

Page 1
Fiche technique Raccords de retour type RLV avec raccord Press-Fit
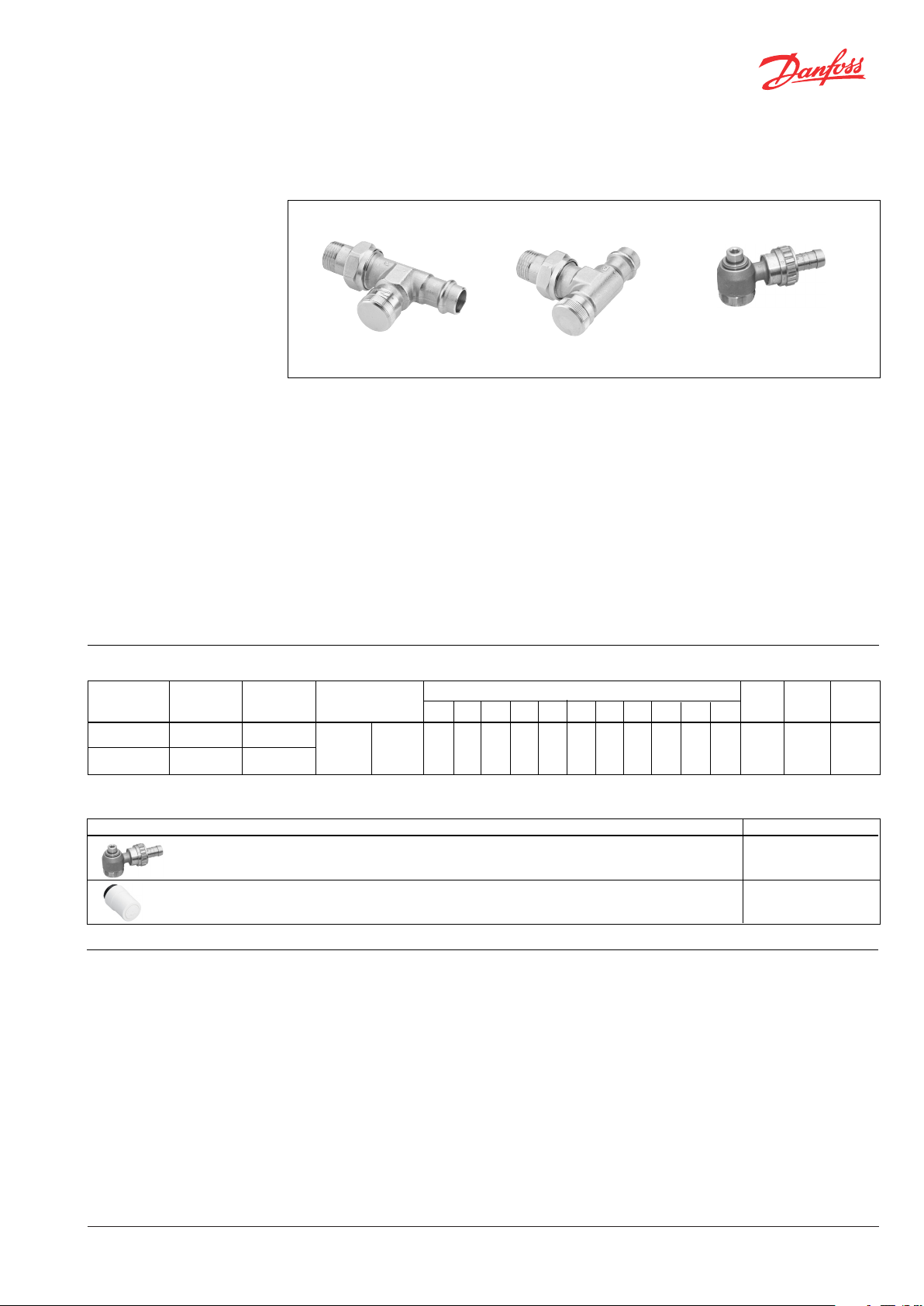
Fiche technique Raccord de retour avec raccord Press-Fit
type RLV avec arrêt et réglage
Application
RLV droit RLV équerre Raccord de vidange
Le corps de vanne avec raccord à sertir est compatible avec les installations comprenant des tuyaux en
acier inoxydable, en cuivre et en acier au carbone. Le
montage nécessite certains outils et mâchoires de sertissage, disponibles dans le commerce (voir page 2).
