

Page 1

OPERATION MANUAL
DAKOTA ULTRASONICS
MMIINNII--MMAAXX
BOLT TENSION MONITOR
P/N P-156-0002 Rev 2.12, April 2010
Page 2

Page 3

CHAPTER 1 WARRANTY AND SAFETY ............................................................ 1
1.1 WARRANTY ............................................................................................... 1
1.2 SAFETY ..................................................................................................... 1
CHAPTER 2 ABOUT THIS MANUAL .................................................................. 2
2.1 IF YOU’RE NEW TO ULTRASONICS ................................................................ 2
2.2 IF YOU’RE NEW TO FASTENER MEASUREMENT ............................................... 2
CHAPTER 3 QUICK START GUIDE ................................................................... 3
3.1 OVERVIEW................................................................................................. 3
3.2 GETTING THE MINI-MAX READY ................................................................. 3
3.3 SETTING UP THE MINI-MAX ....................................................................... 3
3.4 CREATING A NEW GROUP TO STORE MEASUREMENTS .................................. 6
3.5 SETTING THE APPROXIMATE LENGTH ......................................................... 14
3.6 MEASURING REFERENCE LENGTHS ........................................................... 17
3.7 MEASURING ELONGATIONS ....................................................................... 18
CHAPTER 4 KEYBOARD, MENU, & CONNECTOR REFERENCE ................... 20
4.1 MENU KEY (OPERATION & SUB MENUS ) ................................................... 20
4.2 CAL – MENU ........................................................................................... 22
4.3 MATL (MATERIAL) – MENU ....................................................................... 22
4.4 GEOM (GEOMETRY) – MENU .................................................................... 23
4.5 DISP (DISPLAY) – MENU .......................................................................... 24
4.6 TUNE – MENU ........................................................................................ 24
4.7 AUTO – MENU ........................................................................................ 25
4.8 SETUP – MENU ...................................................................................... 26
4.9 DATA – MENU ........................................................................................ 26
4.10 UTIL (UTILITIES) – MENU .......................................................................... 27
4.11 XFER (TRANSFER) – MENU ...................................................................... 27
4.12 CLR (CLEAR) KEY ................................................................................... 28
4.13 MEAS (MEASUREMENT MODE) KEY ........................................................... 28
4.14 OK
KEY .................................................................................................. 30
4.15 ESC KEY .................................................................................................. 30
4.16 ARROW KEYS ............................................................................................ 30
4.17
ENTER KEY .............................................................................................. 30
4.18 AUTO SET KEY ........................................................................................ 30
ON/OFF KEY ............................................................................................ 31
4.19
4.20 TOP & BOTTOM END CAPS ......................................................................... 31
CHAPTER 5 THEORY OF OPERATION ........................................................... 33
5.1 U
LTRASONIC MEASUREMENT OF BOLTS ..................................................... 33
5.2 FEATURES OF THE MINI-MAX .................................................................. 34
5.3 U
LTRASONIC WAVES ................................................................................. 34
CHAPTER 6 BOLT PREPARATION .................................................................. 35
6.1 USE OF ULTRASONIC COUPLANT ................................................................ 35
Page 4

6.2 TRANSDUCER CONTACT REQUIREMENTS .................................................... 36
6.3 BOLT END REFLECTORS ............................................................................ 37
CHAPTER 7 TRANSDUCER SELECTION ........................................................ 39
7.1 SELECTING THE TRANSDUCER .................................................................. 39
CHAPTER 8 MEASURING SYSTEM ZERO (CALIBRATION) .......................... 40
8.1 INTRODUCTION ........................................................................................ 40
8.2 CALIBRATION / ZERO MISNOMER ................................................................ 41
8.3 USING A STANDARD BOLT .......................................................................... 41
8.4 CALIBRATION / ZERO BARS & TRIPLE SIDED GLASS BLOCK .......................... 64
CHAPTER 9 TEMPERATURE COMPENSATION ............................................. 87
9.1 PURPOSE ................................................................................................ 87
9.2 MANUAL MODE ........................................................................................ 87
9.3 SEMI AUTOMATIC MODE ........................................................................... 88
9.4 AUTOMATIC MODE ................................................................................... 90
CHAPTER 10 BOLT MATERIAL CALIBRATION ............................................... 91
10.1 WHY DO WE NEED TO CALIBRATE ............................................................... 91
10.2 VELOCITY CALIBRATION ............................................................................ 91
10.3 STRESS FACTOR CALIBRATION .................................................................. 95
10.4 TEMPERATURE FACTOR CALIBRATION ........................................................ 98
CHAPTER 11 LOAD MEASUREMENT ........................................................... 102
11.1 CALCULATING A LOAD FACTOR ................................................................ 102
11.2 CALIBRATING A LOAD FACTOR (FIELD CALIBRATION) .................................. 105
11.3 PERFORMING A FIELD CALIBRATION ......................................................... 106
CHAPTER 12 MEASUREMENT AND THE WAVEFORM DISPLAY ............... 120
12.1 QUANTITIES OF MEASUREMENT ............................................................... 120
12.2 D
ISPLAY VIEW OPTIONS ......................................................................... 121
12.3 ADJUSTING THE DISPLAY ........................................................................ 127
12.4 G
12.5 T
AIN ..................................................................................................... 132
HRESHOLD .......................................................................................... 134
12.6 GATE .................................................................................................... 137
12.7 INTERPRETING THE WAVEFORM............................................................... 141
12.8 M
ANUALLY LOCATING THE ECHO ............................................................. 143
12.9 AUTOMATIC ECHO OPTIMIZATION ............................................................. 145
12.10 UNLOADED LENGTH AND ELONGATION MEASUREMENTS ............................ 149
CHAPTER 13 ADDITIONAL FEATURES ........................................................ 150
13.1 P
13.2 A
ULSE WIDTH ........................................................................................ 150
LARM MODE ........................................................................................ 150
13.3 POLARITY .............................................................................................. 153
13.4 R
ECTIFIED WAVEFORM (FILLED/UNFILLED) ............................................... 154
CHAPTER 14 DATA STORAGE – SETUP, EDIT, & VIEW GROUPS ............. 156
Page 5

14.1 INTRODUCTION TO GROUP (SPREADSHEET) FORMAT ................................. 156
14.2 CREATING A NEW GROUP ....................................................................... 156
14.3 STORING A READING ............................................................................... 165
14.4 VIEWING STORED MEASUREMENTS AND WAVEFORMS ................................ 166
14.5 D
14.6 E
ELETING A GROUP ................................................................................ 169
DITING A GROUP ................................................................................... 170
14.7 CHANGING THE ACTIVE GROUP (OPEN) .................................................... 173
CHAPTER 15 SETUPS – CREATE, STORE, EDIT, & RECALL ..................... 175
15.1 INTRODUCTION TO SETUPS ..................................................................... 175
15.2 OPENING A SETUP ................................................................................. 175
15.3 SAVING A SETUP .................................................................................... 177
15.4 USING THE DEFAULT SETUP ................................................................... 179
CHAPTER 16 USING THE UTILITY SOFTWARE ........................................... 182
16.1 COMPUTER SYSTEM REQUIREMENTS ....................................................... 182
16.2 INSTALLING MINIMAXVIEW 1.X .............................................................. 182
16.3 UPGRADING THE FIRMWARE .................................................................... 182
Page 6

