


EAC 10 Control panel
Gebruiksaanwijzing
0463 612 001 NL 20220929
Valid for: From software version: 1.10A

INHOUDSOPGAVE
1
INLEIDING
1.1 Taal
1.2 Bedieningspaneel
1.3 Initiële configuratie
2
MENU'S
2.1 Algemeen
2.2 Opstarten
2.3 Scherm Gemeten
2.4 Scherm instellen
2.4.1 Scherm instellen, AC-voedingsbron ..................................................... 9
2.5 Lasdatageheugen
2.6 Lasmenu
2.7 Menu Tools
2.8 Menu Algemene instellingen
2.9 Configuratiemenu machine
3
ONDER POEDERDEK LASSEN (SAW)
3.1 Instellingen voor onder poederdek lassen
...................................................................................................
...........................................................................................................
...................................................................................
.................................................................................
........................................................................................................
................................................................................................
.................................................................................................
....................................................................................
.....................................................................................
...................................................................................
..................................................................................................
..............................................................................................
.................................................................
...................................................................
.....................................................
..........................................
4
4
4
6
7
7
7
8
8
9
10
11
11
12
15
15
4
GASBOOGLASSEN MET METALEN ELEKTRODE (GMAW)
4.1 Instellingen voor gasbooglassen met metalen elektrode
5
GUTSEN
5.1 Instellingen voor gutsen
6
UITLEG VAN DE VERSCHILLENDE FUNCTIES
6.1 Boogspanning
6.2 CA, constante lasstroom
6.3 CW, constante draadaanvoersnelheid
6.4 Draadaanvoersnelheid (Wire feed speed)
6.5 Transportsnelheid
6.6 Lasrichting
6.7 AC-frequentie
6.8 AC-balans
6.9 AC-compensatie
6.10 Starttype
6.11 Kratervulling
6.12 Nabrandtijd
......................................................................................................
........................................................................
........................................
........................................................................................
.......................................................................
.................................................
............................................
..................................................................................
..............................................................................................
..........................................................................................
................................................................................................
.....................................................................................
..................................................................................................
...........................................................................................
..............................................................................................
...................
..................
16
16
17
17
18
18
18
18
18
18
18
18
18
19
19
19
19
7
GEREEDSCHAPPEN
7.1 Gebeurtenisverwerking
7.1.1 Foutlog ................................................................................................. 20
7.1.2 Actieve fouten....................................................................................... 21
7.2 Export/Import
7.3 Kwaliteitsfuncties
0463 612 001 © ESAB AB 2022
..................................................................................
.........................................................................
..........................................................................................
...................................................................................
20
20
21
21

INHOUDSOPGAVE
7.4 Eenheidsinformatie
7.5 Autorisatieprofielen
8
FOUTCODES
BESTELNUMMERS
...............................................................................................
.............................................................................................
................................................................................
................................................................................
22
22
24
26
Rechten voorbehouden om specificaties zonder voorafgaande kennisgeving te wijzigen.
0463 612 001 © ESAB AB 2022

1 INLEIDING
1 INLEIDING
Om het maximale uit uw lasapparatuur te halen, raden wij u aan deze gebruikershandleiding
te lezen.
Raadpleeg de instructiehandleiding van de bedieningseenheid voor algemene informatie
over de bedieningseenheid EAC 10.
1.1 Taal
Het bedieningspaneel is af fabriek ingesteld op Engels. De volgende talen zijn beschikbaar:
Engels, Zweeds, Fins, Deens, Duits, Frans, Italiaans, Nederlands, Spaans, Portugees,
Hongaars, Pools, Tsjechisch, Noors, Amerikaans-Engels, Russisch en Turks.
Volg de instructies in het hoofdstuk Initiële configuratie om de taal te selecteren of te
wijzigen.
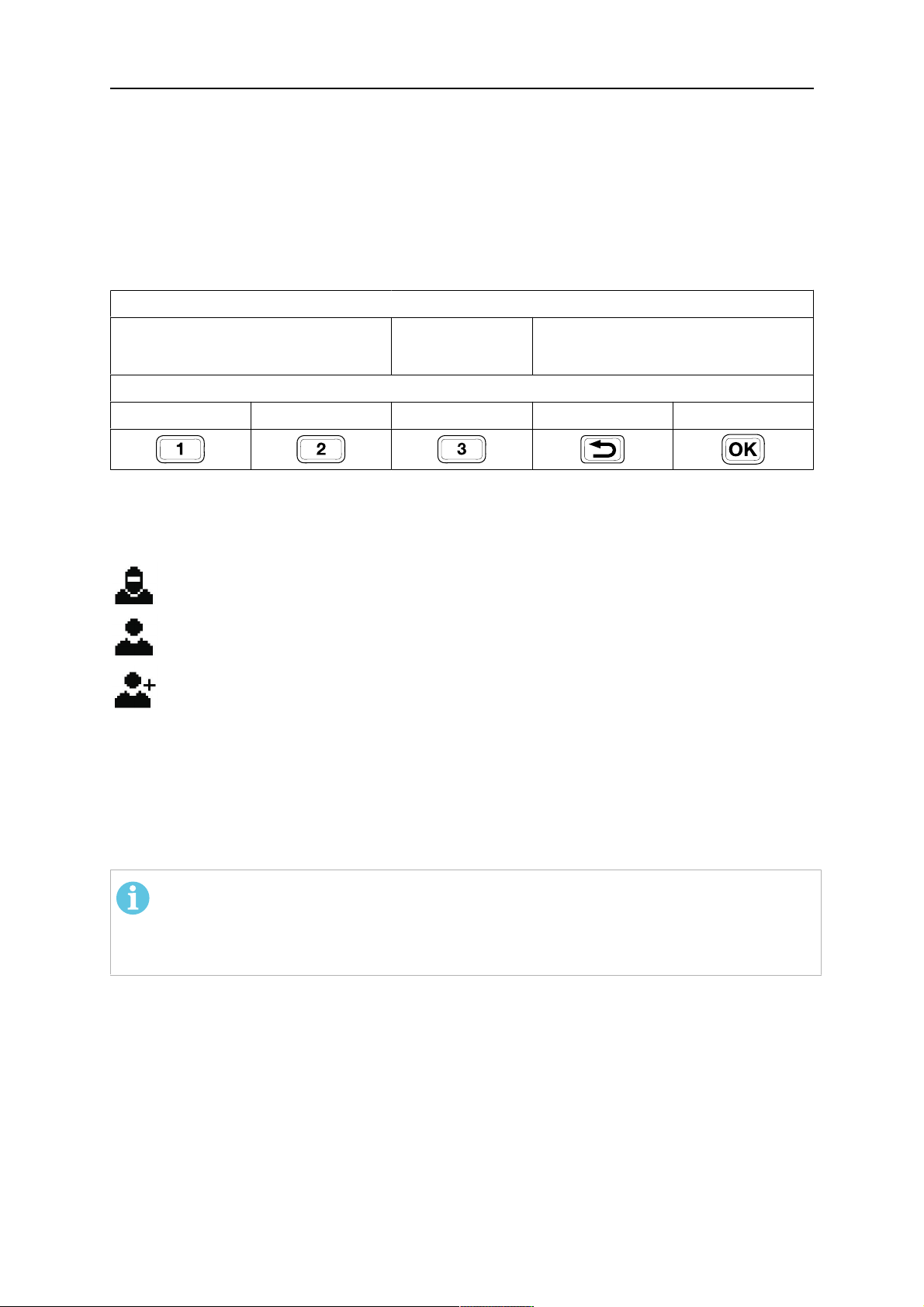
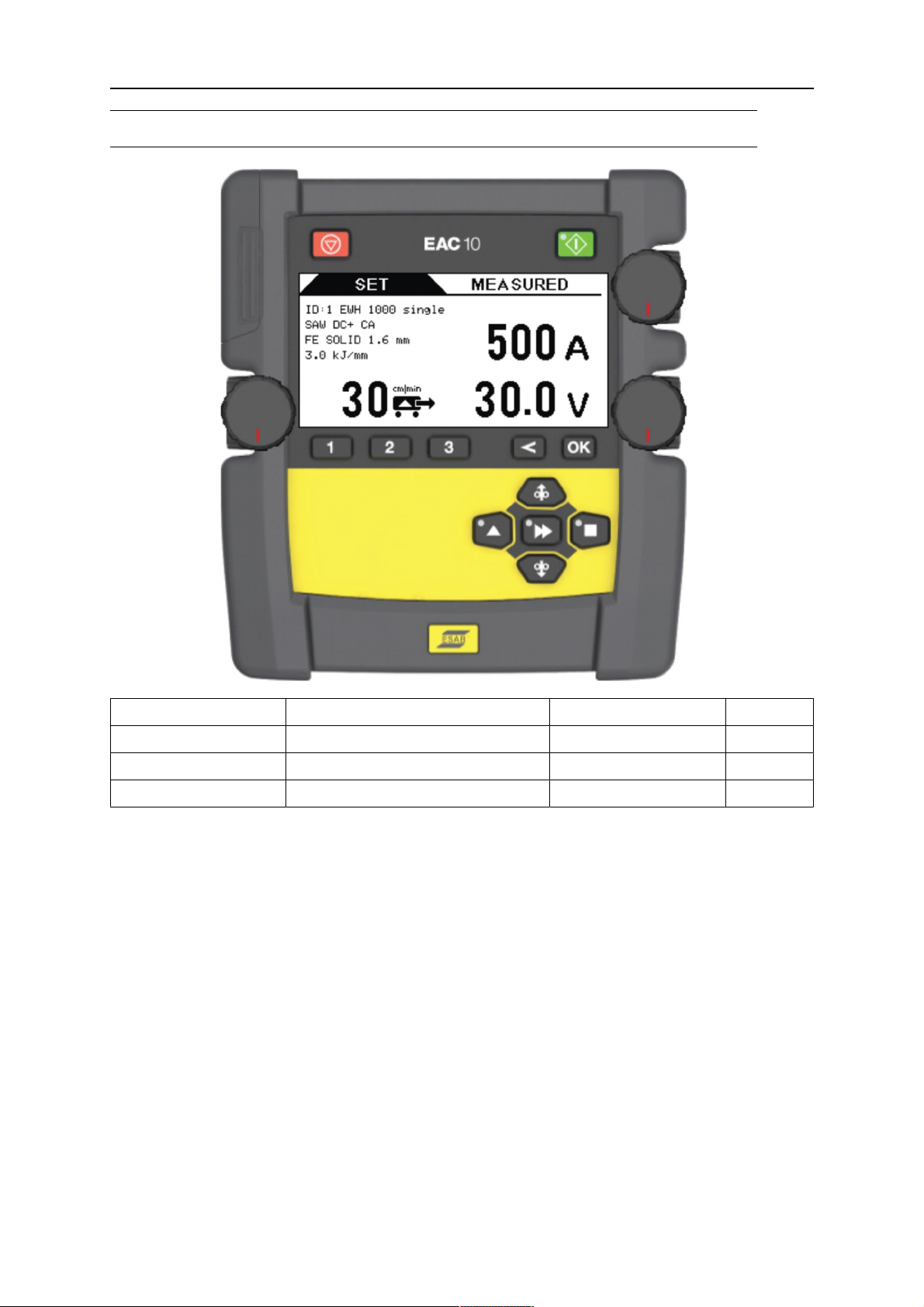
1.2 Bedieningspaneel
LET OP!
Afhankelijk van in welk product het paneel wordt geïnstalleerd, kunnen er
verschillen voorkomen in de werking ervan.
1. Stoppen met lassen 8. Richting handmatige transportbeweging
2. Beginnen met lassen 9. Snelle beweging
3. Lasstroom / draadaanvoersnelheid /
balans*
4. Boogspanning / offsetspanning* 11. Richting handmatige transportbeweging
5. OK / instelmenu 12. Geheugen 1, 2, 3 / functietoetsen
6. Terug 13. Transportsnelheid / frequentie*
7. Handmatige draadaanvoer omhoog 14. USB-aansluiting
*Alleen met Aristo®1000 in de AC-modus.
0463 612 001
10. Handmatige draadaanvoer omlaag
- 4 -
© ESAB AB 2022

