

Page 1
®
The Driving Force in Automation
SERVICE MANUAL
TABLE TOP SERIES
1.5 LINK, 2.0 LINK, 3.0 LINK,
4.5 LINK, & 6.0 LINK
HEAVY DUTY SERIES
6.0 LINK & 9.0 LINK
“WARNING”
This is a controlled document. It is your responsibility to deliver this information to the end user of the CAMCO indexer.
Failure to deliver this, could result in your liability for injury to the user or damage to the machine.
For copies of this manual call your Customer Service Representative 800/645-5207.
“WARNING”
Page 2

T ABLE OF CONTENTS
INTRODUCTION ............................................................................................ 2
GENERAL DESCRIPTION ............................................................................ 2
WARNING AND CAUTIONS .......................................................................... 3
SPARE PARTS KIT ........................................................................................ 3
BEFORE STARTING...................................................................................... 3
CONVEYOR LUBRICATION INFORMATION................................................ 4
GENERAL .......................................................................................... 4
LUBRICATION OF SPROCKET BEARINGS ..................................... 4
LUBRICATION OF PRECISION LINKS ............................................. 4
CHAIN OR IDLER LUBRICATION ..................................................... 5
LINE SHAFT LUBRICATION.............................................................. 5
GENERAL MAINTENANCE LUBRICATION ...................................... 5
OIL SEAL INSTALLATION RECOMMENDATIONS........................................ 5
CHANGING OF PRECISION LINK CAM FOLLOWERS ............................... 6
LINK PIN FOLLOWERS................................................................................. 6
LINK SUPPORT FOLLOWERS .......................................................... 6
CONVEYOR TENSION SETTING.................................................................. 8
GENERAL INFORMATION................................................................. 8
CONVEYOR RE-TENSIONING.......................................................... 8
HOW TO ORDER PARTS............................................................................... 9
T ABLE TOP
1.5 LINK ASSY................................................................................. 10
1.5 LINK ASSY PARTS LIST............................................................ 11
2.0 LINK ASSY................................................................................. 10
2.0 LINK ASSY PARTS LIST............................................................ 11
3.0 LINK ASSY................................................................................. 10
3.0 LINK ASSY PARTS LIST............................................................ 11
4.5 LINK ASSY................................................................................. 12
4.5 LINK ASSY PARTS LIST............................................................ 13
6.0 LINK ASSY................................................................................. 12
6.0 LINK ASSY PARTS LIST............................................................ 13
HEAVY DUTY
6.0 LINK ASSY................................................................................. 14
6.0 LINK ASSY PARTS LIST............................................................ 15
9.0 LINK ASSY................................................................................. 14
9.0 LINK ASSY PARTS LIST............................................................ 15
Page 3
INTRODUCTION
This service manual pertains to the disassembly and assembly of CAMCO’s 1.5 link, 2.0 link, 3.0
link, 4.5 link, and 6.0 link “Table Top” Precision Link Conveyors and CAMCO’s 6.0 and 9.0 “HeavyDuty” Precision Link Conveyors.
The CAMCO Precision Link Conveyor comes in two types: “over and under” and “carousel”. Both
are driven by a CAMCO Index Drive containing cam followers and a precision ground cam. Inspection and service on the Index Drives is covered in a separate Service Manual for the specific
model Index Drive.
This manual is to be used in conjunction with the "General Service Manual" which describes the
lubrication and general maintenance of CAMCO Index Drives.
Drawings of the various size links are included in this manual. The procedures in this manual
reference the item numbers of these drawings.
Also included is a complete Bill of Materials for your convenience in identifying and ordering spare
or replacement parts.
Some users of CAMCO’s Precision Link Conveyors have the facilities and trained personnel to
accomplish service repair. You must determine the extent to which intricate servicing should be
done in your facility. When in doubt, CAMCO recommends that CAMCO trained serviceman make
the repairs.
GENERAL DESCRIPTION
The CAMCO Precision Link Conveyor is a precision mechanical device that requires no internal
adjustment during its expected service life when operated within rated loads and speeds.
All CAMCO Precision Link Conveyors employ the “link on link” design, meaning all links are identical to each other and can be used for fixture mounting, rather than the “link on spacer bar” design
which permits only every other link to be used for fixture mounting.
The connection of the two links consists of a precision ground link pin (2) with precision needle
bearings (1 and 6) in each link ear.
The ends of pins (2) are fitted with precision link pin followers (3) which ride in the main frame
guides and support the loads on the face of the link as well as restricting face “in and out” movement.
Each link is furnished with link support cam followers (10) to support loads and eliminate any
movement between the link and conveyor main frame.
2
Page 4
WARNINGS AND CAUTIONS
Statements in this manual preceded by the words WARNING or CAUTION and printed in italics
are very important. We recommend you take special notice of these during service or repair.
WARNING: Means there is the possibility of personal injury to yourself or others.
CAUTION:
Means there is the possibility of damage to the CAMCO unit.
SPARE P AR TS KIT
CAMCO offers a Spare Parts Kit for all CAMCO Precision Link Conveyors. These kits include link
pin, needle bearings, followers, locknuts, shims and retaining rings required to rebuild (one) link
