


PL
Caddy
®
Arc 151i, Arc 201i
Instrukcja obsługi
Valid for serial no. 927-xxx-xxxx0460 446 201 PL 20130328

- 2 -

1 BEZPIECZEŃSTWO 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 WPROWADZENIE 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Sprzęt 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Panel sterowania 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 DANE TECHNICZNE 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MONTA 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Lokalizacja 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Zasilanie sieciowe 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.1 Zalecane bezpieczniki i przekrój przewodu zasilającego 8. . . . . . . . . . . . . . . . . . . .
5 OBSŁUGA 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 PFC – korekta wspóľczynnika mocy 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Przyľącza i elementy nastawcze 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Przyľącze kabla spawania i kabla powrotnego 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Zabezpieczenie przed przegrzaniem 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Spawanie MMA 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Spawanie TIG 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7 Przystawka zdalnego sterowania 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 KONSERWACJA 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Kontrola i czyszczenie 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 USUWANIE USTEREK 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Kody usterek 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 DEMONTA I UTYLIZACJA 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHEMAT 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
NUMER ZAMÓWIENIOWY 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
WYPOSAŻENIE 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Zastrzegamy sobie prawo do wprowadzenia zmian.
TOCo
- 3 -

PL
1 BEZPIECZEŃSTWO
Użytkownicy sprzętu spawalniczego firmy ESAB są odpowiedzialni za przestrzeganie odpowiednich przepisów
bezpieczeństwa przez osoby pracujące z lub przy tym sprzęcie. Zasady bezpieczeństwa muszą być zgodne z
wymaganiami stawianymi tego rodzaju sprzętowi. Poza standardowymi przepisami dotyczącymi miejsca pracy
należy przestrzegać przedstawionych zaleceń.
Wszelkie prace muszą być wykonywane przez przeszkolony personel, dobrze znający zasady działania
sprzętu spawalniczego. Niewłaściwe działanie sprzętu może prowadzić do sytuacji niebezpiecznych, a w
rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa sprzętu spawalniczego, musi znać się na:
2. Operator musi upewnić się, że:
3. Miejsce pracy musi być:
4. Sprzęt ochrony osobistej
5. Ogólne środki ostrożności
jego obsłudze
lokalizacji przycisków awaryjnego zatrzymania
jego działaniu
odpowiednich środków ostrożności
spawaniu
w momencie uruchomienia sprzętu w miejscu pracy nie znajduje się żadna nieupoważniona osoba
w chwili zajarzenia łuku wszystkie osoby są odpowiednio zabezpieczone
odpowiednie do tego celu
wolne od przeciągów
Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary ochronne, odzież ognioodporna,
rękawice ochronne.
Nie należy nosić żadnych luźnych przedmiotów, takich jak szaliki, bransolety, pierścionki, itp., które mogłyby się o
coś zahaczyć lub spowodować poparzenie.
Należy upewnić się czy przewód powrotny został prawidłowo podłączony.
Praca na sprzęcie o wysokim napięciu powinna być wykonywana wyłącznie przez wykwalikowanego
elektryka.
Odpowiedni sprzęt gaśniczy powinien być wyraźnie oznaczony i znajdować się w pobliżu.
OSTROŻNIE!
Produkt przeznaczony jest wyłącznie do spawania łukiem spawalniczym.
OSTRZEŻENIE!
Nie wolno używać źródła prądu do rozmrażania zamarzniętych rur.
bh32d1o - 4 -
© ESAB AB 2013