1 INLEIDING
Omhoog
De knoppen worden gebruikt voor Omhoog,
Omlaag, Rechts, Links en Bevestigen (middelste
knop) tijdens configuratie en instellingen.
Stoppen met lassen (1). Stopt alle transportbewegingen, alle motoren en de
lasstroom.
Beginnen met lassen (2). De LED gaat branden tijdens het lassen.
Met de knop OK (5) bevestigt u een geselecteerde keuze.
Met de knop Terug (6) gaat u één stap terug in het menu.
Langer dan 3 seconden ingedrukt houden om het draadtype en de
draadafmeting in te stellen.
Druk op de knop Handmatige draadaanvoer omhoog (7) om de draad naar
boven te voeren. Zolang de toets wordt ingedrukt, wordt er draad aangevoerd.
Druk op de knop Transportbeweging om in de lasrichting te rijden die wordt
aangegeven door het symbool op de lasapparatuur.
Met de knop Snelle beweging (9) kunt u in combinatie met de andere
knoppen de snelheid verhogen. Druk op de knop om snelle beweging te
activeren en druk vervolgens op de knop voor handmatige draadaanvoer (7,
10) of transportbeweging (8, 11). De LED op de knop Snelle beweging gaat
branden wanneer Snelle beweging wordt geactiveerd. Druk nogmaals op de
knop om Snelle beweging uit te schakelen.
Tijdens de configuratie kunt u met de knop Snelle beweging een waarde
bevestigen en opslaan en terugkeren naar het vorige scherm.
Links
Recht
s
Omlaag
Druk op de knop Handmatige draadaanvoer omlaag (10) om de draad naar
beneden te voeren. Zolang de toets wordt ingedrukt, wordt er draad
aangevoerd.
Druk op de knop Transportbeweging (11) om in de lasrichting te rijden die
wordt aangegeven door het symbool op de lasapparatuur.
Er kunnen per laskop drie verschillende geheugens met lasgegevens worden
opgeslagen in het geheugen van het bedieningspaneel met behulp van de
functietoetsen 1, 2 en 3 (12). De functietoetsen hebben verder wisselende
functies, afhankelijk van het menu dat op een bepaald moment wordt gebruikt.
De huidige functie worden getoond in de tekst van de onderste regel van het
display.
De knop voor lasstroom/draadaanvoersnelheid/balans1(3) wordt gebruikt
voor het verhogen of verlagen van de ingestelde waarden.
De knop voor boogspanning/offsetspanning1(4) wordt gebruikt voor het
verhogen of verlagen van de ingestelde waarden.
0463 612 001
- 5 -
© ESAB AB 2022

