

CP Techmotive CS4700, CS2700 Technical Reference

CS4700/2700 Controllers
46 and 66 Series Electric Fastening Tools
CP Techmotive
22705 Heslip Drive
Novi, Michigan 48375 USA
Technical Reference
for use with
and SD25 Electric Screwdrivers
Rev 0.7 November 30, 2005
CP P/N :
Techmotive P/N : 39-30-43083

xxxxxxxxxx CS2700/4700 Controllers Technical Reference_________________________________________
24-Hour
Technical Support
Toll Free in the U.S. and Canada:
1-877-224-7377
All other countries:
(001) 248-348-6280
between 8 a.m. and 5 p.m.
Eastern Standard Time (EST)
NOTE: Chicago Pneumatic Tool Company (CP) in 2005
acquired and changed the name of GSE tech-motive tool
to CP Techmotive. Product Information may be found on
www.cp.com.
NOTE: The part number for the Visual Supervisor (VS) software
program is 464000-03330 (CP part number 6150040915)
NOTE: A variety of related technical manuals in .pdf format
may be downloaded from www.cp.com. Click on the
Technical Info link on the left column. Select Technical
Documentation. Scroll through the list to find the title of
the product you require, and click!
CP Techmotive manufactures products under the CP, CP Techmotive, and tech-motive tool® brand names
Information and technical diagrams in this manual are subject to change without notice. techmotive tool is a
registered trademark. Products and services referred to in this book may be either trademarks and/or registered
trademarks of their respective owners.
____________________________________________________________________________________________
Page 2 39-30-43083
Safety:
Working with fastening tools can be dangerous if safe and proper procedures are not followed. As
with all machinery, certain hazards can be involved with the operation of the product. Using these
tools with respect and caution will considerably lessen the possibility of personal injury. If, however,
safety precautions are overlooked or ignored personal injury to the operator can result.
Always use common sense and exercise caution when using these tools. They can produce high
torque that, unless properly compensated for, could cause personal injury. Remember, your personal
safety is your responsibility.
If you are an operator or CP Techmotive qualified service technician, you should become familiar
with the contents of this manual before operating, servicing, or maintaining any part of the 4700/2700
Controller. Familiarization with all components of the system can minimize the possibility that an
accident or injury might occur.
CP Techmotive assumes no responsibility for personal injury or damage to equipment resulting from
misuse of these tools. After reviewing this manual you should also review all safety procedures
provided by your company and the equipment installer.
WARNING!
!
Failure to follow these steps can result in serious personal
injury.
General Machine Safety
• FOR YOUR OWN SAFETY READ THE INSTRUCTION MANUAL THOROUGHLY
PRIOR TO OPERATING THE TOOL.
• DO NOT WORK IN A DANGEROUS ENVIRONMENT. Do not use power tools in a damp
or wet location or explosive atmosphere, or expose them to rain, oils, or corrosive fluids.
• KNOW THE LOCATION OF POWER DISCONNECTS AND EMERGENCY STOP
BUTTONS PRIOR TO OPERATING THIS EQUIPMENT.
• KEEP ALL ELECTRICAL PANELS CLOSED DURING OPERATION. High voltage
present inside enclosure panels can result in personal injury. Do NOT bypass or defeat
electrical safety devices. Turn the power actuator to the OFF position prior to any servicing
or maintenance of the controller.
• Observe all government and/or company power lockout standards.
• NEVER OPERATE SOLENOID VALVES, LIMIT SWITCHES OR RELAYS
MANUALLY as this practice can create dangerous, unexpected machine movements.
• SECURE THE TOOL. Tools that develop torque can produce hazardous torque reactions.
Always be sure that the tool is properly fixtured to absorb reaction as a fastener is tightened.
Never operate a tool capable of high torque without proper fixturing.
• SECURE WORK. Avoid situations where the part being fastened breaks loose and can cause
damage.
• NEVER TOUCH OR ATTEMPT TO STOP MOVING MACHINERY OR PARTS WITH
YOUR HANDS, OTHER PARTS OF YOUR BODY, OR MAKESHIFT DEVICES.