PL
Spawanie i cięcie łukowe może zagrażać bezpieczeństwu operatora i pozostałych osób
OSTRZEŻENIE
przebywających w pobliżu. Dlatego podczas spawania i cięcia należy zachować szczególne
środki ostrożności. Przed przystąpieniem do spawania zapoznaj się z przepisami bezpieczeństwa
i higieny pracy obowiązująymi na twoism stanowisku pracy.
PORAŻENIE ELEKTRYCZNE - może być przyczyną śmierci.
Urządzenie należy zainstalować zgodnie z obowiązującymi normami.
Unikaj kontaktu części znajdujących się pod napięciem lub elektrod z gołą skórą, mokrymi
rękawicami lub mokrą odzieżą.
Odizoluj się od ziemi i przedmiotu obrabianego.
Upewnij się czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mogą być szkodliwe dla zdrowia.
Trzymaj głowę z dala od wyziewów.
W celu uniknięcia wdychania wyziewów i gazów należy korzystać z wentylacji wyciągów.
ŁUK ELEKTRYCZNY -może spowodować uszkodzenie oczu i poparzenie skóry.
Chroń oczy i ciało. Stosuj odpowiednią osłonę spawalniczą, ochronę oczu i odzież ochronną.
Chroń osoby przebywające w pobliżu Twojego stanowiska pracy przy pomocy odpowiednich
osłon lub ekranów.
NIEBEZPIECZEŃSTWO POŻARU.
Iskry powstające podczas spawania mogą spowodować pożar. Upewnij się, że w pobliżu Twojego
stanowiska pracy nie ma materiałów łatwopalnych.
HAŁAS -głośne dźwięki mogą uszkodzić słuch.
Chroń słuch. Stosuj zatyczki do uszu lub inne środki ochrony przed hałasem.
Ostrzeż o niebezpieczeństwie osoby znajdujące się w pobliżu.
WADLIWE DZIAŁANIE - W przypadku wadliwego działania urządzenia wezwij odpowiednio
przeszkolony personel
Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją
CHROŃ SIEBIE I INNYCH!
OSTROŻNIE!
Przed instalacją i rozruchem urządzenia
należy zapoznać się z niniejszą instrukcją.
OSTROŻNIE!
Urządzenia Class A nie są przeznaczone do użytku w budynkach, gdzie
zasilanie elektryczne pochodzi z publicznego niskonapięciowego układu
zasilania. Ze względu na przewodzone i emitowane zakłócenia, w takich
lokalizacjach mogą występować potencjalne trudności w zapewnieniu
kompatybilności elektromagnetycznej urządzeń Class A.
ESAB może dostarczać wszelkich niezbędnych zabezpieczeń i akcesoriów.
bh32d1o
- 5 -
© ESAB AB 2013

PL
2 WPROWADZENIE
Arc 151i, Arc 201i to źródľo prądu spawania przeznaczone do spawania
elektrodami otulonymi (spawanie MMA) i spawania TIG.
Akcesoria rmy ESAB do tego produktu można znaleźć na stronie 19.
2.1 Sprzęt
Źródľo prądu Arc 151i, Arc 201i jest dostarczane z kablem spawania o dľugości 3
m, kablem powrotnym, kablem zasilającym o dľugości 3 m i instrukcją obsľugi źródľa
prądu i panelu sterowania.
Instrukcje obsługi w innych językach można pobrać z witryny internetowej
www.esab.com.
2.2 Panel sterowania
Panel sterowania A31
Pokrętľo do regulacji prądu
Dioda napięcia zasilania (zielona)
Wskaźnik termicznego wyľącznika
przeciążeniowego (żóľty)
Panel sterowania A33
Parametry procesu spawania są regulowane na panelu sterowania.
UWAGA! Szczegóľowy opis panelu sterowania znajduje się w oddzielnej instrukcji
obsľugi.
bh32d1o - 6 -
© ESAB AB 2013