1 INLEIDING
De knop rijsnelheid/frequentie1(13) wordt gebruikt voor het verhogen of
verlagen van de ingestelde waarden.
1
Alleen met Aristo® 1000 in AC-modus.
1.3 Initiële configuratie
Bij de eerste keer opstarten na levering moet na het bijwerken van een programma en na
een volledige reset de initiële configuratie van het bedieningspaneel worden uitgevoerd. De
initiële configuratie wordt automatisch gestart.
De initiële configuratie kan ook worden gestart door OK tijdens het opstarten, terwijl het
ESAB-logo wordt weergegeven, ingedrukt te houden.
Een geautoriseerde gebruiker kan de configuratie wijzigen in het ALGEMENE
STANDAARDWAARDEN -menu.
1. Selecteer de taal met de knoppen Omhoog/Omlaag/Rechts/Links. Bevestig met OK of
met de middelste knop.
2. Selecteer de maateenheid met de knoppen Rechts/Links. Bevestig met OK of met de
middelste knop.
3. Stel de datum in met de knoppen Omhoog/Omlaag. Met de knoppen Rechts/Links
kunt u wisselen tussen jaar, maand en dag. Bevestig met OK of met de middelste
knop.
4. Stel de tijd in met de knoppen Omhoog/Omlaag. Met de knoppen Rechts/Links kunt u
wisselen tussen uren en minuten. Bevestig met OK of met de middelste knop.
5. Selecteer het draadtype met de knoppen Omhoog/Omlaag. Welke draadtypen worden
weergegeven, is afhankelijk van de laskop die tijdens het opstarten wordt
gedetecteerd. Bevestig met OK of met de middelste knop.
6. Selecteer de kabelmaat met de knoppen Omhoog/Omlaag. Bevestig met OK of met
de middelste knop.
7. Na de initiële configuratie gaat het bedieningspaneel verder met het STEL IN -menu.
0463 612 001
- 6 -
© ESAB AB 2022

2 MENU'S
2 MENU'S
2.1 Algemeen
LET OP!
De knop lang ingedrukt houden is meer dan 3 seconden. Kort indrukken is minder
dan 3 seconden.
Wanneer een van de schermen STEL IN of GEMETEN wordt weergegeven, drukt
u lang op OK om het uitgebreide LASMENU te openen. De informatie op het
display is afhankelijk van het autorisatieniveau. Het autorisatieniveau wordt
weergegeven met een pictogram in de rechterbovenhoek van het display en
uitgelegd in het hoofdstuk Autorisatieprofielen.
2.2 Opstarten
1. De softwareversie wordt tijdens het opstarten weergegeven op het bedieningspaneel.
Het bedieningspaneel detecteert automatisch de laskop tijdens het opstarten.
LET OP!
De laskop wordt geïdentificeerd door de laskopkabel. Als de kabel wordt
vervangen, moet u het originele ESAB-reserveonderdeel gebruiken om deze
functie te behouden.
2. Als er geen digitale voedingsbron is aangesloten, wordt een menu weergegeven
waarin u het type analoge voedingsbron kunt selecteren.
De eerder gebruikte analoge voedingsbron wordt weergegeven als de
aan/uit-schakelaar in stand II staat. Druk binnen 3 seconden op een willekeurige knop
om het menu te openen en de analoge stroombron te wijzigen met de knoppen
Omhoog/Omlaag en OK.
Als er geen knop wordt ingedrukt, gaat het opstarten verder zonder de voedingsbron
te wijzigen.
3. Eerder geselecteerde waarden voor draadtype en draadmaat worden weergegeven.
Druk binnen 7 seconden op een willekeurige knop om het menu te openen. Selecteer
de gewenste waarden voor draadtype en draadmaat met de knoppen
Omhoog/Omlaag en OK.
Als er geen knop wordt ingedrukt, gaat het bedieningspaneel verder met het STEL IN
menu zonder draadtype of draadmaat te wijzigen.
0463 612 001
- 7 -
© ESAB AB 2022

2 MENU'S
2.3 Scherm Gemeten
STEL IN GEMETEN
De GEMETEN Dit scherm toont de gemeten waarden tijdens het lassen. De informatie op
het scherm is afhankelijk van de geselecteerde lasmethode.
De op het scherm getoonde informatie is verdeeld in vier delen:
Methode, draad, warmtetoevoer Ampèrage
Transportsnelheid Spanning
Wanneer u kort drukt op OK als een AC-voedingsbron is aangesloten, wordt het
scherm AC-instellingen geopend. Wanneer u lang drukt op OK verschijnt het
LASMENU instellingenscherm.
Draai na het stoppen van het lassen aan een willekeurige knop voor het openen
van het STEL IN -display. De waarden worden weergegeven en het scherm STEL
IN scherm blijft geopend.
Als u kort op een van de toetsen 1, 2 of 3 drukt, wordt de bijbehorende
geheugenslot opgeroepen. De STEL IN scherm wordt geopend en de waarden
worden weergegeven.
2.4 Scherm instellen
LET OP!
De beschikbare functies van het scherm SET zijn afhankelijk van de geselecteerde
lasmethode.
STEL IN GEMETEN
Het scherm STEL IN wordt gebruikt om lasinstellingen te wijzigen en instellingen op te slaan
in de geheugenslots met de toetsen 1, 2 en 3.
0463 612 001
- 8 -
© ESAB AB 2022

