230/380/415/460/575 V 3 phase 50/60 Hz
Courant d’Entrée 65/60/50/40/30/25 A par phase
Facteur d’Alimentation 0.95
Portée du Courant d’Entrée 15-100 A dc
Tension Électrique du
Conducteur de Sortie
120 V dc
Cycle de Service 100%
Tension Électrique du Circuit
Ouvert
315 V dc
2-2
Précision Plasma avec Régulation du Débit Électronique –

SECTION 2 DESCRIPTION
SOURCE (BLOC) D’ALIMENTATION
42" (1067mm)
CONTROL
CURRENT
RECISION PLASMA RC
22" (559mm )
POIDS = 560 lbs. (254 kg)
PILOT
ARC
POWER
19.75" (50 2mm)
44" (1118mm)
12.25" (311mm)
BOÎTE DE JONCTION
6.75" (171mm)
10.62" (270mm)
POIDS = 26.5 lbs.(12 kg)
BOÎTE DE RÉGULATION DU DÉBIT
ÉLECTRONIQUE
14.5" (111 8mm)
METH
H-35
N2
N2
O2
AIR
O2
N2
AIR
PLASMA GAS
NO.1
NITROGEN
AIR
ARGON
POIDS = 51 lbs. (23 kg)
SHIELD GAS
SHIELD GAS
NO.2
NO.1
PLASMA GAS
NITROGEN
NO.2
NITROGEN
OXYGEN
METHAN E
OXYGEN
HYDROGEN
AIR
12" (305mm )
Précision Plasma avec Régulation du Débit Électronique –
2-3

SECTION 2 DESCRIPTION
2.4.2 Gaz au Plasma : Spécifications Techniques
Type O
, N2, Air
2
Pression 125 psig (8.6 bars)
Débit
Pureté Requise*
100 cfh (47 l/min) max. (varie selon
l’application)
-99.995%
O
2
N
-99.995%
2
Air-propre, sec et sans huiles
Recommandé : Mano-détendeurs de
Service pour Cylindres Liquides
Oxygène: R-76-150-540LC (P/N 19777)
Gaz inerte: R-76-150-580LC (P/N 19977)
Oxygène: R-77-150-540 (P/N 998337
Recommandé : Mano-détendeurs 2-
Phases pour Cylindres
Hydrogène/Méthane:R-77-150-350 (P/N
998342)
Nitrogène: R-77-150-580 (P/N 998344)
Air Industriel: R-77150=590 (P/N 998348)
Recommandé : Mano-détendeurs de
Station ou de Canalisation - Débit Élevé
Oxygène: R-76-150-024 (P/N 19151)
- Série Lourde
Recommandé : Mano-détendeurs de
Station ou de Canalisation de Haute
R-6703 (P/N 22236)
Capacité
Filtre à Gaz Requis
25 microns avec cuvette protectrice (P/N
56998133))
2.4.3 Gaz de Démarrage : Spécifications Techniques
Type N
, Air
2
Pression 125 psig (8.6 bar)
Débit
60 cfh (28 l/min) max (varie selon
l’application)
Pureté Minimum Requise 99.995%
2.4.4 Gaz Secondaire : Spécifications Techniques
Type N2, O2, H-35, Méthane, Air
Pression
Débit
100 psi (6.6 bar) H-35, Méthane;
125 psi (8.6 bar) N
, O2, Air
2
60 cfh (28 l/min) max (varie selon
l’application)
Pureté Minimum Requise 99.995%
2.4.5 Torche Pt-24 : Spécifications Techniques
Type Refroidi à l’eau, Gaz Double
Valeur Nominale 100 A @ 100 % cycle de service
Dimensions Voir Options d’Ensemble (2.3)
2-4
Précision Plasma avec Régulation du Débit Électronique –

SECTION 3 INSTALLATION
q
3.1 Général
AVIS
Une installation effectuée correctement du Système de
Précision Plasmarc peut contribuer à une utilisation
efficace et sans problèmes. Il est fortement suggéré
d’étudier chaque étape dans cette section et de suivre
les instructions soigneusement.
3.2 Équipement Requis
3.3 Emplacement
• Alimentation en Gaz et Boyaux. L’Alimentation en
gaz peut provenir d’une source en vrac ou d’une
banque de cylindres distributeurs et réglés à une
alimentation de 25 psi (8.6 bar) au Régulateur du
Débit (le débit du gaz).
• Câble de Masse. Un câble AWG No. 4 est
recommandé pour la connexion de la pièce ouvrée
à la source d’alimentation.
• Câble d’Entrée Primaire.
• Filtres à gaz de 25 microns (ou plus) sont requis
sur le côté de l’alimentation pour un
fonctionnement efficace du EFC.
• Une ventilation est nécessaire pour fournir un
refroidissement adéquat à la source (bloc)
d’alimentation.
• Efforcez-vous de garder la saleté, la poussière et
l’exposition aux sources de chaleur au minimum.
• Prévoyez un minimum de deux pieds d’espace
libre autour de la source (bloc) d’alimentation pour
une circulation d’air adé
ATTENTION
!
Ne Restreignez pas la Circulation d’Air
Une restriction de l’entrée d’air
Une restriction de l’entrée d’air par l’entremise de tout
Une restriction de l’entrée d’air Une restriction de l’entrée d’air
genre de filtre placé sur ou autour de la source (bloc)
genre de filtre placé sur ou autour de la source (bloc)
genre de filtre placé sur ou autour de la source (bloc) genre de filtre placé sur ou autour de la source (bloc)
d’alimentation peut entraîner une annulation de la
d’alimentation peut entraîner une annulation de la
d’alimentation peut entraîner une annulation de la d’alimentation peut entraîner une annulation de la
garantie.
garantie.
garantie.garantie.
uate.
par l’entremise de tout
par l’entremise de tout par l’entremise de tout
Précision Plasma avec Régulation du Débit Électronique - 3-1

SECTION 3 INSTALLATION
3.4 Connexions de l’Entrée Électrique Primaire
Le Choc Électrique Peut Tuer!
DANGER
!
Assurez-vous d’une protection maximale contre
le choc électrique.
Avant de procéder aux connexions dans la
machine, ouvrez l’interrupteur d’isolement de
ligne (mur) et débranchez le câble
d’alimentation.
AVERTISSEMENT
!
Grandeurs Recommandées pour Conducteurs d’Ent
Grandeurs Recommandées pour Conducteurs d’Entrée et Fusibles de Ligne
Grandeurs Recommandées pour Conducteurs d’EntGrandeurs Recommandées pour Conducteurs d’Ent
Configuration de l’Alimentation
d’Entrée
La machine doit être configurée correctement
pour votre alimentation d’entrée.
La machine est configurée chez le manufacturier
pour une entrée de 575 V, 60 Hz.
Ne connectez PAS de source d’alimentation
réglée pour une autre tension électrique à moins
d’une reconfiguration de la machine.
L’équipement subira des dommages.
Connexion de l’Alimentation d’Entrée au Mur
Un interrupteur d’isolement de ligne (mur) contenant
des fusibles ou un disjoncteur doit être disponible sur
le panneau de distribution d’alimentation principal.
Connectez le câble d’entrée de la source
d’alimentation directement à l’interrupteur d’isolement
ou procurez-vous une fiche et une prise appropriés
chez votre détaillant en électricité. (Voir le tableau qui
suit pour les recommandations relatives aux
conducteurs d’entrée et aux fusibles)
rée et Fusibles de Ligne
rée et Fusibles de Lignerée et Fusibles de Ligne
208 3 70 No. 4 25 100
230 3 60 No. 6 16 80
380 3 50 No. 8 10 80
415 3 40 No. 10 6 60
460 3 30 No. 10 6 50
575 3 25 No. 10 6 40
Précision Plasma avec Régulation du Débit Électronique - 3-2
Exigences d’Entrée
Volts Phase Ampères
Entrée &
conducteur de
terre,
cu/awg/mm
2
Calibres des
fusibles/ phase,
ampères
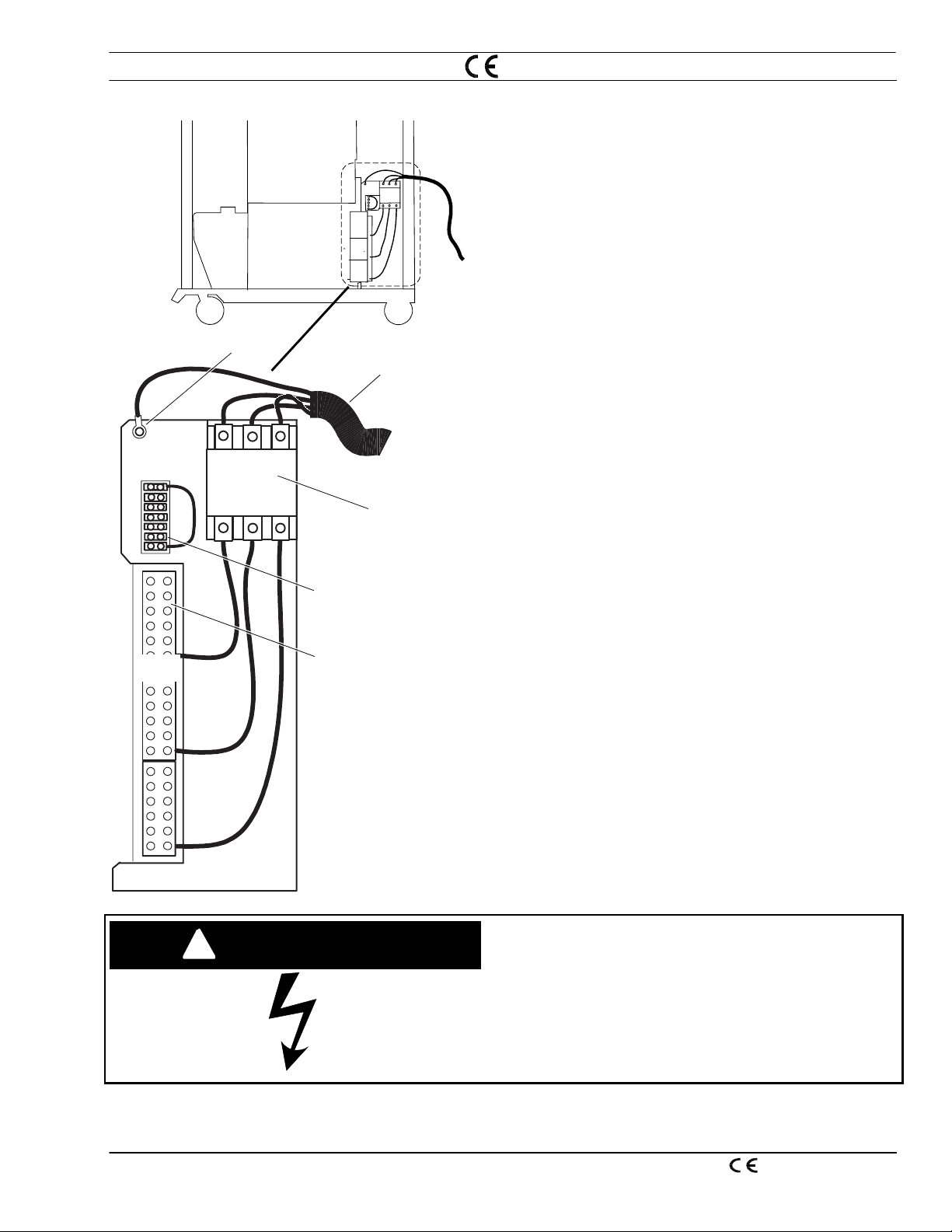
SECTION 3 INSTALLATION
à la Terre
La procédure suivante explique les étapes
d’installation nécessaires pour la connexion de
l’alimentation électrique primaire à la source (bloc)
d’alimentation.
1. Enlevez le panneau du côté droit.
2. Assurez-vous que le câble de l’entrée
d’alimentation est débranché de toute source
électrique.
Connexion de Mise
TB2
TB1
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
K1
PHASE 1
PHASE 2
PHASE 3
Câble de l’Alimentation
d’Entrée
(Fourni par le Client)
Contacteur
Principal
Bloc de
Raccordement
Auto-
Transformateur
Régulation par
le Manufacturier
à 575 volts
3. Acheminez le câble de l’alimentation d’entrée à
travers le réducteur de tension situé prés du
panneau arrière.
4. Tirez le câble d’alimentation d’entrée à travers le
réducteur de tension pour permettre aux fils une
longueur suffisante pour la connexion au
contacteur principal. Resserrez le réducteur de
tension pour assurer que le câble de l’alimentation
d’entrée est sécurisé.
5. Connectez le fil de terre du câble d’alimentation
d’entrée à la borne de mise à la terre présente sur
la base de la source d’alimentation.
6. Connectez les trois conducteurs de courant du
câble d’alimentation d’entrée aux terminaux situés
sur le dessus du contacteur principal. Serrez
chaque vis pour sécuriser les conducteurs.
7. Connectez les câbles de liaison d’alimentation
dans le bas du contacteur principal à la tension
électrique d’entrée appropriée selon les indications
sur l’autotransformateur. L’unité est réglée par le
manufacturier à 575 V (démontrée à la gauche).
ATTENTION
!
Précision Plasma avec Régulation du Débit Électronique - 3-3
Connexion des liaisons d’alimentation d’entrée
Connexion des liaisons d’alimentation d’entrée
Connexion des liaisons d’alimentation d’entréeConnexion des liaisons d’alimentation d’entrée
Assurez
Assurez----vous que chaque câble de liaison d’alimentation
AssurezAssurez
est connecté à la tension d’entrée appropriée sur
est connecté à la tension d’entrée appropriée sur
est connecté à la tension d’entrée appropriée sur est connecté à la tension d’entrée appropriée sur
l’autotransformateur.
l’autotransformateur.
l’autotransformateur.l’autotransformateur.
Câblage réglé par le Manufacturier à 575 volts
8. Connectez le fil de liaison au connecteur ayant la
vous que chaque câble de liaison d’alimentation
vous que chaque câble de liaison d’alimentation vous que chaque câble de liaison d’alimentation
tension d’entrée appropriée située sur le bloc de
raccordement à sept positions. TB2

