

Page 1
I
I
OPERATING
INSTBUCTIONS
AND PARTS LIST
FOR
CRAFTSMAN
DRILL
PRESS
MODET NIIMBER 10I.03622
This is the Model
Number of
your
Drill Press. lt will
be
found
on
the
rear
center of lhe Base
Top.
Always menlion this
Model Number
when
communicating
with
us
regardir;g
your
Drill Press or
when
ordering
Pails.
This lisi
is valuable. li will assure your being able
to obtain proper parts
service
at all
times. We suggest you keep it
wiih
other
valuable
papers.
SEARS,
ROEBUCK AI{D CO.
Page 2
OPERATING
INSTRUCTIONS
When unpacking,
be very careful
ro
9o
through all
papers thorouqhly
as no+ to mi*
any
parts.
This drill
press is
desiened io be
used {or all ordinary
work with a
motor havinq
"
speed of approximately
1750 R.P,M. and
with
s,c\ a
mo+or
will
have n:ne dif{"rent speeds
as
{ollo*s: s80, 1300,2440dnd
5200
R.P.M.
wilh
moior in ro'mal
pos;rion
(pulleys
in line);
1000, 1750 and
3300
R.P.M,
with
motor lowereo
on molor base
so thdt +op step
o{
mofor
pulley
lines
up wiih the
secoid sreP on the spindle
pulleyr 760
rnd 4,000 R.P.M. with motor .aised
on
moior
base so
rhai
the
top step
on tho spindle pulley lines r:p with the
lhird s+eP on
rho motor
pulley.
l{ +he direct motor
drive sef'up
is r:sed, the moror should
re'
'olve
in a
cloctwke dnection
when facins ihe
pulley end. lf it revolves
in the opposite directio.,
.everse this accordins
to the manu{acturer's
instructions. When
you are
,ure
the motor revol"es
properly, bolt
it
lo
ADIUSTMENTS
AND
CONTROLS DRILLING
(t)
The
eui
k tocked
in
pos}ion
by
ru,n;rq rhe small lever
located
,.,The
prcper
speed_ Ior drillins depends upo.'
l. The malerial to be
"t
+i,"'t.*", i,""i
p"*-.iil" ti."a.
drilled;
2. the size of the hole; 3. +he kind o{ drill. Generelly speakine,
(2)
rhe rwo knurted nu*s on
