


Aristo®
Mig4004iPulse
Instrukcja obsługi
0463 431 001 PL 20160218 Valid for: serial no. 551-xxx-xxx


SPIS TREŚCI
1 BEZPIECZEŃSTWO.............................................................................................4
1.1 Znaczenie symboli ...............................................................................................4
1.2 Zalecenia dotyczące bezpieczeństwa ................................................................4
2 WPROWADZENIE ................................................................................................ 8
2.1 Wyposażenie ........................................................................................................8
3 DANE TECHNICZNE ............................................................................................9
4 MONTAŻ ............................................................................................................. 11
4.1 Lokalizacja .......................................................................................................... 11
4.2 Instrukcja podnoszenia ..................................................................................... 11
4.3 Zasilanie sieciowe..............................................................................................11
5 EKSPLOATACJA................................................................................................ 15
5.1 Przyłącza i sterowanie ....................................................................................... 16
5.2 Symbole .............................................................................................................. 16
5.3 Przyłącze przewodów spawalniczego i masowego ........................................16
5.4 Włączanie/wyłączanie źródła prądu .................................................................17
5.5 Sterowanie wentylatorem.................................................................................. 17
5.6 Zabezpieczenie termiczne .................................................................................17
5.7 VRD (urządzenie redukujące napięcie) ............................................................ 17
5.8 Przystawka zdalnego sterowania .....................................................................17
5.9 Spawanie metodą MIG/MAG oraz spawanie z drutem rdzeniowym
samoosłonowym ............................................................................................17
6 KONSERWACJA ................................................................................................ 19
6.1 Kontrola i czyszczenie .......................................................................................19
6.2 Uchwyt spawalniczy .......................................................................................... 20
7 ROZWIĄZYWANIE PROBLEMÓW ....................................................................21
8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH ..............................................................22
SCHEMAT..................................................................................................................23
NUMERY ZAMÓWIENIOWE .....................................................................................24
LISTA CZĘŚCI ZAMIENNYCH ..................................................................................25
AKCESORIA.............................................................................................................. 26
Dane techniczne mogą ulec zmianie bez uprzedzenia.
0463 431 001 © ESAB AB 2016

1 BEZPIECZEŃSTWO
1 BEZPIECZEŃSTWO
1.1 Znaczenie symboli
Użyte w dalszej części niniejszej instrukcji oznaczają: Uwaga! Należy mieć się na
baczności!
NIEBEZPIECZEŃSTWO!
Oznacza bezpośrednie zagrożenia, które, jeśli nie uda się ich uniknąć,
będą skutkować odniesieniem bezpośrednich, poważnych obrażeń ciała
lub śmiercią.
OSTRZEŻENIE!
Oznacza potencjalne zagrożenia, które mogą skutkować odniesieniem
obrażeń ciała lub śmiercią.
PRZESTROGA!
Oznacza zagrożenia, które mogą skutkować odniesieniem niewielkich
obrażeń ciała.
OSTRZEŻENIE!
Przed użyciem należy przeczytać ze zrozumieniem
instrukcję obsługi, wszystkie oznaczenia, przepisy BHP
oraz karty charakterystyki (ang. material safety data
sheet, MSDS)
1.2 Zalecenia dotyczące bezpieczeństwa
Użytkownicy urządzeń firmy ESAB ponoszą odpowiedzialność za stosowanie odpowiednich
środków ostrożności przez osoby używające lub znajdujące się w pobliżu tych urządzeń.
Środki ostrożności muszą spełniać wymagania stawiane tego rodzaju urządzeniom
spawalniczym. Poza standardowymi przepisami dotyczącymi miejsca pracy należy
przestrzegać następujących zaleceń.
Wszelkie prace powinny być wykonywane przez przeszkolony personel, dobrze znający
zasady działania urządzenia. Nieprawidłowa obsługa urządzenia może prowadzić do sytuacji
niebezpiecznych, a w rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa urządzenia, powinien znać:
○ zasady jego obsługi
○ lokalizację wyłączników awaryjnych
○ jego działanie
○ odpowiednie środki ostrożności
○ zasady spawania i cięcia lub innego typu eksploatacji urządzenia
2. Operator powinien dopilnować, aby:
○ w momencie uruchamiania urządzenia w jego pobliżu nie było żadnych osób
nieupoważnionych
○ w chwili zajarzania łuku lub rozpoczęcia prac przy użyciu urządzenia wszystkie osoby
były odpowiednio zabezpieczone
0463 431 001
- 4 -
© ESAB AB 2016