Page 7
MINI-MAX Ultrasonic Bolt Tension Monitor
Chapter 1 Warranty and Safety
1.1 Warranty
The Dakota Ultrasonics MINI-MAX carries a two year limited warranty. The
warranty only applies to MINI-MAX units being operated as described in this
manual. Software and hardware failures of the unit will be repaired or replaced at
Dakota Ultrasonics discretion. Dakota Ultrasonics will not be held liable for any
damage caused, interruption of business, loss of profits, etc., resulting from such
failures. Dakota Ultrasonics will not be liable to repair or replace a unit, which has
been damaged, used inappropriately, or subject to unauthorized repair by the
purchaser.
Dakota Ultrasonics Corporation
1500 Green Hills Road, #107
Scotts Valley, CA 95066 USA
Telephone: (831) 431-9722
Facsimile: (831) 431-9723
http://www.dakotaultrasonics.com
1.2 Safety
Using the MINI-MAX while standing in water or in a wet environment can result in
serious electric shock, injury, and even death.
Operating the MINI-MAX with damaged or inadequate cables and power source
can result in serious electric shock, injury, and even death.
Failure to read this manual and understand the proper operation of the MINI-
MAX can result in inaccurate measurements, and lead to decisions which cause
property damage, personal injury, or even death.
Use of the MINI-MAX for any other purpose, or in any other manner than
described in this manual invalidates the warranty and can result in serious
electric shock, injury, and even death.
1
Page 8
Dakota Ultrasonics
Chapter 2 About this manual
This chapter is intended to help you make the best use of this manual. Readers
may have different knowledge of ultrasonic bolt measurement and may find parts
of this manual repetitive or unnecessary.
2.1 If you’re new to Ultrasonics
There are a variety of ultrasonic applications currently being utilized in today’s
industry. For example weld inspection, thickness measuring, immersion testing
of flaws, etc. The use of ultrasound to measure forces in fasteners is relatively
new compared to the previously mentioned traditional applications.
Ultrasonic measurement of bolts provides an extremely accurate means of
determining fastener load, provided the correct techniques are utilized. As a new
user, careful consideration of this entire manual is highly recommended.
2.2 If you’re new to fastener measurement
Assuming you are familiar with ultrasonics, but unfamiliar with fastener
measurement, the chapters on transducer selection and the theory of operation
can be skipped entirely.
The MINI-MAX measures load on the fastener by measuring the amount the
fastener stretches. As load is applied to the fastener, it stretch’s just as a spring
would stretch. The stretch is proportional to the load while the load is less than
the elastic limit of bolt. By measuring the stretch of the fastener and knowing the
physical properties of the fastener, the load of the fastener can be calculated.
The MINI-MAX measures the fastener stretch by ultrasonically measuring the
change in length.
Be sure to setup and experiment with a test fixture of some kind as a means of
becoming familiar with your MINI-MAX.
2
Page 9
MINI-MAX Ultrasonic Bolt Tension Monitor
Chapter 3 Quick Start Guide
3.1 Overview
This section demonstrates the basic procedures for setting up and measuring
bolts using the MINI-MAX. More in depth explanations pertaining to the
individual functions and features can be found in the chapters that follow.
Here we go!
3.2 Getting the MINI-MAX ready
Making all the connections
In order to get the MINI-MAX ready for operation; the following connections
must be made:
1) Remove the MINI-MAX from the carrying case.
2) Connect the transducer cable to the transducer, and plug the lemo
connector into the gauge.
3) If a temperature sensor is being used, connect the sensor to the MINI-
MAX.
3.3 Setting up the MINI-MAX
Please Read: In this section the MINI-MAX will be setup in its simplest form.
Remember this is only a quick start guide to get the user up and measuring bolts.
Before we setup the gauge to measure basic elongation, the following
assumptions must be made: A preset material type will be used. The user will
not be re-measuring the fasteners at a later date to monitor relaxation of the joint
over time. This eliminates the need for a transducer zero. All these assumptions
will be answered and explained in detail in the chapters that follow.
3
Page 10
Dakota Ultrasonics
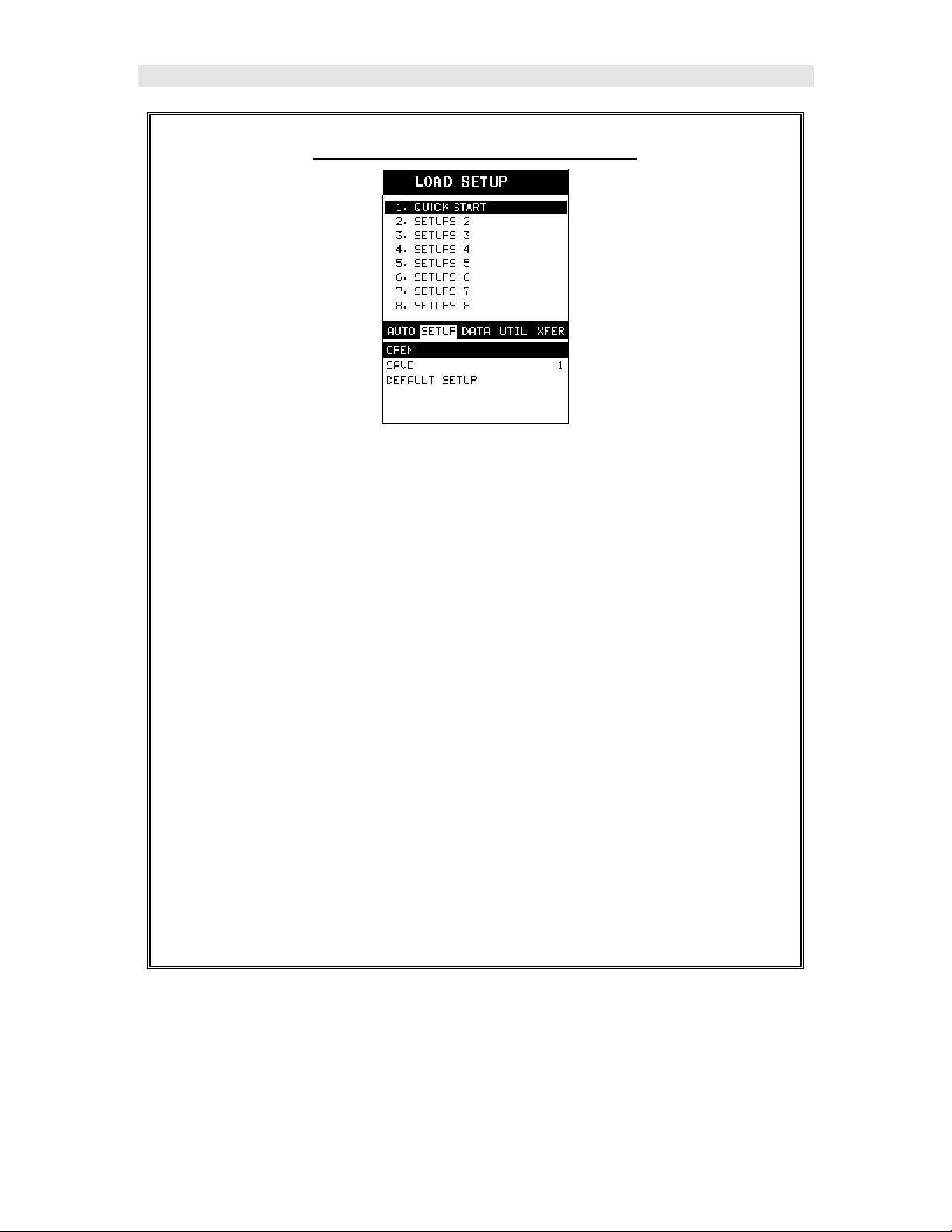
Selecting the Quick Start Setup
1) Press the ON/OFF key to power up the MINI-MAX.
2) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right and the ESC key multiple times to
tab left until the SETUP menu is highlighted and displaying the submenu
items.
3) Use the UP and DOWN arrow keys to scroll through the sub menu items
until OPEN is highlighted.
4) Press the ENTER key to display the list of setups.
5) Press the UP and DOWN arrow keys to scroll through the setup list until
the QUICK START setup is highlighted.
6) Press the ENTER key to display the confirmation screen.
7) Press the OK key to select the setup and return to the menu screen, or
ESC to cancel the selecting the setup.
4
Page 11
MINI-MAX Ultrasonic Bolt Tension Monitor
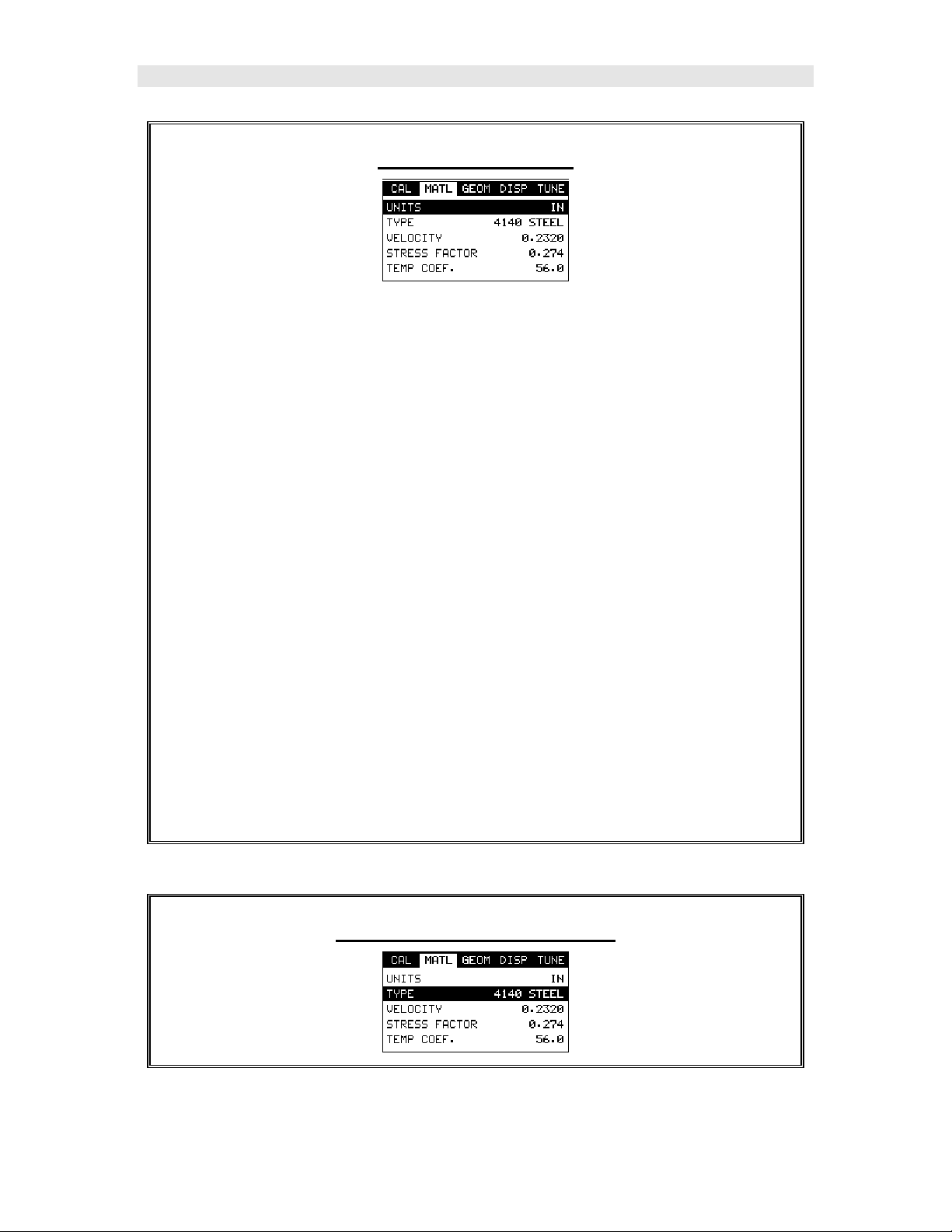
Selecting the Units
Note: The Quick Start setup, selected in the previous section,
automatically defaults to english units – inches. Follow the procedure
below to change the units to metric, if needed.
1) Press the MENU key multiple times to tab right and the ESC key
multiple times to tab left until the MATL menu is highlighted and
displaying the submenu items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until UNITS is highlighted.
3) Press the LEFT and RIGHT arrow keys to scroll through the unit options
IN (inches), IN HR (inches hi resolution), MM (millimeters), and MM HR
(millimeters hi resolution).
Note: The high-resolution options display an additional digit of resolution to
the measurement. This mode is typically used when measuring very short
bolts with very little elongation.
Selecting the Material Type
5
Page 12
Dakota Ultrasonics
This section allows the user the ability to select a material from a list of
preset material types. Keep in mind that we are measuring elongation only.
If your material is not in the list, select a similar material type. When
measuring in elongation mode, the measurement consists of a difference
equation only (Loaded Length – Unloaded Length = Δ Length). Therefore,
it doesn’t matter if the ultrasonic length is different from the actual physical
length, because the Δ Length will be the same. Example: 2.0080” physical
loaded length – 2.0000” physical unloaded length = 0.0080” Δ Length which
is equivalent to 2.1080” ultrasonic loaded length – 2.1000” ultrasonic
unloaded length = 0.0080” Δ Length.
1) Use the UP and DOWN arrow keys to scroll through the sub menu items
until TYPE is highlighted.
2) Press the ENTER key to display the list material types.
3) Press the UP and DOWN arrow keys to scroll through the material list
until the appropriate type is highlighted.
4) Press the ENTER key to display the confirmation screen.
5) Press the OK key to select the type and return to the menu screen, or
ESC to cancel selecting the material type.
3.4 Creating a New Group to Store Measurements
Now that the MINI-MAX is all setup, this section will explain how to get started
measuring unloaded initial lengths. In order to do this, we need to create a group
that contains bolts. A group can have up to 250 bolts, each bolt containing 1
reference length (L-REF), and up to 51 elongations. Keep in mind that the MINI-
MAX uses a group to store measurements and all gauge settings at the time of
measurement.
6
Page 13
MINI-MAX Ultrasonic Bolt Tension Monitor
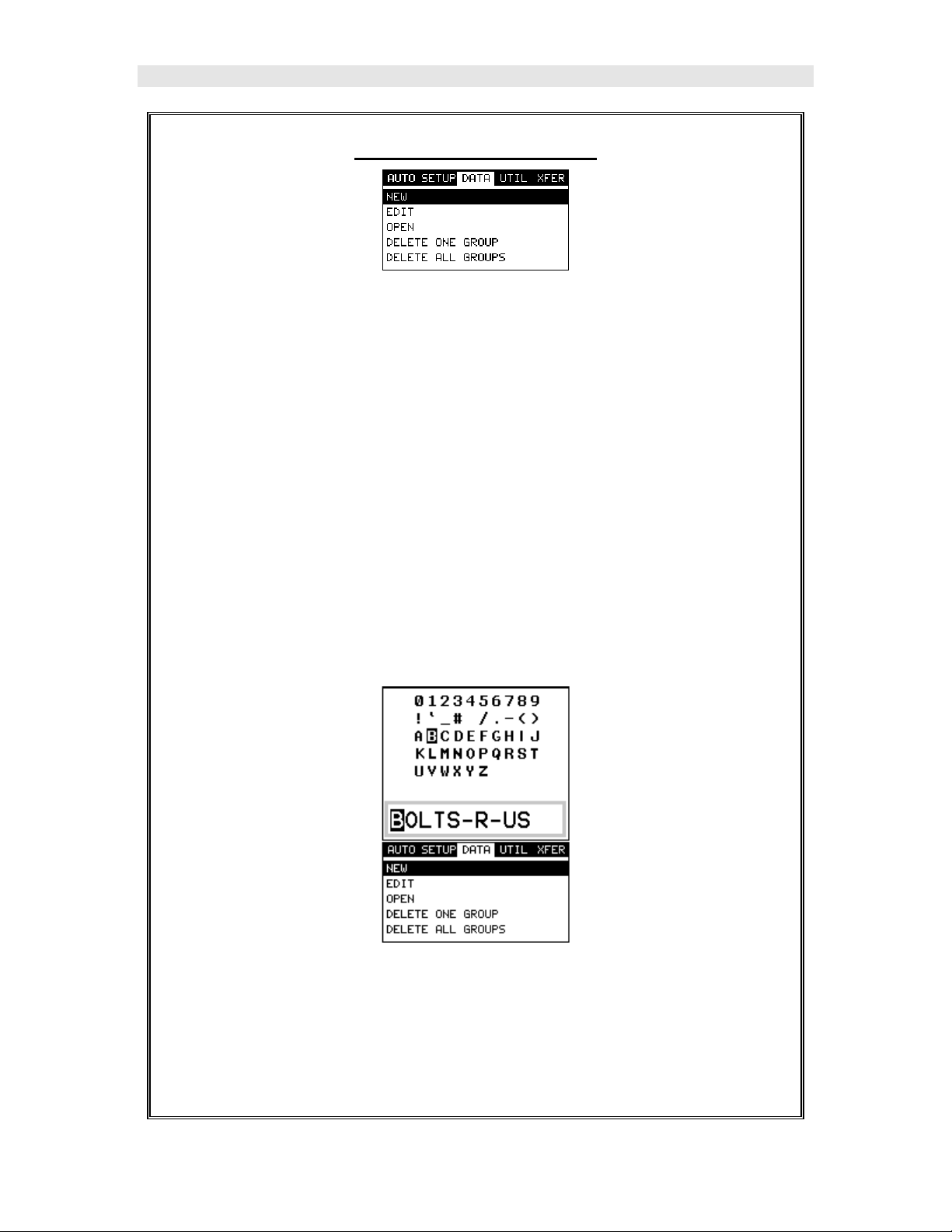
Creating a Group Name
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left, until the DATA menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu
items until NEW is highlighted.
3) Press the ENTER key to display the New Group Edit Box.
4) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NAME is highlighted.
5) Press the ENTER key to activate the Alpha Edit Box.
6) Use the UP, DOWN, LEFT, & RIGHT arrow keys to highlight the
appropriate alpha characters.
7) Press the ENTER key to select a character and advance to the next field
of the Group Name.
7
Page 14
Dakota Ultrasonics
8) Use the CLR key to backspace if necessary.
9) Repeat steps 6 - 8 until the Group Name is completed.
10) Press the OK key to save the Group Name and return to the Group
List Items menu, or ESC to cancel entering the Group Name.
Creating a Group Note
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NOTE is highlighted.
2) Press the ENTER key to activate the Alpha Edit Box.
8
Page 15
MINI-MAX Ultrasonic Bolt Tension Monitor
3) Use the UP, DOWN, LEFT, & RIGHT arrow keys to highlight the
appropriate alpha characters.
4) Press the ENTER key to select a character and advance to the next field
of the Group Note.
5) Use the CLR key to backspace if necessary.
6) Repeat steps 3 - 5 until the Group Note is completed.
7) Press the OK key to save the Group Note and return to the Group List
Items menu, or ESC to cancel entering the Group Note.
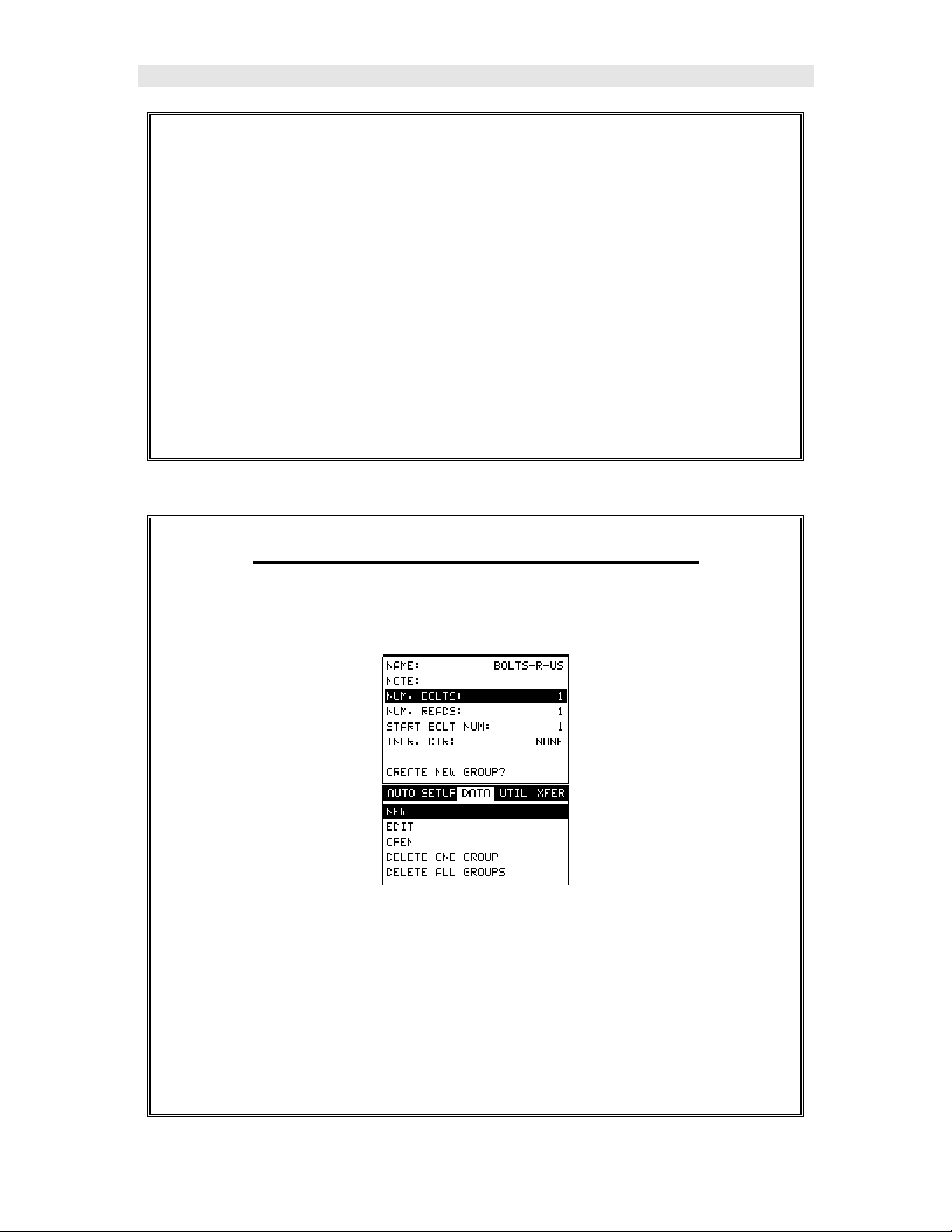
Selecting the Number of Bolts in the Group
Note: A group can contain up to 250 bolts. There must be at least 1 bolt in
a group.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NUM BOLTS is highlighted.
2) Press the ENTER key to display the Digits Edit Box.
3) Press the UP and DOWN arrow keys to scroll the highlighted value.
4) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
9
Page 16
Dakota Ultrasonics
5) Repeat steps 3 & 4 until the NUM BOLTS value is correctly displayed.
6) Press the OK key to save the NUM BOLTS and return to the Group
List Items menu, or ESC to cancel entering the NUM BOLTS.
Note: If a number greater than 250 is entered, an error message box
“VALUE IS OUT OF RANGE” will be displayed.
7) Press the OK key to display the Digits Edit Box and re-enter the NUM
BOLTS.
8) Press the OK key to save the NUM BOLTS and return to the Group
List Items menu, or ESC to cancel entering the NUM BOLTS.
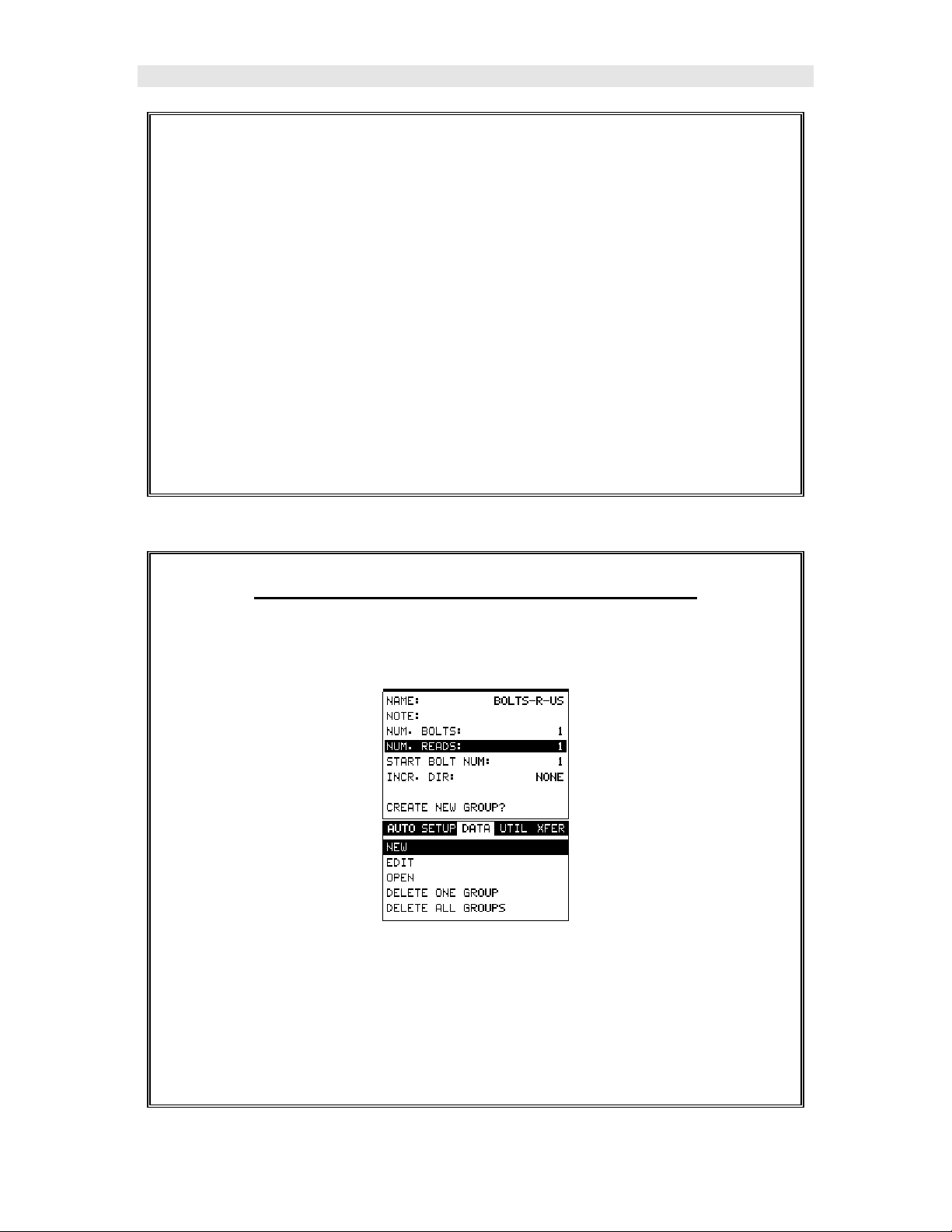
Selecting the Number of Readings Per Bolt
Note: A bolt can have up to 51 possible measurements and 1 initial length
(L-REF). There must be at least one reading per bolt.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NUM READS is highlighted.
2) Press the ENTER key to display the Digits Edit Box.
3) Press the UP and DOWN arrow keys to scroll the highlighted value.
10
Page 17

