

Dodge TXT-HXT 305A, TXT 425A, TXT 509A, TXT-HXT 709, TXT-HXT 609 User Manual
...
PARTS REPLACEMENT MANUAL
FOR
DODGE® TORQUE-ARM ™
Speed Reducers
Straight Bore & Taper Bushed
TXT/HXT 309A - 315A - 325A
TXT/HXT 409A - 415A - 425A
TXT/HXT 509B - 515B - 525B
TXT/HXT 609 - 615 - 625
TXT/HXT 709 - 715 - 725
TXT/HXT 305A
TXT/HXT 405A
TXT/HXT 505A
TXT 605
TXT 705
WARNING: Because of the possible danger to per sons(s) or property from accidents which may result from the improper use
of products, it is important that correct procedures be f ollowed. Products must be used in accordance with the engineering
information specified in the catalog. Proper installation, maintenance and operation procedures must be observed. The
instructions in the instruction manuals must be followed. Inspections should be made as necessary to assure safe o peration
under prevailing conditions. Proper guards and other suitable safety devic es or procedures as may be desirable or as may be
specified in safety codes should be provided, and are neither provided by Baldor Electric Company nor are the responsibility of
Baldor Electric Company. This unit and its associated equipment must be installed, adjusted and maintained by qualified
personnel who are familiar with the construction and operation of all equipment in the system and the potential hazards
involved. When risk to persons or property may be involved, a holding de vice must be an integral part of the driven e quipment
beyond the speed reducer output shaft.
INSTALLATION
1. Use eyebolts or lifting lugs to lift reducer.
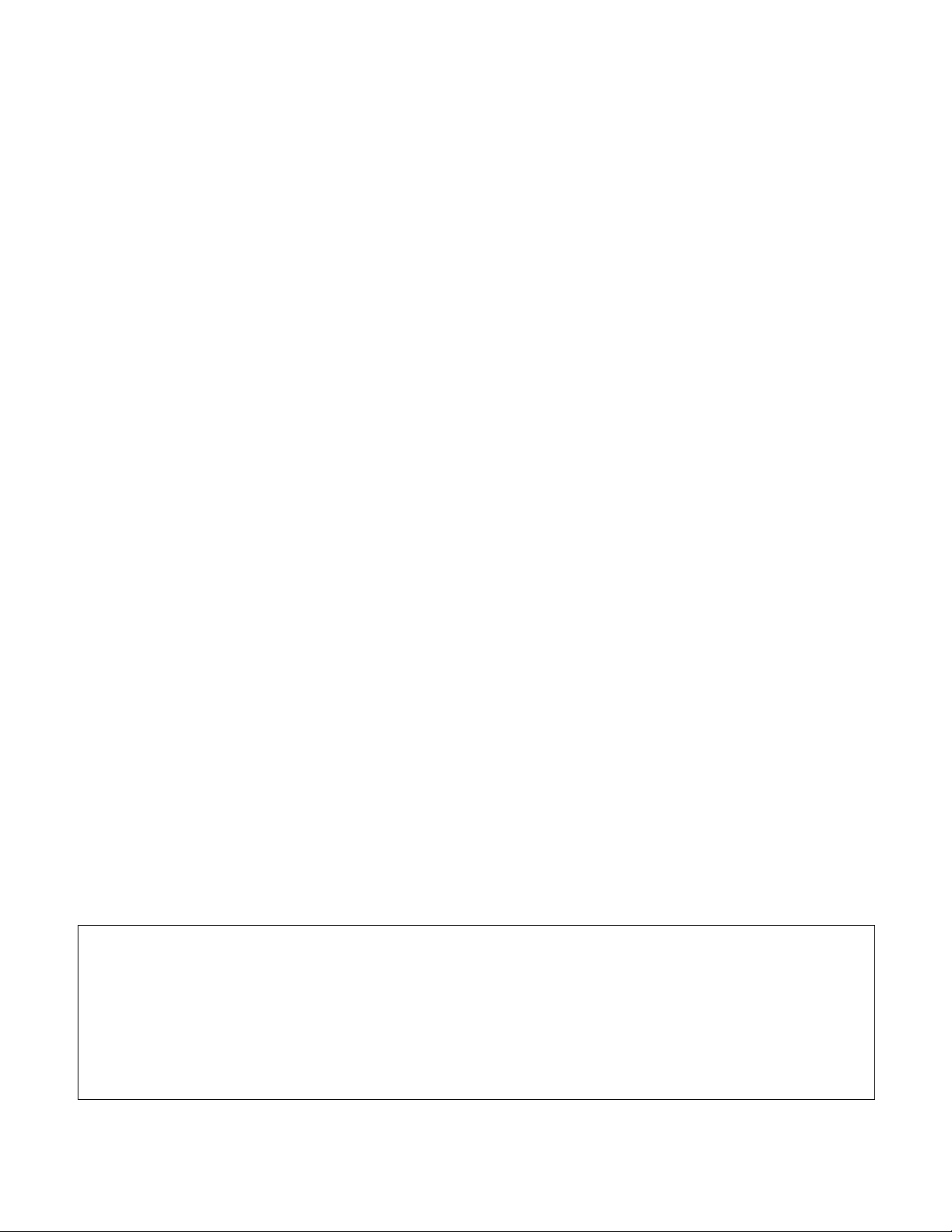
2. Determine the running positions of the reducer. (See
Fig. 1) Note that the reducer is supplied with either 4 or 7
plugs; 4 around the sides for horizontal installations and 1
on each face for vertical installations. These plugs must be