PL
3 DANE TECHNICZNE
Arc 151i Arc 201i
Napięcie sieciowe 230 V, 1 50/60 Hz 230 V, 1 50/60 Hz
Prąd pierwotny
I
TIG
maks.
MMA
I
maks.
Zasilanie Z
Moc jaľowa 30 W 30 W
Napięcie/ zakres prądowy, MMA
A31
A33 4 A /20 V - 150 A /26 V 4 A /20 V - 170 A /26,8 V
Napięcie/ zakres prądowy TIG 3 - 150 A 3 - 220 A
Obciążenie dopuszczalne przy MMA
25% cyklu pracy
60% cyklu pracy
100% cyklu pracy
Obciążenie dopuszczalne przy TIG
20% cyklu pracy
25% cyklu pracy
60% cyklu pracy
100% cyklu pracy
Wspóľczynnik mocy przy prądzie
maksymalnym
Wydajność przy prądzie maksymalnym 80% 81%
Napięcie obwodu otwartego
A31 bez funkcji VRD
A33 Funkcja VRD wyľączona
Funkcja VRD wľączona
1)
2)
2)
Temperatura pracy -10° C - +40° C -10° C - +40° C
Temperatura transportu -20° C - +55° C -20° C - +55° C
Staľe ciśnienie akustyczne, ważone A < 70 dB < 70 dB
Wymiary, dľ. x szer. x wys. 418 x 188 x 208 mm 418 x 188 x 208 mm
Waga
z A31
z A33
Klasa obudowy IP 23 IP 23
Klasa zastosowania
13,8 A
21,3 A
0,35 oma Z
maks.
24,1 A
24,9 A
maks.
8 A /20 V - 150 A /26 V -
150 A / 26,0 V
100 A / 24,0 V
90 A / 23,6 V
150 A / 16,0 V
120 A / 14,8 V
110 A / 14,4 V
170 A / 26,8 V
130 A / 25,2 V
110 A / 24,4 V
220 A / 18,8 V
150 A /
110 A / 14,4 V
0,99 0,99
58 - 72 V
55 - 60 V
< 35 V
7,9 kg
8,1 kg
55 - 60 V
< 35 V
8,3 kg
0,30 oma
16,0 V
1) Dotyczy źródełprądu bez specyfikacji VRD na tabliczce znamionowej.
2) Dotyczy źródełprądu ze specyfikacją VRD na tabliczce znamionowej. Funkcja VRD zostaľa opisana
w instrukcji obsľugi panelu sterowania.
Zasilanie sieciowe, Z
max
Maksymalna dopuszczalna impedancja linii w sieci według normy IEC 61000-3-11.
Cykl pracy
Cykl pracy to wyrażony w procentach okres dziesięciu minut, w trakcie którego można spawać lub
ciąć przy określonym obciążeniu nie powodując przeciążenia. Cykl pracy obowiązuje dla 40°C.
Stopień ochrony
IP określa w jakim stopniu urządzenie jest odporne na przedostawanie sie do wewnątrz
zanieczyszczeń stałych i wodnych. IP23 oznacza, że urządzenie jest przystosowane do pracy w
pomieszczeniach zamkniętych i na zewnątrz.
Klasa zastosowania
Klasa zastosowania oznacza, że urządzenie jest przystosowane do użycia w miejscach,
gdzie występuje zwiększone niebezpieczeństwo porażenia prądem elektrycznym.
bh32d1o - 7 -
© ESAB AB 2013

PL
4 MONTA
Instalacji może dokonać jedynie osoba posiadająca uprawnienia.
Uwaga!
Wymagania dotyczące zasilania sieciowego
Z powodu poboru prądu pierwotnego z zasilania sieciowego, urządzenia o dużej mocy wpływają na
jakość zasilania sieci energetycznej. Dlatego niektóre typy urządzeń (patrz dane techniczne) mogą
podlegać ograniczeniom lub warunkom przyłącza w zakresie dopuszczalnej impedancji sieci
zasilającej lub wymaganej minimalnej wydajności zasilania w punkcie podłączenia do sieci
publicznej. W takich przypadkach, monter lub użytkownik urządzenia powinien sprawdzić, czy
można je podłączyć, kontaktując się w razie potrzeby z operatorem sieci rozdzielczej.
4.1 Lokalizacja
Źródľo prądu należy tak ustawić, aby wloty i wyloty powietrza chľodzącego nie byľy
zablokowane.
4.2 Zasilanie sieciowe
Sprawdzić, czy źródľo prądu spawania zostaľo
podľączone do zasilania sieciowego o odpowiednim
napięciu oraz czy jest zabezpieczone przez
odpowiedniej mocy bezpiecznik.
Należy zastosować odpowiednie uziemienie zgodnie
z przepisami
Poľożenie pľytki znamionowej
4.2.1 Zalecane bezpieczniki i przekrój przewodu zasilającego
Arc 151i Arc 201i
Napięcie sieciowe
Częstotliwość zasilania 50-60 Hz 50-60 Hz
Przewód zasilający, przekrój 3G2,5 mm
Prąd fazowy I
Przewód spawania, przekrój 16 mm
Bezpiecznik
przeciwudarowy
typu C MCB (miniaturowy
bezpiecznik automatyczny)
1eff
230 V 10 %, 1-fazowy 230 V 10 %, 1-fazowy
2
11,5 A 13,4 A
2
16 A
13 A
3G2,5 mm
16 mm
16 A
16 A
2
2
UWAGA!
Podany powyżej przekrój przewodu i parametry bezpiecznika są zgodne z
przepisami szwedzkimi. Źródľo prądu spawania należy zastosować zgodnie z
odpowiednimi przepisami lokalnymi.
bh32d1o - 8 -
© ESAB AB 2013

