

ESAB Precision Plasmarc System with Electronic Flow Control Installation manual / Instruction manual [sv]

F-15-667
december, 2001
Swedish
Manual för installation, drift och underhåll av
PRECISION PLASMARC SYSTEM
med elektronisk flödesreglering
CUTTING SYSTEMS
411 s. Ebenezer Road
Florence, SC 29501-0545

Den utrustning som beskrivs i den här manualen kan vara
farlig. Var försiktig när du installerar, kör och underhåller
denna utrustning.
Köparen är ensam ansvarig för att sköta och
använda alla köpta varor på ett säkert sätt, bl.a. att
arbeta i enlighet med OSHA:s regler och andra
statliga bestämmelser. ESAB Cutting Systems har
inget ansvar för personskador eller annan skada
som kan uppstå vid användning av någon vara
tillverkad eller såld av ESAB. Se ESAB:s
standardvillkor och förutsättningar för försäljning
eller för ett specifikt uttalande om ESAB:s
skyldigheter och begränsningar av ansvar.
ESAB Cutting Systems prioritet nummer ett är att kunden
ESAB Cutting Systems prioritet nummer ett är att kunden
ESAB Cutting Systems prioritet nummer ett är att kunden ESAB Cutting Systems prioritet nummer ett är att kunden
blir helt och hållet nöjd. Vi söker ständigt nya sätt att
blir helt och hållet nöjd. Vi söker ständigt nya sätt att
blir helt och hållet nöjd. Vi söker ständigt nya sätt att blir helt och hållet nöjd. Vi söker ständigt nya sätt att
förbättra våra varor, vår service och vår
förbättra våra varor, vår service och vår dokumentation.
förbättra våra varor, vår service och vår förbättra våra varor, vår service och vår
Som ett resultat av detta, gör vi förbättringar och/eller
Som ett resultat av detta, gör vi förbättringar och/eller
Som ett resultat av detta, gör vi förbättringar och/eller Som ett resultat av detta, gör vi förbättringar och/eller
kontruktionsändringar efter behov. ESAB anstränger sig
kontruktionsändringar efter behov. ESAB anstränger sig
kontruktionsändringar efter behov. ESAB anstränger sig kontruktionsändringar efter behov. ESAB anstränger sig
verkligen för att se till att dokumentationen är aktuell. Vi
verkligen för att se till att dokumentationen är aktuell. Vi
verkligen för att se till att dokumentationen är aktuell. Vi verkligen för att se till att dokumentationen är aktuell. Vi
kan inte garantera att allt som våra kunder får beskriver
kan inte garantera att allt som våra kunder får beskriver
kan inte garantera att allt som våra kunder får beskriver kan inte garantera att allt som våra kunder får beskriver
de sena
de senaste konstruktionsändringar. Därför kan
de senade sena
informationen i denna skrift ändras utan förvarning.
informationen i denna skrift ändras utan förvarning.
informationen i denna skrift ändras utan förvarning.informationen i denna skrift ändras utan förvarning.
Denna manual har ESABs detaljnummer F15667
Denna manual har ESABs detaljnummer F15667
Denna manual har ESABs detaljnummer F15667Denna manual har ESABs detaljnummer F15667
Nytt datum (april,01) har införts för att detaljnummer har
lagts till i avdelning 2.
(December,01) ersättandet komponenten kapitalet
modifierat
Denna manual är till för att underlätta arbetet för
skärmaskinköparen. Den utgör inte ett avtal eller annan
ansvarsförbindelse från ESAB Cutting Systems sida.
ste konstruktionsändringar. Därför kan
ste konstruktionsändringar. Därför kan ste konstruktionsändringar. Därför kan
dokumentation.
dokumentation. dokumentation.
©©©© ESAB Cutting Systems, 2001
Tryckt i U.S.A.

Precision Plasmarc elektronisk flödesreglering Innehållsförteckning
Sida
Avdelning 1 Säkerhet
1.1 Introduktion......................................................................................... 1
1.2 Beteckningssystem och symboler........................................................ 1
1.3 Allmän information gällande säkerhet ................................................... 2
1.4 Försiktighetsåtgärder vid installation..................................................... 3
1.5 Elektrisk jordning ................................................................................. 4
1.6 Att sköta en Plasmaskärmaskin ........................................................... 4
1.7 Försiktighetsåtgärder vid underhåll....................................................... 8
1.8 Säkerhetshänvisningar......................................................................... 9
Avdelning 2 Beskrivning
2.1 Allmänt................................................................................................ 1
2.2 Omfång............................................................................................... 1
2.3 Tillgängliga paketval............................................................................. 1-2
2.4 Tekniska specifikationer för Precision Plasmarc
2.4.1 Systemet..................................................................................... 2-3
2.4.2 Plasmagas .................................................................................. 4
2.4.3 Startgas ...................................................................................... 4
2.4.4 Sekundärgas............................................................................... 4
2.4.5 PT-24-brännare........................................................................... 4
Avdelning 3 Installation
3.1 Allmänt................................................................................................ 1
3.2 Erforderlig utrustning ........................................................................... 1
3.3 Plats ................................................................................................... 1
3.4 Elektrisk uppkoppling på primärsidan................................................... 2
3.5 Mellankopplingsledningar..................................................................... 4
Kopplingschema för Precision Plasmarcs interna ledningar................... 7
3.6 Montering av brännare......................................................................... 10
3.7 Kylmedel för brännaren........................................................................ 11
3.8 Inspektion av gas- och kylmedelledningar ............................................ 12
3.9 Att byta ut EPROM i kraftenhetens
programmerbara logiska styrenhet....................................................... 13
i

Precision Plasmarc elektronisk flödesreglering Innehållsförteckning
k
Avdelning 4 Drift
4.1 Primärsidans kontrollenheter
4.1.1 Huvudströmbrytare ..................................................................... 1
4.1.2 Strömställare för pilotbåge........................................................... 1
4.1.3 Varningslampor........................................................................... 2
4.1.4 Mätare........................................................................................ 2
4.1.5 Omställare för strömstyrkereglering.............................................. 3
4.2 Skärkvalitet
4.2.1 Introduktion................................................................................. 3
4.2.2 Skärvinkel ................................................................................... 4
4.2.3 Planhet i snittet ........................................................................... 5
4.2.4 Ytans struktur ............................................................................. 6
4.2.5 Slagg.......................................................................................... 7
4.2.6 Dimensionell noggrannhet ........................................................... 9
4.3 Gasalternativens inverkan på skärkvaliteten
4.3.1 Introduktion................................................................................. 10
4.3.2 Aluminium................................................................................... 10
4.3.3 Kolstål ........................................................................................ 11
4.3.4 Rostfritt stål................................................................................. 12
4.4 Processdata
4.4.1 Introduktion................................................................................. 15
4.4.2 Processdata ............................................................................... 16
Plasma för märkning 56
4.4.3 Förhållandet mellan skärsnittsbredd och ampere och
materialtjockle
.......................................................................................... 78
4.4.3.1 Skärsnittsvärden för aluminium ........................................... 78
4.4.3.2 Skärsnittsvärden för kolstål.................................................. 80
4.4.3.3 Skärsnittsvärden för rostfritt stål O/N/O
4.4.3.4 Skärsnittsvärden för rostfritt stål Luft/Luft/CH
4.4.3.5 Skärsnittsvärden för rostfritt stål N/N/CH
............................ 83
...................... 84
.......................... 85
4.4.3.6 Skärsnittsvärden rostfritt stål N/N....................................... 86
4.4.3.7 Skärsnittsvärden för rostfritt stål Luft/Luft............................. 88
ii

Precision Plasmarc elektronisk flödesreglering Innehållsförteckning
Avdelning 5 Underhåll
5.1 Allmänt................................................................................................ 1
5.2 Inspektion och rengöring ..................................................................... 1
5.3 Beskrivning av PT-24-brännaren.......................................................... 2
5.4 Unnderhåll av brännare........................................................................ 5
5.5 Demontering och inspektion av slitdelar i PT-24 ................................... 7
5.6 Hopmontering..................................................................................... 9
Avdelning (Section) 6 Troubleshooting
6.1 General Safety..................................................................................... 1
6.2 Programmable Logic Controller (PLC) ................................................. 1
6.2.1 PLC LED Introduction................................................................. 2
6.2.2 PLC LED Functions .................................................................... 2
6.3 Troubleshooting Guide
6.3.1 Reduced Consumable Life........................................................... 3
6.3.2 Poor Cut Quality .......................................................................... 4
6.3.3 No Pilot Arc................................................................................. 4
6.3.4 No Arc Transfer ........................................................................... 4
6.3.5 No Preflow .................................................................................. 4
6.3.6 Torch Fails to Fire........................................................................ 4
6.3.7 Nozzle Life Extremely Short.......................................................... 5
6.3.8 Short Electrode Life ..................................................................... 5
6.3.9 Short Electrode AND Nozzle Life.................................................. 5
6.4 Flow Control Schematic....................................................................... 6
6.5 Gas Flow Schematic............................................................................ 7
6.6 Junction Box Wiring Diagram............................................................... 8
6.7 Junction Box Schematic....................................................................... 9
6.8 Precision Plasma Power Module Wiring Diagram.................................. 10-11
6.9 Power Module Schematic.................................................................... 12
6.10 Power Source Wiring Diagrams ......................................................... 13-17
6-11 Power Source Schematic.................................................................. 18-19
Continued
iii

Precision Plasmarc elektronisk flödesreglering Innehållsförteckning
6.12 Technical Guide to Using/Understanding the Operation of the EFC .... 20
6.12.1 Precision Process Timers .......................................................... 21
6.12.2 Process Timer Values................................................................ 22
6.12.3 Process Window Key Functions ................................................ 23
6.12.4 Proportional Valve Analog Values for PARAM.CUT
PARAM.CUT and DEF.TEC
PARAM.CUTPARAM.CUT
DEF.TEC....
DEF.TECDEF.TEC
.... 24
........
6.12.5 Process Gas Selection Requirements ........................................ 25
6.12.6 EFC Process Gas Flow Chart .................................................... 26
6.12.7 Station On, Flush/Pressurize Cycle Timers................................. 27
6.12.8 Solenoid/Proportional Valve Requirements and Gas Error Monitoring
Carbon Steel PG-O
Carbon Steel PG-O
Carbon Steel PG-O
Stainless Steel PG-N
Stainless Steel PG-N
, SG-O
..................................................... 28
, SG-N/O................................................. 30
, Sg-O
...................................................... 32
, SG-N
, SG-N
.................................................. 34
/CH
............................................ 36
Stainless Steel PG-Air, SG-Air .................................................. 38
Stainless Steel PG-Air, SG-Air/CH
Aluminum PG-N
Aluminum PG-N
, SG- N
, SG-N
......................................................... 42
/CH
........................................... 40
................................................... 44
Marking PG-Argon, SG-Air....................................................... 46
Avdelning (Section) 7 Replacement Parts
7.1 General............................................................................................... 1
7.2 Ordering ............................................................................................. 2
7.3 Plasmarc Power Source – Exterior Components.................................. 3
7.4 Plasmarc Power Source – Internal Components .................................. 8
7.5 Power Source Module......................................................................... 18
7.6 EFC Junction Box............................................................................... 26
7.7 Electronic Flow Control Box ................................................................ 32
7.8 PT-24 Torch Assembly EFC Series A/M.............................................. 36
7.9 T Gas Shut-off Valve Assembly - Series A/M Torch.............................. 38
7.10 PT-24 Torch Assembly – Version 1.................................................... 40
7.11 Solenoid Assembly - EFC Torch – Version 1 ...................................... 42
Kund/teknisk information
Baksidan av
manualomslaget
iv

AVDELNING 1 SÄKERHET
1.1 Introduktion
1.2 Beteckningssystem och symboler
!
!
FARA
Möjligheten att skära metaller med en
plasmautrustning ger industrin ett värdefullt och
mångsidigt redskap. ESAB skärmaskiner är
konstruerade för att vara både säkra att använda och
effektiva. Men för alla maskinredskap är det
nödvändigt att ägna tillbörlig uppmärksamhet åt rutiner
för handhavande, försiktighetsåtgärder och
säkerhetsregler för att man ska kunna få full nytta av
dem. Vare sig man sysslar med drift och underhåll,
eller är en åskådare måste man vidtaga etablerade
försiktighetsåtgärder och följa alla säkerhetsregler. Om
man inte följer säkerhetsanvisningarna kan det
resultera i allvarliga personalskador eller svåra skador
på utrustningen. Följande försiktighetsåtgärder är
allmänna riktlinjer som gäller när man arbetar med
skärmaskiner. Mer utförliga försiktighetsåtgärder
gällande själva maskinen och dess tillbehör finns i
instruktionshäftet. För att få mer allmän
säkerhetsinformation gällande skär- och
svetsmaskiner, skaffa och läs skrifterna i listan
Säkerhetshänvisningar.
Följande ord och symboler används i hela manualen.
De indikerar olika nivåer av engagemang i
säkerhetsfrågor.
PÅ ALERTEN eller UPPMÄRKSAMHET. Det
handlar om din säkerhet eller möjliga fel på
utrustningen. Används tillsammans med andra
symboler och annan information.
Används för att påkalla uppmärksamhet
gällande omedelbara faror som, om de inte
undviks, kommer att resultera i allvarliga
personskador eller dödsfall.
VARNING
!
!
FÖRSIKTIGHET
FÖRSIKTIGHET
MÄRK VÄL
Precision Plasma med Elektronisk Flödesreglering - 1-1
Används för att påkalla uppmärksamhet
gällande potentiella faror som kan resultera i
personskador eller dödsfall.
Används för att påkalla uppmärksamhet
gällande faror som kan resultera i mindre
personskador eller skador på utrustningen.
Används för att påkalla uppmärksamhet
gällande mindre faror för utrustningen.
Används för att påkalla uppmärksamhet
beträffande viktig information gällande
installation, handhavande eller underhåll
som inte är direkt relaterade till säkerheten.

AVDELNING 1 SÄKERHET
1.3 Allmän information gällande säkerhet
Maskinen startar automatiskt.
VARNING
!
Denna utrustning rör sig i olika riktningar och farter.
Denna utrustning rör sig i olika riktningar och farter.
Denna utrustning rör sig i olika riktningar och farter.Denna utrustning rör sig i olika riktningar och farter.
• Rörliga maskiner kan krossa.
Rörliga maskiner kan krossa.
Rörliga maskiner kan krossa.Rörliga maskiner kan krossa.
• Endast kvalificerad personal bör köra eller
Endast kvalificerad personal bör köra eller
Endast kvalificerad personal bör köra ellerEndast kvalificerad personal bör köra eller
underhålla maskinen.
underhålla maskinen.
underhålla maskinen.underhålla maskinen.
• Håll all personal, allt material och alla redskap som
Håll all personal, allt material och alla redskap som
Håll all personal, allt material och alla redskap somHåll all personal, allt material och alla redskap som
ej är inblandade i produktionsprocessen borta från
ej är inblandade i produktionsprocessen borta från
ej är inblandade i produktionsprocessen borta frånej är inblandade i produktionsprocessen borta från
hela systemområdet.
hela systemområdet.
hela systemområdet.hela systemområdet.
• Håll alla rörliga glidytor fria från skräp eller andra
Håll alla rörliga glidytor fria från skräp eller andra
Håll alla rörliga glidytor fria från skräp eller andraHåll alla rörliga glidytor fria från skräp eller andra
hinder, såsom verktyg eller kläder.
hinder, såsom verktyg eller kläder.
hinder, såsom verktyg eller kläder.hinder, såsom verktyg eller kläder.
• Spärra av hela arbetsområdet för att förhindra att
Spärra av hela arbetsområdet för att förhindra att
Spärra av hela arbetsområdet för att förhindra attSpärra av hela arbetsområdet för att förhindra att
personer passerar igenom området eller står i
personer passerar igenom området eller står i
personer passerar igenom området eller står ipersoner passerar igenom området eller står i
området när arbete med utrustningen pågår.
området när arbete med utrustningen pågår.
området när arbete med utrustningen pågår.området när arbete med utrustningen pågår.
• Sätt upp lämpliga VARNINGsskyltar vid ingången
Sätt upp lämpliga VARNINGsskyltar vid ingången
Sätt upp lämpliga VARNINGsskyltar vid ingångenSätt upp lämpliga VARNINGsskyltar vid ingången
till varje arbetsområde.
till varje arbetsområde.
till varje arbetsområde.till varje arbetsområde.
VARNING
!
• Följ rutiner för avstängning före underhåll.
Följ rutiner för avstängning före underhåll.
Följ rutiner för avstängning före underhåll.Följ rutiner för avstängning före underhåll.
Om man inte följer instruktionerna för
skötsel av utrustningen kan det resultera i
dödsfall eller allvarliga skador.
Läs och se till att du förstår denna instruktionsbok
Läs och se till att du förstår denna instruktionsbok
Läs och se till att du förstår denna instruktionsbokLäs och se till att du förstår denna instruktionsbok
innan du använder maskinen.
innan du använder maskinen.
innan du använder maskinen.innan du använder maskinen.
• Läs hela proceduren innan du börjar köra eller
Läs hela proceduren innan du börjar köra eller
Läs hela proceduren innan du börjar köra ellerLäs hela proceduren innan du börjar köra eller
utför något underhåll på systemet.
utför något underhåll på systemet.
utför något underhåll på systemet.utför något underhåll på systemet.
• Speciell uppmärksamhet måste ägnas alla
Speciell uppmärksamhet måste ägnas alla
Speciell uppmärksamhet måste ägnas allaSpeciell uppmärksamhet måste ägnas alla
varningar för faror, som innehåller viktig
varningar för faror, som innehåller viktig
varningar för faror, som innehåller viktigvarningar för faror, som innehåller viktig
information gällande personalens säkerhet
information gällande personalens säkerhet
information gällande personalens säkerhetinformation gällande personalens säkerhet
och/eller möjliga skador på utrustningen.
och/eller möjliga skador på utrustningen.
och/eller möjliga skador på utrustningen.och/eller möjliga skador på utrustningen.
• Alla säkerhetsåtgärder gällande elektrisk
Alla säkerhetsåtgärder gällande elektrisk
Alla säkerhetsåtgärder gällande elektriskAlla säkerhetsåtgärder gällande elektrisk
utrustning och körning av maskinen måste
utrustning och körning av maskinen måste
utrustning och körning av maskinen måsteutrustning och körning av maskinen måste
strängt följas av alla som ansvarar för systemet
strängt följas av alla som ansvarar för systemet
strängt följas av alla som ansvarar för systemetsträngt följas av alla som ansvarar för systemet
eller har tillgång till det.
eller har tillgång till det.
eller har tillgång till det.eller har tillgång till det.
• Läs alla säkerhetsskrifter som ert företag gjort
Läs alla säkerhetsskrifter som ert företag gjort
Läs alla säkerhetsskrifter som ert företag gjortLäs alla säkerhetsskrifter som ert företag gjort
tillgängliga.
tillgängliga.
tillgängliga.tillgängliga.
Precision Plasma med Elektronisk Flödesreglering -1-2

