

Page 1
OPERATION MANUAL
P/N P
-
142
-
0002
Rev 1.
10 / 1.11,
January
200
8
DAKOTA ULTRASONICS - MMX -6 MULTI-MODE ULTRASONIC THICKNESS GAUGE
Page 2
Copyright 2008 Dakota Ultrasonics. All rights reserved.
No part of this publication may be reproduced, translated into another
language, stored in a retrieval system, or transmitted in any form or by any
means; electronic, mechanical, photocopying, recording, or otherwise,
without the prior written consent of Dakota Ultrasonics.
Every precaution has been taken in the preparation of this publication.
Dakota Ultrasonics assumes no responsibility for errors or omissions.
Neither is any liability assumed for damages resulting from the use of
information contained herein.
Any brand or product names mentioned herein are used for identification
purposes only, and are trademarks or registered trademarks of their
respective holders.
1500 Green Hills, #107 Scotts Valley, CA 95066 USA
Tel (831) 431-9722 Fax (831) 431-9723
www.dakotaultrasonics.com
Page 3
CONTENTS
MMX-6 Ultrasonic Thickness Gauge
INTRODU CTION
OPERATION
THE KEYPAD
THE DISPLAY
THE TRANSDUCER
MAKING MEASUREMENTS
CONDITION AND PREPARATION OF SURFACES
PROBE ZERO
CALIBRATION
SCAN MODE, ALARM MODE, DUAL-MULTI MODE,
RSS232 PORT
TRANSDUCER SELECTION
APPENDIX A: PRODUCT SPECIFICATIONS
1
2
2
6
8
9
11
12
13
18
22
24
28
APPENDIX B: APPLICATION NOTES
APPENDIX C: SOUND VELOCITIES OF COMMON MATERIALS
WARRANTY INFORMATION
30
34
36
Page 4
Dakota Ultrasonics
DISCLAIMER – Very Important!
Inherent in ultrasonic thickness measurement is the possibility that the
instrument will use the second rather than the first echo from the back
surface of the material being measured while in standard pulse-echo mode.
This may result in a thickness reading that is TWICE what it should be.
In addition, measurements through very thick paint or coatings while
using echo-echo mode, may result in the paint or coating being measured
rather than the actual material intended. The Responsibility for proper use
of the instrument and recognition of these types of phenomenon’s rest
solely with the user of the instrument.
Page 5
MMX-6 Ultrasonic Thickness Gauge
1
INTRODUCTION
The Dakota Ultrasonics model MMX-6 is a multi-mode Ultrasonic
thickness gauge. Based on the same operating principles as SONAR, the
MMX- 6 is capable of measuring the thickness of various materials with
accuracy as high as ± 0.001 inches, or ± 0.01 millimeters. The principle
advantage of ultrasonic measurement over traditional methods is that
ultrasonic measurements can be performed with access to only one side of
the material being measured. The multi-mode feature of the MMX-6 allows
the user to toggle between pulse-echo mode (flaw and pit detection), and
echo-echo mode (eliminate paint or coating thickness).
This manual is presented in three sections. The first section covers
operation of the MMX- 6, and explains the keypad controls and display.
The second section provides guidelines in selecting a transducer for a
specific application. The last section provides application notes and a table
of sound velocity values for various materials.
Dakota Ultrasonics maintains a customer support res ource in order to
assist users with questions or difficulties not covered in this manual.
Customer support may be reached at any of the following:
Dakota Ultrasonics, 1500 Green Hills Road, #107
Scotts Valley, CA 95066 USA
Telephone: (831) 431- 9722
Facsimile: (831) 431-9723
www.dakotaultrasonics.com
Page 6
Dakota Ultrasonics
2
OPERATION
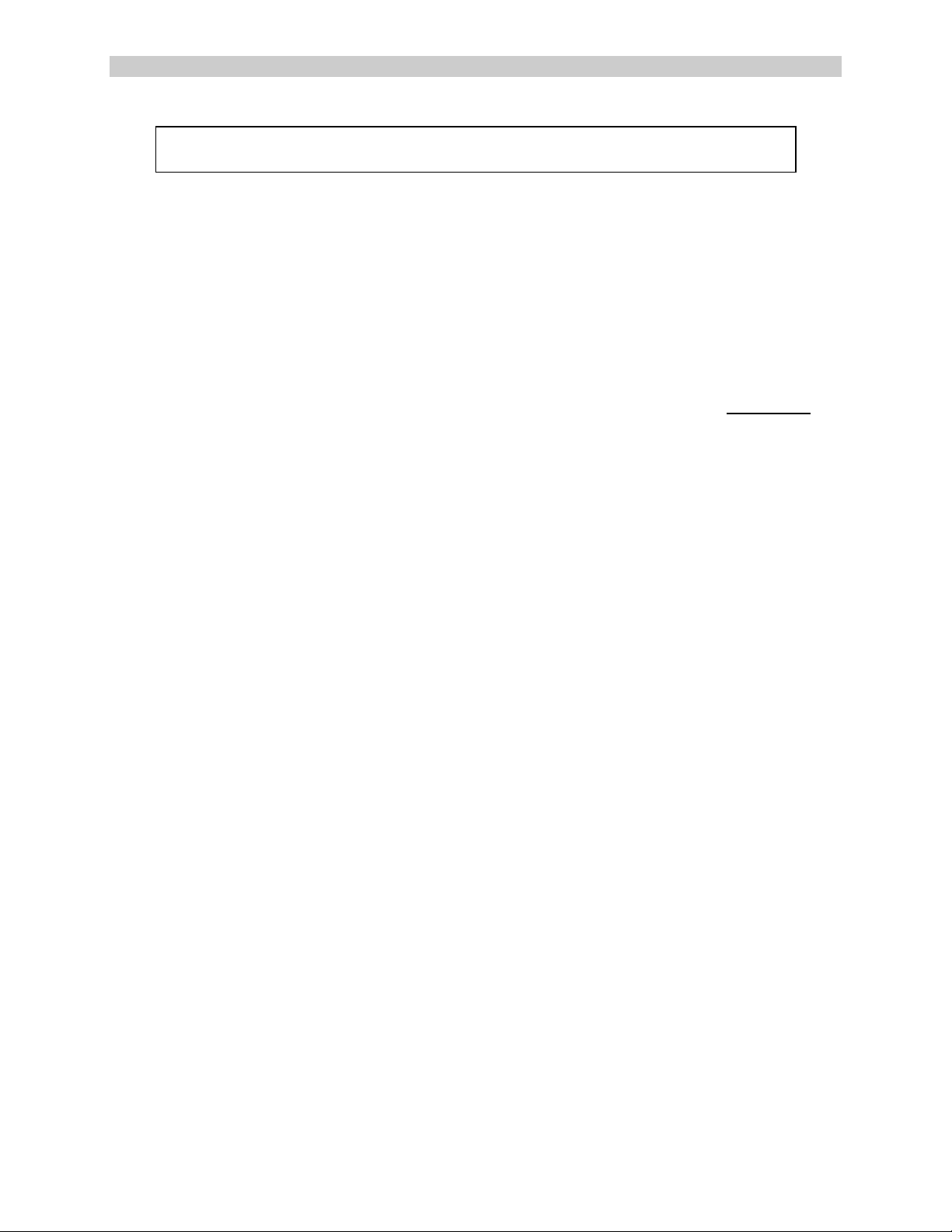
The MMX-6 interacts with the operator through the membrane keypad
and the LCD display. The functions of the various keys on the keypad are
detailed below, followed by an explanation of the di splay and its various
symbols.
The Keypad
This key is used to turn the MMX-6 on and off. When the gauge is
turned ON, it will first perform a brief display test by illuminating all of the
