

Installation guide
148H115_06-2014
Strainer
FIA 15 -20 0
148 R9551
1
Maintenance
FIA 15-200
D
C
B
A
ENGLISH
Refrigerants
Applicable to HCFC, HFC, R717 (Ammonia), R744 (CO2) and all flammable
refrigerants.
The strainer is only recommended for use in closed circuits. For further
information please contact your local Danfoss sales office.
Pressure and temperature range
–60/+150 °C (– 76/ + 302 °F)
FIA 15-200:
148 R9551
Danfoss
D
2
The strainers are designed for a max. working pressure of 52 bar (754 psi g)
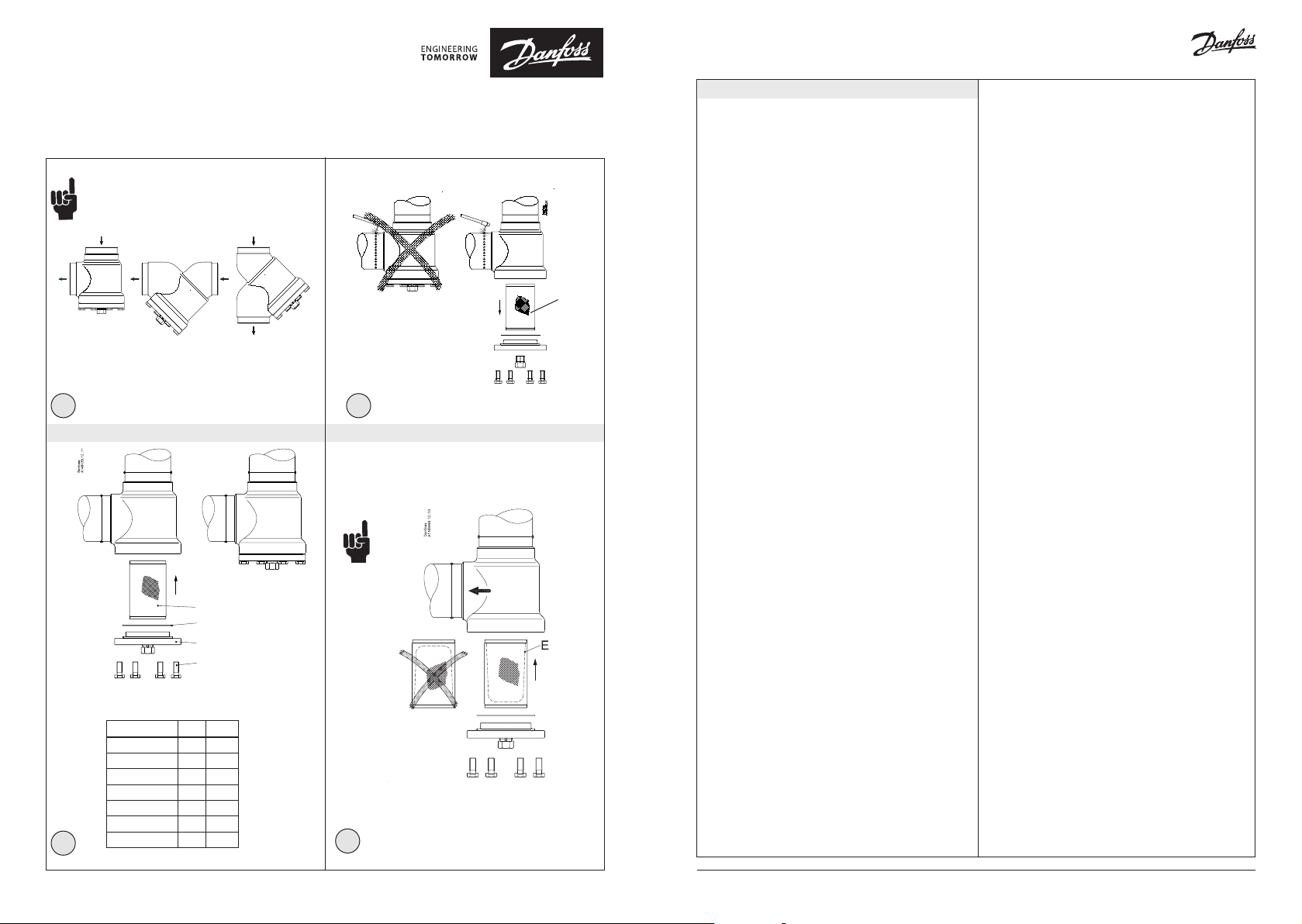
Installation
Note:
At delivery the strainer housing is not equipped with strainer insert
or accessories.
The strainer must be installed with the top cover downwards, and the flow
must be directed towards the top cover as indicated by the arrow on the
strainer housing (fig. 1). The strainer insert must be inserted after welding.
The strainer housing is designed to withstand a high internal pressure.
However, the piping system should be designed to avoid liquid traps
and reduce the risk of hydraulic pressure caused by thermal expansion.
It must be ensured that the strainer is protected from pressure transients
like “liquid hammer” in the system.
Recommended flow direction
The strainer must be installed with the flow towards the top cover as
indicated by the arrow on the side of the valve body (fig. 1). Flow in the
opposite direction is not acceptable.
Welding
The top cover should be removed before welding (fig. 2) to prevent damage
to the gasket between the strainer housing and top cover. Only materials
and welding methods compatible with the valve housing material, must
be applied to the valve housing.
Clean the strainer housing internally to remove welding debris at
completion of welding and before the strainer is reassembled.
Removing the top cover can be omitted provided that:
The temperature in the area between the strainer housing and top cover
during welding does not exceed +150 °C/+302 °F.
This temperature depends on the welding method as well as on any
cooling of the strainer housing during the welding itself.
(Cooling can be ensured by, for example, wrapping a wet cloth around
the filter body). Make sure that no dirt, welding debris etc. get into the
strainer during the welding procedure.
The strainer housing must be free from stresses (external loads) after
installation.
Strainers must not be mounted in systems where the outlet side of
the strainer is open to atmosphere. The outlet side of the strainer must
always be connected to the system or properly capped off, for example
with a welded-on end plate.
Assembly
Remove welding debris and any dirt from pipes and strainer housing
before assembly. Check that the strainer insert has the right size before
it is inserted in the top cover and check that the gasket is undamaged.
Place the strainer insert (pos. D) from underneath. The insert has a slight
force fit into the housing, no gaskets or O-rings are used.
If magnet inserts have been chosen as accessory, fit those on the top
cover before replacing the cover.
Tightening
Tighten the top cover with a torque wrench, to the values indicated in
the table (fig. 3). Please note that the table (fig. 3)
containing maximum torque must be adhered to and never exceeded.
If the drain valve has been chosen as accessory, the drain plug should
be replaced by the drain valve.
Colours and identification
The FIA strainers are painted with a red oxide primer in the factory. Precise
identification of the strainer is made via the ID plate on the top cover, as
well as by the stamping on the strainer housing. The external surface of
the strainer housing must be prevented against corrosion with a suitable
protective coating after installation and assembly.
Be sure to protect the ID plate when repainting the strainer.
Maintenance
Mounting of accessory: Filter bag (fig. 4)
A 50μ filter bag (pos. E), especially for commissioning of the plant, can
replace the normal strainer insert.
Mount the filter bag (held in place by the filter holder) and be sure to
place the filter bag correctly in the strainer as shown in fig. 4.
The flow must go into the filter bag cavity and out or else the bag will
not function properly.