assembly. These are components that will most likely require replacement during repair of your
Conveyor. CAMCO recommends several Spare Parts Kits be purchased and kept on hand to
insure against “down time” in the event of damage to the link components.
Individual components may be purchased in any quantity by specifying the part numbers, as noted
in the Bill of Materials provided in this service manual.
BEFORE ST ARTING
Before starting disassembly of your CAMCO unit you should read and review the following instructions. These provide important information on parts and procedures necessary to successfully
complete your repair.
Comply with all
Read the “Trouble Shooting Guide” section of your “General Service Manual” before disassem-
bling CAMCO units. CAMCO recommends returning defective equipment for inspection and repair
whenever possible.
Warnings and Cautions.
CAMCO uses Loctite to secure all screws and setscrews. If you encounter a fastener that is
difficult to remove, apply heat to the screw and remove while still warm.
3
Page 5
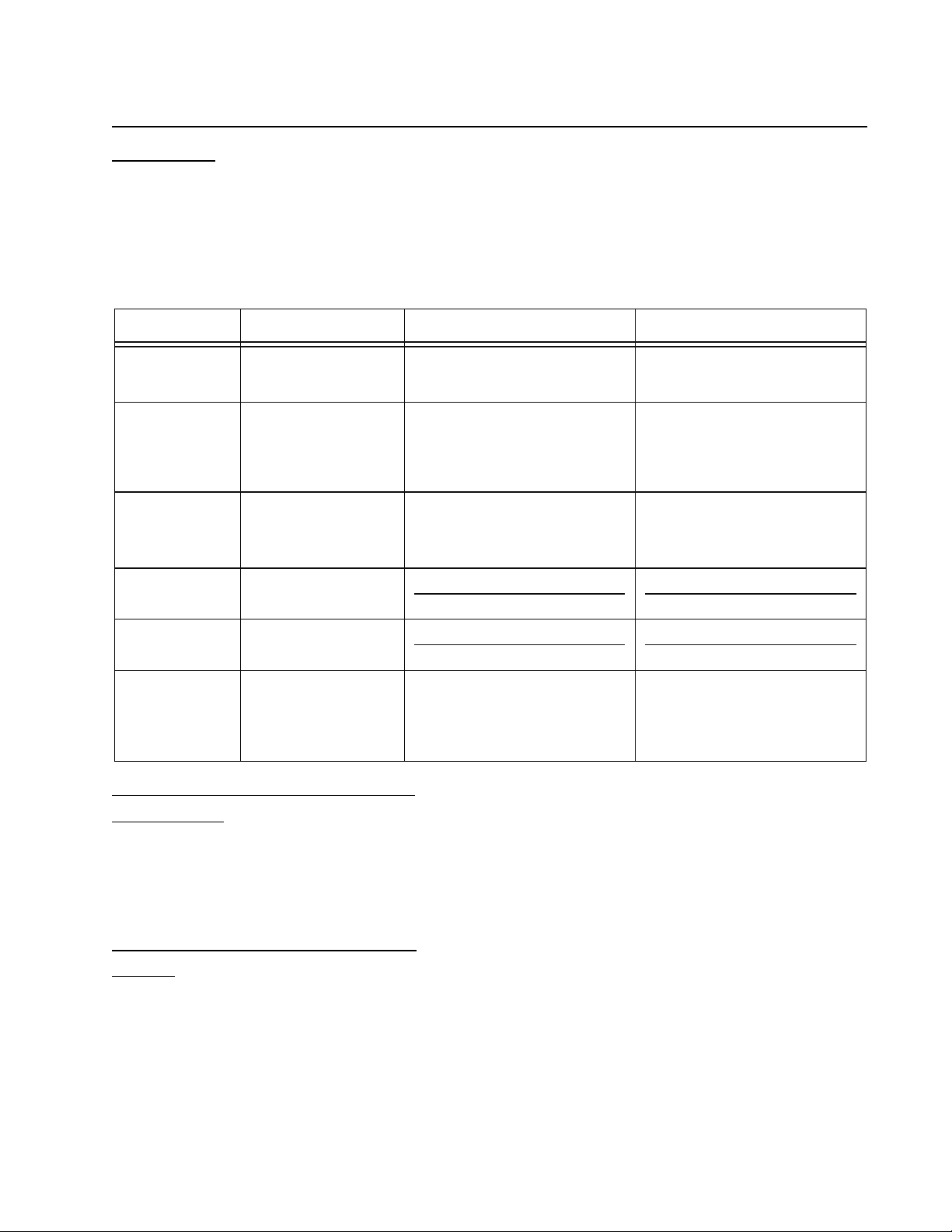
CONVEYOR LUBRICA TION INFORMA TION
GENERAL
The following is a recommendation for “Clean”
Environment “Moderate” Loading and “30”
Cycles per min.
Lubrication of the CAMCO’s Precision Link
Conveyors is largely dependent upon Work
Environment, Conveyor Loading and Cycle
Rate, therefore a “standard” lube interval can-
Lubrication should be done at Take-Up end of
the conveyor with the link in dwell and the motor
stopped.
not be established but instead should be determined by the Customer based on the above
conditions.
LINK SIZE INTERVAL TYPE OF LUBRICANT LOCATION
9" LINK
HEAVY DUTY
6" LINK
TABLE TOP
AND
6" LINK
HEAVY DUTY
4 1/2" LINK
TABLE TOP
3" LINK
TABLE TOP
2000 HOURS
2000 HOURS
2000 HOURS
LUBED FOR LIFE
LITHIUM SOAP GREASE
#1 CONSISTENCY
LITHIUM SOAP GREASE
#1 CONSISTENCY
LITHIUM SOAP GREASE
#1 CONSISTENCY
STANDARD LUBE FITTING
AT BOTH ENDS OF LINK
PIN AND LINK FACE
STANDARD LUBE FITTING
AT BOTH ENDS OF LINK
PIN AND LINK FACE
NEEDLE LUBE FITTING
AT BOTH ENDS OF LINK
PIN AND LINK FACE
2" LINK
TABLE TOP
1 1/2" LINK
TABLE TOP
LUBED FOR LIFE
1000 HOURS LIGHT MACHINE OIL
LUBRICATION OF SPROCKET
BEARINGS
The flange bearings supporting the Sprocket/
Input Shaft should be lubricated, approx. every
2000 working hours, with NGLI #3 bearing
grease.
LUBRICATION OF PRECISION
LINKS
Followers equipped with lube fitting should be
given a shot of Lithium Soap grease having a
#1 consistency at least once every 2000 hours
of operation, or 6 months, whichever is less.
In order to lubricate the link support followers
(10), it may be necessary to remove any mounting fixtures or tooling which may have been
added by the machine builder other than
OIL CAN APPLICATION
BETWEEN THE LINK AND
FOLLOWER AT BOTH
ENDS OF LINK PIN
CAMCO, if provisions have not been made to
access these lube fittings.
To lubricate the link pin followers (3), the conveyor drive should be placed in dwell, at which
time the lube fittings can be accessed through
the holes provided in the straight or radical
guides. Index once and repeat the procedure
until all the links have been lubricated.
NOTE: Both top and bottom guide rails (car-
ousel), and left and right guide rails
(over and under) have the lube access
holes. Both should be lubricated.
NOTE: If only one access hole is provided in
each side, it may be necessary to
hand crank the reducer until the lube
fittings appear. Repeat this procedure
until all links have been lubricated.
4
Page 6
CHAIN OR IDLER LUBRICA TION
LINE SHAFT LUBRICA TION
All idlers (chain or belt) are supplied with a
grease fitting and should be lubricated at least
once a month. Roller chains are used in some
applications to drive the line shaft or provide
power to optional equipment such as indexers,
oscillators, pick and place units, etc. These
chains should be brushed periodically with a
light machine oil. Timing belts do not require
any lubrication.
OIL SEAL INST ALLA TION RECOMMENDA TIONS
We recommend that all seals be replaced
anytime the device is being disassembled
whether they are damaged of not, as most
damage to oil seals occurs at assembly when
recommended practice for seal installation is
generally not followed.
1.
Check dimensions to be sure that shaft and
bore diameters match those specified for
the seal selected.
2.
Check seal for damage that may have
occurred prior to installation. A sealing lip
that is turned back, cut or otherwise damaged should be replaced.
3.
Check bore to see that leading edge is
deburred. A rounded corner or chamfer
should be provided.
4.
Check shaft and remove surface nicks,
burrs and grooves and look for spiral machine marks that can damage the seal lip.
5.
Check shaft end and remove burrs or sharp
edges. Where the installation requires the
shaft seal against the sealing lip, the shaft
end should be chamfered.
On conveyors supplied with a line shaft or
power take-off shaft, provisions have been
made in the support bearings of these shafts for
periodic lubrication. These bearings are to be
greased at least once every 500 hours of
operation with EXXON Andok “C” or equivalent
NGLI #4 bearing grease.
GENERAL MAINTENANCE
LUBRICA TION
The general condition of all unpainted components should be observed periodically and
given a light spray of machine oil as required to
retard rust.
the edges of the spline or keyway as much
as possible and lubricate with a hard,
fibrous grease.
7.
Check seal direction making sure that the
new seal faces in the same direction as the
original. Generally, the lip faces the lubricant or fluid to be sealed.
8.
Prelubricate the sealing element before
installation by wiping with lubricant being
retained.
9.
Use correct installation tool — press fitting
tools should have an outside diameter
0.010" smaller than the bore size. If possible, center of tool should be relieved so
that pressure is applied only at the OD.
10.
Use proper driving force, where possible an
arbor press; otherwise, a dead blow hammer to avoid popping the spring out of the
seal. NEVER HAMMER DIRECTLY ON
THE SURFACE OF THE SEAL.
11.
Bottom out the tool or seal to avoid cocking
the seal in the bore. This also positions the
seal correctly on the shaft.
6.
Check splines and keyways for sharp edges
and protect the seal lip with an assembly
sleeve or shim stock. If not available, round
12.
Check for parts interference from other
machine parts that might rub against the
seal to cause friction and damaging heat.
5
Page 7