SECTION 3 INSTALLATION
3.5 Lignes d’Interconnexion
Noir
Rouge -Orange
Jaune
Bleu
1. Tous les branchements d’interconnexion fournis
sont numérotés ou codés par couleur à chaque
extrémité avec les numéros/couleurs
correspondants indiqués sur l’armoire.
Plaquette de Support
Faisceau de Ligne à Gaz
2. Connectez les quatre lignes dans le Faisceau de
Installation du
Faisceau de
Ligne à Gaz
Ligne à Gaz à la Boîte de Régulation du Débit et
la Boîte de Jonction. Les lignes et les
connexions son codées par couleur. De plus,
les espacements entre les ouvertures sur la
plaquette de support sont asymétrique pour
prévenir une mauvaise connexion. L’ordre des
couleurs doit être: bleu, jaune, rouge/orange,
noir.
Précision Plasma avec Régulation du Débit Électronique - 3-4

SECTION 3 INSTALLATION
)
Connexion de la Source d’Alimentation et du EFC à la Boîte de Jonction
Connexion de la Source d’Alimentation et du EFC à la Boîte de Jonction
Connexion de la Source d’Alimentation et du EFC à la Boîte de JonctionConnexion de la Source d’Alimentation et du EFC à la Boîte de Jonction
Faisceau de la Source
d’Alimentation
3. Connectez les lignes d’alimentation et de
Source d’Alimentation
Connexion
Négative
Connexion
Boyau #7
(de la Source
d’Alimentation)
refroidissement (venant du Faisceau
d’Alimentation) de la source d’alimentation à la
boîte de jonction. Le faisceau d’alimentation
comprend des lignes de refroidissement #6 et #
7 (avec connecteurs 5/8-18 L.H.), un câble
d’alimentation (#3 AWG) et un câble jaune pour
l’arc pilote (#16 AWG). Les deux lignes de
refroidissement sont marquées d’un 6 ou d’un
7 sur le connecteur pour assister à
l’identification.
Connexion
Arc Pilote
Connexion
Boyau #6
(à la Source
d’Alimentation
Connexion
du Conducteur de
Régulation du EFC
Précision Plasma avec Régulation du Débit Électronique - 3-5
Connexions Faisceau
de Ligne à Gaz

q
de la Torche
SECTION 3 INSTALLATION
Connexions Boyau/Câble
d’Alimentation de la Torche
Faisceau de la Torche
Boîte de Jonction à la Torche
Boîte de Jonction à la Torche
Boîte de Jonction à la TorcheBoîte de Jonction à la Torche
Connexion de
l’Arc Pilote de
la Torche
4. Connectez les conducteurs et les boyaux du
Faisceau de la Torche à la Boîte de Jonction.
(voir le schéma du Bloc d’Interconnexion)
Précision Plasma avec Régulation du Débit Électronique - 3-6

SECTION 3 INSTALLATION
Précision Plasmarc - Schéma d’Interconnexion des Composants
1
2
3
4
ASIOB
14
10
5
7
6
8
9
11
12
N2O
13
15
AirCH
2
4
Ar
25 micron - Filtres
1
EFC
2
Conducteur de Régulation EFC/Boîte de Jonction
3
CNC
4
Haute Fréquence 120VAC
5
Faisceau ligne á gaz
6
Haute Fréquence 120VAC
7
Faisceau d’Alimentation
8
Boîte de Jonction
9
Torche
10
Table de Découpage
11
Câble de Masse
12
Câble d’Alimentation Primaire
13
14 Piquet de Prise de Terre
15 Conducteur de Régulation Source d’Alimentation au CNC
Précision Plasma avec Régulation du Débit Électronique - 3-7

SECTION 3 INSTALLATION
–
–
z
z
Une Contamination de la Ligne à Gaz
ATTENTION
!
Entraînera des Dommages aux Valves
Proportionnelles.
Purgez les Lignes à Gaz
Avant de connecter les lignes d’alimentation de gaz
Avant de connecter les lignes d’alimentation de gaz
Avant de connecter les lignes d’alimentation de gaz Avant de connecter les lignes d’alimentation de gaz
au Régulateu
au Régulateur du Débit Électronique purgez toutes
au Régulateuau Régulateu
les lignes complètement. Des résidus provenant
les lignes complètement. Des résidus provenant
les lignes complètement. Des résidus provenant les lignes complètement. Des résidus provenant
de la fabrication du boyau peuvent
de la fabrication du boyau peuvent
de la fabrication du boyau peuvent de la fabrication du boyau peuvent
boucher/endommager les valves proportionnelles
boucher/endommager les valves proportionnelles
boucher/endommager les valves proportionnelles boucher/endommager les valves proportionnelles
dans votre EFC.
dans votre EFC.
dans votre EFC.dans votre EFC.
1/4 NPT
5. Purgez les lignes à gaz entre l’alimentation et le
EFC avant de procéder à la connexion. Les
valves proportionnelles dans le EFC sont très
sensibles à la poussière et toute particule
étrangère.
r du Débit Électronique purgez toutes
r du Débit Électronique purgez toutes r du Débit Électronique purgez toutes
25 micron
25 micron
25 micron 25 micron
– Filtre à Ga
Filtre à Gaz
–
Filtre à Gaz Filtre à Ga
25µ Filtres
N
O
2
2
6. Connectez les lignes d’alimentation de Gaz au
Régulateur du Débit Électronique. Installez des
filtres à Gaz de 25 microns dans toutes les
lignes d’alimentation entre les sources de gaz et
le EFC.
AirCH
4
Ar
Précision Plasma avec Régulation du Débit Électronique - 3-8

SECTION 3 INSTALLATION
d
tatio
égulation C
C
classement
–
Source
’Alimen
Pilot Arc
Work
Torch
n
600 A Fusible
Commun
Enlevez le Panneau
de Service
Pilot Arc
Work
Torch
Conducteur de
R
N
Conducteur de
Régulation du
7. Enlevez le panneau arrière de la console et
attachez l’arc pilote, la torche et le câble de
masse.
Débit
Étiquette de
Étiquette
de série
8 . Connectez le conducteur de régulation entre la
console et le Régulateur du Débit Électronique.
Connectez les lignes de refroidissement provenant
du Faisceau d’Alimentation.
Refroidisseur entrant de la
Torche
Connexion # 6
Refroidisseur sortant à
CONDUCTEUR DE
RÉGULATION
Précision Plasma avec Régulation du Débit Électronique - 3-9