AVDELNING 1 SÄKERHET
Om man inte följer instruktionerna på
VARNING
!
1.4 Försiktighetsåtgärder vid installation
varningslapparna kan det resultera i
dödsfall eller allvarliga skador.
Läs och se till att du förstår alla varningslappar på
Läs och se till att du förstår alla varningslappar på
Läs och se till att du förstår alla varningslappar påLäs och se till att du förstår alla varningslappar på
maskinen.
maskinen.
maskinen.maskinen.
Vänd dig till instruktionsboken för ytterligare
Vänd dig till instruktionsboken för ytterligare
Vänd dig till instruktionsboken för ytterligareVänd dig till instruktionsboken för ytterligare
säkerhetsinformation.
säkerhetsinformation.
säkerhetsinformation.säkerhetsinformation.
VARNING
!
Felaktigt installerad utrustning kan orsaka
skada eller dödsfall.
Följ dessa riktlinjer när du installerar maskinen:
Följ dessa riktlinjer när du installerar maskinen:
Följ dessa riktlinjer när du installerar maskinen:Följ dessa riktlinjer när du installerar maskinen:
Koppla inte en gascylinder till maskinen. En lämplig
Koppla inte en gascylinder till maskinen. En lämplig
Koppla inte en gascylinder till maskinen. En lämpligKoppla inte en gascylinder till maskinen. En lämplig
tryckregulator måste installeras på en
tryckregulator måste installeras på en
tryckregulator måste installeras på entryckregulator måste installeras på en
bränselgascylinder för att minska trycket till ett rimligt
bränselgascylinder för att minska trycket till ett rimligt
bränselgascylinder för att minska trycket till ett rimligtbränselgascylinder för att minska trycket till ett rimligt
ingångstryck. Maskinregulatorn användas sedan för
ingångstryck. Maskinregulatorn användas sedan för
ingångstryck. Maskinregulatorn användas sedan föringångstryck. Maskinregulatorn användas sedan för
att det tryck som facklorna kräver erhålls.
att det tryck som facklorna kräver erhålls.
att det tryck som facklorna kräver erhålls.att det tryck som facklorna kräver erhålls.
Kontakta din ESAB-representant före installation.
Kontakta din ESAB-representant före installation.
Kontakta din ESAB-representant före installation.Kontakta din ESAB-representant före installation.
Han/hon kan föreslå vissa försiktighetsåtgärder
Han/hon kan föreslå vissa försiktighetsåtgärder
Han/hon kan föreslå vissa försiktighetsåtgärderHan/hon kan föreslå vissa försiktighetsåtgärder
gällande installation av rörledningar och lyftning av
gällande installation av rörledningar och lyftning av
gällande installation av rörledningar och lyftning avgällande installation av rörledningar och lyftning av
maskinen, etc. för att säkerställa maximal säkerhet.
maskinen, etc. för att säkerställa maximal säkerhet.
maskinen, etc. för att säkerställa maximal säkerhet.maskinen, etc. för att säkerställa maximal säkerhet.
Försök aldrig att modifiera maskinen eller att lägga till
Försök aldrig att modifiera maskinen eller att lägga till
Försök aldrig att modifiera maskinen eller att lägga tillFörsök aldrig att modifiera maskinen eller att lägga till
någonting till apparaten utan att först rådfråga en
någonting till apparaten utan att först rådfråga en
någonting till apparaten utan att först rådfråga ennågonting till apparaten utan att först rådfråga en
kvalificerad ESAB-representant.
kvalificerad ESAB-representant.
kvalificerad ESAB-representant.kvalificerad ESAB-representant.
Observera kraven på fritt utrymme runt maskinen för
Observera kraven på fritt utrymme runt maskinen för
Observera kraven på fritt utrymme runt maskinen förObservera kraven på fritt utrymme runt maskinen för
korrekt körning och för personalens säkerhet.
korrekt körning och för personalens säkerhet.
korrekt körning och för personalens säkerhet.korrekt körning och för personalens säkerhet.
Precision Plasma med Elektronisk Flödesreglering - 1-3

AVDELNING 1 SÄKERHET
1.5 Elektrisk jordning
Elektrisk jordning är absolut nödvändig för korrekt
användning av maskinen och för SÄKERHETEN. Vänd
dig till denna manuals installationsavdelning för
detaljerade jordningsinstruktioner.
Fara för elektrisk stöt.
VARNING
!
Felaktig jordning kan orsaka allvarliga skador eller
Felaktig jordning kan orsaka allvarliga skador eller
Felaktig jordning kan orsaka allvarliga skador ellerFelaktig jordning kan orsaka allvarliga skador eller
dödsfall.
dödsfall.
dödsfall.dödsfall.
Maskinen måste vara jordad på rätt sätt innan den
Maskinen måste vara jordad på rätt sätt innan den
Maskinen måste vara jordad på rätt sätt innan denMaskinen måste vara jordad på rätt sätt innan den
börjar användas.
börjar användas.
börjar användas.börjar användas.
Felaktig jordning kan skada maskinen och
VARNING
!
elektriska komponenter.
1.6 Att sköta en Plasmaskärmaskin
VARNING
!
• Maskinen måste vara jordad på rätt sätt innan den
Maskinen måste vara jordad på rätt sätt innan den
Maskinen måste vara jordad på rätt sätt innan denMaskinen måste vara jordad på rätt sätt innan den
börjar användas.
börjar användas.
börjar användas.börjar användas.
• Skärbordet måste vara jordat på rätt sätt till
Skärbordet måste vara jordat på rätt sätt till en
Skärbordet måste vara jordat på rätt sätt tillSkärbordet måste vara jordat på rätt sätt till
bra jordad stång.
jordad stång.
jordad stång. jordad stång.
Faror för omkringflygande partiklar
och höga ljud.
• Heta stänk kan bränna och skada ögonen.
Heta stänk kan bränna och skada ögonen.
Heta stänk kan bränna och skada ögonen.Heta stänk kan bränna och skada ögonen.
Använd skyddsglasögon för att skydda ögonen
Använd skyddsglasögon för att skydda ögonen
Använd skyddsglasögon för att skydda ögonenAnvänd skyddsglasögon för att skydda ögonen
från brännskador och omkringflygande partiklar
från brännskador och omkringflygande partiklar
från brännskador och omkringflygande partiklarfrån brännskador och omkringflygande partiklar
som uppstår under användning av maskinen.
som uppstår under användning av maskinen.
som uppstår under användning av maskinen.som uppstår under användning av maskinen.
• Slaggpartiklar kan vara heta och flyga långt.
Slaggpartiklar kan vara heta och flyga långt.
Slaggpartiklar kan vara heta och flyga långt.Slaggpartiklar kan vara heta och flyga långt.
Åskådare måste också använda skyddsglasögon.
Åskådare måste också använda skyddsglasögon.
Åskådare måste också använda skyddsglasögon.Åskådare måste också använda skyddsglasögon.
• Ljud från plasmabågen kan skada hörseln. Använd
Ljud från plasmabågen kan skada hörseln. Använd
Ljud från plasmabågen kan skada hörseln. AnvändLjud från plasmabågen kan skada hörseln. Använd
rätt öronskydd när du skär ovanför vatten.
rätt öronskydd när du skär ovanför vatten.
rätt öronskydd när du skär ovanför vatten.rätt öronskydd när du skär ovanför vatten.
Precision Plasma med Elektronisk Flödesreglering -1-4

AVDELNING 1 SÄKERHET
VARNING
!
VARNING
!
Fara för brännskador.
Het metall kan bränna.
Het metall kan bränna.
Het metall kan bränna.Het metall kan bränna.
• Rör inte en het metallplatta eller heta metalldelar
Rör inte en het metallplatta eller heta metalldelar
Rör inte en het metallplatta eller heta metalldelarRör inte en het metallplatta eller heta metalldelar
direkt efter skärning. Ge metallen tid att svalna,
direkt efter skärning. Ge metallen tid att svalna,
direkt efter skärning. Ge metallen tid att svalna,direkt efter skärning. Ge metallen tid att svalna,
eller kylmed vatten.
eller kylmed vatten.
eller kylmed vatten.eller kylmed vatten.
• Rör inte plasmabrännare direkt efter skärning. Ge
Rör inte plasmabrännare direkt efter skärning. Ge
Rör inte plasmabrännare direkt efter skärning. GeRör inte plasmabrännare direkt efter skärning. Ge
brännaren tid att svalna.
brännaren tid att svalna.
brännaren tid att svalna.brännaren tid att svalna.
Farlig spänning. Elektrisk stöt kan
döda.
• Rör INTE vid plasmabrännaren, skärbordet eller
Rör INTE vid plasmabrännaren, skärbordet eller
Rör INTE vid plasmabrännaren, skärbordet ellerRör INTE vid plasmabrännaren, skärbordet eller
elkablar under plasmaskärningsprocessen.
elkablar under plasmaskärningsprocessen.
elkablar under plasmaskärningsprocessen.elkablar under plasmaskärningsprocessen.
• Stäng alltid av strömmen till
Stäng alltid av strömmen till
Stäng alltid av strömmen tillStäng alltid av strömmen till
plasmakraftförsörjningen innan du rör vid
plasmakraftförsörjningen innan du rör vid
plasmakraftförsörjningen innan du rör vidplasmakraftförsörjningen innan du rör vid
plasmabrännaren eller börjar serva den.
plasmabrännaren eller börjar serva den.
plasmabrännaren eller börjar serva den.plasmabrännaren eller börjar serva den.
• Stäng alltid av strömmen till
Stäng alltid av strömmen till
Stäng alltid av strömmen tillStäng alltid av strömmen till
plasmakraftförsörjningen innan du öppnar eller
plasmakraftförsörjningen innan du öppnar eller
plasmakraftförsörjningen innan du öppnar ellerplasmakraftförsörjningen innan du öppnar eller
börjar serva rören till plasmabrännaren.
börjar serva rören till plasmabrännaren.
börjar serva rören till plasmabrännaren.börjar serva rören till plasmabrännaren.
VARNING
!
• Rör inte vid strömförande elektriska delar.
Rör inte vid strömförande elektriska delar.
Rör inte vid strömförande elektriska delar.Rör inte vid strömförande elektriska delar.
• Håll alla paneler och skydd på plats när maskinen
Håll alla paneler och skydd på plats när maskinen
Håll alla paneler och skydd på plats när maskinenHåll alla paneler och skydd på plats när maskinen
är kopplad till kraftkällan.
är kopplad till kraftkällan.
är kopplad till kraftkällan.är kopplad till kraftkällan.
• Isolera dig själv från ditt arbetsmaterial och
Isolera dig själv från ditt arbetsmaterial och
Isolera dig själv från ditt arbetsmaterial ochIsolera dig själv från ditt arbetsmaterial och
elektrisk jordning: använd isolerande handskar,
elektrisk jordning: använd isolerande handskar,
elektrisk jordning: använd isolerande handskar,elektrisk jordning: använd isolerande handskar,
skor och klädsel.
skor och klädsel.
skor och klädsel.skor och klädsel.
• Håll handskar, skor, klädsel, arbetsområde, och
Håll handskar, skor, klädsel, arbetsområde, och
Håll handskar, skor, klädsel, arbetsområde, ochHåll handskar, skor, klädsel, arbetsområde, och
utrustning torr.
utrustning torr.
utrustning torr.utrustning torr.
Fara för klämning.
Rörliga vertikala styrskenor kan krossa eller klämma.
Rörliga vertikala styrskenor kan krossa eller klämma.
Rörliga vertikala styrskenor kan krossa eller klämma.Rörliga vertikala styrskenor kan krossa eller klämma.
Håll händer borta från brännaren och styrskenor under
Håll händer borta från brännaren och styrskenor under
Håll händer borta från brännaren och styrskenor underHåll händer borta från brännaren och styrskenor under
användning.
användning.
användning.användning.
Precision Plasma med Elektronisk Flödesreglering - 1-5
AVDELNING 1 SÄKERHET
Fara för ångor.
VARNING
!
Ångor och gaser som uppstår under
Ångor och gaser som uppstår under
Ångor och gaser som uppstår underÅngor och gaser som uppstår under
plasmaskärningsprocessen kan skada din hälsa.
plasmaskärningsprocessen kan skada din hälsa.
plasmaskärningsprocessen kan skada din hälsa.plasmaskärningsprocessen kan skada din hälsa.
• Andas INTE in ångor.
Andas INTE in ångor.
Andas INTE in ångor.Andas INTE in ångor.
• Använd inte plasmabrännaren om
Använd inte plasmabrännaren om
Använd inte plasmabrännaren omAnvänd inte plasmabrännaren om
ångborttagningssystemet inte fungerar rätt.
ångborttagningssystemet inte fungerar rätt.
ångborttagningssystemet inte fungerar rätt.ångborttagningssystemet inte fungerar rätt.
• Använd ytterligare ventilation för att få bort ångor
Använd ytterligare ventilation för att få bort ångor
Använd ytterligare ventilation för att få bort ångorAnvänd ytterligare ventilation för att få bort ångor
om det är nödvändigt.
om det är nödvändigt.
om det är nödvändigt.om det är nödvändigt.
• Använd en godkänd respirator om ventilationen
Använd en godkänd respirator om ventilationen
Använd en godkänd respirator om ventilationenAnvänd en godkänd respirator om ventilationen
inte är tillräckligt bra.
inte är tillräckligt bra.
inte är tillräckligt bra.inte är tillräckligt bra.
VARNING
!
Fara för strålning.
Strålning från ljusbågen kan skada ögon och bränna
Strålning från ljusbågen kan skada ögon och bränna
Strålning från ljusbågen kan skada ögon och brännaStrålning från ljusbågen kan skada ögon och bränna
hy.
hy.
hy.hy.
• Använd rätt skydd för ögon och kropp.
Använd rätt skydd för ögon och kropp.
Använd rätt skydd för ögon och kropp.Använd rätt skydd för ögon och kropp.
• Använd mörka säkerhetsglasögon med skydd på
Använd mörka säkerhetsglasögon med skydd på
Använd mörka säkerhetsglasögon med skydd påAnvänd mörka säkerhetsglasögon med skydd på
sidorna. Använd följande tabell för
sidorna. Använd följande tabell för
sidorna. Använd följande tabell försidorna. Använd följande tabell för
rekommenderad linston för plasmaskärning:
rekommenderad linston för plasmaskärning:
rekommenderad linston för plasmaskärning:rekommenderad linston för plasmaskärning:
Bågström
Bågström
BågströmBågström
Upp till 100 ampere Ton nr. 8
Upp till 100 ampere Ton nr. 8
Upp till 100 ampere Ton nr. 8Upp till 100 ampere Ton nr. 8
100-200 ampere
100-200 ampere Ton nr. 10
100-200 ampere100-200 ampere
200-400 ampere
200-400 ampere Ton nr. 12
200-400 ampere200-400 ampere
Över 400 ampere
Över 400 ampere Ton nr. 14
Över 400 ampereÖver 400 ampere
• Byt ut skyddsglasögonen när linserna har hål eller
Byt ut skyddsglasögonen när linserna har hål eller
Byt ut skyddsglasögonen när linserna har hål ellerByt ut skyddsglasögonen när linserna har hål eller
är trasiga.
är trasiga.
är trasiga.är trasiga.
• Varna andra i området att inte titta in i bågen om
Varna andra i området att inte titta in i bågen om
Varna andra i området att inte titta in i bågen omVarna andra i området att inte titta in i bågen om
de inte har rätt skyddsglasögon på sig.
de inte har rätt skyddsglasögon på sig.
de inte har rätt skyddsglasögon på sig.de inte har rätt skyddsglasögon på sig.
• Ordna klippningsområdet för att minska reflektion
Ordna klippningsområdet för att minska reflektion
Ordna klippningsområdet för att minska reflektionOrdna klippningsområdet för att minska reflektion
och genomsläppning av ultraviolett ljus.
och genomsläppning av ultraviolett ljus.
och genomsläppning av ultraviolett ljus.och genomsläppning av ultraviolett ljus.
Linston
Linston
LinstonLinston
Ton nr. 10
Ton nr. 10 Ton nr. 10
Ton nr. 12
Ton nr. 12 Ton nr. 12
Ton nr. 14
Ton nr. 14 Ton nr. 14
• Måla väggar och andra ytor i mörka färger för att
Måla väggar och andra ytor i mörka färger för att
Måla väggar och andra ytor i mörka färger för attMåla väggar och andra ytor i mörka färger för att
minska reflektioner.
minska reflektioner.
minska reflektioner.minska reflektioner.
• Installera skyddsskärmar eller draperier för att
Installera skyddsskärmar eller draperier för att
Installera skyddsskärmar eller draperier för attInstallera skyddsskärmar eller draperier för att
minska genomsläppning av ultraviolett strålning.
minska genomsläppning av ultraviolett strålning.
minska genomsläppning av ultraviolett strålning.minska genomsläppning av ultraviolett strålning.
Precision Plasma med Elektronisk Flödesreglering -1-6