segments in the display. After one second, the gauge will displ ay the
internal software version number. After displaying the version number, the
display will show "0.000" (or "0.00" if using metric units), indicating the
gauge is ready for use.
The MMX-6 is turned OFF by pressing the ON/OFF key. The gauge
has a special memory that retains all of its settings even when the power is
off. The gauge also features an auto-powerdown mode designed to
conserve battery life. If the gauge is idle for 5 minutes, it will turn itself off.
Page 7
MMX-6 Ultrasonic Thickness Gauge
3
The PRB- 0 key is used to "zero" the MMX- 6 in much the same way that
a mechanical micrometer is zeroed. If the gauge is not zeroed correctly, all
of the measurements that the gauge makes may be in error by some fixed
value. Refer to page 12 for an explanation of this important procedure.
The CAL key is used to enter and exit the MMX- 6's calibration mode.
This mode is used to adjust the sound-velocity value that the MMX-6 will
use when calculating thickness. The gauge will either calculate the soundvelocity from a sample of the material being measured, or allow a known
velocity value to be entered directly. Refer to page 13 for an explanation of
the two CAL functions available.
The IN/MM key is used to switch back and forth between English and
metric units. This key may be used at any time, whether the gauge is
displaying a thickness (IN or MM) or a velocity value (IN/µs or M/s).
Page 8
Dakota Ultrasonics
4
The UP arrow key has two functions. When the MMX-6 is in calibration
mode, this key is used to increase numeric values on the display. An autorepeat function is built in, so that when the key is held down, numeric
values will increment at an increasing rate. When the MMX-6 is not in
calibration mode, the UP arrow key switches the SCAN measurement
mode on and off. Refer to page 18 for an explanation of the SCAN
measurement mode.
The DOWN arrow key has two functions. When the MMX- 6 is in the
CAL mode, this key is used to decrease numeric values on the display. An
auto-repeat function is built in, so that when the key is held down, numeric
values will decrement at an increasing rate. When the MMX-6 is not in
calibration mode, the DOWN arrow key switches the display backlight
between three available settings. OFF will be displayed when the backlight
is switched off. AUTO will be displayed when the backlight is set to
automatic mode, and ON will be displayed when the backlight is set to stay
on. In the AUTO setting, the backlight will illuminate while the MMX- 6 is
making a measurement and turn off after several seconds to conserve
battery life.
Page 9
MMX-6 Ultrasonic Thickness Gauge
5
The ALRM key has two functions. By holding down the ALRM key
when powering up the MMX- 6, the audible beeper will be turned on or off
accordingly. After the unit has been turned on, pressing the ALRM key will
toggle the alarm mode to the on/off positions and allow the user to enter a
nominal thickness value. Refer to page 19 for details on how to use the
alarm feature.
The DUAL- MULTI key is used to toggle pulse-echo ( flaw & pit
detection ), and echo- echo ( eliminate paint & coating thickness ). This
enables the user to very conveniently switch between modes depending on
application requirements. Refer to page 20 for a complete explanation of
this feature.
The SEND key is used to send the currently displayed thickness
measurement to an external storage device via the MMX-6's RS232 port.
Refer to page 22 for an explanation of how to use this feature.
Page 10
Dakota Ultrasonics
6
The Display
The numeric portion of the display consists of 4 complete digits
preceded by a leading "1", and is used to display numeric values, as well
as occasional simple words, to indicate the status of various settings.
When the MMX- 6 is displaying thickness measurements, the display will
hold the last value measured, until a new measurement is made.