SECTION 3 INSTALLATION
3.6 Assemblage de la Torche
Collet 1.812"
(46mm) Diamètre
ATTENTION
Manchon 2.0
(51mm) Diamètre
Trou d’Évent
"
Ne Pas Couvrir le Trou d’Évent.
Pendant l’assemblage, ne couvrez pas le petit trou
Pendant l’assemblage, ne couvrez pas le petit trou
Pendant l’assemblage, ne couvrez pas le petit trou Pendant l’assemblage, ne couvrez pas le petit trou
d’évent situé sur le côté du manchon. Dans le cas
d’évent situé sur le côté du manchon. Dans le cas
d’évent situé sur le côté du manchon. Dans le cas d’évent situé sur le côté du manchon. Dans le cas
d’un bris dans le branchement ce trou per
d’un bris dans le branchement ce trou permet au
d’un bris dans le branchement ce trou perd’un bris dans le branchement ce trou per
liquide de refroidissement de s’égoutter de l’intérieur
liquide de refroidissement de s’égoutter de l’intérieur
liquide de refroidissement de s’égoutter de l’intérieur liquide de refroidissement de s’égoutter de l’intérieur
du manchon.
du manchon.
du manchon. du manchon.
Options d’Assemblage de la Torche.
Options d’Assemblage de la Torche.
Options d’Assemblage de la Torche.Options d’Assemblage de la Torche.
• Normalement la torche est assemblée par le
manchon de 2.0 pouces de diamètre (51mm). Ne
pas couvrir le trou d’évent.
• Pour un assemblage alternatif personnalisé, la
torche peut être assemblée par le collet de 1.812"
de diamètre (46 mm) illustré. Ce collet isolé et son
épaulement sont usinés en relation avec le filet du
dispositif de retenue de la buse situé sur le corps
de la torche.
• Utilisez seulement les surfaces d’assemblage
spécifiées.
met au
met au met au
Précision Plasma avec Régulation du Débit Électronique - 3-10

SECTION 3 INSTALLATION
3.7 Refroidisseur de la Torche
T
O
L
I
P
C
R
L
O
R
T
N
O
C
T
N
E
R
R
U
C
RECISION PLASMARC
Bouchon du
Réservoir de
Refroidissement
A
R
E
W
O
P
• Enlevez le bouchon couvrant le réservoir de liquide
de refroidissement sur le devant de la console et
remplissez ce réservoir avec 4 gallons (15 litres) de
liquide de refroidissement, P/N 156F05 (un gallon).
• Ne remplissez pas au-dessus du niveau maximum.
• Réinstallez le bouchon.
ATTENTION
!
L’Emploi d’un Antigel Commercial Entraînera
un Mauvais Fonctionnement de la Torche
Utilisez un Refroidisseur Spécialement
Conçu pour la Torche! P/N156F05
N’utilisez PAS de l’eau courante ou de l’antigel
N’utilisez PAS de l’eau courante ou de l’antigel
N’utilisez PAS de l’eau courante ou de l’antigel N’utilisez PAS de l’eau courante ou de l’antigel
commercial pour le refroidissement de la torche en
commercial pour le refroidissement de la torche en
commercial pour le refroidissement de la torche en commercial pour le refroidissement de la torche en
raison de la conductivité électrique élevée. Un
raison de la conductivité électrique élevée. Un
raison de la conductivité électrique élevée. Un raison de la conductivité électrique élevée. Un
refroidisseur conçu spécialement pour
refroidisseur conçu spécialement pour la torche est
refroidisseur conçu spécialement pourrefroidisseur conçu spécialement pour
REQUIS. Ce refroidisseur protège aussi de la
REQUIS. Ce refroidisseur protège aussi de la
REQUIS. Ce refroidisseur protège aussi de la REQUIS. Ce refroidisseur protège aussi de la
congélation à
congélation à –––– 34° C.
congélation à congélation à
Si l’unité est mise en fonction sans refroidisseur la
Si l’unité est mise en fonction sans refroidisseur la
Si l’unité est mise en fonction sans refroidisseur la Si l’unité est mise en fonction sans refroidisseur la
pompe de refroidissement subira des dommages
pompe de refroidissement subira des dommages
pompe de refroidissement subira des dommages pompe de refroidissement subira des dommages
permanents.
permanents.
permanents.permanents.
34° C.
34° C.34° C.
la torche est
la torche est la torche est
3.8 Inspection des Lignes à Gaz et de Refroidissement
Pour compléter l’installation, il est nécessaire
d’inspecter les connexions assemblées en chantier
pour la possibilité de fuite.
• Pour les lignes à gaz, utilisez une solution
savonneuse standard. Mettez le système sous
pression à partir du régulateur (fichier SDP)
• Refroidisseur- surveillez les connexions pour
toute trace d’humidité.
Précision Plasma avec Régulation du Débit Électronique - 3-11

SECTION 3 INSTALLATION
3.9 Remplacement de l’EPROM dans le Contrôleur de Logique Programmable (PLC) de
la Source (Bloc) d’Alimentation
Le Système de Précision Plasmarc peut être
configuré pour une régulation du débit manuelle
(Série “A”) à l’expédition. Dans ce cas, le EPROM
dans le Contrôleur de Logique Programmable doit
être remplacé par un EPROM EFC expédié avec la
source (bloc) d’alimentation.
ATTENTION
!
ATTENTION
!
Les Composants du Système Peuvent
Subir des Dommages si le Mauvais
EPROM est Utilisé.
La Série “ A” et les EPROM EFC sont
programmés avec des logiciels différents. Le
EPROM EFC ne reconnaît pas les entrées pour
les interrupteurs de pression du gaz de
transformation et n’inclut pas le purgeur de
gaz de transformation requis pour la Série “ A” .
La Manipulation sans Précautions Peut
Endommager les Composants
Électroniques.
Manipulez les composants électroniques avec
soins.
• N’échappez pas les composants
électroniques
• Ne pliez pas les tiges
• Ne touchez pas aux composants de circuit
– manipulez sur les bords si possible
Les Composants Électroniques peuvent
ATTENTION
!
Précision Plasma avec Régulation du Débit Électronique - 3-12
Subir des Dommages Provenant d’une
Décharge Électro-Statique (ESD)
Les pièces du Circuit Intégré sont susceptibles
aux surtensions. Il est possible que les
dommages ne soient pas visibles
immédiatement mais ils apparaîtront sous
forme de défaillance prématurée.
Le EPROM EFC est expédié dans un sac antistatique. Entreposez le EPROM dans ce sac.
Portez une talonnière anti-statique protectrice
lorsque vous manipulez des composants
électroniques sensibles.

SECTION 3 INSTALLATION
AVERTISSEMENT
!
Panneau de gauche
T
O
L
P
I
C
A
L
R
O
T
O
N
C
T
N
R
E
R
U
C
C
E
R
R
R
E
O
W
P
C
R
A
M
S
A
L
P
N
O
I
S
I
Le Choc Électrique Peut Tuer!
Débranchez le câble d’alimentation (au mur) de
la source (bloc) d’alimentation avant de faire
des connexions ou des ajustements à
l’intérieur de la source (bloc) d’alimentation.
1. Assurez-vous que la Source (bloc)
d’Alimentation Plasmarc est débranchée de la
source d’électricité.
2. Exposez le PLC en enlevant le panneau du côté
gauche de la Source (bloc) d’Alimentation
Plasmarc.
3. Ouvrez le couvercle du EPROM sur le PLC pour
exposer le EPROM.
PLC
Emplacement du
EPROM EFC à
l’expédition
Précision Plasma avec Régulation du Débit Électronique - 3-13

SECTION 3 INSTALLATION
L’Utilisation d’un Outil d’Extraction pour le
ATTENTION
EPROM Peut Endommager le Connecteur
L’enlèvement forcé d’un EPROM encastré
dans le PLC peut causer un bris du
connecteur/EPROM.
Un Connecteur d’EPROM Spécial à Zéro Force
est utilisé pour éliminer le besoin d’outil.
EPROM Levier Sécurisé
EPROM Levier Relâché
4. Retirez le EPROM du connecteur. CECI NE
NÉCESSITE PAS L’UTILISATION D’UN OUTIL
D’EXTRACTION. Relâchez le levier sécurisant le
EPROM en place et sortez le EPROM Série “A”
de son connecteur.
5. Enlevez le EPROM EFC de son emballage.
6. Alignez soigneusement les tiges du EPROM
EFC avec les trous du connecteur et insérez-le.
7. Sécurisez le EPROM en replaçant le levier tout
en tenant le EPROM en place.
8. Replacez le couvercle du EPROM et le panneau
du côté gauche de la Source (bloc)
d’Alimentation.
EPPESA= Série “A” EPROM, régulation du débit
manuelle
P/N 99513607
EPPSEFC= EFC EPROM, régulation du débit
électronique
P/N 99513608
Précision Plasma avec Régulation du Débit Électronique - 3-14

SECTION 4 OPÉRATION
LOW
4.1 Commandes de la Source (bloc) d’Alimentation
4.1.1 Interrupteur d’Alimentation
Principal
DO NOT SWITCH
WHILE CUTTING
EMERGENCY
STOP
Interrupteur d’Alimentation Principal
Contrôle l’entrée d’alimentation au ventilateur,
refroidisseur d’eau et la carte PC. Lumière indicatrice
de couleur ambre à la gauche de l’interrupteur.
4.1.2 Interrupteur de l’Arc Pilote
EMERGENCY
STOP
POWER
ON
OFF
ATTENTION
Interrupteur de l’Arc Pilote
Cet interrupteur est utilisé pour choisir la mise en
service, soit haute ou basse, de l’Arc Pilote selon les
conditions de découpage. Voir les Données de
Procédé pour de plus amples renseignements sur les
conditions nécessitant une mise en service haute ou
basse.
L’Ajustement de l’Arc Pilote Pendant
Utilisation Peut Endommager la Torche.
N’ajustez jamais l’interrupteur de l’arc pilote
pendant l’utilisation.
Ajustez avant la mise en service de la torche.
Précision Plasma avec Régulation du Débit Électronique -
4-1