AVDELNING 1 SÄKERHET
VARNING
!
Sprängda gascylindrar kan döda
Misskötta gascylindrar kan sprängas och släppa ut
Misskötta gascylindrar kan sprängas och släppa ut
Misskötta gascylindrar kan sprängas och släppa utMisskötta gascylindrar kan sprängas och släppa ut
gas på ett våldsamt sätt.
gas på ett våldsamt sätt.
gas på ett våldsamt sätt.gas på ett våldsamt sätt.
• Undvik ovarsam hantering av cylindrarna.
Undvik ovarsam hantering av cylindrarna.
Undvik ovarsam hantering av cylindrarna.Undvik ovarsam hantering av cylindrarna.
• Håll cylinderventiler stängda när de inte används.
Håll cylinderventiler stängda när de inte används.
Håll cylinderventiler stängda när de inte används.Håll cylinderventiler stängda när de inte används.
• Håll slangar och anslutningar i gott skick.
Håll slangar och anslutningar i gott skick.
Håll slangar och anslutningar i gott skick.Håll slangar och anslutningar i gott skick.
• Sätt fast alla cylindrar i ett upprätt läge med kedja
Sätt fast alla cylindrar i ett upprätt läge med kedja
Sätt fast alla cylindrar i ett upprätt läge med kedjaSätt fast alla cylindrar i ett upprätt läge med kedja
eller band runt ett lämpligt stadigt föremål som inte
eller band runt ett lämpligt stadigt föremål som inte
eller band runt ett lämpligt stadigt föremål som inteeller band runt ett lämpligt stadigt föremål som inte
är en del av en elektrisk krets.
är en del av en elektrisk krets.
är en del av en elektrisk krets.är en del av en elektrisk krets.
• Håll cylindrar borta från värme, gnistor och lågor.
Håll cylindrar borta från värme, gnistor och lågor.
Håll cylindrar borta från värme, gnistor och lågor.Håll cylindrar borta från värme, gnistor och lågor.
Tänd aldrig en båge på en cylinder.
Tänd aldrig en båge på en cylinder.
Tänd aldrig en båge på en cylinder.Tänd aldrig en båge på en cylinder.
• Vidare information finns i CGA Standard P-1,
Vidare information finns i CGA Standard P-1,
Vidare information finns i CGA Standard P-1,Vidare information finns i CGA Standard P-1,
“Precautions for Safe Handling of Compressed
“Precautions for Safe Handling of Compressed
“Precautions for Safe Handling of Compressed“Precautions for Safe Handling of Compressed
Gases in Cylinders”, som utges av Compressed
Gases in Cylinders”, som utges av Compressed
Gases in Cylinders”, som utges av CompressedGases in Cylinders”, som utges av Compressed
Gas Association.
Gas Association.
Gas Association.Gas Association.
FÖRSIKTIGHET
DÅLIGT UTFÖRANDE BLIR RESULTET
NÄR MAN KLIPPER OVAN VATTEN.
PT-24 är konstruerad för att vara en
torrskärningsprocess.
Skärning ovanför vatten kan resultera i:
Skärning ovanför vatten kan resultera i:
Skärning ovanför vatten kan resultera i:Skärning ovanför vatten kan resultera i:
• minskad effektiv livslängd
minskad effektiv livslängd
minskad effektiv livslängdminskad effektiv livslängd
• försämring av skärningskvaliteten
försämring av skärningskvaliteten
försämring av skärningskvalitetenförsämring av skärningskvaliteten
Skärning ovanför vatten kan ge ett dåligt result.
Skärning ovanför vatten kan ge ett dåligt result.
Skärning ovanför vatten kan ge ett dåligt result.Skärning ovanför vatten kan ge ett dåligt result.
Vattenångor som uppstår när hett material eller gnistor
Vattenångor som uppstår när hett material eller gnistor
Vattenångor som uppstår när hett material eller gnistorVattenångor som uppstår när hett material eller gnistor
kommer i kontakt med vatten kan orsaka en båge inuti
kommer i kontakt med vatten kan orsaka en båge inuti
kommer i kontakt med vatten kan orsaka en båge inutikommer i kontakt med vatten kan orsaka en båge inuti
brännaren.
brännaren.
brännaren.brännaren.
När du skär på ett vattenbord, minska då vattennivån
När du skär på ett vattenbord, minska då vattennivån
När du skär på ett vattenbord, minska då vattennivånNär du skär på ett vattenbord, minska då vattennivån
för att skapa maximalt mellanrum mellan vatten och
för att skapa maximalt mellanrum mellan vatten och
för att skapa maximalt mellanrum mellan vatten ochför att skapa maximalt mellanrum mellan vatten och
material.
material.
material.material.
Precision Plasma med Elektronisk Flödesreglering - 1-7
AVDELNING 1 SÄKERHET
VARNING
!
Fara för explosion.
Vissa smälta aluminium-litium (Al-Li) legeringar kan
Vissa smälta aluminium-litium (Al-Li) legeringar kan
Vissa smälta aluminium-litium (Al-Li) legeringar kanVissa smälta aluminium-litium (Al-Li) legeringar kan
orsaka explosioner när de blir plasmaskurna
orsaka explosioner när de blir plasmaskurna
orsaka explosioner när de blir plasmaskurnaorsaka explosioner när de blir plasmaskurna
OVANFÖR vatten.
OVANFÖR vatten.
OVANFÖR vatten.OVANFÖR vatten.
Plasmaskär inte följande Al-Li-legeringar med
Plasmaskär inte följande Al-Li-legeringar med
Plasmaskär inte följande Al-Li-legeringar medPlasmaskär inte följande Al-Li-legeringar med
vatten:
vatten:
vatten:vatten:
Alithlite (Alcoa) X8192 (Alcoa)
Alithlite (Alcoa) X8192 (Alcoa)
Alithlite (Alcoa) X8192 (Alcoa)Alithlite (Alcoa) X8192 (Alcoa)
Alithally (Alcoa)
Alithally (Alcoa) Navalite (US Navy)
Alithally (Alcoa) Alithally (Alcoa)
2090 Alloy(Alcoa)
2090 Alloy(Alcoa) Lockalite (Lockheed)
2090 Alloy(Alcoa) 2090 Alloy(Alcoa)
X8090A (Alcoa)
X8090A (Alcoa) Kalite (Kaiser)
X8090A (Alcoa)X8090A (Alcoa)
X8092 (Alcoa)
X8092 (Alcoa) 8091 (
X8092 (Alcoa)X8092 (Alcoa)
• Dessa legeringar skall endast skäras torrt på ett
Dessa legeringar skall endast skäras torrt på ett
Dessa legeringar skall endast skäras torrt på ettDessa legeringar skall endast skäras torrt på ett
torrt bord.
torrt bord.
torrt bord.torrt bord.
• Torrskär INTE ovanför vatten.
Torrskär INTE ovanför vatten.
Torrskär INTE ovanför vatten.Torrskär INTE ovanför vatten.
• Kontakta din aluminiumleverantör för ytterligare
Kontakta din aluminiumleverantör för ytterligare
Kontakta din aluminiumleverantör för ytterligareKontakta din aluminiumleverantör för ytterligare
säkerhetsinformation gällande faror relaterade till
säkerhetsinformation gällande faror relaterade till
säkerhetsinformation gällande faror relaterade tillsäkerhetsinformation gällande faror relaterade till
dessa legeringar.
dessa legeringar.
dessa legeringar.dessa legeringar.
Navalite (US Navy)
Navalite (US Navy)Navalite (US Navy)
Lockalite (Lockheed)
Lockalite (Lockheed)Lockalite (Lockheed)
Kalite (Kaiser)
Kalite (Kaiser) Kalite (Kaiser)
8091 (Alcan)
8091 ( 8091 (
Alcan)
Alcan)Alcan)
1.7 Försiktighetåtgärder vid underhåll
FÖRSIKTIGHET
FÖRSIKTIGHET
!
Etablera ett förebyggade underhåll - och håll fast vid
Etablera ett förebyggade underhåll - och håll fast vid
Etablera ett förebyggade underhåll - och håll fast vidEtablera ett förebyggade underhåll - och håll fast vid
det. Ett program kan sättas samman från
det. Ett program kan sättas samman från
det. Ett program kan sättas samman fråndet. Ett program kan sättas samman från
rekommenderade scheman i instruktionsboken.
rekommenderade scheman i instruktionsboken.
rekommenderade scheman i instruktionsboken.rekommenderade scheman i instruktionsboken.
Undvik att lämna provutrustning eller handverktyg på
Undvik att lämna provutrustning eller handverktyg på
Undvik att lämna provutrustning eller handverktyg påUndvik att lämna provutrustning eller handverktyg på
maskinen. Utrustningen eller maskinen kan få allvarliga
maskinen. Utrustningen eller maskinen kan få allvarliga
maskinen. Utrustningen eller maskinen kan få allvarligamaskinen. Utrustningen eller maskinen kan få allvarliga
elektriska eller mekaniska skador.
elektriska eller mekaniska skador.
elektriska eller mekaniska skador.elektriska eller mekaniska skador.
Extrem försiktighet bör användas när du undersöker
Extrem försiktighet bör användas när du undersöker
Extrem försiktighet bör användas när du undersökerExtrem försiktighet bör användas när du undersöker
strömkretsar med ett oscilloskop eller en voltmeter.
strömkretsar med ett oscilloskop eller en voltmeter.
strömkretsar med ett oscilloskop eller en voltmeter.strömkretsar med ett oscilloskop eller en voltmeter.
Integrerade kretsar får lätt skador av överspänningar.
Integrerade kretsar får lätt skador av överspänningar.
Integrerade kretsar får lätt skador av överspänningar.Integrerade kretsar får lätt skador av överspänningar.
Stäng av strömmen innan du använder testsonder för
Stäng av strömmen innan du använder testsonder för
Stäng av strömmen innan du använder testsonder förStäng av strömmen innan du använder testsonder för
att undvika kortslutning av komponenterna av misstag.
att undvika kortslutning av komponenterna av misstag.
att undvika kortslutning av komponenterna av misstag.att undvika kortslutning av komponenterna av misstag.
Alla tryckta kretsar ska vara säkert placerade i sina
Alla tryckta kretsar ska vara säkert placerade i sina
Alla tryckta kretsar ska vara säkert placerade i sinaAlla tryckta kretsar ska vara säkert placerade i sina
hållare, alla kablar vara rätt förbundna, alla skåp
hållare, alla kablar vara rätt förbundna, alla skåp
hållare, alla kablar vara rätt förbundna, alla skåphållare, alla kablar vara rätt förbundna, alla skåp
stängda och låsta, alla skärmar och skydd satta
stängda och låsta, alla skärmar och skydd satta
stängda och låsta, alla skärmar och skydd sattastängda och låsta, alla skärmar och skydd satta
tillbaka innan strömmen sätts på igen.
tillbaka innan strömmen sätts på igen.
tillbaka innan strömmen sätts på igen.tillbaka innan strömmen sätts på igen.
Koppla aldrig i eller ur en tryckt krets när strömmen till
Koppla aldrig i eller ur en tryckt krets när strömmen till
Koppla aldrig i eller ur en tryckt krets när strömmen tillKoppla aldrig i eller ur en tryckt krets när strömmen till
maskinen är påslagen. Plötsliga ökningar av spänning
maskinen är påslagen. Plötsliga ökningar av spänning
maskinen är påslagen. Plötsliga ökningar av spänningmaskinen är påslagen. Plötsliga ökningar av spänning
och ström kan skada elektroniska delar.
och ström kan skada elektroniska delar.
och ström kan skada elektroniska delar.och ström kan skada elektroniska delar.
Precision Plasma med Elektronisk Flödesreglering -1-8

AVDELNING 1 SÄKERHET
1.8 Säkerhetshänvisningar
Följande nationellt erkända skrifter om säkerhet i svetsning och
skärning rekommenderas. Dessa skrifter har sammanställts för att
skydda människor från skador eller sjukdomar och för att skydda
egendom från skador, som kan uppstå med osäkra arbetsrutiner.
Trots att många av dessa skrifter inte är direkt relaterade till den här
sortens industriell skärutrustning, gäller dess principerna om säkerhet
lika väl.
• “Precautions and Safe Practices in Welding and Cutting with
Oxygen-Fuel Gas Equipment,” Form 2035. ESAB Cutting
Systems.
• “Precautions and Safe Practices for Electric Welding and Cutting,”
Form 52-529. ESAB Cutting Systems.
• “Safety in Welding and Cutting” - ANSI Z 49.1, American Welding
Society, 2501 NW 7th Street, Miami, Florida, 33125.
• “Recommended Safe Practices for Shielded Gases for Welding and
Plasma Arc Cutting” - AWS C5.10-94, American Welding Society.
• “Recommended Practices for Plasma Arc Welding” - AWS C5.1,
American Welding Society.
• “Recommended Practices for Arc Cutting” - AWS C5.2, American
Welding Society.
• “Safe Practices” - AWS SP, American Welding Society.
• “Standard for Fire Protection in Use of Cutting and Welding
Procedures” - NFPA 51B, National Fire Protection Association, 60
Batterymarch Street, Boston, Massachusetts, 02110.
• “Standard for Installation and Operation of Oxygen - Fuel Gas
Systems for Welding and Cutting” - NFPA 51, National Fire
Protection Association.
• “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon
Dioxide, Hydrogen, and Acetylene,” Form 3499. ESAB Cutting
Systems. Obtainable through your ESAB representative or local
distributor.
• "Design and Installation of Oxygen Piping Systems," Form 5110.
ESAB Cutting Systems.
• “Precautions for Safe Handling of Compressed Gases in
Cylinders”, CGA Standard P-1, Compressed Gas Association.
Litteratur som handlar om säkerhetspraxis i svetsning och klippning
med gashaltiga material kan också fås från the Compressed Gas
Association, Inc., 500 Fifth Ave., New York, NY 10036.
Precision Plasma med Elektronisk Flödesreglering - 1-9

AVDELNING 1 SÄKERHET
Denna sida har avsiktligt lämnats tom.
Precision Plasma med Elektronisk Flödesreglering -1-10

AVDELNING 2 BESKRIVNING
2.1 Allmänt
2.2 Omfattning
Precision Plasmarc-systemet består av fyra
separata delar. Kraftenheten, förbindelseboxen,
flödesregleringsboxen, och PT-24-brännaren.
Kraftenheten ger kraft och kylmedel till PT-24brännaren via förbindelseboxen.
Meningen med denna manual är att ge operatören
den information som behövs för att installera och
sköta Precision Plasmarc-systemet. Teknisk
referensmaterial lämnas även för att underlätta
felsökning.
2.3 Tillgängliga paketval
Precision Plasmarc-paket tillgängliga hos din ESAB-handlare
Precision Plasmarc kraftenhet (
(obligatorisk) - CE version
Elektronisk flödesregleringsbox (obligatorisk) P/N 22406
Förbindelsebox (obligatorisk) P/N 22407
Kraftkablar (en bunt behövs)
Gasledningar (en bunt behövs)
200/230/380/415/460/575) 3-fas 50/60 Hz
4.5 ft. (1.4 m) P/N 0558001463
12 ft. (4.4 m) P/N 0558001877PT-24-brännare elektroniskt flöde serie A/M (en behövs)
17 ft. (5.2 m) P/N 0558001464
12 ft. (3.6 m) P/N 22428
25 ft. (7.6 m) P/N 21905
40 ft. (12.2 m) P/N 22504
60 ft. (18 m) P/N 21906
80 ft. (24.4 m) P/N 22505
100 ft. (30 m) P/N 21907
10 ft. (3 m) P/N 37533
20 ft. (6 m) P/N 37534
30 ft. (9 m) P/N 37535
60 ft. (18 m) P/N 37536
100 ft. (30 m) P/N 37537
P/N 37358
Standardkabel
Styrledning – från flödeskonsolen till förbindelseboxen
(en behövs)
Flexkabel (rekommenderas för
mekaniskt styrda applikationer)
Precision Plasma med elektronisk flödesreglering
Precision Plasma med elektronisk flödesreglering – 2-1
Precision Plasma med elektronisk flödesregleringPrecision Plasma med elektronisk flödesreglering
10 ft. (3 m) P/N 21917
20 ft. (6 m) P/N 21918
30 ft. (9 m) P/N 21919
60 ft. (18 m) P/N 21920
100 ft. (30 m) P/N 21921
10 ft. (3 m) P/N 56997111
20 ft. (6 m) P/N 56997112
30 ft. (9 m) P/N 56997113
40 ft. (12 m) P/N 0560986745
60 ft. (18 m) P/N 56997114
100 ft. (30 m) P/N 56997115