Dismantling the strainer (fig. 3)
Before servicing the strainer, isolate it from the system and
remove all refrigerant by evacuation to zero pressure.
Check for refrigerant pressure before unscrewing and removal of the
top cover.
The strainer insert must be removed without any use of tools.
Cleaning
Clean the strainer insert using an appropriate solvent by flushing and
brushing. The use of strong acids cannot be recommended. The strainer
insert must be wiped or blown dry before inspection. If the insert is
damaged or the sediments cannot be removed, the strainer insert
must be replaced.
Assembly
Remove any dirt from the housing before the strainer is assembled.
Replacement of gasket
Change the gasket for the top cover (pos. C) and drain plug.
Check that the strainer insert is correctly placed before remounting the
top cover and bolts (pos. A).
Tightening (fig. 3)
Tighten the top cover bolts (pos. A) with a torque wrench according to
the table in fig. 3
Use only original Danfoss parts (including gaskets) for replacement.
Materials of new parts are certified for the relevant refrigerant.
In cases of doubt, please contact your local Danfoss sales office.
Max. torque
DN 15-20 21 15
DN 25-32-40-50 44 32
DN 65 74 54
DN 80 44 32
DN 100 75 53
DN 125-150 183 135
3
DN 200-300 370 272
© Danfoss | DCS (nb) | 2020.03
Nm LB-ft
4
AN044486417485en-000601 | 1
© Danfoss | DCS (nb) | 2020.03
AN044486417485en-000601 | 2
DEUTSCH
Kältemittel
Anwendbar für HFCKW, HFKW, R717 (Ammoniak), R744 (CO2) und alle
brennbaren Kältemitteln.
Der Filter ist nur für die Verwendung in geschlossenen Kreisläufen
empfohlen. Für weitere Informationen wenden Sie sich bitte an Danfoss.
Temperatur- und Druckbereich
–60/+150°C
FIA 15-200:
Die Filter sind für einen max. Betriebsdruck von 52 bar (754 psi g) ausgelegt.
Installation
Hinweis:
Das Filtergehäuse ist bei lieferung nicht mit Filtersieb oder Zubehör
ausgestattet.
Der Filter muss mit dem Kopfdeckel nach unten eingebaut werden und
der Durchfluss muss in Pfeilrichtung auf dem
Filtergehäuse zum Kopfdeckel geleitet werden (Abb. 1). Das Filtersieb
darf erst nach Schweißarbeiten eingesetzt werden.
Der Filter ist für einen hohen Innendruck ausgelegt. Das Verrohrungssystem
sollte jedoch so ausgelegt sein, um Flüssigkeitseinschlüsse zu verhindern
und das Risiko von Hydraulikdruck verursacht durch Wärmeausdehnung
zu minimieren. Es muss sichergestellt werden, dass der Filter vor
Druckstößen wie Flüssigkeitschläge im System geschützt ist.
Empfohlene Durchflussrichtung
Der Filter muss mit dem Durchfluss in Pfeilrichtung auf dem Filtergehäuse
zum Kopfdeckel eingebaut werden (Abb.
1). Durchfluss in der entgegengesetzten Richtung ist nicht zulässig.
Schweißen
Der Kopfdeckel muss vor dem Schweißen entfernt werden (Abb. 2), um
Beschädigung an der Dichtung zwischen Filtergehäuse und Kopfdeckel
zu verhindern. Nur mit dem Filtergehäusewerkstoff verträglich Werkstoffe
und Schweißverfahren dürfen beim Schweißen des Filtergehäuses
verwendet werden.
Der Filter sollte nach dem Schweißen und vor dem Zusammenbau innen
gereinigt werden, um Schweißüberreste zu entfernen.
Das Entfernen des Kopfdeckels kann entfallen, wenn:
Die Temperatur im Bereich zwischen Ventilgehäuse und Kopfdeckel
während des Schweißens +150 °C nicht überschreitet.
Diese Temperatur hängt sowohl vom Schweißverfahren als auch von der
Kühlung des Filtergehäuses während des
eigentlichen Schweißens ab. (Kühlung kann zum Beispiel sichergestellt
werden, indem ein nasses Tuch während des Schweißvorgangs um das
Filtergehäuse gewickelt wird).
Es ist sicherzustellen, dass kein Schmutz, keine Schweißüberreste usw.
während des Schweißens in den Filter gelangen. Das Filtergehäuse muss
nach dem Einbau frei von Beanspruchungen (externen Belastungen)
sein. Filter dürfen nicht in Systemen eingebaut werden, in denen die
Auslassseite des Filters zur Atmosphäre offen ist.
Die Auslassseite des Filters muss immer an das System angeschlossen
oder fest verschlossen werden, zum Beispiel mit einem angeschweißten
Endblech.
Zusammenbau
Vor dem Zusammenbau Schweißüberreste und Schmutz von
Rohrleitungen und Filtergehäuse entfernen. Bevor das
Filtersieb in den Kopfdeckel eingesetzt wird, ist sicher zu stellen, dass
es die richtige Größe hat. Auch sicherstellen, dass die Dichtung nicht
beschädigt ist.
Das Filtersieb (Pos. D) von unten einsetzen. Das Filtersieb hat leichte
Presspassung im Gehäuse, es werden keine Dichtungen oder O-Ringe
verwendet. Wenn Magnete als Zubehör gewählt wurden, sollten diese
vor der Montage des Deckels am Kopfdeckel befestigt werden.
Anziehen
Den Kopfdeckel mit einem Drehmomentschlüssel anziehen (Werte bitte
in der Tabelle Abb. 3 entnehmen. Bitte beachten, dass es sich hierbei
um maximalwerte handelt, die niemals überschritten werde dürfen).
Wenn das Ablassventil als Zubehör gewählt wurde, sollte der
Ablassstopfen durch das Ablassventil ersetzt werden.
Farben und Kennzeichnungen
Die FIA-Ventile werden ab Werk mit Rotoxid grundiert. Eindeutige
Kennzeichnung des Ventils erfolgt über den Kennring am Kopfdeckel
sowie die Prägung am Ventilgehäuse. Die Außenfläche des Ventilgehäuses
muss nach dem Einbau und dem Zusammenbau mit einer geeigneten
Schutzbeschichtung gegen Korrosion geschützt werden.
Beim Neulackieren des Ventils wird Schutz des Kennschilds empfohlen.
Wartung
Einbau des Zubehörs:
Filtersack (Abb. 4)
Ein 50-μ-Filtersack (Pos. E) kann das normale Filtersieb speziell für die
Inbetriebnahme der Anlage ersetzen.
Beim Einbau des Filtersacks, der über einen Filterhalter befestigt wird,
muss äußerste Vorsicht walten gelassen werden, um den Filtersack wie in
Abb. 4 gezeigt in den Filter richtig einzusetzen. Der Durchfluss muss in den
Filtersackhohlraum gehen, da andernfalls der Filtersack nicht einwandfrei
funktioniert. Die Funktionsfähigkeit des Filters ist nur gegeben, wenn
auf die richtige Durchflussrichtung des Filterventils geachtet wurde.
Zerlegen des Filters (Abb. 3)
Vor der Wartung von Filterventilen sind diese vom System zu trennen
und sämtliches Kältemittel aus der Anlage zu evakuieren. Vor dem
Abschrauben und Entfernen des Kopfdeckels ist der Kältemitteldruck
zu überprüfen. Das Filtersieb muss ohne Werkzeug ausgebaut werden.