xxxxxxxxxx CS2700/4700 Controllers Technical Reference_________________________________________
• DO NOT OPERATE THE TOOL WHILE UNDER THE INFLUENCE OF
ALCOHOL, DRUGS OR MEDICATION THAT CAN IMPAIR YOUR
JUDGMENT.
• REPORT ALL UNSAFE WORKING CONDITIONS OR PRACTICES TO YOUR
SUPERVISOR AND / OR SAFETY DEPARTMENT FOR CORRECTION.
• WEAR APPROVED SAFETY GLASSES AT ALL TIMES.
• DO NOT WEAR JEWELRY, especially bracelets and rings, while operating the
fastening tools. Keep hands and fingers away from all rotating parts and avoid
situations where clothing can become tangled in the tool. Secure loose fitting
clothing, neckties, and long hair. Wear medical alert identification cautiously.
• DO NOT OVERREACH. Keep proper footing and balance at all times.
• KEEP YOUR WORK AREA CLEAN. Do not work on or near slippery floors or
surfaces. Avoid situations where the tool reacts against unexpected obstacles. Do not
operate electrical equipment while standing on a wet floor.
• MAINTAIN TOOLS IN TOP CONDITION. Keep tools properly lubricated and
clean. If any wires become frayed or exposed, replace them immediately. Prevent
dirt, grease or contaminants from getting into the tool.
• REDUCE THE RISK OF UNINTENTIONAL STARTING. Be careful how the tool
is left unattended. Avoid resting it on its throttle lever to prevent false starts.
• CONTROL THE DIRECTION OF ROTATION. The reaction torque changes
direction when going from forward to reverse. Always be aware in which direction
the tool will rotate prior to using it. If the tool is not fixtured this will allow you to
brace for the proper direction of torque reaction.
• CHECK DAMAGED PARTS. Before further use of a tool, any part of the tool that
is damaged should be carefully checked to ensure that it will operate properly and
perform its intended function. Check for alignment of moving parts, breakage of
parts, mounting, and any other conditions that may affect its operation. Never
operate a tool that has damaged or exposed wires. Never operate a tool that has any
part of the powertrain, other than the output spindle, exposed.
Electrical Safety
Only qualified and properly trained personnel should perform electrical/electronic
troubleshooting and repair. Consider the following electrical system safety
guidelines:
• Before you troubleshoot or service a fastening system station, be sure you have an
up-to-date and appropriate set of electrical drawings for that station.
• Remove metal items, such as rings, metal necklaces, wristwatches and jewelry, as
these can create electrical hazards. Wear medical alert identification cautiously.
• Wear safety glasses, but avoid wearing those that have metal rims or metal side
shields.
• It may be necessary to troubleshoot equipment while the power is ON. ONLY
qualified, trained personnel should do this. During these instances, open only the
____________________________________________________________________________________________
Page 2 39-30-43083

_____________________________________________________
panels, doors, or covers, which need to be opened. Know the voltage present at all
points before you begin troubleshooting.
• Use properly insulated tools when working on electrical equipment to reduce the
possibility of shock. Make sure the insulation is adequate to safeguard against the
high voltages present.
• If you must work on the electrical system, be sure the main disconnect switch on the
power panel is in the OFF position and locked out with locks from each trade
involved in the repair.
• Do not attempt to modify or repair the machine without the approval of the proper
authorities.
• Uses approved fuse pullers when changing fuses.
• Never use jumper wires or fuse substitutes to replace specified fuses.
• Always use fuses of a capacity smaller than or equal to the safe capacity of the line
or the equipment it serves.
• Before you work on any circuit, check it with an appropriate testing device to be
sure voltage is not present.
• Install temporary wiring as safely as possible and replace it with permanent wiring
as soon as possible. Install grounding wherever it is needed in the final installation.
If modifications are made to the system wiring, drawings must be revised to
illustrate this change.
CS4100/2100 Controllers Technical Reference
• Know how to deal with electrical fires properly. Keep carbon dioxide and powder
extinguishers handy.
Earth Connection
Make sure that the controller is properly grounded via a protective conductor. The tool is connected to
earth by means off a ground wire internal to the cable via the controller. This protects the operator
from any electric shock.
