

Page 1
Page 2
THE POWER ROUTER
..
ROUTER BITS
ROUTER ACCESSORIES.
GENERAL
CONTOUR WORK
STRAIGHT-LINE
CI
RCLES & FRAMES
ROUTING
INSTRUCTION'S
&
SURFACING
ROUTING & EDGING
...
. . .
CARVING & LETTERING ....
&
TAPER ROUTING
PATTERN
DOVETAIL
BUTT
&
TEMPLATE
JOINTING ............
HINGE & LOCK-FACE
LAMINATED
SHARPENING
33 WOOD
Two
Types
JOINTS
Homemade
of
End, Middl
Middle Lap on
FLUTING
ROUTING
PLASTICS
CUTTING
BITS & CUTTERS
- HOW TO
Holding
Cuts . . . . . . . . . . . .
e,
Tee and Half-Lap
Edge
With
Dovetail Lap
Cogged
Joint
Box
Joint
Dado
Joints
Mortise
Tongue and Groove
Mitered
Lock
THE
Joint ...... . .
SHAPER
and Tenon
Joints
TABLE
Joints
Joint
....
. .
ACCESSORY
. . . .
....
.
& EDGING
ROUTING ... .
& EDGING
.....
ROUT
THEM:
Fixtures . .
Joints
Groove
PAGE
3
4
5
6
9
10
12
13
14
16
.
18
19
20
.
21
22
22
26
27
27
27
27
28
29
30
30
31
32
DO
DO
DO
DO
All
operations explained
formed with any Sears Router equipped with the
cessories designed and sold for use with the router.
BE A CRAFTSMAN-LIKE
Disconnect the
when installing or removing
and tighten the chuck securely after in-
stalling a bit.
NOT
Make any adjustments
workpiece while the tool
Keep your tool,
NOT
Use
dull, rusted,
or
allow sawdust to clog the tool
air vents.
A MIDWEST
Catalog No.
too
l from power source
of
is
motor
and cutters clean.
bent
or gummed bits -
TECHNICAL
2948
router
your
tool
running.
PUBLICATION
bits-
or
motor
REV. 1972
NOTE
in
this book can be per-
TOOL
DO
DO
DO Keep a firm, two-handed hold on your
DO
Make certain that
move during an operation.
NOT
Attempt
hand while guiding the tool with your
other hand.
tool throughout each operation.
NOT
Let your attention stray,
tool carelessly.
ac-
"PILOT"
your
to hold workpiece with one
Copyr
igh
ted
ROEBUCK
Printed
1969
and
SEARS,
workpiece cannot
or
CO.
in
U .S .A
handle your
Page 3
THE
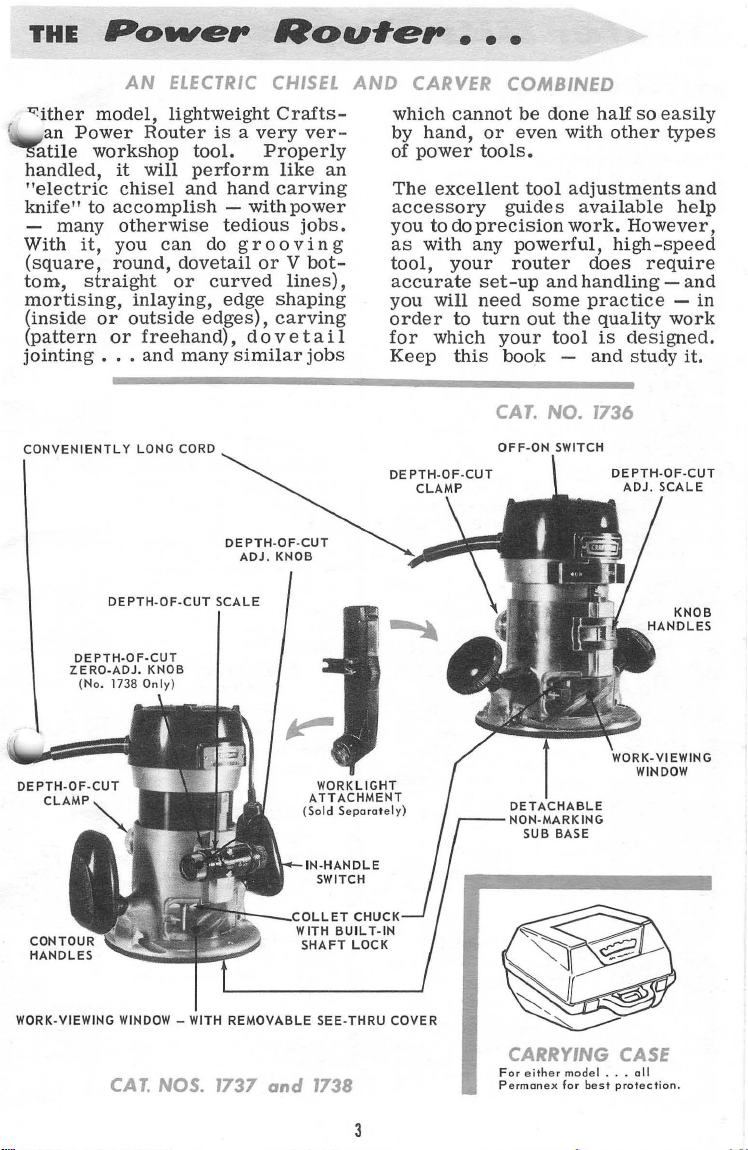
~ither
atile
an
Power
POlMer
model,
workshop
handled,
"electric
knife"
-
With
to
many
it,
(square,
tom,
straight
mortising,
(inside
(pattern
jointing
CONVENIENTLY
or
or
...
Rou#e,.
AN
ElECTRIC
lightweight
Router
tool.
it
will
chisel
perform
and
accomplish -with
otherwise
you
can
round,
do
dovetail
or
curved
inlaying,
outside
edges),
freehand),
and
many
LONG CORD
CHISEL
is a very
Properly
hand
tedious
grooving
or V bot-
edge
shaping
carving
do
vet
similar
DE
PTH-Of-CUT
ADJ_
KNOB
Crafts-
ver-
like
an
carving
power
jobs.
lines),
ail
jobs
AND
CARVER
which
cannot
by
hand,
of
power
The
excellent
accessory
you
to
as
tool,
do
with
your
accurate
you
will
order
for
Keep
to
which
this
..•
COMBINED
or
tools.
guides
precision
any
router
set-up
need
turn
your
book
CAT.
Off-ON
be
done
even
with
tool
adjustments
available
work.
powerful,
and
handling -and
some
out
the
tool
-
NO.
SWITCH
half
so
easily
other
types
and
help
However,
high-speed
does
require
practice -in
quality
is
and
work
designed.
study
it.
1736
DEPTH-OF-CUT
ZERO-ADJ_ KNOB
(No_ 1738
WORK-VIEWING
DEPTH-Of-CUT
Only)
WINDOW
CA
T.
SCALE
- WITH
REMOVABLE
NOS. 1737 and 1738
WORKLIGHT
ATTACHMENT
(Sold
Separately)
SEE-THRU
3
COVER
CARRYING
For
either
Permon
model ...
ex
for best
CASE
all
protection
.
Page 4
Rou#e"
S;#s
-
Types
and
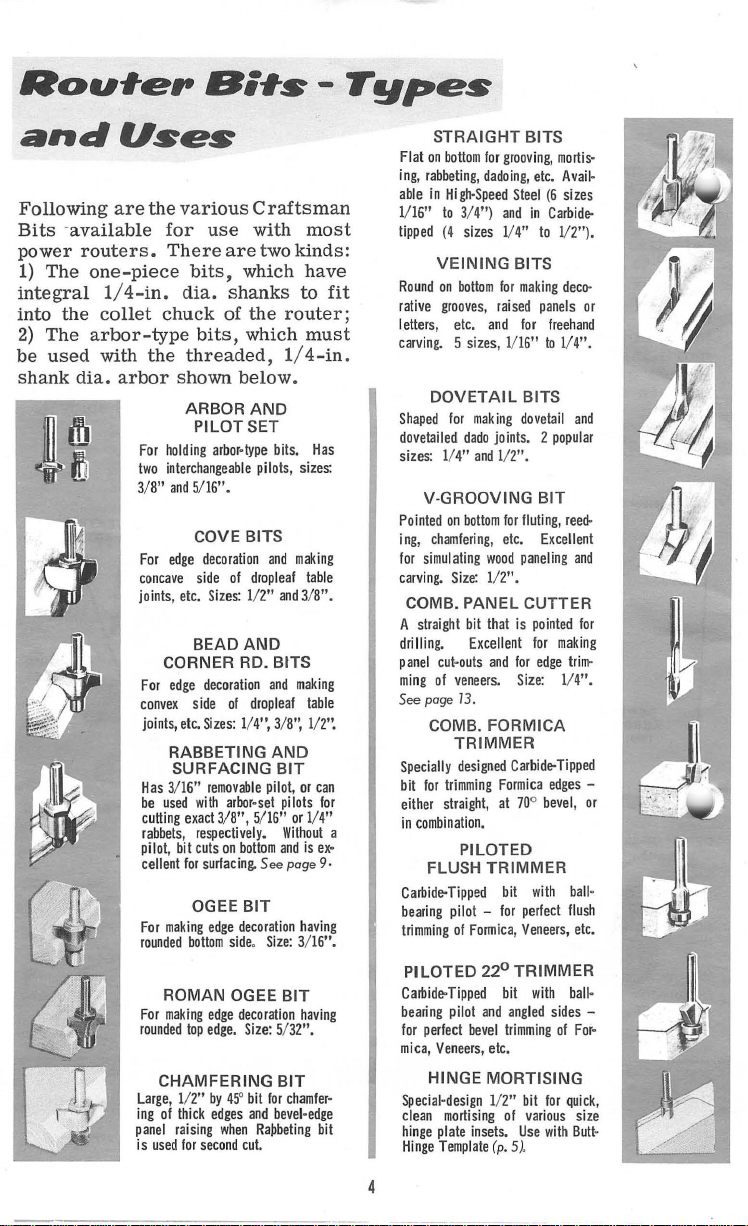
Following
Uses
are
the
Bits 'available
power
1)
The
routers.
one-piece
integral 1/4-in.
into
the
collet
2)
The
arbor-type
be
used
with
the
shank
dia.
arbor
For
two
3/8"
For
concave
joints,
F
or
convex
joints,
Has 3/16"
be
cutting
rabbets,
pilot, bit
cellent
For
rounded
For
rounded
Large,
ing
panel
is
used
various
for
There
bits,
dia.
chuck
use
of
bits,
Craftsman
with
are
two
which
shanks
the
which
router;
threaded, 1/4-in
shown
holding
interchangeable
and
edge
CORNER RD. BITS
edge
RABBETING
SURFACING
used
making
ROMAN OGEE
making
CHAMFERING
112"
of
thick
raising
below.
ARBOR
PILOT
arbor·type
S/ 16".
COVE BITS
decoration
side
of
etc.
Sizes:
BEAD
AND
decoration
side
of
etc.
Sizes:
1/4",3/
removable
with
arbor-set
exact
3/8",
respectively.
cuts
on
bottom
for
surfacing. See
OGEE
BIT
edge
decoration
boltom
side. Size: 3/16".
edge
decoration
top
edge.
by 4S'
edges
when
for
second
cut.
AND
SET
bits.
pilots,
and
drop
leaf
1/2"
and
and
drop
leaf
AND
BIT
pilot,
pilots
S/16"
Without
and
BIT
Size:
S/ 32".
BIT
bit
for
and
bevel-edge
Rapbeting
8",
page 9·
chamfer
most
kinds:
have
to
fit
must
Has
sizes
:
making
table
3/8".
making
table
1/2".
or
can
for
or
1/4"
a
is
ex-
having
having
-
bit
.
STRAIGHT
Flat
on
bottom
ing,
rabbeting,
able
in
High-Speed
1/16"
to
3/4")
tipped
(4
sizes
VEINING
Round
on
bottom
rative
grooves,
I
etters, etc.
carving
. S
sizes,
DOVETAIL
Shaped
for
dovetailed
sizes:
Pointed
ing,
for
carving.
COMB.
A
drilling.
panel
ming
See
Specially
bit
either
in
Carbide-Tipped
bearing
trimming
PILOTED
Carbide-Tipped
bearing
for
mica,
Special·design
clean
hinge
Hinge
mak
dado
114"
and
V-GROOVING
on
bottom for
chamfering, etc.
simulating
Size:
PANEL
straight
bit
Excellent
cut-outs
of
veneers.
page 1
3.
COMB. FOR
TRIMMER
designed
for
trimming
straight,
combination.
PILOTED
FLUSH
pilot -
of
Formica, Veneers,
pilot
perfect
bevel
Veneers, etc
HINGE
mortising
plate
insets.
Template
BITS
for
grooving, mortis·
dadoing,
etc.
Steel
(6
and
in
Carbide-
1/4"
to
1/ 2").
BITS
for
making
rai
sed
panels
and
for
freehand
1/16"
to
BITS
ing
dovetail
joints. 2
popular
1/2".
BIT
fluting,
Excellent
wood
paneling
112".
CUTTER
that
is
pointed
for
and
Formica
at 70°
TRIMMER
22°
and
MORTISING
1/2" bit
(p
making
for
edge
Size: 114".
MICA
Carbide-Tipped
edges
bevel,
bit
with
for
perfect
TRIMMER
bit
with
angled
sides
trimming
of
.
for
of
various
Use
with
. 5).
Avail
sizes
deco-
114".
and
reed-
and
for
trim
ball
flush
etc.
ball
For-
quick
size
Butt
·
or
·
-
or
-
-
-
,
-
4
Page 5
Raul-e,.
Aeeesso
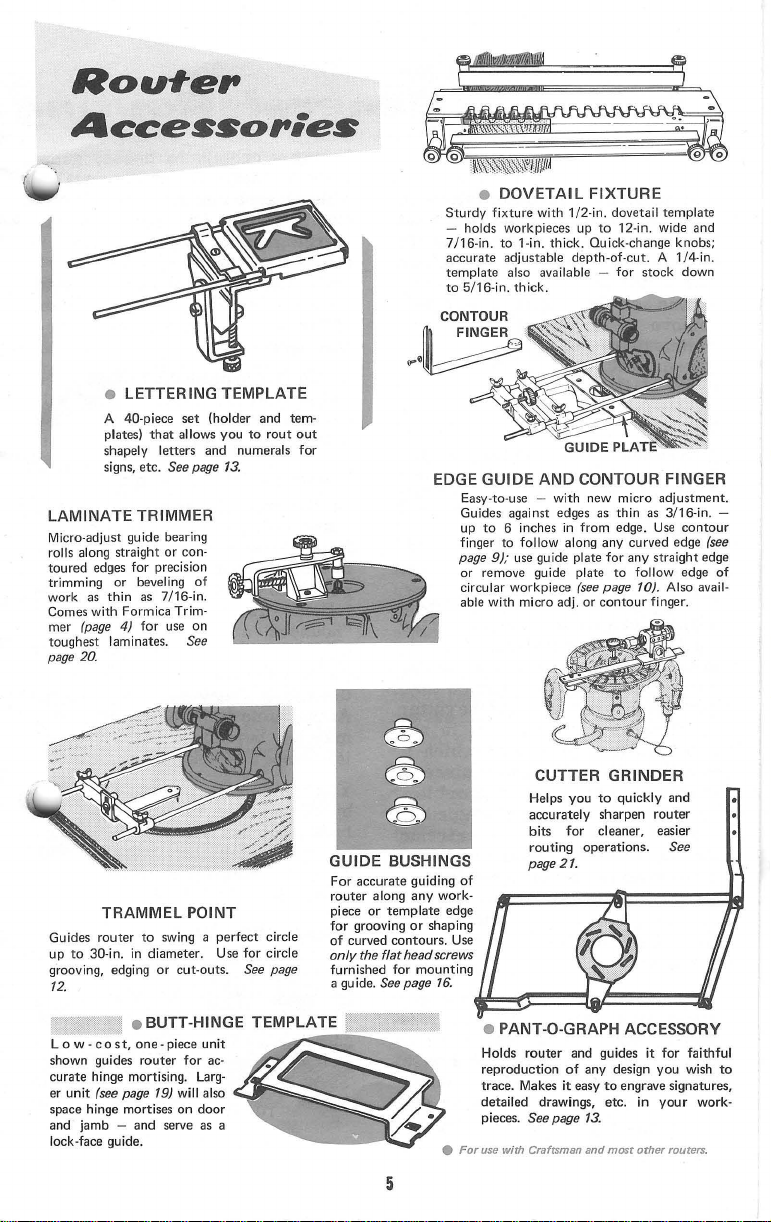
• LETTERING TEMPLATE
A 40-piece
plates)
shapely letters and numerals for
signs, etc.
LAMINATE
Micro-adjust guide bearing
rolls along straight
toured edges for precision
trimming or
work
as
thin as 7/16-in.
Comes with Formica
mer (page
toughest
page 20.
4)
laminates.
set
that
allows you
See
page
TRIMMER
or
con-
beveling
Trim-
for use on
See
·
,.;es
(holder and tem-
to
rout
13.
of
out
•
DOVETAIL FIXTURE
Sturdy
fixture with 1/2-in. dovetail template
- holds workpieces up
7/16-in.
to
accurate
template also available - for stock down
to
EDGE
page
1-in. thick. Quick-change knobs;
adjustable depth-of-cut. A l/4-in.
5/16-in. thick .
GUIDE
Easy-to-use - with new micro adjustment.
Guides against edges as thin
to
6 inches
up
finger to follow along any curved edge
9);
use guide plate for any straight edge
or remove guide
circular workpiece
able
with micro adj. or
to
12-in. wide and
AND
CONTOUR FINGER
in
from edge.
plate
to
(see
page 10). Also avail-
contour
as
3/16-in. -
Use
follow edge
finger.
contour
(see
of
TRAMMEL
Guides router
up
to
30-in.
grooving, edging
12.
low -cos
shown guides router for
curate hinge mortising . larger
space hinge mortises on
and jamb - and serve as a
lock-face guide.
unit
(see
t,
page 19) will also
POINT
to
swing a perfect circle
in
diameter. Use for circle
or
cut-outs.
one
-piece unit
ac-
door
See
page
GUIDE
only
BUSHINGS
For accurate guiding
router along
piece
for grooving
of
curved contours. Use
furnished for mounting
a
gu
the
ide.
or
template
flat
See
any
work-
edge
or
shaping
head
screws
page
16.
• For use with Craftsman and
5
CUTTER
Helps
you
accurately sharpen
bits
for
routing operations.
page
of
21.
• PANT-O-GRA
Holds
router
reproduction
trace. Makes
detailed drawings, etc. in
pieces. See page
and guides
of
any design you wish
it
easy
13.
GRINDER
to
quickly and
router
cleaner, easier
PH
to
most
See
ACCESSORY
it
for faithful
engrave signatures,
your
other routers.
to
work-
Page 6
General
THE
SUB-BASE
The
phenolic
to
the
base
screws)
surface
mar a fine
ditions
remove
tachments
RATE
•••••••••••••••••••••••••••••••••
:
:
The
:
:
~~i~:
: to
•••••••••••••••••••••••••••••••••
whole
routing
be
made.
or
OF
"Force
Clean,
shaping
cutting
atively
very
cleanly
revolves
lation
advances
must
. . .
a
slow-down
become
be
than
ant
workpiece.
smooth
can
tool
high
small
severed
to
necessarily
to
produce
rougher
so
partially
fully
splintering
sub-base
with
three
provides a glass-smooth
which
will
workpiece.
instructions
it
for
using
or
set-ups.
FEED
IMPORTANT
"secret"
and
shaping
/:~;:f:l
f::~~p
(attached
pan-head
not
scratch
When
con-
warrant,
certain
of
professional
lies
in
select-
fo·r~:
c~~
feeding"
routing
be
done only when
is
revolving
speed
bites
to
chips.
at a slower
the
speed
through
finish.
conditions
large
cut
the
take
bigger
that
knocked
off)
...
and
and
at a rel-
and
is
produce
If
the
rpm
with
which
workpiece,
bigger
chips
Under