Reinigung
Das Filtersieb kann mit einem entsprechenden Lösungsmittel durch
Spülen und Bürsten gereinigt werden. Von der Verwendung starker
Säuren wird abgeraten. Das Filtersieb sollte vor der Überprüfung
abgewischt oder trocken geblasen werden. Ist das Filtersieb beschädigt
oder können die Schmutzrückstände nicht entfernt werden, muss das
Filtersieb ersetzt werden.
Zusammenbau
Vor dem Zusammenbau des Filters jeglichen Schmutz vom Gehäuse
entfernen.
Austausch der Dichtung
Es wird empfohlen, die Dichtung für den Kopfdeckel (Pos. C) und
Ablassstopfen immer auszutauschen. Sicherstellen, dass das Filtersieb
richtig eingesetzt ist, bevor der Kopfdeckel und die Schrauben (Pos. A)
wieder angebracht werden.
Anziehen (Abb. 3)
Die Kopfdeckelschrauben (Pos. A) mit einem Drehmomentschlüssel auf
die Werte in der Tabelle in Abb. 3 anziehen.
Nur Originalteile von Danfoss einschließlich Dichtungen zum Austausch
verwenden.
Werkstoffe neuer Teile sind für das betreffende Kältemittel zertifiziert.
Wenden Sie sich im Zweifelsfall bitte an Danfoss.
FRANÇAIS
Fluides frigorigènes
Applicable aux fluides frigorigènes HCFC, HFC, R717 (ammoniac), R744
(CO2) et à tous les fluides frigorigènes inflammables.
Ce filtre est préconisé uniquement pour les circuits fermés. Contactez
Danfoss pour de plus amples informations.
Plage de pressions et de températures
-60/+150 °C
FIA 15-200
Les filtres sont conçus pour une pression de service maximale de 52 bar.
Installation
Remarque :
Le corps du filtre est livré sans élément filtrant et sans accessoire.
Le filtre doit être installé avec le couvercle supérieur vers le bas et le
débit doit être dirigé vers le couvercle supérieur, tel qu’indiqué par
la flèche du corps du filtre (fig. 1). Les éléments filtrants doivent être
insérés après la soudure.
Le filtre est conçu pour supporter une pression interne élevée. Toutefois,
il convient de concevoir le circuit de façon à éviter les pièges à liquide et
réduire les risques de formation d’une pression hydraulique sous l’effet
de la dilatation thermique. Veillez à ce que le filtre soit protégé des
variations de pression au sein du circuit comme les « coups de bélier ».
Sens de débit recommandé
Le filtre doit être installé avec le débit dirigé vers le couvercle supérieur,
tel qu’indiqué par la flèche située sur le côté du corps du filtre (fig. 1). Un
débit dans le sens opposé n’est pas admis.
Soudure
Retirez le couvercle supérieur avant de souder (fig. 2), afin de ne pas
endommager le joint d’étanchéité entre le corps du filtre et le couvercle
supérieur. Veillez à faire usage de matériaux et de procédures compatibles
avec le matériau du corps du filtre, pour effectuer des soudures sur ce
dernier.
Nettoyez l’intérieur du filtre pour évacuer les résidus de soudure une fois
le soudage terminé, avant de procéder au remontage du filtre.
Le couvercle supérieur peut rester en place uniquement si :
La température dans la zone comprise entre le corps du filtre et le couvercle
supérieur lors de la soudure n’excède pas +150 °C.
Cette température dépend de la méthode de soudure appliquée ainsi
que du refroidissement du corps du filtre pendant la soudure.
Le refroidissement peut être assuré, par exemple, en enroulant
un chiffon humide autour du corps du filtre. Veillez à ce
qu’aucune impureté ou résidu de soudure, etc. ne s’introduise dans le
filtre pendant la soudure.
Le filtre doit être exempt de contraintes (pressions externes) après
l’installation.
Les filtres ne doivent en aucun cas être montés dans des circuits où
la sortie du filtre serait mise à l’atmosphère. La sortie du filtre doit
systématiquement être raccordée au circuit ou ouverte comme il se doit,
par exemple à l’aide d’un embout soudé.
Montage
Retirez les résidus de soudure et les impuretés des conduites et du filtre
avant de procéder au montage. Vérifiez que l’élément filtrant est à la
bonne taille avant de l’insérer dans le couvercle supérieur et vérifiez que
le joint d’étanchéité n’est pas endommagé.
Placez l’élément filtrant (pos. D) par le dessous. L’élément
s’ajuste au corps en forçant légèrement : aucun joint torique
ni joint d’étanchéité n’est requis.
Si des inserts magnétiques font partie des accessoires, ajustez-les sur le
couvercle supérieur avant de replacer le couvercle.
Serrage
Serrez le couvercle supérieur à l’aide d’une clé dynamométrique,
conformément aux valeurs indiquées dans le tableau (fig. 3).
Veuillez noter que la valeur de couple maximale contenue dans le
tableau (fig. 3)
doit être respectée et en aucun cas être dépassée.
Si le robinet de vidange fait partie des accessoires, il doit remplacer
le bouchon
de vidange.
Couleurs et identification
Les filtres FIA sont recouverts en usine d’une couche de peinture
primaire rouge. Le filtre peut être indentifié précisément à l’aide de
la plaque d’identification apposé sur le couvercle supérieur, ainsi que
par un estampillage sur le corps du filtre. La surface extérieure du filtre
doit être protégé de la corrosion à l’aide d’un revêtement adéquat à
l’issue de l’installation et du montage.
Veillez à protéger la plaque d’indentification lorsque le filtre est
repeint.
Maintenance
Montage des accessoires :
Sac filtrant (fig. 4)
Un sac filtrant de 50 µ (pos. E), en particulier pour la mise en service de
l’installation, peut remplacer l’élément filtrant normal.
Montez le sac filtrant (maintenu en place par un porte-filtre) et veillez
à positionner le sac filtrant correctement sur le filtre comme indiqué
sur la fig. 4.
Le débit doit pouvoir traverser la cavité du sac filtrant. Dans le cas
contraire, le sac ne fonctionne pas correctement.
Démontage du filtre (fig. 3)
Avant d’intervenir sur les filtres, il est nécessaire de les isoler du
système et d’éliminer tout le fluide frigorigène par évacuation à une
pression nulle. Vérifiez la pression du fluide avant de dévisser et de
retirer le couvercle supérieur.
Les éléments filtrants doivent être retirés sans utiliser d’outil.
Nettoyage
Nettoyez les éléments filtrants en les
rinçant et en les brossant à l’aide d’un produit approprié. L’utilisation
d’acides puissants n’est pas recommandée. Essuyez l’élément
filtrant ou le faire sécher avant inspection. Si l’élément filtrant est
endommagé ou s’il est impossible d’enlever les dépôts, remplacez-le.
Montage
Retirez toute impureté du filtre avant de procéder au montage.
Remplacement du joint d’étanchéité
Changez le joint d’étanchéité du couvercle supérieur (pos. C) et du
bouchon de vidange.
Vérifiez que l’élément filtrant est correctement positionné avant de
replacer le couvercle supérieur et de serrer les vis (pos. A).
Serrage (fig. 3)
Serrez les vis du couvercle supérieur (pos. A) à l’aide d’une clé
dynamométrique, conformément au tableau de la fig. 3.
N’utilisez que des composants Danfoss d’origine, en particulier
pour tout remplacement des joints d’étanchéité. Les matériaux des
nouveaux composants sont homologués pour le fluide frigorigène
utilisé.