MINI-MAX Ultrasonic Bolt Tension Monitor
4) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
5) Repeat steps 3 & 4 until the NUM READS value is correctly displayed.
6) Press the OK key to save the NUM READS and return to the Group
List Items menu, or ESC to cancel entering the NUM READS.
Note: If a number less than 1 or greater than 51 is entered, an error
message box “VALUE IS OUT OF RANGE” will be displayed.
7) Press the OK key to display the Digits Edit Box and re-enter the NUM
READS.
8) Press the OK key to save the NUM READS and return to the Group
List Items menu, or ESC to cancel entering the NUM READS.
If there’s not enough memory available to create the group, an error
message box “NOT ENOUGH MEMORY“ will be displayed. Press the OK
or ESC key to return to the Group List Items menu. It may be necessary
to free some memory in the MINI-MAX at this time.
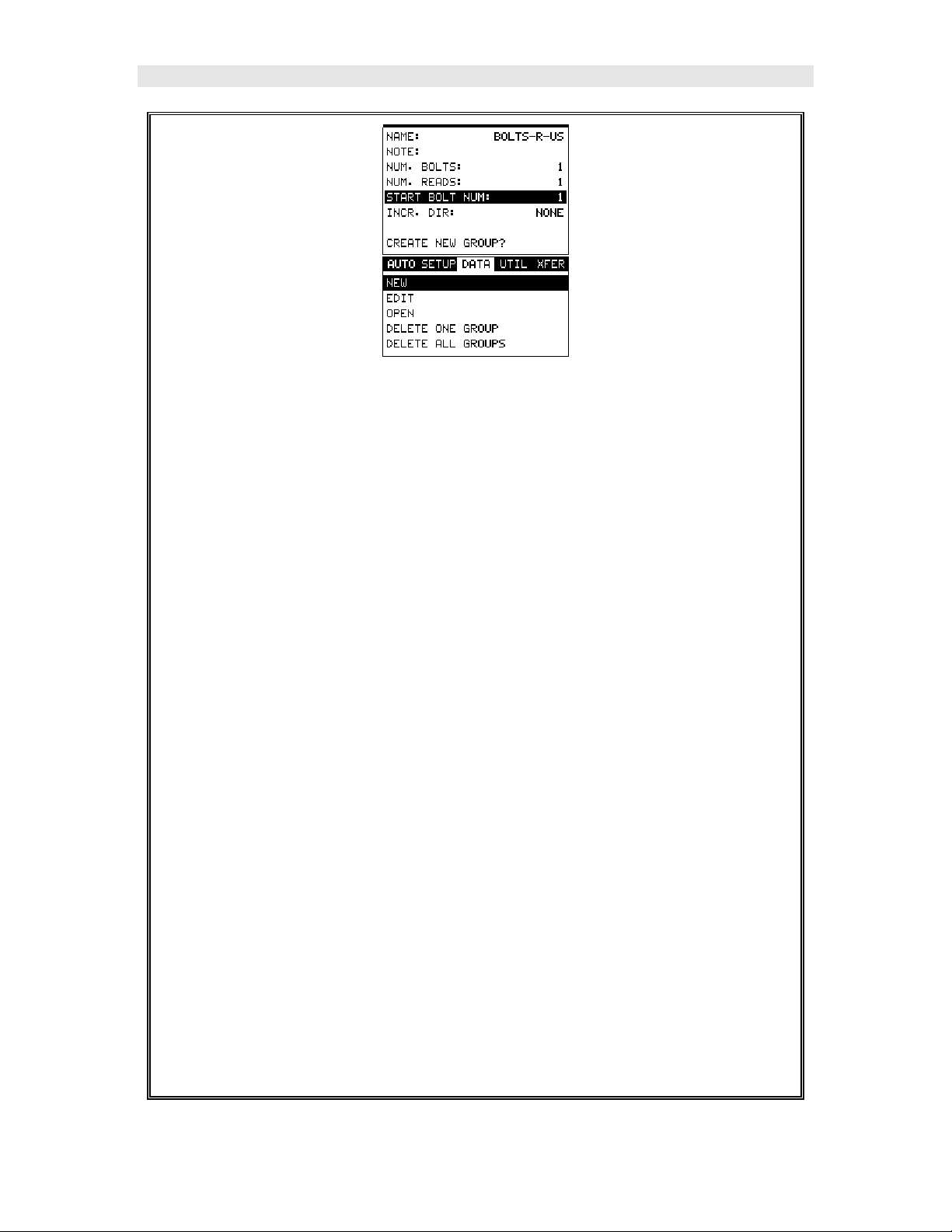
Selecting the Starting Bolt Number
Note: Depending on the application and layout of the project, the user
won’t always want the starting bolt to be 1. This feature allows the user to
define what the starting number will be.
11
Page 18
Dakota Ultrasonics
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until START BOLT NUM is highlighted.
2) Press the ENTER key to display the Digits Edit Box.
3) Press the UP and DOWN arrow keys to scroll the highlighted value.
4) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
5) Repeat steps 3 & 4 until the START BOLT NUM value is correctly
displayed.
6) Press the OK key to save the START BOLT NUM and return to the
Group List Items menu, or ESC to cancel entering the START BOLT
NUM.
Note: If a value is enter that is greater than the maximum number of bolts
allowed per group (250), an error message box “VALUE IS OUT OF
RANGE” will be displayed.
7) Press the OK key to display the Digits Edit Box and re-enter the
START BOLT NUM.
8) Press the OK key to save the START BOLT NUM and return to the
Group List Items menu, or ESC to cancel entering the START BOLT
NUM.
12
Page 19
MINI-MAX Ultrasonic Bolt Tension Monitor
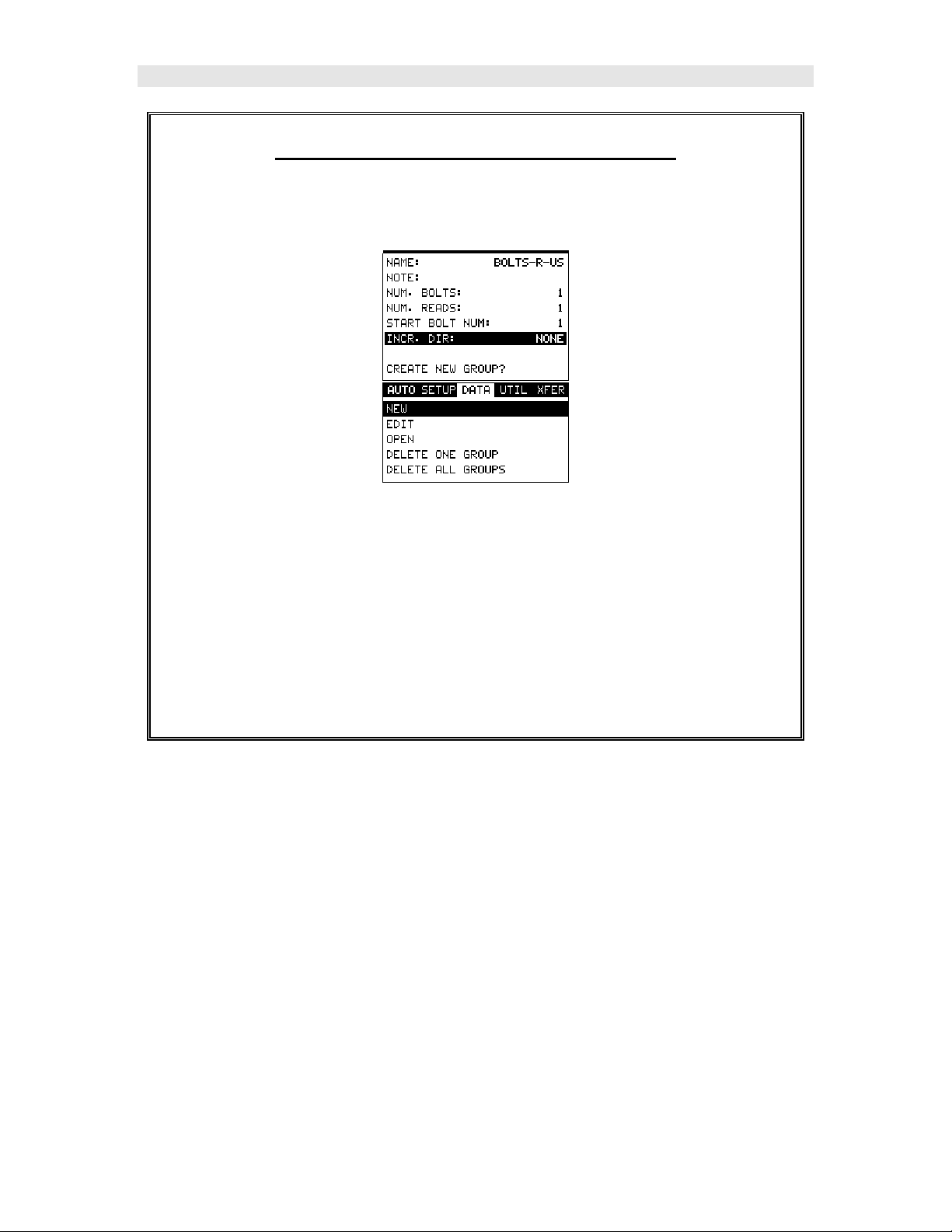
Selecting the Auto Increment Direction
The Auto Increment feature gives the user the ability to specify which
direction to advance the cursor after storing a reading.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until INCR. DIR is highlighted.
2) Use the LEFT & RIGHT arrow keys to toggle the Increment direction
NONE, NORTH, EAST, SOUTH, or WEST.
3) When the correct Increment direction is displayed, continue on to the
next section “Saving the Group”.
13
Page 20
Dakota Ultrasonics
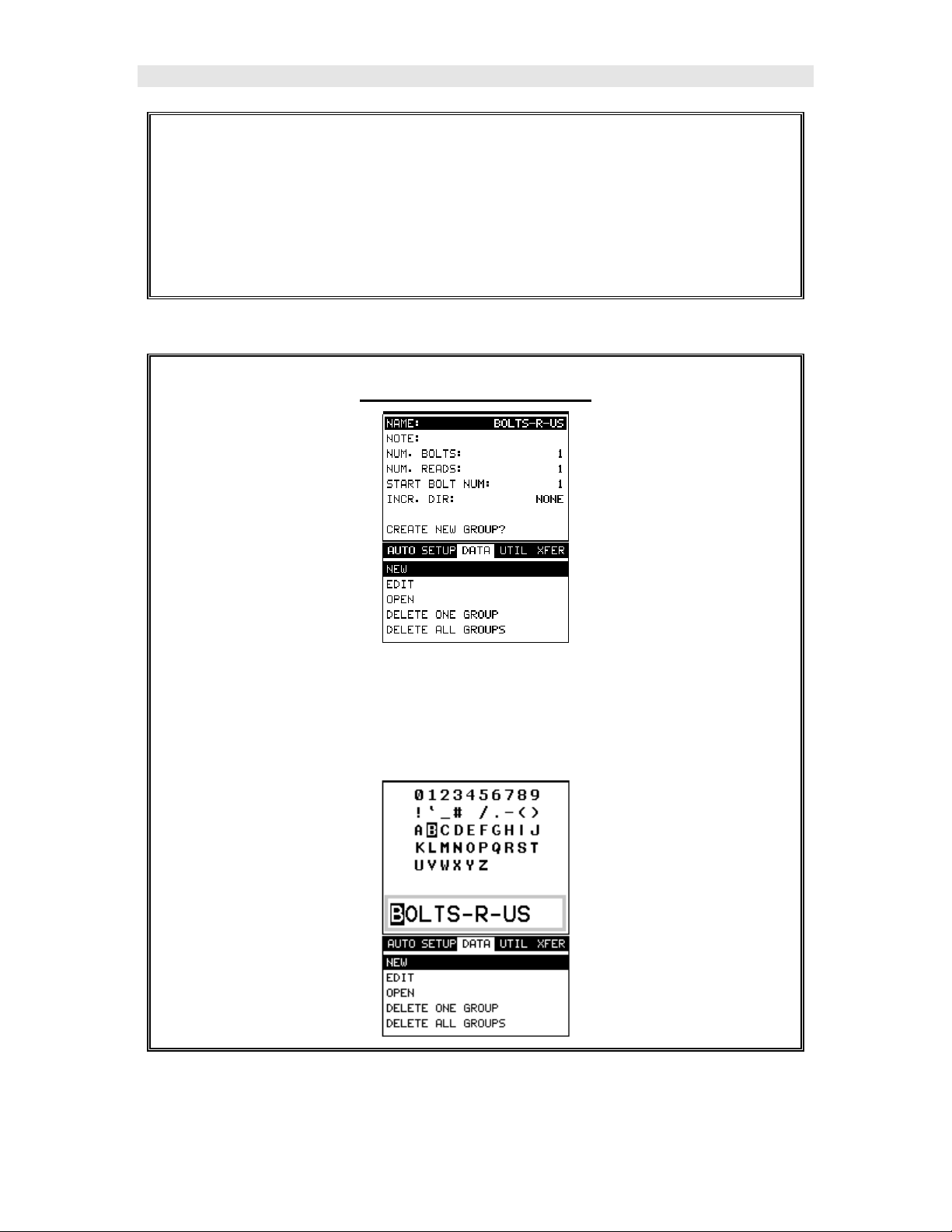
Saving the Group
Once all the parameters are set, the user has the option of saving or
canceling the new group.
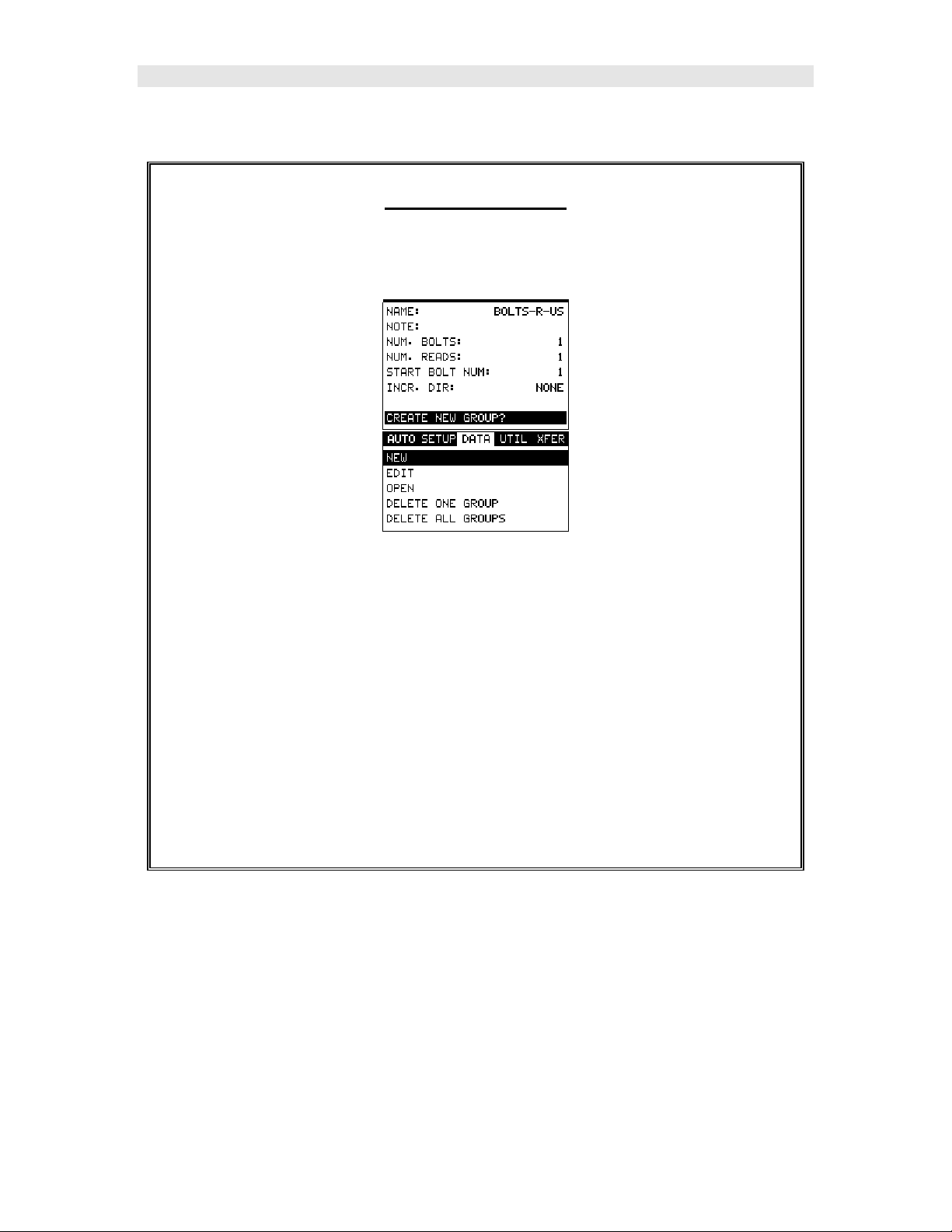
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until CREATE NEW GROUP? is highlighted.
2) Press the ENTER key to accept the group parameters, and activate the
confirmation screen.
3) Press the OK key to save the New Group, or the ESC key to cancel the
New Group setup and return to the DATA menu.
4) Press the MEAS key to return to the measurement screen to begin
measuring reference lengths.
3.5 Setting the Approximate Length
In order to utilize the AUTO SET feature of the MINI-MAX, when measuring
reference lengths, the MINI-MAX has to know where to start looking for the
detection. We can accomplish this by entering an approximate length into the
gauge. The MINI-MAX will automatically take the value entered and scan +/- 5%
in both directions of the approximate length for the detection signal. The
approximate length is a very valuable feature that can be used to pin point a
specific detection area. This feature will be further discussed later in the manual.
14
Page 21
MINI-MAX Ultrasonic Bolt Tension Monitor
Setting the Approximate Length using the Hot Menus
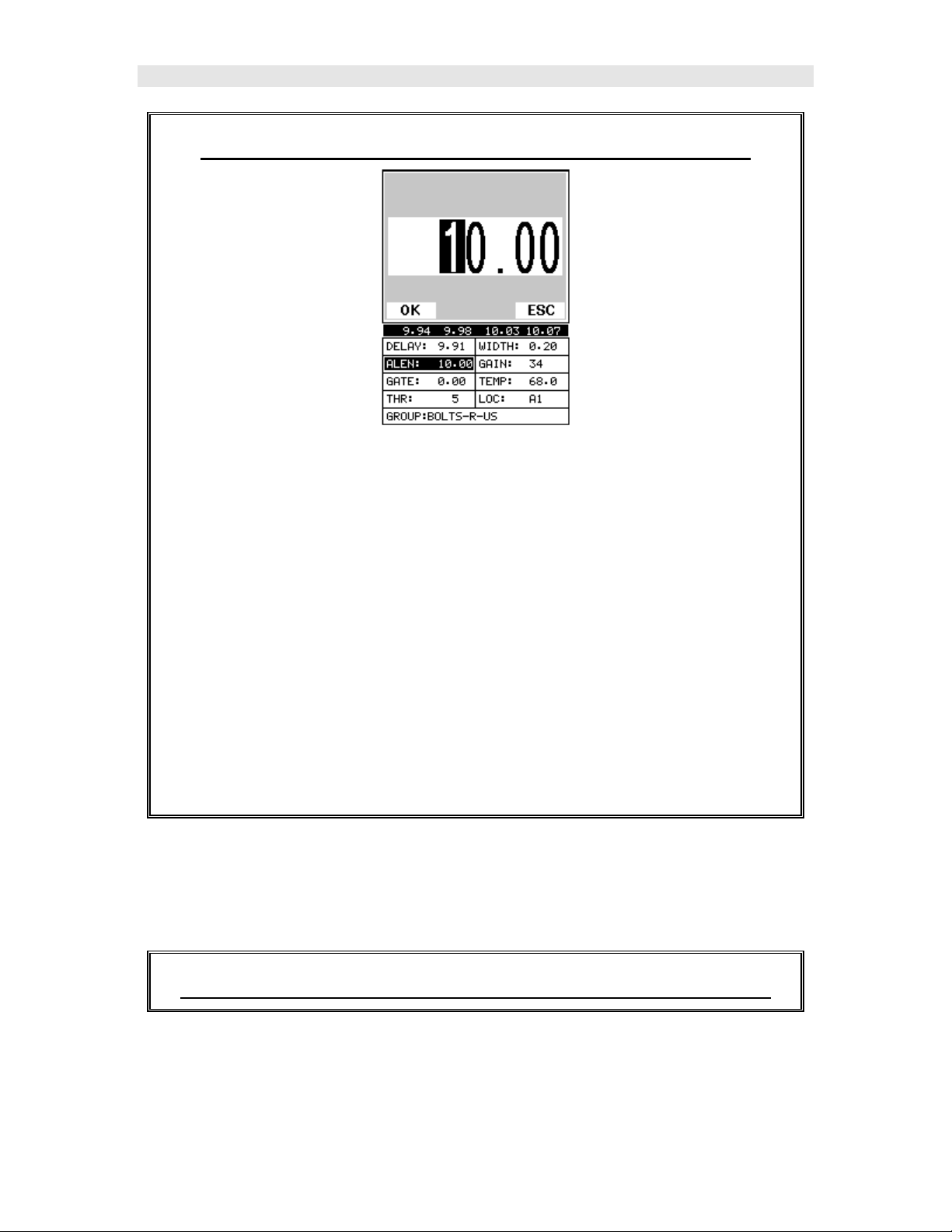
1) Press the MEAS key once to activate measure menu items. Press the
MEAS key multiple times to move right and the ESC key multiple times
to move left, until the ALEN cell is highlighted.
2) Press the ENTER key to display the Digits Edit Box.
3) Press the UP and DOWN arrow keys to scroll the highlighted value.
4) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
5) Repeat steps 3 & 4 until the ALEN value is correctly displayed.
6) Press the OK key to return to the measurement screen, or ESC to
cancel entering the ALEN.
The user can also access and set the approximate length from the tabbed
menus. However, this method is more tedious than making the adjustments
using the Hot Menus. The procedure using the tabbed menus is outlined below:
Setting the Approximate Length using the Tabbed Menus
15
Page 22
Dakota Ultrasonics
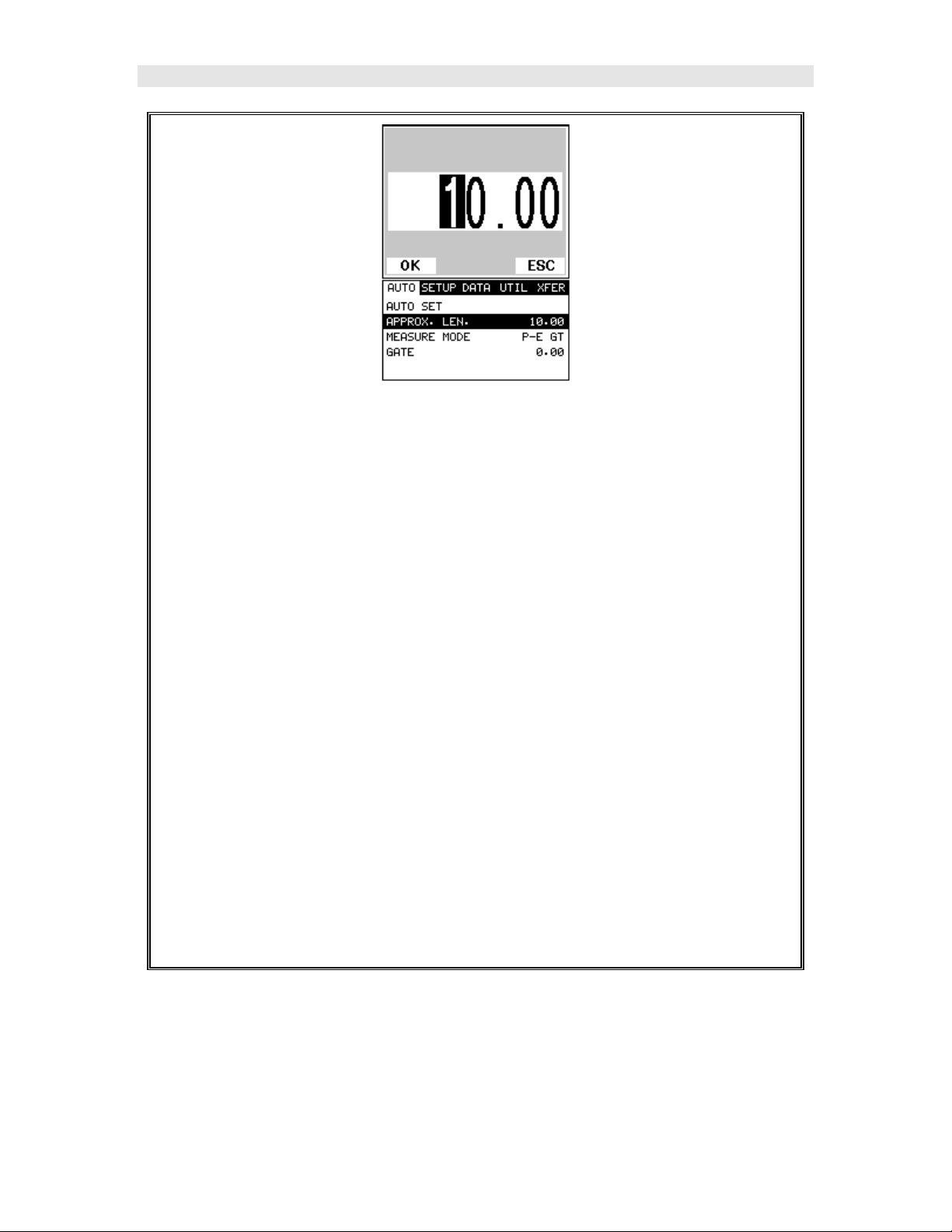
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left, until the AUTO menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until APPROX. LEN. is highlighted.
3) Press the ENTER key to display the Digits Edit Box.
4) Press the UP and DOWN arrow keys to scroll the highlighted value.
5) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
6) Repeat steps 4 & 5 until the Approx. Len. value is correctly displayed.
7) Press the OK key to set the Approx. Len. and return to the menu
screen, or ESC to cancel entering the Approx. Len..
8) Finally, press the MEAS key to return to the measurement screen and
begin measuring reference lengths.
16
Page 23
MINI-MAX Ultrasonic Bolt Tension Monitor
3.6 Measuring Reference Lengths
At this point, the MINI-MAX is setup and ready to start measuring reference
lengths. We’ve already setup a bolt group to store the reference length data, and
now need to display the group storage locations prior to making measurements.
Storing a Reading
1) Press the MEAS key once to activate measure menu items. Press the
MEAS key multiple times to move right and the ESC key multiple times
to move left until the LOC cell is highlighted.
2) Press the ENTER key to display the Group View Box.
3) Press the UP, DOWN, LEFT, and RIGHT arrow keys to scroll the target
cell cursor to the desired storage location.
Note: The approximate lengths must always be located in the first column
A for all bolts in the group.
4) Place a small amount of couplant on the transducer and attached it to
the bolt. Make sure that the transducer is seated so that there is no
couplant layer creating a gap between the transducer and bolt. This can
be accomplished by rotating the transducer clockwise and counter
clockwise while applying a very small amount of pressure to seat the
transducer firmly against the bolt.
17
Page 24
Dakota Ultrasonics
Important Note: Always be sure to place the transducer in the same exact
location if it will be removed in between reference lengths and elongation
measurements. This will eliminate any potential sound path error caused
by moving the transducer to a completely different location on the bolt, thus
causing potentially erroneous measurements. Be consistent and as
methodical in your methods as possible. This will help to avoid transducer
placement errors.
5) Press the AUTO SET key, located in the bottom left corner of the
keypad, to locate the detection point, or end of the bolt.
6) Press the ENTER key to save the current approximate length in the
highlighted cell location.
Note: If the measurement was saved in error, press the CLR key at
anytime to clear the stored reading and re-measure using the steps 4 – 6
above.
Note: The Group View Box can be aborted at any time by pressing the
MEAS key.
3.7 Measuring Elongations
Now that the reference lengths have been measured and saved, we’re ready to
start measuring elongation values. We’ll start off by assuming the bolt has been
stretched or tightened, the transducer has been once again coupled to the bolt in
the same location as before, and we’re ready to measure the elongation as
follows:
Measuring an Elongation
Important Note (recap): Always be sure to place the transducer in the
same exact location if it will be removed in between reference lengths and
18
Page 25
MINI-MAX Ultrasonic Bolt Tension Monitor
elongation measurements. This will eliminate any potential sound path
error caused by moving the transducer to a completely different location on
the bolt, thus causing potentially erroneous measurements. Be consistent
and as methodical in your methods as possible. This will help to avoid
transducer placement errors.
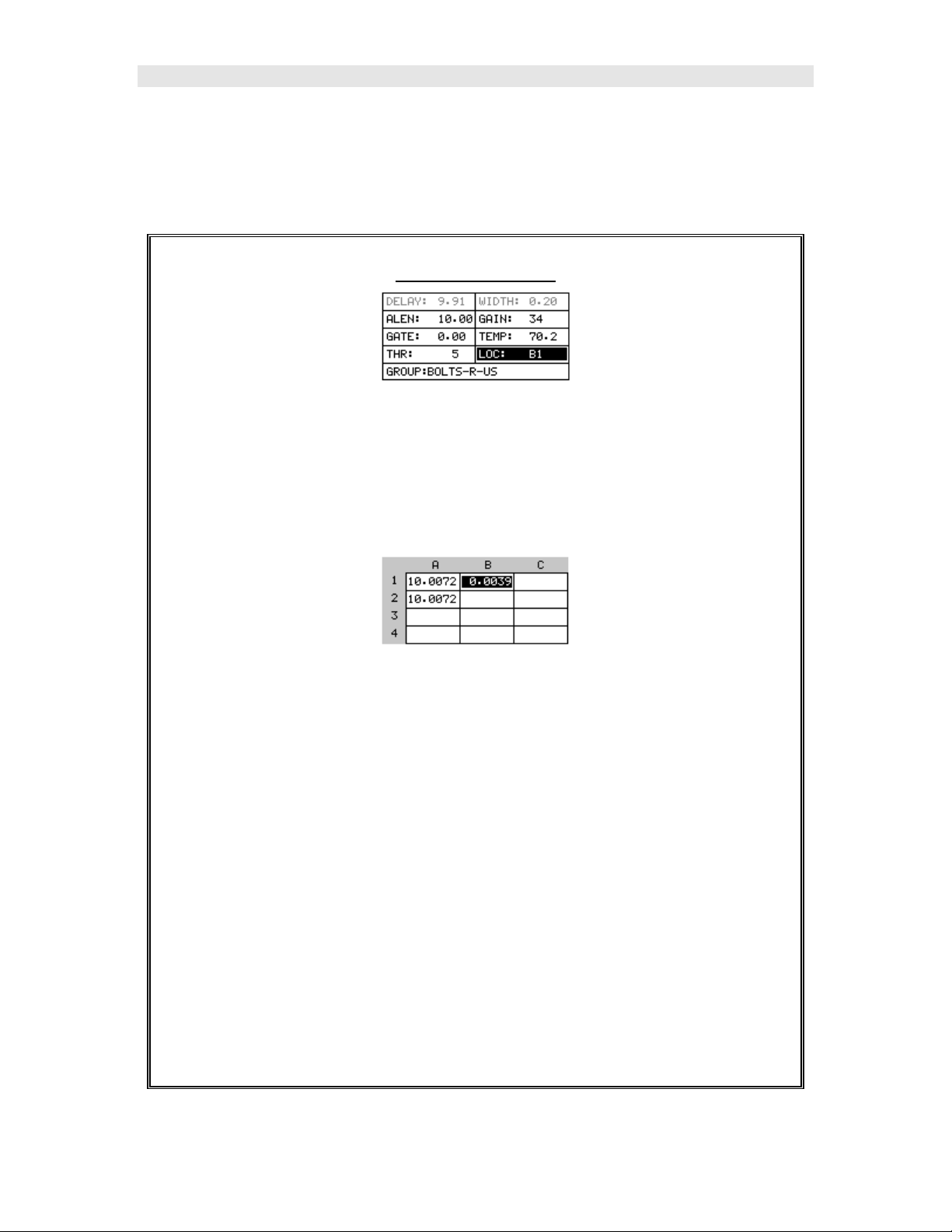
1) Press the UP, DOWN, LEFT, and RIGHT arrow keys to scroll the target
cell cursor to the desired storage location.
Note: Elongation values must be stored in column B - ZZ.
Note: Do Not press the AUTO SET key, while measuring elongation’s, as
this activates a high speed mode used specifically with our shut-off box.
The AUTO SET feature is only used when measuring reference lengths. If
the AUTO SET key is accidentally pressed, press it again to turn the high
speed mode off.
2) Press the ENTER key to save the current elongation in the highlighted
cell location.
Note: If the measurement was saved in error, press the CLR key at
anytime to clear the stored reading and re-measure using steps 1 & 2
above.
3) Continue to repeat this process until all the elongation measurements
have been completed.
Note: The Group View Box can be aborted at any time by pressing the
MEAS key.
19
Page 26
Dakota Ultrasonics
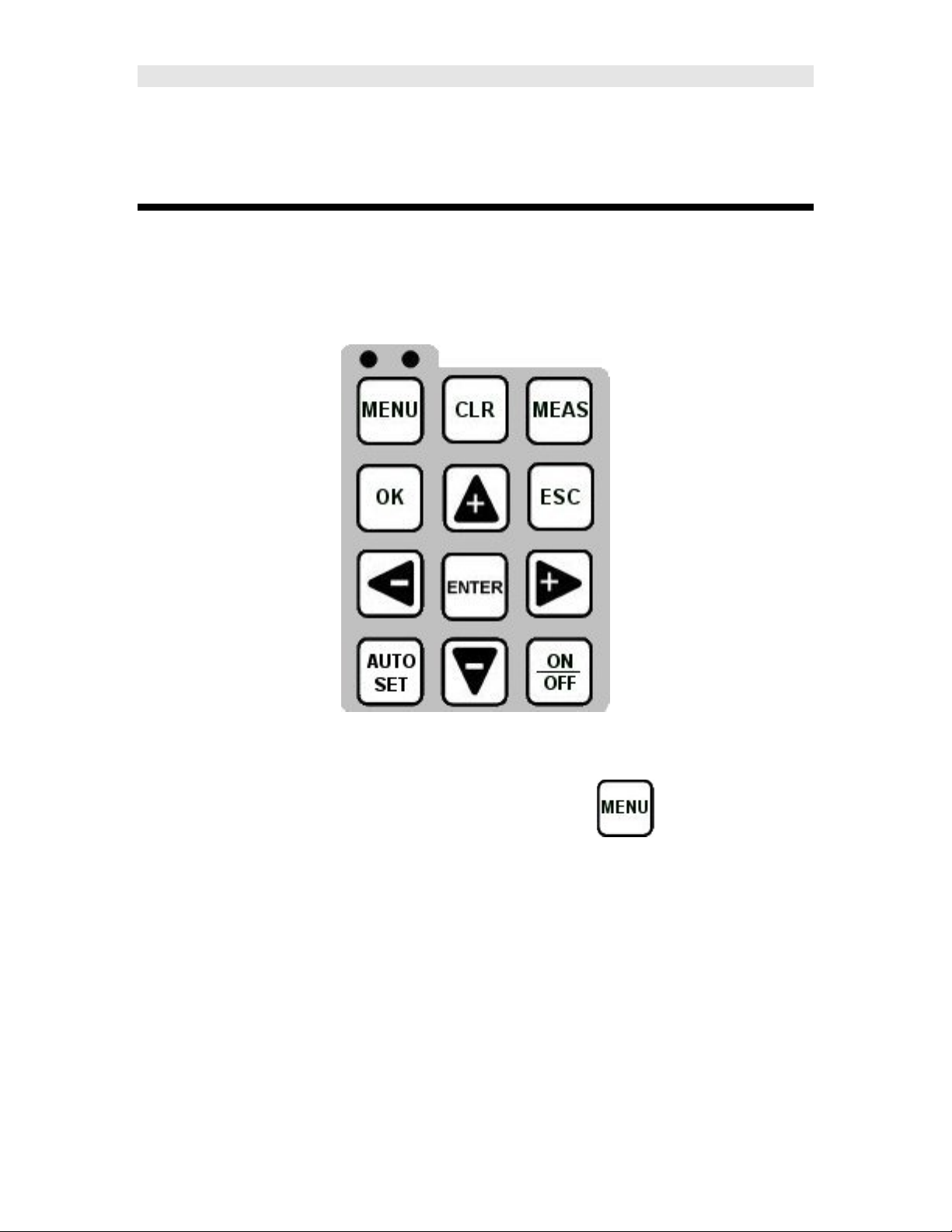
Chapter 4 Keyboard, Menu, & Connector
Reference
4.1 Menu Key (Operation & Sub Menus )
The Menu key activates the primary menu structure containing 10 menu tab
groups. These tab groups then contain sub menu items, or functions. The sub
menu items have been organized in tab groups according to how closely they are
related to the individual tab group names. Let’s first get familiar with how to
move around in these tabs before continuing on to the sub menu functions. This
procedure is outlined below:
20
Page 27
MINI-MAX Ultrasonic Bolt Tension Monitor
Activating and Getting Around in the Menu Items
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left until the desired tab group is highlighted and displaying the
submenu items.
Now that your familiar with activating and moving amongst the tab groups, let’s
have a look at how to move around in the sub menu items as follows:
Getting Around in the Sub Menu Items
1) Use the UP and DOWN arrow keys to scroll through the sub menu items
until the desired function is highlighted.
2) Depending on which function is highlighted, use the LEFT, RIGHT, and
Enter keys to scroll the options or activate the Digit Edit and List Box
options.
The sections to follow will provide the user with an explanation of the sub menu
functions:
21
Page 28
Dakota Ultrasonics
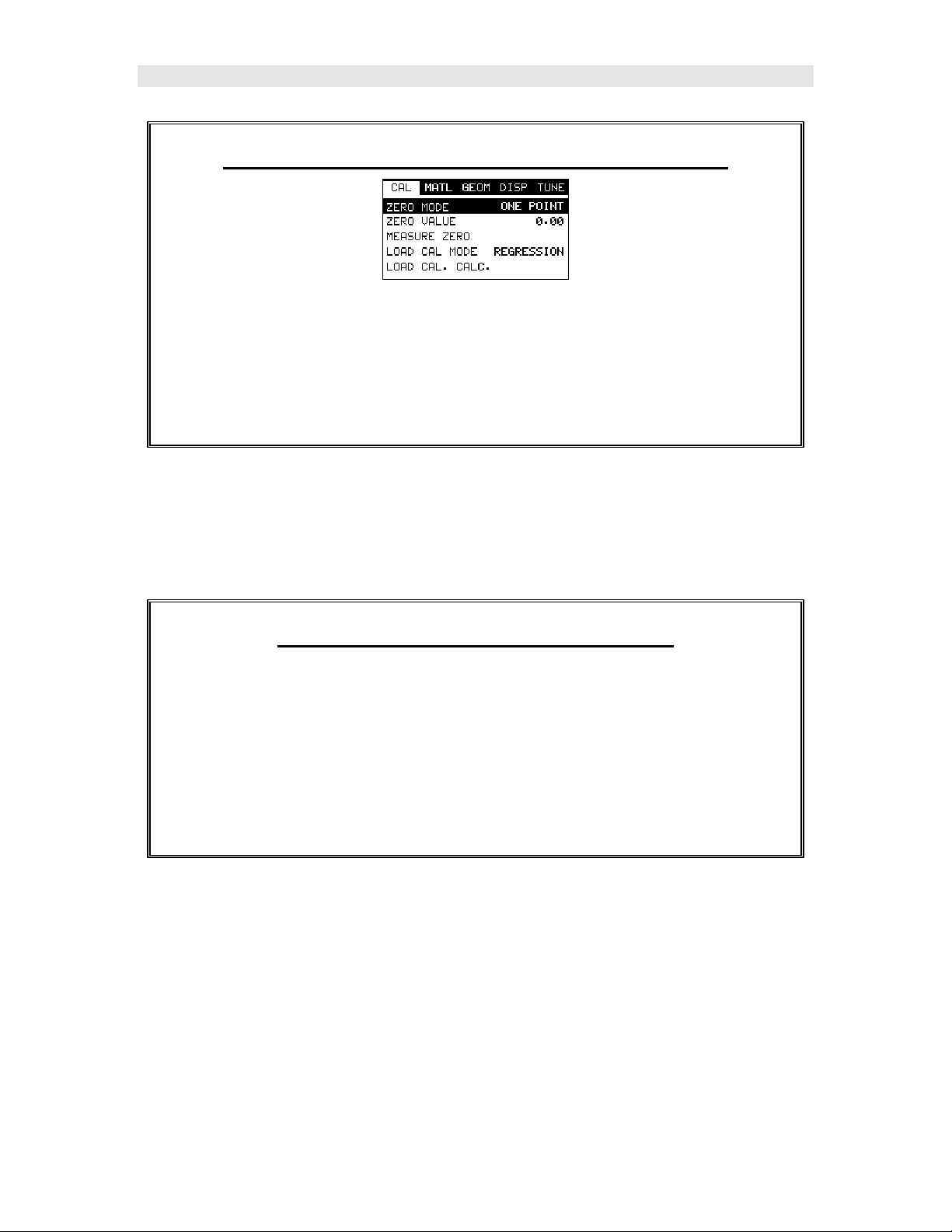
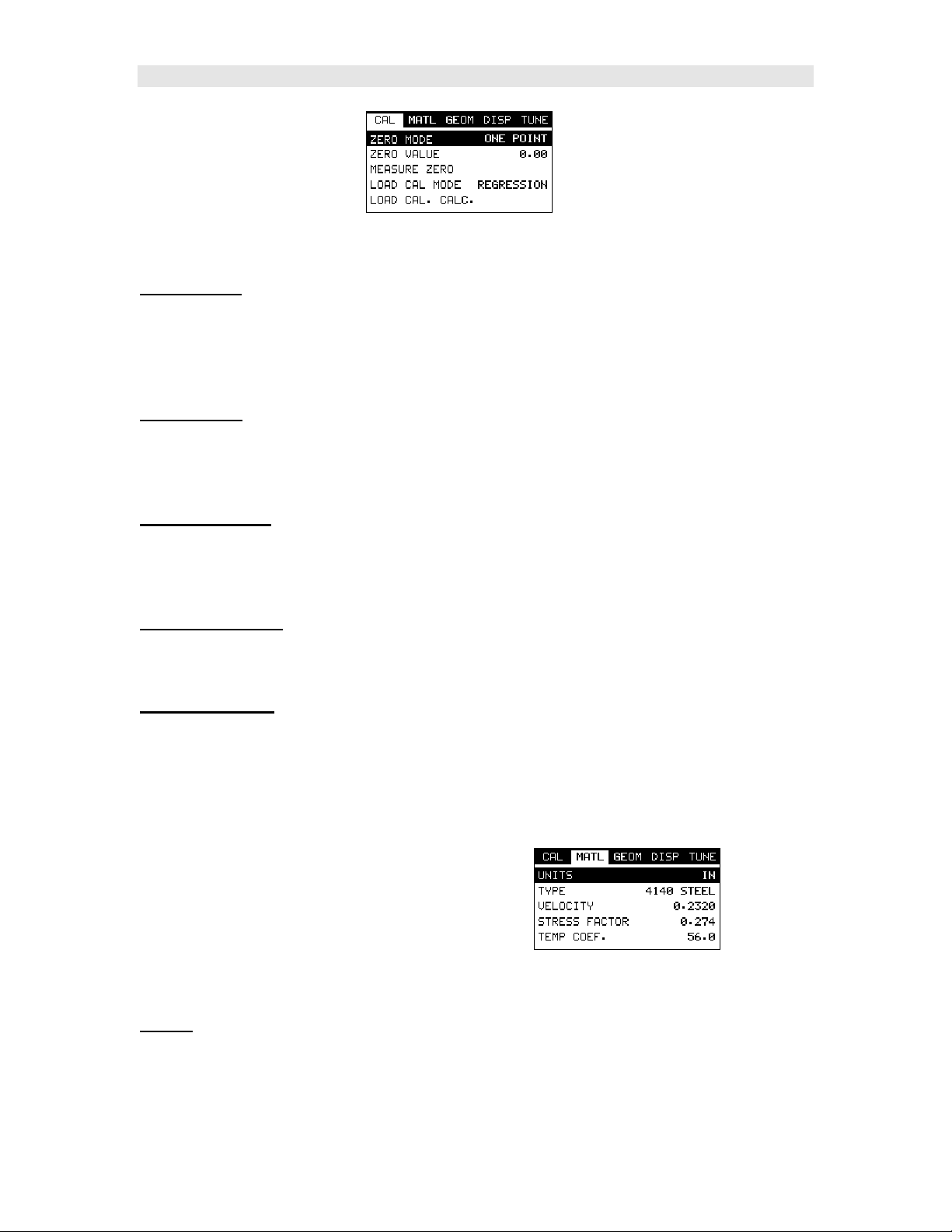
4.2 CAL – Menu
Zero Mode:
micrometer is zeroed. There are three zero mode options available in the MINI-
MAX – FIXED, ONE POINT, and TWO POINT. Selecting the proper mode is
dependent on the application requirements. Refer to Chapter 8, for an
explanation of this important procedure.
Zero Value: Depending on the Zero Mode selected above, the actual zero value
will be calculated and displayed in this sub menu item. The user can edit this
value at anytime from this sub menu item. Refer to Chapter 8 for a further
explanation.
Measure Zero: Once the Zero Mode has been selected above, this function
displays and calculates the actual measurement screen containing the known
physical length, velocity, and temperature coefficient of the calibration standard
versus the ultrasonic length. . Refer to Chapter 8 for a further explanation.
Load Cal Mode: Enables and disables the field calibration feature of the MINI-
MAX. This is used to compare known and ultrasonic loads. Refer to Chapter 11
for a further explanation.
Load Cal Calc: This feature is used to calculate a linear regression or vector
curve, once the Load Cal Mode is enabled and known and ultrasonic loads have
been entered and ultrasonically measured. If the regression option was selected
in Load Cal Mode, a correction load offset and load factor will be calculated. If
the vector option was selected, a load factor will be calculated and the offset will
be set to zero. Refer to Chapter 11 for a further explanation.
The MINI-MAX is zeroed in much the same way that a mechanical
4.3 MATL (material) – Menu
Units:
each unit ( IN - .0001, INHR - .00001, or MM - .001, MMHR - .0001 ), Using the
abbreviation HR to represent High Resolution.
Toggle between English and Metric units and multiple resolutions for
22
Page 29
MINI-MAX Ultrasonic Bolt Tension Monitor
Type: Select the bolt material type from a preset list of material types. Each
type contains a velocity, stress factor, and temperature factor. When a type is
selected, these values are displayed in the sub menu items below and can be
edited by the user at anytime.
Velocity: This feature allows the user to edit the material velocity at anytime.
Once a material type is selected, the velocity of the selected material type is
stored in this sub menu item and can be edited a by the user if necessary.
Stress Factor: This feature allows the user to edit the stress factor at anytime.
Once a material type is selected, the stress factor of the selected material type is
stored in this sub menu item and can be edited by the user if necessary. Refer to
section 10.3 for further info.
Temp Coeff: This feature allows the user to edit the material temperature
coefficient at anytime. Once a material type is selected, the temperature
coefficient of the selected material is stored in this sub menu item and can be
edited by the user if necessary. Refer to 10.4 for further info.
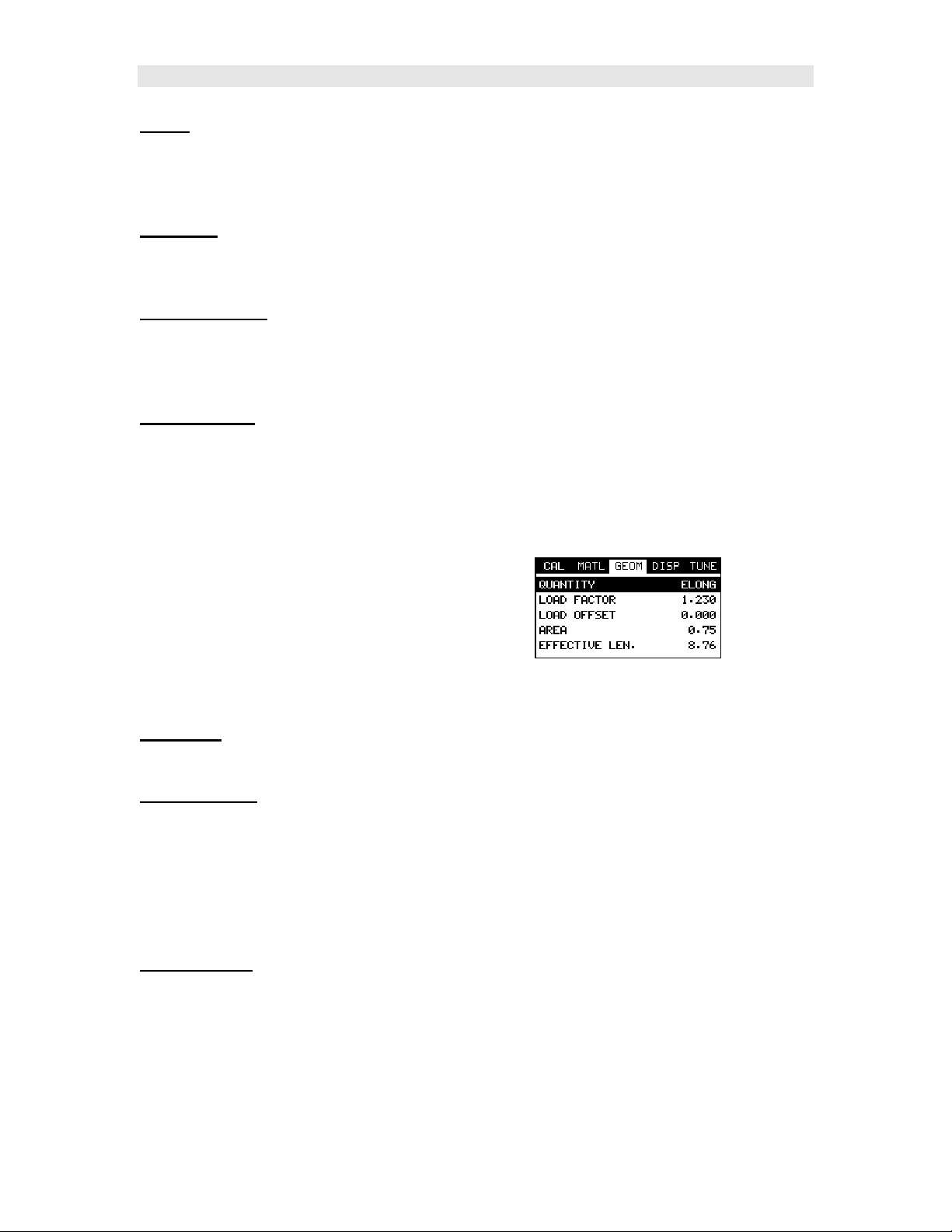
4.4 GEOM (geometry) – Menu
Quantity: Selectable units of measure in terms of TIME, ELONGATION, LOAD,
STRESS, and % STRAIN. Refer to section 12.1 for further info.
Load Factor: The conversion factor from elongation to Load. This value is
typically determined by performing a field calibration and running a regression or
vector using the MINI-MAX or utility software. Alternatively, the load factor can
be determined using the bolt calculator in the utility software. However, if
extreme accuracy is required, performing a field calibration is a must. This sub
menu item enables the user to edit the factor at anytime. Refer to section 11.1
for further info.
Load Offset: Normally the Load Offset is set to zero. However, when a field
calibration is performed and regression calculated a small offset (y intercept) will
result. This value is a constant added or subtracted from the measurement, and
will result in correction to the load quantity. This sub menu item enables the user
to edit the offset value at anytime. Refer to section 11.2 for further info.
23
Page 30