CHANGING OF PRECISION LINK CAM FOLLOWERS
The changing of cam followers on CAMCO
Precision Link Conveyors is done by two methods, depending upon which follower is worn.
The procedure for changing the link pin followers (3) is different from the procedure for the
link support followers (10). (See Pages 12 to
15).
The following will describe the steps required
for each procedure:
LINK PIN FOLLOWERS
(See Pages 12 to 15)
1. Remove the radial guides from the drive
end of the conveyor.
2. Index the conveyor until the worn link pin
followers (3) are exposed at the end of the
conveyor.
3. Remove the retaining ring (4) holding
follower (3) on pin (2).
If a pedestal mount is used, the four
"forward-most” screws used to mount the
base to the main frame will be the take-up
cam locking screws.
On a heavy duty base design, clearance
holes will be provided to locate and access
these screws. It may also be necessary, on
a heavy duty base, to loosen the three end
support block mounting screws, located on
the bottom of the conveyor frame at the
extreme end.
3. Once the locking screws have been loosened, remove the round access cover for
the tension adjusting screw and back off the
tensioning screws two turns. Refer to
Figure 1.
4. Remove the worn or damaged follower (3)
and replace.
CAUTION: If shims (5) are used between
the link (9) and follower (3),
be sure to replace before
installing new follower.
5. Repeat until all worn or damaged followers
are replaced.
LINK SUPPORT FOLLOWERS
1. Remove the radial guides at the take-up
end of the conveyor.
2. Loosen the take-up cam locking screws (4
per side) located in slotted holes in the main
frame portion of the conveyor. These are
located on both sides of the fitted key
section of the take-up cam.
The slots should be obvious on both sides
of the “over and under” conveyor. The slots
should be obvious on the top of the “carousel” conveyor but may be more difficult to
locate on the bottom due to the base
mounting.
Fig. 1. Removing link.
4. At this time, it will be possible to force the
take-up end towards the drive end enough
to provide slack in the link chain.
5. Hand crank the index drive input reducer
until the suspect link is positioned on the
radial end of the take-up cam.
6. Remove retaining rings (4) on the link pins
of the link to be removed.
6
Page 8