Additionally, when the battery voltage is low, the entire display will
begin to flash. When this occurs, the batteries should be replaced.
These eight vertical bars form the Stability Indicator. When the MMX- 6
is idle, only the left -most bar and the underline will be on. While the gauge
is taking a measurement, six or seven of the bars should be on. If fewer
than five bars are on, the MMX- 6 is having difficulty achieving a stable
measurement, and the thickness value displayed will most likely be
erroneous.
Page 11
MMX-6 Ultrasonic Thickness Gauge
7
When the IN symbol is on, the MMX- 6 is displaying a thickness value in
inches. The maximum thickness that can be displayed is 19.999 inches.
When the MM symbol is on, the MMX- 6 is displaying a thickness value
in millimeters. If the displayed thickness exceeds 199.99 millimeters, the
decimal point will shift automatically to the right, allowing valu es up to
1999.9 millimeters to be displayed.
When the IN symbol is on, in conjunction with the /µs symbol, the MMX-
6 is displaying a sound-velocity value in inches-per- microsecond.
When the M symbol is on, in conjunction with the /s symbol, the MMX-
6 is displaying a sound-velocity value in meters-per- second.
When the + symbol is on and blinking, this indicates that the MMX- 6 is
currently operating in echo-echo ( Thru-paint/coating ) mode.
Page 12
Dakota Ultrasonics
8
The Transducer
The transducer is the "business end" of the MMX-6. It transmits and
receives ultrasonic sound waves that the MMX-6 uses to calculate the
thickness of the material being measured. The transducer connects to the
MMX- 6 via the attached cable, and two coaxial connectors. When using
transducers manufactured by Dakota Ultrasonics, the orientation of the
dual coaxial connectors is not critical: either plug may be fitted to either
socket in the MMX- 6.
The transducer must be used correctly in order for the MMX-6 to
produce accurate, reliable measurements. Below is a short description of
the transducer, followed by instructions for its use.
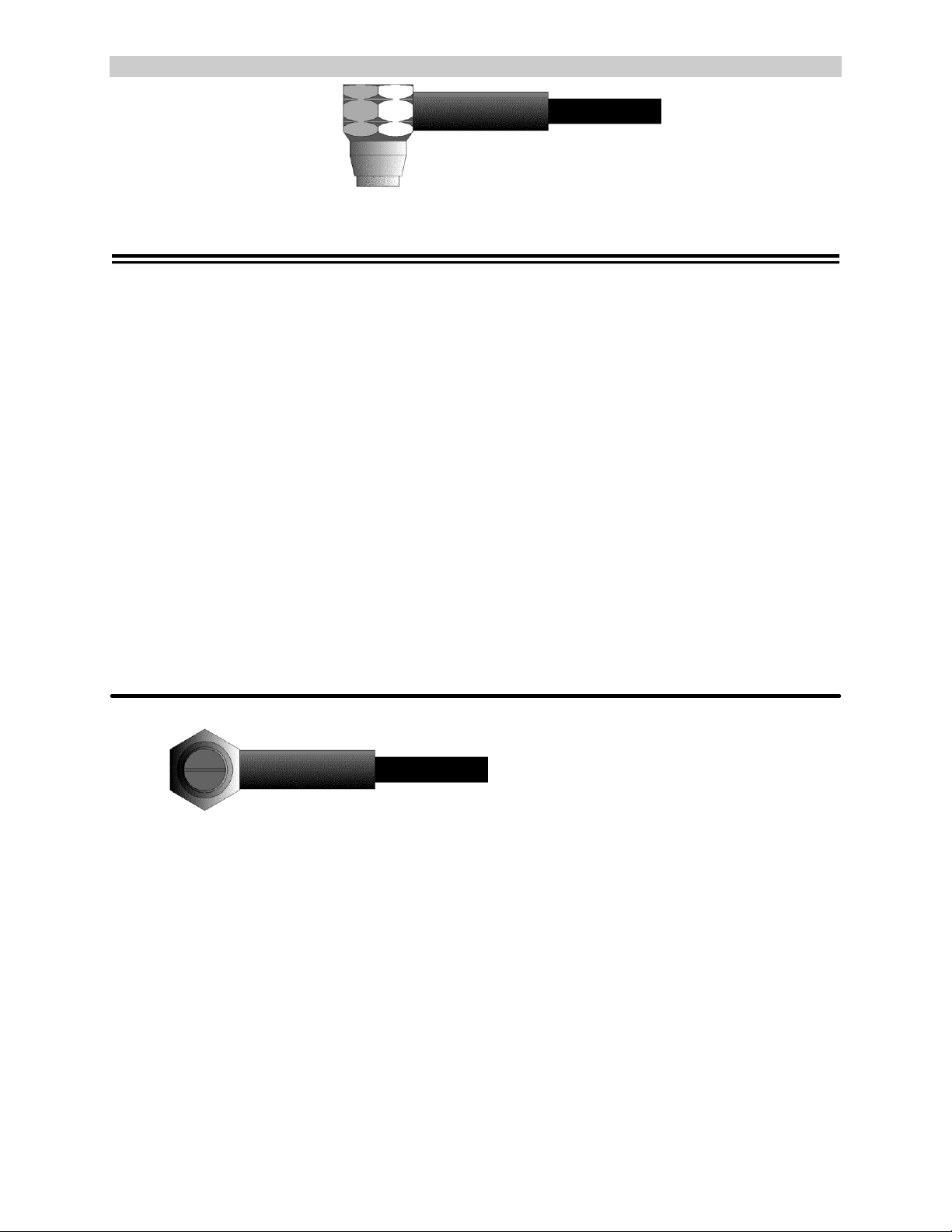
This is a bottom view of a typical transducer. The two semicircles of the
wearface are visible, as is the barrier separating them. One of the
semicircles is responsible for conducting ultrasonic sound into the material
being measured, and the other semicircle is responsible for conducting the
echoed sound back into the transducer. When the transducer is placed
against the material being measured, it is the area directly beneath the
center of the wearface that is being measured.
Page 13
MMX-6 Ultrasonic Thickness Gauge
9
This is a top view of a typical transducer. Press against the top with the
thumb or index finger to hold the transducer in place. Moderate pressure is
sufficient, as it is only necessary to keep the transducer stationary, and the
wearface seated flat against the surface of the material being measured.
Making Measurements
In order for the transducer to do its job, there must be no air gaps
between the wear-face and the surface of the material being measured.
This is accomplished with the use of a "coupling" fluid, commonly called
"couplant". This fluid serves to "couple", or transfer, the ultrasonic sound
waves from the transducer, into the material, and back again. Before
attempting to make a measurement, a small amount of couplant should be
applied to the surface of the material being measured. Typically, a single
droplet of couplant is sufficient.
After applying couplant, press the transducer (wearface down) firmly
against the area to be measured. The Stability Indicator should have six or
seven bars darkened, and a number should appear in the display. If the
MMX- 6 has been properly "zeroed" (see page 12) and set to the correct
sound velocity (see page 13), the number in the display will indicate the
actual thickness of the material directly beneath the transducer.
Page 14

