


EAC 10 Control panel
Manual de instruções
0463 612 001 PT 20220929
Valid for: From software version: 1.10A

ÍNDICE
1
INTRODUÇÃO
1.1 Idioma
1.2 Painel de controlo
1.3 Configuração inicial
2
MENUS
2.1 Geral
2.2 Arranque
2.3 Ecrã Measured (Medidas)
2.4 Ecrã Prepar.
2.4.1 Ecrã Prepar., fonte de alimentação CA ................................................ 9
2.5 Memória dos dados de soldadura
2.6 Welding menu (Menu de soldadura)
2.7 Menu de ferramentas
2.8 Menu de parâmetros gerais
2.9 Menu de configuração da máquina
3
SOLDADURA POR ARCO SUBMERSO (SAW - SUBMERGED ARC
........................................................................................................
WELDING)
3.1 Definições para soldadura por arco submerso
.............................................................................................
......................................................................................................
..................................................................................
...............................................................................
........................................................................................................
..................................................................................................
......................................................................
............................................................................................
........................................................
.....................................................
.............................................................................
...................................................................
......................................................
...................................................................................................
...................................
4
4
4
6
7
7
7
8
8
9
10
11
11
12
15
15
4
SOLDADURA POR ARCO ELÉTRICO EM ATMOSFERA INERTE
(GMAW - GAS METAL ARC WELDING)
4.1 Definições para soldadura por arco eléctrico em atmosfera inerte
5
ARCAIR
5.1 Definições para goivagem
6
EXPLICAÇÃO DAS FUNÇÕES
6.1 Tensão do arco
6.2 CA, corrente de soldadura constante
6.3 CW, velocidade de alimentação de fio constante
6.4 Velocidade de alimentação do fio
6.5 Velocidade de deslocação
6.6 Direcção de soldadura
6.7 Frequência CA
6.8 Equilíbrio CA
6.9 Desvio CA
6.10 Tipo de início
6.11 Enchimento de crateras
6.12 Tempo de "burnback"
.......................................................................................................
.....................................................................
...................................................................
.......................................................................................
.....................................................................
...........................................................................
........................................................................................
...........................................................................................
...............................................................................................
..........................................................................................
.........................................................................
............................................................................
.....................................................
...................................................
...............................
.........................................................
16
..
16
18
18
20
20
20
20
20
20
20
20
20
21
21
21
21
7
FERRAMENTAS
7.1 Resolução de eventos
7.1.1 Registo de erros ................................................................................... 22
7.1.2 Erros activos......................................................................................... 23
7.2 Exportar/Importar
0463 612 001 © ESAB AB 2022
..........................................................................................
...........................................................................
...................................................................................
22
22
23

ÍNDICE
7.3 Funções de qualidade
7.4 Informação da unidade
7.5 Perfis de autorização
8
CÓDIGOS DE ERRO
...................................................................................
NÚMEROS DE ENCOMENDA
............................................................................
..........................................................................
.............................................................................
............................................................................
23
24
24
26
29
Reservamo-nos o direito de alterar as especificações sem aviso prévio.
0463 612 001 © ESAB AB 2022

1 INTRODUÇÃO
1 INTRODUÇÃO
Para tirar o máximo partido do seu equipamento de soldadura, recomendamos a leitura
deste manual de instruções.
Para obter informações gerais sobre a unidade de controlo EAC 10, consulte o manual de
instruções da mesma.
1.1 Idioma
O painel de controlo vem de fábrica com o idioma em inglês. Estão disponíveis os seguintes
idiomas: inglês, sueco, finlandês, dinamarquês, alemão, francês, italiano, neerlandês,
espanhol, português, húngaro, polaco, checo, norueguês, inglês dos EUA, russo e turco.
Para selecionar ou alterar o idioma, siga as instruções na secção "Configuração inicial".
1.2 Painel de controlo
NOTA!
Podem ocorrer diferenças no funcionamento do painel, dependendo do produto em
que está instalado.
1. Paragem de soldadura 8. Direção do movimento de deslocação
manual
2. Início de soldadura 9. Movimento rápido
3. Corrente de soldadura /
Equilíbrio/velocidade de alimentação
do fio
4. Tensão do arco / Tensão de
compensação*
5. OK / Menu de definições 12. Memória 1, 2, 3 / Teclas de função
6. Anterior 13. Velocidade / frequência de deslocação*
7. Alimentação de fio manual ascendente 14. Ligação USB
*Apenas com o Aristo®1000 em modo CA.
0463 612 001
10. Alimentação de fio manual descendente
11. Direção do movimento de deslocação
manual
- 4 -
© ESAB AB 2022

1 INTRODUÇÃO
Para cima
Os botões são utilizados para cima, para baixo,
para a direita, para a esquerda e Confirmar (botão
central) durante as configurações e as definições.
Paragem de soldadura (1). Para todos os movimentos de deslocação, todos
os motores e a corrente de soldadura.
Início de soldadura (2). O LED está aceso e a soldadura está em curso.
O botão OK (5) é utilizado para confirmar uma opção selecionada.
O botão Recuar (6) é utilizado para voltar um passo atrás no menu.
Para definir o tipo e a dimensão do fio, mantenha-o premido durante mais de
3segundos.
Prima o botão Alimentação manual ascendente do fio (7) para alimentar o
fio em direção ascendente. O fio é alimentado enquanto o botão for premido.
Prima o botão Movimento de deslocação (8) para deslocar na direção
indicada pelo símbolo no equipamento de soldadura.
O botão Movimento rápido (9) é utilizado conjuntamente com outros botões
para aumentar a velocidade. Prima o botão para ativar o movimento rápido e
prima o botão de alimentação manual do fio (7, 10) ou o botão de movimento
de deslocação (8, 11). O LED do botão de movimento rápido acende-se
enquanto a função está ativada. Prima novamente para desativar o
movimento rápido.
Durante a configuração, é possível confirmar e guardar um valor e voltar ao
ecrã anterior utilizando o botão de movimento rápido.
Para
esque
rda
a
Para
a
direita
Para baixo
Prima o botão Alimentação manual descendente do fio (10) para alimentar
o fio em direção descendente. O fio é alimentado enquanto o botão for
premido.
Prima o botão Movimento de deslocação (11) para deslocar na direção
indicada pelo símbolo no equipamento de soldadura.
É possível memorizar três opções diferentes de dados de soldadura por
cabeça de soldadura na memória do painel de controlo utilizando as teclas de
função 1, 2 e 3 (12). A funcionalidade das teclas de função também varia de
acordo com o menu apresentado no momento. É possível ver a função atual
no texto apresentado na linha inferior do visor.
O botão1(3) de corrente de soldadura e equilíbrio/velocidade de alimentação
do fio é utilizado para aumentar ou reduzir os valores definidos.
O botão de tensão do arco/tensão de compensação1(4) é utilizado para
aumentar ou reduzir os valores definidos.
0463 612 001
- 5 -
© ESAB AB 2022

