

Page 1

Praktični savjeti za instalatera Praktični savjeti
Stranica broj
Ovo poglavlje je podjeljeno u dva dijela:
Zahtjevi vezani za montažne radove . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
Proces ugradnje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133
© Danfoss A/S (AC-DSL/MWA), 10 - 2006 DKRCC.PF.000.G1.37 125
Praktični savjeti
Page 2
Page 3

Praktični savjeti za instalatera Praktični savjeti - Zahtjevi vezani za montažne radove
Sadržaj Stranica broj
Zahtjevi vezani za montažne radove. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
Cijevni sustav se mora održavati čistim . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
Posebno štetne nečistoće . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
Problemi vezani uz vlagu u postrojenju. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
Problemi vezani uz atmosferski zrak . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130
Problemi vezani uz razlaganje ulja i radne tvari. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130
Problemi vezani uz ostale nečistoće . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130
Zahtjevi vezani za sastavne dijelove i materijale. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130
Sastavni dijelovi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130
Nečistoća i vlaga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
Bakrene cijevi. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
Zahtjevi vezani za radnu tvar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
Zahtjevi vezani za ulje kompresora . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132
© Danfoss A/S (AC-DSL/MWA), 10 - 2006 DKRCC.PF.000.G1.37 127
Praktični savjeti
Page 4
Zabilješke
128 DKRCC.PF.000.G1.37 © Danfoss A/S (AC-DSL/MWA), 10 - 2006
Page 5
Praktični savjeti za instalatera Praktični savjeti - Zahtjevi vezani za montažne radove
Zahtjevi vezani za
montažne radove
Cijevni sustav se mora
održavati čistim
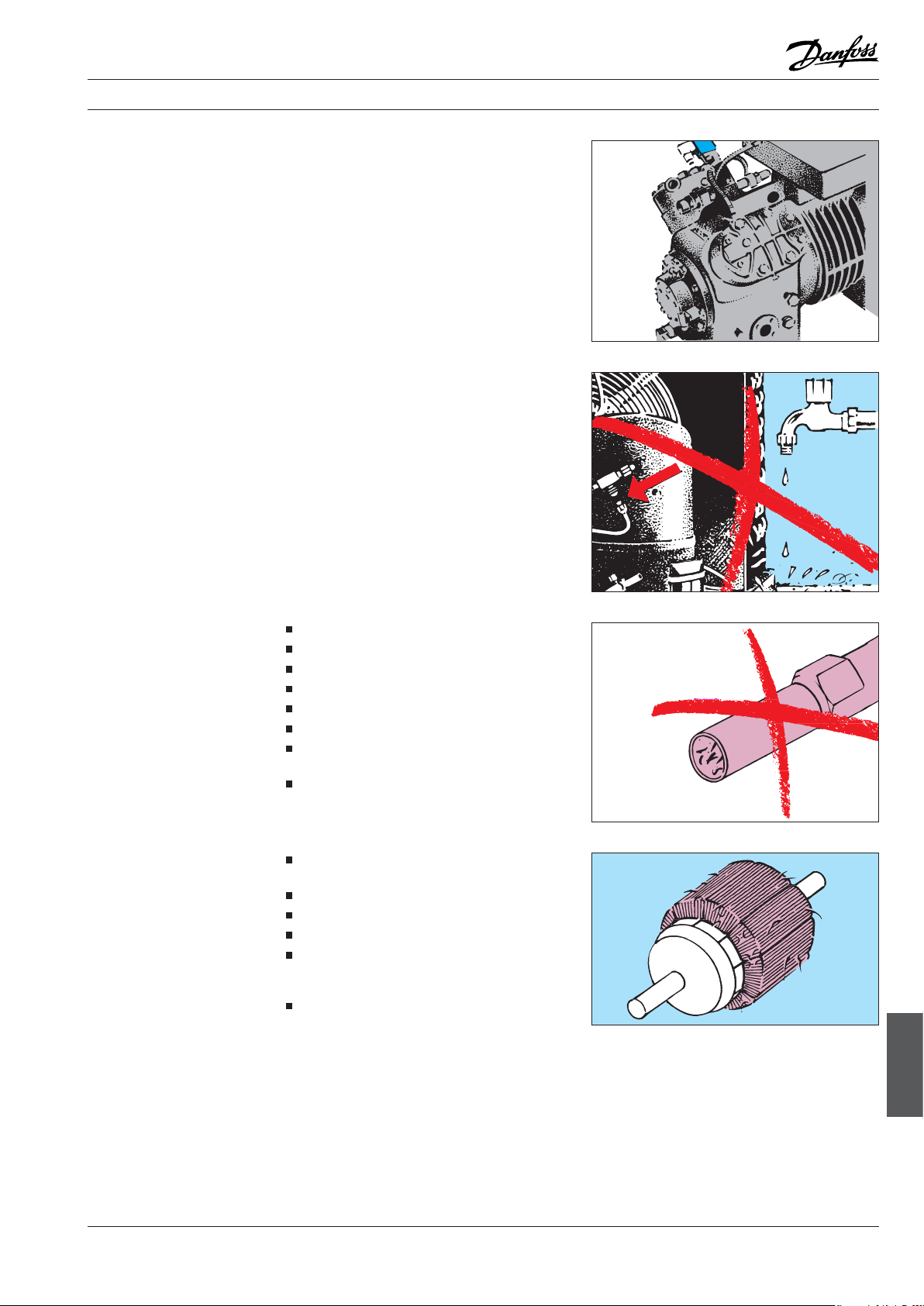
Sve se više komercijalnih rashladnih postrojenja
i klimatizacijskih postrojenja u odgovarajućim
veličinama, izvodi sa hermetičkim ili
poluhermetičkim kompresorima. Ovi kompresori,
u usporedbi sa otvorenim, osjetljiviji su na pojavu
nečistoća u rashladnom krugu.
Iz tog razloga, pred moderna rashladna
postrojenja, postavljaju se posebno visoki
zahtjevi u pogledu kvalitete montažnih i
regulacijskih radova.
Ac0_0003
Temelj pouzdanog rashladnog postrojenja i