Dakota Ultrasonics
Area: The cross sectional area of the fastener being measured. Used to convert
load to stress. Set to zero if the user is not measuring the quantity in terms of
stress. This sub menu item enables the user to edit the area at anytime. Refer
to section 11.1 for further info.
Effective Length: The length of the region of the fastener under stress (the
distance between the nut plus some amount of additional stress that occurs in
the head and nut(s) of the fastener). This sub menu item enables the user to
edit the effective length at anytime. Refer to section 11.1 for further info.
4.5 DISP (display) – Menu
View: Selectable RF wave, RECT (rectified), and DIGITS (large digits) views.
Refer to section 12.2 for further info.
Backlight: Selectable OFF, ON, AUTO, or INVERT back light option.
Contrast: Adjustable display contrast for variable light conditions.
Delay: Provides the user the ability to change where the left side of the display
window starts according to time which is convert to a length, in english or metric
units. Refer to section 12.3 for further info.
Width: Provides the user the ability to change the overall size of the viewable
measurement area. It functions a lot like a zoom on a camera. Refer to section
12.3 for further info.
4.6 TUNE – Menu
Gain:
turning the volume up or down on a stereo receiver. Refer to section 12.4 for
further info.
Increases or decreases the overall amplitude of the signal. Much like
24
Page 31

