


EAC 10 Control panel
Priručnik s uputama
0463 612 001 HR 20220929
Valid for: From software version: 1.10A

SADRŽAJ
1
UVOD
1.1 Jezik
1.2 Upravljačka ploča
1.3 Početna konfiguracija.
2
IZBORNICI
2.1 Općenito
2.2 Pokretanje
2.3 Mjereni zaslon
2.4 Postavljane zaslona
2.4.1 Postavljane zaslona, izvor napajanja izmjeničnom strujom ................. 9
2.5 Memorija podataka zavarivanja
2.6 Izbornik zavarivanja
2.7 Izbornik alata
2.8 Izbornik s općim postavkama
2.9 Izbornik za konfiguraciju stroja
3
ZAVARIVANJE POD TROSKOM (SAW)
3.1 Postavke za zavarivanje ispod troske.
...........................................................................................................
.........................................................................................................
...................................................................................
...........................................................................
...................................................................................................
..................................................................................................
...............................................................................................
.........................................................................................
...............................................................................
............................................................
...............................................................................
..........................................................................................
...............................................................
.............................................................
.....................................................
.................................................
4
4
4
6
7
7
7
8
8
9
10
11
11
12
15
15
4
ZAVARIVANJE GMAW POSTUPKOM
4.1 Postavke za MIG/MAG zavarivanje (GMAW)
5
GOUGING (ŽLJEBLJENJE)
5.1 Postavke za žljebljenje
6
OBJAŠNJENJA FUNKCIJA
6.1 Napon luka
6.2 CA, konstantna jakost struje zavarivanja
6.3 CW, konstantna brzina dopremanja žice
6.4 Brzina dopremanja žice
6.5 Brzina kretanja
6.6 Smjer zavarivanja
6.7 Frekvencija izmjenične struje
6.8 Ravnoteža za zavarivanje izmjeničnom strujom
6.9 Pomak za izmjeničnu struju
6.10 Vrsta pokretanja
6.11 Funkcija za popunjavanje kratera (crater filling)
6.12 Vrijeme završnog sagorijevanja žice (burnback time)
..............................................................................................
........................................................................
...........................................................................
........................................................................
.........................................................................
........................................................................................
...................................................................................
.....................................................................................
........................................................
............................................
..............................................
...............................................................
..................................................................
........................................
.................................
.................................
........................
16
16
18
18
20
20
20
20
20
20
20
20
20
21
21
21
21
7
ALATI
7.1 Upravljanje događajima
7.1.1 Zapisnik kvara ...................................................................................... 22
7.1.2 Aktivne pogreške.................................................................................. 23
7.2 Izvoz/uvoz
7.3 Funkcije kvalitete
0463 612 001 © ESAB AB 2022
...........................................................................................................
.........................................................................
................................................................................................
...................................................................................
22
22
23
23

SADRŽAJ
7.4 Podaci o jedinici
7.5 Profili autorizacije
8
KODOVI POGREŠAKA
NARUDŽBENI BROJEVI
.....................................................................................
..................................................................................
...............................................................................
.....................................................................................
23
24
25
27
Zadržavamo pravo na preinake bez prethodne obavijesti.
0463 612 001 © ESAB AB 2022

1 UVOD
1 UVOD
Kako biste što bolje iskoristili opremu za zavarivanje preporučujemo da pročitate ovaj
korisnički priručnik.
Općenite informacije o upravljačkoj jedinici EAC 10 potražite u priručniku s uputama za
upravljačku jedinicu.
1.1 Jezik
Upravljačka ploča postavljena je prilikom isporuke na engleski jezik. Dostupni su sljedeći
jezici: engleski, švedski, finski, danski, njemački, francuski, talijanski, nizozemski, španjolski,
portugalski, mađarski, poljski, češki, norveški, američki engleski, ruski i turski.
Za odabir ili izmjenu jezika slijedite upute u odjeljku „Početna konfiguracija”.
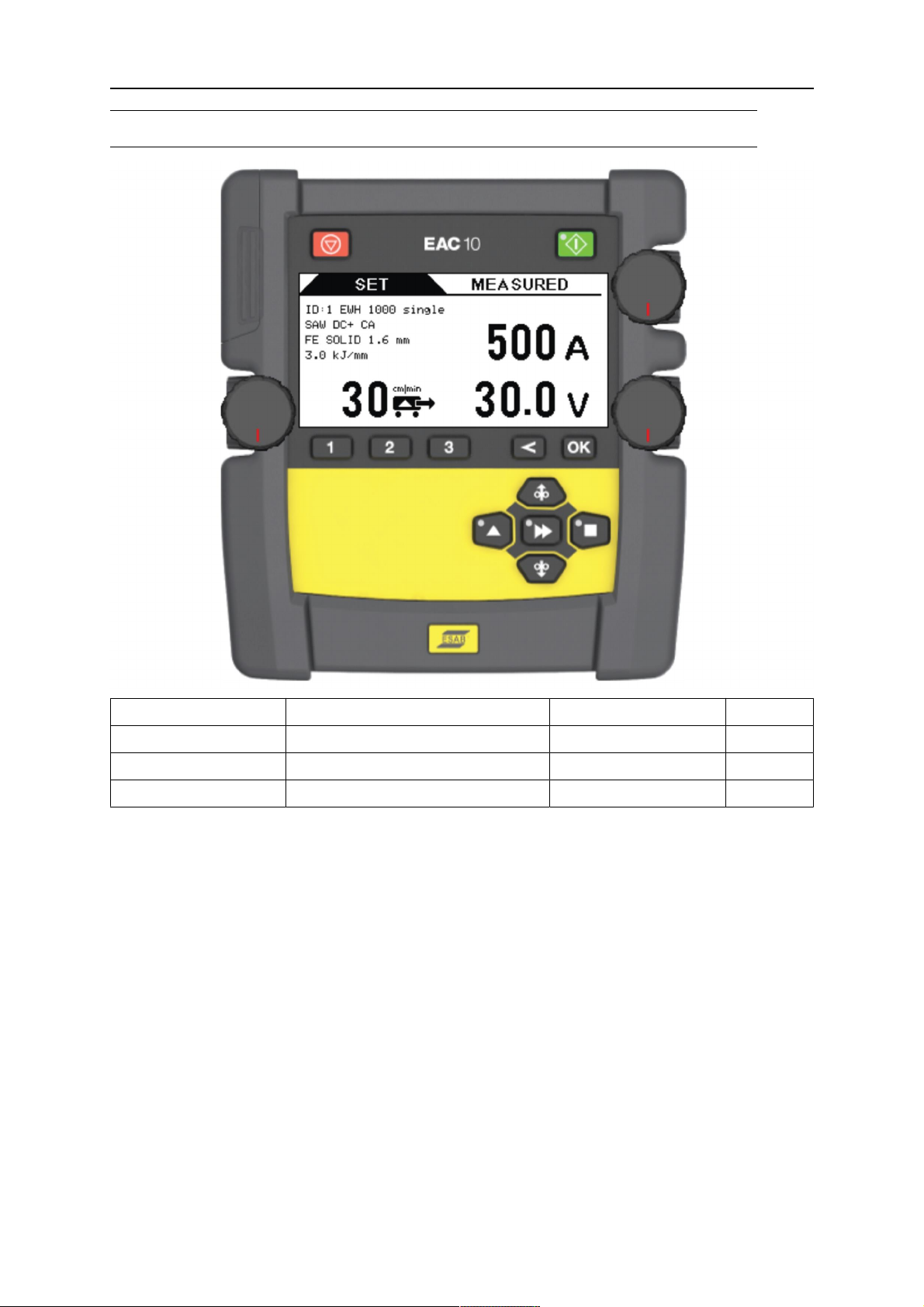
1.2 Upravljačka ploča
NAPOMENA!
Moguće su razlike u radu ploče, ovisno na koji je proizvod ugrađena.
1. Završetak zavarivanja 8. Ručno kretanje u smjeru
2. Početak zavarivanja 9. Ubrzano kretanje
3. Struja zavarivanja / brzina dopremanja
žice / ravnoteža*
4. Napon luka / napon pomaka* 11. Ručno kretanje u smjeru
5. OK / izbornik postavki 12. Memorija 1, 2, 3 / funkcijske tipke
6. Stražnji 13. Brzina kretanja / frekvencija*
7. Ručni odabir dopremanja žice prema
gore
*Samo s modelom Aristo®1000 u načinu rada s izmjeničnom strujom.
0463 612 001
10. Ručni odabir dopremanja žice prema
dolje
14. Priključivanje USB uređaja
- 4 -
© ESAB AB 2022