SECTION 4 OPÉRATION
4.1.3 Lumières Indicatrices de Défauts
4.1.4 Appareil de Mesure
Lumières Indicatrices de Défauts
• Coolant flow - indique que le débit du
refroidisseur est bas. Quand la machine est
alimentée, la lumière indiquera brièvement un
défaut et elle s’éteindra.
• Plasma Gas Pressure - indique que la pression
du Gaz au Plasma est basse. La torche ne fera
pas de feu. Non utilisé pour le EFC.
• Start Gas Pressure -indique que la pression du
gaz de démarrage est basse. La torche ne fera
pas de feu. Non utilisé pour le EFC.
• P/S Temp - indique que la température est trop
haute dans l’inverseur de la source d’alimentation.
L’alimentation sera interrompue.
• P/S Fault - indique un défaut dans le régulateur
de plasma PCB dans l’inverseur de la source
d’alimentation. L’alimentation sera interrompue.
• Over-Under Voltage - indique que la tension
d’entrée est plus haute/basse que les tolérances
de la console PCU. Celle-ci sera verrouillée
jusqu'à ce que l’alimentation soit recyclée par
l’interrupteur principal.
• Emergency Stop - indique la situation de
l’enclenchement CNC. La source d’alimentation
ne fonctionnera pas..
Non utilisé pour le EFC.
Non utilisé pour le EFC.Non utilisé pour le EFC.
Non utilisé pour le EFC.
Non utilisé pour le EFC. Non utilisé pour le EFC.
• Cutting Current Meter (A) – affiche le courant du
découpage actuel en ampères.
• Cutting Voltage Meter (V) – affiche le courant du
découpage actuel.
4-2
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
4.1.5 Interrupteur de Régulation du Courant
Interrupteur Panneau/Distant de Régulation
• Panel Position – courant de sortie est réglé
4.2 Qualité de la Coupe
par le cadran (current) de courant.
• Output Current Dial – règle le courant de
découpage quand le réglage doit être fait à
partir de la console (panneau avant). Cadran
indique 0 à 99.9 A. 70.0 A illustré.
• Remote Position – courant de sortie est réglé par
le CNC (remote pot) avec un signal analogue dc 010 Vdc = 0-100 Adc
4.2.1 Introduction
Les causes affectant la qualité de la coupe sont interdépendantes. Le changement d’une variable affecte les
autres. La solution peut être difficile à trouver. Le guide
suivant offre des solutions possibles pour des différents
résultats de découpage non désirables. Pour débuter
choisissez l’état proéminent.
§ 4.2.2 Angle de la coupe, négatif ou positif
§ 4.2.3 Coupe non plate, arrondie ou en sillon
§ 4.2.4 Rugosité de Surface
§ 4.2.5 Scories
Les paramètres de découpage recommandés donnent
ordinairement une qualité de coupe optimale mais
parfois, avec la variation des conditions des petits
ajustements sont requis. Si c’est le cas :
• Faites des ajustements graduels en exécutant
toutes corrections.
• Ajustez la Tension de l’Arc en ascendant ou
descendant de 5 volts à la fois, au besoin.
• Ajustez la vitesse de découpage de 5% ou
moins jusqu’a amélioration des conditions.
AVIS
Précision Plasma avec Régulation du Débit Électronique -
Avant de procéder à TOUTES corrections, vérifiez
les variables de découpage auprès des réglages/
numéros des pièces consommables du
manufacturier énumérés dans les Données de
Procédé.
4-3

SECTION 4 OPÉRATION
4.2.2 Angle de la Coupe
Angle de Coupe Négatif
La dimension du haut est supérieure à celle du bas.
Pièce
• Défaut d’alignement de la Torche
• Matériel tordu ou gauchi
• Pièces consommables lasses ou endommagées
• Écart trop bas (tension de l’arc)
• Vitesse de découpage trop lente (vitesse de
mouvement de la machine)
Pièce Chute
Angle de Coupe Positif
La dimension du haut est inférieure à celle du bas.
Pièce
• Défaut d’alignement de la Torche
• Matériel tordu ou gauchi
• Pièces consommables lasses ou endommagées
• Écart trop haut (tension de l’arc)
• Vitesse de découpage trop haute
• Courant trop haut ou trop bas. (Voir les Données de
Procédé pour le niveau de courant recommandé
Pièce Chute
pour les buses spécifiques).
4-4
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
4.2.3 Planéité de la Coupe
Le haut et le bas sont arrondis
Condition qui se produit ordinairement quand
l’épaisseur du matériel est de .25” (6,4mm) ou moins
• Courant trop haut pour une épaisseur donnée du
matériel (Voir les Données de Procédé pour les
réglages appropriés).
Chute
Pièce
Sillon sur l’arête supérieure
• Écart trop bas (Tension de l’Arc)
Chute
Pièce
Précision Plasma avec Régulation du Débit Électronique -
4-5

SECTION 4 OPÉRATION
4.2.4 État de Finition de la Surface
Rugosité provoquée par le Procédé
La face de coupe est invariablement rugueuse. Peut
(mais pas en tous les cas) se limiter à un axe.
• Un mélange de Gaz Protecteur incorrect (Voir les
Données de Procédé)
Vue de dessus
• Consommables usés ou endommagés
ou
Rugosité
provoquée
par le Procédé
Face de la
coupe
Rugosité
provoquée
par la Machine
Rugosité provoquée par la M
Rugosité provoquée par la Machine
Rugosité provoquée par la MRugosité provoquée par la M
Il peut être difficile de distinguer entre la rugosité
provoquée par la Machine et la rugosité provoquée par
le Procédé. Se limite souvent à un axe. La rugosité est
inconsistante.
• Rails, roues et/ou crémaillère d’entraînement sont
sales. (Référez-vous à la Section Entretien dans le
manuel d’utilisateur).
• Ajustement des roues du Chariot
4-6
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
p
4.2.5 Scories
Les scories sont des sous-produits du procédé de
découpage. Ce sont les matériaux indésirables laissés
sur les pièces suivant le procédé. Dans la plupart des
cas, les scories peuvent être réduites ou éliminées par
le paramétrage approprié de la torche et du
découpage. Référez-vous aux Données de Procédé.
Lignes
de
Traînée
Face de
la coupe
Renversement
Scories de Haute Vitesse
Matériel de soudure ou renversement sur la surface
inférieure le long de la saignée. Difficile à enlever. Ceci
peut exiger un meulage ou un écaillage. Lignes de
traînée en forme de “S”.
• Écart trop élevé (tension de l’arc)
• Vitesse de découpage trop rapide
Vue de côté
Face de
Lignes
de
Traînée
la cou
Globules
e
Scories de Basse Vitesse
Des globules se forment sur la surface inférieure le
long de la saignée. S’enlèvent facilement.
• Vitesse de découpage trop lente
Vue de côté
Précision Plasma avec Régulation du Débit Électronique -
4-7

SECTION 4 OPÉRATION
Vue de côté
Éclaboussures
Scories Supérieures
Des éclaboussures apparaissent sur la surface
supérieure du matériel. S’enlèvent facilement dans la
plupart des cas.
• Vitesse de découpage trop rapide
Face de
la coupe
• Écart trop élevé (tension de l’arc).
Scories Intermittentes
Elles apparaissent sur la surface inférieure ou
supérieure le long de la saignée.
Scories non-continuent et variantes.
• Consommables possiblement usés
Autres Facteurs Affectant les Scories;
• Température du matériel
• Battitures denses ou rouille
• Alliages au carbone élevés
4-8
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
4.2.6 Précision Dimensionnelle
AVIS
Généralement l’utilisation des plus basses vitesses
possibles (a l’intérieur des niveaux approuvés) saura
optimiser la précision des pièces. Choisissez les
consommables permettant une tension de l’arc plus
basse et une vitesse de découpage plus lente.
Une performance de découpage optimale sera
obtenue dans la plupart des cas en utilisant les
vitesses de découpage et les tensions de l’arc
recommandées.
Des petits ajustements graduels peuvent être
nécessaires dû à la qualité du matériel, la
température du matériel et l’alliage spécifié.
L’utilisateur doit se souvenir que toutes les
variables sont interdépendantes. Un changement
dans les réglages aura un effet sur les autres et
la qualité de la coupe pourrait détériorer. Nous
vous suggérons de toujours commencer avec les
réglages recommandés.
AVIS
Avant de procéder à TOUTES corrections,
vérifiez les variables de découpage avec les
recommandations du manufacturier relatives aux
réglages/numéros des pièces consommables
énumérés dans les Données de Procédé.
Précision Plasma avec Régulation du Débit Électronique -
4-9

SECTION 4 OPÉRATION
4.3 Le choix de Gaz Influence la Qualité de la Coupe
4.3.1 Introduction
AVIS
4.3.2 Aluminium
Épaisseur du
Épaisseur du
Épaisseur du Épaisseur du
Qualités des
Qualités des
Qualités des Qualités des
Matériel:
Matériel:
Matériel:Matériel:
Coupes:
Coupes:
Coupes:Coupes:
Tous les gaz ne sont pas convenables à toutes les
situations. Certains gaz utilisés sont plus propices
pour le découpage d’un matériel spécifique et selon
l’épaisseur. Les informations suivantes expliquent
pourquoi certains gaz sont choisis et leurs influence
sur là pièce finie. D’autres influences telles que la
tension de l’arc et la pression/débit des gaz sont
abordées dans les Données de Procédé.
Référez-vous aux Données de Procédé de
Découpage dans cette section pour les réglages
recommandés relatives au débit/pression.
Épaisseurs entre .062" à .625" (1,6 mm à 15,9 mm)
• Face de coupe lisse
• Pratiquement pas de scories
Gaz au Plasma:
Gaz au Plasma: Nitrogène
Gaz au Plasma:Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur: Nitrogène/Méthane
Gaz Protecteur:Gaz Protecteur:
Le mélange de gaz protecteur est très important. Entre 2 et 3 parties de
Discussion:
Discussion:
Discussion:Discussion:
nitrogène, à 1 partie méthane est la proportion désirée. La proportion
incorrecte résultera en des scories denses.
4-10
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Référez-vous aux Données de Procédé de
AVIS
Découpage dans le manuel PT24 pour les
réglages recommandés relatives au
débit/pression.
4.3.3 Acier au Carbone
Épaisseur du
Épaisseur du
Épaisseur du Épaisseur du
Matériel:
Matériel:
Matériel:Matériel:
Qualités des
Qualités des
Qualités des Qualités des
Coupes:
Coupes:
Coupes:Coupes:
26 GA (.018") à 10 GA (.135") (0,5 mm à 3,4 mm)
• Face de coupe lisse
• Pratiquement pas de scories
Gaz au Plasma:
Gaz au Plasma:
Gaz au Plasma:Gaz au Plasma:
Ga
Gaz Protecteur:
z Protecteur:
GaGa
z Protecteur:z Protecteur:
Discussion:
Discussion:
Discussion:Discussion:
Épaisseur du
Épaisseur du
Épaisseur du Épaisseur du
Matériel:
Matériel:
Matériel:Matériel:
Qualités des
Qualités des
Qualités des Qualités des
Coupes:
Coupes:
Coupes:Coupes:
Gaz au Plasma:
Gaz au Plasma:
Gaz au Plasma:Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur:
Gaz Protecteur:Gaz Protecteur:
Discussion:
Discussion:
Discussion:Discussion:
Oxygène
Oxygène/Nitrogène
Gaz protecteur est normalement le nitrogène. Une petite quantité d’oxygène
mélangée avec du nitrogène peut efficacement réduire la formation de scories
sur un matériel mince de 26 GA à 10 GA d’acier au carbone. Par ailleurs, un
gaz protecteur d’oxygène seulement peut entraîner des résultats acceptables
pour les matériaux plus minces.
.125" à .75" (3,2 mm à 19,1 mm)
• Face de coupe lisse
• Pratiquement pas de scories
Oxygène
Nitrogène
Le découpage de l’acier au carbone avec de l’oxygène résultera en une réaction
exothermique. Cette réaction chimique cause le brûlement du carbone dans le
matériel semblable au découpage oxygène-gaz. Ceci, en plus de l’énergie
électrique, utilise des niveaux d’ampérage moins élevés sans perdre la vitesse
de découpage.
Précision Plasma avec Régulation du Débit Électronique -
4-11