Dakota Ultrasonics
10
If the Stability Indicator has fewer than five bars darkened, or the
numbers on the display seem erratic, first check to make sure that there is
an adequate film of couplant beneath the transducer, and that the
transducer is seated flat against the material. If the condition persists, it
may be necessary to select a different transducer (size or frequency) for
the material being measured. See page 24.
While the transducer is in contact with the material that is being
measured, the MMX-6 will perform four measurements every second,
updating its display as it doe s so. When the transducer is removed from
the surface, the display will hold the last measurement made.
IMPORTANT
Occasionally, a small film of couplant will be drawn out between the
transducer and the surface as the transducer is removed. When this
happens, the MMX- 6 may perform a measurement through this couplant
film, resulting in a measurement that is larger or smaller than it should be.
This phenomenon is obvious when one thickness value is observed while
the transducer is in place, and another value is observed after the
transducer is removed.
In addition, measurements through very thick paint or coatings may
result in the paint or coating being measured rather than the actual material
intended. The responsibility for proper use of the instrument, and
recognition of these types of phenomenon’s, rest solely with the user of the
instrument.
Page 15

MMX-6 Ultrasonic Thickness Gauge
11
Condition and Preparation of Surfaces
In any ultrasonic measurement scenario, the shape and roughness of
the test surface are of paramount importance. Rough, uneven surfaces
may limit the penetration of ultrasound through the material, and result in
unstable, and therefore unreliable, measurements. The surface being
measured should be clean, and free of any small particulate matter, rust, or
scale. The presence of such obstructions will prevent the transducer from
seating properly against the surface. Often, a wire brush or scraper will be
helpful in cleaning surfaces. In more extreme cases, rotary sanders or
grinding wheels may be used, though care must be taken to prevent
surface gouging, which will inhibit proper transducer coupling.
Extremely rough surfaces, such as the pebble-like finish of some cast
iron, will prove most difficult to measure. These kinds of surfaces act on
the sound beam like frosted glass on light:, the beam becomes diffused
and scattered in all directions.
In addition to posing obstacles to measurement, rough surfaces
contribute to excessive wear of the transducer, particularly in situations
where the transducer is "scrubbed" along the surface. Transducers should
be inspected on a regular basis, for signs of uneven wear of the wearface.
If the wearface is worn on one side more than another, the sound beam
penetrating the test material may no longer be perpendicular to the material
surface. In this case, it will be difficult to exactly locate tiny irregularities in
the material being measured, as the focus of the soundbeam no longer lies
directly beneath the transducer.
Page 16

Dakota Ultrasonics
12
Probe Zero
Setting the Zero Point of the MMX- 6 is important for the same reason
that setting the zero on a mechanical micrometer is important. If the gauge
is not "zeroed" correctly, all of the measurements the gauge makes will be
in error by some fixed number. When the MMX- 6 is "zeroed", this fixed
error value is measured and automatically corrected for in all subsequent
measurements. The MMX-6 may be "zeroed" by performing the following
procedure:
Performing a Probe-Zero
1) Make sure the MMX-6 is on.
2) Plug the transducer into the MMX-6. Make sure that the
connectors are fully engaged. Check that the wearface of the
transducer is clean and free of any debris.
3) The metal probe-disc is on the top end of the MMX- 6. Apply a
single droplet of ultrasonic couplant to the face of this disc.
4) Make sure that the MMX- 6 is in P-E ( pulse-echo mode ) by
pressing the Dual- Multi key to toggle the modes.
Note: The Probe-Zero feature is not used in Echo-Echo Thru-Paint
mode, and has been disabled. If the PRB-0 key is pressed, while
in this mode, “nO” followed by “Prb0” will be displayed.
5) Press the transducer against the probe- disc, making sure that the
transducer sits flat against the surface. The display should show
some thickness value, and the Stability Indicator should have
nearly all its bars illuminated.
Page 17

MMX-6 Ultrasonic Thickness Gauge
13
6) While the transducer is firmly coupled to the probe-disc, press the
PRB-0 key on the keypad. The MMX-6 will display "Prb0" while it
is calculating its zero point.
7) Remove the transducer from the probe- disc.
At this point, the MMX- 6 has successfully calculated it's internal error
factor, and will compensate for this value in any subsequent
measurements. When performing a "probe-zero", the MMX- 6 will always
use the sound-velocity value of the built-in probe- disc, even if some other
velocity value has been entered for making actual measurements. Though
the MMX- 6 will remember the last "probe-zero" performed, it is generally a
good idea to perform a "probe-zero" whenever the gauge is turned on, as
well as any time a different transducer is used. This will ensure that the
instrument is always correctly zeroed.
Calibration
In order for the MMX-6 to make accurate measurements, it must be set
to the correct sound-velocity for the material being measured. Different
types of material have different inherent sound-velocities. For example, the
velocity of sound through steel is about 0.233 inches-per-microsecond,
versus that of aluminum, which is about 0.248 inches-per-microsecond. If
the gauge is not set to the correct sound-velocity, all of the measurements
the gauge makes will be erroneous by some fixed percentage. The one
Page 18