1 INTRODUÇÃO
O botão de velocidade/frequência de deslocação1(13) é utilizado para
aumentar ou reduzir os valores definidos.
1
Apenas com o Aristo® 1000 em modo de CA.
1.3 Configuração inicial
No primeiro arranque após a entrega, após uma atualização do programa e a conclusão de
uma reposição, é necessário realizar a configuração inicial do painel de controlo. A
configuração inicial é iniciada automaticamente.
Também é possível iniciar a configuração inicial mantendo premido OK durante o arranque,
enquanto o logótipo ESAB é apresentado.
Um utilizador autorizado pode alterar a configuração em PARÂMETROS GERAIS .
1. Selecione o idioma utilizando os botões Para cima/Para baixo/Direita/Esquerda.
Confirme com OK ou com o botão central.
2. Selecione a unidade de medição utilizando os botões para a Direita/Esquerda.
Confirme com OK ou com o botão central.
3. Defina a data utilizando os botões Para cima/Para baixo. Alterne entre o ano, o mês e
o dia com os botões Direita/Esquerda. Confirme com OK ou com o botão central.
4. Defina a hora utilizando os botões Para cima/Para baixo. Alterne entre as horas e os
minutos com os botões Direita/Esquerda. Confirme com OK ou com o botão central.
5. Selecione o tipo de fio com os botões Para cima/Para baixo. Os tipos de fio
apresentados dependem da cabeça de soldadura detetada durante o arranque.
Confirme com OK ou com o botão central.
6. Selecione a dimensão do fio com os botões Para cima/Para baixo. Confirme com OK
ou com o botão central.
7. Após a configuração inicial, o painel de controlo avança para o menu PREPAR. .
0463 612 001
- 6 -
© ESAB AB 2022

2 MENUS
2 MENUS
2.1 Geral
NOTA!
Premir demoradamente os botões corresponde a premi-los mais de 3 segundos.
Premir brevemente os botões corresponde a premi-los menos de 3 segundos.
Quando qualquer um dos ecrãs DEFINIR ou MEDIDA é apresentado, prima
continuamente o botão OK para abrir o MENU DE SOLDADURA alargado. As
informações apresentadas no visor dependem do nível de autorização. O nível de
autorização é apresentado com um ícone no canto superior direito do visor e
explicado na secção "Perfis de autorização".
2.2 Arranque
1. A versão do software é apresentada no painel de controlo durante o arranque. O
painel de controlo deteta automaticamente a cabeça de soldadura durante o
arranque.
NOTA!
A cabeça de soldadura é identificada pelo respetivo cabo. Se substituir o
cabo, utilize uma peça sobresselente original da ESAB para manter esta
funcionalidade.
2. Se não estiver ligada qualquer fonte de alimentação digital, é apresentado um menu
para selecionar o tipo de fonte de alimentação analógica.
A fonte de alimentação analógica utilizada anteriormente é apresentada se o
interruptor de ligar/desligar estiver na posição II. Prima qualquer botão no prazo de 3
segundos para abrir o menu e alterar a fonte de alimentação analógica utilizando os
botões Para cima/Para baixo e OK.
Se não premir qualquer botão, o arranque continua sem alterações à fonte de
alimentação.
3. O tipo e a dimensão do fio selecionados anteriormente são apresentados. Prima
qualquer botão no prazo de 7 segundos para abrir o menu. Selecione o tipo e a
dimensão do fio utilizando os botões Para cima/Para baixo e OK.
Se não premir qualquer botão, o painel de controlo continua para o menu PREPAR.
sem alterações ao tipo ou à dimensão do fio.
0463 612 001
- 7 -
© ESAB AB 2022