SECTION 4 OPÉRATION
Référez-vous aux Données de Procédé de
AVIS
4.3.4 Acier Inoxydable
Découpage dans le manuel PT24 pour les réglages
recommandés relatives au débit/pression.
Épaisseur du Matériel:
Épaisseur du Matériel:
Épaisseur du Matériel:Épaisseur du Matériel:
Qualités des Coupes:
Qualités des Coupes:
Qualités des Coupes:Qualités des Coupes:
Gaz au Plasma:
Gaz au Plasma:
Gaz au Plasma:Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur:
Gaz Protecteur:Gaz Protecteur:
Discussion:
Discussion:
Discussion:Discussion:
ÉÉÉÉpaisseur du Matériel:
paisseur du Matériel:
paisseur du Matériel:paisseur du Matériel:
Qualités des Coupes:
Qualités des Coupes:
Qualités des Coupes:Qualités des Coupes:
Gaz au Plasma:
Gaz au Plasma:
Gaz au Plasma:Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur:
Gaz Protecteur:Gaz Protecteur:
22 GA (.028") à 16 GA (.062") (0,7 mm à 1,6 mm)
• Angle de coupe positif
• Excellente performance relative aux scories
• Surface de coupe brillante.
Nitrogène
Nitrogène/Méthane
Les vitesses de découpage élevées entraînent un angle positif de la face de
coupe. Utilisez une buse de 70 ampères à 50 ampères pour permettre la sortie
d’une quantité plus élevée de gaz par la buse.
26 GA (.018") à 16 GA (.062") (0,5 mm à 1,6 mm)
• Face de coupe foncée
• Pratiquement pas de scories
• Équerrage amélioré de la coupe
Oxygène
Oxygène/Nitrogène
4-12
Discussion:
Discussion:
Discussion:Discussion:
Épaisseur du Matériel:
Épaisseur du Matériel:
Épaisseur du Matériel:Épaisseur du Matériel:
Qualités des Coupes:
Qualités des Coupes:
Qualités des Coupes:Qualités des Coupes:
Gaz au Plasma:
Gaz au Plasma:
Gaz au Plasma:Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur:
Gaz Protecteur:Gaz Protecteur:
Discussion:
Discussion:
Discussion:Discussion:
Précision Plasma avec Régulation du Débit Électronique -
Une coupe plus équerre dans les matériaux minces est produite par un
ampérage de découpage plus bas et une vitesse moindre. L’oxygène entraîne
une tension de l’arc plus basse, améliorant l’équerrage de la coupe. La buse “B”
est utilisé à 30 ampères.
.125" à .625" (3,2 mm à 15,9 mm)
• Bord de la coupe est foncé
• Bonne performance relative aux scories
• Bon angle de la coupe
Air
Air
Quand ils sont identiques, les gaz au plasma et protecteur se mélangent. Ceci
produit un effet d’augmentation de la pression et du débit des gaz de
découpage. Cette augmentation de pression et du débit influence directement
l’équerrage de la coupe.

SECTION 4 OPÉRATION
Référez-vous aux Données de Procédé de
AVIS
Découpage pour les réglages recommandés
relatives au débit/pression.
Acier Inoxydable
Épaisseur du Matériel:
Épaisseur du Matériel: .125" à .625" (3,2 mm à 15,9 mm)
Épaisseur du Matériel:Épaisseur du Matériel:
• Bord de la coupe a une apparence mate
Qualités des Coupes:
Qualités des Coupes:
Qualités des Coupes:Qualités des Coupes:
• Couleur gris pâle
• Finition beaucoup plus lisse
• Possibilité d’une légère augmentation dans l’angle de la coupe
Gaz au Plasma:
Gaz au Plasma: Air
Gaz au Plasma:Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur: Air/Méthane
Gaz Protecteur:Gaz Protecteur:
Trop de méthane dans le mélange de gaz protecteur peut entraîner une
Discussion:
Discussion:
Discussion:Discussion:
augmentation de la formation de scories. Une proportion de 4:1 air au méthane
est recommandée. Possibilité d’une légère augmentation dans les angles de
coupe dû au fait que le méthane est un gaz combustible.
Épaisseur du Matériel:
Épaisseur du Matériel: .125" to .625" (3,2 mm to 15,9 mm)
Épaisseur du Matériel:Épaisseur du Matériel:
• Face de la coupe foncée semblable à l’air
Qualités des Coupes:
Qualités des Coupes:
Qualités des Coupes:Qualités des Coupes:
• Excellente performance relative aux scories
• Bon angle de la coupe
Gaz au Plasma:
Gaz au Plasma:
Gaz au Plasma:Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur:
Gaz Protecteur:Gaz Protecteur:
Discussion:
Discussion:
Discussion:Discussion:
Épaisseur du Matériel:
Épaisseur du Matériel: .187" to .625" (4,7 mm to 15,9 mm)
Épaisseur du Matériel:Épaisseur du Matériel:
Nitrogène
Nitrogène
Avec un mélange de gaz au plasma et protecteur le volume/pression du gaz
protecteur peut avoir un effet négatif sur l’équerrage de la coupe. Un volume de
gaz protecteur élevé produit un angle négatif à la coupe. Un volume plus bas
produit un angle positif.
• Face de la coupe brillante
Qualités des Cou
Qualités des Coupes:
Qualités des CouQualités des Cou
pes:
pes:pes:
• Formation d’un bec dans le bas
• La formation de scories peut être considérable et difficile à enlever.
Gaz au Plasma:
Gaz au Plasma:
Gaz au Plasma:Gaz au Plasma:
Gaz Protecteur::
Gaz Protecteur::
Gaz Protecteur::Gaz Protecteur::
Discussion:
Discussion:
Discussion:Discussion:
Nitrogène
Nitrogène/Méthane
Les taux de débit/pression peuvent affecter l’angle de la coupe dû au fait que le
méthane est un gaz combustible. Un débit/pression élevé résultera en un angle
de coupe négatif, un débit/pression bas résultera en un angle de coupe positif.
La proportion de nitrogène au méthane est 10 parties à 14 parties N
. La formation de bec sur la face de coupe inférieure est sévère donc le
CH
4
mélange du gaz protecteur nitrogène/méthane ne convient pas pour certaines
applications des pièces finies.
Précision Plasma avec Régulation du Débit Électronique -
/ 1 partie
2
4-13

SECTION 4 OPÉRATION
Cette page est en blanc intentionnellement.
4-14
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
4.4 Données de Procédé
4.4.1 Introduction
4.4.1 Introduction
4.4.1 Introduction4.4.1 Introduction
L’information qui suit est un résultat d’un grand
nombre d’heures d’essais et doit être observée en tant
que guide général pour l’installation et l’utilisation du
Système de Précision Plasmarc PT-24. Dans la plupart
des cas ces réglages produiront des coupes de
qualité. Les données comprennent les valeurs pour:
• le découpage de l’aluminium, le carbone et l’acier
inoxydable
• tension de l’arc (écart)
• vitesse de découpage
• courant (ampères)
• taux des débits de gaz pour toutes combinaisons
de gaz au plasma/protecteur
Les fichiers SDP contiennent des données identiques.
(Voir le manuel de contrôle pour de plus amples
renseignements sur les fichiers SDP.)
Vous trouverez également de l’information relative aux
numéros des pièces consommables pour le courant
en utilisation.
Précision Plasma avec Régulation du Débit Électronique -
4-15

SECTION 4 OPÉRATION
)
)
)
4.4.2 Données de Procédé
PT-24 Torche
Matériel:
Ampères:
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange :
Aluminium
30
Nitrogène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Méthane @ 100 PSI / 6.9 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21536 (3 trous
21536 (3 trous)
21536 (3 trous
21536 (3 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21541, "B"
21541, "B"
P/N P/N
21541, "B"21541, "B"
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protect
Protectrice P/N 22010
ProtectProtect
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
rice P/N 22010
rice P/N 22010rice P/N 22010
O
O O
4444----16
161616
Anneau
Anneau----O
AnneauAnneau
P/N996528
P/N996528
P/N996528P/N996528
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -
O -
- Reteneur Réf.
Reteneur Réf.
O O
--
Reteneur Réf. Reteneur Réf.

SECTION 4 OPÉRATION
Données de Procédé
PG
PG SG1
PGPG
Épaisseur du Matériel
PO 0.062 0.075 0.090 0.125 0.187 0.250
MM 1,6 1,9 2,3 3,2 4,7 6,4
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 45 45 45 45 45 45
SG1- Découpage 20 20 20 20 20 20
SG2- Débit/Coupe 10 10 10 10 10 10
N2 N2 CH4
0 0 0 0 0 0
40 40 40 40 40 40
55 55 55 55 55 55
30 Ampères
Aluminium
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
150 152 153 158 170 189
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote –BAS.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
150 135 105 78 30 25
3810 3429 2667 1981 762 635
Précision Plasma avec Régulation du Débit Électronique -
4444----17
17
1717