En cas de doute, veuillez prendre contact avec Danfoss.
© Danfoss | DCS (nb) | 2020.03 © Danfoss | DCS (nb) | 2020.03
AN044486417485en-000601 | 3 AN044486417485en-000601 | 4

ESPAÑOL
Refrigerantes
Apto para HCFC, HFC, R-717 (amoníaco),
R-744 (CO2) y todos los refrigerantes inflamables.
Se recomienda limitar el uso de estos filtros a circuitos cerrados. Si desea
obtener información complementaria, póngase en contacto con su
distribuidor local de Danfoss.
Rangos de presión y temperatura
De –60 a +150 °C (de –76 a +302 °F).
FIA 15-200:
Los filtros están diseñados para soportar una presión de trabajo máxima
de 52 bar (754 psig).
Instalación
Instalación
Nota:
En el momento de su entrega, la carcasa del filtro no incorpora la malla
de filtro ni ningún tipo de accesorio.
El filtro debe instalarse con la tapa superior situada hacia abajo y el
flujo debe dirigirse hacia dicha tapa superior, de acuerdo con el sentido
indicado por la flecha situada en la carcasa del filtro (consulte la fig. 1).
La malla de filtro debe instalarse tras realizar la soldadura.
La carcasa del filtro está diseñada para soportar una presión interna
elevada. Sin embargo, el sistema de tuberías debe diseñarse de tal
forma que se eviten las acumulaciones de líquido y se reduzca el riesgo
asociado a la presión hidráulica generada por la expansión térmica. Debe
garantizarse que el filtro se encuentre protegido frente a los fenómenos
transitorios asociados a la presión que puedan producirse en el sistema
(por ejemplo, el fenómeno conocido como “golpe de ariete”).
Sentido de flujo recomendado
El filtro debe instalarse de forma que el flujo se dirija hacia la tapa superior,
de acuerdo con el sentido indicado por la flecha situada en el costado
de la carcasa del filtro (consulte la fig. 1). El flujo nunca debe producirse
en sentido contrario al indicado.
Soldadura
La tapa superior debe desmontarse antes de realizar la soldadura (consulte
la fig. 2) para evitar posibles daños en la junta situada entre la carcasa y la
tapa superior del filtro. Los materiales y métodos de soldadura aplicados
a la carcasa del filtro deben ser compatibles con el material de la carcasa.
La carcasa del filtro debe someterse a una limpieza interna para eliminar
los restos de materiales de soldadura tras finalizar esta y antes de proceder
a montar el filtro de nuevo.
Únicamente puede dejarse la tapa superior colocada si:
La temperatura de la zona situada entre la carcasa y la tapa superior del
filtro no supera los +150 °C (+302 °F) durante la soldadura.
Dicha temperatura depende del método de soldadura empleado, así
como de la refrigeración que pueda aplicarse a la carcasa del filtro
durante la realización de la soldadura.
Por ejemplo, podría refrigerarse envolviendo la carcasa con un paño
húmedo. Durante las operaciones de soldadura, asegúrese de que no se
introduzcan en el filtro suciedad, restos de materiales de soldadura, etc.
La carcasa del filtro no debe verse sometida a tensiones (cargas externas)
tras su instalación.
Los filtros no deben montarse en sistemas en los que su lado de salida
quede abierto a la atmósfera. El lado de salida del filtro siempre debe
conectarse al sistema o quedar correctamente cerrado (por ejemplo,
soldando una placa).
Montaje
Elimine los restos de materiales de soldadura y la suciedad de las
tuberías y la carcasa del filtro antes de proceder a su montaje.
Compruebe que la malla de filtro tiene un tamaño correcto antes de
introducirla en la tapa superior; asimismo, compruebe que la junta no
está dañada.
Coloque la malla de filtro (pos. D) desde abajo. La malla de filtro se encaja
en la carcasa ejerciendo una ligera presión, sin necesidad de emplear
juntas o juntas tóricas.
Si va a utilizar accesorios magnéticos, acóplelos a la tapa superior antes de
volver a colocar esta.
Apriete
Apriete la tapa superior empleando una llave dinamométrica y aplicando
los valores de par de apriete especificados en la tabla (consulte la fig. 3).
Tenga en cuenta que deben respetarse
los valores de par de apriete máximos indicados en la tabla (consulte la fig. 3),
sin superarlos en ningún caso.
Si va a utilizar una válvula de drenaje como accesorio, deberá sustituir
el tapón de drenaje por la válvula de drenaje.
Colores e identificación
Los filtros FIA reciben una imprimación de color rojo durante su fabricación.
La identificación precisa de dichos filtros se lleva a cabo por medio de
la placa de características situada en la tapa superior, así como de la
estampación del cuerpo de los filtros. La superficie externa de la carcasa de
los filtros debe protegerse frente a la corrosión aplicando un recubrimiento
protector adecuado tras su instalación y montaje.
Se recomienda proteger la placa de características antes de pintar el filtro.
Mantenimiento
Montaje de accesorios:
Bolsa filtrante (consulte la fig. 4)
Puede utilizar una bolsa filtrante de 50 µm (pos. E) en lugar de la malla
de filtro normal, sobre todo a la hora de realizar la puesta en servicio
de las instalaciones.
Monte la bolsa filtrante de forma que quede sujeta por el soporte del
filtro; asegúrese de colocar correctamente la bolsa filtrante en el filtro,
tal como se muestra en la fig. 4.
El flujo debe atravesar la cavidad de la bolsa filtrante y a continuación
salir de esta; de lo contrario, la bolsa no funcionará correctamente.
Desensamblaje del filtro (consulte la fig. 3)
Antes de realizar cualquier operación de mantenimiento en el filtro,
aíslelo del sistema y evacue todo el refrigerante hasta que deje de existir
presión por completo. Compruebe la presión de refrigerante antes de
desenroscar y desmontar la tapa superior.
La malla de filtro debe desmontarse sin hacer uso de herramientas.
Limpieza
Limpie la malla de filtro lavándola y cepillándola utilizando un disolvente
adecuado. No recomendamos utilizar ácidos fuertes. La malla de filtro
debe secarse con un paño o utilizando aire antes de proceder a su
inspección. Si la malla está dañada o las partículas retenidas no pueden
eliminarse deberá sustituirla.
Montaje
Elimine la suciedad que pueda existir en la carcasa del filtro antes de
volver a montarlo.
Sustitución de la junta
Cambie la junta de la tapa superior (pos. C) y el tapón de drenaje.
Compruebe que la malla de filtro está correctamente colocada antes de
proceder a montar la tapa superior y los pernos (pos. A).
Apriete (consulte la fig. 3)
Apriete los pernos de la tapa superior (pos. A) empleando una llave
dinamométrica y aplicando los valores de par de apriete especificados
en la tabla (consulte la fig. 3).
Use únicamente piezas de repuesto originales fabricadas por Danfoss
(incluidas las juntas). Los materiales con los que se fabrican las
piezas de repuesto poseen las homologaciones pertinentes para el
refrigerante correspondiente.
En caso de duda, póngase en contacto con su distribuidor local de
Danfoss.
ITALIANO
Refrigeranti
Applicabile a HCFC, HFC, R717 (ammoniaca), R744 (CO2) e tutti i
refrigeranti infiammabili.
Il filtro è raccomandato solo per l’utilizzo in circuiti chiusi. Per ulteriori
informazioni, contattare l’ufficio vendite Danfoss di zona.