arranged relative to the running positions as follows:
Horizontal Installations - Install the magnetic drain plug in
the hole closest to the bottom of the reducer. Throw away
the tape that covers the filter/ventilation plug in shipment
and install plug in topmost hole. Of the 3 remaining plugs
on the sides of the reducer, the lowest one is the minimum
oil level plug.
Vertical Installations - Install the filter/ventilation plug in the
hole provided in the top face of the reducer housing. Use
the hole in the bottom face for the magnetic drain plug. Of
the 5 remaining holes on the sides of the reducer, use a
plug in the upper housing half for the minimum oil level
plug.
For Straight Bore: Mount reducer on driven shaft as close
to bearing as practical. If bushings are used, assemble
bushings in reducer first. A set of bushings for one reducer
consists of one keyseated bushing and one plain bushing.
Extra length setscrews are furnished with the reducer.
Driven shaft should extend through full length of speed
reducer. Tighten both setscrews in each collar.
For Taper Bushed: Mount reducer on driven shaft per
instruction sheet No. 499629 packed with tapered
bushings.
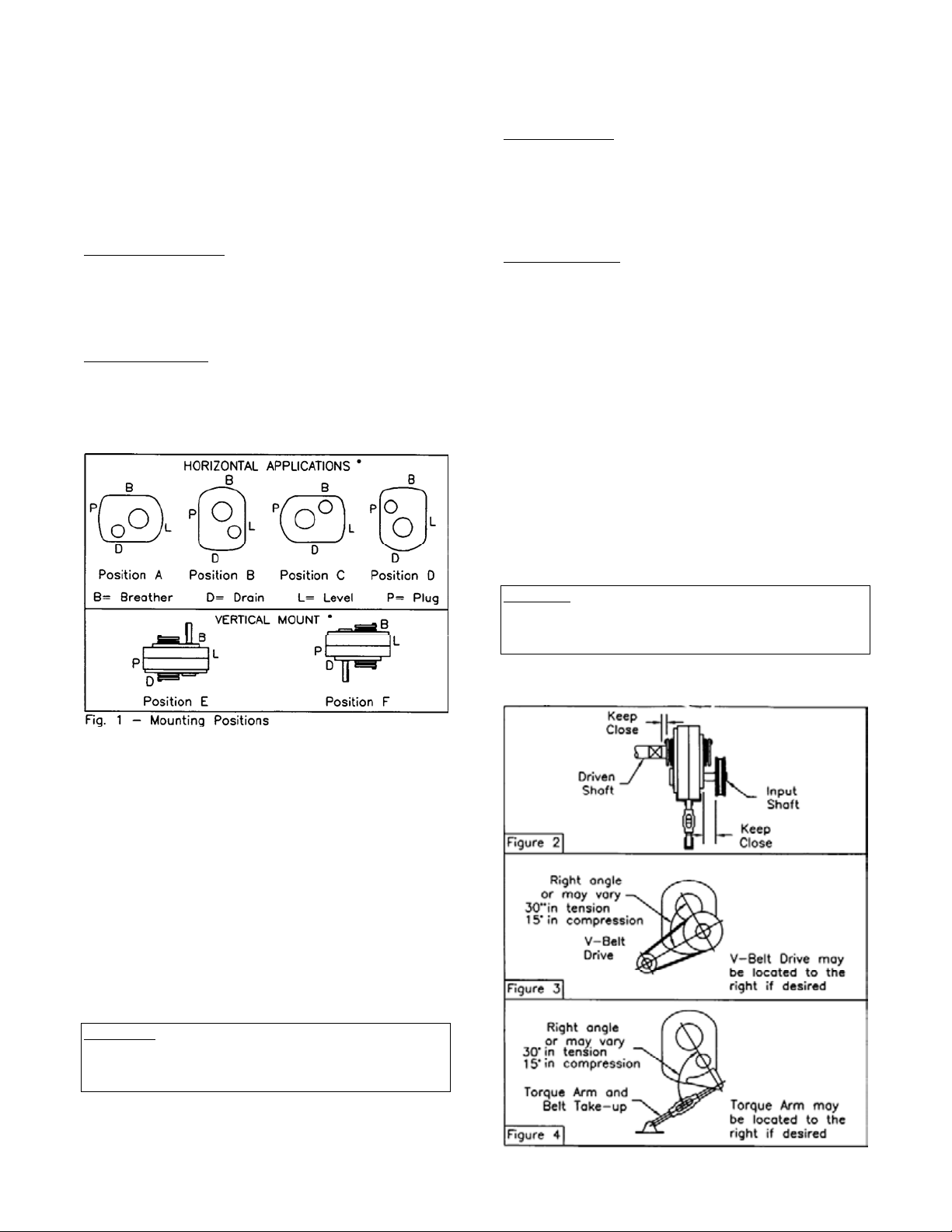
4. Install sheave on input shaft as close to reducer as
practical. (See Fig. 2)
5. Install motor and V-belt drive so belt will
approximately be at right angles to the center line between
driven and input shaft. (See Fig. 3) This will permit
tightening the V-belt with the torque arm.
6. Install torque arm and adapter plates using the long
reducer bolts. The bolts may be shifted to any of the holes
on the input end of the reducer.
7. Install torque arm fulcrum on a flat and rigid support
so that the torque arm will be approximately at right angles
to the center line through the driven shaft and the torque