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Aluminium
55
Nitrogène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Méthane @ 100 PSI / 6.9 Bar
Corps de la Tor
Corps de la Torche
Corps de la TorCorps de la Tor
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----OOOO
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
che
cheche
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
4444----18
181818
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.062 0.125 0.187 0.250
MM 1,6 3,2 4,7 6,4
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 55 55 55 55
SG1- Découpage 20 20 20 20
SG2- Débit Coupe 10 10 10 10
N2 N2 CH4
0 0 0 0
45 45 45 45
75 75 75 85
55 Ampères
Aluminium
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
136 139 152 168
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
170 130 78 46
4318 3302 1981 1168
Précision Plasma avec Régulation du Débit Électronique -
4444----19
19
1919
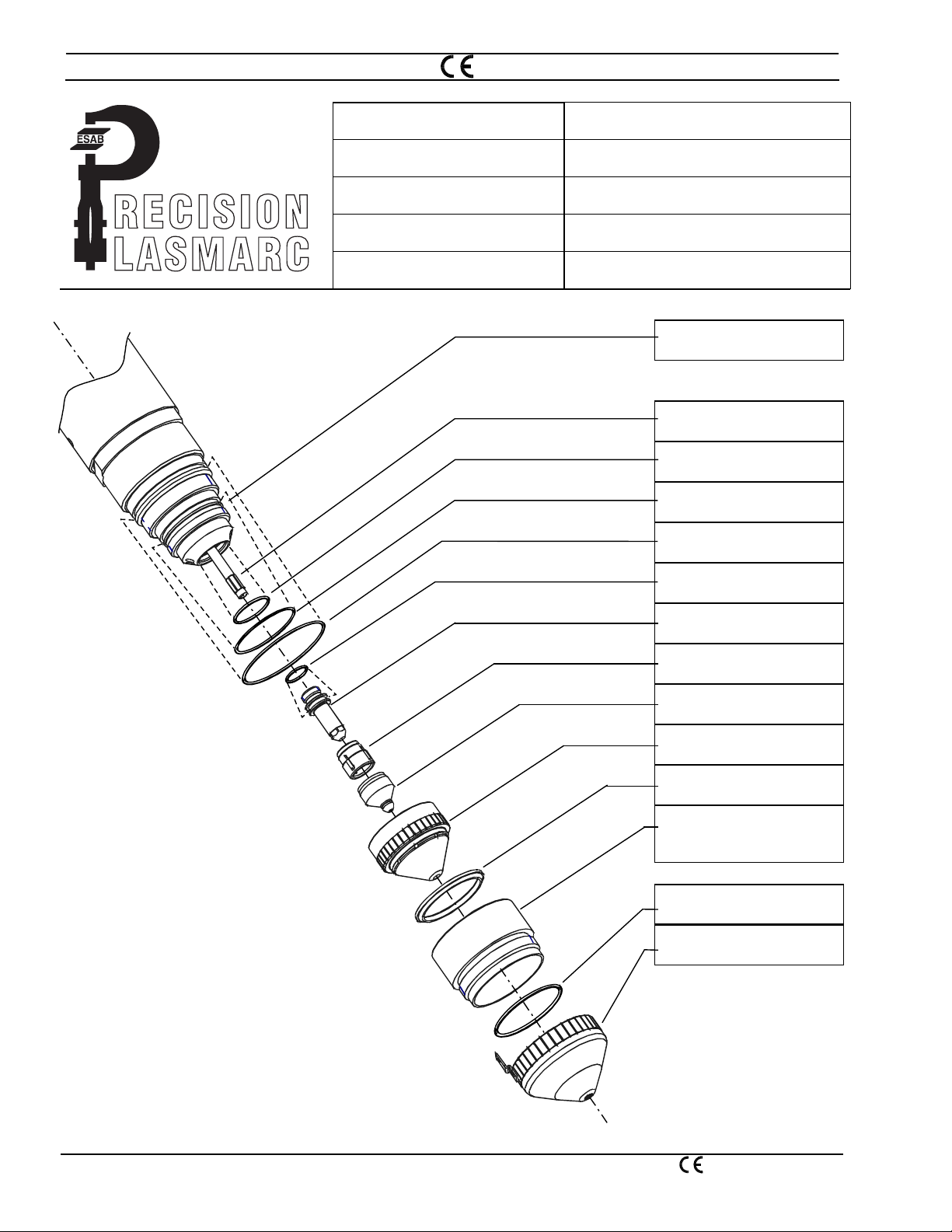
SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Aluminium
70
Nitrogène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Méthane @ 100 PSI / 6.9 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 9
P/N 950714
50714
P/N 9P/N 9
5071450714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
O
O O
4444----20
202020
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 45 45 45 45
SG1- Découpage 20 20 20 20
SG2- Débit/Coupe 10 10 10 10
N2 N2 CH4
0 0 0.1 0.2
65 65 65 65
50 50 100 100
70 Ampères
Aluminium
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
150 157 168 182
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
80 65 55 30
2032 1651 1397 762
Précision Plasma avec Régulation du Débit Électronique -
4444----21
21
2121

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Aluminium
100
Nitrogène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Méthane @ 100 PSI / 6.9 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Bus
Buse
e
Bus Bus
e e
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
O
O O
4444----22
222222
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 60 60 60 60
SG1- Découpage 31 31 31 31
SG2- Débit/Coupe 10 10 10 10
N2 N2 N2
0 0 0.1 0.1
80 80 80 80
100 100 100 100
100 Ampères
Aluminium
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
155 160 166 174
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
65 80 65 50
2413 2032 1778 1270
Précision Plasma avec Régulation du Débit Électronique -
4444----23
23
2323
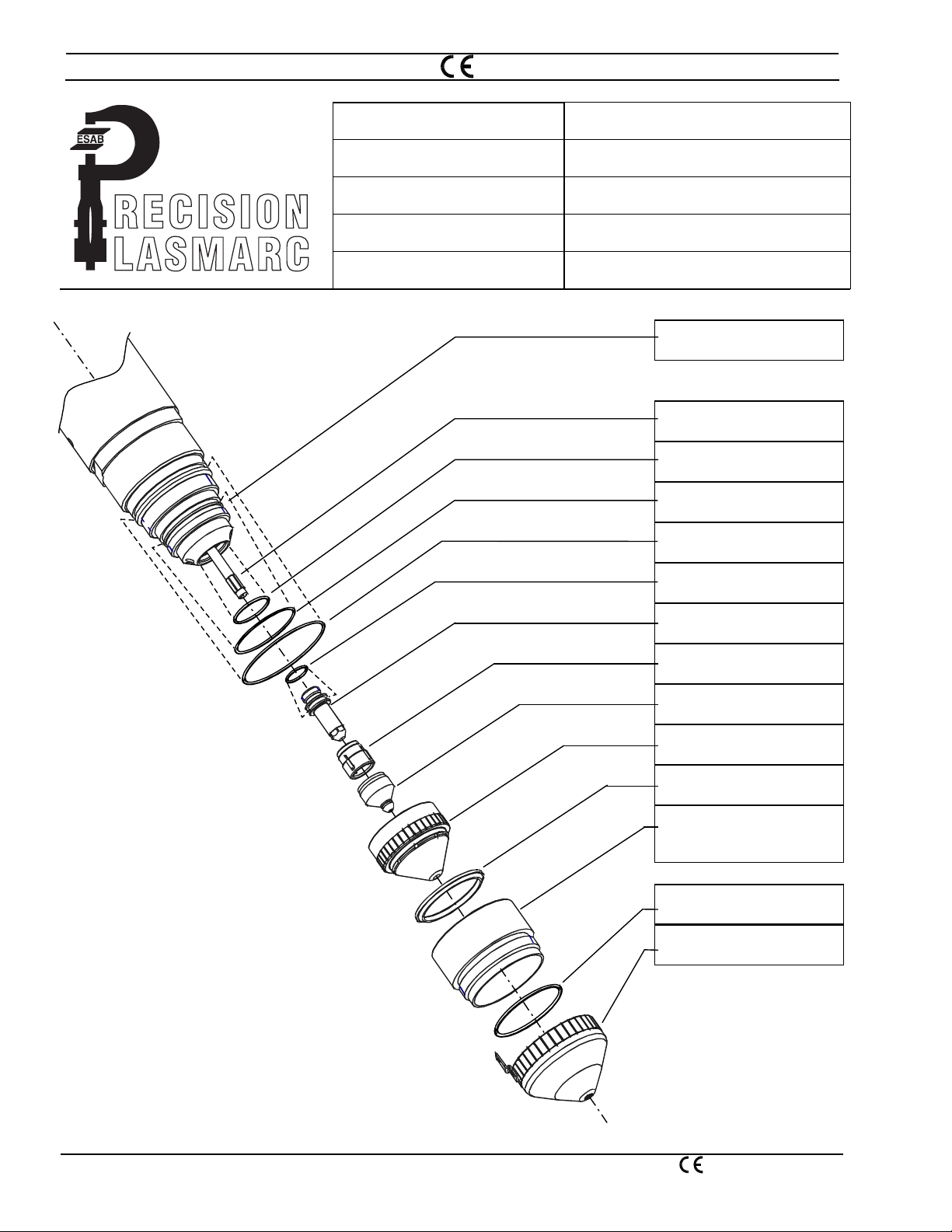
SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier au Carbone
16
Oxygène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Oxygène @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21852 (2 trous
21852 (2 trous)
21852 (2 trous
21852 (2 trous
P/N P/N
!!!!
Buse
Buse
Buse Buse
P/N
P/N 21540, "A"
21540, "A"
P/N P/N
21540, "A"21540, "A"
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectr
Cuvette protectrice/
Cuvette protectrCuvette protectr
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
ice/
ice/ ice/
O
O O
4444----24
242424
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 20GA 18GA 16GA 14GA 12GA 10GA
MM 0,9 1,2 1,6 2,0 2,7 3,4
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 20 20 20 20 20 20
SG1- Découpage 0 0 0 0 0 0
SG2- Débit/Coupe 6 6 6 6 6 6
O2 N2 O2
0 0 0 0.1 0.5 0.1
20 20 20 20 20 20
11 11 11 11 11 11
16 Ampères
Acier au Carbone
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
103 105 115 118 116 117
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – BAS.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
100 85 80 60 50 36
2540 2159 2032 1524 1270 914
Précision Plasma avec Régulation du Débit Électronique -
4444----25
25
2525

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier au Carbone
35
Oxygène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Oxygène @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Él
Électrode
ectrode
ÉlÉl
ectrodeectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21536 (3 trous
21536 (3 trous)
21536 (3 trous
21536 (3 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21541, "B"
21541, "B"
P/N P/N
21541, "B"21541, "B"
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /A
Reteneur /Anneau
Reteneur /AReteneur /A
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
nneau----O
nneaunneau
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
O
O O
4444----26
262626
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 14GA 0.125 0.135 0.187 0.250
MM 1,9 3,2 3,4 4,7 6,4
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 50 50 50 50 50
SG1- Découpage 0 0 0 0 0
SG2- Débit/Coupe 6 6 6 6 6
O2 N2 O2
0 0 0 0 0
38 38 38 38 38
15 15 15 15 15
35 Ampères
Acier au Carbone
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
113 119 120 122 124
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
80 55 52 40 30
3032 1397 1320 1016 762
Précision Plasma avec Régulation du Débit Électronique -
4444----27
27
2727

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier au Carbone
45
Oxygène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Oxygène @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N
P/N 21725
21725
P/NP/N
21725 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Reteneur/Diffuseur
Reteneur/Diffuseur de la
Reteneur/DiffuseurReteneur/Diffuseur
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
de la
de la de la
O
O O
4444----28
282828
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.125 0.135 0.187 0.250 0.375
MM 3,2 3,4 4,7 6,4 9,5
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 50 50 50 50 50
SG1- Découpage 16 16 16 16 10
SG2- Débit/Coupe 0 0 0 0 0
O2 N2 O2
0.3 0.3 0.3 0.3 0.4
50 50 50 50 50
20 20 20 20 20
45 Ampères
Acier au Carbone
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
108 111 114 121 124
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
60 50 45 35 20
1524 1270 1143 889 508
Précision Plasma avec Régulation du Débit Électronique -
4444----22229999

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier au Carbone
70
Oxygène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Oxygène @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chi
Chicane à Eau
cane à Eau
ChiChi
cane à Eaucane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Reten
Reteneur/Diffuseur de la
eur/Diffuseur de la
RetenReten
eur/Diffuseur de la eur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur
Reteneur
ReteneurReteneur
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
O
O O
4444----30
303030
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.187 0.250 0.312 0.375 0.500 0.625
MM 4,7 6,4 7,9 9,5 12,7 12,9
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 60 60 60 60 60 60
SG1- Découpage 33 33 33 33 20 20
SG2- Débit/Coupe 0 0 0 0 0 0
O2 N2 O2
0 0 0 0.1 0.2 0.5
60 60 60 60 60
25 25 25 25 25 25
70 Ampères
Acier au Carbone
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
108 110 114 113 135 140
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
110 100 70 60 30 25
2794 2413 1778 1524 762 635
Précision Plasma avec Régulation du Débit Électronique -
4444----31
31
3131