2 MENUS
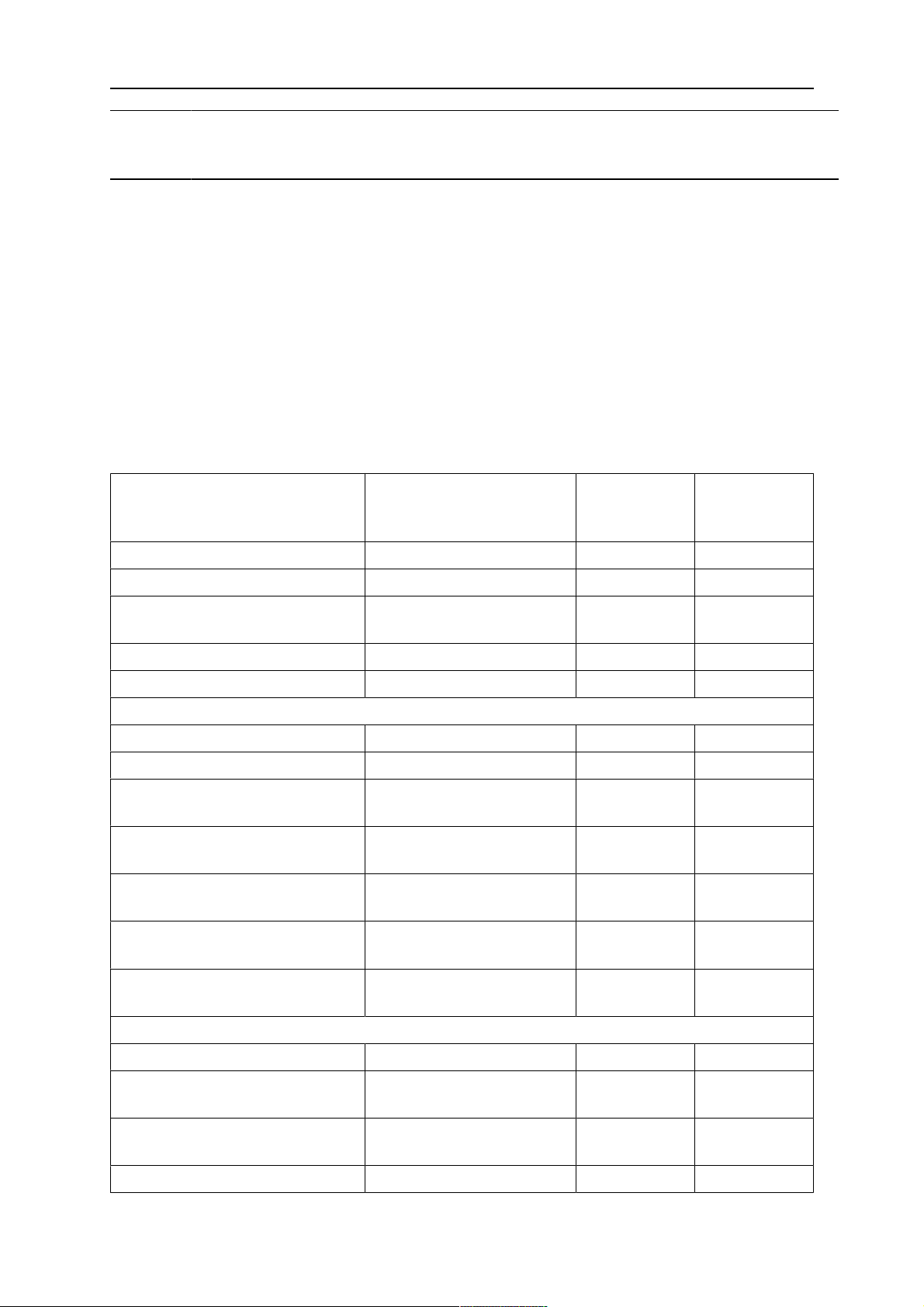
2.3 Ecrã Measured (Medidas)
PREPAR. MEASURED (Medidas)
O ecrã MEASURED (Medidas) apresenta os valores medidos durante a soldadura. A
informação apresentada no ecrã depende do método de soldadura selecionado.
O ecrã apresenta as informações divididas em quatro partes:
Método, fio, entrada de calor Amperagem
Velocidade de deslocação Tensão
Premir brevemente o botão OK quando uma fonte de alimentação CA está ligada
abre o ecrã de definições de CA. Premir demoradamente o botão OK abre o ecrã
de definições WELDING MENU (MENU DE SOLDADURA) .
Rode qualquer um dos botões após a paragem da soldadura para abrir o ecrã
PREPAR. . Os valores são apresentados e o ecrã PREPAR. mantém-se aberto.
Premir brevemente qualquer uma das teclas 1, 2 ou 3 ativa a entrada de memória
correspondente. O ecrã PREPAR. abre-se e os valores são apresentados.
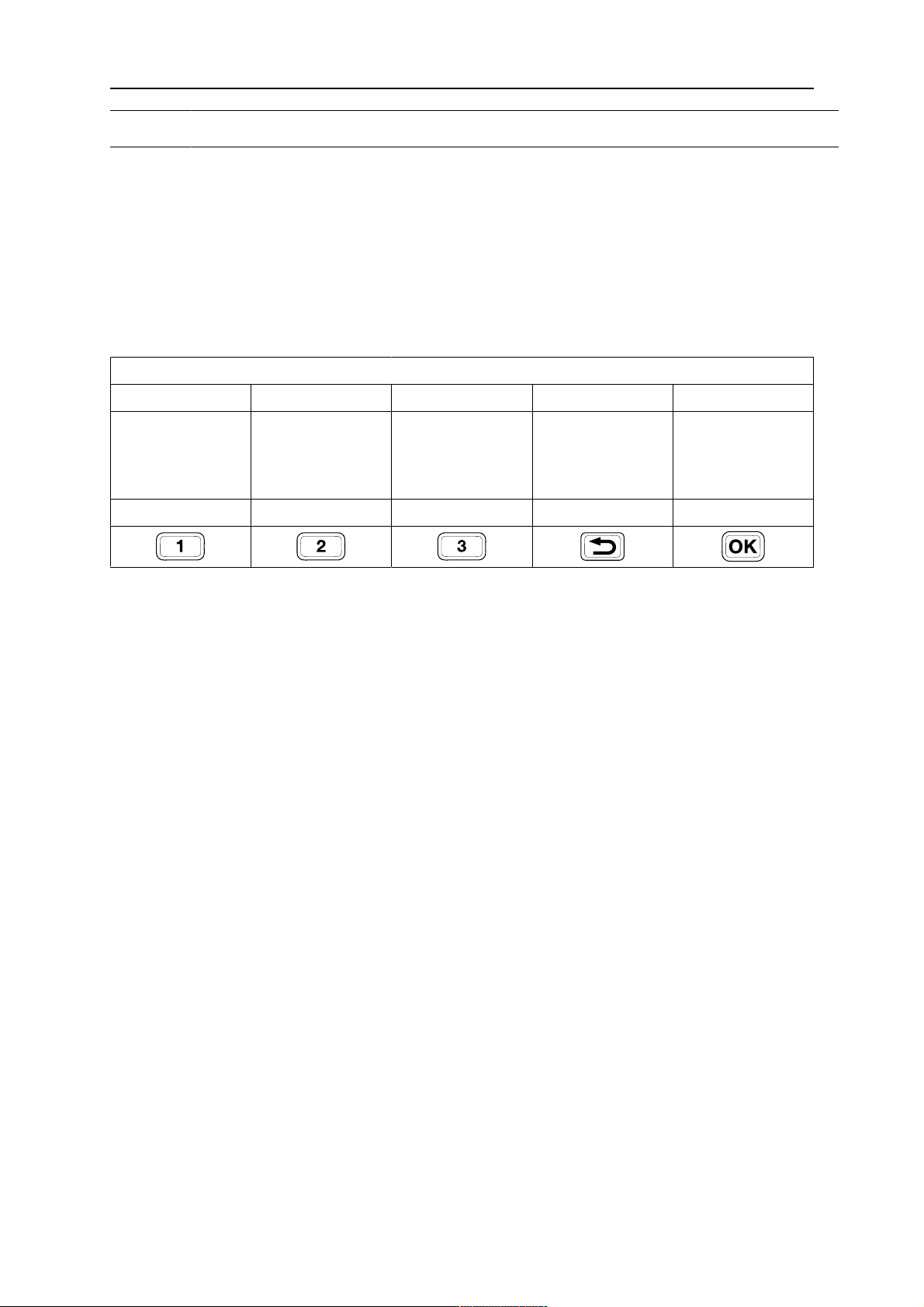
2.4 Ecrã Prepar.
NOTA!
As funções disponíveis no ecrã DEFINIR dependem do método de soldadura
selecionado.
DEFINIR MEDIDA
O ecrã DEFINIR é utilizado para alterar as definições de soldadura e guardar as mesmas
nas entradas de memória com os botões 1, 2 e 3.
0463 612 001
- 8 -
© ESAB AB 2022