extreme
the
bites
the
chips
off
with
result-
gouging of
edge
taking
tiny,
cutter
in
re-
bites
and
can
will
(rather
or
at-
the
it
it
the
having a certain
miness,
which
ficult.
"force
the
motor.
will
it
loses
of
holding
ably
In
addition
chipped)
overload
:
it
:
:
:
:
to
"Standstill
At
the
"standstill
from
is
not
cutter
lution. As a
''bounces''
made
the
sides
them
At
the
may
its
temper -and
You
by
listening
highly-pitched
or
by
which
in
its
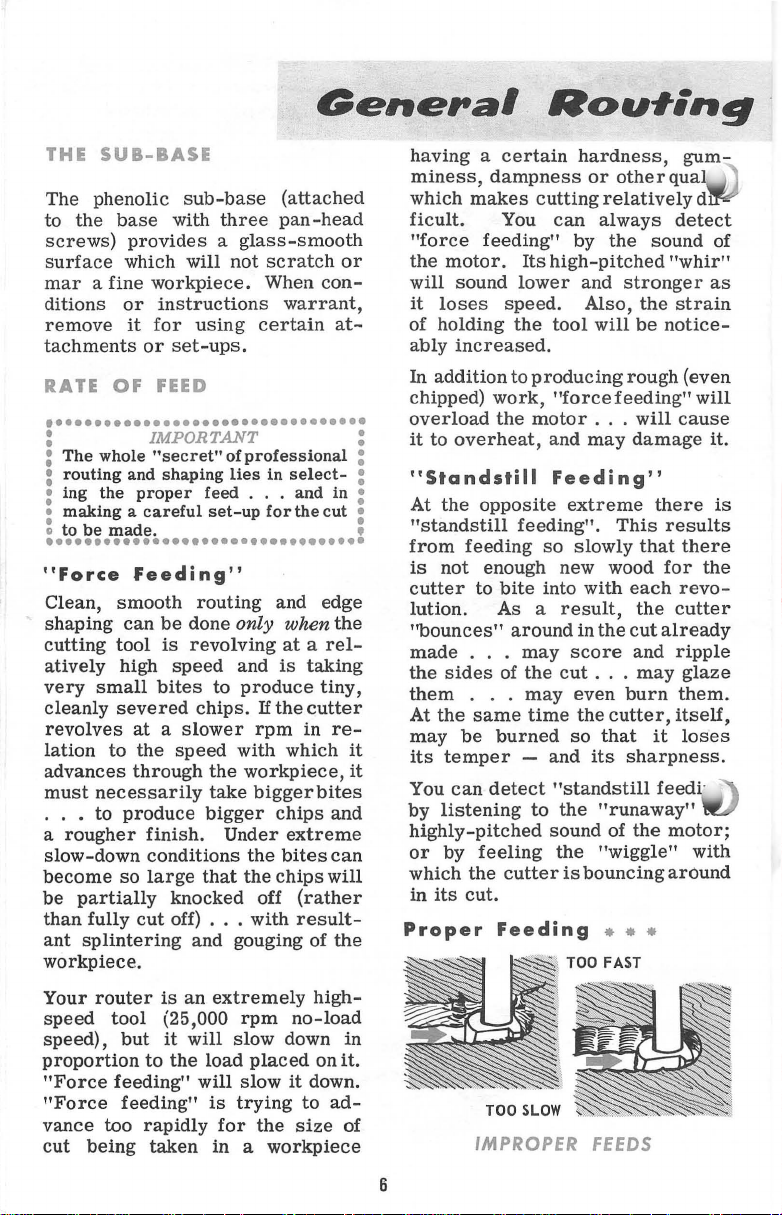
Proper
Rou#;ng
hardness,
dampness
makes
sound
increased.
overheat,
feeding
. . .
. . .
same
be
can
the
cut.
cutting
You
can
feeding"
speed.
to
work,
the
by
Its
high-pitched
lower
the
tool
producing
"force
motor
and
Feeding"
opposite
enough new wood
to
bite
of
burned
detect
feeling
cutter
extreme
feeding".
so
slowly
into
result,
around
may
score
the
cut
may
even
time
so
"standstill
to
the
sound
the
is
in
the
Feeding
or
other
relatively
always
the
and
stronger
Also,
the
will
be
rough
feeding"
...
will
may
damage
This
that
with
each
the
the
cut
and
...
may
burn
cutter,
that
its
sharpness.
"runaway"
of
the
"wiggle"
bouncing
•••
gum-
qual
detect
sound
"whir"
strain
notice-
(even
cause
there
results
there
for
revo-
cutter
already
ripple
glaze
them.
itself,
it
loses
feedi"
motor;
with
around
d
of
as
will
it.
is
the
Your
router
speed
speed),
proportion
"Force
"Force
vance
cut
tool
but
feeding"
feeding"
too
being
is
an
(25,000
it
will
to
the
rapidly
taken
extremely
rpm
slow
load
placed
will
slow
is
trying
for
the
in a
high-
no-load
down
workpiece
it
down.
to
size
on
in
it.
ad-
of
IMPROPER
6
FEEDS
Page 7
'ns",,.ue#/ons
The
right
feed
is
neither
.
"standstill".
hich
and
surely
noticeable
work.
diameter
wood, the
as
along
hand,
is
gummy
proper
There
have to
by
possible,
made
wood.
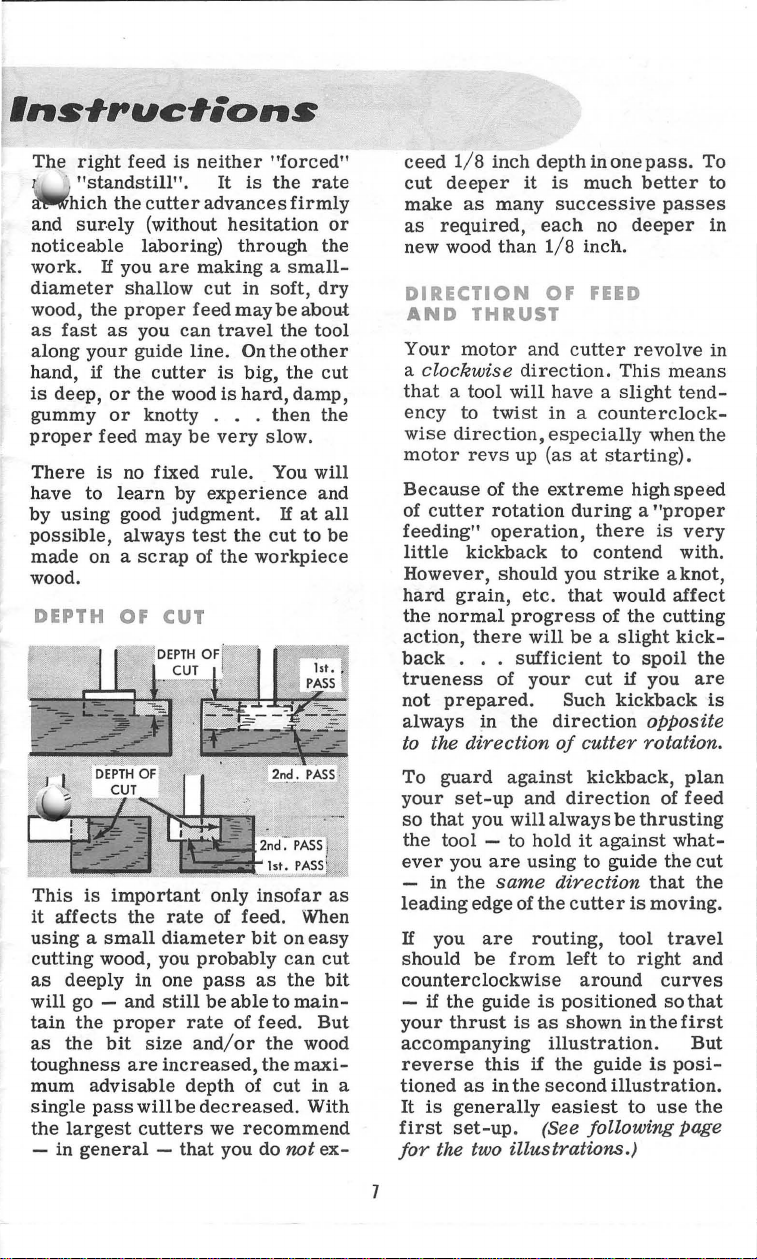
DEPTH
If
fast
your
if
deep,
feed
is
using
on a
the
cutter
(without
laboring)
you
shallow
proper
as
you
guide
the
cutter
or
the
or
knotty . . .
may
no fixed
learn
good judgment. If
always
scrap
OF
It
is
advances
hesitation
through
are
making a small-
cut
in
feed
may
can
travel
line.
On
is
big,
wood
is
hard,
be
very
rule.
by
experience
test
the
of
the
CUT
workpiece
"forced"
the
rate
firmly
the
soft,
dry
be
about
the tool
the
other
the
cut
damp,
then
the
slow.
You will
and
at
all
cut
to
or
be
ceed
1/ 8
inch
cut
deeper
make
as
required,
new wood
DIRECTION
AND
Your
motor
clockwise
a
that
a tool
ency
to
wise
direction, especially
motor
Because
of
cutter
feeding"
little
However,
hard
grain,
the
normal
action,
back
. . .
trueness
not
prepared.
always
to
the direction
it
as
many
than
THRUST
direction.
will
twist
revs
up (as
of
the
rotation
operation,
kickback
should
etc.
progress
there
sufficient
of
in
the
depthinonepass.
is
much
better
successive
each
no
1/8
inch
OF
FEED
and
cutter
have a slight
in a counterclock-
at
extreme
during a "proper
there
to
contend
you
that
of
will
be a slight
your
cut
Such
direction
of
cutter
passes
deeper
.
revolve
This
when the
starting).
high
is
strike
would
the
cutting
to
spoil
if
you
kickback
opposite
rotation.
To
to
in
in
means
tend-
speed
very
with.
aknot,
affect
kick-
the
are
is
This
is
important
it
affects
using a small
cutting
as
deeply
will
tain
as
the
toughness
mum
single
the
largest
- in
the
wood, you
in one
go - and
the
proper
bit
are
advisable
pass
will
general -that
rate
diameter
probably
still
rate
size
and/or
increased,
depth of
be
cutters
only
insofar
of
feed.
bit
pass
as
be
able
to
of
feed. But
the
the
cut
decreased.
we
recommend
you do not
When
on
can
the
main-
wood
maxi-
With
as
easy
cut
bit
in a
ex-
To
guard
your
set
-up and
so
that
you
the
tool
- to hold
ever
you
- in
the
leading
If you
should
counterclockwise
-
your
accompanying
reverse
tioned
It
first
for
edge
are
be
if
the
guide
thrust
this
as
is
generally
set-up.
the two illustrations.)
7
against
will
are
same
of
from
is
in
the
kickback,
direction
always
it
against
using
to guide
direction
the
cutter
routing,
left
around
is
positioned
as
shown in
illustration.
if
the
guide
second
easiest
(See following page
plan
of
feed
be
thrusting
what-
the
cut
that
the
is
moving.
tool
travel
to
right
and
curves
so
that
the
first
But
is
posi-
illustration.
to
use
the
Page 8
::::;=
~
_LEADING
ED(;E
3.
THRUSl
'#"IH,jtl
0"",",
~
_ ROTATION Inside
~
..
.,
LEADING
EDGE
-
"-1/
THRUST
/f\
...-FEED
THRUST
l ROTATION
~
,.-
...
FEED
..
\
A
"CHOPPING"
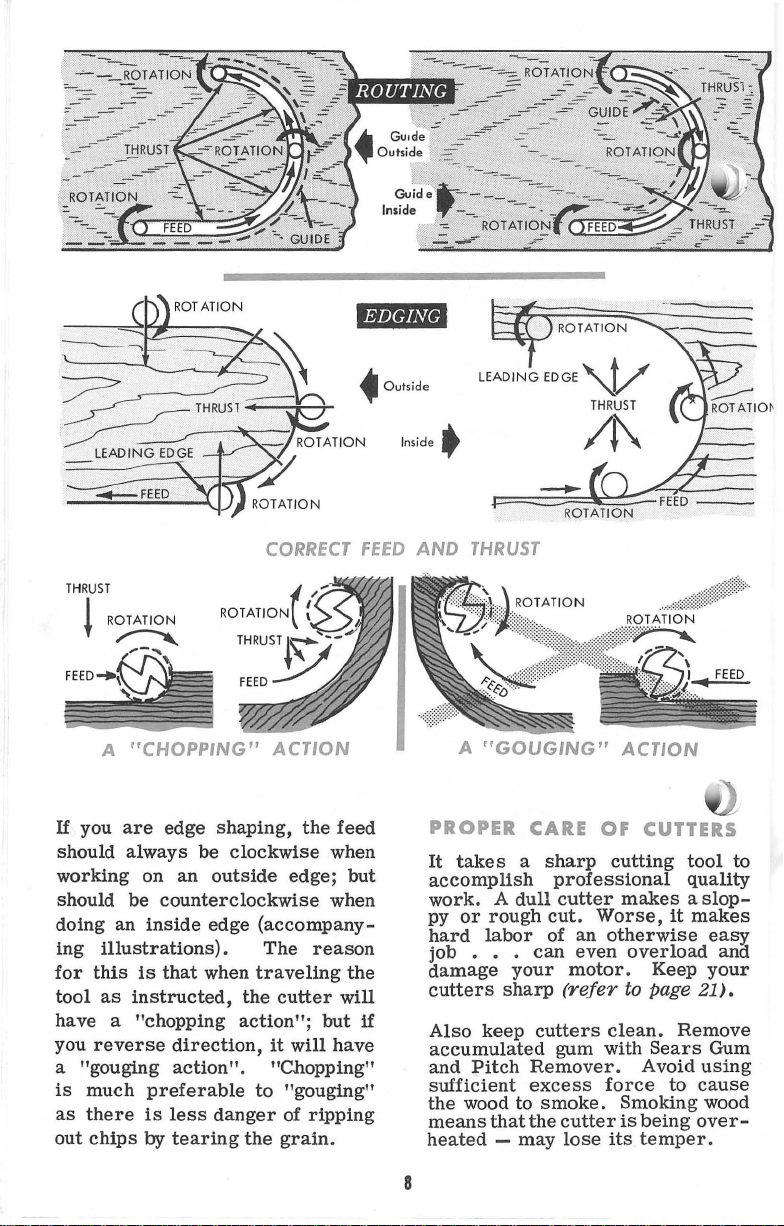
If
you
are
edge
should
working on
should be
doing an
ing
for
tool
have a "chopping
you
a "gouging
is
as
out
always
an
counterclockwise
inside
illustrations).
this
is
that
as
instructed,
reverse
much
there
chips
direction,
action".
preferable
is
less
by
tearing
be
outside
edge
when
danger
ROTAT
CORRECT
ACTION
shaping,
clockwise
(accompany-
The
traveling
the
cutter
action";
it
"Chopping"
to
the
grain.
ION
FEED
the
feed
when
edge;
but
when
reason
the
will
but
if
will
have
"gouging"
of
ripping
AND
THRUST
A
"GOUGING"
PROPER
It
takes a sharp
accomplish
work. A dull
py
or
rough
hard
labor
job
...
damage
cutters
Also
accumulated
and
sufficient
the
means
heated -may
your
sharp
keep
Pitch
wood to
that
ROTATION
···:·:::::ti(·~
CARE
can
OF
professional
cutter
cut.
Worse,
of
an
even
motor.
(refer
cutters
gum with
Remover.
excess
smoke.
the
cutter
lose
ROTATION
ACTION
CUTTERS
cutting
makes a slop-
otherwise
overload
to
clean.
force
Smoking wood
is
its
tool
quality
it
makes
Keep
page
21).
Remove
Sears
Avoid
to
cause
being
over-
temper.
your
using
to
easy
ana
Gum
8
Page 9
Con
#0
u,.
Wo,.kancl
~u,.#ae;ng
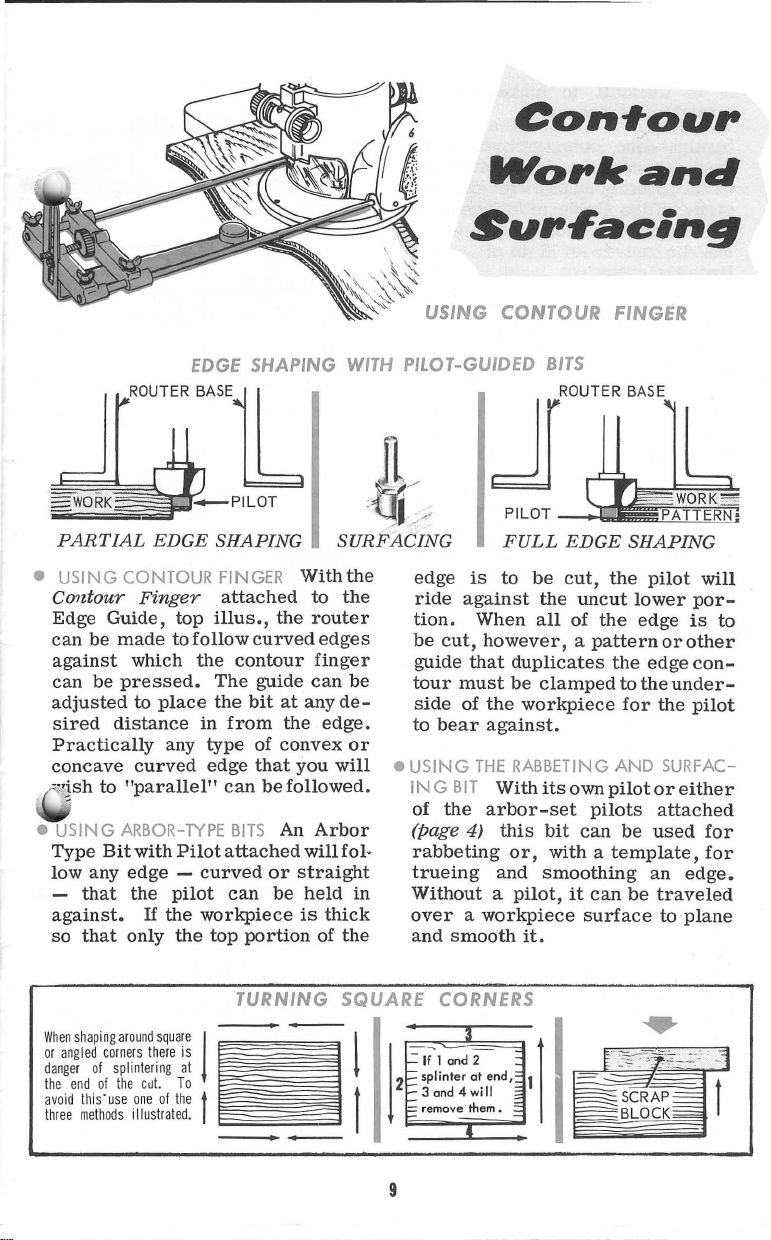
CONTOUR FINGER
PARTIAL
•
USING
Contour
Edge Guide, top
can
be
against
can
adjusted
sired
Practically
concave
--(lsh
EDGE
CONTOUR FINGER With
Finger
made
which
be
pressed.
to
distance
curved
to
"parallel"
"
•
USING
Type
low any
-
against.
so
ARBOR-TYPE
Bit
with
edge -curved
that
the
If
that
only
EDGE
SHAPING
attached
illus
to follow
the
contour
The
place
the
in
from
any type of
edge
can
BITS
Pilot
attached
pilot
can
the
workpiece
the
top
SHAPING WITH PILOT-GUIDED
PI
FULL
is
to
against
. When
however, a pattern
that
duplicates
must
be
of
the
against.
THE
RABBETING
BIT
Withitsownpilotoreither
arbor-set
this
or,
and
smooth
.,
the
curved
guide
bit
at
the
convex
that
you
be
followed.
An
or
straight
be
portion
SURFACING
the
to
the
router
edges
finger
can
be
any
de-
edge.
or
will
Arbor
will folheld
in
is
thick
of
the
&:
edge
ride
tion
be
cut,
guide
tour
side
to
bear
•
USING
ING
of
the
(Page 4)
rabbeting
trueing
Without a pilot,
over a workpiece
and
BITS
LOT
--.\...!IGl
EDGE
be
cut,
the
uncut
all
of
clamped
workpiece
pilots
bit
can
with a
smoothing
it
can
surface
it.
SHAPING
the
pilot
lower
the
edge
the
edge
to
the
for
the
AND
attached
be
used
template,
an
be
traveled
will
por-
is
or
other
con-
under-
pilot
SURFAC-
for
for
edge.
to
plane
to
When
shaping around
or
angled
danger
the end
avoid
this'
three
methods
square
corners
there
of splintering
of
the cot.
use
one
of
illustrated.
TURNING
--
1 1
is
lEI
at
To
the
t 1
--
SQUARE CORNERS
32
.:::
If 1 and
2::
splinter
at
4wiJJ
them.
end,
::
~
::
j
E.remove
3 and
•
9
1
1
Page 10
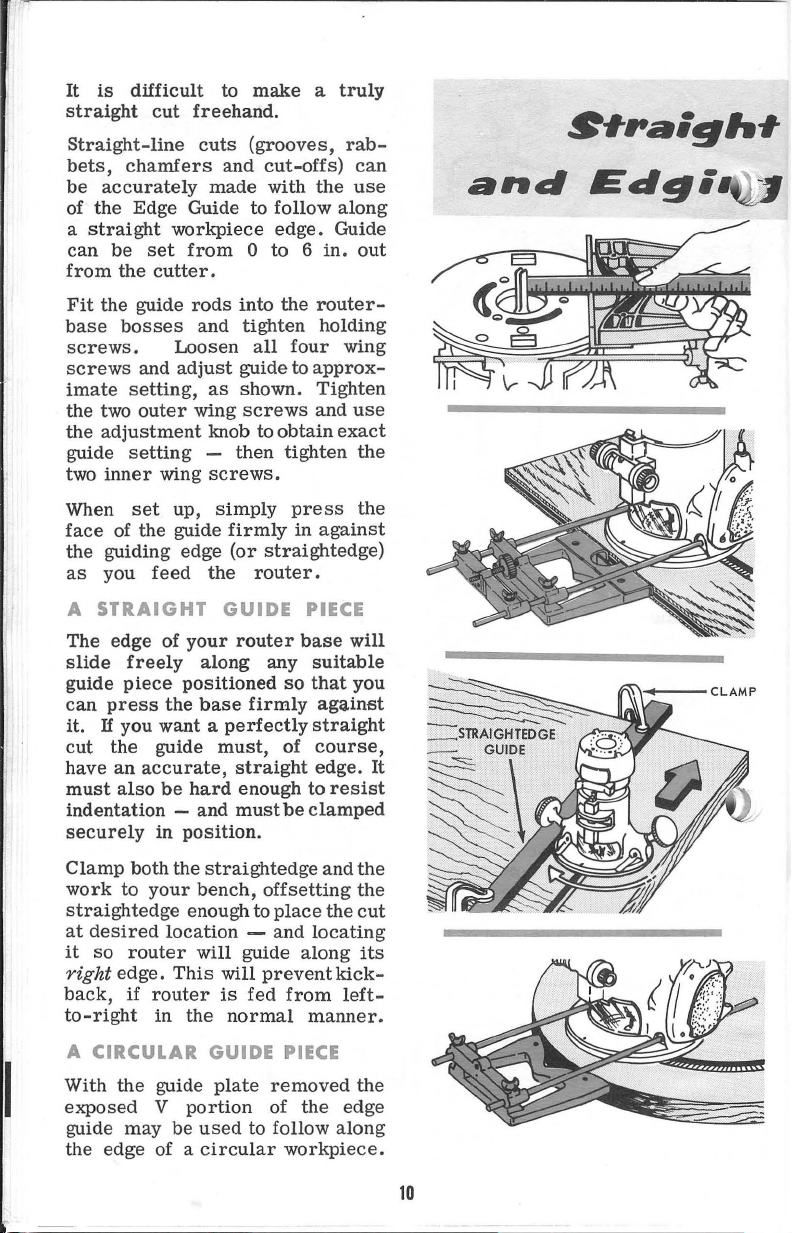
It
is
difficult
straight
Straight-line
bets,
be
of
a
straight
can
from
Fit
base
screws
screws
imate
the two
the
guide
two
cut
chamfers
accurately
the
Edge
be
set
the
cutter.
the
guide
bosses
.
and
setting,
outer
adjustment
setting
inner
wing
to
make a truly
freehand.
cuts
(grooves,
and
cut-offs)
made
with
Guide to
workpiece
from 0 to 6 in.
rods
and
Loosen
adjust
as
wing
knob to
screws.
follow
edge.
into
the
tighten
all
guide to
shown.
screws
obtain
then
tighten
four
rab-
can
the
use
along
Guide
out
router-
holding
wing
approx-
Tighten
and
use
exact
the
and
~",,.a;g"'"
Edg
...
I
When
face
the
as
A
The
slide
guide
can
it.
cut
have
must
indentation -and
securely
Clamp
work
straightedge
at
it
right
back,
to-right
A CIRCULAR
With
exposed
guide
the
set
up,
of
the
guide
guiding edge
you
feed
STRAIGHT
edge
of
freely
piece
press
the
If
you
want a perfectly
the
guide
an
accurate,
also
be
in
both
the
to
your
desired
so
edge
location -and
router
edge.
This
if
router
in
the
guide
V
may
be
of a
the
your
along
positioned
base
hard
position.
straightedge
bench,
enough to
will
the
GUIDE
plate
portion
used
circular
simply
firmly
(or
straightedge)
router.
GUIDE
router
any
firmly
must,
straight
enough
mustbe
offsetting
place
guide
will
prevent
is
fed
normal
removed
of
to follow
press
in
so
of
from
PIECE
workpiece.
against
PIECE
base
will
suitable
that
you
against
straight
course,
edge.
to
resist
clamped
and
the
the
the
locating
along
kick-
left-
manner.
the
the
edge
along
the
cut
its
It
10
Page 11