1 BEZPIECZEŃSTWO
3. Miejsce pracy powinno być:
○ odpowiednie do określonego celu
○ wolne od przeciągów
4. Sprzęt ochrony osobistej:
○ Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary
ochronne, odzież ognioodporna, rękawice ochronne
○ Nie należy nosić żadnych luźnych elementów odzieży, takich jak szaliki, bransolety,
pierścionki itp., które mogłyby o coś zahaczyć lub spowodować poparzenie
5. Ogólne środki ostrożności:
○ Upewnić się, że przewód masowy jest podłączony prawidłowo
○ Prace na urządzeniach wysokiego napięcia mogą być wykonywane wyłącznie
przez wykwalifikowanego elektryka
○ Odpowiedni sprzęt gaśniczy musi być wyraźnie oznaczony i znajdować się w pobliżu.
○ W trakcie pracy urządzenia nie wolno przeprowadzać jego smarowania ani
konserwacji
OSTRZEŻENIE!
Spawanie i cięcie łukowe może stwarzać zagrożenie dla operatora i innych osób.
Podczas spawania lub cięcia należy stosować odpowiednie środki ostrożności.
PORAŻENIE PRĄDEM ELEKTRYCZNYM — może skutkować śmiercią
• Przeprowadzić montaż i uziemienie urządzenia spawalniczego zgodnie z
instrukcją obsługi.
• Nie dotykać elementów pod napięciem ani elektrod odsłoniętą skórą, w
mokrych rękawicach lub w mokrej odzieży
• Odizolować się od obrabianego przedmiotu i ziemi.
• Upewnić się, że stanowisko pracy jest bezpieczne
POLA ELEKTRYCZNE I MAGNETYCZNE — mogą być szkodliwe dla
zdrowia
• Spawacze z wszczepionymi rozrusznikami serca powinni przed
rozpoczęciem spawania zasięgnąć opinii lekarza. Pole elektromagnetyczne
może zakłócać pracę niektórych rozruszników.
• Narażenie na działanie pola elektromagnetycznego może też mieć inne
skutki zdrowotne, które są nieznane.
• Spawacze powinni stosować się do następujących procedur, aby ograniczyć
skutki narażenia na działanie pola elektromagnetycznego:
○ Poprowadzić elektrodę i przewody robocze po tej samej stronie ciała.
Jeśli to możliwe, zabezpieczyć je taśmą klejącą. Nie stawać miedzy
uchwytem przewodem spawalniczym a roboczym. W żadnym wypadku
nie owijać przewodu spawalniczego ani roboczego wokół ciała. Ustawić
źródło zasilania i przewody jak najdalej od ciała.
○ Przewód roboczy podłączać do przedmiotu obrabianego możliwie
najbliżej obszaru spawania.
0463 431 001
GAZY I OPARY — mogą być szkodliwe dla zdrowia
• Trzymać głowę z dala od oparów
• Stosować wentylację, odprowadzanie przy łuku lub obydwa zabezpieczenia,
usuwając opary i gazy ze strefy oddychania i miejsca pracy
- 5 -
© ESAB AB 2016

1 BEZPIECZEŃSTWO
PROMIENIOWANIE ŁUKU – Może powodować obrażenia oczu i poparzenia
skóry
• Chronić oczy i ciało. Stosować odpowiednią maskę spawalniczą i szkła
filtrujące oraz nosić odzież ochronną
• Chronić osoby znajdujące się w pobliżu, stosując odpowiednie ekrany lub
zasłony
HAŁAS — nadmierny hałas może uszkodzić słuch
Chronić uszy. Stosować słuchawki wyciszające lub inne zabezpieczenie.
CZĘŚCI RUCHOME — mogą powodować obrażenia ciała
• Wszystkie drzwi, panele i pokrywy powinny być zamknięte i bezpiecznie
zamocowane. Tylko wykwalifikowani pracownicy powinni zdejmować osłony
w przypadku konieczności wykonania konserwacji i usunięcia usterek. Po
zakończeniu serwisowania i przed uruchomieniem silnika należy
zamontować panele lub pokrywy i zamknąć drzwi.
• Zatrzymać silnik przed montażem lub podłączeniem urządzenia.
• Nigdy nie zbliżać rąk, włosów, luźnej odzieży ani narzędzi do ruchomych
części.
ZAGROŻENIE POŻAREM
• Iskry (rozpryski) mogą spowodować pożar. Dopilnować, aby w pobliżu nie
było żadnych materiałów łatwopalnych
• Nie używać na zamkniętych pojemnikach.
WADLIWE DZIAŁANIE — w razie nieprawidłowego działania poprosić o pomoc
fachowca.
CHROŃ SIEBIE I INNYCH!
PRZESTROGA!
Niniejszy produkt jest przeznaczony wyłącznie do spawania łukowego.
OSTRZEŻENIE!
Nie używaj źródła prądu do rozmrażania zamarzniętych rur.
PRZESTROGA!
Urządzenia klasy A nie są przeznaczone do użytku w
budynkach, gdzie zasilanie elektryczne pochodzi z
publicznego niskonapięciowego układu zasilania. Ze
względu na przewodzone i emitowane zakłócenia, w
takich lokalizacjach mogą występować potencjalne
trudności w zapewnieniu kompatybilności
elektromagnetycznej urządzeń klasy A.
0463 431 001
- 6 -
© ESAB AB 2016