PL
5 OBSŁUGA
Ogólne przepisy bezpieczeństwa dotyczące obchodzenia się z niniejszym
sprzętem znajdują się na stronie 4. Należy zapoznać się z nimi przed
przystąpieniem do jego użytkowania.
5.1 PFC – korekta wspóľczynnika mocy
Caddy Arc 151i/201i to jednofazowe źródľa prądu o napięciu 230 V, wyposażone
w obwód PFC, który umożliwia użycie peľnej gamy urządzeń z bezpiecznikiem 16 A.
Obwód PFC chroni także maszyny przed wahaniem napięcia sieciowego i zwiększa
bezpieczeństwo stosowania generatora. Urządzenia Caddy
Arc 151i/201i mogą
pracować z bardzo dľugimi kablami zasilającymi (ponad 100 m), oferując bardzo
duży zasięg dziaľania.
5.2 Przyľącza i elementy nastawcze
1 Przyľącze (+)
MMA: kabel powrotny lub kabel spawania
TIG: kabel powrotny
2 Przyľącze przystawki zdalnego sterowania 5 Wyľącznik zasilania sieciowego 0 / 1
3 Panel sterowania, patrz 2.2 6 Kabel sieciowy
4 Przyľącze (+)
MMA: kabel powrotny lub kabel spawania
TIG: 1 uchwyt Tig
bh32d1o - 9 -
© ESAB AB 2013

PL
5.3 Przyľącze kabla spawania i kabla powrotnego
Źródľo prądu posiada dwa gniazda (zacisk dodatni (+) i ujemny (-)) do podľączenia
kabla spawania i kabla powrotnego. Gniazdo, do którego podľącza się kabel
spawania, zależy od typu używanej elektrody. Biegunowość poľączenia jest podana
na opakowaniu elektrod. Kabel spawania należy podľączyć do zacisku podanego na
opakowaniu elektrod.
Kabel powrotny należy podľączyć do drugiego gniazda źródľa prądu. Zamocować
zacisk stykowy kabla powrotnego do przedmiotu obrabianego i zapewnić dobry styk
między przedmiotem obrabianym i gniazdem kabla powrotnego w źródle prądu.
5.4 Zabezpieczenie przed przegrzaniem
Źródľo prądu spawania wyposażono w termiczny, samoczynny wyľącznik
przeciążeniowy, który zadziaľa, kiedy temperatura będzie zbyt wysoka, odľączając
prąd spawania i wľączając żóľtą kontrolkę z przodu urządzenia. Kiedy temperatura
opadnie, nastąpi automatyczny reset wyľącznika.
5.5 Spawanie MMA
Urządzenie Arc 151i / 201i dostarcza prąd staľy, umożliwiając spawanie większości
metali do stali stopowej i niestopowej, stali nierdzewnej i żeliwa.
Arc 151i / 201i umożliwia spawanie za pomocą większości elektrod otulonych od Ø
1,6 do Ø 3,25.
Spawanie MMA określane jest również spawaniem z wykorzystaniem elektrod otulonych.
Podczas zajarzania ľuku elektroda topi się, a jej otulina wytwarza żużel ochronny.
tychmiast topi się i przywiera do niego, uniemożliwiając kontynuację spawania.
Dlatego ľuk należy zajarzać w taki sam sposób, jak się zapala zapaľkę.
Szybko uderzyć elektrodą o metal, po czym unieść ją, aby
utworzyć odpowiedniej dľugości ľuk (ok. 2 mm). Jeśli ľuk jest
zbyt dľugi, będzie trzaskaľ i pryskaľ, aż wreszcie caľkowicie
zgaśnie.
leży sprawdzić, czy znajdujące się na stole resztki odpadów
metalowych, kawaľki elektrod lub inne przedmioty nie izolują
spawanego elementu.
cmha2p11
Po zajarzeniu ľuku należy przesunąć elektrodę z lewej do
prawej. Elektroda musi znajdować się pod kątem 60
° do
metalu względem kierunku spawania.
Jednak chcąc stosować szerokie ściegi lub uzyskać tak gruby
konywać ruchy poprzeczne.
bh32d1o - 10 -
cmha2p10
© ESAB AB 2013