arm anchor screw. (See Fig. 4) Make sure that there is
sufficient take-up in the turnbuckle for belt tension
adjustment when using V-belt drive.
• Below 15 RPM output speed, oil level must be adjusted
to reach the highest oil level plug (P.).
The running position of the reducer in a horizontal
application is not limited to the four positions shown in Fig.
1. However, if running position is over 20* in position "B" &
"D" or 5* in position "A" & "C", either way from sketches,
the oil level plug cannot be used safely to check the oil
level, unless during the checking, the torque arm is
disconnected and the reducer is swung to within 20* for
position "A" & "C" or 5* for position "B" & "D" of the
positions shown in Fig. 1. Because of the many possible
positions of the reducer, it may be necessary or desirable
to make special adaptations using the lubrication filling
holes furnished along with other standard pipe fittings,
stand pipes and oil level gauges as required.
3. Mount reducer on driven shaft as follows:
WARNING: To ensure that drive is not unexpectedly
started, turn off and lock out or tag power source before
proceeding. Failure to observe these precautions could
result in bodily injury.
CAUTION: Unit is shipped without oil. Add proper amount
of recommended lubricant before operating. Failure to
observe this precaution could result in damage to or
destruction of the equipment.
8. Fill gear reducer with recommended lubricant. See
page 3, table 1.
2
LUBRICATION
IMPORTANT: Because reducer is shipped without oil, it is
necessary to add the proper amount of oil before running.
Use a high-grade petroleum base rust and oxidation
inhibited (R&O) gear oil - see tables. Follow instructions
CAUTION: Too much oil will cause overheating and too
little will result in gear failure. Check oil level regularly.