Campi pressione e temperatura
–60/+150°C (–76/+302°F)
FIA 15-200:
I filtri sono progettati per una pressione di esercizio massima di 52 bar
(754 psi g)
Installazione
Nota:
Alla consegna, l’involucro del filtro non è dotato dell’elemento filtrante
o di accessori
Il filtro deve essere installato con il coperchio superiore rivolto verso il
basso e il flusso deve essere diretto verso il coperchio superiore, come
indicato dalla freccia sull’involucro del filtro (fig. 1). L’elemento filtrante
deve essere inserito dopo la saldatura.
L’involucro del filtro è progettato per tollerare pressioni interne
estremamente elevate. Tuttavia, il sistema di tubazioni deve essere
progettato per prevenire trappole di liquido e ridurre il rischio di una
pressione idraulica causata dall’espansione termica. È necessario
assicurarsi che il filtro sia protetto da transitori di pressione come i
“colpi d’ariete”.
Direzione del flusso raccomandata
Il filtro deve essere installato con il flusso verso il coperchio superiore,
come indicato dalla freccia sul lato del corpo valvola (fig. 1). Il flusso nella
direzione opposta non è ammesso.
Saldatura
Il coperchio superiore deve essere rimosso prima della saldatura (fig.
2) per evitare di danneggiare la guarnizione tra il corpo del filtro e il
coperchio superiore. Solo materiali e metodi di saldatura compatibili
con il materiale dell’involucro della valvola devono essere applicati
all’involucro della valvola.
L’involucro del filtro deve essere pulito internamente per rimuovere i
detriti della saldatura al completamento dell’operazione e prima che
la valvola sia rimontata.
Il coperchio superiore non deve essere rimosso, se:
La temperatura nella zona tra il corpo della valvola e il coperchio superiore
durante la saldatura non supera i +150°C/+302°F.
Questa temperatura dipende dal metodo di saldatura e da un eventuale
raffreddamento del corpo del filtro durante la saldatura stessa.
(Il raffreddamento può essere assicurato, per esempio, avvolgendo un
panno bagnato intorno al corpo del filtro.) Assicurarsi che sporco, detriti di
saldatura, ecc., non penetrino nel filtro durante la procedura di saldatura.
L’involucro del filtro deve essere esente da sollecitazioni (carichi esterni)
dopo l’installazione.
I filtri non devono essere montati in impianti in cui il lato uscita del filtro
sia esposto all’atmosfera. Il lato uscita del filtro deve sempre essere
collegato all’impianto o correttamente bloccato, ad esempio saldando
una piastra terminale.
Montaggio
Rimuovere i residui di saldatura e lo sporco dai tubi e dal corpo del
filtro prima del montaggio. Verificare che l’elemento filtrante sia delle
dimensioni corrette prima di inserirlo nel coperchio superiore e verificare
che la guarnizione non sia danneggiata.
Posizionare l’elemento filtrante (pos. D) dal basso. L’elemento viene
montato applicando una leggera pressione, senza l’utilizzo di guarnizioni
o di o-ring.
Se inserti a magnete sono stati selezionati come accessorio, montarli sul
coperchio superiore prima di rimontare il coperchio.
Serraggio
Serrare il coperchio superiore con una chiave dinamometrica, ai valori
indicati nella tabella (fig. 3).
Notare che è necessario rispettare le coppie massime riportate nella
tabella (fig. 3); le coppie massime non devono essere mai superate.
Se la valvola di scarico è stata selezionata come accessorio, il tappo
deve essere sostituito con la valvola di scarico.
Colori e identificazione
Le valvole FIA sono pitturate con un primer ossidico rosso in fabbrica.
Un’identificazione precisa della valvola è possibile tramite la targhetta
di identificazione sul coperchio superiore e tramite la stampigliatura
sul corpo valvola. La superficie esterna dell’involucro della valvola
deve essere protetta contro la corrosione con un rivestimento
protettivo idoneo dopo l’installazione e il montaggio.
Proteggere la targhetta di identificazione durante la riverniciatura
della valvola.
Manutenzione
Montaggio dell’accessorio:
Sacchetto filtro (fig. 4)
Un sacchetto di 50 µ (pos. E), per la messa in esercizio dell’impianto, può
essere montato al posto dell’elemento filtrante.
Montare il sacchetto del filtro (tenuto in posizione dal portafiltro) e
assicurarsi di posizionare correttamente il sacchetto nel filtro, come
mostrato alla fig. 4.
Il flusso deve essere diretto nella cavità sacchetto filtro e quindi fuori dal
sacchetto; in caso contrario, il sacchetto non funzionerà correttamente.
Smontaggio del filtro (fig. 3)
Prima di intervenire sulle valvole del filtro, isolare il filtro dal sistema e
rimuovere tutto il refrigerante tramite evacuazione a pressione zero.
Controllare la pressione del refrigerante prima di svitare e rimuovere il
coperchio superiore.
L’elemento filtrante deve essere rimosso senza l’uso di attrezzi.
Pulizia
Pulire l’elemento filtrante utilizzando un solvente appropriato, lavando e
spazzolando il filtro. Non si raccomanda l’uso di acidi aggressivi. L’elemento
filtrante deve essere pulito con un panno o asciugato con un getto d’aria
prima dell’ispezione. Se l’elemento è danneggiato o se eventuali sedimenti
non possono essere rimossi, l’elemento filtrante deve essere sostituito.
Montaggio
Rimuovere eventuale sporcizia dal corpo prima del montaggio della
valvola.
Sostituzione della guarnizione
Sostituire la guarnizione del coperchio superiore (pos. C) e del tappo
di scarico.
Controllare che l’elemento filtrante sia posizionato correttamente prima
di rimontare il coperchio superiore e i bulloni (pos. A).
Serraggio (fig. 3)
Serrare i bulloni del coperchio superiore (pos. A) con una chiave
dinamometrica secondo la tabella alla fig. 3
Utilizzare solo parti originali Danfoss (comprese le guarnizioni) per la
sostituzione. I materiali dei nuovi componenti sono certificati per il
refrigerante pertinente.
In caso di dubbio, contattare l’ufficio vendite Danfoss di zona.