Dakota Ultrasonics
14
point calibration is the simplest and most commonly used calibration
procedure - optimizing linearity over large ranges. The two point
calibration allows for greater accuracy over small ranges by calculating the
probe zero and velocity. The MMX- 6 provides three simple methods for
setting the sound-velocity, described in the following pages.
Note: Although the MMX- 6 has a thru-paint/coating feature, one and two
point calibrations must be performed on material with the paint or coating
removed. Failure to remove the paint or coating prior to calibration, will
result in a multi material velocity calculation that may be different from the
actual material velocity intended to be measured.
Calibration to a known thickness
Note: This procedure requires a sample piece of the specific material
to be measured, the exact thickness of which is known, e.g. from
having been measured by some other means.
1) Make sure the MMX-6 is on and switched to P-E (pulse-echo)
mode. Press the Dual- Multi key to toggle modes.
Note: The calibration function has been disabled in E-E (echo-echo)
mode. If the CAL key is pressed while in E-E mode, “nO” followed by
“CAL” will be displayed.
2) Perform a Probe-Zero (refer to page 12)
3) Apply couplant to the sample piece.
4) Press the transducer against the sample piece, making sure that
the transducer sits flat against the surface of the sample. The
Page 19

MMX-6 Ultrasonic Thickness Gauge
15
display should show some (probably incorrect) thick ness value,
and the Stability Indicator should have nearly all its bars on.
5) Having achieved a stable reading, remove the transducer. If the
displayed thickness changes from the value shown while the
transducer was coupled, repeat step 4.
6) Press the CAL key. The IN (or MM ) symbol should begin flashing.
7) Use the UP and DOWN arrow keys to adjust the displayed
thickness up or down, until it matches the thickness of the sample
piece.
8) Press the CAL key again. The IN/µs (or M/s) symbols should
begin flashing. The MMX-6 is now displaying the sound velocity
value it has calculated based on the thickness value that was
entered in step 7.
9) Press the CAL key once more to exit the calibration mode. The
MMX- 6 is now ready to perform measurements.
Calibration to a known velocity
NOTE: This procedure requires that the operator know the sound-
velocity of the material to be measured. A table of common
materials and their sound-velocities can be found in Appendix C.
1) Make sure the MMX-6 is on and switched to P-E (pulse-echo)
mode. Press the Dual- Multi key to toggle modes.
Page 20

Dakota Ultrasonics
16
Note: The calibration function has been disabled in E-E (echo-echo)
mode. If the CAL key is pressed while in E-E mode, “nO” followed
by “CAL” will be displayed.
2) Press the CAL key to enter ca libration mode. If the IN (or MM)
symbol is flashing, press the CAL key again, so that the IN/µs (or
M/s) symbols are flashing.
3) Use the UP and DOWN arrow keys to adjust the displayed velocity
up or down, until it matches the sound-velocity of the material to be
measured.
4) Press the CAL key once more to exit the calibration mode. The
MMX- 6 is now ready to perform measurements.
NOTE: At any time during the calibration procedure (IN, MM, IN/ µs, or
M/s flashing in the display), pressing the PRB-0 key will restore the gauge
to the factory default sound-velocity for steel (0.233 IN/ µs).
To achieve the most accurate measurements possible, it is generally
advisable to always calibrate the MMX- 6 to a sample piece of known
thickness. Material composition (and thus, its sound-velocity) sometimes
varies from lot to lot and from manufacturer to manufacturer. Calibration to
a sample of known thickness will ensure that the gauge is set as closely as
possible to the sound velocity of the material to be measured.
Page 21

MMX-6 Ultrasonic Thickness Gauge
17
Two Point Calibration
NOTE: This procedure requires that the operator has two known
thickness points on the test piece that are representative of the
range to be measured.
1) Make sure the MMX-6 is on and switched to P-E (pulse-echo)
mode. Press the Dual- Multi key to toggle modes.
Note: The calibration function has been disabled in E-E (echo-echo)
mode. If the CAL key is pressed while in E-E mode, “nO” followed
by “CAL” will be displayed.
2) Perform a Probe-Zero (refer to page 12)
3) Apply couplant to the sample piece.
4) Press the transducer against the sample piece, at the first/second
calibration point, making sure that the transducer sits flat against
the surface of the sample. The display should show some
(probably incorrect) thickness value, and the Stability Indicator
should have nearly all its bars on.
5) Having achieved a stable reading, remove the transducer. If the
displayed thickness changes from the value shown while the
transducer was coupled, repeat step 4.
6) Press the CAL key. The IN (or MM ) symbol should begin flashing.
7) Use the UP and DOWN arrow keys to adjust the displayed
thickness up or down, until it matches the thickness of the sample
piece.
Page 22

Dakota Ultrasonics
18
8) Press the Probe key. The display will flash 1OF2. Repeat steps 3
through 8 on the second calibration point. The MMX-6 will now
display the sound velocity value it has calculated based on the
thickness values that were entered in step 7.
9) The MMX-6 is now ready to perform measurements within this
range.
Scan Mode
While the MMX- 6 excels at making single point measurements, it is
sometimes desirable to examine a larger region, searching for the thinnest
point. The MMX-6 includes a feature, called Scan Mode, which allows it to
do just that.
In normal operation, the MMX-6 performs and displays four
measurements every second, which is quite adequate for single
measurements. In Scan Mode, however, the gauge performs sixteen
measurements every second, and displays the readings while scanning.
While the transdu cer is in contact with the material being measured, the
MMX- 6 is keeping track of the lowest measurement it finds. The
transducer may be "scrubbed" across a surface, and any brief interruptions
in the signal will be ignored. When the transducer loses con tact with the
surface for more than a second, the MMX- 6 will display the smallest
measurement it found.
Page 23

MMX-6 Ultrasonic Thickness Gauge
19
When the MMX- 6 is not in calibration mode, press the UP arrow key to
turn Scan Mode on and off. A brief message will appear in the display
confirming the operation. When the transducer is removed from the
material being scanned, the MMX-6 will (after a brief pause) display the
smallest measurement it found.
Alarm Mode
The Alarm Mode feature of the MMX-6 allows the user to set an audible
and visual pa rameter when taking measurements. When the Alarm Mode
is on, the green LED is illuminated. If a measurement falls below a nominal
value, set by the user, the red LED will illuminate and the beeper will
sound, if enabled. This improves the speed and efficiency of the inspection
process by eliminating constant viewing of the actual reading displayed.
The following pages outline how to enable and set up this feature:
Using the Beeper
1) While the unit is off, press and hold down the ALRM key.
2) Press ON/OFF key to power up the unit.
3) Release the ALRM key - BEEP ON or BEEP OFF will be displayed
enabling or disabling the beeper.
4) Repeat steps 1 through 3 to toggle between BEEP ON or BEEP
OFF.
Page 24