AVDELNING 2 BESKRIVNING
30 ft. (9.1 m ) P/N 57002248
50 ft. (15.2 m) P/N 57002249
Styrledning – från kraftkälla till skärmaskin I/O
Högfrekvens kraftkabel – från kraftkälla till förbindelsebox –
eller- från kraftkälla till skärningsmaskin I/O, beroende på
dess konfiguration
Brännarkylmedel (en gallon (3.8 l) behållare. fyra gallon (15 l) behövs) P/N 156F05
ANMÄRKNINGAR:
• Styrledning från kraftkällan till kunds CNC levereras på kundens beställning.
• Gaskälla, slangar, ledningar till arbetsstycket och kabelar på primärsidan anskaffas av kunden.
• I avdelningen för processdata finns en lista på delar till brännaren som förbrukas.
75 ft. (22.8 m ) P/N 57002250
100 ft. (30.5 m) P/N 57002251
160 ft. (48.8 m) P/N 57002252
3 ft. (.9 m) P/N 57000419
50 ft. (15.2 m) P/N 57000420
75 ft. (22.8 m) P/N 57000421
100 ft. (30.5 m) P/N 57000422
125 ft. (38.1 m) P/N 57000423
150 ft. (45.7 m) P/N 57000424
175 ft. (53.3 m) P/N 57000425
200 ft. (61 m) P/N 57000426
2.4 Tekniska specifikationer för Precision Plasmarc
2.4.1 Systemet
Ingångsspänning 200/230/380/415/460/575 V 3 fas 50/60 Hz
Ingångsström 65/60/50/40/30/25 ampere per fas
Kraftfaktor (cos φ)
Utgångsström område 15-100 ampere dc
Utgångsspänning 120 V dc
Intermittensfaktor 100%
Tomgångsspänning 315 V dc
0.95
Precision Plasma med elektronisk flödesreglering
Precision Plasma med elektronisk flödesreglering –2-2
Precision Plasma med elektronisk flödesregleringPrecision Plasma med elektronisk flödesreglering
AVDELNING 2 BESKRIVNING
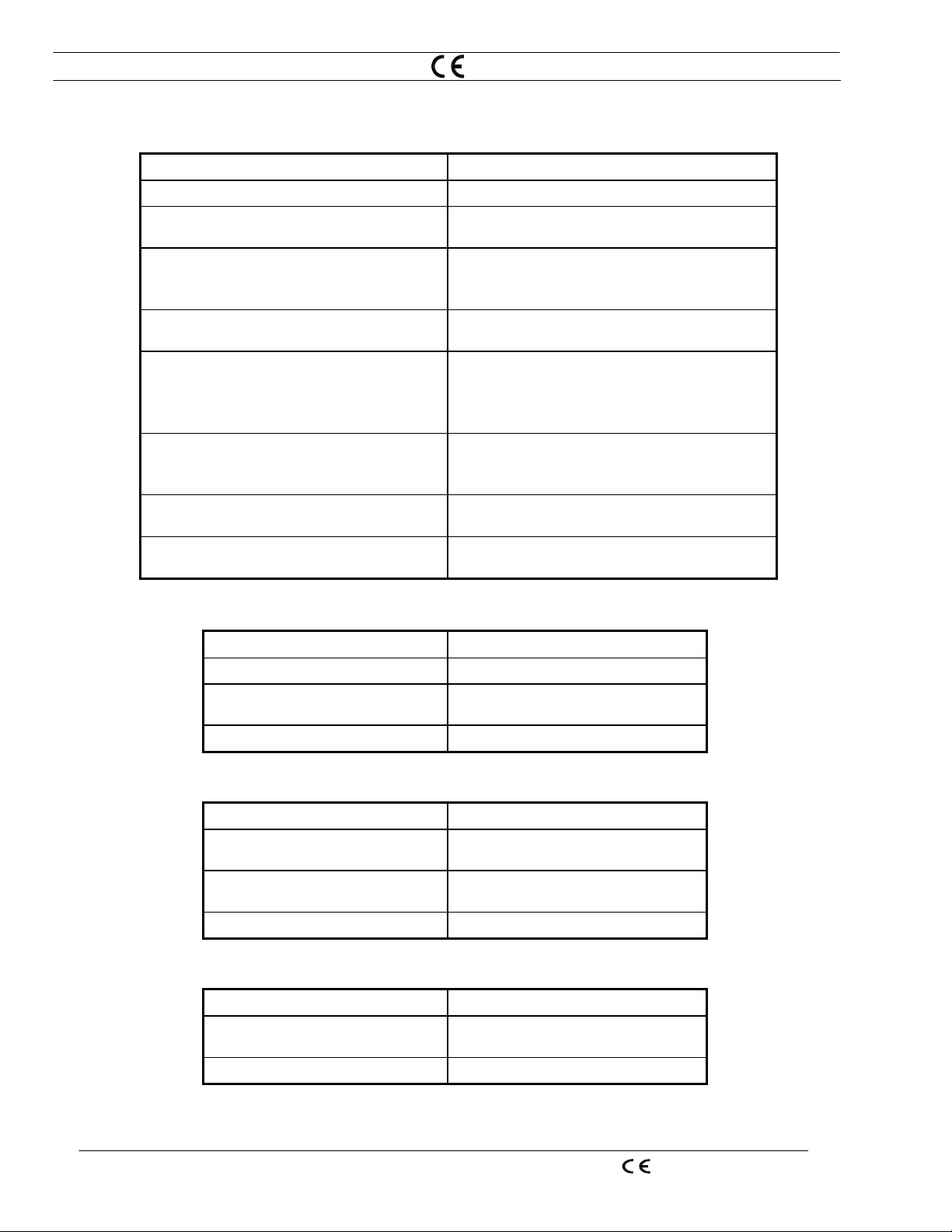
FÖRBINDELSEBOX
KRAFTENHET
6.75" (171mm )
PILOT
CONTROL
CURRENT
RECISION PLASMA RC
42" (1067m m)
ARC
POWER
19.75" (50 2mm)
10.62" (270mm)
VIKT = 26.5 lbs.(12 kg)
44" (1118m m)
ELEKTRONISK FLÖDESREGLERING
22" (559mm )
VIKT = 560 lbs. (254 kg)
12.25" (311mm)
14.5" (111 8mm)
METH
H-35
N2
N2
O2
AIR
O2
N2
AIR
PLASMA GAS
NO.1
NITROGE N
AIR
ARGON
SHIELD GAS
SHIELD GAS
NO.2
NO.1
PLASMA GAS
NITROGEN
NO.2
NITROGEN
OXYGEN
METHANE
OXYGEN
HYDROGEN
AIR
12" (305mm )
VIKT = 51 lbs. (23 kg)
Precision Plasma med elektronisk flödesreglering
Precision Plasma med elektronisk flödesreglering – 2-3
Precision Plasma med elektronisk flödesregleringPrecision Plasma med elektronisk flödesreglering
AVDELNING 2 BESKRIVNING
2.4.2 Plasmagas
Typ O2, N2, Luft
Tryck 125 psig (8.6 bar övertryck)
Flöde
Renhetsbehov*
Rekommenderad vätskecylinder
Servisregulatorer
Rekommenderad cylinder 2stegsregulatorer
Rekommenderad extra kraftig
högflödesstation eller
rörledningsregulatorer
Rekommenderad högproduktiv station
eller rörledningsregulatorer
Gasfilter som behövs
100 cfh (47 l/min) max. (varierar med
applikation)
-99.995%
O
2
-99.995%
N
2
Luft-ren, torr och oljefri
Syre: R-76-150-540LC (P/N 19777)
Inert gas: R-76-150-580LC (P/N 19977)
Syre: R-77-150-540 (P/N 998337
Väte/metan:R-77-150-350 (P/N 998342)
Kväve: R-77-150-580 (P/N 998344)
Industriluft: R-77150=590 (P/N 998348)
Syre: R-76-150-024 (P/N 19151)
R-6703 (P/N 22236)
25 mikron med/skålskydd (P/N
56998133)
2.4.3 Startgas
Typ N2, luft
Tryck 125 psig (8.6 bar övertryck)
Flöde
Minimum renhetsbehov 99.995%
2.4.4 Sekundärgas
Typ N2, O2, H-35, Metan, Luft
Tryck
Flöde
Minimum renhetsbehov 99.995%
2.4.5 Pt-24-brännare
Typ Vattenkyld, två-gas typ
Rating
Dimensioner Se paketval (2.3)
60 cfh (28 l/min) max (varierar
med applikation)
100 psig (6.6 bar) H-35, Metan;
125 psig (8.6 bar) N
, O2, Luft
2
60 cfh (28 l/min) max (varierar
med applikation)
100 ampere @ 100 %
intermittensfaktor
Precision Plasma med elektronisk flödesreglering
Precision Plasma med elektronisk flödesreglering –2-4
Precision Plasma med elektronisk flödesregleringPrecision Plasma med elektronisk flödesreglering

AVDELNING 3 INSTALLATION
3.1 Allmänt
Korrekt installation kan bidra mycket till en bra och
OBSERVERA
problemfri användning av Precision Plasmarcsystemet. Vi föreslår att ni studerar varje steg i denna
avdelning och följer dem noggrant.
3.2 Erforderlig utrustning
3.3 Plats
• Gaskälla och slangar. Gasen kan komma från en
bulkkälla eller från flera hopkopplade cylindrar som
är reglerade att lämna 125 psig (8.6 bar) till
flödesregleringen (när gasen flödar).
• Återledare. En nr. 4 AWG kabel rekommenderas
för att förbinda arbetsskycket med kraftkällan.
• Nätkabeln.
• 25 mikrons gasfilter (eller bättre) behövs på
tillförselsidan för att EFC ska fungera rätt.
• Ventilation behövs för att kraftkällan ska kunna
kylas ner ordentligt.
• Minimiera smuts, damm och utsatthet för externa
värmekällor.
• Se till att det är minst 6 dm fritt rum runt kraftkällan
för fri luftrörelse.
FÖRSIKTIGHET
!
Precision Plasma med Elektronisk Flödesreglering - 3-1
Hindra inte luftflödet
Inskränkning av luftintaget genom något slags filter på
Inskränkning av luftintaget genom något slags filter på
Inskränkning av luftintaget genom något slags filter påInskränkning av luftintaget genom något slags filter på
eller runt kraftkällan kan göra garantin ogiltig.
eller runt kraftkällan kan göra garantin ogiltig.
eller runt kraftkällan kan göra garantin ogiltig.eller runt kraftkällan kan göra garantin ogiltig.

AVDELNING 3 INSTALLATION
r
r
3.4 Elektrisk uppkoppling på primärsidan
!
!
FARA
VARNING
Elektrisk stöt kan döda!
Skapa maximalt skydd mot elektrisk stöt.
Öppna ledarfrånskiljaren (väggfrånskiljaren) och
dra ur nätsladden innan du gör några kopplingar
inuti maskinen.
Ingångskonfiguration
Maskinen måste vara rätt konfigurerad för din
kraftförsörjning.
Maskinen skickas från fabriken konfigurerad för
575 V, 60 Hz.
Koppla INTE till en kraftkälla med någon annan
spänning om inte maskinen är rekonfigurerad.
Skador uppstår annars på maskinen.
Inkoppling till nätet
En ledarfrånskiljare (väggfrånskiljare) med säkringar
eller strömbrytare bör finnas på huvudkraftpanelen.
Koppla nätkabeln från kraftkällan direkt till frånskiljaren
eller så kan en passande stickpropp och honuttag
köpas hos en lokal elektrisk affär. (Se tabellen på
nästa sida för rekommenderad ineffektledare och
säkringar )
Rekommenderade storlekar på nätkablar och säkringa
Rekommenderade storlekar på nätkablar och säkringar
Rekommenderade storlekar på nätkablar och säkringarRekommenderade storlekar på nätkablar och säkringa
Ineffektbehov
Volt Fas Ampere
208 3 70 nr. 4 25 100
230 3 60 nr. 6 16 80
380 3 50 nr. 8 10 80
415 3 40 nr. 10 6 60
460 3 30 nr. 10 6 50
575 3 25 nr. 10 6 40
Nätkabel & jord-
ledare,
cu/awg/mm
2
Säkrings-
märkdata /
fas, ampere
Precision Plasma med Elektronisk Flödesreglering -3-2

AVDELNING 3 INSTALLATION
Här beskrivs de korrekta installationstegen för att
koppla kraftenheten till nätet.
1. Ta bort högra sidopanelen.
2. Se till att nättkabeln är frånkopplad från alla
elektriska källor.
3. Dra nätkabeln genom den
dragspänningshindrande klamman som finns på
baksidan av panelen.
Jordningsförbindelse
TB2
TB1
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
K1
PHASE 1
PHASE 2
PHASE 3
Nätkabel (anskaffas
av kunden)
Huvudkontaktor
7– polig
kopplingsplint
Autotransformator
Fabriksinställd
för 575 volt
4. Dra fram nätkabeln tillräckligt långt så att
kabeltrådarna kan kopplas till huvudkontakten.
Dra till klamman för att se till att nättkabeln sitter
fast ordentligt.
5. Koppla nätkabelns jordledare till jordad kabelsko
som finns längst ner på kraftenheten.
6. Koppla tre av nätkabelns trådar till terminalerna
som finns ovanpå huvudkontaktorn. Se till att
ledarna sitter fast genom att dra åt varje skruv.
7. Koppla de interna ledarna från botten av
huvudkontaktor till rätt ineffektspänning markerad
på autotransformatorn. Enheten är fabriksinställd
för 575 V enligt bilden till vänster.
Kopplingen av de interna ledarna
Kopplingen av de interna ledarna
Kopplingen av de interna ledarnaKopplingen av de interna ledarna
!
FÖRSIKTIGHET
Se till att varje intern ledare är kopplad till rätt
Se till att varje intern ledare är kopplad till rätt
Se till att varje intern ledare är kopplad till rättSe till att varje intern ledare är kopplad till rätt
ineffektspänning på autotransformatorn.
ineffektspänning på autotransformatorn.
ineffektspänning på autotransformatorn.ineffektspänning på autotransformatorn.
Fabrikskopplad för 575 V.
Fabrikskopplad för 575 V.
Fabrikskopplad för 575 V.Fabrikskopplad för 575 V.
8. Koppla internledaren till den rätta spänningsskruven
på den 7-poliga kopplingsplinten. TB2
Precision Plasma med Elektronisk Flödesreglering - 3-3

AVDELNING 3 INSTALLATION
3.5 Mellankopplingsledningar
Svart
Röd/Orange
Gul
Blå
Monterings-platta
Gasledningsbunt
Installation av gasledningsbunt
1. Alla medföljande mellankopplingsledningar är
numrerade eller färgkodade i varje ände med
motsvarande nummer/färg markerade på
skåpen.
2. Koppla alla fyra ledningar i gasledningsbunten till
flödesregleringsboxen och förbindelseboxen.
Ledningar och förbindelser är färgkodade.
Dessutom är avstånden mellan
monteringsplattans hål olika för att förhindra
felaktig förbindelse. Färgordningen ska vara:
blå, gul, röd/orange, svart
Precision Plasma med Elektronisk Flödesreglering -3-4

AVDELNING 3 INSTALLATION
g
g
g)
g
Kraftförsörjning och EFC-kopplingar till förbindelseboxen
Kraftförsörjning och EFC-kopplingar till förbindelseboxen
Kraftförsörjnin
Kraftförsörjning, negativ
anslutnin
Anslutning
för pilotbåge
och EFC-kopplingar till förbindelseboxenKraftförsörjning och EFC-kopplingar till förbindelseboxen
Kraftförsörjningsbunt
#7 slanganslutning
(från
kraftenheten)
3. Koppla kraft- och kylmedelsledningarna i
kraftförsörjningsbunten från kraftenheten till
förbindelseboxen. Kraftbunten består av #6
och # 7 kylmedelsledningar (med 5/8-18 L.H.
kopplingar), kraftkabel (#3 AWG) och gul kabel
till pilotbågen (#16 AWG). Båda
kylmedelsledningar är stämplade med en 6:a
eller 7:a på kopplingen för att underlätta
identifikationen.
#6 slanganslutning
(till kraftenheten)
Anslutningar för
gasledningsbuntan
Anslutning för styrledning
från EFC (elektronisk
flödesre
lerin
Precision Plasma med Elektronisk Flödesreglering - 3-5

AVDELNING 3 INSTALLATION
g
Förbindelsebox till brännare
Anslutning för
brännarens ledningar
och slan
ar
Anslutning
för
brännarens
solenoid
Förbindelsebox till brännare
Förbindelsebox till brännareFörbindelsebox till brännare
Brännarbunt
Anslutning för
brännarens
pilotbåge
4. Koppla ledningar och slangar i brännarbuten till
förbindelseboxen. (se kopplingsschema för
kopplingar mellan enheterna)
Precision Plasma med Elektronisk Flödesreglering -3-6

AVDELNING 3 INSTALLATION
Kopplingsschema för Precision Plasmarcs Interna Ledningar
25 mikronfilter
EFC
Styrledning
EFC/Förbind-
elsebox
N
CNC
ASIOB
Hög-
frekvens
120VAC
Förbindelsebox
Högfrekvens 120VAC
Gasledningsbunta
Kraftbunt
O
2
2
AirCH
4
Ar
Jordspett
Brännare
Skärbord
Nätkabel
Styrledning
till CNC
Precision Plasma med Elektronisk Flödesreglering - 3-7

AVDELNING 3 INSTALLATION
r
g
g
r
g
Smuts i gasledningarna skadar
FÖRSIKTIGHET
!
1/4 NPT
reglerventilerna
Rensa gasledningarna
Innan du kopplar gasledningarna till den
Innan du kopplar gasledningarna till den
Innan du kopplar gasledningarna till denInnan du kopplar gasledningarna till den
elektroniska flödesregulatorn, rensa ur alla ledningar
elektroniska flödesregulatorn, rensa ur alla ledningar
elektroniska flödesregulatorn, rensa ur alla ledningarelektroniska flödesregulatorn, rensa ur alla ledningar
noggrant. Rester från slangtillverkningsprocessen
noggrant. Rester från slangtillverkningsprocessen
noggrant. Rester från slangtillverkningsprocessennoggrant. Rester från slangtillverkningsprocessen
kan täppa till/skada reglerventilerna i din EFC
kan täppa till/skada reglerventilerna i din EFC
kan täppa till/skada reglerventilerna i din EFCkan täppa till/skada reglerventilerna i din EFC
(Electronic Flow Control = elektronisk
(Electronic Flow Control = elektronisk
(Electronic Flow Control = elektronisk(Electronic Flow Control = elektronisk
flödesreglering).
flödesreglering).
flödesreglering).flödesreglering).
5. Rensa ur gasledningarna mellan gastuberna och
EFC före uppkoppling. Reglerventilerna i EFC
är mycket känsliga för damm och andra
främmande partiklar.
25
25 mikron
mikron gasfilte
25 25
mikron mikron
asfilter
asfilter
asfilte
25µ filter
N
2
6. Koppla gasledningarna till den elektroniska
flödesregulatorn. Installera 25 mikron gasfilter i
alla ledningar mellan gaskälla och EFC.
O
2
AirCH
4
Ar
Precision Plasma med Elektronisk Flödesreglering -3-8