Failure to observe this precaution could result in bodily
injury.
on reducer warning tags, and in the installation manual.
Under average industrial operating conditions, the
lubricant should be changed every 2500 hours of
operating or every 6 months, whichever occurs first. Drain
reducer and flush with kerosene, clean magnetic drain
plug and refill to proper level with new lubricant.
CAUTION: Extreme pressure (EP) lubricants are not
recommended for average operating conditions. Failure to
observe these precautions could result in bodily injury.
Under extreme operating conditions, such as rapid rise
and fall of temperature, dust, dirt, chemical particles,
chemical fumes, or oil sump temperatures above 200°F,
the oil should be changed every 1 to 3 months, depending
on severity of conditions.
CAUTION: Do not use EP oils containing slippery
additives such as graphite or molybdenum disulfide in the
reducer when backstop is used. These additives will
destroy sprag action.
Table 1 - Oil Volumes •
Consult DODGE for proper oil level for reducers with backstops and which are mounted in C-position or D-position.
Reducer
Size
TXT/HXT
305A 28 .88 .83 48 1.50 1.42 44 1.38 1.30 44 1.38 1.30 80 2.50 2.37 100 3.13 2.96
309A
315A
325A
405A 48 1.50 1.42 72 2.25 2.13 68 2.13 2.01 60 1.88 1.77 128 4 3.79 166 4.88 4.62
409A
415A
425A
505A 108 3.38 3.19 136 4.25 4.02 124 3.88 3.67 120 3.75 3.54 248 7.75 7.33 288 9 8.52
509B
515B
525B
605 144 4.50 4.3 184 5.75 5.4 144 4.50 4.3 160 5 4.7 384 12 11.4 352 11 10.4
609
615
625
705 240 7.50 7.1 288 9 8.5 240 7.50 7.1 296 9.25 8.8 608 19 18 552 17.25 16.3
709
715
725
† Position A † Position B † Position C † Position D † Position E † Position F
c
Qt.
L Oz.
Oz.
48 1.50 1.42 48 1.50 1.42 24 .75 .71 72 2.25 2.13 84 2.63 2.48 96 3 2.84
60 1.88 1.77 72 2.25 2.13 40 1.25 1.18 56 1.75 1.66 108 3.38 3.19 136 4.25 4.02
104 3.25 3.08 128 4 3.79 104 3.25 3.08 128 4 3.79 224 7 6.62 272 8.50 8.04
136 4.25 4.0 160 5 4.7 136 4.25 4.0 160 5 4.7 276 8.63 8.2 292 9.13 8.6
208 6.50 6.1 256 8 7.6 232 7.25 6.9 296 9.25 8.7 492 15.38 14.6 524 16.38 15.5
Approximate Volume of Oil Required to Fill Reducer to Oil Level Plug
c
Qt.
L Oz.
c
Qt.
L Oz.
c
Qt.
L Oz.
Qt.
c
L Oz.
c
Qt.
† Refer to Figure 1 on page 2 for mounting positions.
c U.S. Measure: 1 quart = 32 fluid ounces = .94646 liters.