njegovog dugog radnog vijeka, predstavlja dobro
dimenzioniran, ispravno montiran i reguliran
rashladni sustav.
Neophodan uvjet je, da radna tvar ne smije doći u
dodir sa stranim česticama (nečistoća).
Ugradnja se, dakle, mora izvoditi sa posebnim
osvrtom na održanje čistoće, posebno u
sustavima sa novim rashladnim sredstvima.
Posebno štetne nečistoće
Problemi vezani uz vlagu u
postrojenju
Vlaga
Vanjski zrak
Sredstvo za lemljenje
Hrđa, bakreni oksid, garež
Metalna strugotina
Nestabilna ulja
Freoni za čišćenje cjevovoda (npr. R11 i karbon
tetraklorid)
Prljavština i prašina
Izdvajanje vode i formiranje leda (blokiranje) u
termostatskom ekspanzijskom ventilu
Stvaranje kiselina
Starenje i raspadanje ulja
Korozija
Stvaranje naslaga bakra (oslobođeni bakar iz
cjevovoda se taloži na sjajne čelične dijelove u
kompresoru)
Razaranje izolacijskog laka na namotajima
motora
Ac0_0010
Ac0_0037
Praktični savjeti
Ac0_0027
© Danfoss A/S (AC-DSL/MWA), 10 - 2006 DKRCC.PF.000.G1.37 129
Page 6
Praktični savjeti za instalatera Praktični savjeti - Zahtjevi vezani za montažne radove
Problemi vezani uz
atmosferski zrak
Problemi vezani uz razlaganje
ulja i radne tvari
Oksidacija ulja
Kemijske reakcije između radne tvari i ulja
Povećan tlak kondenzacije
Ac0_0038
Formiranje organskih i neorganskih kiselina
Korozija
Loše podmazivanje
Povećano trošenje dijelova
Promjenu boje ulja
Stvaranje mulja
Propuštanja kompresorskih tlačnih ventila
uslijed taloženja uljnog gareža
Povećana temperatura tlačnog plina
Oštećenje kompresora
Pregaranje motora
Ac0_0046
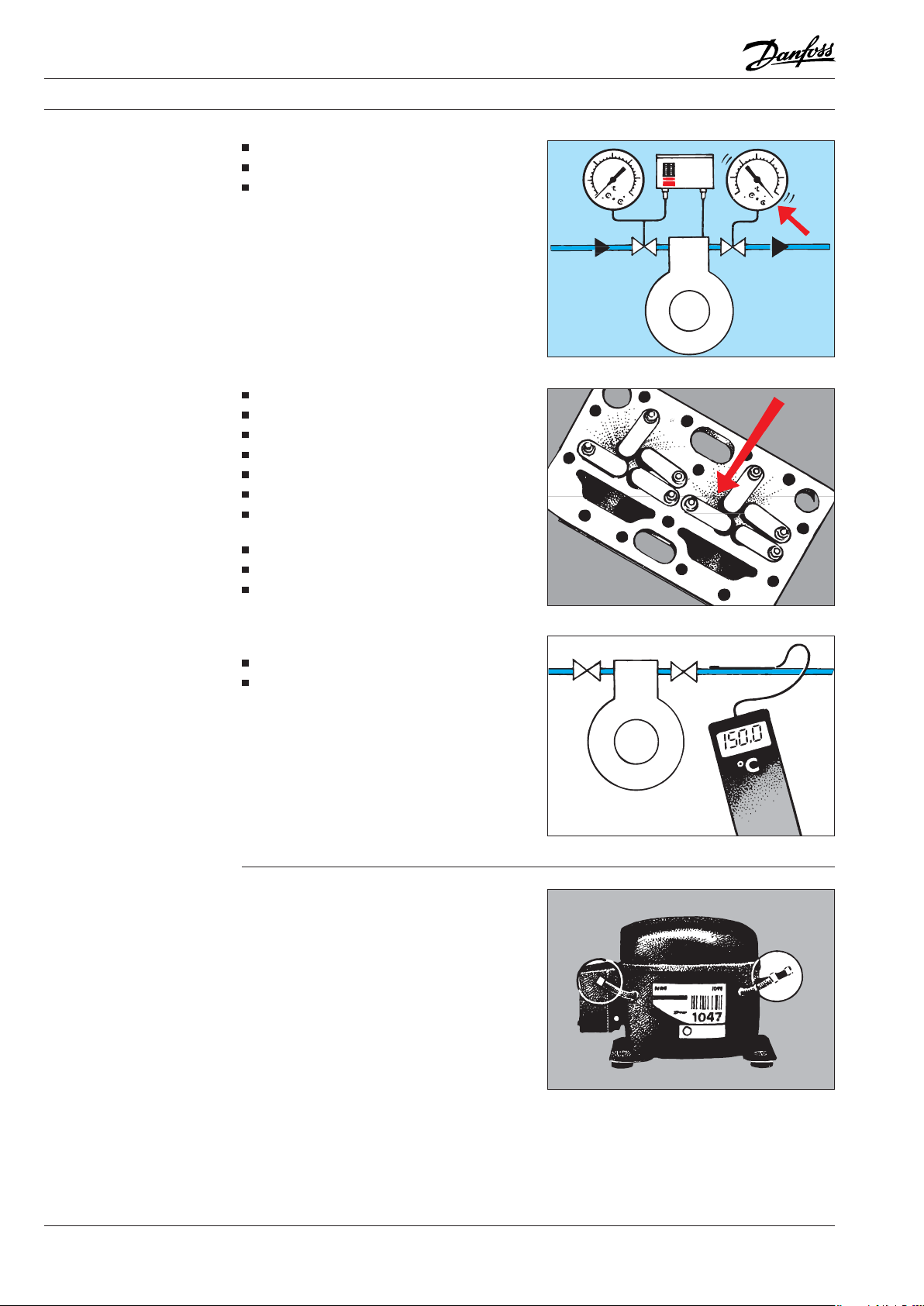
Problemi vezani uz ostale
nečistoće
Zahtjevi vezani za sastavne
dijelove i materijale
Sastavni dijelovi
Ostale nečistoće mogu prouzrokovati:
Ubrzanje kemijskih procesa (razlaganje)
Mehaničke ili električne kvarove
Pri porastu temperature, ubrzavaju se procesi
razlaganja. Zbog toga se moraju izbjegavati
visoke temperature kondenzacije, a posebno
visoke temperature u tlačnom cjevovodu.
U tom cilju, mora se postaviti niz zahtjeva, od
kojih će neki biti opisani u nastavku.
Ac0_0047
Kompresori za rashladna postrojenja i dizalice
topline podvrgnuti su detaljnom čišćenju od
strane proizvođača, čime su, praktično, iz njih
odstranjeni svi tragovi nečistoće i vlage.
Isti standard bi trebalo primijeniti i na ostale
dijelove sustava.
Sve komponente moraju zadovoljiti ove zahtjeve.
U slučaju nedoumice, komponentu bi trebalo
provjeriti.
Ac0_0048
130 DKRCC.PF.000.G1.37 © Danfoss A/S (AC-DSL/MWA), 10 - 2006
Page 7