Les raccords de retour RLV permettent de fermer
chaque radiateur individuellement pour procéder
à des réparations ou à des travaux d’entretien sans
intervenir sur les autres radiateurs, ni perturber le
fonctionnement de l’installation.
Le raccord de retour type RLV se décline
en versions droite et équerre, avec un kvs = 2,5 m3/h.
Le réglage usine correspond à une ouverture totale.
Commande et caractéristiques
Type
Entrée Sortie 0,25 0,5 0,75 1 1,5 2 2,5 3 3,5 4 kvs
RLV 15 Press équerre 003L0225
R ½ 0,2 0,4 0,5 0,65 1,0 1,3 1,7 1,9 2,1 2,3 2,5 10 10 90
RLV 15 Press droit 003L0224
Accessoires et pièces de rechange
Description
Référence
Produit Référence
Raccord
Press-Fit
DN 15
Facteurs kv (m3/h) par rotation(s) de la vis de réglage
Le RLV peut être équipé d’un raccord de vidange en
option. Raccord de vidange ou de remplissage sur
demande. Pour vidanger le radiateur, commencer par
dévisser le cache du raccord de retour, puis fermer le
raccord de retour.
Visser le raccord de vidange, puis l’ouvrir en tournant la
vis à six pans creux vers la gauche.
Le manchon fourni est orientable dans toutes les directions en fonction des besoins.
Pour éviter tout colmatage ou corrosion, la composition
de l’au chaude doit être conforme à la norme VDI 2035
« Protection anticorrosion des systèmes de chauage à
eau ».
Pres-
Pres-
sion de
sion de
contrôle
service
max.
en bar
Temp. max.
d’arrivée
°C
Raccord de vidange et de remplissage avec raccord leté ¾” et manchon
Commande manuelle (pour des raisons de sécurité, l’élément thermostatique doit être remplacé par une
commande manuelle durant l’opération de vidange du radiateur.)
Certications
DKCD VDQDC204 © Danfoss 7/2007 1
Les vannes Press-Fit Danfoss sont contrôlées conformément à la norme EN 215-1 (CEN).
Les tubes mis en œuvre avec les vannes Press-Fit Danfoss doivent être conformes à la norme EN 10312 (tubes soudés en acier inoxydable), EN 1057 (tubes ronds
sans soudure en cuivre) ou EN 10305-2 et EN 10305-3
(tubes de précision à paroi ne en acier non allié,
soudés) et présenter une épaisseur minimale de 1 mm.
Les joints toriques mis en œuvre dans les vannes
Press-Fit sont conformes à la norme EN 681.
003L0152
013G5002
Page 2
Fiche technique Raccords de retour type RLV avec raccord Press-Fit
2 VDQDC204 © Danfoss 7/2007 DKCD
Machine de sertissage
Types de tubes
Ce système est compatible avec les tubes en cuivre, en
acier au carbone et en acier inoxydable conformes à la
norme EN 1057, EN 10305-2 ou EN 10305-3 / EN 10312.
L’épaisseur des tubes ne doit pas être inférieure à
1 mm.
Tubes en cuivre :
Diamètre extérieur et épaisseur conformes à la norme
EN 1057, tableau 3. La dureté minimale des tubes correspond à R 290. Seuls les tubes en cuivre droits sont
donc compatibles. Le renforcement interne des tubes
n’est pas nécessaire.