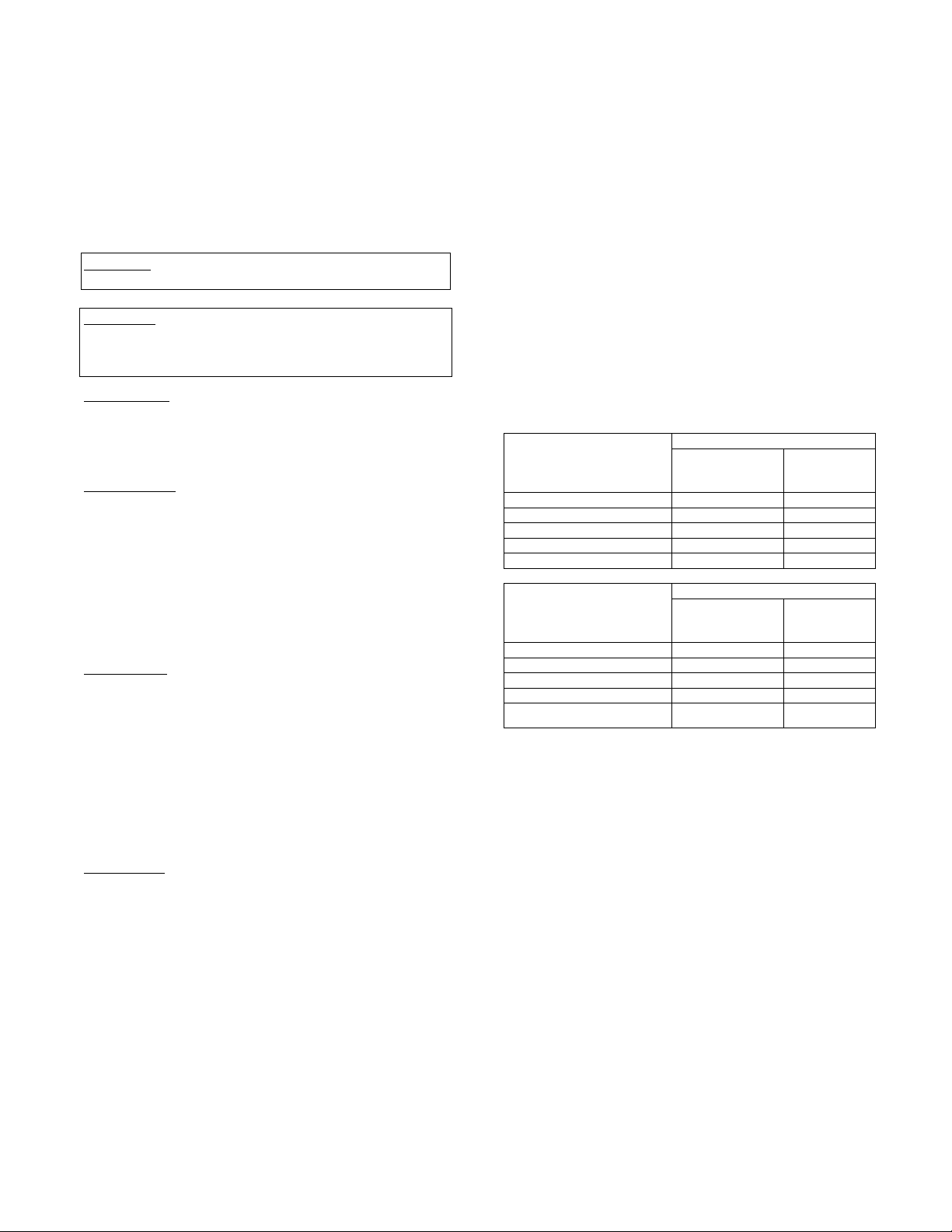
Table 2 – Oil Recommendations
ISO Grades for Average Operating Conditions
Ambient Temperatures of 15ºF thru 60ºF
Output
RPM
301–400 220
201–300 220
151–200 220
126–150 220
101–125 220
81–100 220
41–80 220
11–40 220
1–10 220
Ambient Temperatures of 50ºF thru 125ºF
Output
RPM
301–400 320
201–300 320
151–200 320
126–150 320
101–125 320
81–100 320
41–80 320
11–40 320
1–10 320
TXT3A–7
HXT3A–7
Reducer Size
Reducer Size
TXT3A–7
HXT3A–7
TXT305A–705
HXT305A–505A
TXT305A–705
HXT305A–505A
Note: If reducer position is to vary from those shown in figure 1,
either more or less oil may be required. Consult Dodge.
If output is less than 15 RPM, consult Dodge.
• Below 15 RPM output speed, oil level must be adjusted to reach the
highest oil level plug (P.).
Guidelines for TORQUE-ARM™ Reducer Long-Term
Storage
During periods of long storage, or when waiting for
delivery or installation of other equipment, special care
should be taken to protect a gear reducer to have it ready
to be in the best condition when placed into service.
By taking special precautions, problems such as seal
leakage and reducer failure due to lack of lubrication,
improper lubrication quantity, or contamination can be
avoided. The following precautions will protect gear
reducers during periods of extended storage:
Preparation
1. Drain the oil from the unit. Add a vapor phase corrosion
inhibiting oil (VCI-105 oil by Daubert Chemical Co.) in
accordance with Table 3.