Praktični savjeti za instalatera Praktični savjeti - Zahtjevi vezani za montažne radove
Nečistoća i vlaga
Nečistoće koje mogu nastati u komponentama
koje nisu kvalitetno očišćene mogu se podijeliti
na:
Hrđa i garež (slobodna i vezujuća)
Staro ulje
Sredstva za topljenje
Metalna strugotina
Vlaga
Manje količine vlage u komponentama sustava
mogu se odstraniti istovremenim zagrijavanjem i
propuštanjem suhog dušika (N
) kroz njih.
2
Odstranjivanje ostalih nečistoća praktično je
nemoguće. Komponente koje sadrže takve
nečistoće, ne bi se smjele ugraditi u rashladnim
sustavima sa halogenim rashladnim sredstvima.
Ac0_0001
Ac0_0005
Bakrene cijevi
Zahtjevi vezani za radnu tvar
U rashladnim postrojenjima, moraju se
upotrebljavati specijalne bakrene cijevi koje su
potpuno očišćene i suhe. Osim toga, cijevi na
krajevima moraju biti hermetički zatvorene.
Ostale cijevi se mogu koristiti, samo ako
zadovoljavaju potrebne zahtjeve.
Sve komponente moraju ostati potpuno
zatvorene, do trenutka ugradnje u rashladno
postrojenje.
Ac0_0049
Radna tvar se mora nabavljati samo od priznatih
distributera. Rashladna sredstva za hermetičke
sustave smiju maksimalno sadržavati sljedeće:
10 ppm = 0,001% vode
100 ppm = 0,01% redne tvari sa visokom
točkom vrenja
0 ppm = 0% kiselina
15000 ppm = 1,5% nekondenzirajućih plinova
Mora se biti vrlo oprezan prilikom ponovne
upotrebe regenerirane radne tvari.
Praktični savjeti
Ac0_0006
© Danfoss A/S (AC-DSL/MWA), 10 - 2006 DKRCC.PF.000.G1.37 131
Page 8