PL
5.6 Spawanie TIG
Spawanie TIG topi metal przedmiotu obrabianego, wykorzystując ľuk zajarzony od
elektrody wolframowej, która się nie topi. Jeziorko i elektroda zabezpieczone są
gazem osľonowym.
Spawanie TIG jest szczególnie przydatne, gdy wymagana jest wysoka jakość oraz w
try dla spawania TIG.
Przed przystąpieniem do spawania TIG, należy wyposażyć źródľo prądu Arc 151i /
201i w:
uchwyt TIG z zaworem gazowym
butlę z (odpowiednim) gazem spawalniczym
(odpowiedni) regulator gazu spawalniczego
elektrodę wolframową
odpowiedni materiaľ dodatkowy, w razie potrzeby.
Start TIG przez pocieranie (tylko A31)
Aby rozpocząć należy lekko potrzeć elektrodą
wolframową o materiaľ, aby wytworzyć ľuk.
Funkcja „Live TIG-start" (tylko A33)
Funkcja „Live TIG-start" zajarza ľuk po przyľożeniu i wycofaniu elektrody
wolframowej do przedmiotu obrabianego.
5.7 Przystawka zdalnego sterowania
Przystawkę zdalnego sterowania podľącza się do odpowiedniego gniazda źródľa
prądu.
6 KONSERWACJA
Regularna konserwacja jest ważna celem zapewnienia bezpieczeństwa i
niezawodności.
Blaszane płyty zabezpieczające może zdejmować jedynie osoba posiadająca
odpowiednie przygotowanie w zakresie elektryki (osoba upoważniona) w celu:
podłączenia, dokonania przeglądu, konserwacji i naprawy urządzeń spawalniczych.
bh32d1o - 11 -
© ESAB AB 2013

PL
OSTROŻNIE!
Jakiekolwiek czynności naprawcze podejmowane przez użytkownika w okresie
gwarancyjnym powodują całkowitą utratę gwarancji.
6.1 Kontrola i czyszczenie
Źródľo prądu
Należy regularnie sprawdzać, czy otwory wentylacyjne źródľa prądu spawania nie są
zablokowane zanieczyszczeniami.
Częstotliwość i metoda czyszczenia zależą od procesu spawania, czasu trwania
ľuku, lokalizacji oraz otoczenia. Zazwyczaj wystarcza raz w roku przedmuchać
źródľo prądu suchym sprężonym powietrzem (o zmniejszonym ciśnieniu).
W przeciwnym razie zapchane lub zablokowane wloty i wyloty powietrza spowodują
przegrzanie.
Uchwyt TIG
Aby zapewnić bezproblemowe spawanie należy regularnie czyścić i wymieniać
części eksploatacyjne uchwytu TIG.
7 USUWANIE USTEREK
Przed odesľaniem urządzenia do autoryzowanego serwisu należy przeprowadzić
następujące kontrole i przeglądy.
Typ usterki Dziaľanie naprawcze
Brak ľuku.
W trakcie spawania wystąpiľa
przerwa w dostawie prądu
spawania.
Sprawdź, czy zasilanie sieciowe zostaľo
zaľączone.
Sprawdź, czy kabel prądu spawania i kabel
powrotny zostaľy odpowiednio podľączone.
Sprawdź, czy ustawiono odpowiednie parametry
prądu.
Sprawdź, czy zadziaľaľ miniaturowy bezpiecznik
automatyczny (MCB).
Sprawdź, czy zadziaľaľy wyľączniki termiczne (co
jest sygnalizowane pomarańczową lampką na
przednim panelu).
Sprawdź bezpieczniki zasilania sieciowego.
Wyľącznik termiczny często się
zaľącza.
Sprawdź, czy filtr przeciwpyľowy nie jest zatkany.
Upewnij się, że nie zostaľy przekroczone dane
znamionowe źródľa prądu (tj. czy urządzenie nie
jest przeciążone).
Sľaba wydajność spawania.
Sprawdź, czy kabel prądu spawania i kabel
powrotny zostaľy odpowiednio podľączone.
Sprawdź, czy ustawiono odpowiednie parametry
prądu.
Sprawdź, czy używane są odpowiednie elektrody.
Sprawdź przepľyw gazu.
bh32d1o - 12 -
© ESAB AB 2013