2 MENU'S
Draai aan een van de knoppen tijdens het lassen om het scherm STEL IN te openen vanuit
het scherm GEMETEN. De waarden worden gedurende 2 seconden weergegeven voordat
wordt teruggekeerd naar het scherm GEMETEN tenzij er aanpassingen worden gemaakt.
Als het scherm STEL IN wordt geopend zonder dat er wordt gelast, blijft het actief. Wanneer
het lassen begint, wordt het scherm GEMETEN geactiveerd.
Wijzig de lasinstellingen met behulp van de knop naast de waarde die op het display wordt
weergegeven. U kunt de instellingen opslaan voor eenvoudige toegang.
Als u kort op een van de toetsen 1, 2 of 3 drukt, worden de geheugeninstellingen
van de opgeslagen lasgegevens weergegeven. Stel de waarden in en geef het
scherm GEMETEN opnieuw weer. Het nummer van het lasgegevensgeheugen dat
in gebruik is, wordt weergegeven op het tabblad STEL IN en ook op een balk
boven de knop met het bijbehorende nummer.
Bij AC-stroombron: Als u kort op de OK-knop drukt, wordt het scherm
AC-INSTELLINGEN geopend.
Als u de knop OK lang ingedrukt houdt, opent u het LASMENU. Ga terug door op
de knop Terug te drukken.
Om het draadtype en de draadmaat in te stellen, houdt u de knop Back langer dan
3 seconden ingedrukt.
2.4.1 Scherm instellen, AC-voedingsbron
STEL IN GEMETEN
Met wisselstroombron: Als u kort op de OK-knop drukt, opent u het
AC-INSTELLINGEN -display.
Met Aristo® 1000-stroombron en SAW-laskop: Als u kort op de OK-knop drukt,
wordt een scherm geopend waarin u met de knoppen de frequentie, balans en
offset regelt.
Sla waarden op en ga terug naar het MEET -scherm door op de knop Terug te
drukken.
2.5 Lasdatageheugen
Er kunnen per laskop drie verschillende lasgegevensprogramma's worden opgeslagen in het
geheugen van het bedieningspaneel.
Sla de instellingen in het lasdatageheugen op door lang op een van de functietoetsen 1, 2 of
3 te drukken. Eerder opgeslagen instellingen worden overschreven.
De opgeslagen instellingen worden automatisch gebruikt.
0463 612 001
- 9 -
© ESAB AB 2022
2 MENU'S
Om tussen de verschillende lasdatageheugens te wisselen, drukt u op functietoets 1, 2 of 3.
Het lasdatageheugen dat wordt gebruikt, wordt aangegeven met een lijn op het display
boven de functietoets en het nummer wordt weergegeven in het tabblad STEL IN tab.
Het lasdatageheugen heeft een backupbatterij, zodat de instellingen bewaard blijven als de
apparatuur wordt uitgeschakeld.
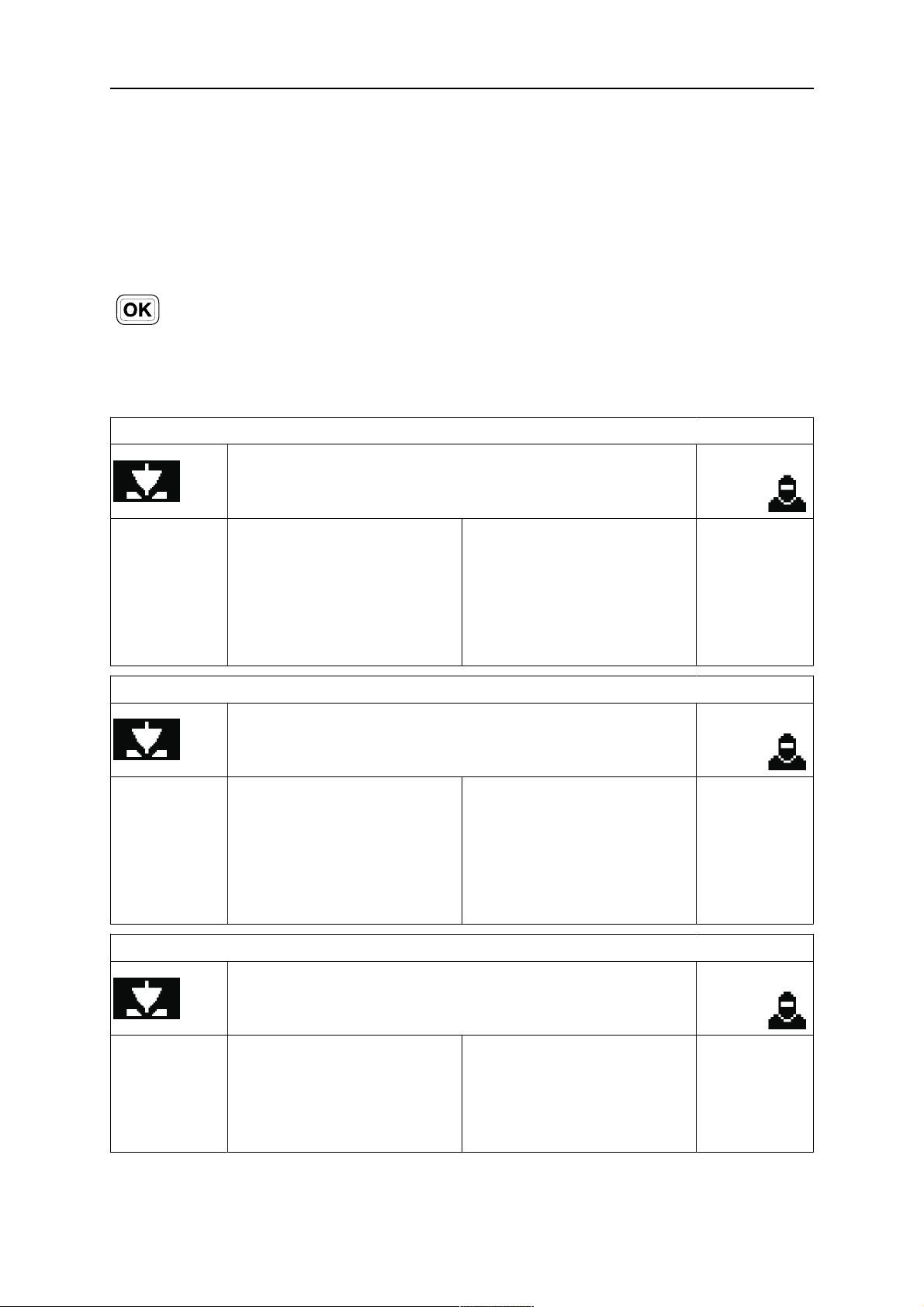
2.6 Lasmenu
Wanneer een van de schermen STEL IN of GEMETEN wordt weergegeven, drukt
u lang op OK voor het openen van het uitgebreide LASMENU.
De informatie op het display is afhankelijk van het autorisatieniveau, de aangesloten
stroombron en de laskop. Het autorisatieniveau wordt weergegeven met een pictogram in de
rechterbovenhoek van het display.
Voorbeeld van lasmenu voor Aristo® 1000 AC/DC
LASMENU
METHODE
REGELTYPE
START TYPE
KRATER VULTIJD
NABRANDTIJD
DC+
CA
DIRECT
0.0 s
0,50 s
Voorbeeld van lasmenu voor GMAW-lassen
LASMENU
METHODE
REGELTYPE
START TYPE
KRATER VULTIJD
NABRANDTIJD
DC+
CA
DIRECT
0.0 s
0,50 s
Voorbeeld van lasmenu voor SAW-lassen met LAF of TAF
0463 612 001
LASMENU
REGELTYPE
START TYPE
KRATER VULTIJD
NABRANDTIJD
CA
DIRECT
0.0 s
0,7 s
- 10 -
© ESAB AB 2022