Praktični savjeti za instalatera Praktični savjeti - Zahtjevi vezani za montažne radove
Zahtjevi vezani za ulje
kompresora
Ulje mora biti odobreno od strane proizvođača
kompresora i ne smije sadržavati više od 25 ppm
(0,0025%) vlage i 0% kiseline.
Ac0_0007
132 DKRCC.PF.000.G1.37 © Danfoss A/S (AC-DSL/MWA), 10 - 2006
Page 9

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Sadržaj Stranica broj
Proces ugradnje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
Planiranje. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
Položaj glavnih komponenti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
Ugradnja rashladnog postrojenja. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
Cijevni sustav . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136
Položaj ostalih komponenti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136
Paralelno spojeni kompresori. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
Važni postupci pri ugradnji. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
Skladištenje komponenti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
Rezanje cijevi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 138
Čišćenje cijevi. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 138
Lemljenje sa srebrnim lemom . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 138
Lemljenje sa fosfornim lemom. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 139
Upotreba zaštitnog plina pri lemljenju. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 139
Uštede pri lemljenju . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 139
Oprezno sa temperaturom . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140
Spajanje navojem (bakrene cijevi) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140
Vakumiranje i punjenje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140
Potrebna oprema . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140
Vakuum pumpe. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141
Vakuum crijeva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141
Prvo vakumiranje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142
Provjera vakuuma u sustavu. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142
Provjera propuštanja. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142
Drugo vakumiranje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142
Privremeno podešavanje sigurnosne opreme. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143
Kontrola električne ugradnje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143
Punjenje radnom tvari . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143
Previsok tlak kondenzacije . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
Podešavanje i provjera sigurnosne opreme. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
Uvjeti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
Podešavanje i provjera regulacijske opreme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
Uvjeti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
Podešavanje presostata visokog tlaka . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
Podešavanje presostata niskog tlaka. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
© Danfoss A/S (AC-DSL/MWA), 10 - 2006 DKRCC.PF.000.G1.37 133
Praktični savjeti
Page 10