1 UVOD
Gore
Tipke se koriste za gore, dolje, desno, lijevo i za
potvrdu (srednji gumb) tijekom konfiguracije i
podešavanja.
Završetak zavarivanja (1). Zaustavlja sva kretanja, sve motore i struju
zavarivanja.
Početak zavarivanja (2). LED dioda svijetli kada je zavarivanje u tijeku.
Gumb OK (5) upotrebljava se za potvrđivanje odabranog izbora.
Gumb Natrag (6) upotrebljava se za povratak jedan korak unatrag u
izborniku.
Za postavljanje vrste i dimenzije žice pritisnite i držite duže od 3 sekunde.
Pritisnite gumb Ručni odabir dopremanja žice prema gore (7) za
dopremanje žice prema gore. Žica se doprema sve dok je gumb pritisnut.
Pritisnite gumb Kretanje u smjer (8) za pogon u smjeru zavarivanja
naznačenom simbolom na opremi za zavarivanje.
Gumb Ubrzano kretanje (9) upotrebljava se s ostalim gumbima za povećanje
brzine. Pritisnite gumb za aktiviranje ubrzanog kretanja, zatim pritisnite gumb
za ručno dopremanje žice (7, 10) ili gumb za kretanje u smjeru (8, 11). LED
dioda na gumbu za ubrzano kretanje svijetli dok je aktivirano ubrzano
kretanje. Ponovno pritisnite za isključivanje ubrzanog kretanja.
Tijekom konfiguracije moguće je potvrditi i spremiti vrijednost i vratiti se na
prethodni zaslon pomoću gumba za ubrzano kretanje.
Lijevo
Desn
o
Dolje
Pritisnite gumb Ručni odabir dopremanja žice prema dolje (10) za
dopremanje žice prema dolje. Žica se doprema sve dok je gumb pritisnut.
Pritisnite gumb Kretanje u smjeru (11) za pogon u smjeru zavarivanja
naznačenog simbolom na opremi za zavarivanje.
Tri memorije podataka za zavarivanje po glavi za zavarivanje mogu se
pohraniti u memoriju upravljačke ploče pomoću funkcijskih tipki 1, 2 i 3 (12).
Funkcijske tipke imaju i različite funkcije, ovisno o trenutno odabranom
izborniku. Trenutna funkcija može se vidjeti iz teksta u donjem redu zaslona.
Kotačićem za struju zavarivanja / brzinu dopremanja žice / ravnotežu1(3)
povećavaju se ili smanjuju postavljene vrijednosti.
Kotačićem za napon luka / napon pomaka1(4) povećavaju se ili smanjuju
postavljene vrijednosti.
Kotačićem za brzinu kretanja / frekvenciju1(13) povećavaju se ili smanjuju
postavljene vrijednosti.
1
Samo s modelom Aristo® 1000 u načinu rada s izmjeničnom strujom.
0463 612 001
- 5 -
© ESAB AB 2022

1 UVOD
1.3 Početna konfiguracija.
Tijekom prvog pokretanja nakon isporuke, nakon ažuriranja programa i nakon dovršenog
ponovnog postavljanja, upravljačka ploča zahtijeva početnu konfiguraciju. Početna
konfiguracija započinje automatski.
Početna konfiguracija također se može pokrenuti pritiskanjem i držanjem gumba OK tijekom
pokretanja dok se prikazuje logotip ESAB.
Ovlašteni korisnik može promijeniti konfiguraciju u izborniku GENERAL SETTINGS .
1. Odaberite jezik s pomoću gumba gore/dolje/desno/lijevo. Potvrdite s OK ili srednjim
gumbom.
2. Odaberite mjerne jedinice s pomoću gumba desno/lijevo. Potvrdite s OK ili srednjim
gumbom.
3. Namjestite datum s pomoću gumba gore/dolje. Promijenite godinu, mjesec i dan s
pomoću gumba desno/lijevo. Potvrdite s OK ili srednjim gumbom.
4. Namjestite vrijeme s pomoću gumba gore/dolje. Promijenite između sati i minuta s
pomoću gumba desno/lijevo. Potvrdite s OK ili srednjim gumbom.
5. Odaberite vrstu žice s pomoću gumba gore/dolje. Prikazane vrste žice ovise o glavi za
zavarivanje koja je otkrivena tijekom pokretanja. Potvrdite s OK ili srednjim gumbom.
6. Odaberite dimenziju žice s pomoću gumba gore/dolje. Potvrdite s OK ili srednjim
gumbom.
7. Nakon početne konfiguracije upravljačka ploča nastavlja na izbornik SET .
0463 612 001
- 6 -
© ESAB AB 2022