1 BEZPIECZEŃSTWO
UWAGA!
Zużyty sprzęt elektroniczny należy przekazać do
zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2012/19/WE w sprawie
zużytego sprzętu elektrycznego i elektronicznego
(WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne
i/lub elektroniczne należy przekazywać do zakładu
utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, operator ma
obowiązek uzyskać informacje o odpowiednich punktach
zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy
ESAB.
Firma ESAB może dostarczyć wszystkie niezbędne zabezpieczenia i akcesoria
spawalnicze.
0463 431 001
- 7 -
© ESAB AB 2016

2 WPROWADZENIE
2 WPROWADZENIE
Urządzenie Mig 4004i Pulse w połączeniu z U6 lub U82to kompletny, wielofunkcyjny pakiet
obsługujący MMA, TIG, MIG/MAG i pulse MIG.
Źródło prądu jest przeznaczone do stosowania z podajnikami drutu Aristo® Feed 3004/4804
lub Aristo® YardFeed 2000 i chłodnicą COOL 1. Urządzenie Aristo® Feed 3004/4804 jest
dostępne z dwoma rozwiązaniami obsługi — panelem Aristo® U6 i skrzynką sterowania
Aristo® U82. Urządzenie Aristo® YardFeed 2000 jest dostępne z panelem Aristo® U6.
Akcesoria firmy ESAB do tego produktu można znaleźć w rozdziale „AKCESORIA” w
niniejszej instrukcji.
2.1 Wyposażenie
Wraz ze źródłem prądu są dostarczane:
• 5 m przewód masowy klamrą
• instrukcja obsługi źródła prądu spawania
0463 431 001
- 8 -
© ESAB AB 2016

3 DANE TECHNICZNE
3 DANE TECHNICZNE
Mig 4004i Pulse
Napięcie sieciowe 380–460V, +/- 10%, 3~50/60 Hz
Zasilanie sieciowe S
Prąd pierwotny I
max
scmin
5,8 MVA
19 A
Zasilanie bez obciążenia 99 W
Zakres ustawień (DC)
MIG/MAG 16 A / 14,8 V – 400 A / 34 V
MMA 16 A / 20,6 V – 400 A / 36 V
TIG 4 A / 10,2 V – 400 A / 26 V
Obciążenie dopuszczalne przy MIG/MAG
60% cyklu pracy 400 A/34,0 V
100% cyklu pracy 300 A/29,0 V
Obciążenie dopuszczalne przy MMA
60% cyklu pracy 400 A/36,0 V
100% cyklu pracy 300 A/32,0 V
Obciążenie dopuszczalne przy TIG
60% cyklu pracy 400 A/26,0 V
100% cyklu pracy 300 A/22,0 V
Współczynnik mocy przy prądzie
0,95
maksymalnym
Sprawność przy prądzie maksymalnym 89,5 %
Napięcie jałowe 55 V
Temperatura pracy Od -10 do 40°C (od 14 do 104°F)
Temperatura transportu Od -20 do 55°C (od -4 do 131°F)
Stałe ciśnienie akustyczne przy
< 70 dB(A)
bezczynności
Wymiary dł. × szer. × wys. 445 × 250 × 380 mm (24,0 × 9,8 × 15”)
Waga 45 kg (96 funta)
Klasa izolacji H
Stopień ochrony IP 23
Klasa zastosowania
Zasilanie sieciowe, S
sc min
Minimalna moc zwarciowa w sieci według normy IEC 61000-3-12.
Cykl pracy
Cykl pracy to wyrażony w procentach okres dziesięciu minut, w trakcie którego można
spawać lub ciąć przy określonym obciążeniu, nie powodując przeciążenia. Cykl pracy
obowiązuje dla temperatury 40°C/104°F lub niższej.
Stopień ochrony
Kod IP informuje o stopniu ochrony, tj. stopniu zabezpieczenia przed penetracją przez ciała
stałe lub wodę.
0463 431 001
- 9 -
© ESAB AB 2016