Tubes en acier au carbone
Tubes de précision soudés à paroi ne en acier non
allié E195 (RSt 34-2), n° de mat. 1.0034 ou E235, n°
de mat. 1.0308 conforme à la norme EN 10305-2 ou
EN 10305-3, état +A (recuit) ou +N (recuit normal).
Les systèmes de chauage hors service doivent être
intégralement remplis ou vidangés, puis asséchés, an
d’éviter toute corrosion due à l’eau et à l’oxygène.
Il convient d’éviter les remplissages ou vidanges partiels, du fait des risques de corrosion accrus.
Tubes en acier inoxydable :
Diamètre extérieur et épaisseur conformes à la norme
EN 10312, tableau 2 pour les tubes en acier de la
série 2.
Compatibilité
Les points de sertissage des vannes Press-Fit Danfoss
ont été conçus pour des outils et des mâchoires de sertissage bien dénis, disponibles dans le commerce. En
règle générale, aucun investissement dans des outils
spéciques n’est nécessaire.
Se reporter au tableau pour savoir quels sont les outils
et mâchoires de sertissage adaptés. Il convient de
contacter le fabricant/fournisseur pour s’assurer de la
compatibilité de mâchoires ou d‘outils de sertissage
non énumérés dans le présent document.
contrôler soigneusement la procédure de sertissage.
Danfoss prescrit une force de sertissage minimale de
30 kN.
Une fois la procédure de sertissage lancée, il convient
de s’assurer qu’elle ne sera pas interrompue par l’outil à
sertir et que l’outil ne pourra pas être retiré avant que le
sertissage n’ait été eectué correctement.
Le contrôle de la procédure de sertissage devra être
conforme aux spécications du fabricant de la machine
et de l’outillage.
Outils de sertissage adaptés :
• Geberit Mapress: PWH 75, EFP2, ECO1/ACO1, EFP3,
AFP3, ACO 3
• REMS: Power-Press E, Power-Press 2000, Power- Press
(ACC), Akku-Press (ACC)
• Rothenberger: ROMAX Pressliner, ROMAX Pressliner
ECO, ROMAX AC ECO
• SANHA: ECO201, ACO201, ACO3, ECO301
• Viega: PT3-EH, PT3-AH, Picco, Typ 2
• Novopress: AFP 101
• RIDGID: CT-400, 320-E
• Klauke: UAP2, UNP2, UP2EL-14
Mâchoires de sertissage adaptées :
• Mapress Geberit: Press jaws15 mm (90532)
• REMS: V15 (570115), M15 (570110), SA15 (570935)
• Rothenberger: SV 15 mm (1.5212X), M 15 mm (1.5102X)
• SANHA: Standard, 15 mm (1692015, 1695815)
• Viega: PT2 15mm (Modell 2299.9, Typ 461 898)
• Novopress: M 15
• RIDGID: ProPress 15 mm (16958)
• Klauke: KSP3 M15 mm, KSP4 V15 mm
Outils de sertissage compatibles
Les mâchoires et outils de sertissage mis en œuvre
doivent être utilisés et entretenus conformément aux
instructions du fabricant/fournisseur. Il convient de
Outre le contrôle d’étanchéité, il
convient de s’assurer que chacun des
raccords a été correctement serti.
Les raccords à sertir Danfoss ne présentent pas de problèmes d’étanchéité
dénis en l’absence de sertissage !