MINI-MAX Ultrasonic Bolt Tension Monitor
Threshold: Enables the user to set the sensitivity level of the MINI-MAX. The
amplitude of the signal must reach and exceed the threshold level before a
measurement is detected. Refer to section 12.5 for further info.
Polarity: The MINI-MAX oper ates on a zero crossing detection principal. This
feature toggles which stroke of the cycle the crossing detection uses, either
positive or negative. Refer to 13.3 for further info.
Pulse: The MINI-MAX has an adjustable pulse width for both high penetration
and resolution requirements. The pulse width refers to the duration of time the
pulser is on. The options are Spike, Thin, and Wide. Refer to 13.1 for a further
explanation.
Rect Waveform: This option provides the user an outlined or filled view option
when the display setting is in RECT (rectified) wave mode only. Refer to 13.4 for
further info.
4.7 AUTO – Menu
Auto Set: Automatically locates the detection point if the measurement is out of
the viewable display area. Used when measuring reference lengths only. Refer
to section 12.9 for further info.
Approx Len:
length of the fastener must be entered. The approximate length gives the MINIMAX some idea of where to turn on the receiver and look for the detection, or
end of the bolt. This sub menu item enables the user to edit the effective length
at anytime. Refer to section 12.9 for further info.
Measure Mode: Used to select the measurement mode for different application
requirements. The mode options are P-E (pulse-echo), or P-E GT (pulse-echo
w/gate).
Gate:
others. Refer to section 12.6 for further info.
Gates allow the user to view areas or sections of the waveform and ignore
In order for the user to use the Auto Set feature, an approximate
25
Page 32

Dakota Ultrasonics
4.8 SETUP – Menu
Open:
memory. These setups can be recalled and used at any time. The setup
contains all the information about a specific bolting application. Refer to section
15.1 for further info.
Save:
setup that has been modified or created by the user. Refer to section 15.3 for
further info.
Default Setup:
setups in the MINI-MAX have been corrupted and a computer is not accessible
to restore previously save setups. Refer to section 15.4 for further info.
Displays a list of factory and user defined setups currently stored in
Provides the user with the ability to save a custom bolting application
Loads a basic default setup. Use only as a last resort when the
4.9 DATA – Menu
Allows the user the ability to create a new group with a specified number
New:
of bolts and measurements per bolt. A group can contain 250 bolts, 1 reference
length, and 51 measurements per bolt, depending on the application
requirements. Refer to section 14.2 for further info.
Edit:
Gives the user the ability to change the note and increment direction of a
previously save group. Refer to section 14.6 for further info.
Open:
currently exists in memory from a list of groups. Refer to section 14.7 for further
info.
Delete One Group:
single group from a list of multiple groups previously saved in memory. Refer to
section 14.5 for further info.
This function provides the user with the ability to recall a group that
This function provides the user with the ability to delete a
26
Page 33

MINI-MAX Ultrasonic Bolt Tension Monitor
Delete All Groups: This function provides the user with the ability to delete all
groups currently stored in memory. Refer to section 14.5 for further info.
4.10 UTIL (utilities) – Menu
Temp Mode: This sub menu item enables the user to select the automatic
temperature compensation mode (manual, semi-auto, and auto). This feature is
only available to those units purchased with the automatic temperature
compensation option and probe. Note: Contact Dakota for information on
upgrading the MINI-MAX. Refer to Chapter 9 for further info.
Alarm Status: Toggles alarm mode on or off. Refer to section 13.2 for further
info.
Alarm LO Limit: Gives the user the ability to set the LO tolerance parameter. If
the measurement falls below this value, a red light will illuminate. Refer to section
13.2 for further info.
Alarm HI Limit: Gives the user the ability to set the HI tolerance parameter. If
the measurement exceeds this value, a red light will illuminate. Refer to section
13.2 for further info.
4.11 XFER (transfer) – Menu
Backup Setups:
stored in the MINIMAX to a PC via RS232 port. Refer to the help section of the
MINIMAXview software for a complete electronic manual.
Enables the user the ability to backup the setups currently
Restore Setups:
saved on a PC to a MINI-MAX via RS232 port. Refer to the help section of the
MINIMAXview software for a complete electronic manual.
Enables the user the ability to restore the setups currently
27
Page 34

Dakota Ultrasonics
Backup Grid: Enables the user the ability to backup groups currently stored in
the MINI-MAX to a PC via RS232 port. Refer the help section of the
MINIMAXview software for a complete electronic manual.
Restore Grid: Enables the user the ability to restore groups currently saved on a
PC to a MINI-MAX via RS232 port. Refer to the help section of the MINIMAXview software for a complete electronic manual.
About: Provides the user with Dakota Ultrasonics contact information and the
MINI-MAX software version.
4.12 CLR (clear) Key
The primary functions of the CLR key, is to clear a measurement from a group
cell location, and backspace in an Alpha Edit Box. If a user has already saved
a measurement and waveform to a cell location, use this key to clear the
measurement at any time.
4.13 MEAS (measurement mode) Key
The MEAS key puts the MINI-MAX into its primary mode of operation. In this
mode, the user has a complete view of the LCD, as well as control of the Hot
Menu Functions. These hot functions provide the user with the ability to make
crucial adjustments to the display, waveform settings, and access group storage
locations without having to search through the menu and sub menu items. It’s
important to first get familiar with moving around in the hot functions as follows:
Getting Around in the Hot Menus
1) Press the MEAS key at any time to return to the primarily measurement
mode.
28
Page 35

MINI-MAX Ultrasonic Bolt Tension Monitor
2) Press the MEAS key multiple times to tab right through the menu fields,
and the ESC key multiple times to tab left through the menu fields, until
the desired hot function is highlighted.
Now that you’re familiar with activating and moving amongst the hot function
fields, let’s have a look at how to adjust or change the values of these fields:
Adjusting the Values of the Hot Menus
1) Use the UP, DOWN, LEFT, and RIGHT arrow keys to increase and
decrease the values of the hot function fields.
2) Repeat step 1 until the desired value has been achieved.
Alternatively, the delay, width, alen, gain, gate, temp, and threshold hot
function fields can be changed using the Digit Edit Box as follows:
1) Press the ENTER key to display the Digits Edit Box.
2) Press the UP and DOWN arrow keys to scroll the highlighted value.
3) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
4) Repeat steps 2 & 3 until the delay, width, alen, gain, gate, temp, or
threshold number is correctly displayed.
5) Press the OK key to set and return to the measure screen, or ESC to
cancel entering the delay, width, alen, gain, gate, temp, or threshold
value.
29
Page 36

Dakota Ultrasonics
4.14 OK Key
The primary function of the OK key is confirmation of a change or selection.
Additionally, when the group data is being displayed, the OK key will allow the
user to advance the cursor to a specific bolt number in the group.
4.15 ESC Key
The ESC key is used in the MENU, MEAS, and EDIT functions as a back or
escape function. Additionally, when the group data is being displayed, the OK
key will allow the user to toggle the display view options: RF, RECT, and DIGITS.
4.16 Arrow Keys
The Arrow Keys are used to navigate through the menus, increase/decrease
values, and toggle specific function keys.
4.17 ENTER key
The ENTER key is used in the overall menu selection process, to activate list and
edit boxes, and save measurements to bolt group locations.
4.18 AUTO SET Key
The AUTO SET key attempts to locate the detection of the signal, or end of the
bolt. This key is used to activate two completely different functions:
1. Reference Lengths – When measuring reference lengths, will locate the
detection point (end of the bolt or target), and optimize the scope settings.
30
Page 37

MINI-MAX Ultrasonic Bolt Tension Monitor
This feature will prove to be very valuable, avoiding the tedious process of
manually trying to locate the detection point.
2. High Speed Update – Activates the high speed update mode, when using
Dakota’s special shut-off box, installed and connected to a pump. This
feature can only be activated while measuring quantities other than the
reference lengths, and should only be activated if connected to the shutoff box.
4.19 ON/OFF Key
The ON/OFF key simply powers the unit either ON or OFF. Note: Unit will
automatically power off when idle for 5 minutes. All current settings are saved
prior to powering off.
4.20 Top & Bottom End Caps
The top & bottom end panels are where all connections are made to the MINIMAX. The diagram above shows the layout and description of the connectors:
Transducer Connector
Refer to Diagram: The transducer connector, temperature sensor (option), and
battery cover/probe zero disk are located on the MINI-MAX’s top end cap. The
transducer connector is of type Lemo “00”, and the temperature sensor
connector is of type Lemo 1 5 pin.
31
Page 38

Dakota Ultrasonics
Probe Zero Disk & Battery Cover
Refer to Diagram: The Battery cover is the large round disk shown in the
diagram. Simply remove the cover when replacing the batteries (3 AA cells).
Important: Be sure to follow the polarity labels located on the back label of the
MINI-MAX. Note: Rechargeable batteries can be used, however they must be
recharged outside of the unit in a stand alone battery charger.
RS-232 Connector
Refer to Diagram: The RS-232 connector, located on the bottom end cap, is a 2
pin female Lemo connector. It is designed to connect directly from the MINI-
MAX to a standard AT serial port on a PC. The cable supplied with the MINIMAX is a Lemo to 9 pin serial cable. This RS-232 connector is also used to
connect a 2 pin Lemo to 2 pin Lemo serial cable directly to our special shut-off
box, used in conjunction with a pump. Note: This connector is also used to
upgrade the MINI-MAX with the latest version of firmware.
32
Page 39

MINI-MAX Ultrasonic Bolt Tension Monitor
Chapter 5 Theory of Operation
5.1 Ultrasonic Measurement of Bolts
Note: The terms bolt, fastener, and threaded fastener are used interchangeably.
Ultrasonic measurement has proven to be the most reliable and cost effective
solution when:
• Variations in friction or joint geometry prevent applied torque from controlling
the actual clamping force produced by the fastener with the required
accuracy.
• The clamping force must be monitored over the service life of the bolt.
Ultrasonic measurement of clamping load is obtained through a predictable
decrease in the sound velocity within the body of the bolt as the tensile load is
increased. By introducing a sonic pulse at one end of the bolt and accurately
measuring the time required for the echo to return from the opposite end, the
ultrasonic length is determined. As the fastener is tightened, the change in this
ultrasonic length is used to calculate and display the actual clamping force
produced.
The physics governing this process are clearly understood, and have been
employed for many years in the fields of active sonar, or radar. Send a pulse of
energy toward an object (in this case the opposite or reflecting end of the
fastener), and then measure the time between the initial pulse and the returning
echo.
While the concept is comparatively simple and ultrasonic measurement can
produce astoundingly accurate results, the selection of the optimum bolt and
transducer, and their coupling can be difficult. The MINI-MAX minimizes these
difficulties to the greatest extent possible:
• The variable width pulser system can send the maximum amount of energy to
the ultrasonic transducer, allowing the broadest possible range of transducers
for a given application.
• The low noise and gain features of the receiver system allow signal detection
and measurement in the most difficult applications.
• The digital signal processor optimizes the measurement process.
33
Page 40

Dakota Ultrasonics
5.2 Features of the MINI-MAX
The Dakota Ultrasonics MINI-MAX, Ultrasonic Bolt Tension Monitor, defines the
State of the Art in the measurement of the actual clamp load produced by
tightening a fastener. The MINI-MAX can measure time, elongation, load, stress,
or %strain in bolts of virtually any material from 1 inch to 8 feet in length,
depending on the Mini-Max version. By storing the reference waveform and
displaying it for comparison while the elongation is being measured, the MINI-
MAX minimizes operator training.
5.3 Ultrasonic waves
Ultrasonic measurement requires the transmission of a suitable quantity of
ultrasonic energy through the length of the bolt. The relationship of the energy
pulse frequency to its penetration is important in energy transmission. Lower
frequencies produce longer wavelengths that will travel further through a given
substance: while higher frequencies produce shorter wavelengths. To use a
familiar example: AM radio signals are broadcast at relatively low frequencies
and can be received hundreds of miles away, over the horizon. Higher quality FM
radio and television signals are broadcast at much higher frequencies, and can
only be received within a comparatively short line-of-sight or distance.
The same phenomenon exists with ultrasound. A low frequency 1 MHz pulse
travels much farther through metal than a 5 MHz pulse. Therefore, a lower
frequency transducer is able to achieve an echo in a longer bolt, or in a bolt
made of metal with higher resistance to sound transmission (attenuation). While
the lower frequency has more penetration power, it also produces more
unwanted noise. Low frequency energy tends to spread, much like an
unfocussed beam of light. When low frequency energy is introduced at the end of
a bolt, a significant portion is bounced from side to side within the cylindrical
shape, producing a noisy and distorted echo. Higher frequency pulses tend to
travel more directly down and back the centerline of a bolt, with less noise and
distortion.
34
Page 41