2. Seal the unit airtight. Replace the vent plug with a
standard pipe plug and wire the vent to the unit.
3
L
3. Cover the shaft extension with a waxy rust
preventative compound that will keep oxygen away from
the bare metal. (Non-Rust X-110 By Daubert Chemical
Co.)
4. The instruction manuals and lubrication tags are
paper and must be kept dry. Either remove these
documents and store them inside or cover the unit with a
durable waterproof cover which can keep moisture away.
5. Protect reducer from dust moisture, and other
contaminants by storing the unit in a dry area.
6. In damp environments, the reducer should be packed
inside a moisture-proof container or an envelope of
polyethylene containing a desiccant material. If the
reducer is to be stored outdoors, cover the entire exterior
with a rust preventative.
When placing the reducer into service:
1. Assemble the vent plug into the proper hole.
2. Clean the shaft extensions with petroleum solvents.
3. Fill the unit to the proper oil level using a
recommended lubricant. The VCI oil will not affect the new
lubricant.
4. Follow the installation instructions provided in this
manual
Table 3 – Quantities of VCI #105 Oil
Size Quarts or Liters
TXT / HXT 3A – 305A .1
TXT / HXT 4A – 405A .2
TXT / HXT 5B – 505A .3
TXT / HXT6 – TXT605 .4
TXT / HXT7 – TXT705 .5
VCI #105 & #10 are interchangeable.
VCI #105 is more readily available.
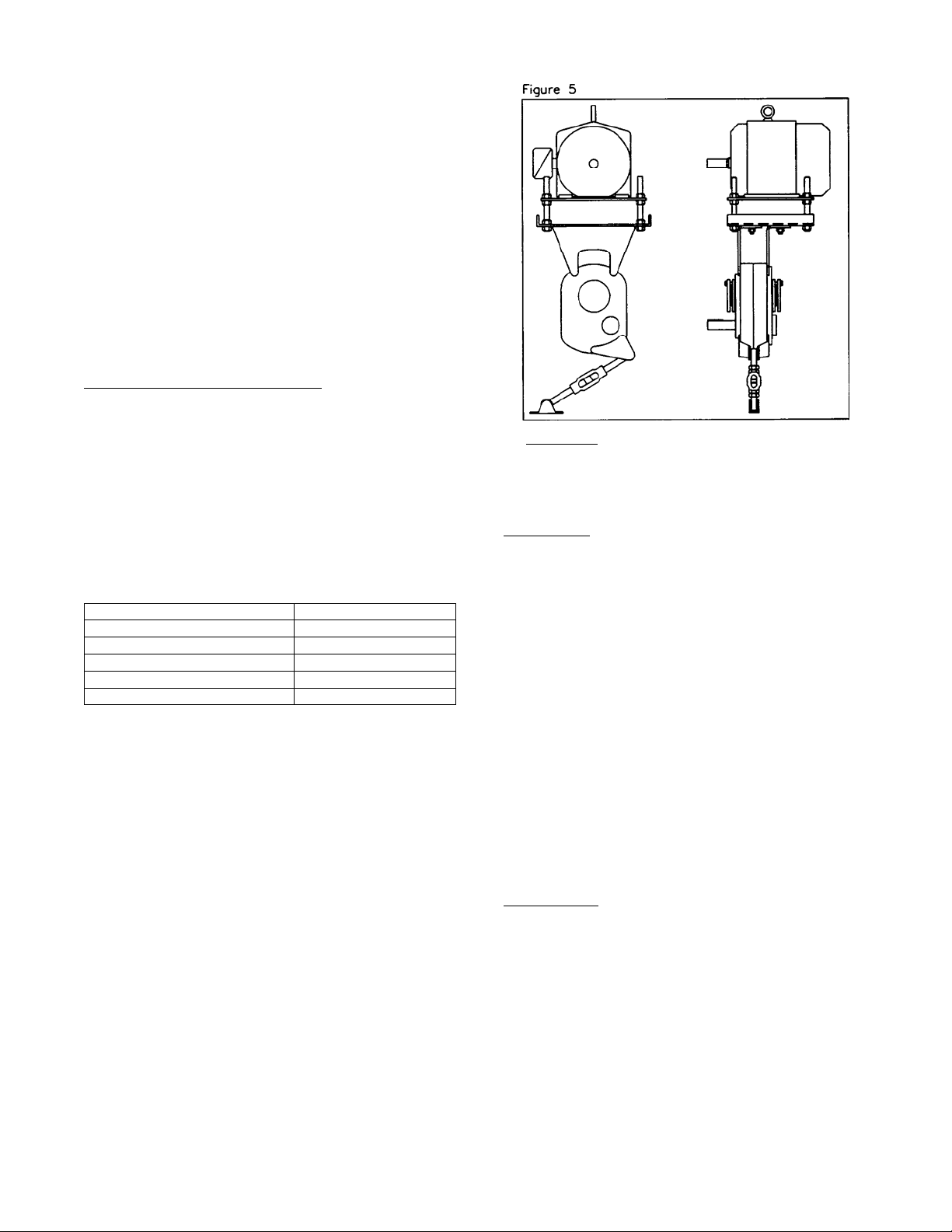
MOTOR MOUNTS
The motor mount must be installed on output end of
reducer as shown in Figure 5.