rhe.spindte srop
sa!qe
can be,er
ar.aly
li: lJjj;i.
the material and the lareer the drill' the
slower
siould be
desired
position
and locked. ln this
.ay
a definite
"mount
of spindle
havel can be obtained
ard dny rumoer of
holes con be
drilled +o a de-
sired
deprh.
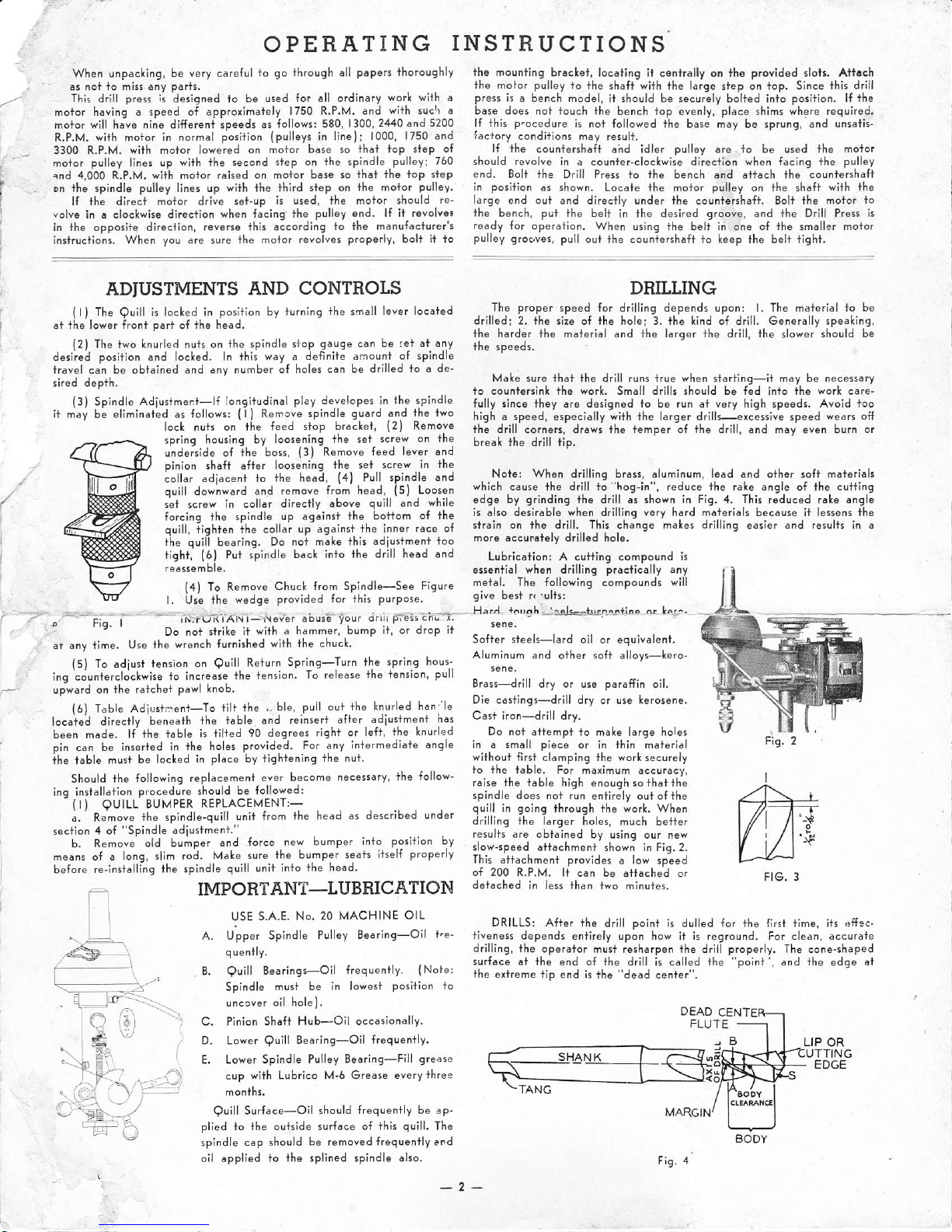
Make sure tha+ the drill runs true when startin-g-ii may he necessary
(3)
spindre Adiusrmenr-rr
ronsi+udinar
pr.y deveropes in rhe.spindre
l:flll::ii!r-i:"';l;r"ti"1"';l''.,'1""'l',"T
l;r"':l"".,tx,: :*;t:
it
may be
eliminared as foilows:
{ll
Re-mc,e
spindle
9Lr..d
a-n! the two
hiqI
a speed,
'esp.ciatty'*trh
rhe la,ser d,ilts-exclssi'e speed
wear
ofl
lock
nut5 on the {eed
srop bracket,
(21
Remove
th; drill'coriex,
dra*J th" +".per-"f
rhe
drill, and |n"v
"*"
f,ri
.,
:prinq
housinq by loosenine
the set
screw on the
b.""k th. d,ili ii"-
unoe*:de of
the boss,
(3)
Remove
{eed lever and
pinion
s[d{t d{ter
roosening +he set screw
in the
:ortar
ad:acen+
-o
+he heai,
l4)
putt
spindle and
Note: W[en drilline bruss, aluminum, lead and other so{t maierials
",rli
a.-'"1",J
"ia
,"-.," i.J.'r,""a.
ist
Loosen
-hkh
.cause.
+he drill ro
'hoe-in",
reduce_ the rEke dnel€ o+ the curtins
,J
,**
r"
""rt",
ai,""rrv
"r.,"
qui
d;d
while
edee by
srindine
rhe drill as shown
in Fis.
a. This reduced roke .nsle
i..i"s *.
,pindte up ag!in+
fhe Lolom
of rhe
is
alrc
delirable vhen,drillins very
hard
materials
because i+ lessens
the
o,rit,
iioii."
il" ."tt"'.
,p'.q"i,'+ rhe inner
race of
strain on
the.drill.
Thir
chanee
males drilline
easier
and ,esults
in
a
il"
l1ifi
s"",iis.
o"
-i
.ll" this
adius+dlent roo
more accuratelv drilled hore'
fhs mounting
braclet. localins it
csntrally on lhe
provided slots. Atlach
the molor pulley
to +he shaft wi*h the large
s+ep on top.