© Danfoss | DCS (nb) | 2020.03 © Danfoss | DCS (nb) | 2020.03
AN044486417485en-000601 | 5 AN044486417485en-000601 | 6

中文
制冷剂
适用于 HCFC, HFC, R717(氨),
R 744( CO 2 )以及所有可燃性制冷剂。
建议该过滤器仅用于闭合线路。详情请联系当
地 Danfoss 销售处。
压力和温度范围
–60 / +150 °C (–76 / + 302 °F)
FIA 15-200:
这些过滤器的最大工作压力为 52 bar (754 psi g)
安装
注意:
在交付时,过滤器外壳没有配备过滤器元件或配件
安装该过滤器时,顶盖必须向下,流量必须朝向顶盖,
方向为过滤器外壳上的箭头所示方向(图1)。焊接后
必须插入过滤器元件。
过滤器外壳可以承受很高的内部压力。
但是,管道系统的设计应避免液阱并减少热膨胀所造
成的液压风险。必须确保过滤器不受系统中“液锤”
等压力动态的影响。
建议流向
安装过滤器时,流向必须朝向顶盖,与阀体侧的箭头
所示方向相同(图1)。禁止相反方向的流量。
焊接
在焊接前应移除顶盖(图2),以避免对过滤器主体和
顶盖之间的垫圈造成损坏。只有与阀套材料相兼容的
材料和焊接方法才能用于阀套。
应对过滤器内部进行清理,以便在重新组装阀门之前
去除焊接完成时的焊接碎片。
在以下情况下可以不用取下顶盖:
焊接期间阀体和顶盖之间区域的温度不超过
+150 °C/ + 302 °F。
该温度取决于焊接方法和焊接期间过滤器主体的冷却。
(可以通过在过滤器主体周围包裹湿布来确保冷却)确
保焊接期间没有灰尘、焊接碎片等进入过滤器。
安装后过滤器外壳不得有压力(外部负载)。
过滤器不得安装在过滤器出口端向空中开放的系统内。
过滤器出口侧必须始终与系统连接或正常脱盖,例如
与焊接端板。
组装
在组装之前清除管道和过滤器主体中的焊接碎片和灰
尘。在将过滤器插入顶盖内之前检查过滤器元件尺寸
是否正确,并检查垫圈是否受到损坏。
从底部安装过滤器元件(位置 D)该元件稍微用力便可安
装在外壳内,无需使用 O型环。
如果选择磁铁插入物作为配件,应在更换顶盖之前将
其安装在顶盖上。
拧紧
使用扭矩扳手拧紧顶盖,并达到表中规定的数值(图3
)。
请务必遵守包含最大扭矩的该表(图3),
切勿超过。
如果选择排水阀作为配件,排水阀应更换排水塞。
色彩和识别
FIA 阀门在工厂使用红丹底漆粉刷。通过顶盖上的 ID 牌
和阀体上的印章可以准确识别阀门。安装和组装后,
阀套外表面必须使用适当的保护层防止腐蚀。
在重新粉刷阀门时务必对ID牌进行保护。
维护
配件安装:
过滤袋(图4)
50µ 过滤袋(位置E),尤其是用于设备试运行的过滤
袋,可以替换正常过滤器元件。
安装过滤袋(由过滤器支架固定)并确保如图4所示
以正确方式更换过滤器内的过
滤袋。
流量必须流入过滤袋洞并流出,否则过滤袋无法发挥
正常功能。
拆卸过滤器(图3)
在维修过滤器阀门之前,应使其与系统绝缘并通过泄
压至零压力移除所有制冷剂。在拧松和移除顶盖之前
应检查制冷剂压力。
移除过滤器元件时不得使用工具
清理
使用适当的溶剂进行冲刷,对过滤器元件进行清理。
不建议使用强酸。在检查之前必须将过滤器元件擦净
并吹干。如果元件受损或无法移除沉淀物,必须更换
过滤器元件。
组装
在组装阀门之前应清除阀体上的所有灰尘。
更换垫圈
更换顶盖的垫圈(位置C)和排水塞。
在重新安装顶盖和螺栓(位置A)之前必须检查过滤器元
件的位置是否正确。
拧紧(图3)
根据图3中的表使用扭矩扳手拧紧顶盖螺栓(位置A)。
务必使用原装 Danfoss 零件(包括垫圈)进行更换。新零
件的材料应经证明适合相关制冷剂。
如有疑问,请联系当地 Danfoss 销售处。
POLSKI
Czynniki chłodnicze
Dotyczy czynników chłodniczych HCFC, HFC, R717 (amoniak), R744 (CO2)
i wszystkich łatwopalnych czynników chłodniczych.
Filtry te zaleca się stosować wyłącznie w obiegach zamkniętych.
Aby uzyskać więcej informacji, należy skontaktować się z lokalnym
przedstawicielem firmy Danfoss.
Zakres ciśnienia i temperatury
-60/+150°C (-76/+302°F).
FIA 15-200:
Maksymalne ciśnienie robocze filtrów wynosi 52 bary (754 psi g).
Montaż filtra
Uwaga:
W dostarczanej obudowie filtra nie ma wkładu ani akcesoriów.
Filtr należy zamontować pokrywą skierowaną w dół, a przepływ powinien
być skierowany pod pokrywę, zgodnie ze strzałką na obudowie filtra (rys.
1). Wkład filtra należy zamontować po zakończeniu spawania. Obudowa
filtra została tak zaprojektowana, aby mogła wytrzymać wysokie ciśnienie.
Jednak układ rurociągów powinień być zaprojektowany tak, aby uniknąć
zamkniętych przestrzeni cieczowych i zmniejszyć ryzyko wzrostu
ciśnienia spowodowanego rozszerzalnością cieplną. Należy zapewnić
ochronę filtra przed impulsami wysokiego ciśnienia wynikającymi, z
uderzń hydraulicznych.
Zalecany kierunek przepływu
Filtr powinien być zamontowany w taki sposób, aby przepływ był
skierowany pod pokrywę, zgodnie ze strzałką na boku korpusu filtra (rys.
1). Przepływ w kierunku przeciwnym jest niedopuszczalny.
Spawanie
Przed rozpoczęciem spawania należy zdemontować pokrywę filtra (rys.
2), aby zapobiec uszkodzeniu uszczelki znajdującej się między korpusem
a pokrywą. Do spawania elementów do korpusu filtra można stosować
tylko materiały i metody spawania zgodne z materiałem korpusu. Po
zakończeniu spawania, a przed ponownym zmontowaniem wkładu filtra,
należy oczyścić wnętrze korpusu z okruchów spawalniczych.
Można nie wymontowywać górnej pokrywy pod warunkiem, że:
Temperatura w przestrzeni między korpusem filtra a górną pokrywą
podczas spawania nie przekroczy +150°C/+302°F.
Ta temperatura zależy od metody spawania oraz ewentualnego chłodzenia
korpusu filtra podczas spawania (można np. owinąć korpus filtra mokrą
tkaniną). Należy sprawdzić, czy podczas spawania nie przedostały się do
filtra żadne zanieczyszczenia, okruchy spawalnicze itp. Po montażu korpus
filtra nie może podlegać zewnętrznym naprężeniom mechanicznym.
Filtry FIA nie mogą być montowane w instalacjach, w których wylot
filtra jest otwarty do atmosfery. Wylot filtra musi być zawsze połączony
z instalacją lub należycie zaślepiony np. przyspawaną dennicą.
Montaż elementów filtra
Przed złożeniem należy usunąć z rur oraz z korpusu filtra okruchy
spawalnicze i wszelkie zanieczyszczenia. Przed montażem wkładu filtra
w pokrywie należy sprawdzić, czy wkład ma prawidłowe wymiary, a
uszczelka jest nieuszkodzona.
Założyć wkład filtra (poz. D) od dołu. Wkład wchodzi do obudowy na
lekki wcisk; nie są stosowane żadne uszczelki ani pierścienie O-ring.
Jeżeli jako wyposażenie dodatkowe wybrano wkładkę magnetyczną,
należy ją zamocować w pokrywie filtra (przed założeniem pokrywy).
Dokręcenie
Dokręcić pokrywę kluczem dynamometrycz nym momentem podanym
w tabeli (rys. 3).
Uwaga: należy przestrzegać maksymalnych momentów dokręcania
podanych w tabeli (rys. 3); nigdy nie wolno ich przekraczać.
Jeżeli jako wyposażenie dodatkowe wybrano zawór spustowy to korek
spustowy należy zastąpić zaworem spustowym.
Kolory i identyfikacja
Filtry FIA są malowane w fabryce czerwonym podkładem gruntującym.