2 IZBORNICI
2 IZBORNICI
2.1 Općenito
NAPOMENA!
Dugi pritisak gumba znači dulje od 3 sekunde. Kratki pritisak znači manje od 3
sekunde.
Kada se prikazuje jedan od zaslona POSTAVI ili MJERENO, dugim pritiskom
gumba OK otvara se prošireni IZBORNIK ZAVARIVANJA. Informacije na zaslonu
ovise o načinu autorizacije. Razina autorizacije prikazana je ikonom u gornjem
desnom kutu zaslona i objašnjena je u odjeljku „Profili autorizacije”.
2.2 Pokretanje
1. Verzija softvera prikazana je na upravljačkoj ploči tijekom pokretanja. Upravljačka
ploča automatski prepoznaje glavu za zavarivanje tijekom pokretanja.
NAPOMENA!
Glava za zavarivanje se prepoznaje kabelom glave za zavarivanje. Ako je
kabel zamijenjen, koristite ESAB originalni rezervni dio kako biste održali tu
značajku.
2. Ako nije priključen niti jedan digitalni izvor napajanja, prikazuje se izbornik za odabir
vrste analognog izvora napajanja.
Ranije korišteni analogni izvor napajanja prikazuje se ako je prekidač za uključivanje /
isključivanje u položaju II. Pritisnite bilo koji gumb unutar 3 sekunde za otvaranje
izbornika i promjenu analognog izvora napajanja pomoću gumba gore / dolje i OK.
Ako ne pritisnete niti jedna gumb, pokretanje će se nastaviti bez promjena na izvoru
napajanja.
3. Prikazana je prethodno odabrana vrsta žice i dimenzija žice. Za otvaranje izbornika
pritisnite bilo koji gumb unutar 7 sekundi. Odaberite vrstu žice i dimenziju žice pomoću
gumba gore / dolje i OK.
Ako se ne pritisne nijedan gumb, kontrolna ploča se nastavlja na izbornik POSTAVI.
bez promjena na vrsti žice ili dimenziji žice.
0463 612 001
- 7 -
© ESAB AB 2022

2 IZBORNICI
2.3 Mjereni zaslon
SET (POSTAVI) MJERENO
Zaslon MJERENO prikazuje izmjerene vrijednosti tijekom zavarivanja. Informacije na zaslonu
ovise o odabranom načinu zavarivanja.
Na zaslonu se prikazuju informacije podijeljene u četiri dijela:
Način rada, žica, ulazna toplina Ampera
Brzina kretanja Napon
Kratak pritisak na OK kada je priključen izvor napajanja s izmjeničnom strujom,
otvorit će se zaslon za postavke izmjenične struje. Dulji pritisak na OK otvara
zaslon za postavke IZBORNIKA ZAVARIVANJA .
Nakon zaustavljanja zavarivanja okrenite bilo koji kotačić za postavljanje kako
biste otvorili zaslon POSTAVI . Vrijednosti su prikazane i zaslon POSTAVI ostaje
otvoren.
Kratkim pritiskom na bilo koju od tipki 1, 2 ili 3 vraća se odgovarajuća memorijska
postavka. Zaslon POSTAVI je otvoren i prikazane su vrijednosti.
2.4 Postavljane zaslona
NAPOMENA!
Dostupne funkcije zaslona POSTAVI ovise o odabranoj metodi zavarivanja.
zaslona POSTAVI zaslon MJERENO
Na zaslonu POSTAVI mijenjaju se postavke zavarivanja i spremaju postavke u memorijske
utore s tipkama 1, 2 i 3.
0463 612 001
- 8 -
© ESAB AB 2022

2 IZBORNICI
Tijekom zavarivanja okrenite bilo koji kotačić kako biste sa zaslona IZMJERENO otvorili
zaslon POSTAVI. Ako ne provedete promjene, vrijednosti se prikazuju 2 sekunde, a potom
se vraća zaslon MJERENO.
Ako se zaslon POSTAVI otvori kada se ne zavaruje, ostaje otvoren. Kada započne
zavarivanje pokreće se zaslon MJERENO.
Promijenite postavke zavarivanja pomoću kotačić za postavljanje pored vrijednosti prikazane
na zaslonu. Moguće je spremiti postavke za jednostavan pristup.
Kratkim pritiskom bilo koje od tipki 1, 2 ili 3 prikazuju se spremljene postavke
memorije podataka o zavarivanju, postavljaju vrijednosti te ponovno prikazuje
zaslon MJERENO. Korišteni broj memorije podataka zavarivanja prikazuje se na
kartici POSTAVI te odgovarajućim brojem na traci iznad ključa.
S izmjeničnim izvorom napajanja: kratkim pritiskanjem gumba OK otvara se zaslon
POSTAVKE IZMJENIČNE STRUJE.
Duljim pritiskom gumba OK otvara se IZBORNIK ZAVARIVANJA. Vratite se
pritiskom na gumb natrag.
Za postavljanje vrste i dimenzije žice pritisnite i držite gumb za unatrag duže od 3
sekunde.
2.4.1 Postavljane zaslona, izvor napajanja izmjeničnom strujom
POSTAVI MJERENO
S izvornom napajanja izmjenične struje: Kratak pritisak na gumb OK otvara zaslon
za POSTAVKE IZMJENIČNE STRUJE .
S izvorom napajanja Aristo® 1000 i glavom za zavarivanje SAW: Kratkim pritiskom
na gumb OK otvara se zaslon na kojem će kotačić za postavljanje kontrolirati
frekvenciju, balans i pomak.
Spremite vrijednosti i vratite se na zaslon MJERENJE pritiskom na gumb natrag.
2.5 Memorija podataka zavarivanja
U memoriju upravljačke ploče možete spremiti tri različita programa za zavarivanje po glavi
za zavarivanje.
Postavke u memoriju podataka o zavarivanju možete spremiti dugim pritiskanjem funkcijske
tipke 1,2 ili 3. Prethodno spremljene postavke prepisuju se.
Spremljene postavke automatski će se upotrebljavati.
0463 612 001
- 9 -
© ESAB AB 2022