Zabilješke
134 DKRCC.PF.000.G1.37 © Danfoss A/S (AC-DSL/MWA), 10 - 2006
Page 11

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Proces ugradnje
Planiranje
Proces ugradnje se sastoji od:
Planiranja položaja komponenti i trase
cjevovoda
Postavljanja glavnih komponenti
Postavljanja cjevovoda i komponenti
Vakumiranja
Ispiranja
Tlačne probe
Provjere propuštanja
Punjenja
Podešavanja sigurnosne opreme
Provjere sigurnosne opreme
Podešavanja automatike
Provjere cijelog postrojenja i regulacije
automatike, itd.
Ac0_0061
Ugradnja postrojenja se mora isplanirati tako:
Da se dijelovi objekta uključujući izolaciju
rashladnog prostora, što manje oštećuju
Da se komponente smjeste na što
funkcionalnije lokacije (npr. dovoljan dotok
zraka do kompresora, kondenzatora i
isparivača)
Da cjevovod bude što kraći
Ugradnja glavnih komponenti
Ugradnja rashladnog
postrojenja
Najvažnije komponente (kompresor,
kondenzator, isparivač, itd.) se pričvršćuju
pomoću isporučenih držača i u skladu sa
instrukcijama proizvođača.
Kompresor uvijek mora biti pričvršćen na ravnoj
podlozi. Moraju se upotrijebiti i isporučeni
prigušivači vibracija.
Ugradnja sustava, mora se obaviti po mogućnosti
u što kraćem roku, kako se u postrojenju ne bi
mogle skupljati nikakve količine zraka, vlage ili
drugih nečistoća.
Kompresor i fi lter trebali bi se otvoriti posljednji,
neposredno prije vakumiranja i punjenja
postrojenja.
Prilikom pauza u ugradnji, svi otvori bi trebali biti
nepropusno zatvoreni, kako kako ne bi došlo do
prodiranja zraka i vodene pare.
Ac0_0008
Ac0_0009
Praktični savjeti
Ac0_0004
© Danfoss A/S (AC-DSL/MWA), 10 - 2006 DKRCC.PF.000.G1.37 135
Page 12

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Cijevni sustav
Cjevovod mora biti horizontalan ili vertikalan.
Izuzeci su:
Usisni cjevovod, koji ima blagi nagib prema
kompresoru.
Tlačni cjevovod, koji ima blagi nagib od
kompresora.
Držači cijevi moraju se ugraditi na odgovarajućim
rastojanjima, prema promjeru cijevi i
komponentama koje opterećuju cjevovod.
Ukoliko su prigušivači vibracija ugrađeni na
kompresor, onda je potrebno i ugraditi prigušivač
vibracija u tlačni i usisni cjevovod.
Ac0_0002
Uljni džepovi moraju se postaviti u vertikalne
cijevi na svakih 1,2 do 1,5m. Kod postrojenja
sa velikim oscilacijama opterećenja,
neophodno je ugraditi dvostruke usponske
cjevovode.
Prilikom postavljanja usisnog cjevovoda, mora
se voditi računa o povratu ulja u kompresor.
U postrojenjima sa velikim oscilacijama
opterećenja, posebno strogi zahtjevi
postavljaju se u slučaju niskih opterećenja.
Položaj ostalih komponenti
Ac0_0011
Sve komponente moraju se postaviti tako, da
im se može lako pristupiti prilikom servisa ili
popravaka.
Automatika i sigurnosna oprema moraju biti
izvedene tako, da se mogu ispitati i podesiti
običnim alatom.
Ac0_0012
136 DKRCC.PF.000.G1.37 © Danfoss A/S (AC-DSL/MWA), 10 - 2006
Page 13

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Paralelno spojeni kompresori
Paralelno spojeni kompresori moraju se
ugraditi sa izjednačenjem razine ulja u
kućištima, kako bi se osiguralo da kompresori
koji povremeno ne rade, ne ostanu bez
ulja. Ugradnjom cijevi za izjednačenje ulja
postiže se ravnomjerna raspodjela među
kompresorima.
U sustavima sa jednom cijevi za
izjednačavanje, mora se voditi računa da njen
promjer bude dovoljno veliki kako bi kroz nju
moglo nesmetano prolaziti i ulje i para radne
tvari.
U sustavima sa dvije cijevi za izjednačavanje (sl.1)
Jedna cijev mora biti postavljena između
donjih, a druga između gornjih dijelova kućišta
(kartera). Kod oba načina, kompresori moraju biti
postavljeni u istoj ravnini.
Regulacija razine ulja (sl.2)
Izjednačenje razine ulja, može se postići i
korištenjem regulatora razine ulja.
U tom slučaju, kompresori se mogu postaviti na
različitim razinama.Ova metoda je znatno skuplja
od one sa jednostavnim cjevovodom.
Za regulaciju razine ulja potrebni su sljedeći
dijelovi:
odvajač ulja (1)
ventil za izjednačavanje tlaka (2)
rezervoar ulja (3)
uljni fi lter (4)
regulator razine ulja (5).
Treba upamtiti da svaki kompresor mora biti
zaštićen presostatom visokog tlaka npr. KP7.
Važni postupci pri ugradnji
Skladištenje komponenti
Postupci koji posebno unose
nečistoće u rashladni sustav su:
skladištenje komponenti
rezanje cijevi
čišćenje krajeva cijevi
lemljenje
navojni spojevi
Sve komponente ne smiju se otvarati u
prostorijama sa nižom temperaturom od okoline,
kako bi se spriječila kondenzacija.
Npr. komponente ne smiju, neposredno nakon
iznošenja iz hladnog servisnog vozila ugraditi u
prostoriji sa višom temperaturom.
Ac0_0036
Praktični savjeti
Ac0_0013
© Danfoss A/S (AC-DSL/MWA), 10 - 2006 DKRCC.PF.000.G1.37 137
Page 14