PL
7.1 Kody usterek
Arc 151i, 201i jest wyposażone we wbudowany monitoring usterek. W razie
wystąpienia usterki, na wyświetlaczu pojawi się jej kod. Patrz instrukcja obsľugi
panelu sterowania.
8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
Naprawy i prace związane z z obwodomi elektrycznymi powinny być
przeprowadzane przez upoważnionego serwisanta ESAB.
Należy stosować tylko oryginalne części zamienne i zużywające się ESAB.
Arc 151i, Arc 201i są skonstruowane i przetestowane zgodnie z międzynarodową i
europejską normą EN 60974-1 i IEC 60974-10 . Obowiązkiem jednostki serwisowej
dokonującej serwisu lub naprawy, aby upewnić się, że produkt w dalszym ciągu
odpowiada wymienionym normom.
Części zamienne można zamawiać u najbliższego przedstawiciela handlowego firmy
ESAB (patrz ostatnia strona tej publikacji).
9 DEMONTA I UTYLIZACJA
Urządzenia spawalnicze skľadają się gľównie ze stali, plastiku i metali nieżelaznych, i
należy z nimi postępować zgodnie z lokalnymi przepisami ochrony środowiska.
Z chľodziwem
wiska.
Zużyty sprzęt elektroniczny należy przekaza ć do zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2002/96/WE w sprawie zużytego sprzętu
elektrycznego i elektronicznego (WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne i/lub elektroniczne należy
przekazywać do zakładu utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, masz obowiązek uzyskać informacje o
odpowiednich punktach zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy ESAB.
bh32d1o - 13 -
© ESAB AB 2013