Since +hk drill
press
is a bench model,
it should be securely bolted
in+o
position.
l{
the
base does not iouch rhe
bench top evenly,
place
shims
whe,e
requned.
lf +his
p"ocedure
is nof followed the Sase
may be sprung,
and unsatis-
iactory
cond;tions may
result.
lr +he
coun+erehaf+ and idle. pulley are +o be used rl,e
motor
should revol'e ii
d counreFcloclwise direc+ion
when
{acin9 +he
pulley
end. Bolt rhe
Drill Press to
the
bench 6nd attach the counterohafl
in
position
as shown.
Locate the molor
pulley
on the sh.ft
wirh +he
large end oul
and directly under the counrersha{t.
Bolt
the motor
+o
lhe
bench, put +he belt
in the desired
groove, and
the
Drill Press is
roady
for operation.
When
usinq
the belr
in one
of rhe smaller motor
pulley
9roc,ves,
pull
out
the
counfershaft
+o
keep
the bel+
tigh+.
ihe
quilr
bearine.
Do not maIe thk
adius+ment loo
more dccurarerv drrrred hc
tishr,
(6)
Put
spindle back
inio rhe drill head and
Lubrication: A cultins compound is
reassemble.
essenrial when drillins
pracfically
any
lal
To Reno,e
ChucL {'or Spirdre-See
Fieure
me+al-
The
{ollowing compor:nds
will
l. Use the
-edqe
pro,ided fo' this
pr:rpose.
grve best r.u'ts:
Fio. I
,N.r\,k'Ar\,-.rev'e,.abu,e
yoL, a,,.,
e,.t,,"i;
I
*':1"::""t
''
31---t""n'Ftin"
d l"-'
-
Do no+
strike ;+
wi+h d h6mne",
bump rt, or drop
rt
-
-
ar any time.
u* *"
*,"""i i,,ii't"a
*iri ri"
"t',"1.
sofrer sreels-lard
oil or equivalent.
ls)
To adiust
tension on
Quill
Return
Spring-Turn
the spring hous
AJuminum
'nd
other
so{t
al'ovs-kero-
r"o
'*,"+.,"r.j"1,r'"
i. i"",""i"
+" tensionj
To',elease
+he tensiin.
pull
,ri*".J
""
+.-,"tli"r-p."t
1,.u.
Brass-drill
dry or use
parafiin
oil.
l6) T.ole Adi,r#,-ert-To
ti
t the
ble,
pul.
ou+ the
krurled \an e
Die
canings-drill drv or use le'osene'
r"""ili
i"""rir- i""""ii
rr,"
r"si.'""a rernserf
afrer
ad;u*ment
ras
casr
iron-drilr
dry.
been made.
If the
rable is tilted
90 desrees
right
or left, t}e
knuled Do not aftemPt
to make large holes
shourd
the followins
repla:e.m.ent.e.yel
bicome necessarv,
+he fottow-
'".,"']r'";:L"'ftil:;:il;t.:;:r,;!
ine irstalra+ioi
c199ed19
s!r91ld
1._.f9ll.iy:d,
,pi,ar" a"",
".+
.:u"
enrir;ty ouroflhe
(
I
I QUILL
BUMPER
REPLACEMEN
I:-
l.'nJ..,"
+i",pr"Jr"-q,irr
,"it
+.- *"
r""a as described
,"r".
:l1li,; ?fl"l":l::'*il"Jfll
#ll:i
section
4 of
"spindle
adiusrmen+.'
,",,triu* .sr"i"ua
by ;,i"s .,;
";b. Remo,e
old bunper
and
{orce ne" bumPer
;nto
Posiiion
bv
,io"-ro""a
"++""t.."t
showri inria.z.
m"ars of d lone,
slir
.od. Maie.sure.
rhe. bunper
seats ilselt
ProPerrv
This
"'ri"+;""1
;,;,td;
"
i.;;p1;;
belore
re-installins
tle spindle
quill unit
inio
the head.
o{ 200 R.p.M.
t+ can be
a*ached o.
"i" "."-s"
t,,"*.a
in
Ihe holes
p-"ia.i.
io:
iny internediate
are e
in
a smali pieco or
in thin
-rarerial
Fig'
il,e tubt"
-,+
he locled
in
pldce by tishten:ns
the nu'.
wilhoL,t
first
clampins the
.ork
securely
to the table.