7. Remove followers (3) and if equipped, shims
(5) from one side only. If equipped with
shims (5), retain for reassembly.
8. 9.0 LINK: Loosen the clamping collars (8)
on the link pins of the link to be removed.
9. Pull pins (2) with remaining followers (3)
through all four ears of the link connection.
10. Once the link has been removed, place the
link on a work bench and remove the follower locknut (11).
11. Using a soft aluminum bar, drive out the
worn follower (10).
12. Press in a new follower (10) and install a
new locknut (11). (If equipped, be sure to
install a new grease fitting (12) in the follower stud for future lubrication.)
13. Place link back into position so that alignment of the link ears will permit insertion of
the link pin (2).
14. Insert pins (2) through all four ears of the
link connection.
WARNING:
Use caution when pulling chain
for section removal. The chain
should be held back so that a
runaway condition does not
occur. This can happen when
the weight of the chain outside
the conveyor overcomes the
friction of the chain still inside
the conveyor and all the links
feed out uncontrollably.
18. If other links are to be removed it will be
necessary to hand crank the drive (due to
the lack of chain tension) until the link to be
removed is exposed at the take-up end.
Repeat Steps 5 through 14 as many times
as required to replace all worn followers.
WARNING:
Use caution when pulling chain
for section removal. The chain
should be held back so that a
runaway condition does not
occur. This can happen when
the weight of the chain outside
the conveyor overcomes the
friction of the chain still inside
the conveyor and all the links
feed out uncontrollably.
15. 9.0 LINK: Secure clamping collars (8)
against the inside of the ears.
16. Reinstall followers (3) and, if equipped,
shims (5).
17. Reinstall retaining rings (4) on the link pins.
NOTE: When rebuilding all links, the chain can
be removed in large sections by
breaking the chain at the drive end as
well as the take-up end. Pull a manageable length of chain out from takeup end. It is recommended that links
be reassembled in same order as
received from CAMCO. Number links
before disassembly.
19. When all followers are changed, re-tension
the chain as described in “Conveyor Tension
Setting”.
7
Page 9