Dakota Ultrasonics
20
Alarm Mode
1) Press ON/OFF key to power up the MMX- 6.
2) Press the ALRM key. ALAr OFF, or ALAr followed by a thickness
value and flashing IN (or MM ) symbol will be displayed - indicating
the alarm mode is enabled.
3) Repeat step 2 to toggle between ALAr OFF or ALAr value and
flashing IN / MM symbol (On).
4) Assuming ALAr value flashing IN is displayed, use the UP and
DOWN arrow keys to scroll to the desired nominal alarm value.
5) Press the ALRM key once again to select the nominal value
entered.
6) The MMX-6 is now ready to perform measurements using the
Alarm feature.
Dual-Multi Mode
Often times users and inspectors in the field are faced with coated
materials such as pipes and tanks. Typically inspectors will need to
remove the paint or coating prior to measuring, or allow for some fixed
amount of error introduced by the paint or coating thickness and velocity.
An A-Scan scope with a special echo-echo mode is generally used in order
to accurately perform measurements through paints and coatings.
Page 25

MMX-6 Ultrasonic Thickness Gauge
21
However, In order to inspect for blind wall pitting and internal flaws, both
echo-echo (thru-paint / coatings), and pulse-echo (locate flaws & pits)
modes are needed. Special high damped dual element transducers are
also a must when performing inspections using both modes without an ascan scope for verification. A highly damped transducer rings for a much
shorter time, allowing the MMX- 6 to measure thinner material thicknesses
in echo-echo mode. This same transducer is equally effective when used
in pulse-echo mode, eliminating the need to use different transducers for
each mode. The new MMX-6 gives you all these features in a simple to
use, one button toggle, digital thickness gauge. The following steps outline
the procedure for setting up this feature:
Dual-Multi Mode
1) Press ON/OFF key to power up the MMX- 6.
2) Press the DUAL- MULTI key to toggle between E-E (echo-echo)
thru-paint/coatings mode and P- E (pulse-echo) flaw and pit mode.
3) The MMX-6 is now ready to perform measurements in the current
mode setting.
Page 26

Dakota Ultrasonics
22
RS232 Serial Port
The MMX-6 is equipped with an RS232 serial port. Using the
accessory cable (part# N-306-0010), the MMX-6 has the ability to connect
to a computer, or external storage device. The following section outlines
the procedure for connecting the MMX- 6 to a computer, and how to collect
data using any standard communications program:
Connecting To a Computer
1) Connect the accessory cable (part# N-306- 0010) to the 2 pin jack
located on the bottom of the MMX- 6, and the 9 pin connector to a
serial port on the computer.
2) Start the communications software that will be used to collect the
measurements (i.e. Microsoft Windows 3.1 - Terminal, or 95, 98,
Me, XP - HyperTerminal).
3) Setup the communications software using the following
parameters: Data Bits - 8, Parity - None, Stop Bits - 1, Baud
Rate 1200.
4) Set the communications software COMM port to the port number
that the MMX-6 is connected.
5) After taking a measurement, press the SEND key to send the
measurement to the computer. The measurement will be displayed
on the computer screen.
Page 27

MMX-6 Ultrasonic Thickness Gauge
23
NOTE: Communications software packages generally hav e the ability
to capture the screen data to a common text file. This text file,
containing the measurements, can then be imported into any
common spreadsheet program (i.e. Excel, Quattro Pro, Lotus123)
for further reporting requirements.
Page 28

Dakota Ultrasonics
24
TRANSDUCER SELECTION
The MMX-6 is inherently capable of performing measurements on a
wide range of materials, from various metals to glass and plastics.
Different types of material, however, will require the use of different
transducers. Choosing the correct transducer for a job is critical to being
able to easily perform accurate and reliable measurements. The following
paragraphs highlight the important properties of transducers, which should
be considered when selecting a transducer for a specific job.
Generally sp eaking, the best transducer for a job is one that sends
sufficient ultrasonic energy into the material being measured such that a
strong, stable echo is received by the MMX-6. Several factors affect the
strength of ultrasound as it travels. These are outlined below:
• Initial Signal Strength
The stronger a signal is to begin with, the stronger its return echo
will be. Initial signal strength is largely a factor of the size of the
ultrasound emitter in the transducer. A large emitting area will send
more energy into the material being measured than a small emitting
area. Thus, a so-called "1/2-inch" transducer will emit a stronger signal
than a "1/4-inch" transducer.
• Absorption and Scattering
As ultrasound travels through any material, it is partly a bsorbed. If
the material through which the sound travels has any grain structure,
the sound waves will experience scattering. Both of these effects
reduce the strength of the waves, and thus, the MMX-6's ability to
detect the returning echo.
Page 29

MMX-6 Ultrasonic Thickness Gauge
25
Higher frequ ency ultrasound is absorbed and scattered more than
ultrasound of a lower frequency. While it may seem that using a lower
frequency transducer might be better in every instance, low frequencies
are less directional than high frequencies. Thus, a higher frequency
transducer would be a better choice for detecting the exact location of
small pits or flaws in the material being measured.
• Geometry of the Transducer
The physical constraints of the measuring environment sometimes
determine a transducer's suitability for a given job. Some transducers
may simply be too large to be used in tightly confined areas. Also, the
surface area available for contacting with the transducer may be limited,
requiring the use of a transducer with a small wearface. Measuring on
a curved surface, such as an engine cylinder wall, may require the use
of a transducer with a matching curved wearface.
• Temperature of the Material
When it is necessary to measure on surfaces that are exceedingly
hot, high temperature transducers must be used. These transducers
are built using special materials and techniques that allow them to
withstand high temperatures without damage. Additionally, care must
be taken when performing a "Probe-Zero" or "Calibration to Known
Thickness" with a high temperature transducer. See Appendix B for
more information on measuring materials with a high temperature
transducer.
Selection of the proper transducer is often a matter of tradeoffs
between various characteristics. It may be necessary to experiment
Page 30