For ma:rimum accuracy,
IMPORT'ANT_LUBRICATION
derached in ress rhan
iwo minures.
USE
S.A.E. No.20
MACHINE
OIL
A. Upper
Spindle Pulley
Bear;n9-Oil
l'e-
DRILLS: Afrer
the drill point is dulled {or ihe lirst lime, i+s
,)ffs..
.'eness
depends
entirely upon how :r is
.e9roLnd.
For clean. accurate
drilling, the
operator rusr rerharpen tre d,i.l prope,ly.
The
cone+haped
su{ace dt
the end o{ the drill is cdlled the
"point',
and the
edqe
at
rhe
extreme rip end is.ihe
"dead
center'.
c.
D.
E.
Quill
Bedrincs-Oil
frequenlly.
(Note:
Sp
ndle must be
in lowes+
posi+io. tc
unccver oil hole)Pinion
Sha{+ Hub-Oil occasionally.
Lower
Quill
Bearine-Oil
{requenily.
Lower Spindle
Pulley Bearins-Fill
erease
cup
with Lubrico M-6 Grease
every+hree
Quill
Surface-Oil
should frequently be:p
plied
to the olrlside
sur{ace of +his
quill.
The
spindle
cap
.hould 6e
removed
frequen+ly end
oil applied
to tie splined spindle also.
FIG.3
DEAD
BODY
-2
-
Page 3

OPERATING
INSTRUCTIONS
(Continued)
MORTISING
.i
'
Fig. 5
Fig. 5
Fis. 1
ln order to penet ate the
qor[
the cuttihg edse
must ha"e the
cor
rect cuttins angle and "1ip clearance" at the cenier
of the drill
{Fi9.7}.
Fig.5 shows a drill ground
with
no lip clearance.
The
portion
of
the
drill behind the cuftinq lip k bearins on
+he me+al being cut and
cre-
ven+s
the cuttihs lip froh bifirs
in. The cutting Iip and
heel
"5'
are ;n
the
same plane.
This drill
will
cut
very
poorly,
i{ at all. Fie.6
shows}ov
fhe
"heel",
+he part
directly back
of cu+ting angle, must
be ground away.
THE PROPERLY GROUND DRILL: Two
'.rles
are
especially impor
tan+
when
grinding drill poink. l.
The
Iip clearance
angle
{Fi9.
8A)
should
be between
l2 and l5 degrees. 2.
The
two cutiins edges
must
ue of
equal
length and an9le. ln Fies.8A,8B,8C,
rhe p,operly ground
dr;ll poink is
sho*n.
Re{er to these
ligures
when
srinding
a drill-they
will
aid in grinding drills
which will
cut rrue*ized
holes with a minimum
Fig.88
Fig.8
Use rhe hollow
chi,el
morti,ins Bi.
tachment and
acce*ories
as slown
in
To
'et
up the
mortking
attachment,
firs+ remove
feed stop bracket
and
put
chisel socket
in its
place. See
Fig. 9.
Remo"e +he
{eed stop
eause,
and in-
sert in the chisel
holder.
Thisfeed stop,
in addilion to servinq
as
a depfh
sause,
prevents
rotalional
play in the
quilt.
Select a mortisinq
chisel
and bi+
o{
desired
siue. lnsert
chisel
in socker'
Slide the
bit up
rhrouqh
rhe chisel
and
{asten in collet
<hucl,
leavins
l/15"
clearance
beiween
the
rPur o{
the bir
and the lo.er
edse
o{ the chisel.
rhis
adiustment
must
be care{ully
made ot
a damaqed
bi+ and
chisel
will result.
Turn the spindle
by
hand to
make sure
that the
bi+ runs
{reely.
-z:-1-.
(A
u
.-/.,\.,,;L^"..
ffiP.+71..
>;q.*.*
Fi9.9
Set the ouide {ence in
position
and clamp
the holder
do'n
lishtlv
aoainst the i"" .,*"". .f +h"
*",k.
AdiL,st
ihe lock
nuls
on +le
reed
+'"o
".,".
snd iake the first cut
slowlv,
Raise the
chi5el
frequeirlv
to
dis;ha.qe-the chips.
Move the
work
alons
+he
guido fence
about
t*o'
thnds ihe
*idth
o{ the
mortis;ne
chisel
and take a
second
cut
This
and succeedino cuts
mav be
taken more rapidlv.