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Rezanje cijevi
Čišćenje cijevi
Cijevi treba skraćivati alatom za rezanje
cijevi ili pilom. Nikada ne koristiti sredstva za
podmazivanje/hlađenje.
Ostatke sa vanjske i unutrašnje strane odstraniti
posebnim alatom.
Treba izbjeći da strugotina dospije u cijev.
Kako bi se osigurao odgovarajući promjer i oblik,
treba koristiti alat za kalibriranje.
Cijevi pročistiti propuštanjem jake struje suhog
komprimiranog zraka ili suhog dušika (N
).
2
Zbog prevelikog postotka vlage nikad ne koristiti
obični komprimirani zrak jer sadrži previše vlage.
Nikad nemojte puhati u cijev.
Cijevi koje su pripremljene za kasniju upotrebu,
moraju se odložiti sa zatvorenim krajevima,
zajedno sa ostalim komponentama.
Ac0_0014
Ac0_0015
Lemljenje sa srebrnim lemom
Najčešće korištena sredstva za lemljenje su legure
od 30% srebra, sa bakrom, cinkom i kositrom, a to
je tzv. srebrni lem. Područje topljenja je od 655°C
do 755°C.
Srebrni lem se veže samo za čiste, neoksidirane
metalne površine.
Krajevi cijevi se moraju očistiti specijalnim
četkama, a sredstvo za topljenje se nanosi
neposredno prije lemljenja.
Sredstvo za topljenje za srebrnog lema treba
rastopiti u alkoholu, a ne u vodi.
Ac0_0016
Nakon što su dijelovi spojeni, sredstvo za
topljenje treba nanijeti u tankom sloju na mjesto
lemljenja.
Srebrni lem se može upotrijebiti za spajanje
različitih materijala, npr. bakar/bakar i čelik/bakar.
Ac0_0017
138 DKRCC.PF.000.G1.37 © Danfoss A/S (AC-DSL/MWA), 10 - 2006
Page 15

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Lemljenje sa fosfornim lemom
Upotreba zaštitnog plina pri
lemljenju
Fosforni lem se sastoji od 2-15% srebra sa bakrom
i fosforom. Područje topljenja je od 640°C do
740°C.
Kod lemljenja fosfornim lemom ne smije se
koristiti nikakvo sredstvo za topljenje.
Fosforni lem se smije koristiti samo za spajanje
bakra sa bakrom ili pobakrenim čeličnim
nastavcima.
Ac0_0018
Pri visokim temperaturama, koje se javljaju
tijekom lemljenja, a pod utjecajem zraka iz
atmosfere, dolazi do brzog stvaranja proizvoda
oksidacije (gareža).
Zbog toga se kroz sustav, tijekom lemljenja,
propušta zaštitni plin. Pustite struju suhog
inertnog plina kroz cijev.
Sa lemljenjem počnite tek kada u tom dijelu
cjevovoda nema više zraka.
U početku, poželjno je pustiti snažnu struju
inertnog plina.
Pažljivo promatrajte da u cjevovod uz plin ne ide
i struja zraka.
Smanjite jačinu plina na minimum kada
započinjete s lemljenjem, te je održavajte tijekom
cijelog procesa lemljenja.
Lemljenje izvršiti sa kisikom i plinom, sa nešto
manjom količinom kisika.
Lem se dovodi tek kada je postignuta
temperatura topljenja.
Uštede pri lemljenju
Ac0_0019
Ne koristite nikada više lema nego što je to
potrebno, jer se cijev može djelomično ili
potpuno blokirati.
Lemljenje izvršiti što brže, kako se ne bi smanjilo
apsorbirajuće djelovanje sredstva za topljenje na
kisik, ne duže od 15 sekundi.
Praktični savjeti
Ac0_0020
© Danfoss A/S (AC-DSL/MWA), 10 - 2006 DKRCC.PF.000.G1.37 139
Page 16