CONVEYOR TENSION SETTING
GENERAL INFORMATION
To maintain and guarantee accuracy and
performance of the conveyor, CAMCO utilizes a
unique “chordal action compensating CAM”.
This CAM arrangement is state of the art in
precision link conveyor design. Spring actuated
tensioned conveyors utilizing either tail shaft or
secondary tensioning were rejected by CAMCO
because of the contribution to indexing inaccuracies.
Once the conveyor is properly tensioned at the
factory, no further adjustment is required in the
field for the duration of expected follower lift.
We are including instructions for adjustments,
should it become necessary to replace followers, or if the tension is lost because of extraordinary conditions (i.e., EXTREME THERMAL
EXPANSION). It is recommended that CAMCO
factory be consulted prior to starting with the
actual adjustment. Failure to do so may void all
warranties for the conveyor.
CONVEYOR RE-TENSIONING
1. Read section in general information regarding warranty.
2. Remove the radial guides at the take-up
end of the conveyor.
3. Loosen the take-up cam locking screws (4
per side) located in slotted holes in the main
frame portion of the conveyor. These are
located on both sides of the fitted key
section of the take-up cam.
The slots should be obvious on both sides
of the “over and under” conveyor. The slots
should be obvious on the top of the “carousel” conveyor but may be more difficult to
locate on the bottom due to the base
mounting.
On a heavy duty base design, clearance
holes will be provided to locate and access
these screws. It may also be necessary, on
a heavy duty base, to loosen the three end
support block mounting screws, located on
the bottom of the conveyor frame at the
extreme end.
4. Once the locking screws have been loosened, remove the round access cover for
the tension adjusting screw. Refer to
Figure 2.
Fig. 2. Conveyor re-tensioning.
5. Hand crank the index drive input reducer
until a link pin follower is positioned at the
high point of the take-up cam (point “A” as
shown in Figure 2).
6. Slowly tighten the tensioning screws, an
equal amount, until it becomes impossible to
turn the link pin cam follower, at point “A”, by
hand. At this point, it will still be easy to turn
the follower using pliers. If it is difficult with
pliers, you have overtightened.
7. Be sure that the followers at both ends of
the link pin have approximately. the same
loading. It is important to adjust the take-up
screws equally.
8. Tighten locknuts and locking screws (4 per
side).
If a pedestal mount is used, the four
"forward-most” screws used to mount the
base to the main frame will be the take-up
cam locking screws.
9. Re-install the radial covers and tension
screw access cover.
8
Page 10