Differential circuit breaker
The controller is fitted with a differential circuit breaker for user protection. This device detects any
insulation defect in the cable or in the tool. The tool will stop when a leakage current is 30 mA or
more; is detected by the device. The device will protect the operator from any electric shock and
protects the servo drive from deterioration of the power stages. The device can be reset manual by
resetting the trip switch to the “ON” position. See Exterior Component Section for location.
Software Features
Their are several feature build into the software to protect the operator from being injured because of
joint, servo and tool problems; Lock rotor, high limit torque shutoff, high limit angle shutdown,
temperature shutdown, tool communication failures, 120 % of the tools capacity. Any of these failures
will be displayed on the tool control module.
Locked rotor – Power being supplied to tools motor but no rotation on the output spindle
Temperature shutdown – Motor temp sensor open because of excessive heat build in motor
High Limit Shutdown – Tool shutdown because high limit torque was exceeded
High Angle Limit Shutdown – Tool shutdown because high limit angle was exceeded
Tool Communication – Cable bad, Intelligence tool interface printed circuit board failed
____________________________________________________________________________________________
September 2005 Page 3

xxxxxxxxxx CS2700/4700 Controllers Technical Reference_________________________________________
Preface
The CS4700/2700 controllers are functionally equivalent to the CS4100/2100. In fact, most of the
internal electronics and software is identical. The CS4700/2700 packaging has been improved to be
smaller and lighter.
The CS4700/2700 Controller manufactured by CP techmotive tool is a component of one of the most
powerful DC electric nutrunner fastening control systems available. The system uses 100% digital
technology from the tool to ensure accurate and reliable fastening and data acquisition.
Microprocessors in both the fastening tool and the controller’s tool control module (TCM) enable the
system to perform to levels of accuracy while providing easy set-up and operation previously
unattainable. With Intelligent tool technology you no longer need to enter tool identification,
calibration, angle counts, speed and other information. You simply plug in the tool, power on the
system, program the desired tightening specifications and begin production.
A complete nutrunner fastening control system is made up of one of the following:
* A CS4700 Controller with a CP techmotive tool 56, 66 or 116 Series nutrunner, 27 A tool control
module (TCM) and cable
* A CS4746 Controller with a 46 Series nutrunner, 8 A TCM and cable
* A CS2700 Controller with a SD25 electric screwdriver, 6 A TCM and cable
The CP techmotive tool Visual Supervisor software program is used for system setup, fastening, data
collection, and diagnostics although basic programming can be done by a local keypad and display on
some models.
Who Should Use This Manual
This manual is written for the engineers, technicians and users who will set-up and/or operate the
CS4700/4746/2700 Controller with their respective nutrunner or screwdriver models listed above.
How to Use This Manual
This manual provides installation, maintenance and technical information about the CS4700/2700
Controllers.
This Preface provides conventions and abbreviations used throughout this manual.
It is recommended that you read this manual entirely before you use a CS47XX/2700 Controller.
This manual may have some illustrations and text that applies to the latest firmware:
CCM 1.13
DCM 6.16
VS 3.33
____________________________________________________________________________________________
Page 4 39-30-43083
_____________________________________________________
Conventions
The following conventions are used throughout CP techmotive tool manuals for the safety of
personnel, equipment, software, and data. (Not all of these conventions are used in every manual or
guide.) The conventions include warnings, cautions and notes, as follows:
CS4100/2100 Controllers Technical Reference
WARNING!
!
CAUTION! There may be damage to equipment, and loss of software
NOTE:
?
Abbreviations
Some of the most common abbreviations used throughout this manual include the following:
AIM Anybus Interface Module (a PC board) used whenever a Field-bus option is added
API application program interface (Usually a PC based program generic interface)
CCM Communications control module (a PC board) used to add Ethernet and other options
E2PROM electrically-erasable programmable read-only memory (holds the program on the DCM,
CCM, TDM and AIM)
I/O input/output
IEEE Institute of Electrical and Electronic Engineers
EPR error-proofing ready
IP internet protocol
LED light emitting diode
PLC programmable logic controller
TCM tool control module (the central box which contains tool controller CPU & Servo)
TCP/IP transmission control protocol/internet protocol
TDM techmotive display module (a PC board)
SDLC synchronous data link control (CP techmotive tool’s RS-485 protocol)
V volts
VS Visual Supervisor - the setup, fastening, data collection, and diagnostics software
program developed by CP techmotive tool
It can be dangerous to personnel and/or machine systems,
if operating instructions are not followed. The information
appears in a box in italicized boldface type.
and data, if operating instructions are not followed. The
information is indented and in italicized boldface type.