LIne
•
Rou""ng
••••
A
BOX
This
fastened
the
them
as
a guide
faces
router
with
while
guide.
necessary,
and
work
the
to
make
A
TEE
This
making
parallel
one
shown,
hardwood. Or
two
tersunk
angles
tained.
GUIDE
is
simply
with
router
workpiece
pieces
base
freely
for
it
speeds
can
be
one
hand
the
other
Clamping
if
firmly.
underside
this
easier.
SQUARE
simple
cuts
cuts)
preferably
together
bolt
other
but
(especially a series
and
two
straightedges
crosspieces
will
slide
without
routing
the
work
held
down
(on top of
hand
is
thus
you
can
hold
Sandpaper,
of
the
• • •
device
than
at
a 90°
edge.
of
you
wing
90°
is
aluminum
can
with a
nut,
so
between
slop.
on
flat
as
and
pushed
motor)
holds
made un-
the
guide,
useful
angle
Make
attach
so
can
be
that
Used
sur-
the
the
guide
glued
will
for
it
as
or
the
coun-
that
ob-
of
to
PARALLEL CUTS
A
GUIDE
If
you
have
and
wish
to
equally
(straight
a
three
serve
steady
slide
and
exactly
nor
spaced
or
socket-head
sub-base
as
a guide. Hold
so
that
in
the
so
that
opposite
behind).
11
• • •
WITHOUT
routed
the
make a series
identical
contoured),
bolt
for
screws
this
bolt
previous
the
bit
will
to
it
(neither
first
grooves
substitute
one
. . . to
the
head
groove
always
groove
of
of
the
router
will
-
be
ahead
Page 12