2 IZBORNICI
Za izmjenjivanje podataka o zavarivanju spremljenih u memoriju pritisnite funkcijske tipke 1,
2 ili 3. Memorija podataka o zavarivanju prikazuje se linijom na zaslonu iznad funkcijske
tipke, a broj se prikazuje na kartici SET .
Memorija podataka o zavarivanju ima rezervnu bateriju tako da ostavke ostaju spremljene i
nakon isključivanja opreme.
2.6 Izbornik zavarivanja
Kada je prikazan bilo koji od zaslona SET ili MEASURED dulje pritisnite gumb OK
za otvaranje proširenog WELDING MENU .
Informacije na zaslonu ovise o razini autorizacije, priključenom izvoru napajanja i glavi za
zavarivanje. Razina autorizacije prikazana je ikonom u gornjem desnom kutu zaslona.
Primjer izbornika za zavarivanje za Aristo®1000 AC/DC
WELDING MENU
METHOD
REGULATION TYPE
START TYPE
CRATER FILL TIME
BURNBACK TIME
DC+
CA
DIRECT
O.O s
0.50 s
Primjer izbornika zavarivanja za GMAW zavarivanje
WELDING MENU
METHOD
REGULATION TYPE
START TYPE
CRATER FILL TIME
BURNBACK TIME
DC+
CA
DIRECT
O.O s
0.50 s
Primjer izbornika za zavarivanje za SAW zavarivanje s LAF ili TAF
0463 612 001
WELDING MENU
REGULATION TYPE
START TYPE
CRATER FILL TIME
BURNBACK TIME
CA
DIRECT
O.O s
0,7 s
Odaberite WELDING MENU pritiskom gumba desno.
Odaberite redak izbornika s pomoću gumba gore/dolje i pritisnite OK ili
potvrdite srednjim gumbom.
- 10 -
© ESAB AB 2022

2 IZBORNICI
Namjestite brojčanu vrijednost s pomoću kotačića za postavljanje (4)
napona luka / napona pomaka. Ostale vrijednosti se odabiru s pomoću
gumba za gore i dolje.
Pritisnite OK ili srednji gumb za potvrdu i povratak na prethodnu razinu
izbornika. Prikazan je nova vrijednost.
Povratak na prethodnu razinu izbornika BEZ promijenjenih postavki s
pomoću gumba natrag ili lijevo.
2.7 Izbornik alata
NAPOMENA!
Razina autorizacije: Upravitelj, pogledajte „Profili autorizacije”.
IZBORNIK ALATA
EXPORT / IMPORT
(IZVOZ/UVOZ)
QUALITY FUNCTIONS
(FUNKCIJE KVALITETE)
UNIT INFORMATION
(PODACI O JEDINICI)
ERROR LOG (ZAPISNIK
POGREŠKE)
ACTIVE ERRORS
(AKTIVNE POGREŠKE)
Dodatne informacije potražite u poglavlju „ALATI”.
2.8 Izbornik s općim postavkama
NAPOMENA!
Razina autorizacije: Upravitelj, pogledajte „Profili autorizacije”.
izborniku s OPĆIM POSTAVKAMA
LANGUAGE (JEZIK)
Hrvatski
CALENDAR (KALENDAR)
TIME (VRIJEME)
UNIT OF LENGTH
2018-10-01
12.31.59
METRIC (METRIČKI)
(JEDINICA DULJINE)
Izbornik General settings (Općenite postavke) upotrebljava se za pristup i izmjenu postavki
koje su unesene tijekom početne konfiguracije.
DATE (DATUM) se uvijek zadaje u formatu GGGG-MM-DD.
TIME (Vrijeme) se unosi u obliku HH:MM.
0463 612 001
- 11 -
© ESAB AB 2022

2 IZBORNICI
UNIT OF LENGTH (Jedinica duljina) je ili metrička ili u inčima.
2.9 Izbornik za konfiguraciju stroja
NAPOMENA!
Razina autorizacije: Servis, pogledajte „Profili autorizacije”.
MACHINE CONFIGURATION (KONFIGURACIJA
STROJA)
PRODUCT CODE (ŠIFRA
PROIZVODA)
Column & Boom
SAW
PROCESS (POSTUPAK)
OS DOPREMANJA ŽICE 1
OS KRETANJA
KALIBRACIJA
PRODUCT CODE (ŠIFRA PROIZVODA)
VERSOTRAC
C&B Analog PS
0463 612 001
PROCESS (POSTUPAK)
SAW
GMAW
GOUGING (ŽLJEBLJENJE)
- 12 -
© ESAB AB 2022

2 IZBORNICI
OS DOPREMANJA ŽICE 1
NUMERATOR
DENOMINATOR
OS KRETANJA
4736
2560
NUMERATOR
DENOMINATOR
4303
3507
0463 612 001
- 13 -
© ESAB AB 2022

2 IZBORNICI
KALIBRACIJA
Visoki postotak
Visoku napon
Niski postotak
Niski napon
86%
32.0 Volt
59%
24.0 Volt
ENABLE (OMOGUĆI) DISABLE (ONEMOGUĆI)
Ovaj se izbornik koristi za kalibraciju napona zavarivanja i analognog napona za analogne
izvore napajanja.
Postavite visoki postotak (npr. 86), upotrijebite izvor napajanja za zavarivanje na nekoliko
minuta i izmjerite napon.
Postavite niski postotak (npr. 59), upotrijebite izvor napajanja za zavarivanje na nekoliko
minuta i izmjerite napon.
Unesite vrijednosti i odaberite ENABLE (Omogući).
0463 612 001
- 14 -
© ESAB AB 2022