RePedt
+he abo"e
oPe'
aiion un+il the desired
hole is completed
DO
NOT FORCE
THE
CHISEL
THROUGH THE
WORK
TOo IIAPIDLY.
Too
rapid {eed
will cause
burned chisels
and b+s.
USE
THE SLOWER DRILL
SPEEDS
FOR MORTISING.
Fig.8A
Fi9.8C
DOVETAILING
Use do"etailing
attachmen+
ar sho*n
i;ons turaished wjrh
attachment.I
;n our catalog.
(See
lnstnrc-
REAMIN6:
Wlen a hole
mr:st be
accuraie to
wit}:n.002
inch
or
iess, ii
is first <iriileri a
iew iirous.r<iihs
or i'r
ii..l uiii",size.;iiJ
tiea
hand-reamed
or
reamed
with ihe
drill
press to the finkh'diame+er.
For
besl results,
Jollow
'the
same
rules irl
reamins as
{ot drilling. Use
slo*
speeds,
feed in evenly and
be sure lhere
are no burr
on +he reamer+eerh'
'
A rearinq allo.ance
be+.een
.ol0 and
l/64 lnch is t,sually sufficient
{or machine-ieamins
Ioles
with diamete's
o{ t lnch or
les-an
"
lo''
ance
oI t/64 ot th2
nch k
recommended
{or machine-reamine
holes
be+ween
I and
2 inches in diameter.
.OO3
+o .005 inch k usually
allowed
for hand reamins operations.
CAUTION!
L usins the
dr;ll
press for any
PUrPose
o+her than driil'
ine, it is necessary
to make
use o{ special
chucks and
adap+ers.
In usino the various
tvpes o{ mortisinq
bi1s, router
b;ts, do'elailing
b;rs etc.,
ihe op"r"ro-
MAY
use a collet-chucL
rather than the Jacobs
c\uck. On
those drills equipped
-:th
d laPered
sPiidle,
it
is ne.essBrv
to remove
the Jacobs chuck and
rhe rhreaded
collar immedialely
above
't.
To
remove Jacobs chuck
from spindle,
place +he sleel
wedse
bet*een
the chuck
ano the knurled collar
and sirike
tle
wedee
a
sharp blow
*rrh
a hammer.
{See
Fiq. l.}
The
chuck
should be caush+
wirh rhe
le{}
hand
in
perlormins
'thk
operalion.
The coller chuck L
PIaced
on the
taDer,
and +he thre;ded
coilar k rhen
replaced.
There is a small flanse on
rhe
inner
side of this collar
which
vill hold the collet chuck
securely
in
oosition on tie ta Der.
l{
rhe Jacobs chucl
is
useo
wilh
any
tyPe o{ cutter
vhere
ther"
ir d
thru+ cominq on
from rl"e side, the chuck
.ill
be
pulled
ofi
the taper'
Th.s can be-quite
dangerous.
Then +oo,
most
o{
rhese operd+ion,
a'e
done ar a hieh speed,
and a collet
chuck k much lieh+er
and is
pre{-"r
able
{or +he Iiqher sp"ed.
The coller
chuck
grips
the
cutter shank all
the
*ay
around instead ot
at
ius+
tFree
poink.
Eractiy the same
p.ocedure is {ollo*ed in irstal'ins
the shapi"g
adapter
wh;cl
k used
on +he tapered
spirdle drirls
lo cary the shapi"s
WOOD CARVING
AND INLAYING
For
this work, use the
special router
or woodcdrying birs shown
in
our cataloq.
The d.'ll
press
should run at a
speed o{ about 5,000 R
P.M.
or
hiqhe". Hold the
piece
to be
wo*ed firmly ;n one hand
and .un thp
bit into
+he work ihe
proper dep+h. Clamp
+he spindle securely at ih;,
point.
No* holdinq
the
work
wirh
bo'h hands
quide
i+
throush
the
desi"ed
desiqn. FreqL,eatly
in car":ns
the
wo*
is
9r:ided
by a
i;q
sa*
paitern
cul our of
plywood. This
Pattern
is
Ias+en"d
to fhe r.rnde*ide
o{ +he work itsel{.
A
pronq pin proiec+inq
up {rom
rhe
table
runs in +he
paitern
and
guides +he
work.