2 MENU'S
Selecteer het LASMENU door op de knop Rechts te drukken.
Selecteer een menuregel met de knoppen Omhoog/Omlaag en druk op
OK of bevestig uw keuze met de middelste knop.
Stel een numerieke waarde in met behulp van de knop Boogspanning /
Offsetspanning (4). Andere waarden selecteert u met de knoppen
Omhoog en Omlaag.
Druk op OK of de middelste knop om te bevestigen en om terug te keren
naar het vorige menuniveau. De nieuwe waarde wordt weergegeven.
Ga met de knop Terug of Links terug naar het vorige menuniveau
ZONDER instellingen te wijzigen.
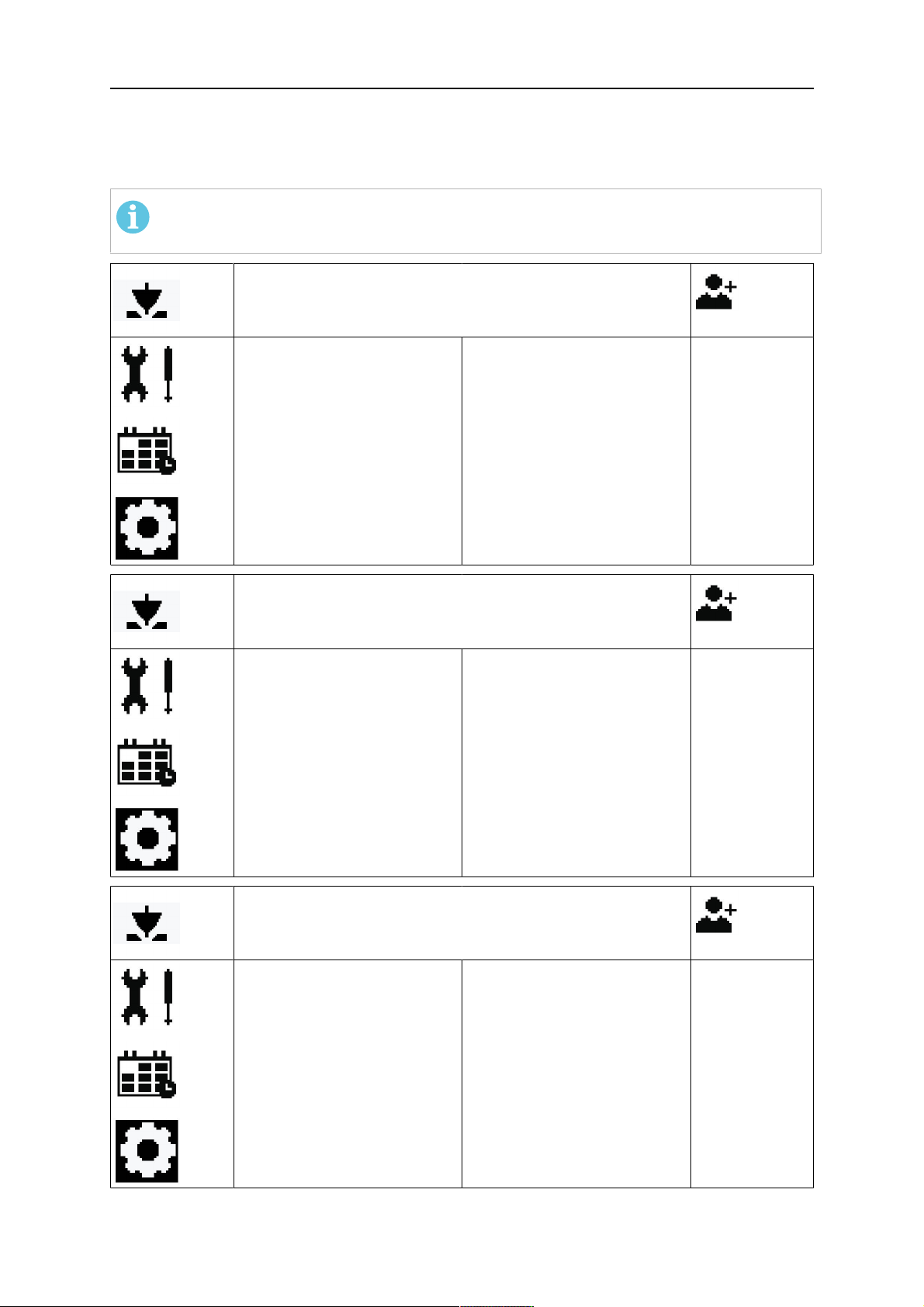
2.7 Menu Tools
LET OP!
Autorisatieniveau: Manager, zie het hoofdstuk Autorisatieprofielen.
MENU TOOLS
EXPORT / IMPORT
KWALITEITSFUNCTIES
EENHEIDS INFORMATIE
FOUT LOG
ACTIEVE FOUTEN
Raadpleeg voor meer informatie het hoofdstuk GEREEDSCHAPPEN.
2.8 Menu Algemene instellingen
LET OP!
Autorisatieniveau: Manager, zie het hoofdstuk Autorisatieprofielen.
ALGEMENE STANDAARDWAARDEN
TAAL
KALENDER
TIJD
Nederlands
2018-10-01
12.31.59
LENGTE EENHEID
METRISCH
Het menu Algemene instellingen wordt gebruikt om de instellingen te openen en te wijzigen
die tijdens de eerste configuratie zijn ingevoerd.
DATUM heeft altijd de notatie JJJJ-MM-DD.
TIJD heeft altijd de notatie UU:MM.
0463 612 001
- 11 -
© ESAB AB 2022
2 MENU'S
LENGTE-EENHEID is metrisch of inch.
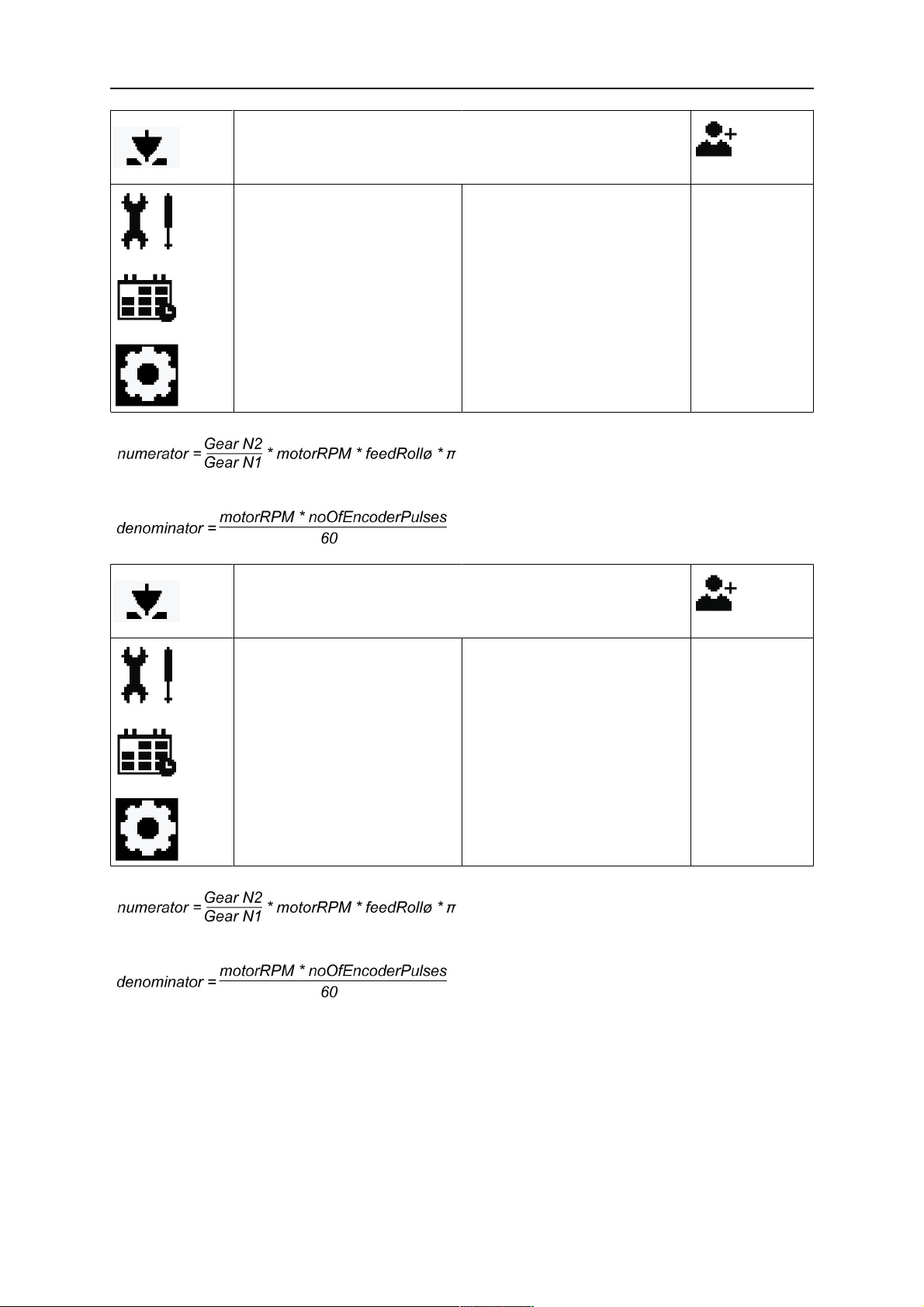
2.9 Configuratiemenu machine
LET OP!
Autorisatieniveau: Service, zie de sectie "Autorisatieprofielen".
MACHINE CONFIGURATIE
PRODUCTCODE
PROCES
DRAADTOEVOER AS 1
VERPLAATSINGSAS
KALIBRATIE
PRODUCTCODE
VERSOTRAC
C&B Analoog PS
Column & Boom
SAW
0463 612 001
PROCES
SAW
GMAW
GUTSEN
- 12 -
© ESAB AB 2022
2 MENU'S
DRAADTOEVOER AS 1
NUMERATOR
DENOMINATOR
VERPLAATSINGS AS
4736
2560
NUMERATOR
DENOMINATOR
4303
3507
0463 612 001
- 13 -
© ESAB AB 2022