HOW TO ORDER P AR TS
Please refer to parts list shown in this manual. This parts list is for a standard Link Assy. If you
feel your link is nonstandard or you are in doubt, you should contact CAMCO Customer Service at
(847) 459-5200 and request a Bill of Material for your specific unit based on serial number.
CAMCO maintains records on all units for a period of ten years.
You may order parts per the standard Bill of Material even if your unit is nonstandard. CAMCO’s
order entry people will review the closed order file based on the following information and supply
you with the correct part.
REQUIRED INFORMA TION
1. Original purchase order number (if available)
2. Customer name (original purchaser of conveyor)
3. Model number (located on name plate)
4. Serial number (located on name plate)
5. Approximate date of purchase.
TO ORDER PARTS contact CAMCO "Order Entry Department" Wheeling, Illinois
Phone (847) 459-5200 or FAX #847-459-3064
A. Describe the parts required and the 14 digit part number as listed in the Standard Bill of Materi-
als or a Special Bill of Materials pertaining to your unit. State if you are using a Standard or
Special bill of material.
B. Give as much of the above required information as possible.
ON WARRANTY
Replacement parts CAMCO will send freight prepaid via practical means.
CAMCO will issue a "Returned Material Authorization Number" (RMA#) for the return of defective
parts for inspection. CAMCO will bill customer for repair parts. When inspection of returned parts
has been completed and determined to be a warranty problem, CAMCO will issue a credit to the
customer for the repair parts and freight charges.
ON NON-WARRANTY
Replacement or spare parts, with approved credit, are sent F.O.B. our plant Wheeling, Illinois.
9
Page 11

T ABLE TOP
1.5 LINK ASSY
2.0 LINK ASSY
10
3.0 LINK ASSY
Page 12

T ABLE TOP
PARTS LIST FOR 1.5 LINK ASSEMBLY
ITEM NO. PART NUMBER DESCRIPTION
1 ....................86A33185000000....................NEEDLE BEARING
2 .................... 40A40656000000 ....................GROUND LINK PIN
3 ....................82B08417090002....................LINK SUPPORT FOLLOWER
4 .................... 95A43089040000....................RETAINING RING
5 ....................95A39287000000....................SHIM
6 ....................86A39288000000....................NEEDLE BEARING
7 ....................NOT USED
8 ....................NOT USED
9 ....................M3B46434000000...................1.5 LINK
10 .................. 82A46437000000....................LINK SUPPORT FOLLOWER
11...................95A26008160000....................LOCKNUT
12 ..................NOT USED
PARTS LIST FOR 2.0 LINK ASSEMBLY
ITEM NO. PART NUMBER DESCRIPTION
1 ....................86A433550000 .......................NEEDLE BEARING
2 .................... 37B43349000000 ....................GROUND LINK PIN
3 ....................82A34952000000....................LINK SUPPORT FOLLOWER
4 .................... 95A43089060000....................RETAINING RING
5 ....................NOT USED
6 ....................86A433550000 .......................NEEDLE BEARING
7 ....................NOT USED
8 ....................NOT USED
9 .................... M4C55877000000...................2.0 LINK
10 .................. 82A43363000001....................LINK SUPPORT FOLLOWER
11...................95A26008130000....................LOCKNUT
12 ..................NOT USED
PARTS LIST FOR 3.0 LINK ASSEMBLY
ITEM NO. PART NUMBER DESCRIPTION
1 ....................86A433550000 .......................NEEDLE BEARING
2 .................... 37B43349000000 ....................GROUND LINK PIN
3 ....................82A34952000000....................LINK SUPPORT FOLLOWER
4 .................... 95A43089060000....................RETAINING RING
5 ....................NOT USED
6 ....................86A433550000 .......................NEEDLE BEARING
7 ....................NOT USED
8 ....................NOT USED
9 ....................37C55878000000....................3.0 LINK
10 .................. 82A43363000001....................LINK SUPPORT FOLLOWER
11...................95A26008130000....................LOCKNUT
12 ..................NOT USED
11
Page 13