AVDELNING 3 INSTALLATION
atorled
g
g
Dataplåt
Pilot Arc
Work
Torch
600 Amp
Bus
Ta Bort Panelen
Pilot Arc
Work
Torch
CNC Styrledning
Flödesregul
7. Ta bort panelen från baksidan av konsolen och sätt
fast ledningarna till pilotbåge och brännare, samt
återledaren.
nin
Serie-nummer Tag
elektroniska flödesregulatorn. Koppla kylslangarna
i kraftbunten.
Kylmedel in från brännare
# 6 anslutnin
Kylmeden ut till brännare
STYRLEDNING
Precision Plasma med Elektronisk Flödesreglering - 3-9
8. Koppla styrledningen mellan konsolen och den

AVDELNING 3 INSTALLATION
y
3.6 Montering av brännare
FÖRSIKTIGHET
1.812" (46mm)
Diameterc
linder
" (51mm)
2.0
Diameterhylsa
Dräneringshålet
Täck inte över ventilhålet.
När du monterar brännaren, täck inte över det lilla
När du monterar brännaren, täck inte över det lilla
När du monterar brännaren, täck inte över det lillaNär du monterar brännaren, täck inte över det lilla
ventilhålet på sidan av hylsan. Detta hål tillåter
ventilhålet på sidan av hylsan. Detta hål tillåter
ventilhålet på sidan av hylsan. Detta hål tillåterventilhålet på sidan av hylsan. Detta hål tillåter
kylmedlet att dränera från insidan av hylsan ifall en
kylmedlet att dränera från insidan av hylsan ifall en
kylmedlet att dränera från insidan av hylsan ifall enkylmedlet att dränera från insidan av hylsan ifall en
läcka skulle uppstå i servisledningen.
läcka skulle uppstå i servisledningen.
läcka skulle uppstå i servisledningen.läcka skulle uppstå i servisledningen.
Monteringsalternativ för brännare.
Monteringsalternativ för brännare.
Monteringsalternativ för brännare.Monteringsalternativ för brännare.
• Brännaren monteras normalt mot hylsan med 2.0
tums diameter (51mm). Täck inte över
dräneringshålet.
• För kundanpassad, alternativ montering kan man
använda cylinderytan med 1.812 tums diameter
(46 mm). Denna isolerade yta och dess skuldra har
bearbetats i relation till gängan för munstycket.
• Använd endast specifierade monteringsytor.
Precision Plasma med Elektronisk Flödesreglering -3-10

AVDELNING 3 INSTALLATION
3.7 Kylmedel för brännaren
T
O
L
I
P
C
R
L
O
R
T
N
O
C
T
N
E
R
R
U
C
RECISION PLASMARC
Kylmedelspåfyllning-
shatten Fill Cap
A
R
E
W
O
P
• Ta bort kylmedelslocket på framsidan av konsolen
och fyll kylmedelstanken med 4 gallon (15 liter)
plasmakylmedel, P/N 156F05 (en gallon).
• Fyll inte över maxnivån
• Sätt på locket.
Vanligt frostskyddsmedel gör att brännaren
FÖRSIKTIGHET
!
fungerar dåligt
Använd speciellt brännarkylmedel!
P/N156F05
På grund av hög elektrisk ledningsförmåga ska
På grund av hög elektrisk ledningsförmåga ska
På grund av hög elektrisk ledningsförmåga skaPå grund av hög elektrisk ledningsförmåga ska
kranvatten eller vanligt frostskyddsmedel EJ
kranvatten eller vanligt frostskyddsmedel EJ
kranvatten eller vanligt frostskyddsmedel EJkranvatten eller vanligt frostskyddsmedel EJ
ANVÄNDAS som kylmedel för brännaren. Ett speciellt
ANVÄNDAS som kylmedel för brännaren. Ett speciellt
ANVÄNDAS som kylmedel för brännaren. Ett specielltANVÄNDAS som kylmedel för brännaren. Ett speciellt
utformat brännarkylmedel är NÖDVÄNDIGT. Detta
utformat brännarkylmedel är NÖDVÄNDIGT. Detta
utformat brännarkylmedel är NÖDVÄNDIGT. Dettautformat brännarkylmedel är NÖDVÄNDIGT. Detta
kylmedel skyddar även mot frysning ner till –34° C.
kylmedel skyddar även mot frysning ner till –34° C.
kylmedel skyddar även mot frysning ner till –34° C.kylmedel skyddar även mot frysning ner till –34° C.
Användning av enheten utan kylmedel resulterar i
Användning av enheten utan kylmedel resulterar i
Användning av enheten utan kylmedel resulterar iAnvändning av enheten utan kylmedel resulterar i
permanenta skador på kylpumpen.
permanenta skador på kylpumpen.
permanenta skador på kylpumpen.permanenta skador på kylpumpen.
3.8 Inspektion av gas- och kylmedelsledningar
För att fullfölja installationen, är det nödvändigt att
inspektera förbindelser sammansatta på fältet för
läckage.
• Gasledningar: använd standard tvållösning.
Trycksätt systemet från kontrollsidan (SDP-fil).
• Kylmedel: kontrollera att förbindningarna ej visar
tecken på fuktighet.
Precision Plasma med Elektronisk Flödesreglering - 3-11

AVDELNING 3 INSTALLATION
3.9 Att byta ut EPROM i Kraftenhetens Programmerbara Logiska Styrenhet
Det kan hända att Precision Plasmarc-systemet
blivit skickat konfigurerat för en manuell
flödesregulator (Serie “A”). Om så är fallet, måste
EPROM i den kraftenhetens programmerbara
logiska styrenhet bytas ut mot en EFC EPROM.
Denna EFC EPROM skickas med kraftenheten.
Användning av fel EPROM kan Resultera i
FÖRSIKTIGHET
!
FÖRSIKTIGHET
!
Skadade Systemdelar
Serie “ A” och EFC EPROMs är programmerade
med olika programvaror. EFC EPROM
ignorerar signaler från tryckströmbrytaren för
processgas och inkluderar inte
processgasrensningen som krävs för serie
“ A” .
Felhantering kan skada elektroniska delar.
Hantera elektroniska delar med omsorg.
• Tappa dem inte
• Böj inte stiften
• Rör inte kretskomponenterna - hantera
längs kanterna när det är möjligt
!
FÖRSIKTIGHET
VARNING
!
Elektroniska delar kan skadas av
urladdningar orsakade av statisk
elektricitet
Integrerade kretsar är känsliga för
överspänningar. Skadorna syns kanske inte
omedelbart men dyker upp som ett för tidigt
fel.
EFC EPROM skickas i en anti-statisk påse.
Förvara EPROM i denna påse.
Använd en skyddande jordningsrem när du
hanterar känsliga elektroniska delar.
Elektrisk stöt kan döda!
Dra ur nätkablen till kraftenheten från väggen
innan du gör några kopplingar eller justeringar
inuti kraftkällan.
Precision Plasma med Elektronisk Flödesreglering -3-12

AVDELNING 3 INSTALLATION
T
O
I
P
L
C
R
L
O
R
T
N
O
C
N
T
E
R
R
U
C
I
C
E
R
A
R
E
W
O
P
C
R
A
M
S
A
L
P
N
O
I
S
Vänster panel
1. Se till att Plasmarcs kraftenhet har kopplats bort
från nätet.
2. Frilägg PLC (Programmable Logic Controller =
programmerbara logiska styrenhet) genom att ta
bort panelen på vänstra sidan av kraftenheten.
3. Ta loss EPROM/skyddet på PLCn för att
komma åt EPROM.
PLC
EFC EPROM
finns här
Precision Plasma med Elektronisk Flödesreglering - 3-13
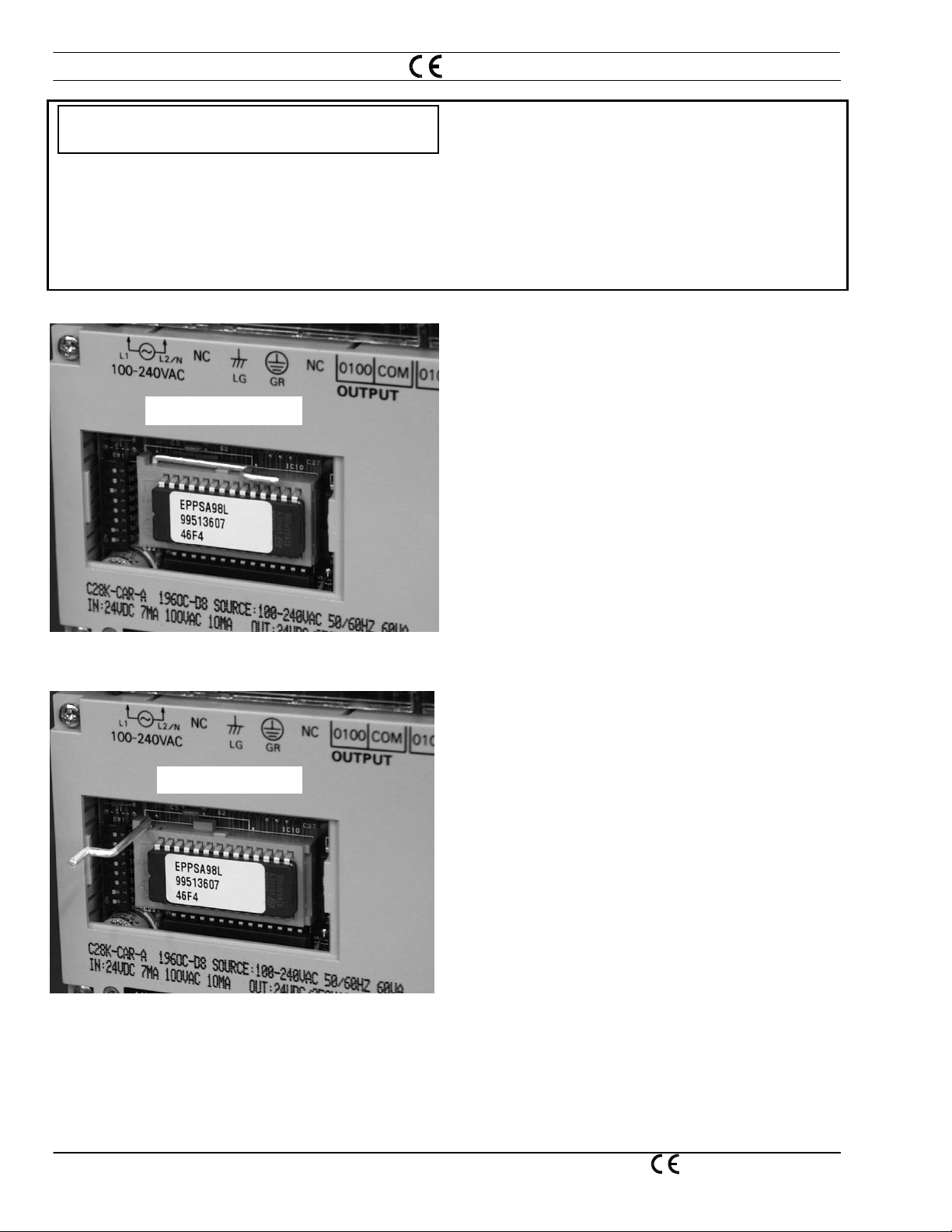
AVDELNING 3 INSTALLATION
Användning av EPROM-avdragare kan
FÖRSIKTIGHET
EPROM fastlåst
skada sockeln
Borttagning av en i PLC fastklämd EPROM
med våld kan förorsaka att sockeln/EPROM
går sönder.
En speciell nollkraftsEPROM-sockel används
för att eliminera behovet av specialverktyg.
4. Ta bort EPROM från sockeln. INGEN
AVDRAGARE BEHÖVS FÖR ATT GÖRA
DETTA. Frigör bygeln som låser EPROM på
plats, lyft serie “A” EPROM från sockeln.
5. Ta bort EFC EPROM från paketet.
6. Syfta noggrant in EFC EPROM-stiften mot
sockelhålen och sätt in.
7. Lås EPROM genom att föra tillbaka spaken
samtidigt som du håller EPROM på plats.
EPROM öppen
8. Sätt tillbaka EPROM-skyddet och den vänstra
panelen.
EPPESA= Serie “A” EPROM, manuell
flödesregulator
P/N 99513607
EPPSEFC= EFC EPROM, elektronisk
flödesregulator
P/N 99513608
Precision Plasma med Elektronisk Flödesreglering -3-14

AVDELNING 4 DRIFT
LOW
4.1 Primärsidans kontrollenheter
4.1.1 Huvudströmbrytare
EMERGENCY
STOP
DO NOT SWITCH
WHILE CUTTING
Huvudströmbrytare
Styr ineffekten till fläkten, vattenkylaren och PCn
(Power Control= strömbrytare). Orange indikationsljus
till vänster om knappen.
4.1.2 Strömställare för pilotbåge
EMERGENCY
STOP
POWER
ON
OFF
FÖRSIKTIGHET
Strömställare för pilotbåge (Pilot Arc)
Används för att välja HÖG eller LÅG startpilotbåge
beroende på skärförhållandena. Se Processdata för
mer information gällande under vilka förhållande Hög
och Låg Start används.
Ändring av pilotbågen under användning kan
skada brännaren.
Ändra inte läget på strömställaren för pilotbågen
under körning.
Ändra innan brännaren startar.
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering
4-1

AVDELNING 4 DRIFT
4.1.3 Varningslampor
• Coolant Flow - varninglampa för kylvätskeflöde,
visar lågt kylvätskeflöde. När enheten slås på,
kommer lampan att visa ett fel helt kort och sedan
slockna.
• Plasma Gas Pressure - varninglampa för
plasmagastryck, visar lågt plasmagastryck.
4.1.4 Mätare
Brännaren kommer inte att tända. Används inte på
EFC.
EFC.
EFC.EFC.
• Start Gas Pressure - varningslampa för
startgastryck, visar lågt startgastryck. Brännaren
kommer inte att tända. Används inte på EFC.
• P/S Temp - varningslampa för P/S Temp, visar för
hög temperatur i spänningsomvandlaren i
kraftenheten. Kraftenheten kommer att slås av.
• P/S Fault - varningslampa för P/S fel, visar fel i
plasmakontroll PCB i kraftenheten. Kraftenheten
kommer att slås av.
• Over-Under Voltage - varningslampa för Över-
Under spänning, ingående spänning är över eller
under PCU-konsolens toleransnivå. Låses tills
dess att spänning har återfåtts.
• Emergency Stop - varningslampa för akutstopp,
visar att CNC gått i baklås. Kraftförsörjningen
kommer inte att fungera.
Används inte på EFC.
Används inte på EFC.Används inte på EFC.
• Cutting Current Meter (A) – skärströmsmätare
(A), visar verklig skärström i ampere.
• Cutting Voltage Meter (V)
skärspänningsmätare(V), visar verklig
skärspänning.
Används inte på
Används inte påAnvänds inte på
4-2
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering

AVDELNING 4 DRIFT
4.1.5 Omställare för strömstyrkereglering
• Panelposition – Utgångsströmmen ställs då in
med strömställaren
• Strömställare – ställer in skärströmmen när
ströminställningen görs från konsolens frampanel.
Visaren är graderad från 0 till 99.9 ampere. 70.0
ampere visas på bilden.
Fjärrposition – Utgångsströmmen ställs in av CNC
(eller en extern strömställare) med en analog dc
signal0-10 Vdc = 0-100 Adc
4.2 Skärkvalitet
4.2.1 Introduktion
Faktorer som påverkar skärkvaliteten är beroende av
varann. Förändring av en variabel påverkar alla de
andra. Det kan vara svårt att hitta en lösning. Följande
guide erbjuder möjliga lösningar på olika skärproblem.
Börja med att välja det mest utmärkande förhållandet:
§ 4.2.2 Skärvinkel, negativ eller positiv
§ 4.2.3 Skärytan inte plan; är rundad eller
underskuren
§ 4.2.4 Skrovlig yta
§ 4.2.5 Slagg
I vanliga fall ger de rekommenderade skärinställningarna
optimal skärkvalitet, men ibland kan förhållanden variera
tillräckligt mycket att små justeringar behövs. Om så är
fallet:
• Gör små, gradvisa justeringar.
• Justera bågspänning i steg om 5 volt, upp eller
ner enligt behov.
• Justera klipphastigheten 5% eller mindre enligt
behov tills förhållandena förbättras.
OBSERVERA
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
Innan du försöker med NÅGRA ändringar, jämför
skärvariablerna med vad som rekommenderats av
fabriken och kontrollera slitdelar med de
artikelnummer som anges i avsnittet Processdata.
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering
4-3

AVDELNING 4 DRIFT
4.2.2 Skärvinkel
Negativ skärvinkel
De övre måtten är större än de undre.
Detal
• Brännaren är felinriktad
• Arbetsstycket är böjt eller skevt
• Utslitna eller skadade slitdelar
• För litet avstånd (bågspänning)
• Skärhastighet för låg (maskinens skärhastighet)
DetaljAvfall
Positiv skärvinkel
De övre måtten är mindre än de undre.
Detalj
• Brännaren är felinriktad
• Arbetsstycket är böjt eller skevt
4-4
• Utslitna eller skadade slitdelar
• För stort avstånd (bågspänning)
• Skärhastighet snabb
• Strömstyrka för hög eller låg. (Se Processdata för
rekommenderad strömstyrka för specifika
DetaljAvfall
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
munstycken).
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering

AVDELNING 4 DRIFT
4.2.3 Planhet i snittet
Rundade över- och undersidor
Detta uppträder oftast när arbetsstycket är .25” tjockt
(6,4mm) eller mindre.
• För hög strömstyrka för given materialtjocklek (Se
Processdata för rätta inställningar).
Avfall
Detalj
Överkanten underskuren
• För litet avstånd (bågspänning)
Avfall
Detalj
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering
4-5

AVDELNING 4 DRIFT
4.2.4 Ytans struktur
Processinducerad grovhet
Skärytan är konstant grov. Kan vara begränsat till en
riktning, men inte alltid.
• Inkorrekt skyddande gasblandning (Se
Processdata)
Sedd uppifrån
• Utslitna eller skadade slitdelar
Skuren yta
MMMMaskin-inducerad grovhet
Kan vara svår att skilja från process-induced grovhet.
Ofta begränsad till en riktning. Grovheten är
olikformig.
Processinducerad
grovhet
el
Maskininducerad
grovhet
• Smutsiga styrlinjaler, hjul och/eller
kuggstångsdrivningen. (Vänd dig till avsnittet
Underhåll i denna manual).
• Dåligt justerade löphjul
4-6
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering

AVDELNING 4 DRIFT
y
4.2.5 Slagg
Slagg är en biprodukt av skärprocessen. Det är
oönskat material som blir kvar på arbetsstycket. I de
flesta fall kan slagg reduceras eller elimineras med rätt
inställning av brännar- och skärparametrar. Se
Processdata.
Förskjutnings-
linjer
Vy från sidan
Skuren yta
Höghastigetsslagg
Materialsvets eller utvikning på undersidan längs
skärsnittet. Svårt att ta bort. Kan kräva slipning eller
huggning. “S”-formade förskjutningslinjer.
Utvikning
• För stort avstånd (bågspänning)
• Skärhastighet för snabb
Förskjutning-
slinjer
V
från sidan
Skuren yta
Låghastighetslagg
Metallkorn bildas på undersidan längs skärsnittet. Lätt
Droppar
att ta bort.
• Skärhastighet för låg
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering
4-7
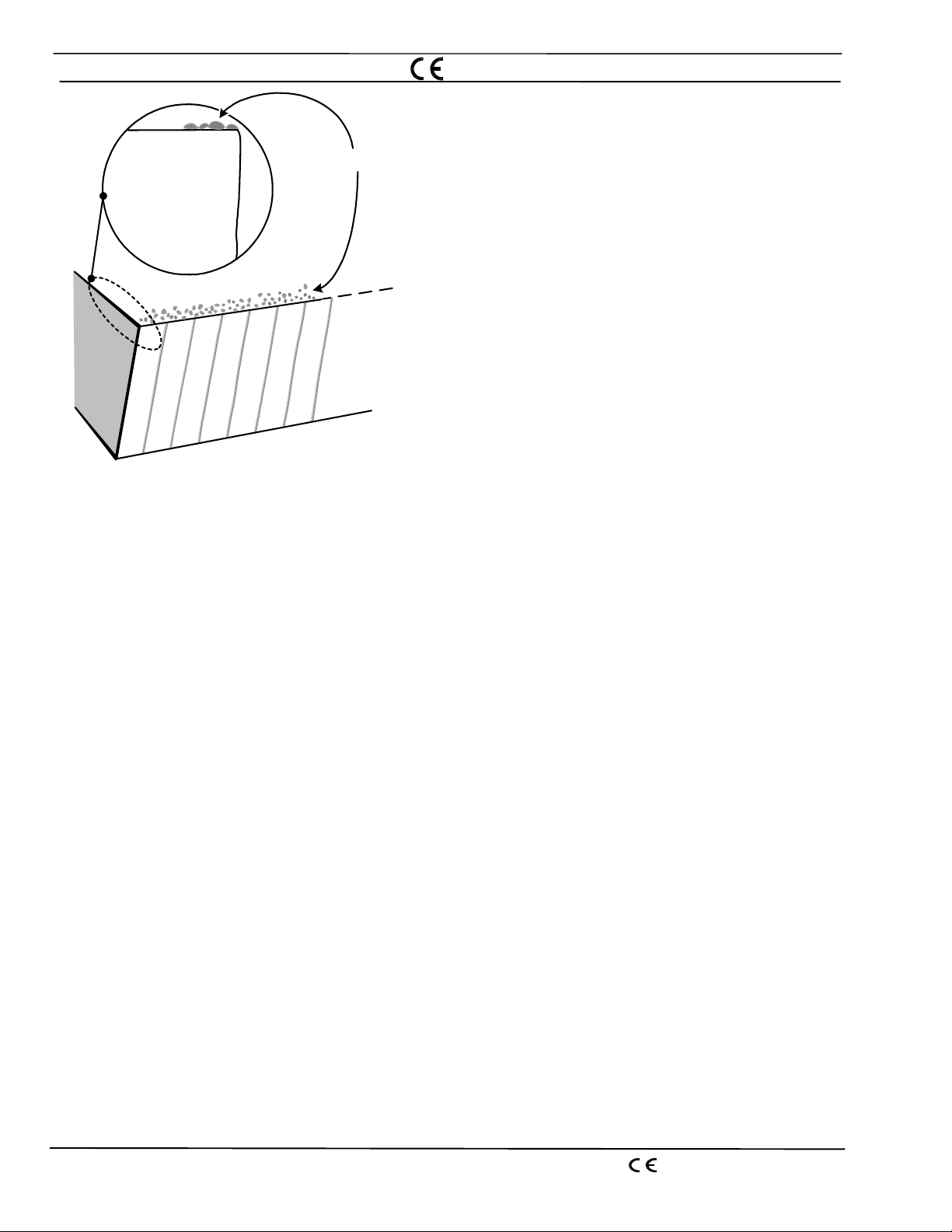
AVDELNING 4 DRIFT
k
Vy från sidan
Stän
Slagg på översidan
Uppstår som stänk på översidan av arbetsstycket.
Oftast lätt att ta bort.
• Skärhastighet för hög
• För stort avstånd (bågspänning).
Skuren yta
Intermittent slagg
Uppstår på över- eller undersidan längs skärsnittet.
Intermittent. Kan uppstå i alla slaggformer
• Möjligen utslitna slitdelar
Andra faktorer som påverkar slagg;
• Materialtemperatur
• Tjock valsyta eller rost
• Legeringar med hög kolhalt
4-8
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering

AVDELNING 4 DRIFT
4.2.6 Dimensionell noggrannhet
Användning av lägsta möjliga hastighet (inom
godkända gränser) brukar ge bästa noggrannhet. Välj
slitdelar som tillåter lägre bågspänning och långsamare
skärhastighet.
OBSERVERA
OBSERVERA
Rekommenderad skärhastighet och bågspänning
ger optimal skärning i de flesta fall.
Små gradvisa justeringar kan behövas beroende
på materialkvalitet, materialtemperatur och
specifik legering. Operatören bör komma ihåg att
alla skärvariabler är beroende av varann.
Förändringar i en inställning påverkar alla andra
och skärkvaliteten kan försämras. Börja alltid
med rekommenderade inställningar.
Innan du försöker med NÅGRA ändringar, jämför
skärvariablerna med vad som rekommenderats
av fabriken och kontrollera slitdelar med de
artikelnummer som anges i avsnittet
Processdata.
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering
4-9

AVDELNING 4 DRIFT
4.3 Gasalternativens inverkan på skärkvaliteten
4.3.1 Introduktion
Alla gaser är inte lämpliga för alla situationer. Vissa
gaser hjälper till med skärningen av specifika material
och tjocklekar. Det följande förklarar varför vissa
gaser väljs och deras inverkan på den färdiga delen.
Annan inverkan såsom bågspänning och
gasflöde/tryck behandlas i Processdata.
OBSERVERA
4.3.2 Aluminium
Materialtjock-lek:
Materialtjock-lek:
Materialtjock-lek:Materialtjock-lek:
Skärkvalitet:
Skärkvalitet:
Skärkvalitet:Skärkvalitet:
Plasmagas:
Plasmagas: Kväve
Plasmagas:Plasmagas:
Skyddsgas:
Skyddsgas: Kväve/metan
Skyddsgas:Skyddsgas:
Diskussion:
Diskussion:
Diskussion:Diskussion:
Vänd dig till skärprocessdata i denna avdelning
för rekommenderade flöde-/tryckinställningar.
Alla tjocklekar mellan .062" till .625" (1,6 mm till 15,9 mm)
• Slät skäryta
• Nästan inget slagg
Skyddsgasens sammansättning är väldigt viktig. Mellan 2 och 3 delar
kväve, till 1 del metan är önskvärt. Fel proportioner ger mycket slagg.
4-10
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering
AVDELNING 4 DRIFT
OBSERVERA
4.3.3 Kolstål
Materialtjock-lek:
Materialtjock-lek:
Materialtjock-lek:Materialtjock-lek:
Materialtjock-lek:
Materialtjock-lek:
Materialtjock-lek:Materialtjock-lek:
26 GA (.018") till 10 GA (.135") (0,5 mm till 3,4 mm)
Skärkvalitet:
Skärkvalitet:
Skärkvalitet:Skärkvalitet:
• Slät skäryta
• Nästan inget slagg
Plasmagas:
Plasmagas: Syre
Plasmagas:Plasmagas:
Skyddsgas:
Skyddsgas: Syre/kväve
Skyddsgas:Skyddsgas:
Skyddande gas är vanligen kväve. En liten mängd syre blandad med
Diskussion:
Diskussion:
Diskussion:Diskussion:
kväve kan effektivt förbättra slaggsituationen vid tunna material från 26
GA till 10 GA kolstål. En skyddsgas av enbart syre kan även ge
acceptabla result på tunnare material.
.125" till .75" (3,2 mm till 19,1 mm)
Vänd dig till skärprocessdata i PT 24-manualen
för rekommenderade flödes-/tryckinställningar.
Skärkvalitet:
Skärkvalitet:
Skärkvalitet:Skärkvalitet:
• Slät skäryta
• Nästan inget slagg
Plasmagas:
Plasmagas: Syre
Plasmagas:Plasmagas:
Skyddsgas:
Skyddsgas: Kväve
Skyddsgas:Skyddsgas:
Skärning av kolstål med syre resulterar i en värmeavgivande reaktion.
Denna kemiska reaktion får kolet i materialet att brinna på liknande sätt
Diskussion:
Diskussion:
Diskussion:Diskussion:
som under syrebränsleskärning. Detta tillsammans med den elektriska
energin ger lägre strömstyrkenivåer utan att skärhastigheten behöver
minskas.
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering
4-11
AVDELNING 4 DRIFT
OBSERVERA
4.3.4 Rostfritt stål
Materialtjock-lek:
Materialtjock-lek:
Materialtjock-lek:Materialtjock-lek:
Skärkvalitet:
Skärkvalitet:
Skärkvalitet:Skärkvalitet:
Plasmagas:
Plasmagas: Kväve
Plasmagas:Plasmagas:
Skyddssgas:
Skyddssgas: Kväve/metan
Skyddssgas:Skyddssgas:
Diskussion:
Diskussion:
Diskussion:Diskussion:
Materialtjock-lek:
Materialtjock-lek: 26 GA (.018") till 16 GA (.062") (0,5 mm till 1,6 mm)
Materialtjock-lek:Materialtjock-lek:
Vänd dig till skärprocessdata i denna avdelning
för rekommenderade flödes-/tryckinställningar.
22 GA (.028") till 16 GA (.062") (0,7 mm till 1,6 mm)
• Positiv skärvinkel
• Utmäkta slaggegenskaper
• Blank skäryta.
På grund av de höga skärhastigheterna är en positiv skärvinkel naturlig.
Använd ett 70-amp munstycke vid 50 amp för att låta mera gas att
lämna munstycket.
• Mörk skäryta
Skärkvalitet:
Skärkvalitet:
Skärkvalitet:Skärkvalitet:
• Nästan inget slagg
• Förbättrad skärvinkelräthet
Plasmagas:
Plasmagas: Syre
Plasmagas:Plasmagas:
Skyddsgas:
Skyddsgas: Syre/kväve
Skyddsgas:Skyddsgas:
Låg strömstyrka/lägre hastigheter ger större vinkelräthet i skär i tunna
Diskussion:
Diskussion:
Diskussion:Diskussion:
Materialtjock-lek:
Materialtjock-lek: .125" till .625" (3,2 mm till 15,9 mm)
Materialtjock-lek:Materialtjock-lek:
material. Syre tillåter en lägre bågspänning, vilket förbättrar
skärvinkelrätheten. “B-munstycket” används vid 30 ampere.
• Mörk skärkant
Skärkvalitet:
Skärkvalitet:
Skärkvalitet:Skärkvalitet:
• Bra slaggegenskaper
• Bra skärvinkel
Plasmagas:
Plasmagas: Luft
Plasmagas:Plasmagas:
Skyddsgas:
Skyddsgas: Luft
Skyddsgas:Skyddsgas:
4-12
Diskussion:
Diskussion:
Diskussion:Diskussion:
När de är samma, blandas skyddsgasen och plasmagasen. Denna
blandning ger ökat skärgasflöde/tryck. Detta ökade flöde/tryck har en
direkt inverkan på skärvinkelrätheten.
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering
AVDELNING 4 DRIFT
OBSERVERA
Rostfritt stål
Materialtjock-lek:
Materialtjock-lek: .125" till .625" (3,2 mm till 15,9 mm)
Materialtjock-lek:Materialtjock-lek:
• Matt skäryta
Skärkvalitet:
Skärkvalitet:
Skärkvalitet:Skärkvalitet:
• Ljusgrå färg
• Mycket slätare yta
• Möjligen en liten ökning i skärvinkeln
Plasmagas:
Plasmagas: Luft
Plasmagas:Plasmagas:
Skyddsgas:
Skyddsgas: Luft/metan
Skyddsgas:Skyddsgas:
För mycket metan i den skyddande gasblandningen kan resultera i mer slagg.
Diskussion:
Diskussion:
Diskussion:Diskussion:
4:1 förhållande luft till metan rekommenderas. Eftersom metan är bränslegas
är det möjligt att man kan få en liten ökning i skärvinklarna.
Vänd dig till skärprocessdata i denna avdelning
för rekommenderade flödes-/tryckinställningar.
Materialtjock-lek:
Materialtjock-lek: .125" till .625" (3,2 mm till 15,9 mm)
Materialtjock-lek:Materialtjock-lek:
• Mörk skäryta liknande den som fås med luft
Skärkvalitet:
Skärkvalitet:
Skärkvalitet:Skärkvalitet:
• Utmärkta slaggegenskaper
• Bra skärvinkel
Plasmagas:
Plasmagas: Kväve
Plasmagas:Plasmagas:
Skyddsgas:
Skyddsgas: Kväve
Skyddsgas:Skyddsgas:
Skyddsgas och plasmagas blandas; volymen/trycket hos den skyddande
Diskussion:
Diskussion:
Diskussion:Diskussion:
Materialtjock-lek:
Materialtjock-lek: .187" till .625" (4,7 mm till 15,9 mm)
Materialtjock-lek:Materialtjock-lek:
gasen kan påverka skärvinkelrätheten på ett negativt sätt. Högre
skyddsvolym ger en negativ skärvinkel. En lägre volym ger en positiv vinkel.
• Blank skäryta
Skärkvalitet:
Skärkvalitet:
Skärkvalitet:Skärkvalitet:
• Läppformation på undersidan
• Slaggformation; kan vara kraftig och svår att ta bort
Plasmagas:
Plasmagas: Kväve
Plasmagas:Plasmagas:
Skyddsgas:
Skyddsgas: Kväve/metan
Skyddsgas:Skyddsgas:
Diskussion:
Diskussion:
Diskussion:Diskussion:
Eftersom metan är en bränslegas, kan flödes-/tryckvärdena påverka
skärvinkeln. Högt flöde/tryck resulterar i en negativ skärvinkel, lågt flöde/tryck
resulterar i en positiv skärvinkel. Kväve till metan proportionen är 10 till 14
delar N
gör den skyddande gasblandningen kväve/metan olämplig för en del
applikationer på färdiga delar.
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
/ 1 del CH4. Läppen som formas på undersidan är besvärlig, vilket
2
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering
4-13

AVDELNING 4 DRIFT
Denna sida har avsiktligt lämnats tom.
4-14
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering

AVDELNING 4 DRIFT
4.4 Processdata
4.4.1
4.4.1 Introduktion
4.4.1 4.4.1
Introduktion
IntroduktionIntroduktion
Följande information är ett result av många timmars
provning och är en allmän guide för inställning och
skärning med PT-24 Precision Plasmarc-systemet. I
de flesta fall kommer dessa inställningar att ge
skärningar av högsta kvalitet. Information lämnas
beträffande:
• Skärning av aluminium, kolstål och rostfritt stål
• bågspänning (vid olika avstånd)
• skärhastighet
• strömstyrka (ampere)
• gasflödesvärden för alla kombinationer av
plasmagas
Samma data finns förvarad i SDP-filer. (Se din
kontrollmanual för mer information om SDP-filer.)
Information om detaljnummer för slitdelar finns också
inkluderat.
Precision Plasma med E
Precision Plasma med Elektronisk Flödesreglering
Precision Plasma med EPrecision Plasma med E
lektronisk Flödesreglering -
lektronisk Flödesregleringlektronisk Flödesreglering
4-15

AVDELNING 4 DRIFT
)
)
)
4.4.2 Processdata
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Aluminium
30
Kväve @125 psi/8.6 Bar
Kväve @125 psi/8.6 Bar
Metan @ 100 psi/6.9 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21536 (3 hål
21536 (3 hål)
21536 (3 hål
21536 (3 hål
P/N P/N
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21541, "B"
21541, "B"
P/N P/N
21541, "B"21541, "B"
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring
SköldisoleringsSköldisolerings
P/N 22010
P/N 22010
P/N 22010P/N 22010
Isoleringsskölds
Isoleringsskölds----hållare
IsoleringssköldsIsoleringsskölds
med O
med O----Ring
med Omed O
P/N 21712
P/N 21712
P/N 21712P/N 21712
Ring
Ring Ring
ållare/
ållareållare
ring
ringring
hållare
hållare hållare
/
/ /
4444----16
161616
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG SG1
PGPG
Materialtjocklek
IN 0.062 0.075 0.090 0.125 0.187 0.250
MM 1,6 1,9 2,3 3,2 4,7 6,4
Fördröjd skärning (SEK.)
N2 N2 CH4
0 0 0 0 0 0
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 45 45 45 45 45 45
SG1- Skär 20 20 20 20 20 20
SG2- Skärflöde 10 10 10 10 10 10
40 40 40 40 40 40
55 55 55 55 55 55
Aluminium
SG1 SG2
SG1SG1
30 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
150 152 153 158 170 189
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge –HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottörläge – läs mitt på kulan
150 135 105 78 30 25
3810 3429 2667 1981 762 635
Precision Plasma med elektronisk flödesreglering -
4444----17
17
1717