3 DANE TECHNICZNE
Urządzenie oznaczone kodem IP23 jest przeznaczone do użytku w pomieszczeniach i na
zewnątrz.
Klasa zastosowania
Symbol informuje, że źródło prądu jest przeznaczone do użytku w miejscach o
zwiększonym zagrożeniu elektrycznym.
0463 431 001
- 10 -
© ESAB AB 2016

4 MONTAŻ
4 MONTAŻ
Montaż powinien zostać wykonany przez fachowca.
PRZESTROGA!
Niniejszy produkt jest przeznaczony do zastosowań przemysłowych. W
gospodarstwie domowym może powodować zakłócenia radiowe. Do obowiązków
użytkownika należy podjęcie odpowiednich środków ostrożności.
4.1 Lokalizacja
Źródło prądu spawania należy tak ustawić, aby wloty i wyloty powietrza chłodzącego nie były
zablokowane.
4.2 Instrukcja podnoszenia
4.3 Zasilanie sieciowe
UWAGA!
Wymagania dotyczące zasilania sieciowego
To urządzenie spełnia wymogi normy IEC 61000-3-12, jeśli moc zwarciowa jest
większa lub równa S
publicznej. Instalator lub użytkownik urządzenia powinien dopilnować, aby
urządzenie zostało podłączone tylko do zasilania o mocy zwarciowej większej lub
równej Ssc, kontaktując się w razie potrzeby z operatorem sieci rozdzielczej.
Parametry techniczne zostały podane w rozdziale DANE TECHNICZNE.
0463 431 001
scmin
w punkcie połączenia zasilania użytkownika i sieci
- 11 -
© ESAB AB 2016

4 MONTAŻ
UWAGA!
Źródło prądu może być zasilane przez generator. Aby uzyskać dodatkowe
informacje, należy skontaktować się z personelem autoryzowanego serwisu firmy
ESAB.
Sprawdzić, czy urządzenie zostało podłączone do zasilania sieciowego o odpowiednim
napięciu oraz czy jest zabezpieczone przez bezpiecznik odpowiedniej mocy. Zgodnie z
przepisami, należy wykonać ochronne połączenie uziemiające.
A. Tabliczka znamionowa z danymi
dotyczącymi podłączania zasilania
Zalecane bezpieczniki i minimalny przekrój przewodów
Mig 4004i Pulse
Napięcie sieciowe 380-460 V, +/- 10%, 3~50/60 Hz
Przekrój przewodu sieciowego
Prąd fazowy I
Uin 380 V 20 A
eff
4C 10Awg (4G4 mm2)
Bezpiecznik zwłoczny 20 A
Bezpiecznik zwłoczny CMCB 25 A
Prąd fazowy I
Uin 400 V 19,2 A
eff
Bezpiecznik zwłoczny 20 A
Bezpiecznik zwłoczny CMCB 25 A
Prąd fazowy I
Uin 415 V 18 A
eff
Bezpiecznik zwłoczny 20 A
Bezpiecznik zwłoczny CMCB 20 A
Prąd fazowy I
Uin 440 V 17,6 A
eff
Bezpiecznik zwłoczny 20 A
Bezpiecznik zwłoczny CMCB 20 A
Prąd fazowy I
Uin 460 V 17 A
eff
Bezpiecznik zwłoczny 20 A
Bezpiecznik zwłoczny CMCB 20 A
UWAGA!
Przekrój przewodów sieciowych i wielkości bezpieczników podane powyżej są
zgodne z przepisami szwedzkimi. Źródła prądu należy używać zgodnie z
odpowiednimi przepisami lokalnymi.
0463 431 001
- 12 -
© ESAB AB 2016