Information that adds to your knowledge of the equipment
and/or software. The information is indented and italicized.
____________________________________________________________________________________________
September 2005 Page 5

xxxxxxxxxx CS2700/4700 Controllers Technical Reference_________________________________________
Table of Contents
Product Dimensions, Weights and Power requirements .............................. 7
Product Compatibility Information ................................................................. 8
CS4700 Part Number Codes ............................................................................ 9
CS4700 General Information.......................................................................... 10
Location of Major Components .................................................................... 13
Keypad & Display operation .......................................................................... 14
Console/Diagnostic Port ............................................................................... 17
Printer/Barcode Port ...................................................................................... 18
Communications Methods (Ethernet/SDLC/RS232) ..................................... 20
Fieldbus .......................................................................................................... 23
Default mapping
Std (Standard mapping)
GM8/GM4
Bcin (Barcode special)
SEQ (Sequences special)
Determining INPUT sources .......................................................................... 29
DeviceNet ........................................................................................................ 31
Profibus .......................................................................................................... 33
Ethernet/IP & Modbus-TCP ............................................................................ 37
Optional CCM PC boards and Layouts ......................................................... 40
CCM+
AIM
TDM
Special Applications ...................................................................................... 44
PFCS
GM
FORD
Screwdriver and Specialty tool applications