2 MENUS
Rode qualquer um dos botões durante a soldadura para abrir o ecrã DEFINIR a partir do
ecrã MEDIDA. Os valores são apresentados durante 2segundos antes de regressar ao ecrã
MEDIDA, exceto se forem efetuados quaisquer ajustes.
Se o ecrã DEFINIR for aberto sem existir qualquer soldadura em curso, este permanecerá
ativo. Quando a soldadura é iniciada, o ecrã MEDIDA é ativado.
Altere as definições de soldadura ao utilizar o botão junto do valor apresentado no visor. É
possível guardar as definições para facilitar o acesso.
Premir brevemente qualquer uma das teclas 1, 2 ou 3 permite visualizar as
definições dos dados de soldadura guardadas na memória, definir os valores e
apresentar o ecrã MEDIDA novamente. O número da memória de dados de
soldadura em utilização é apresentado no separador DEFINIR, sendo também
apresentada numa barra acima da tecla com o número correspondente.
Com uma fonte de alimentação de CA: premir brevemente o botão OK abre o ecrã
de DEFINIÇÕES DE CA.
Premir continuamente o botão OK abre o MENU DE SOLDADURA. Volte atrás ao
premir o botão Recuar.
Para definir o tipo e a dimensão do fio, mantenha premido o botão Recuar durante
mais de 3segundos.
2.4.1 Ecrã Prepar., fonte de alimentação CA
PREPAR. MEASURED (Medidas)
Com fonte de alimentação CA: Premir brevemente o botão OK abre o ecrã AC
SETTINGS (Definições de CA) .
Com a fonte de alimentação Aristo® 1000 e cabeça de soldadura SAW: Premir
brevemente o botão OK abre um ecrã onde os botões controlam a frequência, o
equilíbrio e o desvio.
Guarde os valores e volte ao ecrã MEDIDAS ao premir o botão Recuar.
2.5 Memória dos dados de soldadura
Podem ser guardados três programas de dados de soldadura diferentes por cabeças de
soldadura na memória do painel de controlo.
Guarde os parâmetros na memória de dados de soldadura premindo demoradamente uma
das teclas de função: 1, 2 ou 3. Os parâmetros anteriormente guardados serão substituídos.
Os parâmetros guardados passarão a ser utilizados automaticamente.
0463 612 001
- 9 -
© ESAB AB 2022

2 MENUS
Para alternar entre as diferentes memórias de dados de soldadura, prima a tecla de função
1, 2 ou 3. A memória de dados de soldadura em utilização será identificada através de uma
linha no visor, sobre a tecla de função, e o número é apresentado no separador PREPAR .
A memória dos dados de soldadura tem uma bateria de segurança para que as definições
continuem ativas mesmo que o equipamento seja desligado.
2.6 Welding menu (Menu de soldadura)
Quando for apresentado o ecrã PREPAR. ou MEDIDA prima demoradamente o
botão OK para expandir o MENU DE SOLDADURA.
A informação no visor depende do nível de autorização e da fonte de alimentação e cabeça
de soldadura ligadas. O nível de autorização é apresentado com um ícone no canto superior
direito do visor.
Exemplo de menu de soldadura do Aristo®1000 AC/DC
MENU DE SOLDADURA
MÉTODO
REGULATION TYPE
START TYPE
CRATER FILL TIME
BURNBACK TIME
CC+
CA
DIRECT
O,O s
0,50 s
Exemplo de menu de soldadura para soldadura GMAW
MENU DE SOLDADURA
MÉTODO
REGULATION TYPE
START TYPE
CRATER FILL TIME
BURNBACK TIME
CC+
CA
DIRECT
O,O s
0,50 s
Exemplo de menu de soldadura SAW com LAF ou TAF
0463 612 001
MENU DE SOLDADURA
REGULATION TYPE
START TYPE
CRATER FILL TIME
BURNBACK TIME
CA
DIRECT
O,O s
0,7 s
- 10 -
© ESAB AB 2022

2 MENUS
Selecione o MENU DE SOLDADURA ao premir o botão Direita.
Selecione uma linha do menu ao utilizar os botões Para cima/Para baixo
e prima OK ou confirme com o botão central.
Defina um valor numérico ao utilizar o botão de tensão do arco / tensão
de compensação (4). É possível selecionar outros valores ao utilizar os
botões Para cima/Para baixo.
Prima OK ou o botão central para confirmar e voltar ao nível de menu
anterior. O novo valor é apresentado.
Volte ao nível de menu anterior SEM alterar as definições com os botões
Recuar ou Esquerda.
2.7 Menu de ferramentas
NOTA!
Nível de autorização: gestor; consulte a secção "Perfis de autorização".
MENU DE FERRAMENTAS
EXPORTAR/IMPORTAR
FUNCOES DE QUALIDADE
INFORMACAO DA
UNIDADE
LISTA DE ERROS
OCORRIDOS
ERROS ATIVOS
Para mais informações, consulte o capítulo "FERRAMENTAS".
2.8 Menu de parâmetros gerais
NOTA!
Nível de autorização: gestor; consulte a secção "Perfis de autorização".
PARÂMETROS GERAIS
LANGUAGE
Português
CALENDARIO
HORA
UNIDADE DE
01-10-2018
12.31.59
METRICO
COMPRIMENTO
O menu Parâmetros gerais é utilizado para aceder aos parâmetros introduzidos durante a
configuração inicial e alterá-los.
A DATA é sempre apresentada no formato AAAA-MM-DD.
0463 612 001
- 11 -
© ESAB AB 2022

2 MENUS
A HORA é apresentada no formato HH:MM.
A UNIDADE DE COMPRIMENTO está no sistema métrico ou em polegadas.
2.9 Menu de configuração da máquina
NOTA!
Nível de autorização: assistência; consulte a secção "Perfis de autorização".
CONFIGURAÇÃO DA MÁQUINA
CÓDIGO DO PRODUTO
PROCESS
EIXO DE ALIMENTAÇÃO
DE FIO 1
EIXO DE DESLOCAÇÃO
CALIBRAÇÃO
CÓDIGO DO PRODUTO
VERSOTRAC
C&B Analog PS
Column & Boom
SAW
0463 612 001
PROCESS
Soldadura por arco
submerso (SAW)
(GMAW)
ARCAIR
- 12 -
© ESAB AB 2022

2 MENUS
EIXO DE ALIMENTAÇÃO DE FIO 1
NUMERADOR
DENOMINADOR
EIXO DE DESLOCAÇÃO
4736
2560
NUMERADOR
DENOMINADOR
4303
3507
0463 612 001
- 13 -
© ESAB AB 2022

2 MENUS
CALIBRAÇÃO
Percentagem elevada
Tensão elevada
Percentagem reduzida
Tensão reduzida
86%
32.0 Volt
59%
24.0 Volt
ATIVAR DESATIVAR
Este menu é utilizado para calibrar a tensão de soldadura e a tensão analógica para fontes
de alimentação analógicas.
Defina uma percentagem elevada (por exemplo, 86), utilize a fonte de alimentação para
soldar durante alguns minutos e meça a tensão.
Defina uma percentagem reduzida (por exemplo, 59), utilize a fonte de alimentação para
soldar durante alguns minutos e meça a tensão.
Introduza os valores e selecione ATIVAR.
0463 612 001
- 14 -
© ESAB AB 2022