2 MENU'S
KALIBRATIE
Percentage hoog
Spanning hoog
Percentage laag
Spanning laag
86%
32.0 Volt
59%
24.0 Volt
INSCHAKELEN UITSCHAKELEN
Dit menu wordt gebruikt voor het kalibreren van de lasspanning en analoge spanning voor
analoge stroombronnen.
Stel een hoog percentage in (bijv. 86), gebruik de stroombron voor het lassen gedurende een
paar minuten en meet de spanning.
Stel een laag percentage in (bijv. 59), gebruik de stroombron voor het lassen gedurende een
paar minuten en meet de spanning.
Voer de waarden in en selecteer INSCHAKELEN.
0463 612 001
- 14 -
© ESAB AB 2022

3 ONDER POEDERDEK LASSEN (SAW)
3 ONDER POEDERDEK LASSEN (SAW)
Hoofdmenu » Proces
Bij onder poederdek lassen (Submerged Arc Welding, SAW) smelt een boog een continu
aangevoerde draad. Het lasbad wordt beschermd door laspoeder. Wanneer het SAW-proces
is geselecteerd, selecteert u AC of DC. AC is alleen beschikbaar voor Aristo®1000.
Wanneer het SAW-proces is geselecteerd, selecteert u REGELTYPE. Kies tussen constante
lasstroom (CA) of constante draadaanvoer (CW).
3.1 Instellingen voor onder poederdek lassen
Instellingen Instelbereik In stappen
van
Boogspanning
1)
Lasstroom1)(CA)
Draadaanvoersnelheid1)(CW)
14 - 50 V 0,1 V (1V) 30V
0 - 3200 A 1 A 400 A
0 - 2500 cm/min 1 cm/min. 300 cm/min.
Waarde na
resetten
Transportsnelheid* 0 - 200 cm/min 1 cm/min. 50 cm/min.
Lasrichting ▲ - ▲
AC-frequentie
AC-balans
3)
3)
AC-compensatie
Startinformatie
2)
3)
10 - 100 Hz 1 50 Hz
25 - 75% 1 50%>
-300 - +300 A/-10 - +10 V 1 A / 0,1 V 0
Starttype Direct of Scratch - Direct
Stopinformatie
2)
Kratervultijd 0 - 10 s 0,1 s 1 s
Nabrandtijd 0 - 10 s 0,01 s
0,55s DC
0,66s AC
1)
Het instelbereik is afhankelijk van het gebruikte product.
3)
3)
2)
Het menu toont de instellingen die horen bij het geselecteerde regeltype.
3)
Alleen van toepassing op Aristo®1000-stroombronnen.
0463 612 001
- 15 -
© ESAB AB 2022

4 GASBOOGLASSEN MET METALEN ELEKTRODE (GMAW)
4 GASBOOGLASSEN MET METALEN ELEKTRODE
(GMAW)
HOOFDMENU » PROCES
Bij gasbooglassen met metalen elektrode (Gas Metal Arc Welding, GMAW) smelt een boog
een continu aangevoerde draad. Het lasbad wordt beschermd door beschermgas. Als het
proces voor gasbooglassen met metalen elektrode wordt geselecteerd, kunt u kiezen tussen
twee bedieningsmethoden door REGELTYPE te selecteren met de positioneringsknop en op
ENTER te drukken. Kies tussen constante lasstroom (CA), constante draadaanvoer (CW) of
constante stroom (CC). CC is alleen van toepassing op Aristo® 1000, zie de uitleg in het
hoofdstuk UITLEG VAN DE VERSCHILLENDE FUNCTIES.
4.1 Instellingen voor gasbooglassen met metalen elektrode
Instellingen Instelbereik In stappen
van
Boogspanning* 14 - 50 V 0,1 V (1V) 30 V
Lasstroom* (CA) 0 - 3200 A 1 A 400 A
Draadaanvoersnelheid* (CW) 0 - 2500 cm/min 1 cm/min. 300 cm/min.
Transportsnelheid* 0 - 200 cm/min 1 cm/min. 50 cm/min.
Lasrichting ▲ - ▲
Startinformatie
Gasvoorstroom 0 - 99,0 s 0,1 s 2,0 s
Starttype Direct of kruipstart - Direct
Start draadaanvoer Auto of ingestelde
snelheid
Snelheid start draadaanvoer 0 - 1000 cm/min 1 cm/min. 20 cm/min.
Startfases UIT of AAN - OFF
Open spanning UIT of AAN - OFF
Maximale open spanning 5 - 60 V 0,1 V 50 V
Stopinformatie
Gasnastroom 0 - 99,0 s 0,1 s 2,0 s
- Auto
Waarde na
resetten
Kratervulling UIT of AAN - OFF
Kratervultijd 0 - 10 s 0,01 s 1 s
Nabrandtijd 0 - 10 s 0,01 s 1 s
Stopfases UIT of AAN - OFF
Dynamische regeling Auto of ingestelde waarde - Auto
Instelgrenswaarden - - -
Meetgrenswaarden - - -
*) Het instelbereik is afhankelijk van het gebruikte product.
0463 612 001
- 16 -
© ESAB AB 2022

5 GUTSEN
5 GUTSEN
Beschikbaarheid afhankelijk van de aangesloten apparatuur.
HOOFDMENU » PROCES
Voor elektrisch gutsen wordt een speciale elektrode gebruikt die bestaat uit een koolstofstaaf
met een koperen omhulsel.
Er wordt een boog gevormd tussen de koolstofstaaf en het werkstuk die het materiaal smelt.
Er wordt lucht aangevoerd om het gesmolten materiaal weg te blazen.
Als het proces GUTSEN wordt geselecteerd, kunt u kiezen tussen twee bedieningsmethoden
door REGELTYPE te selecteren met de positioneringsknop en op ENTER te drukken. Kies
tussen constant amperage CA of constante draadaanvoer CW.
5.1 Instellingen voor gutsen
Instellingen Instelbereik In stappen
van
Boogspanning * 14-50 V 0,1 V (1V) 30 V
Lasstroom *(CA) 0 - 3200 A 1 A 500 A
Draadaanvoersnelheid *(CW) 0 - 2500 cm/min 1 cm/min 100 cm/min
Transportsnelheid * 0 - 200 cm/min 1 cm/min 30 cm/min
Lasrichting ▲-■ - ■
Startinformatie
Luchtvoorstroomtijd 0 - 99,0 s 0,1 s 0 s
Beginnen met afstellen Min = 50% 1% 100%
Starttype Direct of Scratch - Direct
Start draadaanvoer Auto of Ingestelde
snelheid
Snelheid start draadaanvoer 0 - 1000 cm/min 1 cm/min 20 cm/min
Startfases UIT ofAAN - OFF
Open spanning UIT ofAAN - OFF
Maximale open spanning 5 - 60 V 0,1 V 50 V
Stopinformatie
- Auto
Waarde na
resetten
Luchtnastroomtijd 0 - 99,0 s 0,1 s 0 s
Kratervulling UIT ofAAN - OFF
Kratervultijd 0 - 10 s 0,01 s 0,0 s
Nabrandtijd 0 - 10 s 0,01 s 1,50 s
Stopfases UIT ofAAN - OFF
Dynamische regeling Auto ofIngestelde
waarden
Instelgrenswaarden - - -
Meetgrenswaarden - - -
*) Het instelbereik is afhankelijk van het gebruikte product.
0463 612 001
- 17 -
- Auto
© ESAB AB 2022

