

DEK 180W EL, 180W Owner's Manual Supplement
Heavy Duty Power Equipment
Owner's Manual Supplement
Gasoline Engine Powered Welder Generators
180W, 180W EL
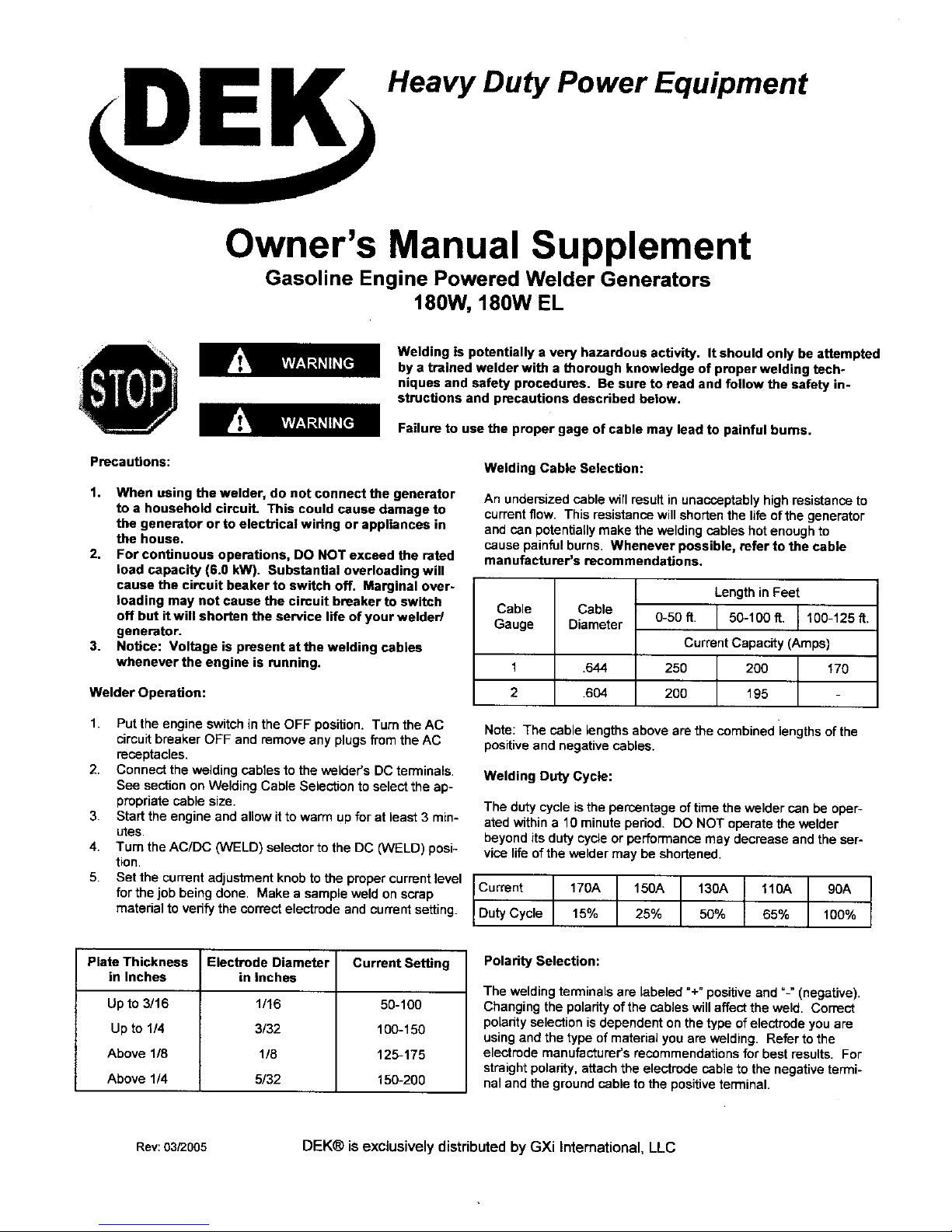
Welding is potentially a very hazardous activity. It should only be attempted
by a trained welder with a thorough knowledge of proper welding tech-
niques and safety procedures. Be sure to read and follow the safety in-
structions and precautions described below.
Failure to use the proper gage of cable may lead to painful burns.
Precautions:
1. When using the welder, do not connect the generator
to a household circuit. This could cause damage to
the generator or to elecb'ical wiring or appliances in
the house.
2. For continuous operations, DO NOT exceed the rated
load capacity (6.0 kW). Substantial overloading will
cause the circuit beaker to switch off. Marginal over-
loading may not cause the circuit breaker to switch
off but it will shorten the service life of your welder/
generator.
3. Notice: Voltage is present at the welding cables
whenever the engine is running.
Welder Operation:
Welding Cable Selection:
An undersized cable will resultin unacceptably high resistanceto
currentflow. This resistancewill shortenthe life ofthe generator
and can potentiallymake the welding cables hot enough to
cause painful burns. Whenever possible, refer to the cable
manufacturer's recommendations.
Cable
Gauge
1
2
Cable
Diameter
.644
.604
Lengthin Feet
0-50 ft. I 50-100 ft. 100-125 ft.
w
CurrentCapacity (Amps)
250 200 170
200 195
1. Put the engine switch in the OFF position. Turn the AC
circuitbreaker OFF and remove any plugs fi'om the AC
receptacles.
2. Connect the welding cables to the welder's DC terminals.
See section on Welding Cable Selection to selectthe ap-
propriatecable size.
3. Start the engine and allow itto warm UPfor at least 3 min-
utes.
4. Turn the AC/DC (WELD) selector tothe DC (WELD) posi-
tion.
5. Set the current adjustment knob to the proper currentlevel
for the job being done. Make a sample weld on scrap
material to verify the correct electrode and currentsetting.
Note: The cable lengths above are the combined lengths of the
positive and negative cables,
Welding Duty Cycle:
The duty cycle is the percentage of time the welder can be oper-
ated within a 10 minute period. DO NOT operate the welder
beyondits duty cycle or performance may decrease and the ser-
vice life ofthe welder may be shortened.
Current 17OA 150A 13OA 110A 9OA
Duty Cycle 15% 25% 50% 65% 100%
Plate Thickness Electrode Diameter Current Setting
in inches in inches
Up to 3/16 1/16 50-100
Up to 1/4 3/32 100-150
Above 1/8 1/8 125-175
Above 1/4 5/32 150-200
Polarity Selection:
The welding terminals are labeled "+" positiveand =-" (negative).
Changing the paladty of the cables will affect the weld. Correct
polarity selection is dependent on the type of electrode you are
using and the type of material you are welding. Refer to the
electrode manufacturer's recommendations for best results. For
straightpolarity, attachthe electrode cable to the negative termi-
nal and the ground cable to the positive terminal.
Rev:03/2005 DEK® is exclusivelydistributed by GXi International,LLC
 Loading...
Loading...