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Aluminium
55
Kväve @125 psi/8.6 Bar
Kväve @125 psi/8.6 Bar
Metan @ 100 psi/6.9 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N
P/N 950714
950714
P/N P/N
950714950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring
SköldisoleringsSköldisolerings
P/N 22010
P/N 22010
P/N 22010P/N 22010
Isoleringsskölds
Isoleringsskölds----hållare
IsoleringssköldsIsoleringsskölds
med O
med O----Ring
med Omed O
P/N 21712
P/N 21712
P/N 21712P/N 21712
ållare/
ållareållare
Ring
Ring Ring
4 hål
/
/ /
ring
ringring
hållare
hållare hållare
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----18
181818
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.062 0.125 0.187 0.250
MM 1,6 3,2 4,7 6,4
Fördröjd skärning (SEK.)
N2 N2 CH4
0 0 0 0
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaklippgas 1
Skyddande
gas
(Flödesangivelse)
SG1-Start 55 55 55 55
SG1- Skär 20 20 20 20
SG2- Skärflöde 10 10 10 10
45 45 45 45
75 75 75 85
Aluminium
SG1 SG2
SG1SG1
55 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
136 139 152 168
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
170 130 78 46
4318 3302 1981 1168
Precision Plasma med elektronisk flödesreglering -
4444----19
19
1919

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Aluminium
70
Kväve @125 psi/8.6 Bar
Kväve @125 psi/8.6 Bar
Metan @ 100 psi/6.9 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/
P/N 21758
N 21758
P/P/
N 21758N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21543, "D"
P/N P/N
Mu
Munstycksh
nstyckshållare
MuMu
nstyckshnstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringsskölds
Isoleringsskölds----hållare
IsoleringssköldsIsoleringsskölds
med O
med O----Ring
med Omed O
P/N 21712
P/N 21712
P/N 21712P/N 21712
4 hål
21543, "D"
21543, "D"21543, "D"
ållare/
ållareållare
Ring
Ring Ring
/
/ /
ring P/N
ring P/N ring P/N
hållare
hållare hållare
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----20
202020
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Fördröjd skärning (SEK.)
N2 N2 CH4
0 0 0.1 0.2
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 45 45 45 45
SG1- Skär 20 20 20 20
SG2- Skärflöde 10 10 10 10
65 65 65 65
50 50 100 100
Aluminium
SG1 SG2
SG1SG1
70 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
150 157 168 182
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÄL.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
80 65 55 30
2032 1651 1397 762
Precision Plasma med elektronisk flödesreglering -
4444----21
21
2121

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Aluminium
100
Kväve @125 psi/8.6 Bar
Kväve @125 psi/8.6 Bar
Metan @ 100 psi/6.9 Bar
Brännarhu
Brännarhussss
BrännarhuBrännarhu
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring
SköldisoleringsSköldisolerings
P/N 22010
P/N 22010
P/N 22010P/N 22010
Isoleringsskölds
Isoleringsskölds----hållare
IsoleringssköldsIsoleringsskölds
med O
med O----Ring P/N
med Omed O
21712
21712
2171221712
4 hål
ållare/
/
ållareållare
/ /
ring
ringring
hållare
hållare hållare
Ring P/N
Ring P/N Ring P/N
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----22
222222
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Fördröjd skärning (SEK.)
N2 N2 N2
0 0 0.1 0.1
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 60 60 60 60
SG1- Skär 31 31 31 31
SG2- Skärflöde 10 10 10 10
80 80 80 80
100 100 100 100
Aluminium
SG1 SG2
SG1SG1
100 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
155 160 166 174
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblanding i flödesregleringen.
3. Flottör – läs mitt på kulan
65 80 65 50
2413 2032 1778 1270
Precision Plasma med elektronisk flödesreglering -
4444----23
23
2323

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Kolstål
16
Syre @ 125 PSI / 8.6 Bar
Kväve @125 psi/8.6 Bar
Syre @ 125 PSI / 8.6 Bar
Brännarhus
Brännarhus
Brännarhus Brännarhus
P/N
P/N 21758
21758
P/NP/N
21758 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21852 (2 hål)
21852 (2 hål)
21852 (2 hål
P/N P/N
21852
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21540, "A"
21540, "A"
P/N P/N
21540, "A"21540, "A"
MMMMunstycksh
unstyckshållare
unstyckshunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----
SköldisoleringsSköldisolerings
ring P/N 22010
ring P/N 22010
ring P/N 22010ring P/N 22010
Isoleringsskölds
Isoleringsskölds----
IsoleringssköldsIsoleringsskölds
hållare med O
hållare med O----Ring P/N
hållare med Ohållare med O
21712
21712
2171221712
2 hål
ållare/
/
ållareållare
/ /
Ring P/N
Ring P/N Ring P/N
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----24
242424
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 20GA 18GA 16GA 14GA 12GA 10GA
MM 0,9 1,2 1,6 2,0 2,7 3,4
Fördröjd skärning (SEC.)
O2 N2 O2
0 0 0 0.1 0.5 0.1
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 20 20 20 20 20 20
SG1- Skär 0 0 0 0 0 0
SG2- Skärflöde 6 6 6 6 6 6
20 20 20 20 20 20
11 11 11 11 11 11
Kolstål
SG1 SG2
SG1SG1
16 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
103 105 115 118 116 117
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – LÅG.
2. Skär- och ALT gasblandning i flödesreglering.
3. Flottör – läs mitt på kulan
100 85 80 60 50 36
2540 2159 2032 1524 1270 914
Precision Plasma med elektronisk flödesreglering -
4444----25
25
2525

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Kolstål
35
Syre @ 125 PSI / 8.6 Bar
Kväve @125 psi/8.6 Bar
Syre @ 125 PSI / 8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vatten
Vattenbaffel
baffel
VattenVatten
baffelbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21536 (3 hål)
21536 (3 hål)
21536 (3 hål
P/N P/N
21536
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21541, "B"
21541, "B"
P/N P/N
21541, "B"21541, "B"
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
dif
diffusor P/N 22007
fusor P/N 22007
difdif
fusor P/N 22007fusor P/N 22007
Sköldisolerings
Sköldisolerings---- ring
SköldisoleringsSköldisolerings
P/N 22010
P/N 22010
P/N 22010P/N 22010
Isoleringsskölds
Isoleringsskölds----hållare
IsoleringssköldsIsoleringsskölds
med O
med O----Ring P/N
med Omed O
21712
21712
2171221712
3 hål
ållare/
/
ållareållare
/ /
ring
ring ring
hållare
hållare hållare
Ring P/N
Ring P/N Ring P/N
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----26
262626
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 14GA 0.125 0.135 0.187 0.250
MM 1,9 3,2 3,4 4,7 6,4
Fördröjd skärning (SEK.)
O2 N2 O2
0 0 0 0 0
Inställningaparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddgas
(Flödesangivelse)
SG1-Start 50 50 50 50 50
SG1- Skär 0 0 0 0 0
SG2- Skärflöde 6 6 6 6 6
38 38 38 38 38
15 15 15 15 15
Kolstål
SG1 SG2
SG1SG1
35 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
113 119 120 122 124
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
80 55 52 40 30
3032 1397 1320 1016 762
Precision Plasma med elektronisk flödesreglering -
4444----27
27
2727

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Kolstål
45
Syre @ 125 PSI / 8.6 Bar
Kväve @125 psi/8.6 Bar
Syre @ 125 PSI / 8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Munstyck
Munstycksh
MunstyckMunstyck
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring
SköldisoleringsSköldisolerings
P/N 22010
P/N 22010
P/N 22010P/N 22010
Isoleringsskölds
Isoleringsskölds----hållare
IsoleringssköldsIsoleringsskölds
med O
med O----Ring P/N
med Omed O
21712
21712
2171221712
4 hål
shållare
ållare/
ållareållare
/
/ /
ring
ringring
hållare
hållare hållare
shsh
Ring P/N
Ring P/N Ring P/N
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----28
282828
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.
AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.125 0.135 0.187 0.250 0.375
MM 3,2 3,4 4,7 6,4 9,5
Fördröjd skärning (SEK.)
O2 N2 O2
0.3 0.3 0.3 0.3 0.4
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 50 50 50 50 50
SG1- Skär 16 16 16 16 10
SG2- Skärflöde 0 0 0 0 0
50 50 50 50 50
20 20 20 20 20
Kolstål
SG1 SG2
SG1SG1
45 Amperes
SG2
SG2SG2
Flödesangivelse
Bågspänning
108 111 114 121 124
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
60 50 45 35 20
1524 1270 1143 889 508
Precision Plasma med elektronisk flödesreglering -
4444----29
29
2929

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Kolstål
70
Syre @ 125 PSI / 8.6 Bar
Kväve @125 psi/8.6 Bar
Syre @ 125 PSI / 8.6 Bar
Brännarhus
Brännarhus
Brännarhus Brännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638
P/N 638797
P/N 638P/N 638
OOOO----Ring
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
P/N P/N
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21543, "D"
P/N P/N
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolering
Sköldisoleringssss----ring P/N
SköldisoleringSköldisolering
22010
22010
2201022010
Isoleringsskölds
Isoleringsskölds----hållare
IsoleringssköldsIsoleringsskölds
med O
med O----Ring P/N
med Omed O
21712
21712
2171221712
797
797797
Ring
RingRing
Ring
RingRing
Ring
RingRing
21692 (4 hål)
21692 (4 hål
21692
21543, "D"
21543, "D"21543, "D"
Ring P/N
Ring P/N Ring P/N
4 hål
ållare/
ållareållare
ring P/N
ring P/N ring P/N
hållare
hållare hållare
/
/ /
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skydskåpa med lås
Skydskåpa med lås
Skydskåpa med låsSkydskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----30
303030
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.187 0.250 0.312 0.375 0.500 0.625
MM 4,7 6,4 7,9 9,5 12,7 12,9
Fördröjd skärning (SEK.)
O2 N2 O2
0 0 0 0.1 0.2 0.5
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 60 60 60 60 60 60
SG1- Skär 33 33 33 33 20 20
SG2- Skärflöde 0 0 0 0 0 0
60 60 60 60 60
25 25 25 25 25 25
Kolstål
SG1 SG2
SG1SG1
70 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
108 110 114 113 135 140
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
110 100 70 60 30 25
2794 2413 1778 1524 762 635
Precision Plasma med elektronisk flödesreglering -
4444----31
31
3131

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Kolstål
100
Syre @ 125 PSI / 8.6 Bar
Kväve @125 psi/8.6 Bar
Syre @ 125 PSI / 8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 63879
P/N 638797777
P/N 63879P/N 63879
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----rrrring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringsskölds
Isoleringsskölds----hållare
IsoleringssköldsIsoleringsskölds
med O
med O----Ring P/N
med Omed O
21712
21712
2171221712
4 hål
ållare/
/
ållareållare
/ /
ing P/N
ing P/N ing P/N
hållare
hållare hållare
Ring P/N
Ring P/N Ring P/N
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----32
323232
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.312 0.375 0.500 0.625 0.750
MM 7,9 9,5 12,9 15,9 19,1
Fördröjd skärning (SEK.)
O2 N2 O2
0 0 0.1 0.1 0.1
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 60 60 60 60 60
SG1- Skär 30 30 30 30 30
SG2- Skärflöde 0 0 0 0 0
80 80 80 80 80
30 30 30 30 30
Kolstål
SG1 SG2
SG1SG1
100 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
115 120 132 137 143
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
90 80 50 30 25
2290 2030 1270 760 630
Precision Plasma med elektronisk flödesreglering -
4444----33
33
3333
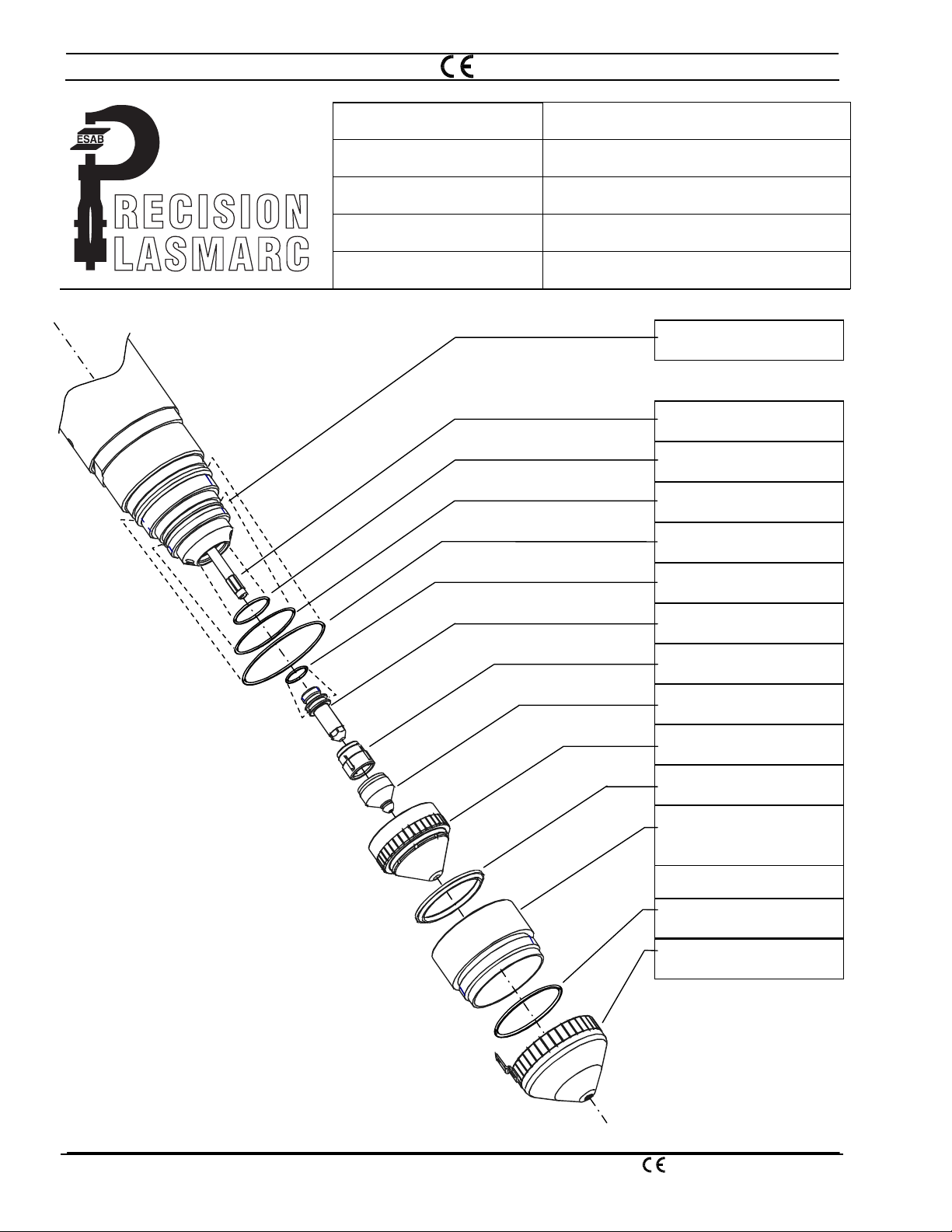
AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
30
Syre @ 125 PSI / 8.6 Bar
Kväve @125 psi/8.6 Bar
Syre @ 125 PSI / 8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 6387
P/N 638797
P/N 6387P/N 6387
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21536 (3 hål)
P/N P/N
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21541, "B"
P/N P/N
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
97
9797
21536 (3 hål)
21536 (3 hål
21536
21541, "B"
21541, "B"21541, "B"
3 hål
ållare/
ållareållare
ring P/N
ring P/N ring P/N
/
/ /
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----34
343434
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 26GA 24GA 22GA 18GA 16GA
MM 0,4 0,6 0,7 1,2 1,6
Fördröjd skärning (SEK.)
O2 N2 O2
0 0 0 0 0
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 40 40 40 40 40
SG1- Skär 20 20 20 20 20
SG2- Skärflöde 5 5 5 5 5
45 45 45 45 45
18 18 18 18 18
Rostfritt stål
SG1 SG2
SG1SG1
30 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
105 105 107 109 111
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – LÅG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – lås mitt på kulan
250 200 190 140 100
6350 5080 4826 3556 2540
Precision Plasma med elektronisk flödesreglering -
4444----35
35
3535

AVDELNING 4 DRIFT
)
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
50
Luft @ 125 psi/8.6 Bar
Luft @ 125 psi/8.6 Bar
Luft @ 125 psi/8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----RRRRing
ing
inging
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål
21692 (4 hål)
21692 (4 hål
21692 (4 hål
P/N P/N
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
ållare/
ållareållare
ring P/N
ring P/ring P/
/
/ /
N
N N
4444----36
363636
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.125 0.187 0.250 0.375
MM 3,2 4,7 6,4 9,5
Fördröjd skärning (SEK.)
luft luft luft
0 0 01 0.2
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 45 45 45 45
SG1- Skär 35 35 35 35
SG2- Skärflöde 0 0 0 0
60 60 60 60
95 95 95 95
Rostfritt stål
SG1 SG2
SG1SG1
50 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
134 140 145 155
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
90 60 40 18
2286 1524 1016 457
Precision Plasma med elektronisk flödesreglering -
4444----37
37
3737

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
70
Luft @ 125 psi/8.6 Bar
Luft @ 125 psi/8.6 Bar
Luft @ 125 psi/8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaff
Vattenbaffel
VattenbaffVattenbaff
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
P/N P/N
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21543, "D"
P/N P/N
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffu
diffusor P/N 22007
diffudiffu
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
el
elel
21692 (4 hål)
21692 (4 hål
21692
21543, "D"
21543, "D"21543, "D"
sor P/N 22007
sor P/N 22007sor P/N 22007
4 hål
ållare/
ållareållare
ring P/N
ring P/N ring P/N
/
/ /
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----38
383838
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Fördröjd skärning (SEK.)
luft luft luft
0.3 0.4 0.5 0.6
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 60 60 60 60
SG1- Skär 40 40 40 40
SG2- Skärflöde 0 0 0 0
70 70 70 70
95 95 95 95
Rostfritt stål
SG1 SG2
SG1SG1
70 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
131 152 158 162
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
100 50 28 20
2540 1270 711 609
Precision Plasma med elektronisk flödesreglering -
4444----39
39
3939