C;rcles
and
Fralnes
.........
:
:
,.
••
Round,
table
Har
objects
both
on
use
of
and
a few
bits
are
square
tops,
inner
the
used
and
trays,
can
and
Trammel
simple
the
rounded-corner
picture
be
outer
fixtures.
pilots
frames
cut
out
and
edges -with
Point,
If
are
omitted.
shaped
Edge
arbor
square
and
G
sim-
the
-
~,
'
'e
If you
can
quick,
ting.
be
shape a round
round
picture,
edge
beted,
same
have
be
used
easy
If
desired, a veining
used
to
disc
etc.
(or
chamfered
manner,
SQUARE
CONCAVE
CONVEX
the
method
cut
for
both
&
FULL
Trammel
as
shown
through
disc,
framing a mirror
Afterwards,
edges)
or
using
ROUNDED-CORNER
T h r e e
gu
trated.
the
the
guide
to
from
8-32x7/16-in.
Drill
through
e d g e
screws
block
used
der
block
The
cave
be
ture
can
piece
a
shaped
through
curvature.
Point,
to
afford
of
circle
the
stock
or
a hollow
the
can
be
shaped
the
proper
ide
blocks
Edge Guide,
contour
plate
the
inner
underneath
two 1/ 8 -
so
(or
is
- with
heads
to
cross
curvature
or
convex
the
same
to
be
be a
edge
pattern
edge
for
cut-
bit
outer
rab-
in
types
To
block
that
too thick)
followed - which
pre
or a pattern.
is
ROUND
it
a
can
to
or
the
bit.
of wooden
are
attach
finger
(which
cross
screws).
in.
near
these
longer
washers
- to
beam.
of
the
block
as
the
shaped
used,
can
shaping
12
WORK
(OR
illus-
one to
remove
and
the
is
held
beam
by two
holes
rear
two
ones
can
be
un-
secure
con-
should
curva-
work-
If
an
un-
be
cut
to
the
if
END)
WORK
Page 13