Remove two or three (as required) housing bolts on output
end of reducer. Place the motor mount in position and
install the longer housing bolts supplied with the motor
mount. Tighten bolts to torque specified in Table 4.
Install motor, drive sheave, and driven sheave so that the
driven sheave is as close to the reducer housing as
practical. Install V-belt and tension with the four adjusting
screws provided on the T-A M motor mount.
Check all bolts to see that they are securely tightened.
WARNING: Belt guard removed for illustration
purposes. Do not operate if belt guard is not in place.
REPLACEMENT OF PARTS
IMPORTANT: Using tools normally found in a
maintenance department, a DODGE TORQUE-ARM
speed reducer can be disassembled and reassembled by
careful attention to the instructions following.
Cleanliness is very important to prevent the introduction of
dirt into the bearings and other parts of the reducer. A tank
of clean solvent, an arbor press, and equipment for
heating bearings and gears (for shrinking these parts on
shafts) should be available.
Our factory is prepared to repair reducers for customers
who do not have proper facilities or who, for any reason,
desire factory service.
The oil seals are of the rubbing type and considerable
care should be used during disassembly and reassembly
to avoid damage to the surface which the seals rub on.
The keyseat in the input shaft, as well as any sharp edges
on the output hub should be covered with tape or paper
before disassembly or reassembly. Also, be careful to
remove any burrs or nicks on surfaces of the input shaft or
output hub before disassembly or reassembly.
Ordering Parts: When ordering parts for reducer, specify
reducer size number, reducer serial number, part name,
part number, and quantity.
It is strongly recommended that, when a pinion or gear is
replaced, the mating pinion or gear is replaced also.
If the large gear on the output hub must be replaced, it is
recommended that an output hub assembly of a gear
assembled on a hub be ordered to secure undamaged
surfaces on the output hub where the output seals rub.
However, if it is desired to use the old output hub, press
the gear and bearing off and examine the rubbing surface
under the oil seal carefully for possible scratching or other
damage resulting from the pressing operation. To prevent
oil leakage at the shaft oil seals, the smooth surface of the
output hub must not be damaged.
4
If any parts must be pressed from a shaft or from the
output hub, this should be done before ordering parts to
make sure that none of the bearings or other parts are
damaged in removal. Do not press against outer race of
any bearing.
Because old shaft oil seals may be damaged in
disassembly, it is advisable to order replacements for
these parts.
Removing Reducer from Shaft
CAUTION: Remove all external loads from drive before
removing or servicing drive or accessories.
WARNING: To ensure that drive is not unexpectedly
started, turn off and lock out or tag power source before
proceeding. Failure to observe these precautions could
result in bodily injury.
Straight Bore: Loosen screws in both output hub collars.
Remove the collar next to the end of the shaft. This
exposes three puller holes in the output hub to permit the
use of a wheel puller. In removing the reducer from the
shaft, be careful not to damage the ends of the hub.
Taper Bushed:
1. Remove bushing screws.
2. Place the screws in the threaded holes provided in
the bushing flanges. Tighten the screws alternately and
evenly until the bushings are free on the shaft. For ease of
tightening screws, make sure screw threads and threaded
holes in bushing flanges are clean.