MINI-MAX Ultrasonic Bolt Tension Monitor
Chapter 6 Bolt Preparation
The best balance between maximum frequency and noise suppression requires
selecting the best transducer for bolt measurement. The diameter of the
transducer (which is generally specified by the diameter of the actual
piezoelectric crystal) directly effects energy transmission: Larger diameter
crystals have greater ability to send and receive energy, and less of the energy
tends to spread laterally. The MINI-MAX Bolt Tension Monitor strives to achieve
this ideal balance: direct transmission of the strongest possible pulse, with the
least amount of noise and distortion, down and back the center of the bolt to
obtain the most accurate measurement.
6.1 Use of ultrasonic couplant
Sonic energy of the frequency used by the MINI-MAX travels well through solid
materials and most liquids. It does not travel well through air. This variable
resistance to the passage of sonic energy is called sonic impedance. It is the
sudden change in impedance which occurs when the sound pulse attempts to
cross the metal / air boundary at the end of the bolt, which causes most of the
energy to be returned as an echo. To make a familiar comparison: light crossing
the transparent glass boundary of a mirror and reflecting back an image from the
nontransparent silvered back is much like an echo.
Any air gap between the face of the transducer and the end of the bolt will
prevent the sonic energy from crossing. The gap must be filled with a suitable
coupling fluid. Normally, a liquid ultrasonic couplant is applied between the
transducer and the bolt. Since liquid has sonic impedance closer to the
transducer and bolt material than air, it forms a continuous path for the outgoing
pulse and the returning echo.
Many liquids can serve as an adequate couplant, however liquids with lower
sonic attenuation will produce better results. Liquids containing glycerin offer
such low impedance, and couplant manufactured for ultrasonic testing, such as
the one shipped with the MINI-MAX, produce the best results.
The single purpose of the couplant is to fill the air gap between the transducer
and the bolt end. This is accomplished more easily with a liquid that is viscous
enough to stay in place. Very viscous substances can create such a thick layer
between the transducer and bolt that measurement errors occur. Also, viscous
substances can trap air bubbles, which prevent adequate energy transmission.
Again, the ultrasonic couplant provided with the MINI-MAX works best. Apply
only the smallest quantity of couplant required to fill the air gap, and carefully
seat the transducer so that any trapped air or excess couplant is squeezed out of
the interface.
35
Page 42

Dakota Ultrasonics
6.2 Transducer contact requirements
The goal is to transmit as much sonic energy as possible from the transducer into
the bolt, and to send that energy, to the greatest extent possible, down and back
the center of the bolt, as shown in Figure 1.
Figure 1 Sound path in a good bolt
Smooth, even surfaced bolt ends that seat the entire active surface of the
transducer with minimum gap are required for accurate signal transmission. Bolt
ends may need to be cleaned, ground, etc. to achieve the required surface.
Avoid:
• Rough or irregular surface’s which prevent adequate contact with the
transducer. Irregular or rough surfaces can be filled with couplant, but energy
transmission will still be reduced and dispersed causing mode conversions to
occur from reflections off the side walls of the bolt, as shown at left of Figure
2.
• Bolt ends not perpendicular to the axis of the bolt, as shown at right of Figure
2. Energy will be transmitted toward the side wall and reflect along the bolt,
yielding poor signal quality and possible measurement errors. Avoid
alignment errors exceeding 2 degrees.
Figure 2 Rough and angled transducer contact
• Rusted, dirty, or thick paint-covered bolt ends. These coatings prevent sonic
energy from traveling between the transducer and the bolt. Very thin coating
or plating is acceptable.
36
Page 43

MINI-MAX Ultrasonic Bolt Tension Monitor
• Bolt ends with recessed grademarks, as shown at left of Figure 3. Couplant
can be used to fill recessed grademarks. Small indentations cause some loss
of signal strength, but normal measurement is still possible. Large or
numerous indentations cause the signal to be too weak for a reliable
measurement.
• Bolt ends with raised grade marks, or indentations with a raised edge, which
cause the transducer to be seated at an angle to the axis of the bolt, thus
preventing adequate contact, as shown at right of Figure 3.
Figure 3 Effect of lowered and raised grade marks
6.3 Bolt end reflectors
Smooth, flat reflecting bolt ends that are perpendicular to the axis of the bolt are
required for accurate echo reception. Bolt ends may need to be cleaned, ground,
etc. to achieve the required surface.
Note: Misalignment exceeding 2 degrees can cause significant errors.
Avoid:
• Rough reflecting bolt ends. As shown in Figure 4, if the reflecting end of the
bolt is rough or curved, most of the reflected energy will be dispersed and a
weak or distorted echo will be received.
• Reflecting bolt ends not perpendicular to the axis of the bolt. Sonic energy will
be reflected toward the sidewall of the bolt, as shown in Figure 5.
• Nonperpendicular reflecting bolt ends due to bending of the bolt as shown in
Figure 6.
37
Page 44

Dakota Ultrasonics
Figure 4 Rough reflective surface
Figure 5 Non Parallel reflecting Surface
Figure 6 Reflection in a bending bolt
38
Page 45

MINI-MAX Ultrasonic Bolt Tension Monitor
Chapter 7 Transducer Selection
7.1 Selecting the Transducer
Transducer selection is a very import part of getting the best results from the
MINI-MAX. The frequency and diameter of transducer should be carefully
selected using the following information:
• Select the largest diameter transducer that will seat completely on the end of
the bolt. If there are multiple applications and diameters to consider, select a
diameter that will work for as many applications as possible, thus reducing the
overall number of transducers needed.
• When selecting the proper frequency, the following items should be taken into
consideration:
Higher frequencies are typically a better choice when measuring smaller
diameter bolts as the sound is better focused resulting in less beam
spread and more directivity.
Lower frequencies are more forgiving of potential bending and attenuative
materials. This is primarily due to the longer wavelength avoiding
smearing or distortion of the waveform. Longer wavelengths require
more of a phase shift before distortion will occur. Lower frequencies offer
an increased amount of dispersion and a reduced amount of directivity. As
this may seem to go against what may typically be considered a good
choice, in the case of bending it’s actually the best choice overall.
39
Page 46

Dakota Ultrasonics
Chapter 8 Measuring System Zero
(calibration)
8.1 Introduction
System zeroing is the method of calculating the time required for each MINI-MAX
and transducer combination to detect the echo. When an echo travels back
through the bolt to the transducer face, there is an electronic delay before the
MINI-MAX detects the echo. Because of differences in the electronic parts, or
the transducer and cable, the delay is slightly different for each combination of
MINI-MAX and transducer. The time delay is called the delay factor or zero time
offset.
The MINI-MAX is designed for use with two calibration bars having a known
ultrasonic velocity and known length. Comparing their known physical length and
measured ultrasonic length determines the system delay factor, or zero time
offset. The system delay factor makes the Dakota Ultrasonics MINI-MAX
interchangeable with all other calibrated MINI-MAX systems.
Once the delay factor is determined, the MINI-MAX software automatically
subtracts it from the apparent measurement of the time required for the sonic
signal to travel through the bolt. Thus, the actual time of signal travel is
determined, and compensation is made for the slight difference in each system.
Since every zeroed MINI-MAX makes the same time measurement, the systems
give the same result and are interchangeable.
System Zeroing is only required if:
• More than one MINI-MAX or transducer will be used while measuring a set of
bolts. If the same MINI-MAX and transducer are used, the amount of the
delay is constant. If unloaded length measurements were made with one
MINI-MAX, and the load measurements were made with another, the
difference in the delay factor could cause an error, though in most cases the
error would be very small. If it is uncertain that the same unit and transducer
will always be used, it is strongly recommended that System Zeroing be
checked whenever the MINI-MAX used.
• The application requires that the bolts be monitored over periodic intervals
through their service life. In this case, the MINI-MAX must be zeroed in order
to maintain reliable and accurate measurements. Once again, If a
transducer, cable, or unit is replaced, the delay factor will change, resulting in
erroneous measurements.
40
Page 47

MINI-MAX Ultrasonic Bolt Tension Monitor
8.2 Calibration / Zero misnomer
In the past there have been instances where users were under the impression
that zeroing the unit was the same as calibrating the unit. If the ultrasonic unit
could successfully measure the calibration blocks, the unit was calibrated.
However, this is not the case. The linearity of the unit and material type of the
bolts are not calibrated following a zero procedure. This is a misnomer.
• The MINI-MAX should be sent in for calibration by Dakota Ultrasonics, or
other authorized service representative, on a periodic basis to verify proper
operation of the instrument. Dakota Ultrasonics recommends one-year
intervals.
• Depending on the how critical the application is, bolts should be calibrated in
a lab against a known load prior to measuring. A temperature bath should
also be used to determine the necessary temperature factors required.
The following sections are typical methods of how to perform and calculate a
probe zero using the MINI-MAX. The proper method should be determined by
the level of accuracy required and the specifications and conditions of the
application itself.
8.3 Using a standard bolt
Using any fastener that provides a good ultrasonic echo with both ends ground
and polished can make a simple and effective calibration standard. The primary
objective is to verify a zero value prior to measuring to avoid measurement errors
if the MINI-MAX, transducer, or cable is replaced. While this sounds like an
economic way to go, the user must keep in mind that certified calibration
standards are usually inclusive of an ultrasonic length, velocity, and temperature
coefficient and are certified according to a specific set of standards. The
following procedures outline how to use a standard bolt as follows:
The first step is to setup a group to document our probe zero data. By doing this,
all the values and settings will be saved to the cell location for easy recall at a
later time. This will allow the user to easily verify the zero value and make any
necessary changes to the MINI-MAX, by adjusting the zero value or temperature
depending on the circumstances or conditions.
41
Page 48

Dakota Ultrasonics
Creating a Group Name to Document Probe Zero Data
Note: Select a name that references this group to Probe Zero Data.
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left, until the DATA menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu
items until NEW is highlighted.
3) Press the ENTER key to display the New Group Edit Box.
4) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NAME is highlighted.
5) Press the ENTER key to activate the Alpha Edit Box.
42
Page 49

MINI-MAX Ultrasonic Bolt Tension Monitor
6) Use the UP, DOWN, LEFT, & RIGHT arrow keys to highlight the
appropriate alpha characters.
7) Press the ENTER key to select a character and advance to the next field
of the Group Name.
8) Use the CLR key to backspace if necessary.
9) Repeat steps 6 - 8 until the Group Name is completed.
10) Press the OK key to save the Group Name and return to the Group
List Items menu, or ESC to cancel entering the Group Name.
Creating a Group Note
Note: Be sure to include a note that describes and references the Probe
Zero data and bolt.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NOTE is highlighted.
2) Press the ENTER key to activate the Alpha Edit Box.
43
Page 50

Dakota Ultrasonics
3) Use the UP, DOWN, LEFT, & RIGHT arrow keys to highlight the
appropriate alpha characters.
4) Press the ENTER key to select a character and advance to the next field
of the Group Note.
5) Use the CLR key to backspace if necessary.
6) Repeat steps 3 through 5 until the Group Note is completed.
7) Press the OK key to save the Group Note and return to the Group List
Items menu, or ESC to cancel entering the Group Note.
Selecting the Number of Bolts in the Group
Note: A group can contain up to 250 bolts. There must be at least 1 bolt in
a group. If multiple bolts will be used to zero the MINI-MAX, you will need
to create multiple bolts in the group. In some cases the user will opt to use
a bolt that is a representative bolt from each application, rather than just an
arbitrary bolt. This would typically be done in critical applications.
44
Page 51

MINI-MAX Ultrasonic Bolt Tension Monitor
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NUM BOLTS is highlighted.
2) Press the ENTER key to display the Digits Edit Box.
3) Press the UP and DOWN arrow keys to scroll the highlighted value.
4) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
5) Repeat steps 3 & 4 until the NUM BOLTS value is correctly displayed.
6) Press the OK key to save the NUM BOLTS and return to the Group
List Items menu, or ESC to cancel entering the NUM BOLTS.
Note: If a number greater than 250 is entered, an error message box
“VALUE IS OUT OF RANGE” will be displayed.
7) Press the OK key to display the Digits Edit Box and re-enter the NUM
BOLTS.
8) Press the OK key to save the NUM BOLTS and return to the Group
List Items menu, or ESC to cancel entering the NUM BOLTS.
45
Page 52

Dakota Ultrasonics
Selecting the Number of Readings Per Bolt
Note: A bolt can have up to 51 possible measurements and 1 initial length
(L-REF). There must be at least one reading per bolt. Since this group is
being created to store probe Zero Data and verify your probe zero
periodically, or before starting a new application, consider selecting all 51
measurements locations.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NUM READS is highlighted.
2) Press the ENTER key to display the Digits Edit Box.
3) Press the UP and DOWN arrow keys to scroll the highlighted value.
4) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
5) Repeat steps 3 & 4 until the NUM READS value is correctly displayed.
6) Press the OK key to save the NUM READS and return to the Group
List Items menu, or ESC to cancel entering the NUM READS.
Note: If a number less than 1 or greater than 51 is entered, an error
message box “VALUE IS OUT OF RANGE” will be displayed.
7) Press the OK key to display the Digits Edit Box and re-enter the NUM
READS.
46
Page 53

MINI-MAX Ultrasonic Bolt Tension Monitor
8) Press the OK key to save the NUM READS and return to the Group
List Items menu, or ESC to cancel entering the NUM READS.
If there’s not enough memory available to create the group, an error
message box “NOT ENOUGH MEMORY“ will be displayed. Press the OK
or ESC key to return to the Group List Items menu. It may be necessary
to free some memory in the MINI-MAX at this time.
Selecting the Starting Bolt Number
Note: Depending on the application and layout of the project, the user
won’t always want the starting bolt to be 1. This feature allows the user to
define what the starting number will be.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until START BOLT NUM is highlighted.
2) Press the ENTER key to display the Digits Edit Box.
3) Press the UP and DOWN arrow keys to scroll the highlighted value.
4) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
47
Page 54

Dakota Ultrasonics
5) Repeat steps 3 & 4 until the START BOLT NUM value is correctly
displayed.
6) Press the OK key to save the START BOLT NUM and return to the
Group List Items menu, or ESC to cancel entering the START BOLT
NUM.
Note: If a value is enter that is greater than the maximum number of bolts
allowed per group (250), an error message box “VALUE IS OUT OF
RANGE” will be displayed.
7) Press the OK key to display the Digits Edit Box and re-enter the
START BOLT NUM.
8) Press the OK key to save the START BOLT NUM and return to the
Group List Items menu, or ESC to cancel entering the START BOLT
NUM.
Selecting the Auto Increment Direction
The Auto Increment feature gives the user the ability to specify which
direction to advance the cursor after storing a reading.
48
Page 55

MINI-MAX Ultrasonic Bolt Tension Monitor
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until INCR. DIR is highlighted.
2) Use the LEFT & RIGHT arrow keys to toggle the Increment direction
NONE, NORTH, EAST, SOUTH, or WEST.
3) When the correct Increment direction is displayed, continue on to the
next section “Saving the Group”.
Saving the Group
Once all the parameters are set, the user has the option of saving or
canceling the new group.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until CREATE NEW GROUP? is highlighted.
2) Press the ENTER key to accept the group parameters, and activate the
confirmation screen.
3) Press the OK key to save the New Group, or the ESC key to cancel the
New Group setup and return to the DATA menu.
49
Page 56

Dakota Ultrasonics
4) Press the MEAS key to return to the measurement screen to begin
measuring reference lengths.
Now that a group has been created to store our probe zero data, the material
type of the standard probe zero bolt must be selected. This will load the
appropriate values for velocity and the temperature coefficient into memory.
Selecting the Bolt Material Type
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right and the ESC key multiple times to
tab left until the MATL menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until TYPE is highlighted.
3) Press the ENTER key to display the list of material types.
50
Page 57

MINI-MAX Ultrasonic Bolt Tension Monitor
4) Press the UP and DOWN arrow keys to scroll through the material list
until the appropriate material is highlighted.
5) Press the ENTER key to display the confirmation screen.
6) Press the OK key to select the material and return to the menu screen,
or ESC to cancel the material selection.
Now that a bolt group has been created and material type selected to save and
document the probe zero data, this next section will go through the process of
obtaining the information needed to use the standard bolt for a probe zero
calibration bar.
Setting up a Bolt Standard – For the First Time
1) With the menu items already active, press the MENU key multiple times
to tab right and the ESC key multiple times to tab left until the CAL
menu is highlighted and displaying the submenu items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until ZERO MODE is highlighted.
3) Use the LEFT and RIGHT arrow keys to scroll the zero mode options
until the FIXED option is displayed.
Note: The fixed option sets the delay factor to zero. In other words,
disables the zero feature altogether.
51
Page 58

Dakota Ultrasonics
4) Press the MENU key multiple times to tab right and the ESC key
multiple times to tab left until the MATL menu is highlighted and
displaying the submenu items.
5) Use the UP and DOWN arrow keys to scroll through the sub menu
items until TYPE is highlighted.
6) Press the ENTER key to display the list of bolt types.
7) Press the UP and DOWN arrow keys to scroll through the bolt material
types until the appropriate bolt type is highlighted.
8) Press the ENTER key to display the confirmation screen.
9) Press the OK key to select the bolt type and return to the menu screen,
or press ESC to cancel the bolt type selection.
10) The new bolt type selected will be displayed to the right of the sub
menu item. Write down the values for the Velocity and Temperature
Coefficient also displayed next to the sub menu items below. These
values will be needed in one of the following steps.
11) Press the MENU key multiple times to tab right and the ESC key
multiple times to tab left until the GEOM menu is highlighted and
displaying the submenu items.
52
Page 59

MINI-MAX Ultrasonic Bolt Tension Monitor
12) Use the UP and DOWN arrow keys to scroll through the sub menu
items until QUANTITY is highlighted.
13) Use the LEFT and RIGHT arrow keys to scroll the quantity options until
the ELONG option is displayed.
14) Press the MENU key multiple times to tab right and the ESC key
multiple times to tab left until the AUTO menu is highlighted and
displaying the submenu items.
15) Use the UP and DOWN arrow keys to scroll through the sub menu
items until APROX LEN is highlighted.
Note: This is the approximate physical length of the fastener or bolt. This
tells the MINI-MAX where to turn on the receiver and look for an echo. The
area scanned will be +/- 5% from the approximate length.
16) Press the ENTER key to display the Digits Edit Box.
17) Press the UP and DOWN arrow keys to scroll the highlighted value.
18) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
53
Page 60

Dakota Ultrasonics
19) Repeat steps 16 & 17 until the APPROX LEN value is correctly
displayed.
20) Press the OK key to set the Approximate Length and return to the
menu screen, or ESC to cancel entering the Approximate Length.
21) Use the UP and DOWN arrow keys to scroll through the sub menu
items until AUTO SET is highlighted.
Note: Both the Approximate Length and Auto Set feature could have also
been set and activated using the Hot Menu Items, and Keypad Auto Set
button as well. However, since you were already in the Tab Menu Items, it
was just as easy as returning to the Hot Menu Items screen.
22) Apply a drop of couplant to the bolt or transducer, and attach it to one
end of the bolt. Rotate the transducer clockwise and counter clockwise
applying a small amount of pressure to eliminate any excess couplant
between the transducer and bolt surface. Be sure to always place the
transducer in the same location. This will help to eliminate any potential
measurement errors cause by changing the sound path.
23) Press the ENTER key and the Ultrasonic Length of the bolt will be
displayed and should be documented and scribed on the bolt, along with
the Velocity and Temperature Coefficient, for future zero verification.
24) Proceed to the next section to save this length in the Probe Zero
group created in the previous section. DO NOT REMOVE THE
TRANSDUCER FROM THE BOLT.
Now that we’ve gathered all the data for the probe zero bolt, we need to
document it as outlined in the next section.
54
Page 61