T ABLE TOP
7
4
4.5 LINK ASSY
3
2
6
12
11
10
1
5
9
6.0 LINK ASSY
12
Page 14

T ABLE TOP
PARTS LIST FOR 4.5 LINK ASSEMBLY
ITEM NO. PART NUMBER DESCRIPTION
1 ....................86A45309000000....................NEEDLE BEARING
2 .................... M2B45289000000...................GROUND LINK PIN
3 ....................82J27323000000 ....................LINK SUPPORT FOLLOWER
4 .................... 95A33031160000....................RETAINING RING
5 ....................95A503780000000..................SHIM
6 ....................86A45309000000....................NEEDLE BEARING
7 .................... 95A45308000000 ....................LUBE FITTING
8 ....................NOT USED
9 .................... M2C55900000000...................4.5 CLOSED LINK
10 .................. 82A43363000001....................LINK SUPPORT FOLLOWER
11...................95A26008130000....................LOCKNUT
12 .................. 95A45308000000....................LUBE FITTING
PARTS LIST FOR 6.0 LINK ASSEMBLY
ITEM NO. PART NUMBER DESCRIPTION
1 ....................86A56824000000....................NEEDLE BEARING
2 .................... M5B55985000000...................GROUND LINK PIN
3 ....................82J27323000000 ....................LINK SUPPORT FOLLOWER
4 .................... 95A33031160000....................RETAINING RING
5 ....................86A22870030000....................SHIM
6 ....................86A56824000000....................NEEDLE BEARING
7 .................... 95A45308000000 ....................LUBE FITTING
8 ....................NOT USED
9 .................... M5D55975000000...................6.0 CLOSED LINK
10 .................. 82J30354000000 ....................LINK SUPPORT FOLLOWER
11...................95A26008020000....................LOCKNUT
12 .................. 95A45308000000....................LUBE FITTING
13
Page 15

HEAVY DUTY
7
3
5
1
2
9
10
11
12
4
6.0 LINK ASSY
6
8
9.0 LINK ASSY
14
Page 16

HEAVY DUTY
PARTS LIST FOR 6.0 LINK ASSEMBLY
ITEM NO. PART NUMBER DESCRIPTION
1 ....................86J21967000000 .................... NEEDLE BEARING
2 .................... 40K31509009999 ....................GROUND LINK PIN
3 ....................82J27323000000 ....................LINK SUPPORT FOLLOWER
4 .................... 95A33031160000....................RETAINING RING
5 ....................86A29049030000....................SHIM
6 ....................86J21967000000 .................... NEEDLE BEARING
7 .................... 95A33004020000 ....................LUBE FITTING
8 .................... 99J26434000000 ....................CLAMPING COLLAR
9 .................... 41C52528000000 ....................6.0 CLOSED LINK (ALUM)
9 .................... 41C52529000000....................6.0 CLOSED LINK (C.I.)
10 ..................82J30354000000 ....................LINK SUPPORT FOLLOWER
11 .................. 95A26008020000....................LOCKNUT
12 .................. 95A33004030000....................LUBE FITTING
PARTS LIST FOR 9.0 LINK ASSEMBLY
ITEM NO. PART NUMBER DESCRIPTION
1 ....................86J21967000000 .................... NEEDLE BEARING
2 .................... 40K31509009999 ....................GROUND LINK PIN
3 ....................82J27323000000 ....................LINK SUPPORT FOLLOWER
4 .................... 95A33031160000....................RETAINING RING
5 ....................86A29049030000....................NOT USED
6 ....................86J21967000000 .................... NEEDLE BEARING
7 .................... 95A33004020000 ....................LUBE FITTING
8 .................... 99J26434000000 ....................CLAMPING COLLAR
9 .................... 40C52670000000 ....................9.0 CLOSED LINK (ALUM)
9 .................... 40C52673000000....................9.0 CLOSED LINK (C.I.)
10 ..................82J30354000000 ....................LINK SUPPORT FOLLOWER
11 .................. 95A26008020000....................LOCKNUT
12 .................. 95A33004030000....................LUBE FITTING
15
Page 17

NOTES
16
Page 18

USA 6/99 0074
 Loading...
Loading...