

Page 1
Installation guide
Liquid distributor
Type RD
069R9501
A
en da de fr zh
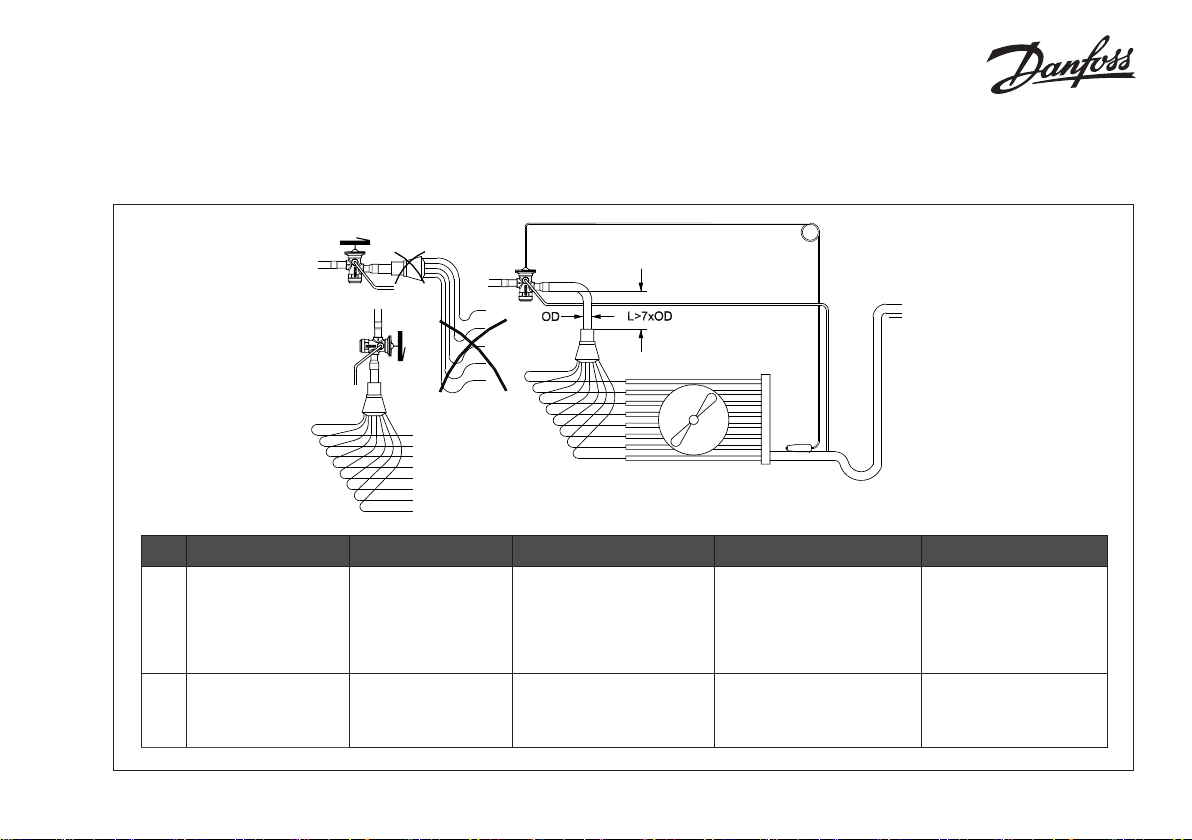
Recommended
brazing material:
Silver-Flo 55
+Easy-ow Flux
All tubes must be
A
of the same length
© Danfoss A/S (AC-MCI / jmn), 2013-05 DKRCC.PI.A00.A4.AA / 520H7516 1
Anbefalet
loddemateriale:
Silver-Flo 55
+Easy-owFlux
Alle rør skal have
samme længde
Empfohlenes
Lötmaterial: Silver-Flo 55
+Easy-ow Flux
Alle Rohre müssen die
gleiche Länge haben
Matériau de brasage
recommandé:
Silver-Flo 55
+Easy-ow Flux
Tous les tubes doivent
être de la même longueur
建议钎焊材料:银焊
料 silver-flo 55 +
易流动性助焊剂
所有管子必须为相同
长度
069R9501
Page 2
en da de fr zh
Brazing suggestions
for installation
To prepare brazing area:
Cu Alloys
– Deburr surfaces
– Clean the surfaces
– Pre-Heating of material
– Cooling of brazed zone
(preferred water)
Typical brazing
temperatures for Alloy:
Cu Alloys
– Typical distributor alloy:
56% – 59% Cu
– Suggested brazing
temperature
449 °C (840 °F)
– Maximum brazing
temperature 704 °C
(1300°F), (Not suggested)
– Fusion Alloy Point
877 °C (1610 °F)
Melting Temperature
< Fusion Alloy Point
Depending of brazing
distributor area, the
temperature can change.