t::.",,'ng
I.e##e,,'ng
-
• USING
for
accessory.
or V _groove
to
your
etc.
size)
all
Start
desired
trace
graph
ingenious
depth-of-cut,
or
substituting a pencil
graph
bit
it,
for
ca
THE
PANT-O-GRAPH
setting-up
be
carved.
design
that
is
is
positioned
of
it
without
the
router
depth-of-cut
your
tracing
effects,
filling
of
point,
to
trace a design
you
can
use
in
carving
of
the
original.
Instructions
are
packaged
Use
any
straight,
bit
suitable
Before
(any
twice
design
or
the
and
create a double-size
flat
the
so
changing
and
with
point.
vary
use
finished
by
an
starting,
desired
lower
•..
contrast
for
using
fastened
exact-size
with
to
the
print,
drawing,
you
can
its
position.
the
then
the
For
additional
bits
coloring
engraving.
the
the
this
veining
design
be
sure
finished
trace
bit
to
simply
pant-o
and/or
By
pant-o-
router
beneath
print,
repli-
-
USING
AN
AUXILIARY
SASE
• USING
clamp
the
(or
be
guide
straight,
ply
feed
anyone
Using
be
•
embossing
V
be
latticework,
use
drills
draw,
to
freehand
When
forearms
trol.
on
be
supplied
workpiece
numeral)
fitted
bushing
veining
set
bit
it
through
of
1/S-in.
created
FREEHAND
-groove
done.
the
Combination
its
own
stencil
be
routed
guide
doing
on
If
router
surface, a piece
substituted
THE
LETTERING
and
guide
with a
(page
to
desired
the
40
hardboard,
for
additional
CARVING
use
any
bit
suitable
For
making
etc.
through
or
trace
onto
your
intricate
the
for
TEMPLATE
simultaneously
the
particular
in
use.
Router
5/S-in.
or V -groove
the
letters
straight,
clear
Panel
your
surface
base
the
or
5)
and a
depth-of-cut
guide to
or
numerals.
guides
figures
For
engraving
veining
for
the
panel
through
Cutter
hole).
Preferably
the
pattern
workpiece-then
bit
accordingly.
work,
of
sub-base.
rest
for
better
cannot
hardboard
The
holds
letter
must
smaller
suitable
bit.
Sim-
and
engrave
may
.
or
or
work
cut-outs,
the
work,
(which
lines
your
con-
rest
flat
may
to
TYPICAL SCROLL &
13
CARVING
WORK
Page 14

-
Taper
Rou#;ng
and
Flu#;ng
The
simple
of a
the
along
TAPERING
base
other
the
fixture
loose
tapering
such
with two
(to
tops
of
be
the
can
as
equal
held
two
projects
be
quickly
the
one
illustrated. This
straightedge
with
clamps
sides
(rails)
add
grace
as
tables,
and
neatly
sides,
as
shown) .
.
Make a
deep
rabbet
edge
of
tach
the
to
your
stall a 1/2-in.
Use
square
taper
lines
two
wedges
under
it
up
as
Position
ture
against
wedge
jacent
will
be
edge
of
(jig.
B).
in
place
curely
tain
that
matches
side
of
chairs,
done
fixture
one
1/4-in
each
5/8-in.
router
the
required
the
up
its
taper
exactly
the
Clamp
to
..•
its
the
the
workpiece
and
distinction
bed-steads,
with a router
simply
fixed
onto
The
router
. wide by
cut
along
fixture
a.D.
(Page
straight
stock
on
it
(fig.
which
workpiece
(jigs . B and
workpiece
the
fixed
ends
line
for
matched
rabbet
hold
and
check
rabbet
top
cut
the
the
taper
Tapered
the
the
side
guide
16),
bit.
and
A).
can
ends
on
side
so
that
the
in
moveable
workpiece se-
to
edge
line
.
to
consists
base
will
9/16-in.
top
inside
rail.
bushing
and
mark
Prepare
be
to
the
rail,
the
top
with
this
make
on
Ie
such
etc.
and
and
slide
At-
in -
the
used
lift
C).
fix-
and
ad-
side
the
cer-
also
this
~
a
/
r
Set
the
cut
at
then
slide
remove
above
remaining
way.
doing a taper
ready
positioned
14
the
the
Note,
cut,
router
low
it
along
all
top
side
the
(jig.
for
zero
workpiece
the
stock
however,
that
taper
tapers
opposite
wedges
C).
lines.
rail
in
the
that
to
must
depth
end
...
tops
projects
Do
the
same
when
one
al-
be
re-
of
to
Page 15

flutes
a
ridges, evenly
ridge
as
veining
dovetail
larger
evenly.
bit
edges
to
later
For
leave
spaced.
to
beading,
square
Sand
round
desired. A straight, V -groove
(round
bit
end)
can
or
even a smad
be
used
effect.
to
use
sided
the
them
good
FLUTE
DECORATING A SQUARE
RECTANGULAR
Fluting
moving
es)
is
The
show
two
the
end
fixture
(grooving)
enough
adds a decorative
easily
accompanying
flute
different
leg
is
and
rails
preceding).
pressing
, e
outer
other
of
grooves
will
result
parallel
wedges
the
rails
The
face
grooves
between
leg
and
will be
grooves
at
one
slanting
PATTERNS
WORKPIECE
or
beading
stock
to
leave
touch
done with above
illustrations
patterns
wedged
clamped
Plow
your
side
(to
make
at
in long
the
parallel
the
set-ups
between
(just
grooves,
Edge
of
first
an
each
Vs.
are
the
fixture
can
be
end,
leg
resulting
. In
up
at
as
for
Guide
one
equal
side
If
desired,
tapered
rails
to
each
made
if
-
desired,
slightly
set-up.
the
the
tapering,
made
rail
of
centered,
fixture.
Set
up and
the
four
For
adjust
fluting,
flute
sides
the
Edge Guide
or
bead
in
the
same
use a small
to
manner.
space
OR
(re-
ridg-
. . .
from
first,
small
the
two
by
against
then
number
the
leg)
place
end
of
so
the
other.
to
sur-
by
in
the
each
of
bit
and
the
DECORATING
WORKPIECE
If
you
have
you
have
turned a cylindrical
tapered
an
your
flutes
leg.
guide
you
to
with
actly
the
is
guide
through
the
indexing
beads
member,
ed,
ly
its
round
indexing
router
or
Two
tool
rail
need.
hold
the
the
centerline
parallel
leg.
Now, when
moved
rail,
the
groove
to
evenly
however,
the
grooves
spaced
large
end.
head
beads
(as
rail
horizontally
slot
to
space
at
A
a wood
leg
- you
and
lathe
for
posts
and a
illustrated)
Adjust
parallel
to
the
the
bit
at
be
cut.
the
around
if
will
its
small
ROUND
lathe
on
- and
can
to
if
combine
produce
decorating
homemade
are
the
tool
to
the
of
the
slot
centerline
the
router
along
will
travel
a 900 angle
Plan
grooves
the
leg.
leg
is
taper-
be
more
close-
end
than
which
or
it
has
the
all
posts
leg
ex-
of
base
the
to
your
or
Re-
at
15
Page 16

_
PATTERN
sign
and
areas,
of
assures
Since
against
DUPLICATING When
calls
for
"gentle"
and you
duplicates,
you
the
edge
the
pattern
illustration),
smaller
for
router
the
for
cut
a
pattern
than
the
distance
base
pattern
routing
it
off to
serves
can
workpieces
-USE
OF A GUIDE BUSHING
the
three
be
attached
three
as
illustrated.
7/16-,
guide
screws
5/8respectively,
and
templates.
bit
best
suited
type of
cut
you
an
curves
wish
use
of a
quick,
of
the
the
pattern
the
finished
between
edge.
clear
the
outline
also
to
duplicate
bushings
to
the
furnished
and
1-1/16-in.
for
use
Select
for
wish
outline
and/or
to
make a number
of a
pattern
simple
router
edge
(accompanying
must
work
the
Clamped
as
an
excellent
through
desired.
be
used
for
decorations.
Anyone
(page
router
with
The
bushings
with
different
the
your
template
to
make.
the
de-
having
long
straight
guide
method.
base
rides
be
enough
to
allow
bit
and
the
the
stock,
to
guide
the
stock
Such
grooving
5)
can
base
(with
bushings)
have
O.D.pilots,
bits
bushing
and
:lnd
to
of
Pa##ern
Duplicates
either
plate.
prepared
or
hardboard.
in
conjunction
Guide
lO-32x5/16 I 1 PILOT
FL-HD.
SUB-BASE
SCREW_~
..
----
are
by
use
of a
A
pattern
guide
Bushings
I I
I
rr~BUSHING
I~
SCREW
L----_
~I
==;:::::::::=----
Templates
with one of
(page
!
A
and
EXAMPLES
easily
pattern
made
GUIDE
prepared,
or a tem-
is a specially
of plywood
are
the
5)
available
ATTACHING
BUSHING
.,
used
three
A
SET-UP
BUSHING
GUIDE
TEMPLATE
16
Page 17

r~,~.,,,"'e
IF
TEMPLA
TE
•• •
Rou""ng
ROUTING AND
INLA
Y WORK
and
Edging
for
attachment
A
template
wood,
and
intricate
quired
is
_---
When
is
will hold
ly,
arrangement
for
duction type
hardboard,
is
for
to
be
---
-------------------------j
A
BOX
prepared,
hinged
as
illustrated.
clamps,
to
the
may
be
or
generally
design
inlaying
done.
' TEMPLATE
to a framework
the
and
work.
____________________
used
work
or
the
template
workpiece
avoids
speeds
Router
made
(such
Such
the
Base.
of
sheetmetal,
whenever
as
latticework)
that
firm-
an
need
pro-
ply-
re-
J
.MAKINGAND
in.
thick
plate
though plywood,
may
plate
saw
routing
pattern
making
set
of
the
preparing
it
to a piece
design
guide.
smallest
these
•
INLAY
of two
for
other
the
cupy.
for
be
be a
spaces
pare
through
1/4-inch
female
about
ness.
and,
face
lected
really
in
this
sheetmetal
is
best
be
used.
can
be done
or,
if
through
lines.
the
between
guide
the
using
If
bit
out
afterwards
WORK
templates,
preparing
(female
routed-out
The
only
each
used,
but
hair
line
into
the
male
appropriate
thickness
spaces
1/64-inch
Glue
when
finish.
for
beautiful
manner.
corners
male
dry,
USINGATEMPLATE A
or
for
production
hardboard,
Preparation
the
along
design
the
router
bushing
template,
of
stock
the
template
will
Inlaying
the
template)
spaces
template
of
the
these
smaller
which
pieces
into
deeper
the
male
sand
If
wood
colorings
workpieces
aluminum
with
an
material
carefully
Just
remember
to
allow
bit
you
and
sharper
make
are
with a chisel
requires
one
(male
inlay
pieces
these
different
must
than
they
will
by
stock
...
your
than
pieces
to a smooth
is
and
type
plastic,
of
electric
permits,
for
and
will
use.
simply
rout
edges
than
desired.
for
preparing
are
need
be
planned
the
cutting
of
then
workpiece
this
tastefully
grainings,
can
1/8-
tem-
work,
etc.
the
tem-
saber
by
traced
when
the
off-
the
edge
After
clamp
out
your
as
your
your
cut
•
the
use
template)
and
an-
to
oc-
provide
shapes
fIt.
route
female
Pre-
clear
1/8
thick-
in
place
sur-
be
made
to
to
to
the
se-
17
Page 18