General TROUBLESHOOTING ....................................................................... 53
CS4700 Data flow block diagram (Focus on Barcodes) .............................. 54
____________________________________________________________________________________________
Page 6 39-30-43083
_____________________________________________________
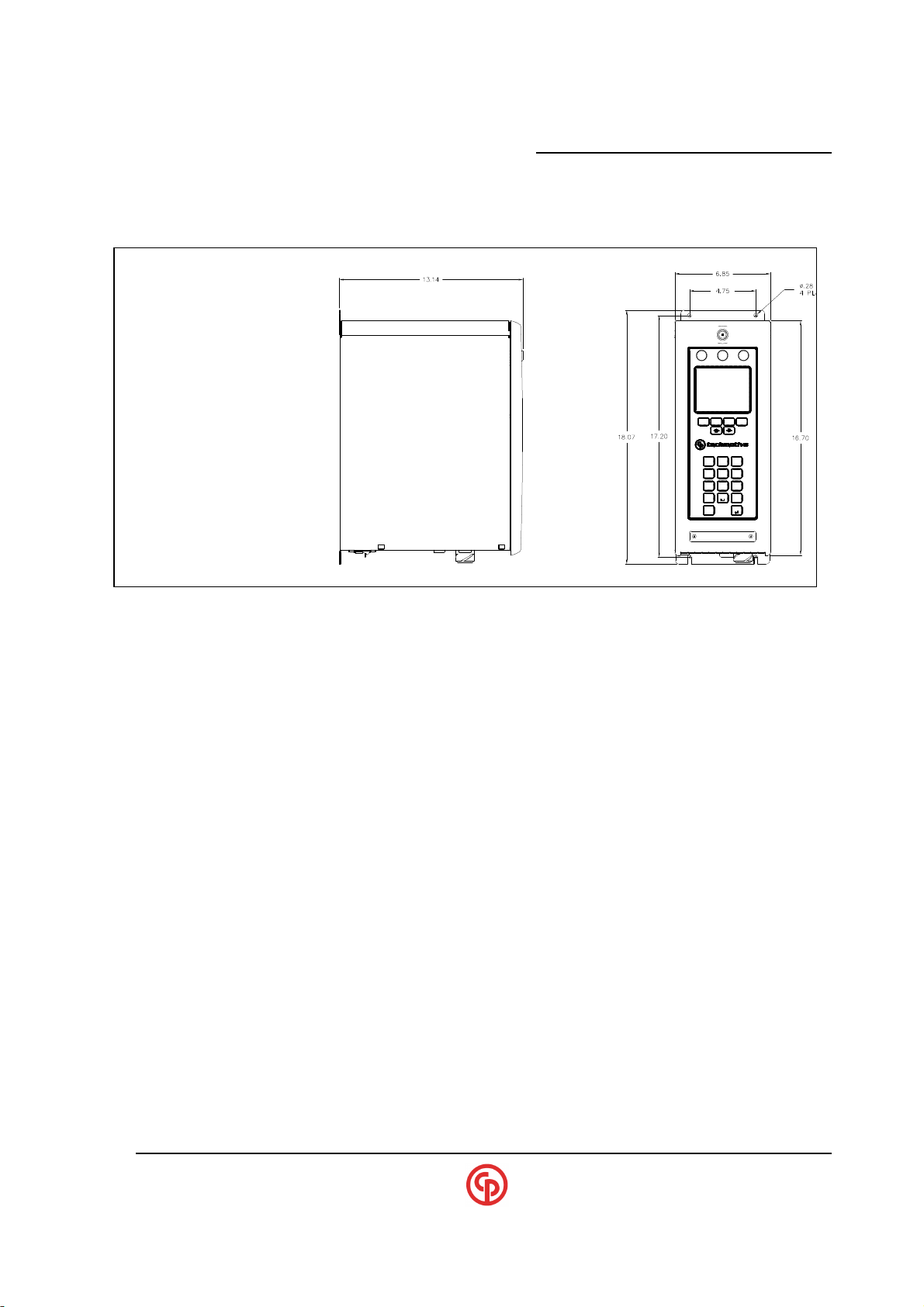
Product Dimensions and Weight
CS4100/2100 Controllers Technical Reference
F1 F2 F4F3
4
PQRS7TUV
.
CLR
ABC
21
809
3
DEF
MNO6JKL5GHI
WXYZ
+/-
ENTER
DIMENSIONS in INCHES
Weight:
Approximate Weight = 30 LBS. (Weight will vary slightly depending on configuration)
Input Voltage Requirements:
CS2700 (115v) - 115vac +15%,-10%; 50/60 Hz (.5 to .75 kva recommended)
CS2700 (230v) - 230vac +15%,-10%; 50/60 Hz (.5 to .75 kva recommended)
CS4746 - 230vac +15%, -10%; 50/60 HZ (.75 to 1 kva recommended)
CS4700 - 230vac +15%, -10%; 50/60 HZ (.75 to 1 kva recommended)
CS4746 - 115vac or 230vac +15%, -10%; 50/60 HZ (.75 to 1 kva recommended)
CS4700 - 115vac or 230vac +15%, -10%; 50/60 HZ (.75 to 1 kva recommended)
Note: Voltage levels can effect the maximum speed capability. The supply (kva) can
effect the ability of the tool to achieve rated torque especially on soft joints.
(If supplied with 230v only TCM’s)
(If supplied with 115/230v Dual voltage TCM’s)
____________________________________________________________________________________________
September 2005 Page 7
xxxxxxxxxx CS2700/4700 Controllers Technical Reference_________________________________________
Product Compatibility Information
TCM compatibility
It is generally recommended that 230vac (versus 115vac) be used in most industrial
applications since periodic power loading can result in supply-line drops that could limit torque
capability on soft-joint (demanding) torque applications
The 4700 and 4746 (66 and 46 series tools) can be equipped with TCM’s which are dual
voltage capable (115v or 230vac nominal). Please consult factory if 115v (or dual voltage
capability is required). (See table below)
The TCM models (dual voltage capable) are backward compatible which means they
will work in any current or older controller. Please notice that some CS4700 models require a
revision K or higher TCM to operate properly.