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier au Carbone
100
Oxygène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Oxygène @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur
Reteneur P/N 22531
ReteneurReteneur
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
P/N 22531
P/N 22531 P/N 22531
O
O O
4444----32
323232
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.312 0.375 0.500 0.625 0.750
MM 7,9 9,5 12,9 15,9 19,1
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 60 60 60 60 60
SG1- Découpage 30 30 30 30 30
SG2- Débit/Coupe 0 0 0 0 0
O2 N2 O2
0 0 0.1 0.1 0.1
80 80 80 80 80
30 30 30 30 30
100 Ampères
Acier au Carbone
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
115 120 132 137 143
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
90 80 50 30 25
2290 2030 1270 760 630
Précision Plasma avec Régulation du Débit Électronique -
4444----33
33
3333

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
30
Oxygène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Oxygène @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21536 (3 trous
21536 (3 trous)
21536 (3 trous
21536 (3 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21541, "B"
21541, "B"
P/N P/N
21541, "B"21541, "B"
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/
Protectrice P/N 22010
Protectrice P/Protectrice P/
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
N 22010
N 22010N 22010
O
O O
4444----34
343434
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 26GA 24GA 22GA 18GA 16GA
MM 0,4 0,6 0,7 1,2 1,6
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 40 40 40 40 40
SG1- Découpage 20 20 20 20 20
SG2- Débit/Coupe 5 5 5 5 5
O2 N2 O2
0 0 0 0 0
45 45 45 45 45
18 18 18 18 18
30 Ampères
Acier Inoxydable
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
105 105 107 109 111
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – BAS.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
250 200 190 140 100
6350 5080 4826 3556 2540
Précision Plasma avec Régulation du Débit Électronique -
4444----35
35
3535

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
50
Air @ 125 PSI / 8.6 Bar
Air @ 125 PSI / 8.6 Bar
Air @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chican
Chicane à Eau
e à Eau
ChicanChican
e à Eaue à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Reteneur
Reteneur/Diffuseur de la
ReteneurReteneur
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
/Diffuseur de la
/Diffuseur de la /Diffuseur de la
O -
O O
O
O O
- Reteneur (Réf.
Reteneur (Réf.
--
Reteneur (Réf. Reteneur (Réf.
4444----36
363636
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.125 0.187 0.250 0.375
MM 3,2 4,7 6,4 9,5
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 45 45 45 45
SG1- Découpage 35 35 35 35
SG2- Débit/Coupe 0 0 0 0
Air Air Air
0 0 01 0.2
60 60 60 60
95 95 95 95
50 Ampères
Acier Inoxydable
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
134 140 145 155
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
90 60 40 18
2286 1524 1016 457
Précision Plasma avec Régulation du Débit Électronique -
4444----37
37
3737

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
70
Air @ 125 PSI / 8.6 Bar
Air @ 125 PSI / 8.6 Bar
Air @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reten
Reteneur P/N 22531
RetenReten
O
O O
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
eur P/N 22531
eur P/N 22531eur P/N 22531
4444----38
383838
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 60 60 60 60
SG1- Découpage 40 40 40 40
SG2- Débit/Coupe 0 0 0 0
Air Air Air
0.3 0.4 0.5 0.6
70 70 70 70
95 95 95 95
70 Ampères
Acier Inoxydable
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
131 152 158 162
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
100 50 28 20
2540 1270 711 609
Précision Plasma avec Régulation du Débit Électronique -
4444----39
39
3939
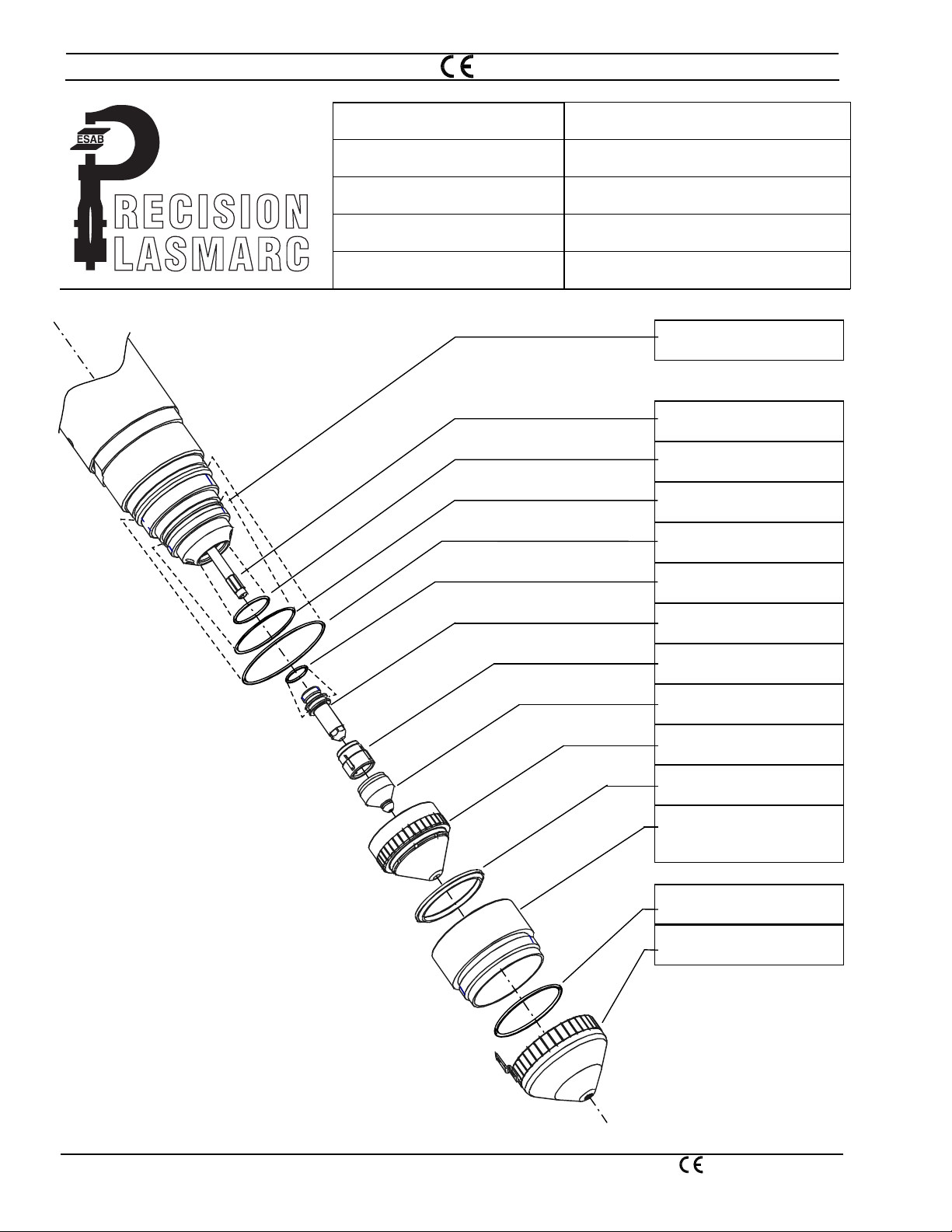
SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
100
Air @ 125 PSI / 8.6 Bar
Air @ 125 PSI / 8.6 Bar
Air @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21923, "E"
P/N P/N
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
21923, "E"
21923, "E"21923, "E"
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
O
O O
4444----40
404040
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG SG1
SG1 SG2
PGPG
SG1SG1
Épaisseur du Matériel
PO 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 60 60 60 60
SG1- Découpage 35 35 35 40
SG2- Débit/Coupe 0 0 0 0
Air Air Air
0.3 0.4 0.5 0.6
80 80 80 80
65 65 65 70
100 Ampères
Acier Inoxydable
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
129 135 142 150
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
80 60 35 25
2030 1520 889 635
Précision Plasma avec Régulation du Débit Électronique -
4444----41
41
4141

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
70
Air @ 125 PSI / 8.6 Bar
Air @ 125 PSI / 8.6 Bar
Méthane @ 100 PSI / 6.9 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21543, "D"
P/N P/N
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
21543, "D"
21543, "D"21543, "D"
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
O
O O
4444----42
424242
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.125 0.187 0.250 0.387 0.500
MM 3,2 4,7 6,4 9,5 12,7
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 60 60 60 60 60
SG1- Découpage 40 40 40 40 40
SG2- Débit/Coupe 10 10 10 10 10
Air Air CH4
0.2 0.3 0.4 0.5 0.6
70 70 70 70 70
100 100 100 100 100
70 Ampères
Acier Inoxydable
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
131 146 154 166 175
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
120 80 50 30 24
3048 2032 1270 762 609
Précision Plasma avec Régulation du Débit Électronique -
4444----43
43
4343

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
100
Air @ 125 PSI / 8.6 Bar
Air @ 125 PSI / 8.6 Bar
Méthane @ 100 PSI / 6.9 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21
P/N 21758
P/N 21P/N 21
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21923, "E"
P/N P/N
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
758
758758
21692 (4 trous)
21692 (4 trous
21692 (4 trous
21923, "E"
21923, "E"21923, "E"
O -
O O
O
O O
- Reteneur (Réf.
Reteneur (Réf.
--
Reteneur (Réf. Reteneur (Réf.
4444----44
444444
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 60 60 60 60
SG1- Découpage 40 40 40 40
SG2- Débit/Coupe 7 10 10 10
Air Air CH4
0.3 0.4 0.5 0.6
80 80 80 80
100 100 100 100
100 Ampères
Acier Inoxydable
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
140 150 159 170
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
80 60 35 25
2030 1524 889 635
Précision Plasma avec Régulation du Débit Électronique -
4444----45
45
4545

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
50
Nitrogène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!!
Buse
Buse
Buse Buse
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette prot
Cuvette protectrice/
Cuvette protCuvette prot
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
ectrice/
ectrice/ ectrice/
O
O O
4444----46
464646
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.125 0.187 0.250 0.375
MM 3,2 4,7 6,4 9,5
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 45 45 45 45
SG1- Découpage 35 35 35 35
SG2- Débit/Coupe 0 0 0 0
N2 N2
0 0 0.1 0.2
60 60 60 60
85 85 85 85
50 Ampères
Acier Inoxydable
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
128 133 144 155
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
90 60 40 22
2286 1524 1016 558
Précision Plasma avec Régulation du Débit Électronique -
4444----47
47
4747