SHAPING
The head nav be
used in
the normal
position
or
in"erted
as shoan
ir
Fiq. 10. Use the special
extension
rable and spring
cl;ps l;sted
in our
catal;q.
when
the dr;ll
is equipped
*ith
d tdPered
spindle, a special
shopinq
adapter is mounted
on
rhe sPindle and
heid
by
the collar abo'e
the ch;ck.
Be sure to
use +he collar
to hold the shapins
adapter in
place.
See
'Cauiion"
above.
Seleci the
proper
cutters
and lock
securely
on rhe arbor. IMPORTANT:
The direc+ion o{ rotation
should
he
TOWARD the wo* to be cut.
Always
set
the
wood
{aclnss as
close to
ihe
cutter as
possible
to secure
maximum
safety. To feed
worl
from
ihe oppo-
'ire
siCe: L
T!rn
c!t+er
or cutierr
over. 2. Reverse direction of
rotarirn
o{ spindle. 3. Place hold.downs
o"
opposiie side.
(A
re,ersing swhch
wil
6e found to be convenient.)
one thin inner collar
slightly higher than the other collars.
Ou+side of
rhis ;s a bronze hearing <ollar and ou+'ide o{ lhe bearing
collar are a
series o{ steel colldrr.
ln
oper.t:on
rhe
wo+
resr, a9a;n5t the outer
rteel
collar
whkh remains pracficdlly +ationary while lhe spindle
revol"es.
These collar may he mounfed abo"e or belo- the cutfer.
The collars
serue as a depih siop {or the
work preventinq
the cutter
from
"hosging-
in". They should always be used on irregular
work.
ln commencinq the cul on
iresular
wo*
use +he stadins
pin
as a
{ulcrum to
prevent
rhe
work from gefting caughi. Bring tie
work
sradu-
ally in contact
wirh
the cut+er.
Hold +he work firmly and keep i+ in
contact
wi+h rhe
depfh
collar. The shape o{ the
piece will
be
soverned
by
its con+ouri hence +lle
worl
mus+
6e
sawed
ro
the
desired shape
be{ore shapinq. USE ONLY
THE HIGHER SPEEDS FOR SHAPINO.
ln shaping circular
or irregular
wo* |
.i i
-n-
|
tfik shapins fence and hold
downs
.re disp.n,"d
wirh. For +his
work've
Fig. l0
recommend and seii a sef
o{ nened deprh collars. ln rhese sefs
}here is
-3-
Page 4

HOW
TO ONDER
PANTS
EQB
CFAFTSMAN
DBITL
PRESS
MODEL
NUMBER
10I.03622
All
parls
listed
here
may be ordered
through any Sears
relail store
or the
mail order
slore
which serves
lhe
lerritory
in which
you
lire.
When ordering, always
gire
the {ollowing:
'1.
Part number in +hi;list,
2. Pari
name and
price
in
this list'
3.
Model
number,
which is 101.03622, and
which
will
be
found on ihe
plate
on the base
o{ +he drill.
ALI, PARTS ARE SHIPPED
PBEPAID
6a-29
E1D:R,
60 9A
ea3402
60
3l
-
62-5a
5a-20-
6a-24
6A
25
9-729
63-62
60-3A'-
63-64.
6l-65
I
iTi
HEAD ASSEMBLY
splined
splndl€ .. .. .. . .. ..
.. .
..
2.50
Spiidle
ouill
.
3.25
Spindle
Pu ley ...... ............
1.55
Spindle Pullei cuard
t.1o
spi.ole
Feed
oilion
S-dfl .ro
P niol
2 25
ch..k R.l.Eie Co .r
'55
ati"dh
A;iri
Bearins
(2
req.) each
2.05
soindr. PJI €v slee'e
2.40
Spirdle
P- le; Sleeve
Bedi.e
(5m
'
l)
2
aa
llea
re.er da ance Sp
ins
'
.50
Feed
Lever Salan.e
Sprini
Housinq
25
Soind €
ThrLr Col
ar
'30
;;;;4,". a;,d
t.2i
S.i.ar"
P,t .r
Bed'inq
P
ate
'40
iii""i"
p,l.i
s.eevi
Be.-rra
(",ce)
2.t0
ili"J."
s"",i""
spdce, ....
'
. '45
s;i'd," Bedan; L;ck Nrt
.lo
i",cr neteare
-Nrt
40
Feed stoD Srud NJ
(2
req.) ed('
..