MINI-MAX Ultrasonic Bolt Tension Monitor
Storing the Reference Length
1) Press the MEAS key once to activate measure menu items. Press the
MEAS key multiple times to move right and the ESC key multiple times
to move left until the LOC cell is highlighted.
2) Press the ENTER key to display the Group View Box.
3) Press the UP, DOWN, LEFT, and RIGHT arrow keys to scroll the target
cell cursor to the desired storage location.
Note: The first column must be used to store reference lengths.
4) Press the ENTER key to save the current reading in the highlighted cell
location.
5) Abort the Grid View Box by pressing the MEAS key at any time.
6) Proceed to the next section to perform and store the first Probe Zero
verification. DO NOT REMOVE THE TRANSDUCER FROM THE
BOLT.
The next two sections outline the procedures of how to perform a probe zero
calibration by calculating a zero value, or alternatively adjusting the temperature
value to match the existing probe zero value. When should I use the Calc Zero
feature versus adjusting the Temperature, and why?
The only time the Calc Zero feature should be used is when a different MINI-
MAX, transducer, or transducer cable is being used, other than the one initially
55
Page 62

Dakota Ultrasonics
used to obtain the probe zero data for the probe zero calibration bolt. In this
case, calculating the probe zero value forces the new hardware to match with the
original. If the hardware has not changed, the user should not use this feature. If
the hardware hasn’t changed only the temperature value should be adjusted to
match the existing zero values.
The next two sections outline first, the procedure for calculating a probe zero
because the hardware has changed, and second, by adjusting the temperature
value because the hardware is the same and the values do not match.
Performing a Probe Zero Calibration
Note: User has selected this section because the MINI-MAX, transducer,
or transducer cable has changed.
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left, until the CAL menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu
items until ZERO OPTION is highlighted.
3) Press the LEFT and RIGHT arrow keys to scroll the zero mode options
until ONE POINT is displayed.
4) Use the UP and DOWN arrow keys to scroll through the sub menu items
until MEASURE ZERO is highlighted.
56
Page 63

MINI-MAX Ultrasonic Bolt Tension Monitor
5) Press the ENTER key to display the One Point Zero Edit Box.
6) Use the UP and DOWN arrow keys to scroll through the One Point List
Items until PHYSICAL LEN is highlighted.
7) Press the ENTER key to display the Digits Edit Box.
Note: Enter the known ultrasonic length of the bolt that was documented
and stored in the previous section. We will consider this ultrasonic length to
be the actual physical length from this point forward. Reminder: It was
stored in the first column of the probe zero group.
8) Press the UP and DOWN arrow keys to scroll the highlighted value.
9) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
57
Page 64

Dakota Ultrasonics
10) Repeat steps 8 & 9 until the PHYSICAL LEN value is correctly
displayed.
11) Press the OK key to return to the One Point Zero List, or ESC to
cancel entering the PHYSICAL LEN value.
12) Use the UP and DOWN arrow keys to scroll through the One Point
Zero List Items until VELOCITY is highlighted.
13) Press the ENTER key to display the Digits Edit Box.
Note: Enter the velocity value of the bolt that was documented in the
previous section. Reminder: The value was written down and scribed on
the side of the bolt. It is the velocity used for the probe zero bolt.
14) Press the UP and DOWN arrow keys to scroll the highlighted value.
15) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
16) Repeat steps 14 & 15 until the VELOCITY value is correctly displayed.
17) Press the OK key to return to the One Point Zero List, or ESC to
cancel entering the VELOCITY value.
18) Use the UP and DOWN arrow keys to scroll through the One Point
Zero List Items until TEMP COEF is highlighted.
58
Page 65

MINI-MAX Ultrasonic Bolt Tension Monitor
19) Press the ENTER key to display the Digits Edit Box.
Note: Enter the temperature coefficient value of the bolt that was
documented in the previous section. Reminder: The value was written
down and scribed on the side of the bolt. It is the temperature coefficient
used for the probe zero bolt.
20) Press the UP and DOWN arrow keys to scroll the highlighted value.
21) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
22) Repeat steps 20 & 21 until the TEMP COEF value is correctly
displayed.
23) Press the OK key to return to the One Point Zero List, or ESC to
cancel entering the TEMP COEF value.
24) Use the UP and DOWN arrow keys to scroll through the One Point
Zero List Items until ULTRASONIC LEN is highlighted.
59
Page 66

Dakota Ultrasonics
25) Press the ENTER key and the length value currently being measured,
will appear in the ULTRASONIC LEN field.
26) Use the UP and DOWN arrow keys to scroll through the One Point
Zero List Items until CALC ZERO is highlighted.
27) Press the OK key to set the Zero Value and return to the menu screen,
or ESC to cancel entering the Zero Value. Notice the delay value has
been inserted in the Zero Value field.
28) Finally, press the MEAS key to return to the measurement screen and
begin taking readings.
Typically when the zero value is off and the hardware has not changed, it’s
because the temperature of the bolt has changed. In this case, the zero value
60
Page 67

MINI-MAX Ultrasonic Bolt Tension Monitor
should not be changed, but the temperature value should be. Therefore the bolt
becomes sort of temperature sensor in itself. This is also a good way to monitor
temperature changes in the bolt. The procedures below demonstrate how to
adjust the temperature to match the zero value.
Adjusting the Temperature to Match the Zero Value
Note: User has selected this section because the MINI-MAX, transducer,
or transducer cable has not changed and the zero value does not match.
Note: Let’s assume that the group containing the probe zero calibration
data is not the current group open. Therefore, the procedures that follow
will demonstrate how to open the probe zero calibration group, verify the
zero match, and make adjustments accordingly.
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right and the ESC key multiple times to
tab left until the DATA menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until OPEN is highlighted.
3) Press the ENTER key to display the Group List Box.
61
Page 68

Dakota Ultrasonics
4) Use the UP and DOWN arrow keys to scroll through the groups until the
target group is highlighted.
5) Press the ENTER key to activate the confirmation screen.
6) Press the OK key to load the group from memory.
7) Press the MEAS key to return to the measure screen.
8) Press the MEAS key once to activate measure menu items. Press the
MEAS key multiple times to move right and the ESC key multiple times
to move left until the LOC cell is highlighted.
9) Press the ENTER key to display the Group View Box.
10) Press the UP, DOWN, LEFT, and RIGHT arrow keys to scroll the
stored readings and corresponding display view. Notice as the cursor is
moved to a different cell, the display will be updated with the display
view saved with the reading.
11) Scroll the cursor to the next blank cell for the probe zero bolt. This will
always be a cell located in columns B – ZZ. As soon as the user has
scrolled to blank cell, the MINI-MAX will switch into elongation mode
and use all the data from the probe zero bolt initially stored.
12) Press the MEAS key to return to the measure screen.
62
Page 69

MINI-MAX Ultrasonic Bolt Tension Monitor
13) Press the MEAS key once to activate measure menu items. Press the
MEAS key multiple times to move right and the ESC key multiple times
to move left until the TEMP cell is highlighted.
14) Use the UP, DOWN, LEFT, or RIGHT arrow keys to scroll the TEMP
value.
15) Continue to scroll the temp value until the elongation reads 0.0000.
When the value is at 0.0000 the MINI-MAX is officially zeroed and ready
to store or document the zero data prior to making measurements.
16) Press the MEAS key once to activate measure menu items. Press the
MEAS key multiple times to move right and the ESC key multiple times
to move left until the LOC cell is highlighted.
17) Press the ENTER key to display the Group View Box. Notice that the
cursor is still in the same cell location previously scrolled.
18) Press the ENTER key to store the 0.0000 elongation value. Why
bother storing the 0.0000 elongation value? Because the adjustment to
temperature is also stored with the measurement. This documents the
changes for reporting requirements.
19) Finally, press the MEAS key to return to the measurement screen, set
up a new bolt group, and begin taking readings.
63
Page 70

Dakota Ultrasonics
8.4 Calibration / Zero Bars & Triple Sided Glass Block
Historically a set of 3” & 6” mild steel calibration bars, or a triple sided glass block
have been used for performing a probe zero. These bars/block are generally
measured and certified to a specific set of standards in a professional calibration
lab, and the corresponding length, velocity, and temperature coefficient are
documented. Dakota Ultrasonics carries a custom set of cal bars and an optical
glass block that are measured and calibrated according to national standards.
The primary advantage of using these bars/block versus setting a standard bolt
aside, as explained in the previous section, is the possibility of losing the stand
alone bolt. Because the factory 3” & 6” bars and glass block are calibrated with
documentation, these can be interchanged between units and cal bars/blocks.
While the 3” & 6” bars provide two specific points to demonstrate linearity, the
triple sided glass block has a third reference point. The glass block has a 1”, 2”,
& 3” reference. Generally the user will set up the two-point calibration on the 1”
& 3” sides first, and use the 2” side for additional verification purposes. This
section explains the procedure for using the factory calibration bars and glass
block as a means of probe zeroing the MINI-MAX.
The first step is to setup a group to document our probe zero data. By doing this,
all the values and settings will be saved to the cell location for easy recall at a
later time. This will allow the user to easily verify the zero value and make any
necessary changes to the MINI-MAX, by adjusting the zero value or temperature
depending on the circumstances or conditions.
Creating a Group Name to Document Probe Zero Data
Note: Select a name that references this group to Probe Zero Data.
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left, until the DATA menu is highlighted and displaying the submenu
items.
64
Page 71

MINI-MAX Ultrasonic Bolt Tension Monitor
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until NEW is highlighted.
3) Press the ENTER key to display the New Group Edit Box.
4) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NAME is highlighted.
5) Press the ENTER key to activate the Alpha Edit Box.
6) Use the UP, DOWN, LEFT, & RIGHT arrow keys to highlight the
appropriate alpha characters.
7) Press the ENTER key to select a character and advance to the next
character of the Group Name.
8) Use the CLR key to backspace if necessary.
9) Repeat steps 6 - 8 until the Group Name is completed.
10) Press the OK key to save the Group Name and return to the Group
List Items menu, or ESC to cancel entering the Group Name.
65
Page 72

Dakota Ultrasonics
Creating a Group Note
Note: Be sure to include a note that describes and references the Probe
Zero data and calibration apparatus used ( 3” & 6” bars or Triple sided glass
block).
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NOTE is highlighted.
2) Press the ENTER key to activate the Alpha Edit Box.
3) Use the UP, DOWN, LEFT, & RIGHT arrow keys to highlight the
appropriate alpha characters.
4) Press the ENTER key to select a character and advance to the next
character of the Group Note.
66
Page 73

MINI-MAX Ultrasonic Bolt Tension Monitor
5) Use the CLR key to backspace if necessary.
6) Repeat steps 3 - 5 until the Group Note is completed.
7) Press the OK key to save the Group Note and return to the Group List
Items menu, or ESC to cancel entering the Group Note.
Selecting the Number of Bolts in the Group
Note: A group can contain up to 250 bolts. In this case, the number of
bolts in the group can be thought of as the number of reference points on
the calibration standards. If the 3” & 6” cal bars are being used, then the
group should contain 2 bolts. If the triple sided glass block is being used,
then the group should contain 3 bolts.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NUM BOLTS is highlighted.
2) Press the ENTER key to display the Digits Edit Box.
3) Press the UP and DOWN arrow keys to scroll the highlighted value.
4) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
5) Repeat steps 3 & 4 until the NUM BOLTS value is correctly displayed.
67
Page 74

Dakota Ultrasonics
6) Press the OK key to save the NUM BOLTS and return to the Group
List Items menu, or ESC to cancel entering the NUM BOLTS.
Selecting the Number of Readings Per Bolt
Note: A bolt can have up to 51 possible measurements and 1 unloaded
reference length (L-REF). There must be at least one reading per bolt.
Since the group is being created to store probe Zero Data and verify
linearity on a periodic basis prior to measuring or starting a new application,
consider selecting all 51 readings. By selecting all 51 readings, all probe
zero verification can be saved and reported “Cover your backside”.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until NUM READS is highlighted.
2) Press the ENTER key to display the Digits Edit Box.
3) Press the UP and DOWN arrow keys to scroll the highlighted value.
4) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
5) Repeat steps 3 & 4 until the NUM READS value is correctly displayed.
68
Page 75

MINI-MAX Ultrasonic Bolt Tension Monitor
6) Press the OK key to save the NUM READS and return to the Group
List Items menu, or ESC to cancel entering the NUM READS.
Note: If a number less than 1 or greater than 51 is entered, an error
message box “VALUE IS OUT OF RANGE” will be displayed.
7) Press the OK key to display the Digits Edit Box and re-enter the NUM
READS.
8) Press the OK key to save the NUM READS and return to the Group
List Items menu, or ESC to cancel entering the NUM READS.
Note: If there’s not enough memory available to create the group, an error
message box “NOT ENOUGH MEMORY“ will be displayed. Press the OK
or ESC key to return to the Group List Items menu. It may be necessary
to free some memory in the MINI-MAX at this time.
Selecting the Starting Bolt Number
Note: Depending on the application and layout of the project, the user
won’t always want the starting bolt to be 1. This feature allows the user to
define what the starting number will be.
69
Page 76

Dakota Ultrasonics
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until START BOLT NUM is highlighted.
2) Press the ENTER key to display the Digits Edit Box.
3) Press the UP and DOWN arrow keys to scroll the highlighted value.
4) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
5) Repeat steps 3 & 4 until the START BOLT NUM value is correctly
displayed.
6) Press the OK key to save the START BOLT NUM and return to the
Group List Items menu, or ESC to cancel entering the START BOLT
NUM.
Note: If a value is enter that is greater than the maximum number of bolts
allowed per group (250), an error message box “VALUE IS OUT OF
RANGE” will be displayed.
7) Press the OK key to display the Digits Edit Box and re-enter the
START BOLT NUM.
8) Press the OK key to save the START BOLT NUM and return to the
Group List Items menu, or ESC to cancel entering the START BOLT
NUM.
70
Page 77

MINI-MAX Ultrasonic Bolt Tension Monitor
Selecting the Auto Increment Direction
The Auto Increment feature gives the user the ability to specify which
direction to advance the cursor after storing a reading.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until INCR. DIR is highlighted.
2) Use the LEFT & RIGHT arrow keys to toggle the Increment direction
NONE, NORTH, EAST, SOUTH, or WEST.
3) The most logical direction in terms of this calibration section is EAST.
When the correct Increment direction is displayed, continue on to the
next section “Saving the Group”.
71
Page 78

Dakota Ultrasonics
Saving the Group
Once all the parameters are set, the user has the option of saving or
canceling the new group.
1) Use the UP and DOWN arrow keys to scroll through the new Group
List Items until CREATE NEW GROUP? is highlighted.
2) Press the ENTER key to accept the group parameters, and activate the
confirmation screen.
3) Press the OK key to save the New Group, or the ESC key to cancel the
New Group setup and return to the DATA menu.
Now that the bolt group has been created to document the probe zero data,
we’re ready to get started with the probe zero process. The first thing to note is,
the procedures in the next section demonstrate a Two-Point calibration.
However, the same procedures apply to the One-Point calibration option also.
The user would simply follow the same procedures and ignore references to the
second point.
72
Page 79

MINI-MAX Ultrasonic Bolt Tension Monitor
Measuring Calibration Standards – For the First Time
1) With the menu items still active from the previous section, press the
MENU key multiple times to tab right and the ESC key multiple times to
tab left until the CAL menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until ZERO MODE is highlighted.
3) Use the LEFT and RIGHT arrow keys to scroll the zero mode options
until the TWO POINT option is displayed.
Note: The two-point option allows the user to use two separate points for
the probe zero calibration. Note: The one point option can optionally be
selected if only one cal bar will be used. Although the procedures below
are described with the two-point option in mind, they will also work in the
case of a one-point calibration.
4) Use the UP and DOWN arrow keys to scroll through the sub menu items
until MEASURE ZERO is highlighted.
5) Press the ENTER key to display the Two Point Zero list box.
6) Press the UP and DOWN arrow keys to scroll through the Two Point
Zero list until PHY LEN 1 is highlighted.
73
Page 80

Dakota Ultrasonics
Note: PHY LEN 1 is the actual physical length of the first calibration
standard. If the glass block is being used, the 1” side should be used for
PHY LEN 1.
7) Press the ENTER key to display the Digits Edit Box.
8) Press the UP and DOWN arrow keys to scroll the highlighted value.
9) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
10) Repeat steps 8 & 9 until the PHY LEN 1 value is correctly displayed.
11) Press the OK key to return to the Two Point Zero list, or ESC to cancel
entering the PHY LEN 1.
12) Press the UP and DOWN arrow keys to scroll through the Two Point
Zero list until PHY LEN 2 is highlighted.
Note: PHY LEN 2 is the actual physical length of the second calibration
standard. If the glass block is being used, the 3” side should be used for
PHY LEN 2.
13) Press the ENTER key to display the Digits Edit Box.
14) Press the UP and DOWN arrow keys to scroll the highlighted value.
15) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
16) Repeat steps 14 & 15 until the PHY LEN 2 value is correctly displayed.
17) Press the OK key to return to the Two Point Zero list, or ESC to cancel
entering the PHY LEN 2.
18) Press the UP and DOWN arrow keys to scroll through the Two Point
Zero list until VELOCITY is highlighted.
Note: This refers the velocity of the probe zero cal bars. Since there is a
velocity for each cal bar, use the velocity of the longest cal bar as it will be
74
Page 81

MINI-MAX Ultrasonic Bolt Tension Monitor
most significant – 6” bar. If the glass block is being used, it will have only
one velocity specified for the block.
19) Press the ENTER key to display the Digits Edit Box.
20) Press the UP and DOWN arrow keys to scroll the highlighted value.
21) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
22) Repeat steps 20 & 21 until the VELOCITY value is correctly displayed.
23) Press the OK key to return to the Two Point Zero list, or ESC to cancel
entering the VELOCITY.
24) Press the UP and DOWN arrow keys to scroll through the Two Point
Zero list until TEMP COEF is highlighted.
Note: This should be set to 55 (99 metric) for the 3 & 6” bars supplied by
Dakota Ultrasonics. If the glass block is used, it should be set to 0. The
reason for this is because glass has a very low temperature coefficient.
25) Press the ENTER key to display the Digits Edit Box.
26) Press the UP and DOWN arrow keys to scroll the highlighted value.
27) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
28) Repeat steps 26 & 27 until the TEMP COEF value is correctly
displayed.
29) Press the OK key to return to the Two Point Zero list, or ESC to cancel
entering the TEMP COEF.
30) Press the ESC key once to leave the Two Point Zero list.
31) Press the MENU key multiple times to tab right and the ESC key
multiple times to tab left until the MATL menu is highlighted and
displaying the submenu items.
75
Page 82

Dakota Ultrasonics
Note: In order for the Mini-Max to display the correct measurement value
during calibration, the material velocity and temperature coefficient must be
set to the same values as in the calibration section.
32) Use the UP and DOWN arrow keys to scroll through the sub menu
items until VELOCITY is highlighted.
33) Press the ENTER key to display the Digits Edit Box.
34) Press the UP and DOWN arrow keys to scroll the highlighted value.
35) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
36) Repeat steps 34 & 35 until the VELOCITY value is correctly displayed.
37) Press the OK key to return to the MATL menu, or ESC to cancel
entering the VELOCITY.
38) Repeat steps 32 – 37 to enter the TEMP COEF.
39) Repeat steps 32 – 37 to enter the STRESS FACTOR to 1.000”.
40) Proceed to the next section.
Before the probe zero is calculated the cal bars / glass block needs to be
ultrasonically measured. Once the zero value has been calculated, the results
will then need to be documented. This procedure is demonstrated in the next
section.
76
Page 83