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
100
Luft @ 125 psi/8.6 Bar
Luft @ 125 psi/8.6 Bar
Luft @ 125 psi/8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Munstycksh
Munstyckshål
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring
SköldisoleringsSköldisolerings
P/N 22010
P/N 22010
P/N 22010P/N 22010
Isoleringssköldshållare med O-Ring
P/N 21712
4 hål
ållare
lare/
ålål
larelare
/
/ /
ring
ringring
OOOO----Ring
Ring –
– sköldhållare.
sköldhållare.
Ring Ring
––
sköldhållare. sköldhållare.
(Ref. P/N 996528)
(Ref. P/N 996528)
(Ref. P/N 996528)(Ref. P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----40
404040
Precision Plasma med elektronisk flödesreglering -
AVDELNING 4 DRIFT
Processdata
PG
PG SG1
PGPG
Materialtjocklek
IN 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Fördröjd skärning (SEK.)
luft luft luft
0.3 0.4 0.5 0.6
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 60 60 60 60
SG1- Skär 35 35 35 40
SG2- Skärflöde 0 0 0 0
80 80 80 80
65 65 65 70
Rostfritt stål
SG1 SG2
SG1SG1
100 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
129 135 142 150
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
80 60 35 25
2030 1520 889 635
Precision Plasma med elektronisk flödesreglering -
4444----41
41
4141

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
70
Luft @ 125 psi/8.6 Bar
Luft @ 125 psi/8.6 Bar
Metan @ 100 psi/6.9 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Munstycksh
Munstyckshåll
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
4 hål
ållare
are/
ållåll
areare
/
/ /
ring P/N
ring P/N ring P/N
OOOO----Ring
Ring –
– sköldhållare.
sköldhållare.
Ring Ring
––
sköldhållare. sköldhållare.
(Ref. P/N 996528)
(Ref. P/N 996528)
(Ref. P/N 996528)(Ref. P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----42
424242
Precision Plasma med elektronisk flödesreglering -

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.125 0.187 0.250 0.387 0.500
MM 3,2 4,7 6,4 9,5 12,7
Fördröjd skärning (SEK.)
luft luft CH4
0.2 0.3 0.4 0.5 0.6
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 60 60 60 60 60
SG1- Skär 40 40 40 40 40
SG2- Skärflöde 10 10 10 10 10
70 70 70 70 70
100 100 100 100 100
Rostfritt stål
SG1 SG2
SG1SG1
70 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
131 146 154 166 175
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
120 80 50 30 24
3048 2032 1270 762 609
Precision Plasma med elektronisk flödesreglering -
4444----43
43
4343

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
100
Luft @ 125 psi/8.6 Bar
Luft @ 125 psi/8.6 Bar
Metan @ 100 psi/6.9 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/
P/N 638797
N 638797
P/P/
N 638797N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Munstyckhållare /diffusor
Munstyckhållare /diffusor
Munstyckhållare /diffusorMunstyckhållare /diffusor
P/N 22007
P/N 22007
P/N 22007P/N 22007
Sköldisoler
Sköldisolerings
SköldisolerSköldisoler
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
4 hål
ings----ring P/N
ring P/N
ingsings
ring P/N ring P/N
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----44
444444
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
SG1 SG2
PGPG
Materialtjocklek
IN 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Fördröjd skärning (SEK.)
luft luft CH4
0.3 0.4 0.5 0.6
Inställningsparametrar (se anmärkning)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 60 60 60 60
SG1- Skär 40 40 40 40
SG2- Skärflöde 7 10 10 10
80 80 80 80
100 100 100 100
SG1SG1
100 Ampere
Rostfritt stål
SG2
SG2SG2
Flödesangivelse
Bågspänning
140 150 159 170
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
80 60 35 25
2030 1524 889 635
Precision Plasma med elektronisk flödesreglering -
4444----45
45
4545

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
50
Kväve @125 psi/8.6 Bar
Kväve @125 psi/8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
4 hål
ållare/
ållareållare
ring P/N
ring P/N ring P/N
/
/ /
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----46
464646
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
SG1 SG2
PGPG
Materialtjocklek
IN 0.125 0.187 0.250 0.375
MM 3,2 4,7 6,4 9,5
Fördröjd skärning (SEK.)
N2 N2
0 0 0.1 0.2
Inställningsparametrar (se anmärkning)
Plasmastartgas 1
Plasmaskärgas 1
Skyddgas
(Flödesangivelse)
SG1-Start 45 45 45 45
SG1- Skär 35 35 35 35
SG2- Skärflöde 0 0 0 0
60 60 60 60
85 85 85 85
SG1SG1
50 Ampere
Rostfritt stål
SG2
SG2SG2
Flödesangivelse
Bågspänning
128 133 144 155
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
90 60 40 22
2286 1524 1016 558
Precision Plasma med elektronisk flödesreglering -
4444----47
47
4747

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
70
Kväve @125 psi/8.6 Bar
Kväve @125 psi/8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
4 hål
ållare/
ållareållare
ring P/N
ring P/N ring P/N
/
/ /
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----48
484848
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Fördröjd skärning (SEK.)
N2 N2
0.3 0.4 0.5 0.6
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddgas
(Flödesangivelse)
SG1-Start 60 60 60 60
SG1- Skär 40 40 40 40
SG2- Skärflöde 0 0 0 0
70 70 70 70
95 95 95 95
Rostfritt stål
SG1 SG2
SG1SG1
70 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
132 150 154 159
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblanding i flödesregleringen.
3. Flottör – läs mitt på kulan
75 50 28 24
1905 1270 711 609
Precision Plasma med elektronisk flödesreglering -
4444----49
49
4949

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
100
Kväve @125 psi/8.6 Bar
Kväve @125 psi/8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 217
P/N 21758
P/N 217P/N 217
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
P/N P/N
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21923, "E"
P/N P/N
Munstycks
Munstyckshhhhållare
MunstycksMunstycks
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
58
5858
Ring
RingRing
Ring
RingRing
Ring
RingRing
Ring
RingRing
21692 (4 hål)
21692 (4 hål
21692
21923, "E"
21923, "E"21923, "E"
4 hål
ållare/
ållareållare
ring P/N
ring P/N ring P/N
/
/ /
OOOO----Ring
Ring –
– sköldhållare.
sköldhållare.
Ring Ring
––
sköldhållare. sköldhållare.
(Ref. P/N 996528)
(Ref. P/N 996528)
(Ref. P/N 996528)(Ref. P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----50
505050
Precision Plasma med elektronisk flödesreglering -

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
SG1 SG2
PGPG
Materialtjocklek
IN 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Fördröjd skärning (SEK.)
N2 N2
0.3 0.4 0.5 0.6
Inställningsparmetrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1-Start 60 60 60 60
SG1- Skär 50 35 35 35
SG2- Skärflöde 0 0 0 0
80 80 80 80
95 95 95 95
SG1SG1
100 Ampere
Rostfritt stål
SG2
SG2SG2
Flödesangivelse
Bågspänning
135 145 153 157
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
80 60 35 25
2032 1520 889 635
Precision Plasma med elektronisk flödesreglering -
4444----51
51
5151

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
70
Kväve @125 psi/8.6 Bar
Kväve @125 psi/8.6 Bar
Metan @ 100 psi/6.9 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 2
P/N 21758
1758
P/N 2P/N 2
17581758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Mu
Munstycksh
nstyckshållare
MuMu
nstyckshnstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
4 hål
ållare/
ållareållare
ring P/N
ring P/N ring P/N
/
/ /
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----52
525252
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Fördröjd skärning (SEK.)
N2 N2 CH4
0.3 0.4 0.5 0.6
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1- Start 60 60 60 60
SG1- Skär 43 43 43 43
SG2- Skärflöde 5 5 5 5
75 75 75 75
85 85 85 85
Rostfritt stål
SG1 SG2
SG1SG1
70 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
136 150 159 162
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
75 50 28 24
1905 1270 711 609
Precision Plasma med elektronisk flödesreglering -
4444----53
53
5353

AVDELNING 4 DRIFT
(
)
)
PT-24 Skärbrännare
Material:
Ampere:
Plasmagas:
Skyddsgas:
Inblandningsgas:
Rostfritt stål
100
Kväve @125 psi/8.6 Bar
Kväve @125 psi/8.6 Bar
Metan @ 100 psi/6.9 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N
P/N 21758
21758
P/N P/N
2175821758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Munst
Munstycksh
MunstMunst
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
4 hål
yckshållare
ållare/
yckshycksh
ållareållare
/
/ /
ring P/N
ring P/N ring P/N
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----54
545454
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Processdata
PG
PG
SG1
PGPG
Materialtjocklek
IN 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 5,9
Fördröjd skärning (SEK.)
N2 N2 CH4
0.3 0.4 0.5 0.6
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
SG1- Start 50 70 60 42
SG1- Skär 45 45 45 42
SG2- Skärflöde 5 5 5 7
80 80 80 80
95 95 95 95
Rostfritt stål
SG1 SG2
SG1SG1
100 Ampere
SG2
SG2SG2
Flödesangivelse
Bågspänning
138 150 162 170
Skärhastighet
IPM (tum per minut)
MM/MIN
Anteckningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
80 60 35 25
2032 1524 889 635
Precision Plasma med elektronisk flödesreglering -
4444----55
55
5555

AVDELNING 4 DRIFT
(
)
)
Plasmamärkning “ B” Munstycke
PT-24 Skärbrännare
Ampere:
Plasmagas:
Skyddsgas:
10
Argon @ 125 PSI / 8.6 Bar
Luft @ 125 PSI/ 8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Rin
Ringggg
RinRin
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N 21536 (3 Hål)
P/N 21536 (3 Hål)
P/N 21536 (3 Hål
P/N 21536
Munstycke
Munstycke
Munstycke Munstycke
P/N 21541 “B”
P/N 21541 “B”
P/N 21541 “B”P/N 21541 “B”
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----rrrring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
3 Hål
ållare/
ållareållare
ing P/N
ing P/N ing P/N
/
/ /
4444----56
565656
OOOO----Ring
Ring -
- sköldshållare.
sköldshållare.
Ring Ring
--
sköldshållare. sköldshållare.
(Ref. P/N 996528)
(Ref. P/N 996528)
(Ref. P/N 996528)(Ref. P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
Precision Plasma med elektronisk flödesreglering -

AVDELNING 4 DRIFT
Plasmamärkning
“ B”
Munstycke
Processdata
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
Flödesangivelse
SG1-Start 35
SG1- Skär 35
SG2- Skärflöde 0
35
35
10 Ampere
Bågspänning
77
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
200
5080
Precision Plasma med elektronisk flödesreglering -
4444----57
57
5757

AVDELNING 4 DRIFT
Plasmamärkning “ B” Munstycke
PT-24 Skärbrännare
Ampere:
Plasmagas:
Skyddsgas:
15
Argon @ 125 PSI / 8.6 Bar
Luft @ 125 PSI/ 8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N 21536 3 hål
P/N 21536 3 hål
P/N 21536 3 hålP/N 21536 3 hål
Munstycke
Munstycke
Munstycke Munstycke
P/N 21541 “B”
P/N 21541 “B”
P/N 21541 “B”P/N 21541 “B”
Munstyckhållare /diffusor
Munstyckhållare /diffusor
Munstyckhållare /diffusorMunstyckhållare /diffusor
P/N 22007
P/N 22007
P/N 22007P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
ring P/N
ring P/N ring P/N
4444----58
585858
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N
P/N 996528)
996528)
P/NP/N
996528) 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Plasmamärkning
Processdata
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
Flödeangivelse
SG1-Start 35
SG1- Skär 35
SG2- Skärflöde 0
35
35
“ B”
Munstycke
15 Ampere
Bågspänning
77
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
300
7620
Precision Plasma med elektronisk flödesreglering -
4444----59
59
5959

AVDELNING 4 DRIFT
(
)
)
Plasmamärkning “ C” Munstycke
PT-24 Skärbrännare
Ampere:
Plasmagas:
Skyddsgas:
10
Argon @ 125 PSI / 8.6 Bar
Luft @ 125 PSI/ 8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/
P/N 21758
N 21758
P/P/
N 21758N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N 21542 “C”
P/N 21542 “C”
P/N 21542 “C”P/N 21542 “C”
Munstycks
Munstyckshhhhållare
MunstycksMunstycks
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
4 hål
ållare/
ållareållare
ring P/N
ring P/N ring P/N
/
/ /
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----60
606060
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Plasmamärkning
Processdata
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
Flödesangivelse
SG1- Start 37
SG1- Skär 37
SG2- Skärflöde 0
62
62
“ C”
Munstycke
10 Ampere
Bågspänning
77
Skärhastighet
IPM (tum i minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
100
2540
Precision Plasma med elektronisk flödesreglering -
4444----61
61
6161

AVDELNING 4 DRIFT
(
)
)
Plasmamärkning “ C” Munstycke
PT-24 Skärbrännare
Ampere:
Plasmagas:
Skyddsgas:
15
Argon @ 125 PSI / 8.6 Bar
Luft @ 125 PSI/ 8.6 Bar
Brännarhus
Brännarhus
BrännarhusBrännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ri
Ring
ng
RiRi
ngng
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N 21542 “C”
P/N 21542 “C”
P/N 21542 “C”P/N 21542 “C”
Munstyckhållare /diffusor
Munstyckhållare /diffusor
Munstyckhållare /diffusorMunstyckhållare /diffusor
P/N 22007
P/N 22007
P/N 22007P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Insoleringsskölds
Insoleringsskölds----hållare
InsoleringssköldsInsoleringsskölds
med O
med O----Ring P/N
med Omed O
21712
21712
2171221712
4 hål
ring P/N
ring P/N ring P/N
Ring P/N
Ring P/NRing P/N
hållare
hållare hållare
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----62
626262
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Plasmamärkning
Processdata
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddgas
(Flödesangivelse)
Flödesangivelse
SG1- Start 35
SG1- Skär 35
SG2- Skärflöde 0
62
62
“ C”
Munstycke
15 Ampere
Bågspänning
77
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
200
5080
Precision Plasma med elektronisk flödesreglering -
4444----63
63
6363

AVDELNING 4 DRIFT
(
)
)
Plasmamärkning “ D” Munstycke
PT-24 Skärbrännare
Ampere:
Plasmagas:
Skyddsgas:
10
Argon @ 125 PSI / 8.6 Bar
Luft @ 125 PSI/ 8.6 Bar
Brännarhus
Brännarhus
Brännarhus Brännarhus
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N 21543 “D”
P/N 21543 “D”
P/N 21543 “D”P/N 21543 “D”
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolerings
Sköldisolerings----ring P/N
SköldisoleringsSköldisolerings
22010
22010
2201022010
Isoleringssköldshållare med O-Ring
P/N 21712
4 hål
ållare/
/
ållareållare
/ /
ring P/N
ring P/N ring P/N
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----64
646464
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.

AVDELNING 4 DRIFT
Plasmamärkning
Processdata
Inställningsparametrar (se anmärkningar)
Plasmastartgas 1
Plasmaskärgas 1
Skyddsgas
(Flödesangivelse)
Flödesangivelse
SG1- Start 100
SG1- Skär 100
SG2- Skärflöde 0
77
77
“ D”
Munstycke
10 Ampere
Bågspänning
77
Skärhastighet
IPM (tum per minut)
MM/MIN
Anmärkningar:
1. Pilotbåge – HÖG.
2. Skär- och ALT gasblandning i flödesregleringen.
3. Flottör – läs mitt på kulan
100
2540
Precision Plasma med elektronisk flödesreglering -
4444----65
65
6565

AVDELNING 4 DRIFT
(
)
)
Plasmamärkning “ D” Munstycke
PT-24 Skärbrännare
Ampere:
Plasmagas:
Skyddsgas:
15
Argon @ 125 PSI / 8.6 Bar
Luft @ 125 PSI/ 8.6 Bar
Brännare
Brännare
BrännareBrännare
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vattenbaffel
Vattenbaffel
VattenbaffelVattenbaffel
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----Ring
Ring
RingRing
P/N 6
P/N 638797
38797
P/N 6P/N 6
3879738797
OOOO----Ring
Ring
RingRing
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----Ring
Ring
RingRing
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----Ring
Ring
RingRing
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrod
Elektrod
ElektrodElektrod
P/N 21539
P/N 21539
P/N 21539P/N 21539
Virvelbaffel
Virvelbaffel
Virvelbaffel Virvelbaffel
P/N
P/N 21692 (4 hål)
21692 (4 hål)
21692 (4 hål
P/N P/N
21692
Munstycke
Munstycke
Munstycke Munstycke
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Munstycksh
Munstyckshållare
MunstyckshMunstycksh
diffusor P/N 22007
diffusor P/N 22007
diffusor P/N 22007diffusor P/N 22007
Sköldisolering
Sköldisoleringssss----ring
SköldisoleringSköldisolering
P/N 22010
P/N 22010
P/N 22010P/N 22010
Isoleringssköldshållare med O-Ring
P/N 21712
4 hål
ållare/
ållareållare
ring
ringring
/
/ /
OOOO----Ring
Ring -
- sköldhållare.
sköldhållare. (Ref.
Ring Ring
--
sköldhållare. sköldhållare.
P/N 996528)
P/N 996528)
P/N 996528)P/N 996528)
Skyddskåpa med lås
Skyddskåpa med lås
Skyddskåpa med låsSkyddskåpa med lås
P/N 22531
P/N 22531
P/N 22531P/N 22531
Baffel och munstycke
är de enda utbytbara
delarna i brännarens
framdel som kan vara
olika beroende på
strömstyrkan
4444----66
666666
Precision Plasma med elektronisk flödesreglering -
(Ref.
(Ref. (Ref.
 Loading...
Loading...