Filtr można precyzyjnie zidentyfikować na podstawie tabliczki
identyfikacyjnej znajdującej się na pokrywie oraz na podstawie cechy
numeratora na korpusie filtra. Po złożeniu i zamontowaniu filtra należy
zabezpieczyć jego zewnętrzną powierzchnię przed korozją, odpowiednią
powłoką ochronną.
Przed przystąpieniem do malowania filtra zaleca się zabezpieczenie
tabliczki identyfikacyjnej.
Serwis
Montaż akcesoriów:
Filtr workowy (rys. 4)
Filtr workowy 50 µ (poz. E) może zastąpić zwykły wkład filtra, szczególnie
podczas uruchamiania instalacji.
Filtr workowy (utrzymywany na miejscu przez uchwyt filtra) musi być
prawidłowo umieszczony w korpusie, tak jak to pokazano na rys. 4.
Strumień musi wpływać w całości do filtra workowego; w przeciwnym
razie filtr nie będzie działać prawidłowo.
Demontaż elementów filtra (rys. 3)
Przed rozpoczęciem obsługi serwisowej filtra należy zamknąć zawory
odcinające przed i za filterm a następnie usunąć z niego cały czynnik
chłodniczy, i wyrównać ciśnienie wewnętrzne z atmosferycznym.
Przed odkręceniem i zdjęciem pokrywy sprawdzić ciśnienie czynnika
chłodniczego.
Wkład filtra należy wyjąć bez użycia narzędzi.
Czyszczenie
Oczyścić wkład filtra odpowiednim rozpuszczalnikiem metodą płukania
i szczotkowania. Nie zaleca się stosowania silnych kwasów. Przed kontrolą
stanu wkładu filtra należy go wytrzeć lub przedmuchać sprężonym
powietrzem do sucha. Jeśli wkład jest uszkodzony lub nie można usunąć
osadów, należy go wymienić.
Montaż elementów filtra do instalacji
Przed zamontowaniem wkładu filtra oczyścić dokładnie wnętrze
korpusu.
Wymiana uszczelek
Wymienić uszczelki: pokrywy (poz. C) i korka spustowego.
Przed ponownym zamontowaniem pokrywy i dokręceniem śrub (poz.
A) sprawdzić, czy wkład filtra jest prawidłowo założony.
Dokręcenie (rys. 3)
Dokręcić śruby pokrywy (poz. A) kluczem dynamometrycznym
momentem podanym w tabeli na rys. 3.
Używać wyłącznie oryginalnych części zamiennych Danfoss, łącznie z
uszczelkami. Materiały, z których wykonano nowe części, mają atest
dopuszczający je do użytku z określonym czynnikiem chłodniczym.
W razie wątpliwości należy skontaktować się z lokalnym przedstawicielem
firmy Danfoss.
© Danfoss | DCS (nb) | 2020.03 © Danfoss | DCS (nb) | 2020.03
AN044486417485en-000601 | 7 AN044486417485en-000601 | 8

Русский
Хладагенты
Пригодны для систем на ГХФУ, ГФУ, R717 (аммиак), R744 (CO2) и всех
воспламеняющихся хладагентах.
Рекомендуется использовать фильтр только в закрытых контурах.
Для получения более подробной информации обращайтесь в отдел
продаж местного отделения компании Danfoss.
Диапазон давления и температуры
–60/+150°C (–76/+302°F)
FIA 15-200:
Фильтры предназначены для работы с макс. рабочим давлением 52
бар (754 фунта/кв. дюйм изб.)
Монтаж
Примечание:
При поставке корпус фильтра не оснащен ни фильтрующим
элементом, ни вспомогательными приспособлениями
Фильтр необходимо устанавливать крышкой вниз, и поток должен
направляться как показано стрелкой на корпусе фильтра (рис. 1).
Фильтрующий элемент необходимо устанавливать после сварки.
Корпус фильтра выдерживает высокое внутреннее давление. Однако
система трубопроводов должна быть спроектирована так, чтобы
избежать появления участков, в которых может задерживаться
жидкий хладагент, и таким образом понизить риск возникновения
гидроудара при его тепловом расширении. Необходимо обеспечить
защиту фильтра от изменений давления в системе, таких как
«гидравлический удар».
Рекомендуемое направление потока
Фильтр необходимо устанавливать как показано стрелкой на
боковой стороне корпуса клапан (рис. 1). Поток в противоположном
направлении неприемлем.
Сварка
Верхнюю крышку необходимо снять перед установкой (рис. 2) во
избежание повреждения прокладки между корпусом фильтра и
верхней крышкой. Использоваться должны только материалы и
методы сварки, совместимые с материалом корпуса клапана.
По завершении сварки и до сборки клапана необходимо произвести
очистку внутренней поверхности корпуса фильтра для удаления
окалины.
Снятия верхней крышки можно избежать, при условии что:
Температура в зоне между корпусом клапана и верхней крышкой во
время сварки не превышает +150°C/+302°F.
Эта температура зависит от метода сварки, а также от наличия
охлаждения корпуса фильтра во время сварки.
(Охлаждение можно обеспечить, например, обернув влажной тканью
корпус фильтра.) Убедитесь, что никакой грязи, окалины и т. п. не
попало в фильтр во время процедуры сварки.
После монтажа корпус фильтра не должен подвергаться внешним
воздействиям.
Запрещается устанавливать фильтры в системах, где сторона выпуска
фильтра сообщается с атмосферой. Сторона выпуска фильтра должна
всегда подключаться к системе или должна быть должным образом
перекрыта, например, при помощи приварной торцевой пластины.
Сборка
Перед сборкой удалите с труб и корпуса фильтра окалину и грязь
любого характера. Перед тем как устанавливать фильтрующий
элемент в верхнюю крышку, убедитесь, что он имеет нужный размер,
и убедитесь, что прокладка не повреждена.
Установите фильтрующий элемент (поз. D) снизу. Элемент имеет
посадку в корпус с незначительным натягом, прокладки и
уплотнительные кольца не используются.
Если в качестве вспомогательного приспособления выбраны
магнитные вкладыши, установите их на крышке до замены крышки.
Затяжка
Затяните болты на крышке при помощи динамометрическиого
ключа до з начений, указан ных в таблице (рис . 3).
Примите к сведению, что необходимо соблюдать значения
максимального момента затяжки, указанные в таблице (рис. 3), и
строжайше запрещено превышать данные значения.
Если в качестве вспомогательного приспособления выбран сливной
клапан, необходимо заменить сливную пробку с ливным клапаном.
Покраска и маркировка
На заводе клапаны FIA окрашиваются оксидной грунтовкой
красного цвета. Точная идентификация клапана производится
благодаря опознавательной пластине на крышке, а также благодаря
оттиску на корпусе клапана. Необходимо обеспечить защиту
наружн ой поверхн ости корп уса клап ана от коррозии п ри помощи
соответствующего защитного покрытия после монтажа и сборки.
Убедите сь в том , чт о при по вто рно й окр аске к ла пана о бес печи вае тся
защита опознавательной пластины.
Техническое обслуживание
Монтаж вспомогательного приспособления:
Фильтру ющий мешок ( рис. 4)
Фильтрующий мешок 50 μ (поз. E), в частности, при сдаче в
эксплуа тацию уста новки, може т заменят ь обычный фи льтрующий
эле мент.
Установите мешок (удерживая на месте держателем фильтра)
и убедитесь, что правильно установили изделие в фильтр, как
показа но на рис. 4.