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
70
Nitrogène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21543, "D"
P/N P/N
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reten
Reteneur P/N 22531
RetenReten
21543, "D"
21543, "D"21543, "D"
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
eur P/N 22531
eur P/N 22531eur P/N 22531
O
O O
4444----48
484848
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 60 60 60 60
SG1- Découpage 40 40 40 40
SG2- Débit/Coupe 0 0 0 0
N2 N2
0.3 0.4 0.5 0.6
70 70 70 70
95 95 95 95
70 Ampères
Acier Inoxydable
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
132 150 154 159
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
75 50 28 24
1905 1270 711 609
Précision Plasma avec Régulation du Débit Électronique -
4444----49
49
4949

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
100
Nitrogène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21923, "E"
P/N P/N
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Rete
Reteneur P/N 22531
ReteRete
21923, "E"
21923, "E"21923, "E"
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
neur P/N 22531
neur P/N 22531neur P/N 22531
O
O O
4444----50
505050
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 60 60 60 60
SG1- Découpage 50 35 35 35
SG2- Débit/Coupe 0 0 0 0
N2 N2
0.3 0.4 0.5 0.6
80 80 80 80
95 95 95 95
100 Ampères
Acier Inoxdable
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
135 145 153 157
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
80 60 35 25
2032 1520 889 635
Précision Plasma avec Régulation du Débit Électronique -
4444----51
51
5151

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
70
Nitrogène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Méthane @ 100 PSI / 6.9 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!! Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!! Buse
Buse
Buse Buse
P/N
P/N 21543, "D"
P/N P/N
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectric
Cuvette protectrice/
Cuvette protectricCuvette protectric
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
21543, "D"
21543, "D"21543, "D"
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
O
O O
e/
e/ e/
4444----52
525252
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 60 60 60 60
SG1- Découpage 43 43 43 43
SG2- Débit/Coupe 5 5 5 5
N2 N2 CH4
0.3 0.4 0.5 0.6
75 75 75 75
85 85 85 85
70 Ampères
Acier Inoxydable
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
136 150 159 162
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
75 50 28 24
1905 1270 711 609
Précision Plasma avec Régulation du Débit Électronique -
4444----53
53
5353

SECTION 4 OPÉRATION
)
)
)
PT-24 Torche
Gaz au Plasma:
Gaz Protecteur:
Gaz Protecteur Mélange:
Matériel:
Ampères:
Acier Inoxydable
100
Nitrogène @ 125 PSI / 8.6 Bar
Nitrogène @ 125 PSI / 8.6 Bar
Méthane @ 100 PSI / 6.9 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!!Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!!Buse
Buse
Buse Buse
P/N
P/N 21923, "E"
P/N P/N
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la
Reteneur/Diffuseur de la Reteneur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Re
Reteneur P/N 22531
ReRe
!!!! Chicane et Buse sont
remplaçables dans
l’extrémité avant de la
torche qui peuvent
21923, "E"
21923, "E"21923, "E"
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
teneur P/N 22531
teneur P/N 22531teneur P/N 22531
les seules pièces
varier selon
l’ampérage
O
O O
4444----54
545454
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Données de Procédé
PG
PG
SG1
PGPG
Épaisseur du Matériel
PO 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 5,9
Délai de Perçage (SEC.)
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
SG1-Démarrage 50 70 60 42
SG1- Découpage 45 45 45 42
SG2- Débit/Coupe 5 5 5 7
N2 N2 CH4
0.3 0.4 0.5 0.6
80 80 80 80
95 95 95 95
100 Ampères
Acier Inoxydable
SG1 SG2
SG1SG1
SG2
SG2SG2
Relevé de Débit
Tension de l’Arc (écart)
138 150 162 170
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
80 60 35 25
2032 1524 889 635
Précision Plasma avec Régulation du Débit Électronique -
4444----55
55
5555

SECTION 4 OPÉRATION
)
)
)
Marquage au Plasma - Buse “ B”
PT-24 Torche
Ampères:
Gaz au Plasma:
Gaz Protecteur:
10
Argon @ 125 PSI / 8.6 Bar
Air @ 125 PSI/ 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!!Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N 21536 (3 Trous
P/N 21536 (3 Trous)
P/N 21536 (3 Trous
P/N 21536 (3 Trous
!!!!Buse
Buse
Buse Buse
P/N 21541 “B”
P/N 21541 “B”
P/N 21541 “B”P/N 21541 “B”
Reteneur/
Reteneur/Diffuseur de la
Reteneur/Reteneur/
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
!!!! Chicane et Buse sont
remplaçables dans
l’extrémité avant de la
torche qui peuvent
Diffuseur de la
Diffuseur de la Diffuseur de la
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
les seules pièces
varier selon
l’ampérage
O
O O
4444----56
565656
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Marquage au Plasma
Données de Procédé
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
Relevé de Débit
SG1-Démarrage 35
SG1- Découpage 35
SG2- Débit/Coupe 0
35
35
Buse “ B”
10 Ampères
Tension de l’Arc (écart)
77
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
200
5080
Précision Plasma avec Régulation du Débit Électronique -
4444----57
57
5757

SECTION 4 OPÉRATION
Marquage au Plasma - Buse “ B”
PT-24 Torche
Ampères:
Gaz au Plasma:
Gaz Protecteur:
15
Argon @ 125 PSI / 8.6 Bar
Air @ 125 PSI/ 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 2175
P/N 21758888
P/N 2175P/N 2175
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!!Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N 21536 3 trous
P/N 21536 3 trous
P/N 21536 3 trousP/N 21536 3 trous
!!!!Buse
Buse
Buse Buse
P/N 21541 “B”
P/N 21541 “B”
P/N 21541 “B”P/N 21541 “B”
Retene
Reteneur/Diffuseur de la
ur/Diffuseur de la
ReteneRetene
ur/Diffuseur de la ur/Diffuseur de la
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
!!!! Chicane et Buse sont
l’extrémité avant de la
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
les seules pièces
remplaçables dans
torche qui peuvent
varier selon
l’ampérage
O
O O
4444----58
585858
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Marquage au Plasma
Données de Procédé
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
Relevé de Débit
SG1-Démarrage 35
SG1- Découpage 35
SG2- Débit/Coupe 0
35
35
Buse “ B”
15 Ampères
Tension de l’Arc (écart)
77
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
300
7620
Précision Plasma avec Régulation du Débit Électronique -
4444----59
59
5959

SECTION 4 OPÉRATION
)
)
)
Marquage au Plasma - Buse “ C”
PT-24 Torche
Ampères:
Gaz au Plasma:
Gaz Protecteur:
10
Argon @ 125 PSI / 8.6 Bar
Air @ 125 PSI/ 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chicane à Eau
Chicane à Eau
Chicane à EauChicane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!!Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!!Buse
Buse
Buse Buse
P/N 21542 “C”
P/N 21542 “C”
P/N 21542 “C”P/N 21542 “C”
Reteneur/D
Reteneur/Diffuseur de la
Reteneur/DReteneur/D
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
iffuseur de la
iffuseur de la iffuseur de la
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
O
O O
4444----60
606060
Précision Plasma avec Régulation du Débit Électronique -

SECTION 4 OPÉRATION
Marquage au Plasma
Données de Procédé
Paramètres d’Installation (voir notes)
Gaz Plasma - Démarrage 1
Gaz Plasma - Découpage 1
Gaz
Protecteur
(Relevé de
Débit)
Relevé de Débit
SG1-Démarrage 37
SG1- Découpage 37
SG2- Débit/Coupe 0
62
62
Buse “ C”
10 Ampères
Tension de l’Arc (écart)
77
Vitesse de Déplacement
IPM
MM/MIN
Notes:
1. Arc Pilote – HAUT.
2. Gaz de découpage et ALT se mélangent dans Régulation du Débit.
3. Flotteur – Centre de la Boule
100
2540
Précision Plasma avec Régulation du Débit Électronique -
4444----61
61
6161

SECTION 4 OPÉRATION
)
)
)
Marquage au Plasma - Buse “ C”
PT-24 Torche
Ampères:
Gaz au Plasma:
Gaz Protecteur:
15
Argon @ 125 PSI / 8.6 Bar
Air @ 125 PSI/ 8.6 Bar
Corps de la Torche
Corps de la Torche
Corps de la TorcheCorps de la Torche
P/N 21758
P/N 21758
P/N 21758P/N 21758
Chic
Chicane à Eau
ane à Eau
ChicChic
ane à Eauane à Eau
P/N 21725
P/N 21725
P/N 21725P/N 21725
Anneau
Anneau----OOOO
AnneauAnneau
P/N 638797
P/N 638797
P/N 638797P/N 638797
Anneau
Anneau----OOOO
AnneauAnneau
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
Anneau
Anneau----OOOO
AnneauAnneau
P/N 950714
P/N 950714
P/N 950714P/N 950714
Anneau
Anneau----OOOO
AnneauAnneau
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Électrode
Électrode
ÉlectrodeÉlectrode
P/N 21539
P/N 21539
P/N 21539P/N 21539
!!!!Chicane à Turbulence
Chicane à Turbulence
Chicane à Turbulence Chicane à Turbulence
P/N
P/N 21692 (4 trous
21692 (4 trous)
21692 (4 trous
21692 (4 trous
P/N P/N
!!!!Buse
Buse
Buse Buse
P/N 21542 “C”
P/N 21542 “C”
P/N 21542 “C”P/N 21542 “C”
Reteneur/Diffu
Reteneur/Diffuseur de la
Reteneur/DiffuReteneur/Diffu
Buse P/N 22007
Buse P/N 22007
Buse P/N 22007Buse P/N 22007
Isolateur de la Cuvette
Isolateur de la Cuvette
Isolateur de la Cuvette Isolateur de la Cuvette
Protectrice P/N 22010
Protectrice P/N 22010
Protectrice P/N 22010Protectrice P/N 22010
Protecteur Isolant
Protecteur Isolant
Protecteur Isolant Protecteur Isolant
Reteneur /Anneau
Reteneur /Anneau----O
Reteneur /AnneauReteneur /Anneau
P/N 21712
P/N 21712
P/N 21712P/N 21712
Anneau
Anneau----O
AnneauAnneau
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Cuvette protectrice/
Cuvette protectrice/
Cuvette protectrice/ Cuvette protectrice/
Reteneur P/N 22531
Reteneur P/N 22531
Reteneur P/N 22531Reteneur P/N 22531
!!!! Chicane et Buse sont
les seules pièces
remplaçables dans
l’extrémité avant de la
torche qui peuvent
varier selon
l’ampérage
O -
- Reteneur (Réf.
Reteneur (Réf.
O O
--
Reteneur (Réf. Reteneur (Réf.
seur de la
seur de la seur de la
O
O O
4444----62
626262
Précision Plasma avec Régulation du Débit Électronique -
 Loading...
Loading...