3 ZAVARIVANJE POD TROSKOM (SAW)
3 ZAVARIVANJE POD TROSKOM (SAW)
Main menu » Process
Tijekom zavarivanja pod troskom (SAW) luk topi žicu koja se neprekidno dovodi. Kupka
zavarivanja zaštićena je praškom za zavarivanje. Ako je odabran postupak SAW, odaberite
AC ili DC. Istosmjerna struja (AC) dostupna je samo za Aristo®1000.
Ako je odabran postupak SAW, odaberite REGULATION TYPE . Birajte između konstantne
jakosti struje zavarivanja (CA) ili konstantnog dopremanja žice (CW).
3.1 Postavke za zavarivanje ispod troske.
Postavke Raspon postavki U koracimaodVrijednost
nakon
poništavanja
Napon luka.
1)
14 – 50 V 0,1 V (1V) 30V
Struja varenja1)(CA)
Brzina dopremanja žice1)(CW)
0 – 3200 A 1 A 400 A
0 – 2500 cm/min 1 cm/min 300 cm/min
Brzina kretanja* 0 – 200 cm/min 1 cm/min 50 cm/min
Smjer varenja ▲ - ▲
3)
Frekvencija izmjenične struje
Ravnoteža za zavarivanje
izmjeničnom strujom
3)
Pomak za izmjeničnu struju
Podaci pokretanja
2)
10 – 100 Hz 1 50 Hz
25 – 75% 1 50 % >
3)
-300 – +300 A/-10 – +10V 1 A / 0,1 V 0
Vrsta pokretanja Direct ili Scratch - Direct
Podaci zaustavljanja
Trajanje popunjavanja kratera
2)
0 – 10 s 0,1 s 1 s
(crater filling)
Vrijeme završnog sagorijevanja
žice (burnback time)
1)
Raspon postavki ovisi o proizvodu koji koristite.
2)
U ovome se izborniku prikazuju postavke koje pripadaju odabranoj vrsti regulacije.
0 – 10 s 0,01 s
0,55 s DC
0,66 s AC
3)
3)
3)
Odnosi se samo na izvore napajanja Aristo® 1000.
0463 612 001
- 15 -
© ESAB AB 2022

4 ZAVARIVANJE GMAW POSTUPKOM
4 ZAVARIVANJE GMAW POSTUPKOM
MAIN MENU » PROCESS
Tijekom zavarivanja MIG/MAG postupkom (GMAW) luk topi žicu koja se neprekidno dovodi.
Kupka zavarivanja zaštićena je zaštitnim plinom. Nakon odabira MIG/MAG postupka
zavarivanja (GMAW) moguće je birati između dva načina zavarivanja tako da označite
REGULATION TYPE (Vrsta regulacije) s pomoću kotačića za pokazivač te pritisnete na tipku
za unos. Birajte između konstantne jakosti struje zavarivanja (CA) ili konstantnog
dopremanja žice (CW) ili konstantne struje (CC). CC se primjenjuje samo za Aristo® 1000,
pogledajte objašnjenja u odjeljku „FUNCTION EXPLANATIONS”.
4.1 Postavke za MIG/MAG zavarivanje (GMAW)
Postavke Raspon postavki U koracimaodVrijednost
nakon
poništavanja
Napon luka* 14 – 50 V 0,1 V (1V) 30 V
Struja varenja* (CA) 0 – 3200 A 1 A 400 A
Brzina dopremanja žice* (CW) 0 – 2500 cm/min 1 cm/min 300 cm/min
Brzina kretanja* 0 – 200 cm/min 1 cm/min 50 cm/min
Smjer varenja ▲ - ▲
Podaci pokretanja
Prethodni protok plina 0 – 99,0 s 0,1 s 2,0 s
Vrsta pokretanja Izravno ili nakon kratkog
kontakta
Sporo pokretanje žice Automatska ili postavljena
brzina
Brzina sporog pokretanja žice 0 – 1000 cm/min 1 cm/min 20 cm/min
Faze pokretanja OFF (ISKLJUČENO) ili ON
(UKLJUČENO)
Napon otvorenog kruga OFF (ISKLJUČENO) ili ON
(UKLJUČENO)
Najveći napon otvorenog kruga 5 – 60 V 0,1 V 50 V
Podaci zaustavljanja
Naknadni protok plina 0 – 99,0 s 0,1 s 2,0 s
- Izravno
- Automatsko
- OFF
(ISKLJUČEN
O)
- OFF
(ISKLJUČEN
O)
Funkcija za popunjavanje
kratera (crater filling)
Trajanje popunjavanja kratera
(crater filling)
Vrijeme završnog sagorijevanja
žice (burnback time)
Faze zaustavljanja OFF (ISKLJUČENO) ili ON
0463 612 001
OFF (ISKLJUČENO) ili ON
(UKLJUČENO)
0 – 10 s 0,01 s 1 s
0 – 10 s 0,01 s 1 s
(UKLJUČENO)
- 16 -
- OFF
(ISKLJUČEN
O)
- OFF
(ISKLJUČEN
O)
© ESAB AB 2022

4 ZAVARIVANJE GMAW POSTUPKOM
Postavke Raspon postavki U koracimaodVrijednost
nakon
poništavanja
Dinamička regulacija Automatska ili postavljena
- Automatsko
vrijednost
Granice postavke - - Granice mjerenja - - -
*) Raspon postavki ovisi o proizvodu koji koristite.
0463 612 001
- 17 -
© ESAB AB 2022