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Oprezno sa temperaturom
Navojni spojevi
(bakrene cijevi)
Temperatura ne smije biti veća nego što je
neophodno.
Zato plamen lagano povlačite nazad kada je
postignuta temperatura topljenja.
Ostaci sredstva za topljenje uklanjaju se četkom i
toplom vodom.
Ne savjetuje se upotreba lemova na bazi kositra ili
olova u rashladnim postrojenjima.
Ac0_0021
Za rashladna postrojenja, koristiti samo specijalne
bakrene cijevi.
Cijev odsijecite pod pravim kutom.
Uklonite sve unutarnje i vanjske ostatke obrade.
Izradite navoj pravilne veličine, niti premalen, niti
prevelik.
Formirajte rub tako da postane tvrd, pritom ga ne
stežući previše.
Posljednje pritezanje obavite neposredno pri
ugradnji.
Vakumiranje i punjenje
Potrebna oprema
Ac0_0022
Sljedeće mjere:
Nakon završetka ugradnje, mora se pristupiti
sljedećem:
vakumiranje i punjenje radnom tvari
provjera propuštanja
startanje i podešavanje
Greške nakon starta sustava mogu zahtijevati:
popravke na sustavu
vakuum pumpa,
vakuum metar,
boca za punjenje (ili servisna boca sa radnom
tvari) (vakuum pumpa, vakuum metar i boca
za punjenje mogu biti u jednom sklopu kao
sklop za punjenje i vakuumiranje)
crijeva za punjenje,
detektor za provjeru propuštanja
Prilikom vakuumiranja iz sustava se moraju
ukloniti vlaga, atmosferski zrak i inertni plinovi.
Ac0_0023
140 DKRCC.PF.000.G1.37 © Danfoss A/S (AC-DSL/MWA), 10 - 2006
Page 17

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Vakuum pumpa
Crijeva za vakumiranje
Vakuum pumpa bi trebala sniziti tlak u sustavu na
0,05 mbar.
Kapacitet pumpe bi trebao biti oko 20 l/min.
Učinkovito vakumiranje zahtjeva veliki promjer
cijevi.
Stoga se ne preporučuju servisni “Schrader”
ventili. Ako postoje, treba koristiti priključke na
servisnim kompresorskim ventilima (rotolock
ventili), usisni i tlačni.
Tijekom vakumiranja servisne ventile treba
postaviti u srednju poziciju.
Ac0_0024
Crijeva za vakumiranje i cijevi moraju biti što
kraći, a njihov promjer što veći.
Obično se mogu koristiti obična crijeva za
punjenje od 1/4”, maksimalne dužine od 1m.
Vakumirajte polako, sa dvostupanjskim vakuum
pumpama.
U daljem tekstu, opisan je postupak prilikom
vakumiranja i punjenja.
Kontrola vakuum pumpe i crijeva
a) Ugradite crijeva za punjenje između podesta
za punjenje i kompresora. Zatvorite spoj
između crijeva za punjenje i kompresora.
b) Uključite crpku tako da smanji tlak što više
c) Zatvorite crpku od ostatka sustava
d) Isključite crpku
e) Očitajte tlak na vakuum metru i zabilježite.
Tlak ne smije biti veći od 0,05 mbar
f) Kontrolirajte da li se vakuum održava. Ako ne,
potražite propusnost npr. crijeva za punjenje,
ventili i sl.
Ac0_0025
Praktični savjeti
Ac0_0026
© Danfoss A/S (AC-DSL/MWA), 10 - 2006 DKRCC.PF.000.G1.37 141
Page 18

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Prvo vakumiranje
Provjera vakuuma u sustavu
Vakumiranje sa usisne strane. Po mogućnosti,
treba predvidjeti vakumiranje sa dvije strane tlačne i usisne strane kompresora.
Crijevo(a) za punjenje treba ugraditi između
podesta za punjenje i kompresora.
Otvoriti sve ventile, uključujući i
elektromagnetske
Automatske regulacijske ventile, otvoriti
maksimalno.
Vakumirajte postrojenje po mogućnosti
do vrijednosti koja je ranije očitana na
vakuum metru.
Izvesti kao što je opisano u “ Kontrola vakuum
pumpe i crijeva”
Ako postoji curenje (istjecanje): približno locirati
zatvaranjem sustava po sekcijama.
Po potrebi pritegnuti navojne/prirubničke i
prirubničke spojeve
Ponoviti vakumiranje
Ponavljati postupak sve dok se vakuum
ne održi, odnosno nastaviti sa sljedećom
operacijom.
Ac0_0028
Provjera propuštanja
Drugo vakumiranje
Postrojenje dopuniti na 2 bara nadtlaka
Provjeriti sve spojeve
Ako se utvrdi ispuštanje:
Izvući radnu tvar iz sustava pomoću uređaja za
regeneraciju radne tvari.
Popraviti propusnost
Ponavljati postupak dok sustav ne bude
potpuno nepropustan
Ac0_0030
Ako je postrojenje još uvijek pod tlakom, treba
izvući radnu tvar iz sustava pomoću uređaja za
regeneraciju radne tvari.
Zatim treba izvršiti ponovno vakumiranje kao
što je opisano pod “Prvo vakumiranje”.
Ovaj postupak će ukloniti preostali zrak i vlagu iz
sustava.
Ac0_0029
142 DKRCC.PF.000.G1.37 © Danfoss A/S (AC-DSL/MWA), 10 - 2006
Page 19