3 SOLDADURA POR ARCO SUBMERSO (SAW - SUBMERGED ARC WELDING)
3 SOLDADURA POR ARCO SUBMERSO (SAW -
SUBMERGED ARC WELDING)
Menu principal » Processo
Durante a soldadura por arco submerso (SAW), um arco derrete um fio fornecido
continuamente. O banho de fusão é protegido por fundente. Quando o processo SAW é
selecionado, escolha CA ou CC. CA disponível apenas para Aristo®1000.
Quando o processo SAW é selecionado, escolha REGULATION TYPE. Opte entre corrente
de soldadura constante (CA) ou alimentador de fio constante (CW).
3.1 Definições para soldadura por arco submerso
Definições Intervalo entre os
valores
Em passosdeValor depois
de
reinicializar
Tensão do arco
1)
Corrente de soldadura1)(CA)
Velocidade de alimentação do
14 - 50 V 0,1 V (1 V) 30V
0 - 3200 A 1 A 400 A
0 - 2500 cm/min 1 cm/min 300 cm/min
fio1)(CW)
Velocidade de deslocação* 0 - 200 cm/min 1 cm/min 50 cm/min
Direcção de soldadura ▲ - ▲
Frequência CA
Equilíbrio CA
Desvio CA
3)
3)
3)
Parâmetros de início
2)
10 - 100 Hz 1 50 Hz
25 - 75% 1 50%>
-300 - +300 A/-10 - +10 V 1 A/0,1 V 0
Tipo de início Direct ou Scratch - Direct
Parâmetros de fim
Tempo de enchimento de
2)
0 - 10s 0,1 s 1 s
crateras
Tempo de “burnback” 0 - 10s 0,01 s
0,55s CC
0,66s CA
3)
3)
1)
A variação de parâmetros depende do produto utilizado.
2)
O menu apresenta os parâmetros correspondentes ao tipo de regulação seleccionado.
3)
Aplicável apenas a fontes de alimentação Aristo®1000.
0463 612 001
- 15 -
© ESAB AB 2022
4 SOLDADURA POR ARCO ELÉTRICO EM ATMOSFERA INERTE (GMAW - GAS METAL ARC WELDING)
4 SOLDADURA POR ARCO ELÉTRICO EM ATMOSFERA
INERTE (GMAW - GAS METAL ARC WELDING)
MENU PRINCIPAL » PROCESSO
Durante a soldadura por arco eléctrico em atmosfera inerte (GMAW), um arco derrete um fio
fornecido continuamente. O banho de fusão é protegido por gás de proteção. Quando o
processo de soldadura por arco eléctrico em atmosfera inerte (GMAW) está seleccionado,
pode optar entre dois métodos de controlo assinalando TIPO DE REGULAÇÃO com a ajuda
do botão de posicionamento e carregando em ENTER. Opte entre corrente de soldadura
constante (CA), alimentação de fio constante (CW) ou corrente contínua (CC). A CC é
aplicável apenas a fontes de alimentação Aristo® 1000; consulte as explicações na secção
"EXPLICAÇÃO DAS FUNÇÕES".
4.1 Definições para soldadura por arco eléctrico em atmosfera inerte
Definições Intervalo entre os
valores
Tensão de arco* 14 - 50 V 0,1 V (1 V) 30 V
Corrente de soldadura* (CA) 0 - 3200 A 1 A 400 A
Velocidade de alimentação do
fio* (CW)
Velocidade de deslocação* 0 - 200 cm/min 1 cm/min 50 cm/min
Direcção de soldadura ▲ - ▲
Parâmetros de início
Fluxo prévio de gás 0 - 99,0s 0,1 s 2,0 s
Tipo de início Directo ou Raspagem - Directo
Início de fluência de fio Velocidade automática ou
Velocidade de início de fluência
de fio
Fases de início Desativado (OFF) ou
Tensão em circuito aberto Desativado (OFF) ou
0 - 2500 cm/min 1 cm/min 300 cm/min
definida
0 - 1000 cm/min 1 cm/min 20 cm/min
ativado (ON)
ativado (ON)
Em passosdeValor depois
de
reinicializar
- Auto
- OFF
- OFF
Tensão máxima em circuito
aberto
Parâmetros de fim
Fluxo posterior de gás 0 - 99,0s 0,1 s 2,0 s
Enchimento de crateras Desativado (OFF) ou
Tempo de enchimento de
crateras
Tempo de “burnback” 0 - 10s 0,01 s 1 s
0463 612 001
5 - 60 V 0,1 V 50 V
- OFF
ativado (ON)
0 - 10s 0,01 s 1 s
- 16 -
© ESAB AB 2022

4 SOLDADURA POR ARCO ELÉTRICO EM ATMOSFERA INERTE (GMAW - GAS METAL ARC WELDING)
Definições Intervalo entre os
valores
Em passosdeValor depois
de
reinicializar
Fases de fim Desativado (OFF) ou
- OFF
ativado (ON)
Regulação dinâmica Valores Auto ou Definido - Auto
Limites de parâmetros - - Limites de medidas - - -
*) A variação de parâmetros depende do produto utilizado.
0463 612 001
- 17 -
© ESAB AB 2022

5 ARCAIR
5 ARCAIR
Disponível consoante o equipamento ligado.
MENU PRINCIPAL » PROCESSO
Com goivagem a arco com jacto de ar comprimido, é utilizado um elétrodo especial
constituído por uma haste de carbono com um revestimento de cobre.
Forma-se um arco entre a haste de carbono e a peça de trabalho que derrete o material. É
fornecido ar para que o material derretido seja soprado para longe.
Quando o processo GOIVAGEM está selecionado, pode optar entre dois métodos de
controlo assinalando TIPO DE REGULAÇÃO com a ajuda do botão de posicionamento e
carregando em ENTER. Opte entre corrente constante CA ou alimentação de fio constante
CW.
5.1 Definições para goivagem
Definições Intervalo entre os
valores
Tensão de arco * 14 - 50V 0,1 V (1 V) 30V
Corrente de soldadura *(CA) 0 - 3200 A 1A 500 A
Velocidade de alimentação do
fio *(CW)
Velocidade de deslocação * 0 - 200 cm/min 1cm/min 30cm/min
Direcção de soldadura ▲-■ - ■
Parâmetros de início
Fluxo prévio de ar 0–99,0s 0,1 s 0s
Ajuste de início Mín. = 50% 1% 100%
Tipo de início Direct (Direto) ouScratch
Início de fluência de fio Velocidade automática
Velocidade de início de fluência
de fio
Fases de início OFF ouON - OFF
0 - 2500cm/min 1cm/min 100cm/min
(Do zero)
oudefinida
0 - 1000cm/min 1cm/min 20cm/min
Em passosdeValor depois
de
reinicializar
- Directo
- Auto
(Desactivado)
Tensão em circuito aberto OFF ouON - OFF
(Desactivado)
Tensão máxima em circuito
aberto
Parâmetros de fim
Fluxo posterior de ar 0–99,0s 0,1 s 0s
Enchimento de crateras OFF ouON - OFF
Tempo de enchimento de
crateras
Tempo de “burnback” 0 - 10s 0,01s 1,50s
0463 612 001
5–60V 0,1V 50V
(Desactivado)
0 -10 s 0,01s 0,0s
- 18 -
© ESAB AB 2022