5 GOUGING (ŽLJEBLJENJE)
5 GOUGING (ŽLJEBLJENJE)
Dostupnost ovisi o priključenoj opremi.
MAIN MENU » PROCESS » (GLAVNI IZBORNIK, POSTUPAK)
Za žljebljenje djelovanjem električnog luka s djelovanjem mlaza stlačenog zraka koriste se
grafitni štap s oblogom od bakra.
Između grafitnog štapa i radnog dijela oblikuje se luk koji topi metal. Doprema se zrak kako
bi se otpuhao otopljeni materijal.
Nakon odabira postupka GOUGING (Žljebljenje) moguće je birati između dva načina
zavarivanja tako da označite REGULATION TYPE (Vrsta regulacije) pomoću kotačića za
pokazivač te pritisnete tipku za unos. Birajte između konstantne jakosti struje zavarivanja CA
ili konstantnog dopremanja žice CW..
5.1 Postavke za žljebljenje
Postavke Raspon postavki U koracimaodVrijednost
nakon
poništavanja
Napon luka * 14 – 50 V 0.1 V (1V) 30V
Struja zavarivanja *(CA) 0 – 3200 A 1 A 500 A
Brzina dopremanja žice *(CW) 0 – 2500 cm/min 1 cm/min 100 cm/min
Brzina kretanja * 0 – 200 cm/min 1 cm/min 30 cm/min
Smjer zavarivanja ▲-■ - ■
Podaci pokretanja
Prethodni protok zraka 0 – 99,0 s 0,1 s 0 s
Podešavanje pokretanja Min = 50 % 1 % 100 %
Vrsta pokretanja Izravno ili°Bez zagrijavanja
metala
Sporo pokretanje žice Automatski ili°Postavljena
brzina
Brzina sporog pokretanja žice 0 – 1000 cm/min 1 cm/min 20 cm/min
Faze pokretanja ISKLJUČENO
ili°UKLJUČENO
Napon otvorenog kruga ISKLJUČENO
ili°UKLJUČENO
- Izravno
- Automatsko
- OFF
(ISKLJUČEN
O)
- OFF
(ISKLJUČEN
O)
Najveći napon otvorenog kruga 5 – 60 V 0,1 V 50 V
Podaci zaustavljanja
Naknadni protok zraka 0 – 99,0 s 0,1 s 0 s
Funkcija za popunjavanje
kratera (crater filling)
Trajanje popunjavanja kratera
(crater filling)
0463 612 001
ISKLJUČENO
ili°UKLJUČENO
0 – 10 s 0,01 s 0,0 s
- 18 -
- OFF
(ISKLJUČEN
O)
© ESAB AB 2022

5 GOUGING (ŽLJEBLJENJE)
Postavke Raspon postavki U koracimaodVrijednost
nakon
poništavanja
Vrijeme završnog sagorijevanja
0 –10 s 0,01 s 1,50 s
žice (burnback time)
Faze zaustavljanja ISKLJUČENO
- OFF
ili°UKLJUČENO
Dinamička regulacija Automatski ili°Postavljene
- Automatsko
vrijednosti
Granice postavke - - Granice mjerenja - - -
*) Raspon postavki ovisi o proizvodu koji upotrebljavate.
(ISKLJUČEN
O)
0463 612 001
- 19 -
© ESAB AB 2022

6 OBJAŠNJENJA FUNKCIJA
6 OBJAŠNJENJA FUNKCIJA
6.1 Napon luka
Napon se postavlja na zaslonu mjerenja i u izborniku za postavljanje podataka zavarivanja ili
za brzi način rada.
Viši napon produljuje luk i proizvodi vruću, širu kupku zavarivanja.
6.2 CA, konstantna jakost struje zavarivanja
Konstantnu jakost struje zavarivanja možete odabrati u glavnome izborniku.
Dopremanjem žice upravlja se preko izvora napajanja kako bi se postigla konstantna jakost
struje zavarivanja.
6.3 CW, konstantna brzina dopremanja žice
Konstantnu jakost struje možete odabrati na glavnome izborniku.
Struja zavarivanja rezultat je odabrane brzine dopremanja žice.
6.4 Brzina dopremanja žice
Brzina dopremanja žice postavlja se u izborniku izmjerenih vrijednosti, postavki podataka
zavarivanja ili brzog način rada.
Postavlja potrebnu brzinu dopremanja žice za punjenje u cm/minuti. Veća brzina dopremanja
žice daje jaču struju zavarivanja.
6.5 Brzina kretanja
Brzina kretanja postavlja se u izborniku izmjerenih vrijednosti, izborniku za postavljanje
podataka zavarivanja ili za brzi način rada.
Ova postavka određuje brzinu kretanja (cm/min) za stup, krak ili kolica.
6.6 Smjer zavarivanja
Kretanje u smjeru koji naznačava simbol na opremi za zavarivanje.
6.7 Frekvencija izmjenične struje
Odnosi se samo na izvore napajanja Aristo® 1000.
Frekvencija izmjenične struje postavlja se u izborniku postavki podataka zavarivanja.
Frekvencija izmjenične struje odnosi se na broj oscilacija u sekundi do nulte razine.
6.8 Ravnoteža za zavarivanje izmjeničnom strujom
Odnosi se samo na izvore napajanja Aristo® 1000.
Ravnoteža za zavarivanje izmjeničnom strujom postavlja se u izborniku postavki podataka
zavarivanja.
Ravnoteža za zavarivanje izmjeničnom strujom odnos je između pozitivnih (+) i negativnih (-)
impulsa. Postavljena vrijednost naznačuje postotak veličine pozitivnog impulsa.
0463 612 001
- 20 -
© ESAB AB 2022

6 OBJAŠNJENJA FUNKCIJA
6.9 Pomak za izmjeničnu struju
Odnosi se samo na izvore napajanja Aristo® 1000.
Pomak za izmjeničnu struju postavlja se u izborniku postavki podataka zavarivanja.
Razina izmjenične struje može se pomaknuti u pozitivnom ili negativnom smjeru u odnosu na
nultu razinu.
6.10 Vrsta pokretanja
Vrsta pokretanja odabire se u izborniku WELDING MENU » START DATA .
Dvije su mogućnosti za vrstu pokretanja:
• Izravno pokretanje, što znači da kretanje počinje odmah nakon udara luka.
• Pokretanje bez zagrijavanja metala, što znači da kretanje započinje kad i dopremanje
žice.
6.11 Funkcija za popunjavanje kratera (crater filling)
Funkciju za popunjavanje kratera moguće je postaviti u izborniku WELDING MENU » STOP
DATA
Popunjavanje kratera omogućava kontrolirano smanjenje topline i veličine kupke zavarivanja
prilikom završetka zavara. Na taj način lakše se izbjegava oblikovanje rupica, toplinskih
pukotina i kratera na zavarenom spoju.
6.12 Vrijeme završnog sagorijevanja žice (burnback time)
Vrijeme završnog sagorijevanja žice postavlja se u izborniku WELDING MENU »
BURNBACK TIME
Vrijeme završnog sagorijevanja vrijeme je od početka pucanja žice do isključenja napona
zavarivanja na izvoru napajanja. Ako je vrijeme završnog sagorijevanja prekratko, nakon
zavarivanja preostaje dugačak komad žice te postoji opasnost od njenog hvatanja u kupku
zavarivanja koja se ukrućuje. Ako je vrijeme završnog sagorijevanja predugo, preostaje
kratak komad žice te se povećava opasnost od ponovnog udara luka u vrh kontakta.
0463 612 001
- 21 -
© ESAB AB 2022