Dakota Ultrasonics
26
with a variety of transducers in order to find one that works well for a
given job. Dakota Ultrasonics can provide assistance in choosing a
transducer, and offers a broad selection of transducers for evaluation in
specialized applications.
• Through Paint & Coatings
The MMX-6 has the ability to measure through and eliminate the
thickness of paint or coatings on the surface of metals. While this is a
very convenient feature, it must be used with the proper transducers in
order to produce favorable results. Special high damped alpha style
transducers must be used in order to achieve optimal results. Consult
Dakota Ultrasonics directly for assistance in choosing the proper
transducer for use with the Multi-Mode feature.
Page 31

MMX-6 Ultrasonic Thickness Gauge
27
blank page
Page 32

Dakota Ultrasonics
28
Physical
Weight: 10 ounces
Size: 2.5W x 4.75H x 1.25D inches
(63.5W x 120.7H x 31.8D mm).
Operating Temperature: -20 to 120 °F (-20 to 50 °C)
Case: Extruded aluminum body / nickel plated aluminum end
caps.
Keypad
APPENDIX A
Product Specifications
Sealed membrane, resistant to water and petroleum products.
Power Source
Two “AA” size, 1.5 volt alkaline or 1.2 volt NiCad cells. 200 hours typical
operating time on alkaline, 120 hours on NiCad.
Display
Liquid-Crystal-Display, 4.5 digits, 0.500 inch high numerals. LED backlight.
Flashing display indicates low battery voltage.
Measuring
Range: Pulse-Echo mode 0.025 to 19.999 inches (0.63 to 500 millimeters).
Echo-Echo mode 0.100 to 1.0 inches (2.54 to 25.4 millimeters).
Resolution: 0.001 inch ( 0.01 millimeter)
Accuracy: ±0.001 inch (0.01 millimeter), depends on material
and conditions
Sound Velocity Range: 0.0492 to 0.3930 in/ µs (1250 to 10000m/s)
Page 33

MMX-6 Ultrasonic Thickness Gauge
29
blank page
Page 34

Dakota Ultrasonics
30
APPENDIX B
Application Notes
• Measuring pipe and tubing
When measuring a piece of pipe to determine the thickness of the pipe
wall, orientation of the transducers is important. If the diameter of the pipe
is larger than approximately 4 inches, measurements should be made with
the transducer oriented so that the gap in the wearface is perpendicular (at
right angle) to the long axis of the pipe. For smaller pipe diameters, two
measurements should be performed, one with the wearface gap
perpendicular, another with the gap parallel to the long axis of the pipe.
The smaller of the two displayed values should then be taken as the
thickness at that point.
Perpendicular Parallel
• Measuring hot surfaces
The velocity of sound through a substance is dependant upon its
temperature. As materials heat up, the velocity of sound through them
decreases. In most applications with surface temperatures less than about
200°F (100 °C), no special procedures must be observed. At temperatures
Page 35

MMX-6 Ultrasonic Thickness Gauge
31
above this point, the change in sound velocity of the material being
measured starts to have a noticeable effect upon ultrasonic measurement.
At such elevated temperatures, it is recommended that the user perform
a calibration procedure (refer to page 13) on a sample piece of known
thickness, which is at or near the temperature of the material to be
measured. This will allow the MMX- 6 to correctly calculate the velocity of
sound through the hot material.
When performing measurements on hot surfaces, it may also be
necessary to use a specially constructed high -temperature transducer.
These transducers are built using materials which can withstand high
temperatures. Even so, it is recommended that the probe be left in contact
with the surface for as short a time as needed to acquire a stable
measurement. While the transducer is in contact with a hot surface, it will
begin to heat up, and through thermal expansion and other effects, may
begin to adversely affect the accuracy of measurements.
• Measuring laminated materials
Laminated materials are unique in that their density (and therefore
sound-velocity) may vary considerably from one piece to another. Some
laminated materials may even exhibit noticeable changes in sound-velocity
across a single surface. The only way to reliably measure such materials is
by performing a calibration procedure on a sample piece of known
thickness. Ideally, this sample material should be a part of the same piece
being measured, or at least from the same lamination batch. By calibrating
to each test piece individually, the effects of variation of sound-velocity will
be minimized.
Page 36

Dakota Ultrasonics
32
An additional important consideration when measuring laminates, is that
any included air gaps or pockets will cause an early reflection of the
ultrasound beam. This effect will be noticed as a sudden decrease in
thickness in an otherwise regular surface. While this may impede accurate
measurement of total material thickness, it does provide the user with
positive indication of air gaps in the laminate.
• Measuring Through Paint & Coatings
Measuring through paints and coatings are also unique, in that the
velocity of the paint / coating will be significantly different from the actual
material being measured. A perfect example of this would be a mild
steel pipe with approximately .025” of coating on the surface. Where the
velocity of the pipe is .2330 in/µsec, and the velocity of the paint is .0900
in/µsec. If the user is calibrated for mild steel pipe and measures
through both materials, the actual coating thickness will appear to be 2.5
times thicker than it actually is, as a result of the differences in velocity.
This error can be eliminated by using a special echo- echo mode to
perform measurements for applications such as these. In echo-echo
mode, the paint / coating thickness will be eliminated entirely and the
steel will be the only material measured.
Page 37