5 ARCAIR
Definições Intervalo entre os
valores
Em passosdeValor depois
de
reinicializar
Fases de fim OFF ouON - OFF
(Desactivado)
Regulação dinâmica Valores automáticos
- Auto
oudefinidos
Limites de parâmetros - - Limites de medidas - - -
*) A variação de parâmetros depende do produto utilizado.
0463 612 001
- 19 -
© ESAB AB 2022

6 EXPLICAÇÃO DAS FUNÇÕES
6 EXPLICAÇÃO DAS FUNÇÕES
6.1 Tensão do arco
A tensão do arco é definida no visor de medidas, no menu de parâmetros de soldadura ou
no menu de acesso rápido.
Uma tensão de arco mais alta aumenta o comprimento do arco e produz um banho de fusão
mais quente e maior.
6.2 CA, corrente de soldadura constante
O valor de corrente de soldadura constante pode ser selecionado no menu principal.
A alimentação de fio é controlada pela fonte de alimentação, de modo a obter uma corrente
de soldadura constante.
6.3 CW, velocidade de alimentação de fio constante
A alimentação de fio constante pode ser seleccionada no menu principal.
A corrente de soldadura é um resultado da velocidade de alimentação de fio seleccionada.
6.4 Velocidade de alimentação do fio
A velocidade de alimentação do fio é definida no visor de medidas, no menu de parâmetros
de soldadura ou no menu de acesso rápido.
Define a velocidade de alimentação necessária do fio de adição em cm/minuto. Uma
velocidade de fio mais alta resulta numa corrente de soldadura mais alta.
6.5 Velocidade de deslocação
A velocidade de deslocação é definida no visor de medidas, no menu de parâmetros de
soldadura ou no menu de acesso rápido.
A velocidade de deslocação indica a velocidade requerida (cm/min) à qual a coluna e a
lança ou carro se irão deslocar.
6.6 Direcção de soldadura
O movimento de deslocação na direção indicada pelo símbolo no equipamento de
soldadura.
6.7 Frequência CA
Aplicável apenas a fontes de alimentação Aristo®1000.
A frequência CA é seleccionada no menu de parâmetros de soldadura.
A frequência CA refere-se ao número de oscilações por segundo através do nível zero.
6.8 Equilíbrio CA
Aplicável apenas a fontes de alimentação Aristo®1000.
O equilíbrio CA é seleccionado no menu de parâmetros de soldadura.
O equilíbrio CA é a relação entre impulsos positivos (+) e negativos (-). O valor que está
definido indica a percentagem do período que está na secção positiva.
0463 612 001
- 20 -
© ESAB AB 2022