Поток должен идти в полость мешка фильтра и из нее, или в
противн ом случае мешо к не будет работать д олжным образо м.
Демонтаж фильтра (рис. 3)
Перед обслуживанием фильтра изолируйте фильтр из системы
и удалите весь хладагент путем откачки. Проверьте давление
хладагента перед отвинчиванием и снятием верхней крышки.
Фильтрующий элемент необходимо удалять без использования
каких-либо инструментов.
Очистка
Произведите очистку фильтрующего элемента при помощи
соответствующего растворителя путем промывки и очистки
щеткой. Не рекомендуется использовать концентрированные
кислоты. Перед осмотром фильтрующий элемент необходимо
вытере ть или пр осуш ить. Ес ли элем ент пов реж ден или н евозмо жно
удалить отложения, фильтрующий элемент необходимо заменить.
Сборка
Перед сб оркой к лапана уд алите гр язь любо го харак тера с кор пуса.
Замена прокладки
Произведите замену прок ладки для верхней крышки (поз. C) и
сливной пробки.
Перед установкой верхней крышки и болтов убедитесь, что
фильтрующий элемент установлен правильно (поз. A).
Затяж ка (рис. 3)
Затяните болты верхней крышки (поз. A) при помощи
динамом етрического к люча в соответс твии с таблицей на р ис. 3.
Для зам ены используй те только подл инные детали пр оизводств а
компании Danfoss (включая прокладки). Материалы новых
деталей сертифицированы для соответствующего хладагента.
PORTUGUÊS
Refrigerantes
Aplicável a HCFC, HFC, R717 (amônia),
R744 (CO2) e todos os refrigerantes inflamáveis
O filtro é recomendado apenas para uso em circuito fechado. Para mais
informações entre em contato com a Danfoss do Brasil Ind. e Com. Ltda.
Faixa de pressão e temperatura
–60/+150°C (–76/+302°F)
FIA 15-200:
Os filtros são projetados para uma pressão máx. de trabalho de 52 bar
(754 psi g)
Instalação
Observação:
Na entrega, o corpo do filtro não está equipado com o elemento filtrante
nem com os acessórios
O filtro deve ser instalado com a tampa superior virada para baixo e o
fluxo deve ser dirigido em direção à tampa superior conforme indicado
pela seta no alojamento do filtro (fig. 1). O elemento filtrante deve ser
inserido após a soldagem.
O corpo do filtro é projetado para suportar uma alta pressão interna.
Entretanto, o sistema de tubulação deve ser desenhado para evitar
armadilhas de líquido e reduzir o risco de pressão hidráulica causada
pela expansão térmica. Deve-se assegurar que o filtro fique protegido
contra mudanças de pressão, como os “golpes de aríete” no sistema.
Direção de fluxo recomendada
O filtro deve ser instalado com o fluxo na direção da tampa superior
conforme indicado pela seta na lateral do corpo da válvula (fig. 1). O
fluxo na direção oposta é inaceitável.
Soldagem
A tampa superior deve ser removida antes da soldagem (fig. 2) para
evitar danos à junta entre a tampa superior e o corpo do filtro. Somente
materiais e métodos de soldagem compatíveis com o material do corpo
da válvula podem ser aplicados.
Limpe o corpo do filtro internamente para remover os detritos da
soldagem após seu término e antes de remontar a válvula.
Pode-se prescindir da remoção da tampa superior contanto que:
a temperatura na área entre o corpo da válvula e a tampa superior durante
a soldagem não ultrapasse +150°C/+302°F.
Esta temperatura depende do método da soldagem assim como de
qualquer resfriamento do corpo do filtro durante este processo.
(O resfriamento pode ser garantido, por exemplo, por um pano molhado
enrolado em volta do corpo do filtro). Assegure-se que nenhuma sujeira,
detrito de solda, etc. entre no filtro durante o procedimento de soldagem.
O corpo do filtro deve ficar livre de tensões (cargas externas) após a
instalação.
O filtros não devem ser montados em sistemas em que o lado de saída
do filtro fique aberto para a atmosfera. O lado de saída do filtro deve
estar sempre conectado ao sistema ou tampado adequadamente, por
exemplo, como uma placa de extremidade soldada.
Montagem
Remova os detritos da soldagem e qualquer sujeira dos canos e do
corpo do filtro antes da montagem. Verifique se o elemento filtrante
possui o tamanho certo antes de inserí-lo na tampa superior e verifique
se a junta está intacta.
Coloque o elemento filtrante (pos. D) por debaixo. O elemento possui
uma leve pressão de encaixe no corpo, nenhuma junta ou anel de
vedação é utilizada.
Caso inserções magnéticas tenham sido escolhidas como acessórios,
encaixe as na tampa superior antes de recolocá-la.
Aperto
Aperte a tampa superior com um torquímetro nos valores indicados
na tabela (fig. 3).
Observe que a tabela (fig. 3)
que contém o torque máximo deve ser
respeitada e nunca excedida.
Caso a válvula de drenagem tenha sido escolhida como acessório, o
plugue de drenagem deve ser substituído pela válvula de drenagem.
Cores e identificação
As válvulas FIA são pintadas com uma base de zarcão na instalação. A
identificação precisa da válvula é feita pela placa de identificação na tampa
superior, assim como através da estampagem no corpo da válvula. A
superfície externa do corpo da válvula deve ser protegida contra corrosão
com uma camada protetora adequada após a instalação e a montagem.
Certifique-se de proteger a placa de identificação quando repintar a
válvula.
Manutenção
Montagem de acessórios
Saco do filtro (fig. 4).
Um saco de filtro de 50µ (pos. E), especialmente para o start-up da
instalação, pode substituir o elemento filtrante normal.
Monte o saco de filtro (mantido no lugar pelo suporte do filtro) e certifiquese de colocá-lo corretamente no filtro, como mostrado pela figura 4.
O fluxo deve ir na direção da cavidade do saco de filtro, caso contrário o
saco não funcionará adequadamente.
Desmontando o filtro (fig. 3).
Antes de executar serviços nas válvulas do filtro, isole-o do sistema e
remova todo o refrigerante por evacuação até a pressão zero. Verifique
a pressão do refrigerante antes de soltar e remover a tampa superior.
O elemento filtrante deve ser removido sem o uso de ferramentas.
Limpeza
Limpe o elemento filtrante usando um solvente apropriado escovando e
enxaguando-o. O uso de ácidos fortes não é recomendado. O elemento
filtrante deve ser enxugado e seco a ar antes da inspeção. Se o elemento
estiver danificado ou os sedimentos não puderem ser removidos,
o elemento filtrante deve ser substituído.
Montagem
Remova qualquer sujeira do corpo antes de montar a válvula.
Substituição da junta
Troque a junta da tampa superior (pos. C.) e do plugue de drenagem.
Verifique se o elemento filtrante está colocado corretamente antes de
remontar a tampa superior e os parafusos (pos. A).
Aperto (fig. 3)
Aperte os parafusos da tampa superior (pos. A) com um torquímetro
de acordo com a tabela na fig. 3
Utilize somente peças originais Danfoss (incluindo juntas) para as
substituições.
Os materiais das peças novas são certificados para o refrigerante
relevante.
Em caso de dúvidas, entre em contato com a Danfoss do Brasil Ind. e
Com. Ltda.
© Danfoss | DCS (nb) | 2020.03 © Danfoss | DCS (nb) | 2020.03
AN044486417485en-000601 | 9 AN044486417485en-000601 | 10
 Loading...
Loading...