Do~e#all
Jo/n#/ng
your
router
for
holding
one
use
of
it
invaluable!
For
1/2-in.
the
Dovetail
Bushings
Dovetail
Bit
dovetailing
and
the
nished
1/4-in.
The
so
joint
up
need
the
with guide
bit.
fixture
that
both
are
is
quick
do
is
comb-like
template.
is
the
ideal
the
bit.
the
router
dovetailing
Fixture
(Page 5),
(page
4).
you
need
1/4-in.
template
bushing),
holds
both
parts
cut
simultaneously.
and
simple.
guide
the
edge
power
Indeed,
alone
and
the
and
the
For
the
workpieces
of
the
bit
of
the
tool
this
makes
you
ne"~
Gui~
1/2-in.
1/4-in.
fixture
(fur-
and
the
dovetail
Set-
All
you
to follow
fixture
.
All fine
joints
(and
the
cabinetwork
for
sometimes
sides
requiring
strength.
impossible
highly
pare
skilled
such a joint
dovetail
KNOB
joining
...
and
the
best
But
for
anyone
cabinetmaker
bit
and
uses
drawer
the
backs,
for
other
of
neatness
it
is
practically
other
without
template.
Boards
o
RAWE
dovetail
fronts
too)
joints
than
to
pre-
using
flush
at
R SIDE
to
and
And
top.
a
a
Both
be
Detailed
with
I
nstall
and
the
shown.
edges
shown;
right
different
beted
dovetai I is
flush
quickly
the
THE
workpieces
drawer
For
dovetail
of
workpieces
for
right
side
of
holes
and
rabbeted
made
instructions
accessories.
SETTING
DOVETAIL
inside
out -the
side
in
front -and
at
left
against
side
dovetail,
template.
depending
to
be
made.
These
upon
joints
with
this
are
UP
TEMPLATE
drawer
clamp
side
of
drawer,
the
two
locating
use
locating
screws
are
whether a flush
can
set
un
packag
front
on
firm
ly
butt
screws
screws
placed
or
top
left
rab-
~
as
on
in
18
Page 19

Buff
H;nge
anel
~
LockFace
Roul-;ng
MORTISING
DOOR
HINGES
The
large
especially
having many
it
you
a
set-up
square
any
door
to
2-1/2-in.
can
then
jamb hinge
or
for
Also,
is
adjustable
standard-size
desirable
can
quickly
for 2 or 3 rounded
hinges
up to
be
hanging
anyone
(4-piece)
doors
and
up
to
B-ft.
thick.
used
for
mortises
other
of
the
for
mortising
lock
template
for
to
hang.
easily
5-in.
high
Same
making
to
match.
identical
three
faces
and
anyone
With
make
or
long
on
by
3/4
set-up
doordoors.
guides
for
all
plates.
is
.
The
small
excellent
it
you
can
at a time)
hinges.
router
bushing
Set-ups
door
mortises
tises,
following
aged
with
guides
in.
(for
and a 4-in.
19
(one-piece)
for a homeowner.
set-up
for
It
can
fitted
and a 1/2-in.
can
the
are
available:
most
(for
to
any
number
be
with a
be
made
and
the
instructions
guide.
inside
most
used
5/B-in.
outside
template
mortise
with any
straight
both
jamb
Two
sizes
The
door
hinges)
With
(one
of
door
guide
bit.
for
the
mor-
pack-
of
3-1/2-
doors).
is
Page 20

J.s",'ns"'ett:l
Plss""cs
Cuffing
an~
Laminated
laminates
agents
shaped
tools.
without
bide-tipped
and
the
guided in
Professional
be
accomplished
using
the
5)
and
Trimmer
with
the
using
Trimmer
mer
(Page
The
laminate
with
the
most
versatility.
bination
E~glng
plastics,
having
are
successfully
For
danger
bit
firm
Laminate
the
(Page
trimmer
either
or
4).
combination
1-flute
similar
much
fast,
of
chipping
bit
should
must
contact
quality
in two ways:
Combination
4)
attachment.
the
the
Piloted
trimmer
First,
bit
phenolics
too
hard
with
clean
be
be
with
trimming
Trimmer
that
is
Piloted
220Trim-
bit
offers
will
trim
edging
used
precisely
the
and
bonding
to
be
ordinary
- a
car-
•..
the
edge.
can
1)
By
(page
Formica
supplied
2)
By
Flush
together
the
com-
either
-
at
a 200 bevel
end
is
used
straight,
ered
Second, the
be
depth
means
can
more)
cut
off a
pass
If
you
bevel
type
and
these
faster
ball-bearing
Sible
any
With
practice
nating
hang
by
After
use
3/16-in.
faced
flush
to
use
adjusted
of
cut
that,
do
the
passes
settings,
sizeable
.
wish
trimming
bit
you
the
220 bevel
bits
and
type
edge
contour.
either
is
material
the
wood to
about 3/16-in.
the
the
router
to
edge.
angle
(if
for
cutting) ,
edge
(if
the
straight
cutter
to
will
do
smoother)
of guide
to
bonding
make a flush
attachment
in
or
out
as
desired
if
it
is
advisable,
trimming
at
staged
instead
overhang
have 2 flutes
pilot
above
do
both
with
need
bits.
is
the
for
pre-cut
so
that
which
on
agent
bit
to
of
both
method
trim
beveled
bit
is
portion).
to
set
•.•
in
two
depth-of
trimming
all
in
flush
the
piloted
the
However,
-
and
best
following
the
it
will
it
is
bonded
every
has
off
or
bevel-
bit
or
low-
can
the
which
you
(or
one
and
flush
(cut
the
pos-
best
lami-
over-
side.
set,
this
a
l
./
-
USING
TRIMMER
THE
LAMINA
ATTACHMENT
TE
20
USING A SALL-SEARING
PILOTED
TRIMMER
Page 21

VERTICAL
ADJUSTMENT
~
, A
makes
makes
to a true
...
gouging.
motor
lessen
together,
ped
omy,
to
sharp
ment.
~
A
in
A
adjustments
can
cutting
surface.
a two
these
align
all
identical
type feeding
ment)
exact
pass
ANGULAR
ADJUSTMENT
dull
or
fine
the
and
causes
and, if
the
the
cutter
especially
keep
your
with
special
the
router
full
range
accurately
edge with
Once
or
three
adjustments
the
edges
proportions,
allows
setting
of
an
ROTATING
ADJUSTMENT
chipped
work
router
line,
cutting
impossible.
difficult
makes
cutting
splintering
It
may
also
overload
used
too long,
life of
is
this
your
use
of a
extremely
when
bits
and
cutters
"foolproof"
dull
it
grinding wheel
chuck
of
circular
is
provided
is
align
the
grinding
set
for
edged
serve
remaining
will
screw
you to
for
edge
edges
be
sharpened
(vertical
establish
each
over
the
edge
It
to hold
slow
and/or
the
may
tool.
Al-
or
chip-
poor econ-
is
so
easy
razor
attach-
for
use
included.
and
angular
so
that
you
any
shape
wheel
one edge of
cutting
also
so
tool
to
that
to
A
vernier
adjust-
an
successive
grinding
wheel
blade
each
tion
Thus,
edges
vernier
the
... then
tional
to
Detailed
with
Since
side
avoid
face
sary.
20o~
edge in
for a pass
attachment
make
the
metal
of a
sharpening
more
"
.(
.
...
and a
stop
makes
turn
you
sharpen
of
the
setting
repeat
vernier
all
edges
instructions
attachment.
removed
bit
than
Also
sharpen
/'
taining
els
15°
Touch
round
faces
move
built-in
it
easy
into
over
the
cutting
(Simply
on
its
at
as
settings
equally
are
changes
on
the
absolutely
original
or
as
the
the
lightly to
burrs.
automatic
exact
the
two
tool
by
guide
many
as
from
outer
end,
illustrated
outer
•••••••••••••••••••••••••••••••
NOTE
All
router
bits
and
be
sharpened
-
excepting
bit
(page
cial-tipped
be
sharpened
only
20)
tools.
with
this
the
carbide-tipped
or
any
Such
on a
diamond
cutters
attachment
similar
bits
••••••••••••••••••••••••••••••••
to
rotate
posi-
whe.
el.
or
three
to one
sliding
rail)
addi-
required
sharp.
packaged
the
out-
its
size,
sur-
neces-
main-
bev-
edges
a-
sur-
re-
may
spe-
must
wheel.
.
21
Page 22

HOlM
#0
Rou#
.vooel
Jo/n#.
DADO,
GROOVE
RABBET CUTS
Description
Set-Ups
A dado
across
with
or
made
~---
SMALL
HOLDER
This
rout
piece
ing
use
. . . and
your
rabbets
the two
be
finishing
into
then
paints.
and the
is a square
the
grain,
the
grain
Plow
cuts.
in
the
TWO
WORKPIECE
adjustable
on the
it
1/2-
smooth
the
cut
surface
by
affording a means
securely
to
can
requirements.
on
the
rails
and
nails
sliding
off the
These
holes
can
and
Basic
and
are
called
These
workpiece
USEFUL
fixture
of a
to
the
two
that
free.
about
pieces
heads
be
bench.
lumber
the
sliding
Drive
grip
patched
I-in.
size
so
will
AND
groove
similar
grooves
cuts
may
surface,
HOMEMADE HOLDING FIXTURES
will
help
small
of
clamp-
You
as
desired
pieces
Make
adjustment
1-1/4-in.
to
the
to
identical
pieces
1-1/2-in.
as
shown -
leave
workpiece,
afterwards.
cut
cuts
be
in
you to
work-
can
suit
and
will
deep
sharp
its
end,
they
always
bottom
wood. If
made
piece
side
rabbet
The
close
edge
and a
cut.
methods
ON-EDGE
HOLDER
Preferably
should
in.
Make
width to
port
must
workpiece
bench
of
not
er
allow you
sure
of
be
lumber
the
suit
the
be
as
the
two
only
provide a support
base
to
in
accurately
the
workpiece
or
along
its
have
to
form a channel
either
enough to
so
that
bottom
of
making
WORKPIECE
make
and
your
slide
set
the
in
the
base
length
requirements.
rail
For
clamp
identical
along ...
your
edge
from
.
identical
fixture
stationary
rigid.
and
illustrated.
rails
to
edge ...
two
type
it
has
it
two
size)
of
I-in.
and
as
use,
the
fixture
Having
(and flat)
guide
the
sides
of
the
only
is
called
all
___
rails
of 1-to
the
shown -
clamp
for
the
it
will
two
but
and
in t
tlu
cut
work-
one
three
(which
lumber.
base
Sup-
in
the
to
your
the
tops
will
rout-
also
to
measides
-
is
a
...
2-
it
••••••••••••••••
: (Si
ze all
pi
eces
your
to
needs
:
meet
••••••••••••••••
:
.) :
22
Page 23

Through
and
Blind
Cuts
cuts
are
identical.
differences
to the
surface,
course,
piece
For
making
plows
piece
other
can't
Edge Guide, a
square,
able method
cut.
Shaper
between
locations
edge
or
determine
is
to
be
held.
surface
or
rabbets)
firmly,
flat
substantial
slide
or
wobble. Use
straightedge,
the box guide,
for
For
long,
Table
(page
of the
end) - which, of
how
secure
on
support,
making a
through
helpful.
For
making
dos,
plows
workpiece
end
or
rabbets)
in
an
or
edge
On-Edge
(preceding page) . . .
in a
vise
between two equal
ness
straightedge
which the
accurately.
essed
ne
guide
against
(or the other)
the
router
cut.
Use
scrap
base
the
the
scrap
The only
them
are
cuts
the
work-
cuts
(dados,
the
your
work-
bench
so
the
or
any
straight
cuts
32)
is
cuts
secure
Holder
or
clamp
thick-
pieces
will
Edge Guide
outer
side
block
real
due
(in
or
it
the
tee
suit-
most
(da-
the
it
on
slide
of
to
Dados
through
one
When making
the
piece
vent
the
applies
grain.
The
stops
called
and
make a half-blind
edge and have a
to the
desired.
a
stop
the
a
router
hole
as
for a half-blind
Wide
If a
largest
cessive
justing
cut
overlaps
about
deep
passes,
and plows
cuts
workpiece
grain,
back
with a
splintering
end
of
the
when
cut
is
called
short
of the
a blind
stops
work
To
short
to stop
make a blind
block
starting
at
cut
point - and
so
as
this
point.
and/or
is
to
bit,
do
passes -each
your
guide
1/16
to
cut
also
lowering
are
said
if they
edge
extend
to
such a cut
up
your
scrap
block
out the wood
dado. (This
rabbeting
half-
far
cut
if
it
of the
cut,
start
stop
block
the
router
or a mark
to
drill a starting
Finish
one.
Deep
be
wider
it
by making
so
that
the
previous
1/8
inch.
make
the
bit a reason-
to
be
from
the
other
across
work-
to
pre-
also
across
the
blind if
edge ;
both
starts
edges.
at
To
the
clamped
when
cut,
use
to
locate
lower
the
the
cut
Cuts
than
your
suc-
time
read-
the
next
one
by
For
successive
.
at
it
is
a
23
Page 24