Page 3
Fiche technique Raccords de retour type RLV avec raccord Press-Fit
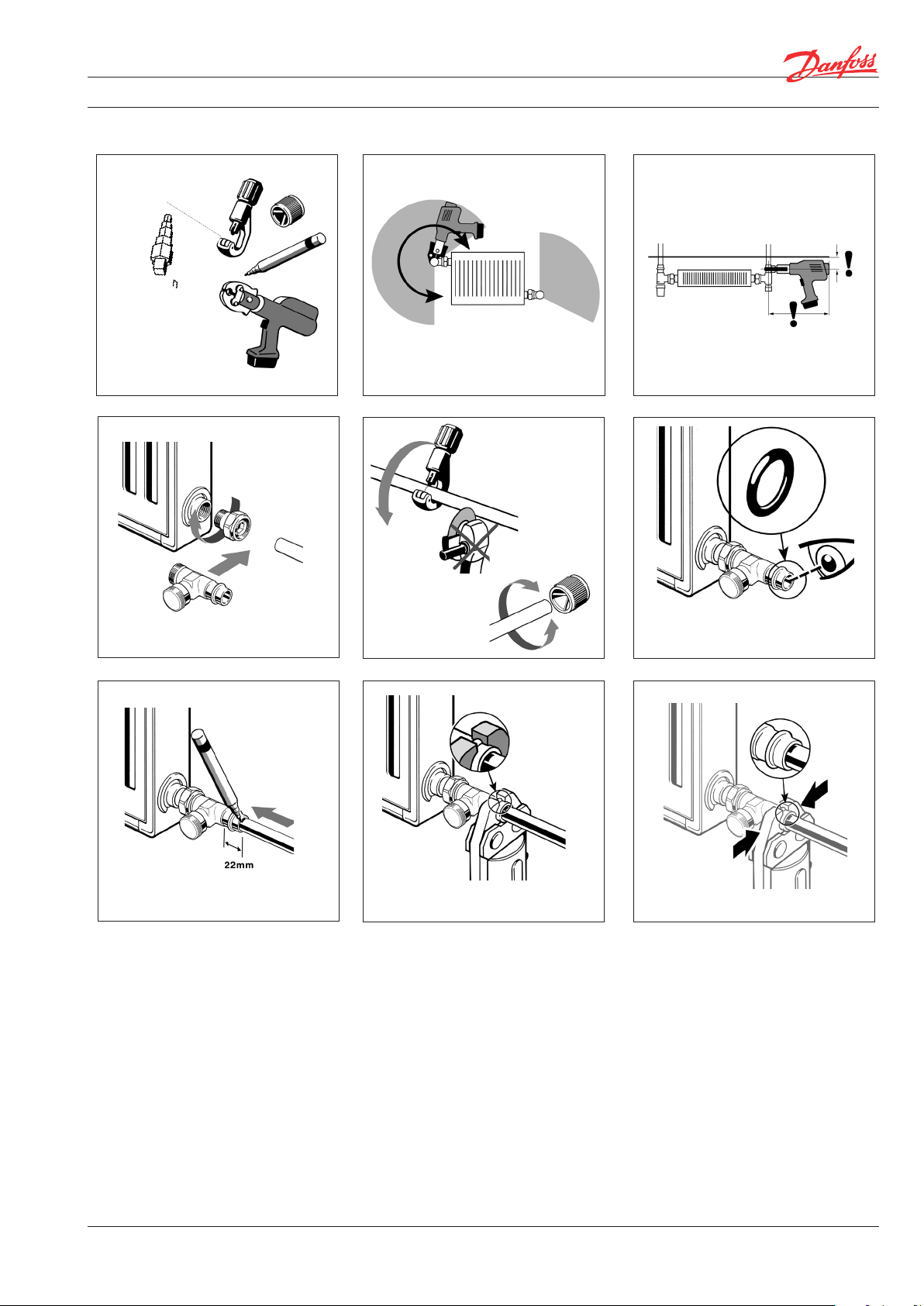
Montage
1 2 3
Étanchéier
le nipple de
raccordement
Vérier que la zone de sertissage
est susamment grande.
4 Raccord de retour RLV 5 6
Vérier que la zone de sertissage
est susamment grande.
Veiller à ce que la zone de sertissage soit propre.
Ne pas utiliser d’agent antigrippant contenant
de l’huile.