6 UITLEG VAN DE VERSCHILLENDE FUNCTIES
6 UITLEG VAN DE VERSCHILLENDE FUNCTIES
6.1 Boogspanning
De boogspanning wordt ingesteld in het meetdisplay, het lasdata-instelmenu, of het
snelkeuzemenu.
Een hogere boogspanning zorgt voor een langere boog en produceert een heter en breder
lasbad.
6.2 CA, constante lasstroom
De constante lasstroomwaarde kan worden geselecteerd in het hoofdmenu.
De draadaanvoer wordt geregeld door de stroombron om een constante lasstroom te
verkrijgen.
6.3 CW, constante draadaanvoersnelheid
Constante draadaanvoer kan worden geselecteerd in het hoofdmenu.
De lasstroom is een resultaat van de geselecteerde draadaanvoersnelheid.
6.4 Draadaanvoersnelheid (Wire feed speed)
De draadaanvoersnelheid wordt ingesteld in het meetdisplay, het lasdata-instelmenu, of het
snelkeuzemenu.
Voor instelling van de gewenste draadaanvoersnelheid in cm/minuut. Een hogere
draadsnelheid levert een hogere lasstroom op.
6.5 Transportsnelheid
De transportsnelheid wordt ingesteld in het meetdisplay, het lasdata-instelmenu, of het
snelkeuzemenu.
De transportsnelheid geeft een vereiste snelheid (cm/min) aan waarmee de kolom en het
statief of het wagentje moeten bewegen.
6.6 Lasrichting
Transportbeweging in de richting die het symbool aangeeft op de lasapparatuur.
6.7 AC-frequentie
Alleen van toepassing op de Aristo®1000-stroombron.
De AC-frequentie wordt geselecteerd in het lasdata-instelmenu.
AC-frequentie verwijst naar het aantal oscillaties per seconde op het nulniveau.
6.8 AC-balans
Alleen van toepassing op de Aristo®1000-stroombron.
De AC-balans wordt geselecteerd in het lasdata-instelmenu.
AC-balans is de verhouding tussen positieve (+) en negatieve (-) pulsen. De ingestelde
waarde geeft het percentage aan van de periode in het positieve deel.
0463 612 001
- 18 -
© ESAB AB 2022

6 UITLEG VAN DE VERSCHILLENDE FUNCTIES
6.9 AC-compensatie
Alleen van toepassing op de Aristo®1000-stroombron.
De AC-compensatie wordt geselecteerd in het lasdata-instelmenu.
Met AC-compensatie wordt het AC-niveau positief of negatief gecompenseerd in verhouding
tot het nulniveau.
6.10 Starttype
Starttype is geselecteerd in LASMENU » START WAARDE.
Er zijn twee opties voor het starttype:
• Direct starten betekent dat de transportsnelheid start als de boog wordt ontstoken.
• Scratch start betekent dat de transportsnelheid op hetzelfde moment wordt gestart als
de draadaanvoer.
6.11 Kratervulling
Kratervulling wordt ingesteld in LASMENU » STOP WAARDE
Kratervulling maakt een gecontroleerde reductie in hitte en omvang van het lasbad mogelijk
als de las wordt afgerond. Dit maakt het makkelijker poriën, hittescheuren en kraters in de
lasnaad te voorkomen.
6.12 Nabrandtijd
Nabrandtijd wordt ingesteld in LASMENU » NABRANDTIJD
Nabrandtijd is een vertraging tussen het moment waarop de lasdraad begint met remmen tot
het moment waarop de stroombron de boogspanning uitschakelt. Een te korte nabrandtijd
resulteert na het lassen in een langere "draadpeuk". Er bestaat dan een kans dat de draad in
het stollende lasbad blijft steken. Een te lange nabrandtijd resulteert in een kortere
"draadpeuk", waarbij de kans bestaat dat de lasboog in het lasmondstuk slaat.
0463 612 001
- 19 -
© ESAB AB 2022

7 GEREEDSCHAPPEN
7 GEREEDSCHAPPEN
HOOFDMENU » GEREEDSCHAPPEN
7.1 Gebeurtenisverwerking
HOOFDMENU » GEREEDSCHAPPEN » EVENT HANDLING
7.1.1 Foutlog
HOOFDMENU » GEREEDSCHAPPEN » EVENT HANDLING » FOUT LOG
FOUT LOG
Index Datum Tijd Eenheid Fout
1
2
WISSEN Alles wissen UPDATE TERUG ALLES
Alle fouten die zich tijdens het gebruik van de lasapparatuur voordoen, worden opgeslagen
als foutmeldingen in het foutlog.
Er kunnen maximaal 99 foutmeldingen worden bewaard. Als het foutlog vol is, d.w.z. als 99
foutmeldingen zijn opgeslagen, wordt de oudste melding automatisch verwijderd wanneer de
volgende fout optreedt.
Alleen de meest recente foutmelding wordt weergegeven op het bedieningspaneel.
Fouten worden op twee manieren bewaakt/gedetecteerd: door testroutines die worden
uitgevoerd bij het opstarten en door functies die een fout kunnen detecteren wanneer deze
optreedt.
Koppen die worden gebruikt in het foutlog:
• Index Nummer foutmelding
180917
181021
11:24:13
10:15:36
8
8
19
17
WEERGEVEN
• Datum Wanneer de fout is opgetreden, in de notatie JJMMDD
• Tijd Wanneer de fout is opgetreden, in de notatie uu:mm:ss
• Eenheid Welke eenheid het foutbericht heeft gegenereerd
• Fout Nummer foutcode
Eenheid-ID voor Aristo®1000-stroombron:
1= stroombron 8 = lasdata-eenheid
6 = stuurprint motor 9 = analoge I/O-kaart
Eenheid-ID voor LAF- en TAF-stroombronnen:
2= stroombron 8= lasdata-eenheid
6= stuurprint motor 9 = analoge I/O-kaart
Foutmeldingen verwijderen
Als u één foutbericht uit het foutlog wilt verwijderen, plaatst u de markering bij de fout en
drukt u op de functietoets WISSEN.
0463 612 001
- 20 -
© ESAB AB 2022