4 3 2 1
fiful
A
WIDE
able
amount
When
the
do
all
the
then
proceed
MORTISE
A
mortise
dado
or
plow
formed
three
the
mating
involved
tise
requires
precise
A
Select a bit
er
it
to a
your
Edge"
using
by
or
type
workpiece.
and
tenon
careful
workmanship.
Centered
than
the
reasonable
workpiece
holding
equal
t
Ii
I
t
cut
four
of
is
51
CUT
for
is
both
cutting
to
the
AND
is
simply a deep,
cut
rabbeting
edges
joint
to
make
fit
measurement
Mortise
about
1/4
width of
depth
up
fixture
thickness
A
each
new
wide
at
one
next
TENON
- and a
one,
(according
desired)
The
only
your
together.
to 1/ 3
cut.
of
in
your
or a vise,
scrap
DEEP
and
depth,
depth.
CUTS
tenon
of
"trick"
small-
Adjust
cut.
blocks
CUT
pass.
deep
blind
two,
to
the
mor-
This
and
Set
"On
is
-
at
each
side
of
sary
to
provide
which
the r
on
without wobbling. Car efully
sure
and
in
pencil
,
Now,
clamp
stop
blocks
dado
cut.
your
Edge
of
the
first
located
mortise
and ma
make a second
Guide
side.
cut
area
the
deepen
manner.
An
This
manner
to do
along
If
exact
ke
pressing
You'll
covering
and
workpiece
it
Off-Center
is
it
one
it
isn't
width of
outer
mark
on
the
starting
in
place
Next,
Guide
pass
along
one
area. Start
this
first
pass
against
now
the
exactly
sides.
as
required
cut
in
excepting
by
using
side
too
wide,
the
it
if
this
is
an
over-all
base
can
the
mortise arp
workpiece.
and ending
as
for a blind
install
centered
exactly
only,
and
so
that
one
will
be
properly
side
line
the
pass
...
with
the
the
opposite
have a shallow
whole
Mortise
that
the
mortise
mortise
between
Proceed
in
the
the
it
is
Edge
if
possible.
use a bit
so
neces-
width
slide
mea-
~
adjust
side
of
the
router
then
Edge
to
usual
same
better
Guide
the
that
n
SET
-UP
FOR
MORTISING
24
CUTTING
J
TO
THE
4
MORTISE
FACES
Page 25

one
pass
at
each
suffice.
you'll
passes
\'
justing
A
Four-Faced
This
type
mortise
assembled.
of
setting
For
the
mortise.
wide enough
cut
Adjust
cut
tenon
into
Make one
If
have to
at
each
the
Centered,
is
the
as
it
cut
up to
the
first
same
set-
If
required
your
Edge Guide
will
travel
line
at
the
scrap
pass
it
is
make
depth
Edge Guide
Tenon
most
completely
when
There
make
method
up
as
possible,
to
exceed
by
1/16
along
one
boards
leaving a perfectly
low tenon
en
as
two-faced,
make
workpiece
ing
preceding
required.
the
other
fixture
...
then
centered
two
edgewise
. . . and
steps.
depth
setting
too wide
two
for
or
will
this,
more
setting,
for
each.
commonly
used
hides
the
joint
are
two
methods
the
cuts.
start
with
for
the
centered
select a bit
the
width of
inch
or
more.
so
that
your
marked
side
(and
overlap
at
the
side).
at
each
side
centered
proceed
to
shal-
deep-
You now have a
tenon. To
faces,
in
turn
your
hold-
repeat
ROUTER
BASE
re-
the
is
the
-
the
the
••••••••••••••••••••••••••••••••
NOTE
Sometimes
edge)
shallower
faces.
require a different
setting
ent
size
•••••••••••••••••••••••••••••••••
If
your
the
full
pass,
down
to
cuts
right
(and
leaving
the
outer
can
now
saw
without touching
tenon
at
•
••••••••••••••••••••••••••••••••
:
• •
• Any
reasonable
:
pieces
your
: in
method.
:
•••••••••••••••••••••••••••••••••
For
the
several
clamping
wobble.
edge guide . . .
enough
guide
each
rabbet
of
each
depth
adjustment,
to do
the
the
remaining
same
manner.
the
faces
are
than
ThiS, of
...
and
bit.
bit
isn't
width of
preferably
proper
along
the
edges).
be
removed
center.
NOTE
can
be
simultaneously
fixture
second
and
method,
workpieces
them
securely
Preferably
passes
time)
cut
that
makes
tenon.
opposite
second
made
the
choice
big
depth
the
uncut
two (on-
deeper
first
two (flat)
course,
Edge
of a
enough to
each
face
cut
each
placing
tenon outline
wood
The
uncut
on a bench
the
number
cut,
of
using
lay
as
illustrated,
to
use a straight-
and
simply
(re-Iocating
to
complete
the
Keeping
turn
the
face.
two
faces
or
would
Guide
differ-
in one
face
your
around
wood
finished
work-
held
this
out
your
prevent
make
first
face
the
same
boards
Then
in
cut
the
the
do
the
:
•
:
:
:
ROUTER
EDGE
BASE
GUIDE
METHOD
J
METHOD
2
25
Page 26

This
method
a rule) of not
cuts,
so
that
is
sufficient.
disadvantages:
must
be
very
care
the
the
boards
more
the
Other
Tenons
must
router
. end
at
difficult
straightedge
Types
also
33
FLAT
LAP
JOINTS
dip down and
pieces
the ends) . . .
COMMON
has
the
advantage
requiring
one depth
But
The
securely
be
taken
(best
to
accurately
for
each
of
Tenons
are
made
very
setting
it
has
these
workpie'ces
held
not to
round
use
scrap
and
locate
pass.
with only
WOOD
(as
deep
only
. . .
let
off
it
is
JOINTS
one,
two
or
three
with
faces
pending upon
The
apply
•...............................
All
rounded
the
ever
It
is
corners
rasp;
be
squared
ferred.
1/64-in.
to allow glue
••••••••••••••••••••••••••••••••
FOR
of
proj
same
for
bit) . . .
two
making
NOTE
routed
easiest
mortises
corners
cut) have
to round off
to
fit,
but
the
mortise
with a
Also, have a tenon about
short
space
YOU
faces
varying
ect
requirements
methods
these
(to
and
the
all
tenons
square
using a file
chisel,
of
mortise
.
TO
- and
widths,
(above)
variations
will
have
radius
(how-
corners.
the
tenon
corners
if
pre-
depth
ROUT
HALF
de-
of
or
can
-
,
.
-}.
~
END-,
HALF-LAP
Flat
In
(A
bet
both
In
ultaneous
side
ting).
width
the
the
Types
all
of
and
B)
and/or
pieces
this
case,
(as
If
you'll
rabbets
half-lap
MIDDLE-,
these
by
for
the
ways equal).
ON-EDGE
LAP
JOINTS
TEE-
JOINTS
will
dado
are
cut
laying
joints,
have
cuts ...
identical
the
both
them
both
same
pieces
Method 2 Tenon
pieces
have to
are
measure
separately
rabbets
which
AND
pieces
rab-
providing
width.
sim-
side-by-
Cut-
of
different
and
(except
are
cut
for
al-
On-Edge
These
They,
eously
their
thickness.
lap,
equal
be
26
are
also,
(with
edges) if
however,
thicknesses
measured
Types
similar
can
For
and
to
the
above.
be
cut
simultanpieces
boards
if
boards
~-o:;;:::""'!!;~
all
each
made
stacked
are
of
but
the
are
of un-
cut
separately.
.....
HALF
on
equal
half
mu
~
GUIDE
~
Page 27

MIDDLE-LAP
WITH
GROOVE
ON
EDGE
guide
mustbe
side
line
shoulder
a
very
thin
ing
out
the
repositioned
cut.
cuts
in
saw
sharp
Last,
B,
preferably
followed
angles.
for
make
by
chisel-
each
the
with
The
cut
in
with
board
square
mating
the
B
same
piece
bottom)
cut
width - and
ultaneously
diameter
wards,
piece
to
cut
B,
side)
will
DOVET
make a second
B (only) to widen
the
thickness
the two
gauging
so
equal
AIL
piece A must
on
edge
...
and
in
B.
depth
(x)
equal
using a bit
equal
to width z.
of
piece
side
dados
the
depth
that
width z
the
width of
LAP
(to
so
Make
cut
pass
(equal
the
be
made
obtain
must
the
these
to
to
1/2
the
them
sim-
having a
After-
through
its
cut
A.
Last,
in
piece
at
each
remaining
cut
in
A.
COGGED
a
Reinforcing
to
joint.
slot
ness
width
in B (cutting in
x
the
adjustment
center
in
A.
two
BOX
main
frame
With A
making
of
B,
of
A.
arrows)
the
Square
cuts
with a chisel.
JOINT
JOINT
strips
it
1/3
and
1/2
Now
using
and
same
the
are
members
on
edge,
as
wide
as
deep
dado
the two
the
directions
the
same
leaving
width
corners
often
by
dado
as
the
as
the
of
fitted
this
its
thickas
the
slots
depth
uncut
slot
these
of
This
is a strong
joint;
but
requires
A and B should
ness.
in B
lap,
thickness.
setting,
. . .
side
out
First,
as
you would
cutting
by
line
the
middle.
to a
USing
cut
the wedge
first
and
"push
careful
be
the
same
make
the
an
ordinary
depth
1/2
this
same
groove
dadoing
afterwards
Your
straightedge
or
layout.
rabbet
the
along
cleaning
pull"
thick-
cut
end
board
depth
in A
each
Stronger
plain
principally
struction
drawers.
pieces
27
than
drawer
in
. . .
Divide
(A
or
a glued
joint,
box
the
B)
into
miter
this
is
and
crate
sometimes
width of
an
even
or
used
con-
for
your
num-
Page 28

ber
of equal
two
scrap
blocks
segment,
pieces
a
bit
ment
can
as
the
width,
then
and
illustrated.
exact
be
(Otherwise,
and
make
two
Edge Guide
Either
readjust
place a piece
ness
as
other
the
guide and
cut
2.
For
cut
as
required)
the
guide
or
es
of
scrap
the
fixture.
THE
VARIOUS
DADO
We
joints.
(as
In
four
shelves,
lar
usually
the
The
strong
drawers,
piece
JOINTS
list
below
These
is
obvious) and
general,
types
drawer
suspended
supported
ends
and one
last
two
corner
etc.
which
segments.
each
the
set
up your
If you
diameter
use
this ...
made
in
one
select a smaller
passes.)
for
cut
the
of
scrap
scrap
fixture
3 (and
continue
adding
to
space
six
vary
however,
are
used
bottoms
members
types
joints
if A
will
Adjust
1 and
Edge Guide
(same
blocks)
...
as
many
readjusting
equal
thickness-
it
'
different
in
in
application.
the
for
which
at
the
or
both
make
for
is
be
pulled
out
installing
and
the
Prepare
width of a
work-
have
of a
seg-
each
cut
pass.
bit
your
make
it.
or
thick-
between
and
make
more
from
dado
strength
first
simi-
are
ends
(or
sides).
neat
and
boxes,
front
on.
The
plain
dado
dado
cut
in
B the
and
to
depth as
1/3
to 1
/2
through B).
A
drawer
cept
dado
that B is
The housed dado
cut
in
A (about
n e s
s)
with a
smaller
joint
ter
Best
tail
and
(B). Use a
bit.
set
same
the
(exactly)
be
width dado
will
withstand
than
the
of
the
dado . . .
pulling
Make dado
up A for
bit
and depth
cut
in A . . .
the
used
in
first
shelf
it
out of
1/2
an
diameter
making
use a straight
depth
setting
straight
ening
thickness
The
simple
same
A
as
milled
side
this
for
box
the
box
to dado
of
slot
A.
housed
corner
simply
calls
thickness
for
of
desired (generally
is
the
same,
rabbet
calls
1/4
cut
to
for a rabbet
to
1/2
its
fit.
thick-
correspondingly
in
B.
This
swaying
bet-
two.
jOints
is
the
dove-
withstands
the
inch
cut
end
setting
but
this
bit
the
slot
to
corner
swaying
side
supports
or
larger
x in
B.
cut
. Use
to
allow only
of
the
bit
cut.
and
the
same
cut
the
bottom
in B,
the
required
is
made
dado
Next,
make
Last,
wid-
dado above.
is
starte
a
A,
the
1/2
to
the
VARIOUS
DADO
JOINTS
28
Page 29