Schemat
Arc 151i
bh32e - 14 -
© ESAB AB 2013

bh32e
- 15 -
© ESAB AB 2013

Arc 201i
bh32e - 16 -
© ESAB AB 2013

bh32e
- 17 -
© ESAB AB 2013

Arc 151i/Arc 201i
Numer zamówieniowy
Ordering no. Denomination Type
0460 445 881 Welding Power source Caddy Arc 151i, A31
0460 445 883 Welding Power source Caddy
0460 445 884 Welding Power source Caddy
0460 449 174 Instruction manual Control panel Caddy
0459 839 027
0459 839 028 Spare parts list
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
Spare parts list
Caddy
Caddy Arc 151i, Arc 201i, A33
Arc 151i, A33
Arc 201i, A33
A32, A33, A34
Arc 151i, Arc 152i, A31
bh32o - 18 -
© ESAB AB 2013
Arc 151i/Arc 201i
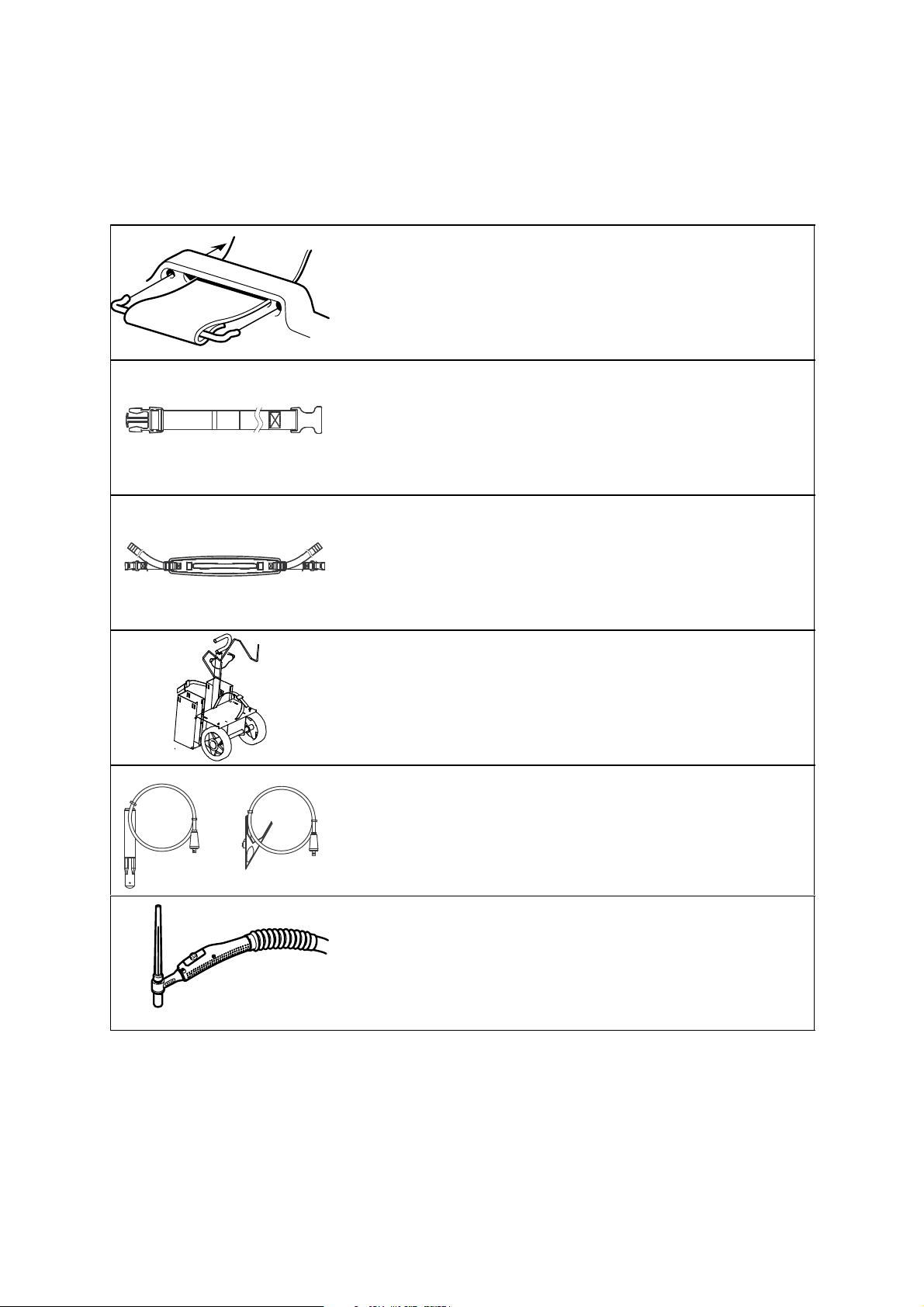
Wyposażenie WYPOSAŻENIE
Strap. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0460 265 001
Cable holder 2 pcs . . . . . . . . . . . . . . . . . . . . . . . . . . 0460 265 002
Shoulder strap. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .0460 265 003
Trolley. . . . . .
for 5-10 litre gasbottle
Welding cable kit, Arc 151i . . . . . . . . . . . . . . . . . . . .
Return cable kit, Arc 151i . . . . . . . . . . . . . . . . . . . . . .
Welding cable kit, Arc 201i . . . . . . . . . . . . . . . . . . . .
Return cable kit, Arc 201i . . . . . . . . . . . . . . . . . . . . . .
Tig torch TXH 151V, Arc 151i . . . . . . . . . . . . . . . . . .
Tig torch TXH 201V, Arc 201i . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . .
0459 366 885
0700 006 898
0700 006 899
0700 006 900
0700 006 901
0700 300 539
0700 300 553
bh32a - 19 -
© ESAB AB 2013

Arc 151i/Arc 201i
Only for A33 control panel
Remote control MMA 1 . . . . . . . . . . . .
MMA and TIG: current
Foot control FS002 . . . . . . . . . . . . . . . . . . . . . . . . . .
MMA and TIG current
Remote control unit AT1 . . . . . . . . . . . . . . . . . . . . .
MMA and TIG: current
Remote control unit AT1 CF . . . . . . . . . . . . . . . . . . .
MMA and TIG: rough and fine setting of
current.
(10 m cable)
0349 501 024
0349 090 886
0459 491 896
0459 491 897
Remote cable 12 pole - 8 pole
5 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
0459 552 880
0459 552 881
0459 552 882
0459 552 883
bh32a
- 20 -
© ESAB AB 2013

NOTES
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
pn - 21 -

___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
pn - 22 -

p - 23 -
ESAB subsidiaries and representative oces
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacic
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 9
5
SOUTH KORE
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
A
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
www.esab.com
110426© ESAB AB
 Loading...
Loading...