Slagloddeforslag til
installation
Sådan forberedes
et slagloddeområde:
Cu-legeringer
– Slib overaderne af
– Rengør overaderne
– Forvarmning af materialer
– Køling af loddet zone
(vand foretrækkes)
Typiske
slagloddetemperaturer
for legering:
Cu-legeringer
– Typisk fordelerlegering:
56% – 59% Cu
– Foreslået loddetemperatur
449 °C (840 °F)
– Maksimal loddetemperatur
704 °C (1300°F), (anbefales ikke)
– Smeltelegeringspunkt
877 °C (1610 °F)
Smeltetemperatur <
Smeltelegeringspunkt
Afhængigt af
loddetemperaturområdet kan
temperaturen ændre sig.
Lötempfehlungen
bei der Installation
Vorbereitung:
Kupferlegierungen
– Oberächen entgraten
– Oberächen reinigen
– Werkstoe vorwärmen
– Lötstelle kühlen
(bevorzugt mit Wasser)
Typische Löttemperaturen
für Legierungen:
Kupferlegierungen
– Typische Legierung:
56% – 59% Cu
– Empfohlene Löttemperatur
449 °C (840 °F)
– Maximale Löttemperatur
704 °C (1300°F), (nicht
empfohlen)
– Schmelzpunkt der Legierung
877 °C (1610 °F)
Schmelztemperatur
des Lotes < Schmelzpunkt
der Legierung Die Temperatur
kann in Abhäng igkeit des
Lötbereichs schwanken.
Conseils d’installation
pour le brasage
Préparer la zone
de brasage:
Alliages de cuivre
– Ébavurer la surface
– Nettoyer la sur face
– Préchauer la matière
– Refroidir la zone brasée
(de préférence avec de l’eau)
Températures classiques
de brasage pour l’alliage:
Alliages de cuivre
– Alliage pour distributeur
classique: 56% – 59% Cu
– Température de brasage:
449 °C (840 °F)
– Température de brasage:
704 °C (1300°F), (déconseillé)
– Point de fusion de l’alliage:
877 °C (1610 °F)
Température de fusion
< Point de fusion de l’alliage
La température peut varier en
fonction de la zone de brasage
du distributeur.
安装时的钎焊建议
预处理钎焊区域:
铜合金
– 表面去除毛刺
– 清洁表面
– 材料预热
– 冷却钎焊区域
(最好用水)
合金的典型钎焊温度:
铜合金 zh
– 典型的分配器合金:
56% – 59% 铜
– 建议钎焊温度
449 °C (840 °F)
– 最高钎焊温度
704 °C (1300 °F),
(不建议使用)
– 合金熔合点
877 °C (1610 °F)
熔化温度 < 合金熔合点
视分配器钎焊位置不同,
温度也可以有所不同。
2 DKRCC.PI.A00.A4.AA / 520H7516 © Danfoss A/S (AC-MCI / jmn), 2013-05
 Loading...
Loading...