6 EXPLICAÇÃO DAS FUNÇÕES
6.9 Desvio CA
Aplicável apenas a fontes de alimentação Aristo®1000.
O desvio CA é seleccionado no menu de parâmetros de soldadura.
Com o desvio CA, o nível CA é desviado positivamente ou negativamente em relação ao
nível zero.
6.10 Tipo de início
O tipo de início é selecionado em MENU DE SOLDADURA » PARÂM. DE INÍCIO.
Há duas opções para o tipo de início:
• Início Direct (Direto), significa que a velocidade de deslocação inicia quando o arco é
formado.
• Início Scratch (Do zero), significa que a velocidade de deslocação inicia em simultâneo
com a alimentação de combustível.
6.11 Enchimento de crateras
O enchimento de crateras é configurado em MENU DE SOLDADURA » PARÂM. DE FIM
O enchimento de crateras torna possível uma redução controlada do calor e do tamanho do
banho de fusão quando se conclui a soldadura. Tal ajuda a evitar a formação de
porosidades, a fissuração térmica e a formação de crateras no cordão da soldadura.
6.12 Tempo de "burnback"
O tempo de "burnback" é configurado em MENU DE SOLDADURA » BURNBACK TIME
O tempo de “burnback” é um atraso entre a altura em que o fio começa a parar até a altura
em que a fonte de alimentação desliga a tensão do arco. Um tempo de "burnback"
demasiado curto produz um "stickout" longo (extensão do elétrodo) após a conclusão da
soldadura, com o risco de o fio ficar preso no banho de fusão em solidificação. Um tempo de
"burnback" demasiado longo deixa um "stickout" menor, aumentando o risco de o arco voltar
atrás e atingir a ponta de contacto.
0463 612 001
- 21 -
© ESAB AB 2022
7 FERRAMENTAS
7 FERRAMENTAS
MENU PRINCIPAL » FERRAMENTAS
7.1 Resolução de eventos
MENU PRINCIPAL » FERRAMENTAS » RESOLUÇÃO DE EVENTOS
7.1.1 Registo de erros
MENU PRINCIPAL » FERRAMENTAS » RESOLUÇÃO DE EVENTOS » LISTA DE ERROS
OCORRIDOS
LISTA DE ERROS OCORRIDOS
Index Data Hora Unidade Erro
1
2
ELIMINAR DELETE ALL ACTUAL. VOLTA VER TOTAL
Todos os erros que ocorrem durante a utilização do equipamento de soldadura são
documentados como mensagens de erro na lista de erros ocorridos.
Pode guardar-se um máximo de 99 mensagens de erro. Se a lista de mensagens de erro
ficar cheia, isto é 99 mensagens de erro foram guardadas, a mensagem mais antiga é
automaticamente apagada assim que ocorrer o erro seguinte.
Só é apresentada a mensagem de erro mais recente no painel de controlo.
Os erros são monitorizados/detetados de duas formas: através de rotinas de teste que são
realizadas no início e através de funções capazes de detetar um erro quando este ocorre.
Cabeçalhos utilizados na lista de erros ocorridos:
• Index Número da mensagem de erro
• Data Quando o erro ocorreu, no formato AAMMDD
• Hora Quando o erro ocorreu, no formato hh:mm:ss
180917
181021
11:24:13
10:15:36
8
8
19
17
• Unidade Que unidade gerou a mensagem de erro
• Erro Número do código de erro
ID da unidade para fonte de alimentação Aristo®1000:
1= Fonte de alimentação 8 = Unidade de dados de soldadura
6 = Placa de controlo do motor 9 = Placa de E/S analógica
ID da unidade para fontes de alimentação LAF e TAF:
2= Fonte de alimentação 8= Unidade de dados de soldadura
6= Placa de controlo do motor 9 = Placa de E/S analógica
Eliminar mensagens de erro
Para eliminar uma mensagem de erro única da lista de erros ocorridos, coloque o indicador
sobre o erro e prima a tecla de função ELIMINAR.
0463 612 001
- 22 -
© ESAB AB 2022
7 FERRAMENTAS
Para eliminar todas as mensagens de erro da lista de erros ocorridos, prima a tecla de
função DELETE ALL. Esta ação irá eliminar todas as mensagens da lista de erros ocorridos.
7.1.2 Erros activos
MENU PRINCIPAL » FERRAMENTAS » RESOLUÇÃO DE EVENTOS » ACTIVE ERRORS
Este menu apresenta apenas os erros ativos no momento.
7.2 Exportar/Importar
MENU PRINCIPAL » FERRAMENTAS » EXPORTAR/IMPORTAR
No menu EXPORTAR/IMPORTAR é possível transferir informações para o painel do
controlo, e a partir do mesmo, através de uma memória USB.
É possível transferir as seguintes informações:
• CONJUNTOS DE PARAMETROS Exportar/Importar
• DEFINICOES DO SISTEMA Exportar/Importar
• LISTA DE ERROS OCORRIDOS Exportar
• REGISTO FUNÇÂO QUALIDADE Exportar
• ESTATISTICAS DE PRODUCAO Exportar
Guardar na memória USB e a partir da mesma
Introduza a memória USB no painel de controlo.
Seleccione a linha com as informações que vão ser transferidas. Prima EXPORTAR ou
IMPORTARconsoante pretenda exportar ou importar as informações.
A transferência pode demorar vários segundos. A transferência é efetuada quando o visor
apresenta EXPORTADO ou Importado. Retire a memória USB após a confirmação.
Números da memória apresentados na lista
Os números da memória incluídos na lista abaixo são apresentados apenas quando as
informações são exportadas utilizando IMPORTAR/EXPORTAR.
Número da
Cabeças de soldadura
memória
0 - 2 1 EWH 1000 (SAW)
3 - 5 2 EWH 1000 twin (SAW)
9 - 11 4 EWH 1000 gmaw (MIG/MAG)
7.3 Funções de qualidade
MENU PRINCIPAL » FERRAMENTAS » FUNCOES DE QUALIDADE
As funções de qualidade monitorizam vários dados de soldadura interessantes para
processos de soldadura específicos. Estas funções são:
• Hora de início da soldadura.
• Duração da soldadura.
• Corrente máxima, mínima e média durante a soldadura.
• Tensão máxima, mínima e média durante a soldadura.
• Energia máxima, mínima e média por unidade de comprimento durante a soldadura.
O número de soldaduras desde a reinicialização mais recente é apresentado na linha
superior. Podem ser armazenadas informações relativas a cerca de um máximo de 100
0463 612 001
- 23 -
© ESAB AB 2022
7 FERRAMENTAS
soldaduras. No caso de mais de 100 soldaduras, a primeira é apagada e substituída pela
mais recente.
7.4 Informação da unidade
MENU PRINCIPAL » FERRAMENTAS » INFORMACAO DA UNIDADE
As informações da unidade são maioritariamente utilizadas pelos departamentos de serviço
e assistência.
INFORMACAO DA UNIDADE
ID MÁQUINA
47
ID NÓ
18
VERSÃO SOFTWARE
4.65C
SETTING WELD DATA UNIT
ACTUAL.
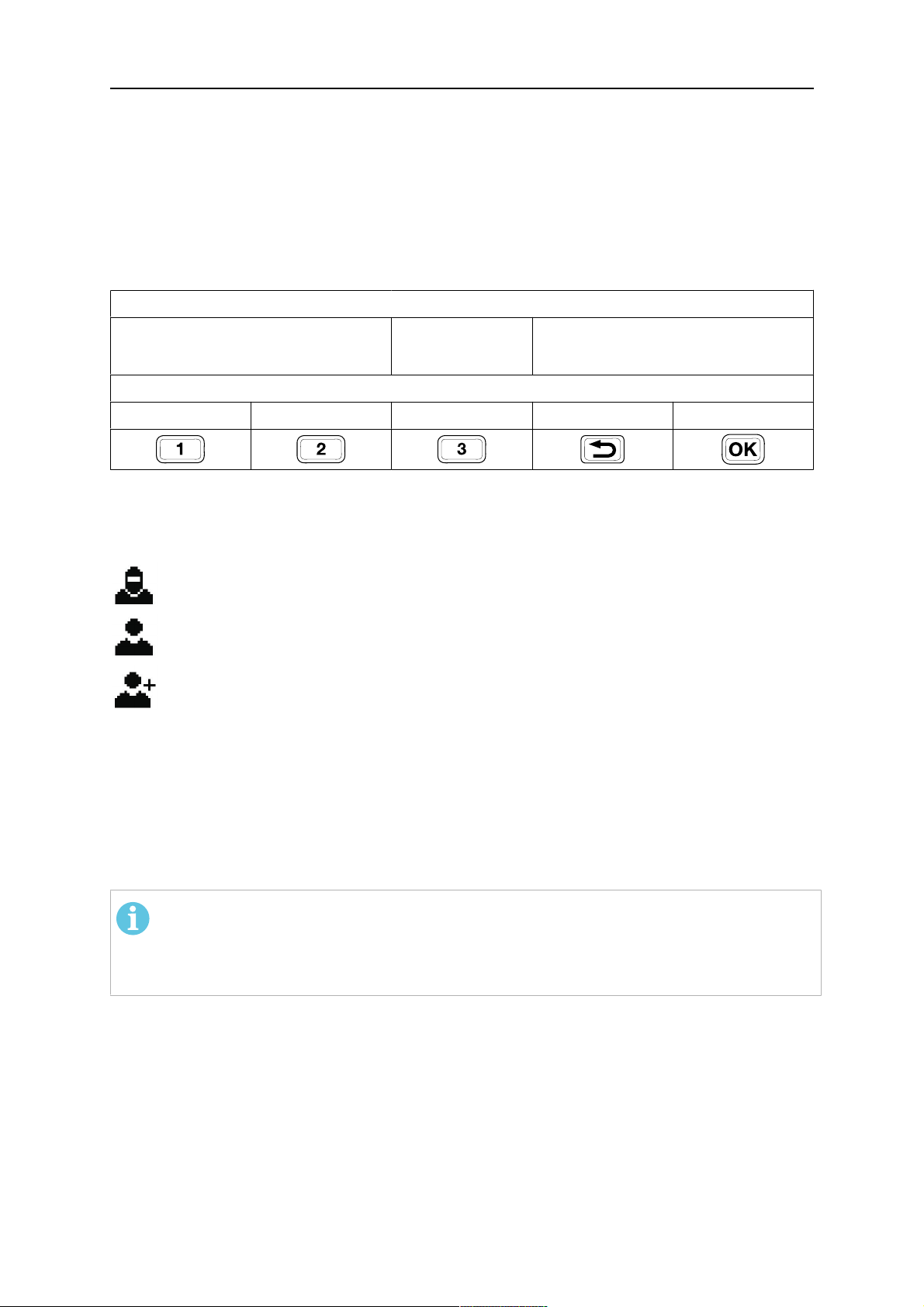
7.5 Perfis de autorização
Existem três perfis de autorização diferentes:
Normal Acesso aos ecrãs de soldador e ao MENU DE
SOLDADURA.
Gerente Acesso a todos os parâmetros, exceto
CONFIGURAÇÃO DA MÁQUINA .
Serviço Acesso a todos os parâmetros.
Alterar nível de autorização
Se não existir uma USB de nível de autorização durante o arranque, o equipamento é
iniciado com o nível de autorização Normal.
Para alterar o nível de autorização, desligue o painel de controlo EAC10. Introduza a
memória USB com o perfil de autorização. Inicie o painel de controlo EAC10. O painel de
controlo EAC10 irá confirmar que existe uma memória USB a emitir um sinal sonoro
aquando do arranque.
NOTA!
Pode voltar a definir o nível de autorização Normal reiniciando a máquina sem a
memória USB introduzida. Se apenas remover a memória USB, sem reiniciar, o
nível de autorização não será alterado.
Criar uma USB com perfil de autorização
Os perfis de autorização são criados utilizando uma memória USB. A memória USB tem de
ser formatada como FAT 32 para que funcione. Crie memórias USB com perfis de
autorização separados para gerentes e pessoal do serviço.
0463 612 001
- 24 -
© ESAB AB 2022
7 FERRAMENTAS
1. Crie um ficheiro de texto denominado profiles.txt no nível de raiz da USB.
2. Edite o ficheiro de texto e introduza MANAGER para criar um perfil de autorização de
Gerente
ou SERVICE para criar um perfil de autorização de Serviço.
NOTA!
O nome do perfil de autorização tem de ser escrito em inglês e em
maiúsculas. O texto é sensível a maiúsculas e minúsculas.
3. Guarde o ficheiro de texto.
0463 612 001
- 25 -
© ESAB AB 2022