4 MONTAŻ
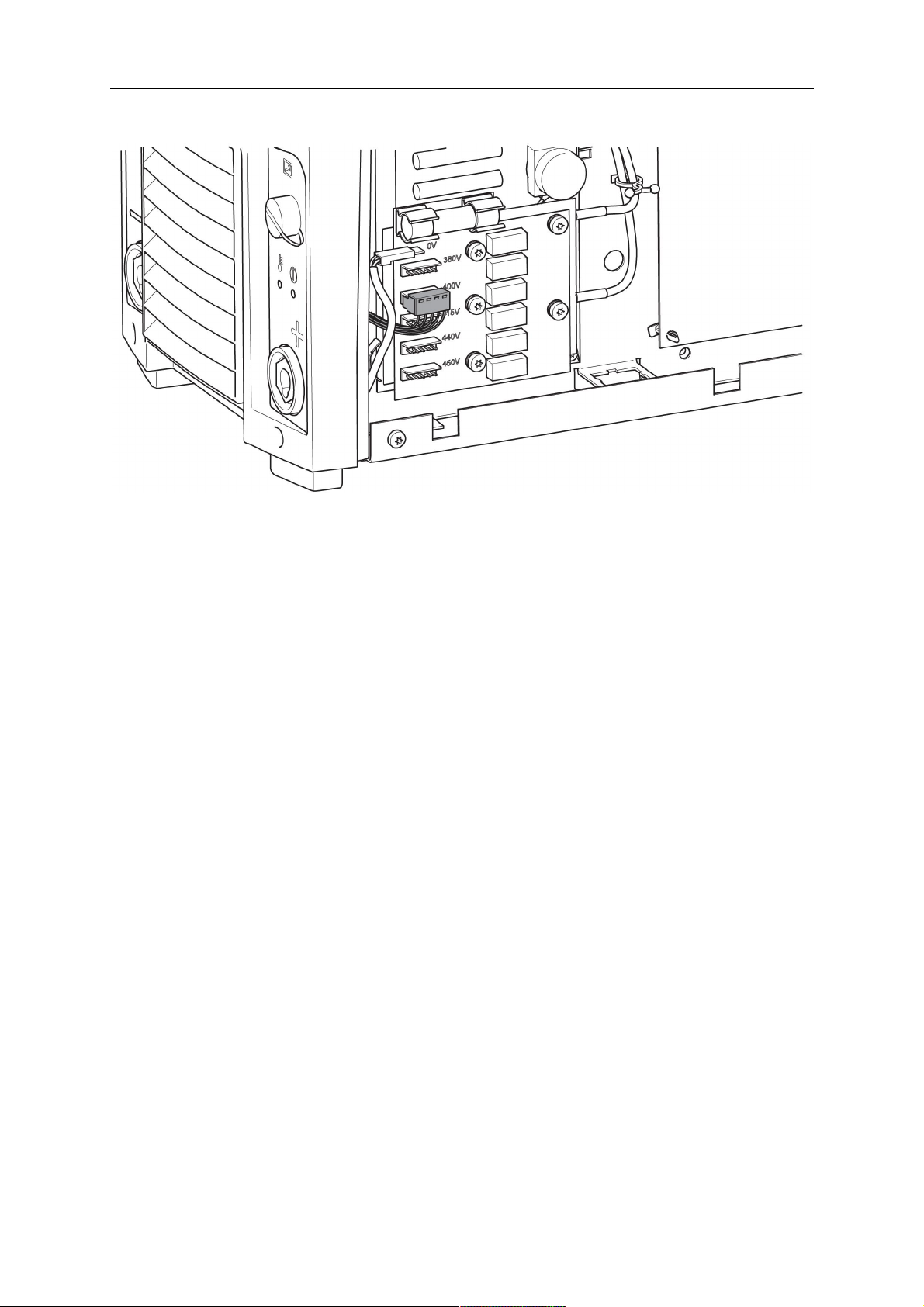
Montaż przewodu sieciowego
W razie konieczności wymiany przewodu sieciowego, należy prawidłowo wykonać
uziemienie do płyty spodniej. Aby dowiedzieć się, jak demontować panel boczny i montować
przewód sieciowy, patrz ilustracje powyżej. Nie należy podłączać innego przewodu do tego
punktu połączeniowego.
0463 431 001
- 13 -
© ESAB AB 2016
4 MONTAŻ
Instrukcja podłączania
Źródło prądu jest dostarczane z przewodem sieciowym i wtyczką podłączoną i zatwierdzoną
do użycia z napięciem 400V. Jeśli wymagane jest inne napięcie zasilania, należy przełożyć
przewód na płytce drukowanej na odpowiedni styk (patrz powyższa ilustracja) oraz wymienić
przewód sieciowy i wtyczkę zgodnie z odpowiednimi przepisami lokalnymi. Czynność tę
muszą wykonać osoby mające odpowiednią wiedzę elektryczną. Podczas wykonywania tej
czynności źródło prądu musi być odłączone od zasilania.
0463 431 001
- 14 -
© ESAB AB 2016

5 EKSPLOATACJA
5 EKSPLOATACJA
Ogólne wskazówki bezpieczeństwa dotyczące obsługi urządzenia znajdują się w
rozdziale „BEZPIECZEŃSTWO” w niniejszej instrukcji. Należy je przeczytać przed
rozpoczęciem korzystania z urządzenia!
OSTRZEŻENIE!
Urządzenie należy zamocować –
szczególnie, jeśli podłoże jest
nierówne lub pochyłe.
UWAGA!
Aby uzyskać jak najlepsze wyniki podczas spawania zwarciowego Mig prądem
pulsującym, długość przewodów spawania i masowego nie może przekraczać 10
m (33 stopy).
0463 431 001
- 15 -
© ESAB AB 2016