7 ALATI
7 ALATI
MAIN MENU » TOOLS
7.1 Upravljanje događajima
MAIN MENU » TOOLS » EVENT HANDLING
7.1.1 Zapisnik kvara
MAIN MENU » TOOLS » EVENT HANDLING » ERROR LOG
ERROR LOG
Index Date Time Unit Error
1
2
DELETE DELETE ALL UPDATE QUIT VIEW TOTAL
Svi kvarovi nastali tijekom korištenja opremom za zavarivanje dokumentiraju se u obliku
poruka o kvarovima u zapisniku kvarova.
Moguće je pohraniti do 99 kvarova. Ako se zapisnik pogrešaka napuni, tj. ako je pohranjeno
99 poruka, pojavom sljedeće pogreške najstarija poruka automatski se briše.
Na upravljačkoj ploči prikazuje se samo najnovija poruka o pogrešci.
Pogreške se prate/otkrivaju na dva načina: u okviru testnih rutina koje se pokreću tijekom
inicijacije i putem funkcija koje mogu otkriti pogrešku kada se dogodi.
Naslovi koji se rabe u zapisnicima pogrešaka:
• Index Broj poruke o pogrešci
• Date Kada se dogodila pogreška, u obliku GGMMDD
• Time Kada se dogodila pogreška, u obliku hh:mm:ss
180917
181021
11:24:13
10:15:36
8
8
19
17
• Unit Koja je jedinica generirala poruku o pogrešci
• Error Broj koda pogreške
ID jedinice za izvor napajanja Aristo® 1000:
1 = Izvor napajanja 8 = Jedinica podataka o zavarivanju
6 = Kontrolna ploča motora 9 = Analogna ulazno/izlazna ploča
ID jedinice za izvore napajanja LAF i TAF:
2 = Izvor napajanja 8 = Jedinica podataka o zavarivanju
6 = Kontrolna ploča motora 9 = Analogna ulazno/izlazna ploča
Brisanje poruka o pogrešci
Za brisanje jedne poruke o pogrešci iz zapisnika pogrešaka postavite oznaku na pogrešku i
pritisnite funkcijsku tipku DELETE .
Za brisanje svih poruka o pogrešci iz zapisnika pogrešaka pritisnite funkcijsku tipku DELETE
ALL . Ova će radnja izbrisati sve poruke iz zapisnika o pogreškama.
0463 612 001
- 22 -
© ESAB AB 2022

7 ALATI
7.1.2 Aktivne pogreške
MAIN MENU » TOOLS » EVENT HANDLING » ACTIVE ERRORS
Ovaj izbornik prikazuje samo pogreške koje su trenutno aktivne.
7.2 Izvoz/uvoz
MAIN MENU » TOOLS » EXPORT/IMPORT
U izborniku EXPORT/IMPORT moguće je s pomoću memorijskog USB uređaja prenositi
informacije u upravljačku ploču i iz nje.
Sljedeće informacije moguće je prenositi:
• WELD DATA SETS Izvoz/uvoz
• SYSTEM SETTINGS Izvoz/uvoz
• ERROR LOG Izvoz
• QUALITY FUNCTION LOG Izvoz
• PRODUCTION STATISTICS Izvoz
Spremanje na i preuzimanje s memorijskog USB uređaja
Umetnite memorijski USB uređaj u upravljačku ploču.
Označite redak s informacijom koju želite prenijeti. Pritisnite EXPORT ili IMPORT ovisno o
tome želite li izvesti ili uvesti informaciju.
Prijenos može trajati nekoliko sekundi Prijenos je dovršen ako se na zaslonu prikazuju opcije
Exported ili Imported . Izvadite memorijski USB uređaj nakon potvrde.
Brojevi memorije prikazani u zapisniku
Brojevi memorije na popisu u nastavku prikazuju se samo kada se podaci izvoze s pomoću
opcije IMPORT/EXPORT.
Broj memorije Glava za zavarivanje
0 – 2 1 EWH 1000 (SAW)
3 – 5 2 EWH 1000 twin (SAW)
9 – 11 4 EWH 1000 gmaw (MIG/MAG)
7.3 Funkcije kvalitete
MAIN MENU » TOOLS » QUALITY FUNCTIONS
Funkcije kvalitete prate različite zanimljive podatke zavarivanja pojedinačnih zavarivanja.
Funkcije su sljedeće:
• Vrijeme početka zavarivanja.
• Trajanje zavarivanja.
• Najveća, najmanja i prosječna struja tijekom zavarivanja.
• Najveći, najmanji i prosječni napon tijekom zavarivanja.
• Maksimalna, minimalna i prosječna energija po jedinici duljine tijekom zavarivanja.
Broj zavarivanja od posljednjeg poništavanja prikazuje se u retku na vrhu zaslona. Moguće je
pohraniti informacije za oko 100 zavarivanja. Ako ima više od 100 zavarivanja, prvo se
prebriše.
7.4 Podaci o jedinici
MAIN MENU » TOOLS » UNIT INFORMATION
0463 612 001
- 23 -
© ESAB AB 2022

7 ALATI
Podatke o jedinici uglavnom upotrebljavaju serviseri i podrška.
UNIT INFORMATION
MACHINE ID
47
NODE ID
18
SOFTWARE VERSION
4.65C
SETTING WELD DATA UNIT
UPDATE
7.5 Profili autorizacije
Moguća su tri različita profila autorizacije:
Normalni Pristup zaslonima Zavarivača i izborniku WELDING
MENU .
Upravitelj Pristup svim postavkama osim opcije MACHINE
CONFIGURATION .
Servis Pristup svim postavkama.
Izmjena razine autorizacije
Oprema počinje s razinom autorizacije Normalno ako USB razine autorizacije nije dostupan
tijekom pokretanja.
Za izmjenu razine autorizacije isključite upravljačku ploču EAC10. Umetnite memorijski USB
uređaj s profilom autorizacije. Pokrenite upravljačku ploču EAC10. Upravljačka ploča EAC
10 potvrdit će memorijski USB uređaj zvučnim signalom tijekom pokretanja.
NAPOMENA!
Vratite se na razinu autorizacije Normalno ponovnim pokretanjem bez memorijskog
USB uređaja. Samim vađenjem memorijskog USB uređaja nećete izmijeniti razinu
autorizacije.
Izrada USB uređaja s profilom autorizacije
Profil autorizacije stvara se s pomoću memorijskog USB uređaja. Memorijski USB uređaj
mora se formatirati na sustav FAT 32 kako bi mogao raditi. Stvorite odvojene memorijske
USB uređaje s profilom autorizacije za upravitelje i servisno osoblje.
1. Stvorite tekstnu datoteku pod nazivom profiles.txt na razini korijenske datoteke
USB-a.
2. Uredite tekstnu datoteku i unesite MANAGER za stvaranje profila autorizacije Upravitelj
ili unesite
SERVICE
za stvaranje profila autorizacije Servis.
NAPOMENA!
Profil autorizacije treba pisati na engleskom jeziku i velikim slovima. Tekst je
osjetljiv na velika i mala slova.
3. Spremite tekstnu datoteku.
0463 612 001
- 24 -
© ESAB AB 2022