making
a
box
be
and
"'e
l
bled) . . .
placement
ingly.
(x)
less
B . . . and
possible
turn
y . . . to
left
THE
AND
We show
joints
the
exactly
All
previously
lowing
•••••••••••••••••••••••••••••••
If
with
can
of
a
ness
,
cut
;ing -
"!!I
. the
: wood
: with one guide setting.
•••••••••••••••••••••••••••••••
The
a
and one
be
the
same
corner.
about
as
ry
in A
the
little
the
lip
thin
The
will
depth
1/3
end
so
of
the
at
as
gauge
the
width
be
will
(per
A on end to dado
exactly
at
the
end of
VARIOUS
TENON
eight
in
this
group.
mortise
the
as
previously
tenons
(or
described,
variations
you have
extreme
be
centered
bit
1/3
of
with
same
at
learned
accuracy,
saved in production work
mortises
or
slightly
B. The
just
one Edge Guide
at
exact
bit
will
each
bare-faced
two-faced
one
shoulder
the
same
thickness
two
cuts
Dimension y should
thickness
the end of A
possible
grain
when
the
slot
in B accord-
of
the
thickness
of
the
be
the
above).
cut
mate
with
B.
MORTISE
JOINTS
additional
In
mortises)
ate
also
with
.
NOTE
to
much
by
more
mortise
center
clean
side
out
of. the tenon,
tenon
is
having
face.
to
as
for
of A,
should
(to
show
assem-
width
the
and
rabbet
of B
slot
cut
as
deep
Last,
the
slot
the
popular
most
cases
is
cut
described.
shaped
thefol-
measure
time
selecting
the
thick-
is
then
set-
. . . and
all
the
actually
one
side
These
save
can
time.
in
as
lip
as
.
This
joint
is
often
employed
setting
the
inside
stalled
for
with
for
. . .
thicker
Haunched tenons
joining
the
grooved
in
shallow
ready
A (with a saw)
tise
A concealed haunched tenon
the
cut
Use
when
to
ficient
portion
B
the
has
The
is
B
by
and
width
principally
rabbeted
rabbet
chair
two
where
through
added
faces
faces
strength.
at
rungs
being
screws
them
top
joining a table
or
any
narrower
one.
table
skirts
top
is
hidden.
members
this
manner
part
there).
(in
of B
Notch
to
in
B.
above,
off
allow
except
so
as
this
for
the
width
for a simple
not
more
of A
strength.
of
the
mortise
in
your
vise
at
square
been
long
made
portion
cut.
and
by
short
first
for a bare-faced
rabbeting
opposite
and
in B is
the
face
depth.
to
join a piece
one
(in which
already
into
at
bottom
can
into
Also
and
inside
skirt
to
board
are
also
to
legs -since
Tongue
are
also
which
mortise
the
match
that
to
the
the
show
tenon
is
too
tenon
To
rout
in
an
angle -after
of
the
shoulders
preparing A and
tenon
uncut
This
of B
face
to
joint
there).
when
the
legs,
and
be
in-
the
leg
used
the
leg
to
used
and
joined
case
the
is
al-
tenon
mor-
is
like
tenon
on
top.
strength
little
of
suf-
the
slant
B,
set
mortise
tenon
...
then
of A
proper
is
used
(A)
to
case
the
-
a
in
of
is
a
SOME MORTISE
AND
TENON JOINTS
29
Page 30

MORE
An
open tenon -
carpentry
screens,
an
actual
is
most
work
etc.
mortise.
easily
and
made
on end and plowing a deep
For
a through-wedged tenon
cut
the
mortise
then
flare
at
top
by
tilting
quired.
must
The
equal
of one wedge
of one of
the
tenon. Cut
slight
bow on one
taper
on
the
a rough
carpentry
strong. A neater
tion of
the
in which
starting
then
The
it
can
mortise
case
the
hammering
mitered
joining two
(B)
that
is
strong
support
rangement.
meet
(at a 90° angle)
and
the
tenon
sawing)
them
A molded and rabbeted tenon
so
together
merely a simple
two
members
edges ( as
Whatever
the
make
the
treatment
the
mortise
clean
it
out to
the
flare
the
maximum
minus
saw
each
side
other.
appearing
be
made
clear
it
is
wedges in
A and B
tenon
parts
too
without
The
ends
that
gluing
inside
tenon
that
in
picture
shape
is
the
and tenon.
MORTISE
used
in rough
for
window
does
not have
The
"mortise"
by
setting
slot.
simply
through
greater
router
at
each
width
as
side
thickness
the
thickness
cut
slots
in
wedge with a
and a
straight
This,
also,
joint -very
varia-
by
not
cutting
through
B . . .
assembled
their
slots,
together.
is
useful
(A)
to
one
part
small
to
offer
this ar-
mortises
in B
inside
are
mitered
will
of B.
used
to
have molded
framing).
of
the
molding
same.
First
After-
B
B,
re-
the
is
by
for
-
(by
join
is
join
AND
TENON
wards,
molding
joined
a
simple
TONGUE
Commonly
along
up
large
this
is
The
tongue
cut a two-face
the
full
mating
the
full
the
same
tered
THE
MITERED
We
illustrate
variations
for
added
a
neatness
cabinet
of
these
(very
neat);
added on by
For
a
slip-feather
the
two
together
that
you
both
simultaneously.
bout
1/3
JOINTS
mark
and
miter
so
that
when A and
their
their
moldings
mitered
AND
used
sides
areas
for
(such
will
corner.
GROOVE
joining
and
ends
as a floor),
actually a tenon-type
is
cut
just
centered
length of
groove
board
manner
the
is
a plow
length)
used
board.
centered
for a cen-
mortise.
JOINTS
here
four
of
the
strength
suitable
work.
The
joints
accurately,
but
the
variations
simple
must
while
for
"miter
if
joint
miter
preserving
be
routing.
miter
first
boards
can
in
your
rout
. . .
then
holding
the
feather
Use a
the
board
thickness,
saw
Bare
join
JOINT
boards
to
build
joint.
as
you'd
tenon
cut
(also
common
the
finest
portion"
saw
is
to
are
miter
lock
them
fixture
slot
bit
and go
each
in
...
The
in
used
cut
be
best
so
in
a-
30
Page 31

SLI
P-FEATH
ER
as
deep
as
pearance
feather
otherwise
edges
can
glue
has
you like
and
to
somewhat
be
set
(considering
strength).
proper
sanded
-
thickness,
oversize.
down
will
visible.
The
splined
first
wards,
the
same
mitering
miter
plow
cut
technique
both
the
is
also
boards.
grooves.
as
and groove plow cut,
your
workpiece
ture
at
the plow
mitered
spline
about
piece
1/64
the
cut
edge
in
the
correct
at
angle
a 90°
face.
to
fit
neatly,
inch slop
space.
To
make
the rabbeted
rabbet
I
A and
B. Rabbet
as
wide
Best
fore
extra
off when
bets
ing on
cil
into the "hump" on
either
a
dowel
have a
-\
and B).
as
half
layout
cut,
lines
series
cut
the
deep
as
as
wide
yin B must
the
thickness
as
half
these
making
at
the
mitering.
saw
the
outer
and taking
cut
plows
of
pegs
...
strong
end of
Rabbet
half
the
as
the
the
thickness
cuts
them
board
cut
ends
the
sides
care
B.
for a spline
holes
to
either
joint.
- and allow
With
miters,
SPLINED
THE
Saw
cut
after
be
barely
made
After-
for
a tongue
but
block
holding
angle
Saw
to
cut
fix-
make
to
allowing
for
gluing
miter
x in A
each
first
board
must
thickness
thickness
be
as
deep
of B and
of
in
pencil
to
be
the
rab-
stay-
of
your
pen-
not
to
Youcannow
or
drill
take
small
way
you'll
MITER
ap-
the
but
Its
the
by
Use
the
the
of
of
as
A.
be-
cut
cut
lY:
RABBETED
JOINT
The
locking
above.
deep
as
as
wide
Rabbet
half
the
as
half
the
rabbets
cut
plow
and z2 in
as
one-fourth
as
and
LOCK
This
is
cabinet
directions.
simple
made
accurately
measurements.
marked,
sequence
the
illustration.
Rabbet
half
as
half
y in B
thickness
the
the two
A)
deep
JOINT
one of
joints,
dado
if
you
in
make
and
miter
thickness
as
is
x in A
the
thickness
the
thickness
must
of B and
and
miters
grooves
making
the
thickness
half B
the
firmest
with
strength
All of
or
plow
first
layout
pencil
With
the
five
directions
••
•
YI
LOCKING
much
must
of A and
be
as
deep
of
A.
are
(z1 in B
each
as
thickness.
the
cuts
cuts,
the
using
careful
the
cuts
shown in
like
the
be
of B.
as
wide
After
cut,
wide
of A
of
all
in
all
are
easily
lines
layout
in
the
as
as
31
Page 32

With
the
table
accessory
your
router
high-speed
can
easily
ing
such
the
entire
piece
edge,
straight
2)
Routing
workpiece
is
shaper
be
fed
projects
thickness
whether
or
curved
all
the
to
create a slot
converted
for
produce a latticework
.
Carving
by looking
to follow a
4)
or
too
be
tional
groove,
complish
shown
the
consuming
piece
the
small,
doWI:1
design
Grooving
curved
small
parallel
edge
or
conveniently
routing.
shape,
practically
in
this
need
of
special
set-ups
that
can
cutter.
clear
through
of any
awkward
held
In
carve,
booklet
be
to
which
accomplish-
as:
1)
of a
the
sides
(as
in
way
through
design.
plastic
the
on
underside.
to a straight
workpiece
in
shape
for
conven-
fact,
you
etc.
any
operation
- without
guides
or
- on any
held
and
shown
into
a
work
Shaping
work-
are
illus.).
a
or
to
3)
pieces
plastic
to
can
to
ac-
time-
work-
fed
to
Your
Craftsman
el)
router
to
the
underside
shown.
ily
In
accessible
adjustment
use
of
the
locked
The
in.
to
etc.
larger
flush
or
"on"
sturdy,
table
any
work
recessed
worktable
removable
Complete
nished
Work
contact
with
is
with
justable
formatioq
ing
obtain
"The
Disc
Jointer,
Sander,"
(or
most
can
be
mounted
of
the
this
of
on-off
can
pOSition
for
the
during
all-steel,
be
rested
easy
cutter
switch
an
it
operation).
15x16-3/4on
convenient-height
or,
if
you
prefer a sf-"
surface,
into a larger
(in which
table
legs
are
instructions
the
accessory.
guided by
the
fences.
pertaining
the
being
two, quickly
For
further
to
table
Craftsman
Shaper,
Cat. No. 9-2916.
any
quickly
table,
is
vertical
height
(which
or
bolted
bench,
it
can
case
not
used).
are
fed
booklet,
Belt
mod-
as
read-
and
is
,
bench
the
fur-
in
ad-
in-
shap-
and
SEARS, ROEBUCK AND
AND
SIMPSONS-SEARS
SOLD
CO.
- CHICAGO,
BY
LIMITED
ILL.
60607 - U.S.A.
- TORONTO
 Loading...
Loading...