7 GEREEDSCHAPPEN
Als u alle foutberichten uit het foutlog wilt verwijderen, drukt u op de functietoets Alles wissen.
Met deze actie worden alle berichten uit het foutlog gewist.
7.1.2 Actieve fouten
HOOFDMENU » GEREEDSCHAPPEN » EVENT HANDLING » ACTIVE ERRORS
In dit menu worden alleen de fouten weergegeven die momenteel actief zijn.
7.2 Export/Import
HOOFDMENU » GEREEDSCHAPPEN » EXPORT/IMPORT
In het menu EXPORT/IMPORT kan informatie naar en van het bedieningspaneel worden
overgebracht via een USB-geheugen.
De volgende informatie kan worden overgedragen:
• INBRENGEN LASDATA Export/Import
• SYSTEEMINSTELLINGEN Export/Import
• FOUT LOG Export
• KWALITEITSFUNCTIESLOGBOEK Export
• PRODUCTIE STATISTIEKEN Export
Opslaan op en van USB-geheugen
Plaats het USB-geheugen in het bedieningspaneel.
Selecteer de regel met de informatie die moet worden overgebracht. Druk op EXPORT of
IMPORTnaargelang de informatie moet worden geëxporteerd of geïmporteerd.
De overdracht kan enkele seconden duren. De overdracht wordt uitgevoerd wanneer op het
display een van de volgende opties wordt weergegeven: Exported of Geïmporteerd.
Verwijder het USB-geheugen na de bevestiging.
Geheugennummers weergegeven in het log
De geheugennummers in de onderstaande lijst worden alleen weergegeven wanneer
informatie wordt geëxporteerd met behulp van IMPORT/EXPORT.
Geheugennum
Laskop
mer
0 - 2 1 EWH 1000 (SAW)
3 - 5 2 EWH 1000 twin (SAW)
9 - 11 4 EWH 1000 gmaw (MIG/MAG)
7.3 Kwaliteitsfuncties
HOOFDMENU » GEREEDSCHAPPEN » KWALITEITSFUNCTIES
Kwaliteitsfuncties houden een aantal nuttige lasgegevens bij van individuele lassen. Deze
gegevens zijn:
• Starttijd van het lasproces.
• Duur van het lasproces.
• Maximale, minimale en gemiddelde stroom tijdens het lassen.
• Maximale, minimale en gemiddelde spanning tijdens het lassen.
• Maximale, minimale en gemiddelde energie per eenheid tijdens het lassen.
0463 612 001
- 21 -
© ESAB AB 2022
7 GEREEDSCHAPPEN
Het aantal lassen sinds de laatste reset wordt weergegeven in de regel boven in het display.
Er kan informatie worden opgeslagen over maximaal 100 lassen. Als er meer dan 100 lassen
worden geregistreerd, wordt de eerste overschreven.
7.4 Eenheidsinformatie
HOOFDMENU » GEREEDSCHAPPEN » EENHEIDS INFORMATIE
Eenheidsinformatie wordt voornamelijk gebruikt door service en ondersteuning.
EENHEIDS INFORMATIE
MACHINE ID
47
NODE ID
18
SOFTWARE VERSION
4.65C.
SETTING WELD DATA UNIT
UPDATE
7.5 Autorisatieprofielen
Er zijn drie verschillende autorisatieprofielen mogelijk:
Normaal Toegang tot de lasschermen en tot het LASMENU.
Manager Toegang tot alle instellingen behalve het MACHINE
CONFIGURATION -menu.
Service Toegang tot alle instellingen.
Autorisatieniveau wijzigen
De apparatuur start met het autorisatieniveau Normaal als er tijdens het opstarten geen
autorisatieniveau-USB beschikbaar is.
Schakel het EAC10-bedieningspaneel uit om het autorisatieniveau te wijzigen. Plaats het
USB-geheugen met het autorisatieprofiel. Start het EAC10-bedieningspaneel. Het
EAC10-bedieningspaneel bevestigt het USB-geheugen met een piepje tijdens het opstarten.
LET OP!
Wijzig het autorisatieniveau naar Normaal door opnieuw op te starten zonder het
USB-geheugen. Door alleen het USB-geheugen te verwijderen, verandert het
autorisatieniveau niet.
Autorisatieprofiel-USB maken
Het autorisatieprofiel wordt gemaakt met behulp van een USB-geheugen. Het
USB-geheugen moet voor het gebruik worden geformatteerd als FAT 32. Maak afzonderlijke
USB-geheugens voor autorisatieprofielen voor managers en servicepersoneel.
0463 612 001
- 22 -
© ESAB AB 2022
7 GEREEDSCHAPPEN
1. Maak een tekstbestand met de naam profiles.txt op het hoofdniveau van de
USB.
2. Bewerk het tekstbestand en voer MANAGER in om het autorisatieprofiel Manager te
maken
of voer SERVICE in om het autorisatieprofiel Service te maken.
LET OP!
Het autorisatieprofiel moet in het Engels worden geschreven met hoofdletters.
De tekst is hoofdlettergevoelig.
3. Sla het tekstbestand op.
0463 612 001
- 23 -
© ESAB AB 2022
8 FOUTCODES
8 FOUTCODES
Foutbeheercodes worden gebruikt om aan te geven dat er een fout is opgetreden in het
lasproces. Dit wordt in het display aangegeven via een pop-upmenu.
In deze handleiding worden de foutcodes voor de EAC10 beschreven. De foutcodes voor
andere eenheden worden beschreven in de handleidingen voor deze eenheden.
FOUT CODE Beschrijving
LAF, TAF Aristo®
1000
6 4201, 4202,
4203
7 Lage lasstroom
8 Batterijspanning te laag
11 8411
subcode 0
Hoge temperatuur
De stroombron is oververhit en heeft het lassen gestopt. Lassen
wordt weer toegestaan wanneer de temperatuur tot onder de
parameter voor maximumtemperatuur daalt.
Oplossing: Controleer of de koelluchtin- of uitlaatopeningen niet
verstopt of vuil zijn. Controleer de huidige inschakelduur om er
zeker van te zijn dat de eenheid niet wordt overbelast. Neem
contact op met een reparateur als de fout zich blijft voordoen.
De lasboog is uitgeschakeld als gevolg van een te lage lasstroom
tijdens het lasproces.
Oplossing: Wordt gereset bij volgende lasstart. Neem contact
op met een reparateur als de fout zich blijft voordoen.
De batterijspanning is te laag. Als de batterij niet wordt
vervangen, gaan alle opgeslagen gegevens verloren. Deze fout
schakelt geen functies uit.
Oplossing: Laat de batterij vervangen door een reparateur.
Toerentalfout op een motor, (draadaanvoer, transportmotor)
Een motor kan zijn snelheid niet vasthouden. Het lasproces is
gestopt.
Oplossing: Controleer of de draadaanvoer niet is geblokkeerd of
te snel gaat. Neem contact op met een reparateur als de fout
zich blijft voordoen.
12 12, 93 Interne communicatiefout (waarschuwing)
De CAN-bus van het systeem is tijdelijk overbelast. De
stroombron heeft mogelijk geen contact meer met de
bedieningseenheid.
Oplossing: Controleer of alle apparatuur goed is aangesloten.
Neem contact op met een reparateur als de fout zich blijft
voordoen.
0463 612 001
- 24 -
© ESAB AB 2022
8 FOUTCODES
FOUT CODE Beschrijving
LAF, TAF Aristo®
1000
14 14, 95 Communicatiefout
Door overbelasting is de CAN-bus tijdelijk buiten werking gesteld.
Het huidige lasproces is gestopt.
Oplossing: Controleer of alle apparatuur goed is aangesloten.
Schakel de netspanning uit om de eenheid te resetten. Neem
contact op met een reparateur als de fout zich blijft voordoen.
17 8117 Geen verbinding meer met eenheid
Oplossing: Controleer de bedrading en de aansluitingen tussen
de bedieningseenheid en de stroombron. Neem contact op met
een reparateur als de fout zich blijft voordoen.
32 Geen gasstroom
Geen herstart mogelijk.
Oplossing: Controleer de gaskraan, de slangen en de
aansluitingen.
43 71 Hoge lasstroom
De stroombron heeft het lasproces gestopt omdat de stroom de
parameter voor maximumstroom heeft overschreden.
Oplossing: Wordt gereset bij volgende lasstart. Neem contact
op met een reparateur als de fout zich blijft voordoen.
44 100 Pauze bij starten lasstroom
Het lasproces is gestopt omdat het niet binnen 10 seconden is
gestart.
Oplossing: Wordt gereset bij volgende lasstart. Neem contact
op met een reparateur als de fout zich blijft voordoen.
168, 169 8411
subcode 1
Een motor is gestopt.
De pulsomvormer van de motor geeft geen pulsen af.
Voor LAF en TAF: 168=MotorM1(Draadaanvoermotor),
169=MotorM2(Transportmotor)
Oplossing: Controleer de motorkabels. Vervang de
pulsomvormer.
2310 Stroomservo-verzadiging
De stroombron heeft tijdelijk de maximale stroom geleverd.
Oplossing: Verlaag de lasgegevens als de fout zich blijft
voordoen.
4 3205 Hoge gelijkspanning
Oplossing: Controleer of de netspanning te laag of te hoog is.
88 5010 Hoge inductantie
Inductantie is te hoog, afhankelijk van lange laskabels en/of hoge
lasgegevens.
Oplossing: Pas de lasgegevens aan.
0463 612 001
- 25 -
© ESAB AB 2022
BESTELNUMMERS
BESTELNUMMERS
Ordering number Denomination Type Notes
0445 680 880 Control unit EAC 10
0463 609 * Control unit, Instruction manual
0463 611 001 Spare parts list
Technische documentatie is beschikbaar op internet: www.esab.com
0463 612 001
- 26 -
© ESAB AB 2022

BESTELNUMMERS
0463 612 001
- 27 -
© ESAB AB 2022

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...