8 CÓDIGOS DE ERRO
8 CÓDIGOS DE ERRO
Os códigos de gestão de erros são utilizados para indicar a ocorrência de um erro no
processo de soldadura. São apresentados no visor, num menu de contexto.
Este manual descreve os códigos de erro para o EAC10. Os códigos de erro para outras
unidades estão descritos nos manuais relevantes para essas unidades.
Código de erro Descrição
LAF, TAF Aristo®
1000
6 4201, 4202,
4203
7 Corrente de soldadura baixa
8 Tensão de bateria baixa
Temperatura alta
A fonte de alimentação sobreaqueceu e cancela a soldadura. A
soldadura é novamente permitida quando a temperatura desce
abaixo do parâmetro de temperatura máxima.
Ação: Verificar se as entradas ou saídas do ar de refrigeração
não estão bloqueadas ou obstruídas com sujidade. Verificar o
ciclo de trabalho que está a ser utilizado para ter a certeza de
que o equipamento não está a ser sobrecarregado. Se o erro
persistir, chamar um técnico de assistência.
O arco de soldadura foi encerrado devido a uma corrente de
soldadura demasiado baixa durante o processo de soldadura.
Ação: É reposto no arranque de soldadura seguinte. Se o erro
persistir, chamar um técnico de assistência.
Tensão da bateria demasiado baixa. Se a bateria não for
substituída, perder-se-ão todos os dados memorizados. Este
erro não desactiva quaisquer funções.
Ação: Chamar um técnico de assistência para substituir a
bateria.
11 8411
subcódigo
0
Erro de velocidade num motor. (alimentação de fio, motor de
deslocação)
Um motor não consegue manter a velocidade. A soldadura pára.
Ação: Verificar se a alimentação do fio encravou ou está rápida
demais. Se o erro persistir, chamar um técnico de assistência.
12 12, 93 Erro de comunicação interno (aviso)
A carga no bus CAN do sistema apresenta, temporariamente,
um valor demasiado elevado. A fonte de alimentação pode ter
perdido o contacto com a unidade de controlo.
Ação: Verificar se todo o equipamento está ligado corretamente.
Se o erro persistir, chamar um técnico de assistência.
0463 612 001
- 26 -
© ESAB AB 2022

8 CÓDIGOS DE ERRO
Código de erro Descrição
LAF, TAF Aristo®
1000
14 14, 95 Erro de comunicação
O bus CAN do sistema deixou temporariamente de funcionar
devido a um excesso de carga. O processo de soldadura atual é
interrompido.
Ação: Verificar se todo o equipamento está ligado corretamente.
Desligar a fonte de alimentação da rede elétrica para reiniciar a
unidade. Se o erro persistir, chamar um técnico de assistência.
17 8117 Perda de contacto com a unidade
Ação: Verificar a cablagem e o conector entre a unidade de
controlo e a fonte de alimentação. Se o erro persistir, chamar um
técnico de assistência.
32 Não há fluxo de gás
Arranque impedido.
Ação: Verificar a válvula do gás, as mangueiras e os conectores.
43 71 Corrente de soldadura elevada
A fonte de alimentação desligou o processo de soldadura porque
a corrente excedeu o parâmetro de corrente máxima para a fonte
de alimentação.
Ação: É reposto no arranque de soldadura seguinte. Se o erro
persistir, chamar um técnico de assistência.
44 100 Início de pausa na corrente de soldadura
O processo de soldadura parou porque não avançou nos 10
segundos seguintes.
Ação: É reposto no arranque de soldadura seguinte. Se o erro
persistir, chamar um técnico de assistência.
168, 169 8411
subcódigo
1
Um motor parou.
Não há impulsos do transdutor do motor.
Para LAF e TAF: 168=MotorM1(motordealimentaçãodofio),
169=MotorM2(motordedeslocação)
Ação: Verificar os cabos do motor. Substituir o transdutor de
impulsos.
2310 Saturação do auxiliar de corrente
A fonte de alimentação forneceu corrente máxima
temporariamente.
0463 612 001
Ação: Se o erro continuar, experimentar reduzir os parâmetros
de soldadura.
- 27 -
© ESAB AB 2022

8 CÓDIGOS DE ERRO
Código de erro Descrição
LAF, TAF Aristo®
1000
4 3205 Tensão de CC elevada
Ação: Verificar se a tensão de rede está demasiado baixa ou
demasiado alta.
88 5010 Indutância elevada
A indutância é demasiado elevada, dependendo de cabos de
soldadura compridos e/ou parâmetros de soldadura elevados.
Ação: Tentar ajustar os parâmetros de soldadura.
0463 612 001
- 28 -
© ESAB AB 2022

NÚMEROS DE ENCOMENDA
NÚMEROS DE ENCOMENDA
Ordering number Denomination Type Notes
0445 680 880 Control unit EAC 10
0463 609 * Control unit, Instruction manual
0463 611 001 Spare parts list
Poderá consultar a documentação técnica disponível na Internet em: www.esab.com
0463 612 001
- 29 -
© ESAB AB 2022

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...