..
4)
at;;; i'"#; .
.75
O-_ll.
Cl..p n""al"
(il Ls. ds 5o_2ll
55
swirch
rtaie ...
..
25
switch ..
,-'
t5
g,iti
r".l
.. ...
20
Column
Lock .. .
..
30
SDird e
gLd'o
95
o. ii l"cr stee'e
.70
c"l"mn Lo(^ S eeve
'40
Feed
srop Bra<ke_
'75
F..d rld.ole
riub ..
l'50
;;;; ii;;;i;
i4
';;.)
*.h
.40
Hub
Pin......
.....
...
20
h"-
"
spi'"c
Holsinq
cap
'
'
'55
ii.a
'r.ilai"-
e"tt
tr
;"q.t
... '20
Quitt
e,.p.. ..
.
60
i"*i
g"arri'e
45
Ratchei
Pawi
40
Pjnion
shalt Collar '.
.. . .45
Fe;d Hande
Hub
Lock Soew
... .25
Name
Pldie
(Mdster)
....
... .. ....... .20
R;bber B$hi;q
..
.t2
sb,ino lnol il ;si.led)
i""."oin" cord
s5
Ratcher Piwl Knob
.20
TABLE ASSEMBLY
63-
48
-63'66
BD3A
5
BD3A 53
50 taj
6a-32
6C-5
51 52
BD3C. A
50,48
605
60.6A
8D2B-7
63-t4A
60-t7
50-18
50-20
6l-21
63-22
60-24
60
25
60-26
50-31
60-32
50-38
60-3t
50.4t
60-42
BDIA.42
4t-43A
BD] 44
50-44
4l-45
803-45
50-45
63.45
BrJIA-51
st 52
BD3A.53
60-55C
5t-55
63.62
6l-64
63 65
63-66
5l,99
sD3-105
j-ls7
9-2r4
1-729
PARTS
LIST
\^uind Pti..
....
..
$
.30
.15
.30
.40
40 36
60-42
50-44
50-45
60-29
803M"34
60,40
60
55
5t 57
40-60
40-6t
Column
Lock
Column
LDck 5 eeve
Molor
Bdse
MOTOR BASE
ASSEMBLY
BD2-t0
62 50
BD3A.3
Motor Bdse
Pin
(2
,eq.) edch
BASE
M ISCELLANEOUS
t.55
t.50
4.50
.55
.20
8-45
.55
.30
.75
.55
.55
.24
.55
3.50
.30
t.00
Beli
801-8
50-9
BD t- 10
50,!
I
BD
t- t2
BDIA.23A
6r-34
8Dt-37
BD3-54
Chuck
Releale
Wedse
Drill Chu.k
0' io
%"
Drill Chuck
wren.h
lDLER
ASSEMBLY
(Accessorv)
Motor
Ease
B,.cket
Pin
(2
req.) each
ldler Pulley
(2
req.) each
ldler Pulley
(2
req.) each
ldler Pul
ev Eracket
..
ldler P!lley
Brack€i
5ha
ldler Pulley
Shafi...
i;i:;
iill'"i i;;;i
c..;;;,"
c,p
ti
."q.i
"(...w
wilh Ha nd le
Spind
e Lock
Sc.ew
with
Ha
ldler
Pu lley
Bushinq
ldler Pulley
adi.
B,a(ket
Sears,
Roebucl and Company
Enclosed
flnd my checL
ror
$1.8s
{o'which
plea'e
*nd ne bv
parcel
post rhe followins
parts
for my
Craf+sman
Drill Pres,
Model
Nunber 101.03522.
I ea.
60-29 Molor
Pulley
I ea.
5o-44 Column
Lo.k
5.75
2,2A
_40
60-2
62 2A
40-15
All Pticet
Arc
Stbiecf ta Chdhse
Without Notice
NOTTCE:
This i3 NOT a
pa.kinq
rlip.
The
pads
shown .nd lkred
include
acce$ori€s
thal are
not n€celsrilv
part
of
thi3 tocl.
\OTE:
Siandad
parts,
such ai bolts,
.ut!,
wnsh€B, €tc., are not listed .bove at such
pd.ts
.an be obtdiied
locallv'
eo A:az
l
/,"
BD3-45
/,/
Bor
l2s, Richmond,
lnd.
 Loading...
Loading...