5 EKSPLOATACJA
5.1 Przyłącza i sterowanie
1. Wyłącznik zasilania sieciowego, 0 / 1 5. Dodatni styk spawalniczy: Przewód
spawalniczy
2. Przyłącze podawania drutu lub przystawki
zdalnego sterowania
3. Kontrolka LED, zabezpieczenie termiczne 7. Bezpiecznik (10 A) napięcia zasilania
4. Kontrolka LED, zasilanie włączone 8. Przewód sieciowy
6. Ujemny styk spawalniczy: Przewód
masowy
(42V) podajnika drutu
5.2 Symbole
Przystawka zdalnego
sterowania (2)
Zasilanie WŁ. (4)
Przegrzanie (3)
5.3 Przyłącze przewodów spawalniczego i masowego
Źródło prądu jest wyposażone w dwa gniazda (zacisk dodatni (+) i ujemny (-)) do
podłączenia przewodów spawalniczego i masowego.
Podłączyć przewód masowy do zacisku ujemnego na źródle prądu. Przymocować klamrę
przewodu masowego do przedmiotu obrabianego i zapewnić dobry kontakt między
przedmiotem obrabianym i gniazdem przewodu masowego w źródle prądu.
Maksymalna zalecana wartość prądu dla kabli zestawu przyłączeń
I
max
450 A (60% cyklu pracy)
350 A (100% cyklu pracy)
Przekrój kabla Długość kabla
70 mm
2
2–35m
(6,6–114,8 stopy)
550 A (60% cyklu pracy)
430 A (100% cyklu pracy)
0463 431 001
- 16 -
95 mm
2
2–35m
(6,6–114,8 stopy)
© ESAB AB 2016

5 EKSPLOATACJA
Cykl pracy
Cykl pracy to wyrażony w procentach okres dziesięciu minut, w trakcie którego można
spawać lub ciąć przy określonym obciążeniu, nie powodując przeciążenia. Cykl pracy
obowiązuje dla 40°C (104°F).
5.4 Włączanie/wyłączanie źródła prądu
Aby włączyć źródło prądu, należy obrócić przełącznik obrotowy (1) w położenie „1”. Aby
wyłączyć źródło prądu, należy obrócić przełącznik obrotowy (1) w położenie „0”. Dane
spawania zostaną zapisane i będą dostępne przy kolejnym włączeniu źródła prądu, zarówno
w przypadku nieplanowanej przerwy w dostawie zasilania, jak i w przypadku normalnego
wyłączenia.
5.5 Sterowanie wentylatorem
Źródło prądu jest wyposażone w obwód czasowy, który wyłącza wentylatory po upływie 6,5
minuty od zakończenia spawania — następnie urządzenie przełącza się w tryb oszczędzania
energii. Wentylatory uruchamiają się przy rozpoczęciu spawania. Wentylatory pracują z
prędkością ograniczoną w przypadku prądu spawania o natężeniu poniżej 150 A oraz z
pełną prędkością w przypadku prądu o wyższym natężeniu.
PRZESTROGA!
Wentylatory mogą włączyć się w dowolnym momencie, aby uchronić źródło prądu
przed przegrzaniem.
5.6 Zabezpieczenie termiczne
Źródło prądu spawania jest wyposażone w obwód zabezpieczenia termicznego, który
załącza się, jeśli temperatura wewnętrzna będzie zbyt wysoka. W takim przypadku prąd
spawania zostaje zablokowany, a na panelu sterowania wyświetlany jest kod usterki. Kiedy
temperatura obniży się do normalnej temperatury roboczej, nastąpi automatyczny reset
zabezpieczenia termicznego.
5.7 VRD (urządzenie redukujące napięcie)
Funkcja VRD gwarantuje, że napięcie jałowe nie przekracza 35 V podczas przerwy w
spawaniu. Kontrolka LED VRD świeci się, gdy funkcja VRD jest włączona. Funkcja VRD
musi być włączona przy użyciu narzędzia ESAT przez wykwalifikowanego specjalistę
serwisowego.
Kiedy system wykryje rozpoczęcie spawania, funkcja VRD zostaje zablokowana.
5.8 Przystawka zdalnego sterowania
Dodatkowe informacje dotyczące działania przystawki zdalnego sterowania znajdują się w
instrukcji obsługi panelu sterowania.
5.9 Spawanie metodą MIG/MAG oraz spawanie z drutem rdzeniowym samoosłonowym
Łuk topi stale podawany drut. Jeziorko spawalnicze jest zabezpieczane przez gaz osłonowy.
W przypadku spawania MIG/MAG i spawania z drutem rdzeniowym samoosłonowym, źródło
prądu jest wyposażone w:
• podajnik drutu
• uchwyt spawalniczy
0463 431 001
- 17 -
© ESAB AB 2016