3. Remove the outside bushing, the reducer, and then
the inboard bushing.
Disassembly:
1. Position the reducer on its side and remove all
housing bolts. Drive dowel pins from housing. Gently tap
the output hub and input shaft with a soft hammer
(rawhide, not a lead hammer) to separate the housing
halves. Open housing evenly to prevent damage to the
parts inside.
2. Lift shaft, gear, and bearing assemblies from
housing.
3. Remove seals from housing.
Reassembly:
1. Output Hub Assembly: Heat gear to 325°F to 350°F
to shrink onto hub. Heat bearings to 270°F to 290°F to
shrink onto hub. Any injury to the hub surfaces where the
oil seals rub will cause leakage, making it necessary to
use a new hub.
2. Countershaft Assembly: Shaft and pinion are integral.
Press gear and bearings on shaft. Press against inner (not
outer) race of bearings.
3. Input Shaft Assembly: Shaft and pinion are integral.
Press bearings on shaft. Press against inner (not outer)
race of bearings.
4. Drive the two dowel pins into place in the right-hand
housing half. Apply RTV732 sealant to carriers for R.H.
side(backstop side) of reducer. Install carriers and torque
bolts per table 4.
5. Place R.H. housing half on blocks to allow for
protruding end of output hub.
6. Install bearing cups in right-hand housing half,
making sure they are properly seated.
7. Mesh output hub gear and small countershaft gear
together and set in place in housing. Set input shaft
assembly in place in the housing. Make sure bearing
rollers (cones) are properly seated in their cups. set
bearing cups for left-hand housing half in place on their
rollers.
8. Clean housing flange surfaces on both halves,
making sure not to nick or scratch flange face. Place a
1/8 bead of RTV732 sealant on flange face. (make sure
RTV is placed between bolt holes and inside of flange
face) Place other housing half into position and tap with a
soft hammer (rawhide, not lead hammer) until housing
bolts can be used to draw housing halves together.
Torque housing bolts per torque values listed in table 4.
Table 4 – Recommended Torque Values
Reducer
Size
TXT / HXT 305A & 3A 50–45 17–15
TXT / HXT 405A & 4A 50–45 30–27
TXT / HXT 505A & 5B 75–68 30–27
TXT605 & TXT / HXT 6 75–68 30–27
TXT705 & TXT / HXT 7 150–135 50–45
Reducer
Size
TXT / HXT 305A & 3A 17–15 17–15
TXT / HXT 405A & 4A 30–27 30–27
TXT / HXT 505A & 5B 30–27 30–27
TXT605 & TXT / HXT 6 30–27 30–27
TXT705 & TXT / HXT 7
Dry Torque (lb.–ft.)
Housing
Bolts
Dry Torque (lb.–ft.)
C’shaft
Bearing Cover
Screws
50–45 50–45
9. Place output hub seal carrier in position without
shims and install two carrier screws diametrically opposed.
Torque each screw to 25 in.-lbs. Rotate the output hub to
roll in the bearings and then torque each screw to 50 in.lbs. Again turn output hub to roll in the bearings. With a
feeler or taper gage, measure the gap between the
housing and the carrier flange. To determine the required
shim thickness, take the average of the two feeler gage
readings. Remove carrier and install the required shims
plus .002. Install carrier with shims and torque bolts per
table 4. Rotate hub assy, tap lightly with rawhide mallet on
end of hub, while rotating, to ensure bearings are seated.
Using a dial indicator check end play of hub bearings,
endplay should be .001-.003. Repeat this process as
necessary to obtain proper end play. Place a 1/8 diameter
bead of RTV732 sealant inside the carrier at the shim I.D.
and install carrier on reducer housing. Torque carrier bolts
to value shown in Table 4.
10. Adjust the countershaft bearings using the same
method as in step 8 above. The axial end play should be
.001” to .003”.
11. Again, using the same procedure as in step 8,
adjust the input shaft bearings, except the axial end play
should be .002” to .004”.
5
Output Hub
Seal Carrier
Screws
Input Shaft
Seal Carrier
Screws
 Loading...
Loading...