8 KODOVI POGREŠAKA
8 KODOVI POGREŠAKA
Za prikaz pogreške nastale u postupku zavarivanja rabe se kodovi za upravljanje
pogreškama. To se prikazuje na zaslonu u obliku skočnog izbornika.
U ovom se priručniku opisuju kodovi pogreške za EAC 10. Kodovi pogreške za ostale
jedinice opisani su u priručnicima za te jedinice.
Kod pogreške Opis
LAF, TAF Aristo®
1000
6 4201, 4202,
4203
7 Niska struja zavarivanja
8 Nizak napon baterije
Visoka temperatura
Izvor napajanja pregrijao se i zavarivanje je prekinuto.
Zavarivanje će opet biti omogućeno kad atemperatura pada
ispod najveće dopuštene vrijednosti za temperaturu.
Radnja: Provjerite jesu li otvori za usis i ispuh zraka za hlađenje
blokirani ili začepljeni prljavštinom. Provjerite koji se radni ciklus
koristi kako biste izbjegli preopterećenje opreme. Ako se
pogreška nastavi pojavljivati, pozovite servisnog tehničara.
Luk zavarivanja isključen je jer je tijekom zavarivanja jakost struja
pala ispod najniže dopuštene razine.
Radnja: Pogreška se ispravlja prilikom sljedećeg pokretanja
zavarivanja. Ako se pogreška nastavi pojavljivati, pozovite
servisnog tehničara.
Napon baterije prenizak je. Ako ne zamijenite bateriju, svi će
spremljeni podaci biti izgubljeni. Ta pogreška ne utječe na
funkcije.
Radnja: Obratite se servisnom tehničaru radi zamjene baterije.
11 8411
podkod 0
Pogreška u brzini motora, (dopremanje žice, motor za kretanje)
Motor ne može održati brzinu. Zavarivanje se prekida.
Radnja: Provjerite je li žica zapela u motoru za dopremanje ili
motor radi prebrzo. Ako se pogreška nastavi pojavljivati, pozovite
servisnog tehničara.
12 12, 93 Interna komunikacijska pogreška (upozorenje)
Opterećenje CAN sabirnice sustava privremeno je preveliko.
Izvor napajanja možda je izgubio kontakt s kontrolnom jedinicom.
Radnja: Provjerite ispravnu priključenost sve opreme. Ako se
pogreška nastavi pojavljivati, pozovite servisnog tehničara.
14 14, 95 Komunikacijska pogreška
Unutarnja CAN sabirnica sustava privremeno je prestala raditi
zbog prevelikog opterećenja. Zaustavlja se trenutni postupak
zavarivanja.
Radnja: Provjerite ispravnu priključenost sve opreme. Isključite
mrežno napajanje kako biste resetirali jedinicu. Ako se pogreška
nastavi pojavljivati, pozovite servisnog tehničara.
0463 612 001
- 25 -
© ESAB AB 2022

8 KODOVI POGREŠAKA
Kod pogreške Opis
LAF, TAF Aristo®
1000
17 8117 Izgubljena veza s jedinicom
Radnja: Provjerite kabele i konektor između kontrolne jedinice i
izvora napajanja. Ako se pogreška nastavi pojavljivati, pozovite
servisnog tehničara.
32 Nema protoka plina
Pokretanje je spriječeno.
Radnja: Provjerite ventil za plin, crijeva i konektore.
43 71 Visoka struja zavarivanja
Izvor napajanja prekinuo je postupak zavarivanja jer je jakost
struje premašila nakvišu dopuštenu vrijednost za taj izvor
napajanja.
Radnja: Pogreška se ispravlja prilikom sljedećeg pokretanja
zavarivanja. Ako se pogreška nastavi pojavljivati, pozovite
servisnog tehničara.
44 100 Zaustavljanje struje zavarivanja
Postupak zavarivanja prekinut je jer nije napredovao punih 10
sekunda.
Radnja: Pogreška se ispravlja prilikom sljedećeg pokretanja
zavarivanja. Ako se pogreška nastavi pojavljivati, pozovite
servisnog tehničara.
168, 169 8411
podkod 1
Motor se zaustavio.
Nema impulsa iz pretvornika impulsa za motor.
ZA LAF i TAF: 168=MotorM1(motor za dopremanje žice),
169=MotorM2(motor za kretanje)
Radnja: Provjerite kabele motora. Zamijenite pretvornik impulsa.
2310 Trenutačno prezasićenje servomotora
Izvor napajanja privremeno je odaslao struju najviše dopuštene
jakosti.
Radnja: Ako se pogreška nastavi pojavljivati, pokušajte smanjiti
podatke za zavarivanje.
4 3205 Visoki napon istosmjerne struje
Radnja: Provjerite nije li napon napajanja gradskom mrežom
prenizak ili previsok.
88 5010 Visok induktivitet
Induktivitet je previsok zbog duljine kabela za zavarivanje i/ili
previsokih podataka zavarivanja.
Radnja: Pokušajte prilagoditi podatke zavarivanja.
0463 612 001
- 26 -
© ESAB AB 2022
NARUDŽBENI BROJEVI
NARUDŽBENI BROJEVI
Ordering number Denomination Type Notes
0445 680 880 Control unit EAC 10
0463 609 * Control unit, Instruction manual
0463 611 001 Spare parts list
Tehnička dokumentacija dostupna je na internetskoj adresi: www.esab.com
0463 612 001
- 27 -
© ESAB AB 2022

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...