5 EKSPLOATACJA
• przewód łączący źródło prądu i podajnik drutu
• butlę z gazem osłonowym
0463 431 001
- 18 -
© ESAB AB 2016

6 KONSERWACJA
6 KONSERWACJA
UWAGA!
Regularna konserwacja jest bardzo ważna dla bezpiecznego i niezawodnego
działania.
Tylko osoby posiadające odpowiednią wiedzę elektryczną (upoważniony personel) mogą
zdejmować osłony zabezpieczające w celu instalacji lub napraw serwisowych, konserwacji
lub prac naprawczych sprzętu spawalniczego.
Aby uzyskać informacje na temat chłodnicy, patrz instrukcja obsługi chłodnicy.
PRZESTROGA!
Wszelkie zobowiązania gwarancyjne dostawcy przestają obowiązywać, jeśli
klient podejmie jakiekolwiek działania w okresie gwarancyjnym w celu naprawy
usterek w produkcie.
6.1 Kontrola i czyszczenie
Należy regularnie sprawdzać, czy źródło prądu nie uległo zabrudzeniu.
Źródło prądu powinno być regularnie czyszczone przy użyciu suchego sprężonego powietrza
o obniżonym ciśnieniu. W brudnym środowisku roboczym należy robić to częściej.
W przeciwnym razie wlot/wylot powietrza może zostać zablokowany i spowodować
przegrzanie. Aby tego uniknąć, należy regularnie czyścić filtr powietrza. Filtr składa się z
siatki o dużych i małych oczkach. Należy sprawdzić, czy siatka o dużych oczkach jest
zamontowana w najwyższej części źródła prądu, a siatka o małych oczkach najgłębiej
wewnątrz źródła prądu.
Wymiana i czyszczenie filtra przeciwpyłowego:
1. Zwolnić filtr przeciwpyłowy zgodnie z rysunkiem.
2. Przedmuchać go do czysta sprężonym powietrzem (o obniżonym ciśnieniu).
3. Upewnić się, że filtr o najmniejszych oczkach jest skierowany w stronę kratki.
4. Ponownie założyć filtr.
0463 431 001
- 19 -
© ESAB AB 2016

6 KONSERWACJA
6.2 Uchwyt spawalniczy
Aby zapewnić bezproblemowe spawanie należy regularnie czyścić i wymieniać części
eksploatacyjne.
0463 431 001
- 20 -
© ESAB AB 2016
7 ROZWIĄZYWANIE PROBLEMÓW
7 ROZWIĄZYWANIE PROBLEMÓW
Przed odesłaniem urządzenia do autoryzowanego serwisu należy przeprowadzić
następujące kontrole i przeglądy.
Typ usterki Działanie
Brak łuku. • Sprawdź, czy przełącznik zasilania
sieciowego został załączony.
• Sprawdź, czy przewody sieciowy, prądu
spawalniczego i masowy zostały
odpowiednio podłączone.
• Sprawdź, czy ustawiono odpowiednią
wartość prądu.
• Sprawdź bezpieczniki zasilania
sieciowego.
W trakcie spawania wystąpiła przerwa w
dostawie prądu spawania
• Sprawdź, czy zadziałał samoczynny
wyłącznik zabezpieczenia termicznego
(co jest sygnalizowane pomarańczową
lampką na przednim panelu(3)).
• Sprawdź bezpieczniki zasilania
sieciowego, jeśli kontrolka LED
zasilania(4) nie świeci.
• Sprawdź, czy przewód masowy jest
podłączony prawidłowo.
Zabezpieczenie termiczne często się załącza • Sprawdź, czy filtry powietrza nie są
zatkane.
• Upewnij się, że nie zostały przekroczone
dane znamionowe źródła prądu (tj. czy
urządzenie nie jest przeciążone).
• Sprawdź, czy temperatura otoczenia nie
przekracza temperatury 40°C/104°F
obowiązującej dla cyklu pracy.
Słaba wydajność spawania. • Sprawdź, czy przewody sieciowy, prądu
spawalniczego i masowy zostały
odpowiednio podłączone.
• Sprawdź, czy ustawiono odpowiednią
wartość prądu.
• Sprawdź, czy zastosowano odpowiednie
druty spawalnicze.
• Sprawdź bezpieczniki zasilania
sieciowego.
Po wciśnięciu spustu w uchwycie
spawalniczym nic się nie dzieje.
0463 431 001
• Sprawdź bezpiecznik w tylnej części
źródła prądu.
• Sprawdź, czy przewody spawalniczy i
masowy nie są uszkodzone.
• Sprawdź, czy podajnik drutu działa
prawidłowo. Zapoznaj się z instrukcją
obsługi podajnika drutu.
- 21 -
© ESAB AB 2016