MMX-6 Ultrasonic Thickness Gauge
33
blank page
Page 38

Dakota Ultrasonics
34
in/us
m/s
Aluminum
0.250
6350
Brass
0.173
4394
Cast Iron
0.180
(apprx)
4572
Copper
0.184
4674
Epoxy resin
0.100
(apprx)
2540
Glass, crown
0.223
5664
Gold
0.128
3251
Iron
0.232
5893
Magnesium
0.228
5791
Nylon
0.102
(apprx)
2591
Platinum
0.156
3962
Polystyrene
0.092
2337
PVC
0.094
2388
Rubber, vulcanized
0.091
2311
Silver
0.142
3607
Steel, stainless
0.223
5664
Teflon
0.056
1422
Titanium
0.240
6096
Zinc
0.166
4216
APPENDIX C
Sound Velocities of some Common Materials
Material sound velocity
Bismuth 0.086 2184
Cadmium 0.109 2769
Constantan 0.206 5232
German silver 0.187 4750
Glass,flint 0.168 4267
Ice 0.157 3988
Lead 0.085 2159
Mercury 0.057 1448
Nickel 0.222 5639
Paraffin 0.087 2210
Plexiglass 0.106 2692
Porcelain 0.230 (apprx) 5842
Quartz glass 0.222 5639
Steel, common 0.233 5918
Stellite 0.275 (apprx) 6985
Tin 0.131 3327
Tungsten 0.210 5334
Water 0.058 1473
Page 39

MMX-6 Ultrasonic Thickness Gauge
35
blank page
Page 40

Dakota Ultrasonics
36
WARRANTY INFORMATION
• Warranty Statement •
Dakota Ultrasonics warrants the MMX-6 against defects in materials and
workmanship for a period of five years from receipt by the end user. Additionally,
Dakota Ultrasonics warrants transducers and accessories against such defects for a
period of 90 days from receipt by the end user. If Dakota Ultrasonics receives notice of
such defects during th e warranty period, Dakota Ultrasonics will either, at its option,
repair or replace products that prove to be defective.
Should Dakota Ultrasonics be unable to repair or replace the product within a
reasonable amount of time, the customer's alternative exclusive remedy shall be refund
of the purchase price upon return of the product.
• Exclusions •
The above warranty shall not apply to defects resulting from: improper or
inadequate maintenance by the customer; unauthorized modification or misuse; or
operation outside the environmental specifications for the product.
Dakota Ultrasonics makes no other warranty, either express or implied, with respect
to this product. Dakota Ultrasonics specifically disclaims any implied warranties of
merchantability or fitness for a particular purpose. Some states or provinces do not
allow limitations on the duration of an implied warranty, so the above limitation or
exclusion may not apply to you. However, any implied warranty of merchantability or
fitness is limited to the five-year duration of this written warranty.
This warranty gives you specific legal rights, and you may also have other rights
which may vary from state to state or province to province.
• Obtaining Service During Warranty Period •
If your hardware should fail during the warranty period, contact Dakota Ultrasonics
and arrange for servicing of the product. Retain proof of purchase in order to obtain
warranty service.
For products that require servicing, Dakota Ultrasonics may use one of the following
methods:
- Repair the product
- Replace the product with a re-manufactured unit
- Replace the product with a product of equal or greater performance
- Refund the purchase price.
• After the Warranty Period •
If your hardware should fail after the warranty period, contact Dakota Ultrasonics for
details of the services available, and to arrange for non-warranty service.
Page 41

MATERIAL SAFETY DATA SHEET
N/A = not applicable or not available (To comply with 29 CFR 1910.1200)
SECTION 1 – PRODUCT IDENTIFICATION
Product Name: SOUNDSAFE
Generic Name: Ultrasonic Couplant
Manufacturer: Sonotech, Inc.
774 Marine Dr., Bellingham, WA 98225
(360) 671-9121
SECTION 2 – HAZARDOUS INGREDIENTS
This material does not contain any ingredients having
known health hazards in concentrations greater than 1%.
This material does not contain any known or suspected
carcinogens.
SECTION 4 – FIRE AND EXPLOSION
HAZARD DATA
Flash Point : none
Upper Exposure Limit: none
Lower Exposure Limit: none
Special Fire Fighting Procedures : N/A
Extinguishing media: N/A
Unusual Fire and Explosion Hazards : none
NFPA Hazardous Materials
Identification System (est)
Health……………………0
Flammability…………….0
Reactivity………………..0
SECTION 3 – PHYSICAL DATA
(nominal)
Boiling Point: >220 °F pH: 7.35 – 7.9
Freezing Point: <20°F Acoustic Imp.: 1.726x10
Vapor Pressure: N/A Vapor Density: N/A
Evaporation Rate: N/A Specific Gravity: >1.02
Solubility in Water: complete
Appearance and Odor: water white, opaque gel;
bland odor
6
SECTION 5 – REACTIVITY DATA
Stability: Stable
Conditions to Avoid: none
Incompatibility (Materials to Avoid): none known
Hazardous Polymerization: will not occur
Hazardous Decomposition or Byproducts: none known
SECTION 6 – HEALTH HAZARD AND FIRST AID DATA
Routes of Entry :
Skin: not likely Ingestion: not normally
Eyes: not normally Inhalation: no
Effects of Overexposure: Acute: May cause temporary
1
eye irritation
Chronic: none expected
SECTION 7 – STORAGE AND HANDLING
INFORMATION
Precautions to be taken in handling and storage: Store
between 20°F and 120 °F. Spills are slippery and should
be cleaned up immediately.
Steps to be taken in case material is released or spilled:
Pick up excess for disposal. Clean with water.
Waste disposal method: Dispose of in accordance with
federal, state, and local regulations.
1
SOUNDSAFE contains only food grade and cosmetic grade ingredients.
SONOTECH, INC.
Toll Free: 1-800-458-4254
774 Marine Dr., Bellingham, WA 98225
Telephone: (360) 671-9121
First Aid Procedures :
Skin: Remove with water if desired.
Eyes: Flush with water for 15 minutes.
Ingestion: For large quantities, induce vomiting and
call a physician.
Inhalation: N/A
SECTION 8 – CONTROL MEASURES
Respiratory Protection: not required
Ventilation: not required
Protective Gloves : on individuals demonstrating
sensitivity to SOUNDSAFE
Eye Protection: as required by working conditions
Other Protective Equipment : not required
Fax: (360) 671-9024
Page 42

 Loading...
Loading...