7 8 9
DKCD VDQDC204 © Danfoss 7/2007 3
Page 4

Fiche technique Raccords de retour type RLV avec raccord Press-Fit
4 VDQDC204 © Danfoss 7/2007
DKCD
Remplissage et vidange
Réglage et régulation
La procédure de montage et d’utilisation préconisée
pour le raccord de vidange est la suivante :
1. Fermer le robinet thermostatique.
Remplacer l’élément thermostatique par
une molette (réf. 013G3300) pour des raisons de
sécurité.
2. Dévisser le cache, puis fermer le raccord à l’aide d’une
clé pour vis à six pans creux.
3. Visser le raccord de vidange orientable, puis le positionner comme il convient.
4. Ouvrir le raccord de vidange à l’aide d’une clé pour
vis à six pans creux, puis eectuer la
vidange ou le remplissage du radiateur.
Le raccord RLV est réglable. Il permet de réguler le volume d’eau dans les installations avec robinet thermostatique dépourvues de dispositif de préréglage.
La procédure comporte 2 étapes :
A Si la régulation est gérée de manière autonome,
il convient de fermer le raccord de retour à l’aide
d’une clé pour vis à six pans creux de 6 mm.
B Pour régler le volume d’eau souhaité, ouvrir progres-
sivement le raccord de retour à l’aide de la clé pour
vis à six pans creux.
Pour déterminer le réglage adéquat en fonction du
volume d’eau souhaité, se reporter au tableau des
facteurs kv ou aux courbes de capacité.
Le réglage usine correspond à une ouverture totale.
Capacité
mWs
.
V
.
V (l/h)
Page 5

Fiche technique Raccords de retour type RLV avec raccord Press-Fit
ISO 7/1 - R1/2"
SW 24
SW 30
39
72
58
42
ISO 7/1 - R1/2"
58
42
34
30
Conception
1. Cache
2. Douille de guidage
3. Clapet conique
4. Corps de vanne
5. Écrou-raccord
6. Nipple
7
7. Raccord Press-Fit
Matériau des pièces en contact avec l’eau
Corps de vanne laiton résistant au dézingage
Joint torique EPDM
Autres pièces métalliques laiton 58
Dimensions
Engagement de responsabilité
L’accord de responsabilité conclu avec l’association
allemande des installateurs en sanitaire, chauage et
climatisation ZVSHK pour les vannes de radiateurs Danfoss, les vannes de préréglage Danfoss et les raccords
pour radiateurs Danfoss s’applique également aux
corps de vannes avec raccords Press-Fit Danfoss. Cet
accord confère aux installateurs en sanitaire, chauage
et climatisation des garanties supplémentaires en cas
de défaillance.
DKCD VDQDC204 © Danfoss 7/2007 5
Page 6

Fiche technique Raccords de retour type RLV avec raccord Press-Fit
6 VDQDC204 © Danfoss 7/2007
DKCD
Page 7

Fiche technique Raccords de retour type RLV avec raccord Press-Fit
DKCD VDQDC204 © Danfoss 7/2007 7
Page 8

Fiche technique Raccords de retour type RLV avec raccord Press-Fit
Danfoss décline toute responsabilité en cas d’erreurs d’impression dans ses catalogues, brochures ou autres supports imprimés. Danfoss se réserve le droit de modier ses produits sans préavis. Ces conditions s’appliquent également à des produits en cours de livraison, à condition toutefois que les modications éventuelles n’a ectent pas les spécications antérieurement convenues par écrit. Les noms
et les marques de produits gurant dans ce document sont la propriété des sociétés respectives. Le nom Danfoss et le logo de Danfoss sont des marques déposées de la société Danfoss A/S. Tous droits
réservés.
Danfoss N.V./S.A.
A. Gossetlaan 28
B-1702 Groot-Bijgaarden
Tél. 02/ 525 07 11
Fax 02/ 525 07 57
E-mail: info@danfoss.be
www.danfoss.be
8 VDQDC204 © Danfoss 7/2007
DKCD
 Loading...
Loading...