MINI-MAX Ultrasonic Bolt Tension Monitor
Setting up the MINI-MAX for Measurement
Note: Check to see if the system was previously calibrated. You should
NOT change the calibration unless the transducer, transducer cable, or
instrument has been changed. In any event, the probe zero calibration
should always be checked prior to changing it and only changed if it is
required, as you can introduce error by uncertainty during the zero
procedure. If the MINI-MAX has been previously calibrated, open the
calibration data saved in the MINI-MAX and check the probe zero by simply
measuring the bars in an empty location (columns B – ZZ) in the existing
probe zero data group. If the zero is slightly off, minor adjustments to the
temperature, located in the Main Measure Menu, should be all that’s
necessary to bring the error between the two bars within a tolerance of
.0005”.
1) With the menu items still active from the previous section, press the
MENU key multiple times to tab right and the ESC key multiple times to
tab left until the GEOM menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until QUANTITY is highlighted.
3) Use the LEFT and RIGHT arrow keys to scroll the quantity options until
the ELONG option is displayed.
77
Page 84

Dakota Ultrasonics
4) Press the MENU key multiple times to tab right and the ESC key
multiple times to tab left until the AUTO menu is highlighted and
displaying the submenu items.
5) Use the UP and DOWN arrow keys to scroll through the sub menu
items until APROX LEN is highlighted.
Note: This is the approximate physical length of the cal standard currently
being measured. This tells the MINI-MAX where to turn on the receiver and
look for an echo. The area scanned will be +/- 5% from the approximate
length. For this example, 3” & 6” cal bars are used. Start with the 3” cal bar
first. Note: If the glass block is being used as the standard, use the 1” side.
6) Press the ENTER key to display the Digits Edit Box.
7) Press the UP and DOWN arrow keys to scroll the highlighted value.
8) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
9) Repeat steps 7 & 8 until the APPROX LEN value is correctly displayed.
10) Press the OK key to set the Approximate Length and return to the
menu screen, or ESC to cancel entering the Approximate Length.
Note: Alternatively, the Approximate Length can be entered from the
main measurement screen using the ALEN measure menu item. This can
be accessed by pressing the MEAS button on the keypad multiple times
until the ALEN field is highlighted.
11) Use the UP and DOWN arrow keys to scroll through the sub menu
items until AUTO SET is highlighted.
78
Page 85

MINI-MAX Ultrasonic Bolt Tension Monitor
12) Apply a drop of couplant to the bolt or transducer, and attach it to one
end of the 3” calibration bar.
13) Press the ENTER key and the MINI-MAX will automatically locate and
measure the Ultrasonic Length of the first cal bar.
Note: Rotate the transducer clockwise and counter clockwise applying a
small amount of pressure to eliminate any excess couplant between the
transducer and cal bar surface. Remove and replace the transducer a
couple of times in the exact same location on the cal bar, rotating it each
time to obtain the minimum value measured. Be sure to always place the
transducer in the same location. This will help to eliminate any potential
measurement errors caused by changing the sound path.
Note: Once an echo is found and the MINI-MAX is measuring the cal bar,
the GAIN, as well as the POLARITY may need to be adjusted. The cal
bars produce an extremely strong signal and often the gain should be set to
the minimum 20dB depending on the diameter of the transducer. A
thorough understanding of the section on “Interpreting the Waveform” is
very important prior to making any adjustments. Once this section has
been reviewed, the GAIN and POLARITY features are located in the TUNE
tabbed menu. Alternatively, the gain can also be adjusted in the hot menus
on the main measurement screen.
14) Press the MENU key multiple times to tab right and the ESC key
multiple times to tab left until the CAL menu is highlighted and
displaying the submenu items.
15) Use the UP and DOWN arrow keys to scroll through the sub menu
items until MEASURE ZERO is highlighted.
16) Press the ENTER key to display the Two Point Zero list box.
79
Page 86

Dakota Ultrasonics
17) Press the UP and DOWN arrow keys to scroll through the Two Point
Zero list until ULTRASONIC 1 is highlighted – 3” bar or 1” side of glass
block.
18) Press the ENTER key to store the measured value of the 3” bar or 1”
side of glass block.
19) Apply a drop of couplant to the bolt or transducer, and attach it to one
end of the 6” calibration bar (or 3” side of glass block). Rotate the
transducer clockwise and counter clockwise applying a small amount of
pressure to eliminate any excess couplant between the transducer and
cal bar surface. Remove and replace the transducer a couple of times
in the exact same location on the cal bar, rotating it each time to obtain
the minimum value measured. Be sure to always place the transducer
in the same location. This will help to eliminate any potential
measurement errors caused by changing the sound path.
20) Press the UP and DOWN arrow keys to scroll through the Two Point
Zero list until ULTRASONIC 2 is highlighted – 6” bar or 3” side of glass
block.
21) Press the ENTER key to store the measured value of the 6” bar or 3”
side of glass block.
22) Press the UP and DOWN arrow keys to scroll through the Two Point
Zero list until CALC ZERO is highlighted.
23) Press the ENTER key to calculate the zero.
24) Press the OK key to confirm “overwrite settings”.
25) Press the ENTER key once again to open the TWO POINT ZERO list
and evaluate the error.
80
Page 87

MINI-MAX Ultrasonic Bolt Tension Monitor
Evaluate the Error: Compare the difference between the physical and
ultrasonic lengths. If the error exceeds 0.0005” the temperature must be
adjusted, and the CAL procedure repeated for 3” & 6” bars – Setting Up the
MINI-MAX for Measurement.
Note: This shouldn’t be necessary when using the glass block as the
calibration standard.
Calculating Temperature Adjustment: Use the difference between the
physical and ultrasonic lengths of the 6” bar only and multiply the error by 3.
This is the same as OVER correcting the error by 300%.
[(Ultrasonic Length 6” Bar) – (Physical Length 6” Bar)] * 3
example using the equation above:
[ ( 6.0077 ) – ( 6.0049 ) ] * 3 = 0.0084”.
The over corrected error must now be subtracted from the physical length
of the 6” bar: 6.0049” – 0.0084” = 5.9965”
26) Press the MEAS key once to activate measure menu items. Press the
MEAS key multiple times to move right and the ESC key multiple times
to move left until the TEMP cell is highlighted.
27) Use the LEFT and RIGHT arrow keys to scroll the temperature value
until the measured value is reading the over corrected value calculated
above.
Note: Lower temperatures will make the bolt read longer, and higher
temperatures shorter.
28) Repeat steps 14 – 25 above to re-calculate the zero value using the
adjusted temperature setting.
81
Page 88

Dakota Ultrasonics
Note: The above steps may need to be repeated a couple of times in order
to bring the probe zero calibration into specification - .0005”. Note: This is
typically not necessary when using the glass block as a cal standard.
29) Once the zero/calibration is within specification, these initial lengths
should be saved in column A of the zero group previously created for
future reference and verification.
Note: A periodic check should be conducted to prior to starting a project, to
confirm the zero is still accurate. If it’s determined the Mini-Max is out of
spec, only minor adjustments to the temperature should be necessary.
Refer to the section on “Verifying the probe zero calibration”.
Note: Now that the zero is within spec, the values should be documented
in the probe zero calibration group created and opened in an earlier section.
30) Press the MEAS key twice to activate measurement screen. Press the
MEAS key multiple times to move right, and the ESC key multiple times
to move left until the LOC cell is highlighted.
31) Press the ENTER key to display the Group View Box.
32) Press the UP, DOWN, LEFT, and RIGHT arrow keys to scroll the target
cell cursor to the desired storage location.
Note: Since these are the first cal bar measurements taken, the
measurements have to be stored in column A. In fact, the most logical
approach would be to store the 3” bar in A1, and the 6” bar in A2.
However, if the glass block is the standard, store the 1” side in A1, 2” side
in A2, and the 3” side in A3.
82
Page 89

MINI-MAX Ultrasonic Bolt Tension Monitor
33) Place the transducer on the 3” bar in the exact location as before.
34) Press the ENTER key to save and document the current reading in the
highlighted cell location.
35) Repeat steps 33 & 34 for the 6” bar in location A2. Note: Repeat the
steps an additional time for the extra point on the glass block.
Note: The Mini-Max is now properly zeroed and ready for action.
This next section demonstrates how to go back and verify if the probe zero value
is still linear and “In Spec” at a later time. It’s important to note that user should
never have to change or re-calculate the probe zero value again, unless the
MINI-MAX, transducer, or cable has been replaced. If the transducer or cable
has changed, and the probe zero value re-calculated, the change in the zero
value should be very small. Therefore, if the zero is re-calculated and the delta is
very large, something else has gone wrong and the user should become
suspicious of the how well the probe zero was performed.
If we consider the initial probe zero value constant, as the hardware cal bars or
glass block have not been replaced, the future verifications should always show
an elongation value of +/- 0.0001”, in order to be considered “In Spec”. If the
probe zero is out of spec, the user should make adjustments only to the physical
temperature setting in the MINI-MAX. In other words, the primary reason the
probe zero is out of spec is because the physical temperature of the probe zero
calibration standards has changed. If the accessory temperature sensor is
being used, the sensor will automatically adjust the physical temperature
and the MINI-MAX should be “In Spec” and displaying an elongation value
of 0.0000” +/- .0001”. The next section outlines the verification procedures.
Verifying the Probe Zero at a Later Time
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left, until the DATA menu is highlighted and displaying the submenu
items.
83
Page 90

Dakota Ultrasonics
2) Use the UP and DOWN arrow keys to scroll through the sub menu
items until OPEN is highlighted.
3) Press the ENTER key to display the Open Group List Box.
4) Use the UP and DOWN arrow keys to scroll through the list menu items
until the group name containing the probe zero data is highlighted.
5) Press the ENTER key to load the zero data group into memory, followed
by pressing the OK key to confirm loading the group into memory.
Note: The user will always use this group for the zero verification
procedure, as it contains the original settings and measurement data of the
probe zero calibration standards.
6) Apply a drop of couplant to the cal standard or transducer, and attach it
to one end of the cal standard. Rotate the transducer clockwise and
counter clockwise applying a small amount of pressure to eliminate any
excess couplant between the transducer and cal standard. Be sure to
always place the transducer in the same location. This will help to
eliminate any potential measurement errors caused by changing the
sound path.
84
Page 91

MINI-MAX Ultrasonic Bolt Tension Monitor
7) Press the MEAS key once to activate the measure menu items. Press
the MEAS key multiple times to move right and the ESC key multiple
times to move left, until the LOC cell is highlighted.
8) Press the ENTER key to display the Group View Box.
9) Press the UP, DOWN, LEFT, and RIGHT arrow keys to scroll the target
cell cursor to the desired storage location.
Note: Since this is the 1st verification following the initial measurement of
the Probe Zero Cal Bars, the cursor should be located on a cal standard in
column B. It’s also important to note that the L-REF stored in column A,
also contains all the MINI-MAX settings when the L-REF was initially
measured. These settings will automatically be copied to all the
columns B-ZZ, for each individual bolt. Therefore, no adjustments to
the MINI-MAX should be necessary.
10) If the elongation is +/- .0001” and “In Spec”, Press the ENTER key to
save the current reading in the highlighted cell location, storing all the
current probe zero verification data. Repeat steps 6 - 19 for the other
probe zero calibration standards. If the probe zero is “Out of
Spec”, proceed to the next step.
11) Assuming the elongation is “Out of Spec”, Press the MEAS key once to
activate the measure menu items. Press the MEAS key multiple times
to move right and the ESC key multiple times to move left, until the
TEMP cell is highlighted.
85
Page 92

Dakota Ultrasonics
12) Use the LEFT and RIGHT arrow keys to adjust the temperature value
util the elongation is 0.0000”, or “In Spec” at +/- 0.0001”.
13) . Press the MEAS key multiple times to move right and the ESC key
multiple times to move left, until the LOC cell is highlighted.
14) Press the ENTER key to display the Group View Box. Notice the
elongation value is now “In Spec”.
15) Press the ENTER key to save the current reading in the highlighted cell
location, storing all current probe zero verification data.
16) Repeat steps 6 - 19 for the other probe zero calibration standards.
Once again, If the probe zero is “Out of Spec”, repeat steps 20 – 25.
86
Page 93

MINI-MAX Ultrasonic Bolt Tension Monitor
Chapter 9 Temperature Compensation
9.1 Purpose
The temperature of a fastener affects the overall physical length, as well as the
velocity of a fastener. As the temperature of a fastener increases, the ultrasonic
length increases at a rate greater than the physical change in length. If the user
intends to measure the same fastener at different time intervals over the service
life of the bolt, temperature compensation is very important to produce accurate
results. However, if a fastener will only be measured once, never to be
measured again, temperature compensation is not needed, as long as the
reference length and elongation are measured at the same temperature and
time.
The thermal expansion of the fastener and the ultrasonic change in velocity as a
result of temperature are two separate effects. However, for the purpose of the
MINI-MAX, they are combined in a single factor known as the Temperature
Coefficient (Tc). The sections that follow outline the procedures for selecting and
using the temperature compensation mode with the accessory temperature
sensor.
9.2 Manual Mode
The manual mode option relies on the user to enter in the current temperature
before measuring. This is useful to those users that do not require temperature
compensation, or have an external temperature device measuring the
temperature.
Selecting Manual Temperature Mode
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left, until the UTIL menu is highlighted and displaying the submenu
items.
87
Page 94

Dakota Ultrasonics
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until TEMP MODE is highlighted.
3) Use the LEFT and RIGHT arrow keys to scroll the temperature mode
options. Once the MANUAL temperature mode is displayed, press the
MEAS key to return to the measurement screen.
4) Press the MEAS key once to activate measure menu items. Press the
MEAS key multiple times to move right, and the ESC key multiple times
to move left until the TEMP cell is highlighted.
5) Press the UP, DOWN, LEFT, and RIGHT arrow keys to scroll the
highlighted value.
6) Alternatively, press the ENTER key to display the Digits Edit Box.
7) Press the UP and DOWN arrow keys to scroll the highlighted value.
8) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
9) Repeat steps 7 & 8 until the TEMP value is correctly displayed.
10) Press the OK key to return to the measurement screen, or ESC to
cancel entering the TEMP.
9.3 Semi Automatic Mode
The semi automatic mode gives the user an opportunity to initiate when the
temperature is read and automatically adjusted. This mode may be desirable to
those users want to use the automatic mode but want to retain some control as
to when the temperature is changed, rather than take for granted the temperature
is automatically changing. Some companies and application procedures may call
for manually initiating and physically viewing the change in temperature by
88
Page 95

MINI-MAX Ultrasonic Bolt Tension Monitor
adding a manual step to the procedures. The semi automatic mode answers
requirements such as these.
Selecting Semi Automatic Temperature Mode
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left, until the UTIL menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until TEMP MODE is highlighted.
3) Use the LEFT and RIGHT arrow keys to scroll the temperature mode
options. Once the SEMI AUTO temperature mode is displayed.
4) Press the MEAS key once to activate measure menu items. Press the
MEAS key multiple times to move right, and the ESC key multiple times
to move left until the TEMP cell is highlighted.
5) Press the ENTER key to activate the Digits Edit Box and the
temperature will be displayed and active.
6) Press the OK key to accept the temperature and return to the
measurement screen, or ESC to cancel entering the TEMP.
89
Page 96

Dakota Ultrasonics
9.4 Automatic Mode
The automatic mode constantly monitors and compensates for temperature when
the accessory temperature sensor is attached to the MINI-MAX and placed on
the joint or fastener being measured. While this mode eliminates the need to
manually insert or initiate a temperature measurement, it also requires that the
user be very cautious that the sensor is properly attached to the joint or fastener,
and not accidentally removed or misplaced during the measurement process.
Selecting Automatic Temperature Mode
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left, until the UTIL menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until TEMP MODE is highlighted.
3) Use the LEFT and RIGHT arrow keys to scroll the temperature mode
options. Once the AUTO temperature mode is displayed.
4) Press the MEAS key once to return to the measurement screen.
90
Page 97

MINI-MAX Ultrasonic Bolt Tension Monitor
Chapter 10 Bolt Material Calibration
10.1 Why do we need to calibrate
The preset bolt types in the MINI-MAX contain average factors for the material
type. These are approximate values only. In a tightly controlled application
where extreme accuracy is required, it is necessary to obtain all the information
possible about the fasteners being measured. By calibrating the fasteners, the
ultrasonic and physical lengths of the bolts will match. However, if a field
calibration is done, a complete calibration is not necessary. An important thing to
note is the fact that everything done in the calibration process result in average
values. Since a sample of fasteners will be used in the calibration process, and
given the slight differences in material, the result will always be an average value
of that sample.
10.2 Velocity calibration
A velocity calibration is generally performed by adjusting the velocity in the MINIMAX to the point where the ultrasonic and physical lengths match. Again, since
a sample of fasteners will be used in this process, the velocities will vary by a
very small amount, thus resulting in an average velocity value. To accurately
calibrate the velocity, a calibrated set of mechanical calipers is required to
determine the exact physical lengths of the fasteners. The following procedure
outlines this process.
Calibrating the Velocity
1) Press the MENU key once to activate the menu items tab. Press the
MENU key multiple times to tab right, and the ESC key multiple times to
tab left, until the GEOM menu is highlighted and displaying the submenu
items.
2) Use the UP and DOWN arrow keys to scroll through the sub menu items
until QUANTITY is highlighted.
91
Page 98

Dakota Ultrasonics
3) Press the LEFT & RIGHT arrow keys to scroll the quantity until ELONG
is displayed.
4) Press the MENU key multiple times to tab right, and the ESC key
multiple times to tab left, until the MATL menu is highlighted and
displaying the submenu items.
5) Use the UP and DOWN arrow keys to scroll through the sub menu items
until TYPE is highlighted.
6) Press the ENTER key to display the list of bolt material types.
7) Press the UP and DOWN arrow keys to scroll through the material list
until the appropriate material type is highlighted.
Note: If the material type is not in the list of types, select a similar type.
This step is only to get the velocity value in a close proximity – not critical.
Write down the velocity of the material type selected. This will be
considered the Current Velocity.
8) Press the ENTER key to display the confirmation screen.
9) Press the OK key to select the type and return to the menu screen, or
ESC to cancel selecting the material type.
92
Page 99

MINI-MAX Ultrasonic Bolt Tension Monitor
10) Press the MENU key multiple times to tab right, and the ESC key
multiple times to tab left, until the AUTO menu is highlighted and
displaying the submenu items.
11) Use the UP and DOWN arrow keys to scroll through the sub menu items
until APPROX LEN is highlighted.
12) Press the ENTER key to display the Digits Edit Box.
13) Press the UP and DOWN arrow keys to scroll the highlighted value.
14) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
15) Repeat steps 10 & 11 until the APPROX LEN value is correctly
displayed.
16) Press the OK key to set the Approximate Length and return to the
menu screen, or ESC to cancel entering the Approximate Length.
17) Use the UP and DOWN arrow keys to scroll through the sub menu
items until AUTO SET is highlighted.
18) Apply a drop of couplant to the bolt or transducer, and attach it to one
end of the bolt. Rotate the transducer clockwise and counter clockwise
applying a small amount of pressure to eliminate any excess couplant
between the transducer and bolt surface. Be sure to always place the
93
Page 100

Dakota Ultrasonics
transducer in the same location. This will help to eliminate any potential
measurement errors caused by changing the sound path.
19) Press the ENTER key and the Ultrasonic Length of the bolt will be
displayed.
Note: Alternatively, the Auto Set key can be pressed to activate the Auto
Set routine.
20) Calculate the correct velocity using the following equation:
ocityCorrectVelocityCurrentVel
21) Press the MENU key multiple times to tab right, and the ESC key
multiple times to tab left, until the MATL menu is highlighted and
displaying the submenu items.
22) Use the UP and DOWN arrow keys to scroll through the sub menu
items until VELOCITY is highlighted.
23) Press the ENTER key to display the Digits Edit Box.
Note: Enter the Correct Velocity calculated above.
ngthPhysicalLe
LengthUltrasonic
=*
24) Press the UP and DOWN arrow keys to scroll the highlighted value.
25) Press the LEFT and RIGHT arrow keys to scroll the digit locations.
26) Repeat steps 21 & 22 until the VELOCITY value is correctly displayed.
27) Press the OK key to set the Velocity and return to the menu screen, or
ESC to cancel entering the Velocity.
94
 Loading...
Loading...