8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
PRZESTROGA!
Prace naprawcze i elektryczne powinny być wykonywane przez technika
autoryzowanego serwisu firmy ESAB. Należy stosować wyłącznie oryginalne
części zamienne i eksploatacyjne firmy ESAB.
Urządzenie Mig 4004i Pulse zostało zaprojektowane i przetestowane zgodnie z
międzynarodowymi i europejskimi standardami IEC/EN 60974-1 i IEC/EN 60974-10. Do
obowiązków serwisu, który przeprowadzał konserwację lub naprawę, należy upewnienie się,
że produkt nadal jest zgodny z wymienionymi normami.
Części zamienne można zamawiać przez lokalnego dealera firmy ESAB – patrz ostatnia
strona tego dokumentu. Przy składaniu zamówienia należy podać typ produktu, numer
seryjny, oznaczenie i numer części zamiennej według listy części zamiennych. Ułatwi to
wysyłkę i umożliwi prawidłową dostawę.
0463 431 001
- 22 -
© ESAB AB 2016

SCHEMAT
SCHEMAT
0463 431 001
- 23 -
© ESAB AB 2016

NUMERY ZAMÓWIENIOWE
NUMERY ZAMÓWIENIOWE
Ordering
Denomination Type Note
number
0465 152 883 Welding power source Aristo® Mig 4004i Pulse 400V version
0463 396 001 Spare parts list Aristo® Mig 4004i Pulse
Dokumentacja techniczna jest dostępna w internecie pod adresem www.esab.com
0463 431 001
- 24 -
© ESAB AB 2016

LISTA CZĘŚCI ZAMIENNYCH
LISTA CZĘŚCI ZAMIENNYCH
Item Ordering no. Denomination
1 0462 197 001 Dust filter
0463 431 001
- 25 -
© ESAB AB 2016

AKCESORIA
AKCESORIA
0462 151 880 Trolley 11, 4-wheel
0460 564 880
0460 815 880
Trolley 8, 2-wheel
Shelf for YardFeed and MobileFeed
0460 565 880 Trolley
For use together with counter balance device
0461 310 880 Trolley adapter kit
For fitting of power source Mig4004i Pulse to
trolley 0460565880
0460 946 880 Stabilizer kit for counter balance (1)
Use together with trolley 0460 565 880
0458 705 880
0458 705 882
0463 431 001
Counter balance device
(includes mast and counter balance)
for 300 mm bobbin
for 440 mm bobbin
- 26 -
© ESAB AB 2016
AKCESORIA
0463 125 880 Trolley bracket
Option when no cooling unit is assembled
0460 526 881
0460 526 886
0460 526 891
0460 526 896
0460526 991
0460 526 996
0459 906 896
Feed 3004 U8
2
Feed 3004 U6
Feed 3004 U82, with water
Feed 3004 U6, with water
Feed 4804 U82, with water
Feed 4804 U6, with water
Yardfeed 2000, with water
0462 300 880 Cooling unit COOL 1
Connection set, 70 mm210 pole cable plug - 10 pole cable socket
0459 528 780
0459 528 781
1.7 m
5 m
0459 528 782
0459 528 783
0459 528 784
0459 528 785
10 m
15 m
25 m
35 m
Connection set water, 70 mm210 pole cable plug - 10 pole cable socket
0459 528 790
0459 528 791
0459 528 792
0459 528 793
0459 528 794
0459 528 795
1.7 m
5 m
10 m
15 m
25 m
35 m
0463 431 001
- 27 -
© ESAB AB 2016

AKCESORIA
Remote controls
0459 491 880 Remote control unit MTA1 CAN
MIG/MAG: wire feed speed and voltage
MMA: current and arc force
TIG: current, pulse and background current
0459 491 883 Remote control unit AT1 CAN
MMA and TIG: current
0459 491 884 Remote control unit AT1 CF CAN
MMA and TIG: rough and fine setting of
current
0459 960 880
0459 960 881
0459 960 882
Remote control cable 10 pole - 4 pole
5 m
10 m
25 m
Informacje dotyczące uchwytów spawalniczych PSF podano w osobnych broszurach.
Aby uzyskać więcej informacji dotyczących akcesoriów, należy skontaktować się z najbliższą
agencją ESAB.
0463 431 001
- 28 -
© ESAB AB 2016

AKCESORIA
0463 431 001
- 29 -
© ESAB AB 2016
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding and Cutting
GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB Europe GmbH
Neuhof Business Center
Neuhofstr. 4
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...