

Page 1
Installation guide
Electric regulating valves
Type CCMT 3 – 10 Light
Refrigerant:
R74 4
For other refrigerants, contact Danfoss.
027R7256
Max working pressure:
Steel Connections : 140 bar / 2030 psig
Bi-metal Connections : 130 bar / 1885 psig
Note! Bi metal Connections :
120 bar / 1740 psig for UL approval.
Warning! Do not connect directly to AC / DC power source. Connect valve to appropriate
controller/driver only. Do not operate valve while assembling or disassembling.
For more language options
and more information on
the valve refer to the website.
ccmt.danfoss.com
Ambient temperature:
Min. -40 °C / -40 °F
Max. 50 °C / 122 °F
Fluid temperature:
Min. -20 °C / -4 °F on valve inlet
Min. -40 °C / -40 °F on valve outlet
Max. 55 °C / 131 °F on valve inlet / outlet
Note!
Stepper motor type: Bipolar
Total full steps: 210
Step rate: 100 s tp/s
Phase current: 350 mA RMS
Coil resistance: 15 ohm
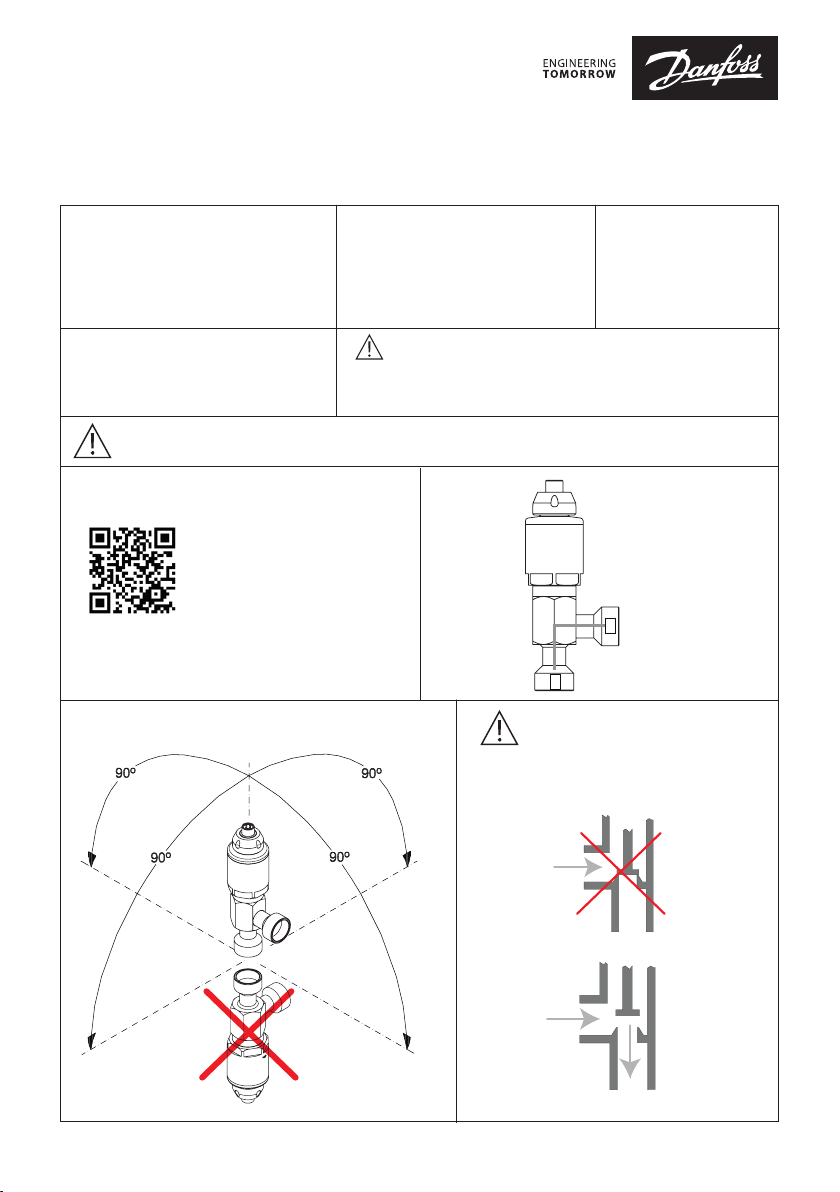
• CCMT valves are delivered in open position, ready for brazing.
• Filter with a maximum mesh of 100 μm recommended to install on
the inlet line that can resists particles size above 100 μm.
Flow direction
Flow direction: A to B
A
B
027R7256
Mounting direction
1 | © Danfoss | DCS (rm) | 2021.01
Warning!
• Do not disassemble the valve
before brazing or welding.
• Valve must be open during
brazing and welding.
Fully closed
Open
AN328924 650798en- 000201
Page 2
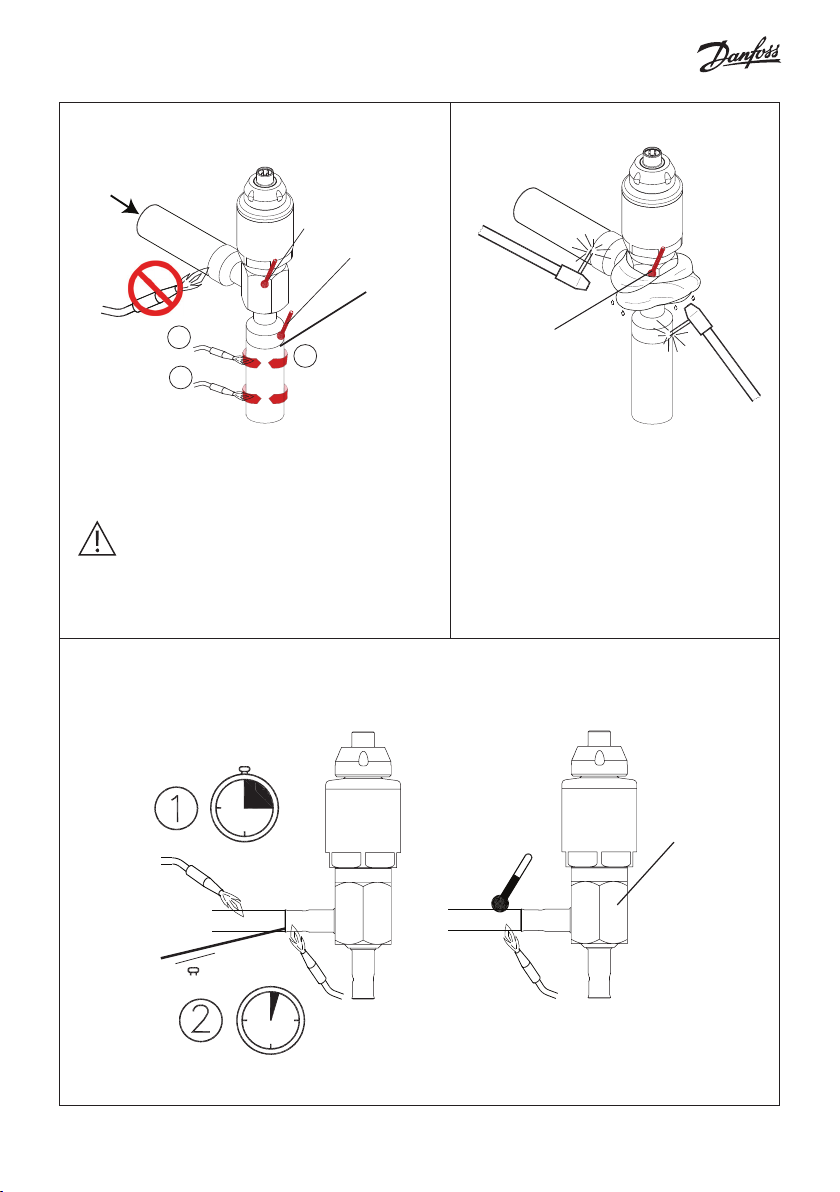
Brazing
Valve connection:
Valve body:
N
2
max. 100 °C / 212 °F
max. 700 °C / 1300 °F
Materials