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Privremeno podešavanje
sigurnosne opreme
Kontrola električne ugradnje
Treba provjeriti i podesiti presostat visokog
tlaka, kao i ostalu sigurnosnu opremu,
uključujući i zaštitu motora (podesiti prema
vrijednostima skale).
Ac0_0031
Provjeriti trasu el. vodova
Provjeriti upravljački sustav, dok je motor
isključen
Provjeriti smjer okretanja motora, zamijeniti
faze po potrebi
Ac0_0032
Punjenje radnom tvari
Nakon završenog vakumiranja, treba izvršiti
punjenje radnom tvari.
Za to se koristi podest za punjenje, odnosno
cilindar za punjenje i vaga, koja može točno
dozirati odgovarajuću količinu radne tvari. Kod
postrojenja bez sakupljača, zahtjeva se velika
preciznost.
Ukoliko sustav ima servisni ventil, radna tvar se
može napuniti u tekućinski vod u kapljevitom
stanju. Inače, radna tvar se u plinovitom stanju
puni u kompresor preko nepovratnog ventila dok
je on u pogonu.
Pažnja:
Tijekom procesa dopunjavanja treba paziti da
tekućina ne dođe u kompresor jer to uzrokuje
hidrauličke udare
Punjenje se mora vršiti dok god postoje mjehurići
pare na kontrolnom staklu, osim ako se stvaranje
pare ne tumači nekim drugim uzrokom, vidi pod:
“Savjeti za instalatere, Otkrivanje grešaka”.
Ukoliko je nepoznata potrebna količina radne
tvari, primijeniti gore navedeni postupak.
Pri tome je neophodno stalno kontrolirati, da tlak
kondenzacije i usisni tlak ostanu u granicama
normale te da pregrijanje termostatskog
ekspanzijskog ventila nije premalo.
Ac0_0033
Praktični savjeti
Ac0_0034
© Danfoss A/S (AC-DSL/MWA), 10 - 2006 DKRCC.PF.000.G1.37 143
Page 20

Praktični savjeti za instalatera Praktični savjeti - Proces ugradnje
Previsok tlak kondenzacije
Podešavanje i provjera
sigurnosne opreme
Uvjeti
Previsok tlak kondenzacije tijekom procesa
punjenja, može značiti da je sustav prepunjen, i
da se dio radne tvari mora odstraniti.
Uvijek koristite uređaj za regeneraciju radne tvari
kada treba izvući radna tvar iz sustava.
Ac0_0035
Konačno podešavanje i provjera sigurnosne
opreme mora se izvršiti na svakoj mehaničkoj i
električnoj komponenti, tijekom rada postrojenja.
Funkcije komponenti treba provjeriti preciznim
instrumentima, vidi pod: “Savjeti za instalatere” za dotičnu komponentu.
Podešavanje i provjera
regulacijske opreme
Postupak
Podešavanje presostata
visokog tlaka
Podešavanje presostata
niskog tlaka
Ac0_0039
Ukoliko postoji regulator tlaka isparavanja,
obaviti grubo podešavanje
Podesiti pregrijanje na termostatskom
ekspanzijskom ventilu
Korištenjem manometra podesite stalnu
vrijednost tlaka
Podesite regulator učina
Podesite termostate (provjera pomoću
termometra)
Ac0_0062
Povećajte tlak kondenzacije na maksimalno
dozvoljeni tlak i podesite presostat visokog
tlaka pomoću manometra.
Smanjite usisni tlak na min. dozvoljeni tlak
i podesite presostat niskog tlaka pomoću
manometra.
Upozorenje:
Tijekom gore spomenutih
podešavanja, treba stalno
Ac0_0045
kontrolirati da li postrojenje radi u
okviru dozvoljenih radnih uvjeta.
Na kraju - osigurajte da se naljepnica sa
identifi kacijom radne tvari uvijek nalazi na
vidnom mjestu, radi budućeg servisa.
144 DKRCC.PF.000.G1.37 © Danfoss A/S (AC-DSL/MWA), 10 - 2006
 Loading...
Loading...