for brazing
Welding
2
3
Recommendation
Solder n ozzle 4 - 6 mm
N (5/32 in - 15/64 in)
Materials used for brazing:
• Flus: Metalli tenacity No. 5 Powder or Braze Tec special h paste.
• Filler: Silver-Flo 55 (BS:AG 14/ DIN L-Ag55 Sn) or Silver-Flo 56
(AWS B Ag-7).
Filler metals containing Phosphor i.e. BS: CP 1/ DIN L-Ag 15P or
BS: CP 3/ DIN L-Ag P7 must not be used.
Note: N2 gas from opposite side of soldering point.
Bi-Metal Brazing
Copper tube 10 - 15 sec
1
Warning
max. 100 °C / 212 °F
Recommendation for TIG welding
• Power approximately 60A.
• Use Shield gas charge - Argon.
• Material for welding - approximately 2 mm thick
stainless steel alloy.
Valve body:
Max. 100˚C / 212˚F
Min. 5% Ag
No Flux
© Danfoss | DCS (rm) | 2021.01
Valve connection:
Max. 700˚C / 1300˚F
AN328924 650798en- 000201 | 2
Page 3

Electrical connections
A1
Danfoss
34G166.10
Sufficiently tighten M12 by hand
B1
B2
A
B
A1 / A2 = coil I
B1 / B2 = coil II
Insulation
When used with duty cycle in a range from 20% to 50%
or with Danfoss AK-XM 208C stepper driver:
• Insulation is not to be used on valve motor
• Insulation is acceptable on the valve body only
Note: operation with duty cycle above 50% is not
possible irrespective of insulation method.
A2
M12 connection
on CCMT valve
Insulation
Warning
© Danfoss | DCS (rm) | 2021.01
AN328924 650798en- 000201 | 3
Page 4

Service only
Danfoss
27H312.10
1
2
3
Compressed air
to remove dirt
Replace O-ring
Max. torque:
20 Nm / 14.8 ft-lbf
© Danfoss | DCS (rm) | 2021.01
AN328924 650798en- 000201 | 4
 Loading...
Loading...