Generally, plugging in an incompatible TCM will not cause any damage but will result
in the following:
1. It will work fine (but it may only run at 230vac)
2. It won’t power-up at all (If TCM older than rev. K and that model required rev. K)
230v (or) 115/230v (Dual voltage capable)
230v (or) 115v (Screwdrivers)
Revision & Part#
CONTROLLER TCM requirements
115v CS2700 (Screwdriver) 49-4100-01C2 All revisions
230v CS2700 (Screwdriver) 49-4100-01C3 Revision K or higher
CS4700 plastic-connector (230v)
(115/230v)
CS4746 plastic-connector (230v)
(115/230v)
CS4700 SMC metal conn. (230v)
(115/230v)
CS4746 SMC metal conn. (230v)
(115/230v)
____________________________________________________________________________________________
Page 8 39-30-43083
49-4100-03C5 All revisions (But 230v operation only)
49-4100-03C5D Dual Voltage capable
49-4100-01C5L All revisions (But 230v operation only)
49-4100-01C5LD Dual Voltage capable
49-4100-03C5 Rev. K or higher (But 230v operation only)
49-4100-03C5D Dual Voltage capable
49-4100-01C5L Rev. K or higher (But 230v operation only)
49-4100-01C5LD Dual Voltage capable
_____________________________________________________
CS4100/2100 Controllers Technical Reference
Product Part Number Codes
Product part# C4700 A 0 1 K 2 1 6 054
00 – 66/56 Series
46 – 46 Series
Notes: ** - The 4700 & 4746 models are capable of DUAL voltage (115/230v) if supplied with Dual-voltage
capable TCM’s.
2 – Screwdriver
4 – 46/56/66
(or SD25 Screwdriver)
Pset Select Switch
P – Present
0 – Not Present
K – Keypad
V – VS req’d
1 – 115V
(C2100 only)
2 – 230V **
Codes for special options
(See Below)
2 – Standard Screwdriver conn.
6 – Plastic tool connector
7 – Metal (SMC) tool connector
Special SUFFIX Codes
ASSIGNMENTS: (Subject to change)
1-PFCS (Ethernet) 6-Interbus-S
2-Reserved 7-Modbus-Plus
3-Reserved 8-Profibus-DP/DPV1
4-DeviceNet 9-Reserved
5-Ethernet (10 Base-T) A-Ethernet-IP /Modbus TCP
B- PFCS (RS232 Terminal Server)
Other Letters: Future use
NOTE:
?
When Ethernet is present, DaimlerChrysler PFCS Ethernet is
always available. Likewise GM and Ford interfaces are
available on Ethernet-capable units.
____________________________________________________________________________________________
September 2005 Page 9

xxxxxxxxxx CS2700/4700 Controllers Technical Reference_________________________________________
these input sources.
CS4700 General Information
Units with Keypad/Display
If the controller has a Keypad/Display, you may simply connect the tool, go into the Menu and select
Defaults (pick TOOL I/O). This provides a quick way to get up and running immediately. On these
units, you may prefer to use the Visual Supervisor (VS) program initially for even easier setup
especially if the process is complex.
NOTE:
?
When setting up these defaults it is also possible to select the
source of the TOOL commands (fieldbus or the tool switches)
and the source of the parameter selections (fieldbus, physical
I/O or the keypad menu). If you require I/O mapping that is not
among the default selections, VS will be required to customize
Use +/- key on RUN screen to adjust contrast
Use Decimal-pt. on RUN screen to REVERSE blue/white
Units without Keypad/Display
Controllers without the Keypad/Display must be configured using the VS software. If the unit is
Ethernet capable, some of the configuration (like setting up IP addresses, etc.) must be done via the
RS-232 console port. The default selections can also be done via the RS-232 console if necessary.
VS should be used to fine-tune selections/parameters.
Units with Ethernet/Fieldbus Capability
Many models are supplied with Ethernet capability. This Ethernet link can go to CP techmotive tool’s
VS-embedded system software or to an API interface or to a number of selectable custom software
interfaces for Ford, GM and DaimlerChrysler. The controller can also be upgraded with one of a
number of standard fieldbus interfaces. These will enable interfacing to PLCs via a standard bus to
provide data and I/O exchange.
All Units with CCM’s
A Communications Control Module (CCM) is added whenever Ethernet, a keypad/display or a
fieldbus is required. Whenever the CS4700 has a CCM, you may need to connect to the CCM via the
DIAGNOSTICS RS-232 port on the bottom panel of the controller. By running HyperterminalCONSOLE (at 9,600 baud), a text-based dialog will allow you to set the TCP/IP address and other
parameters as well as to perform extended diagnostics. Examples of this dialog are found later in this
document. Remember: when making critical changes be sure to initiate the “COMMIT” command to
store all of the requested changes permanently into E2PROM. Note that newer revisions of software
permit editing of various Ethernet parameters via the keypad/display.
____________________________________________________________________________________________
Page 10 39-30-43083
_____________________________________________________
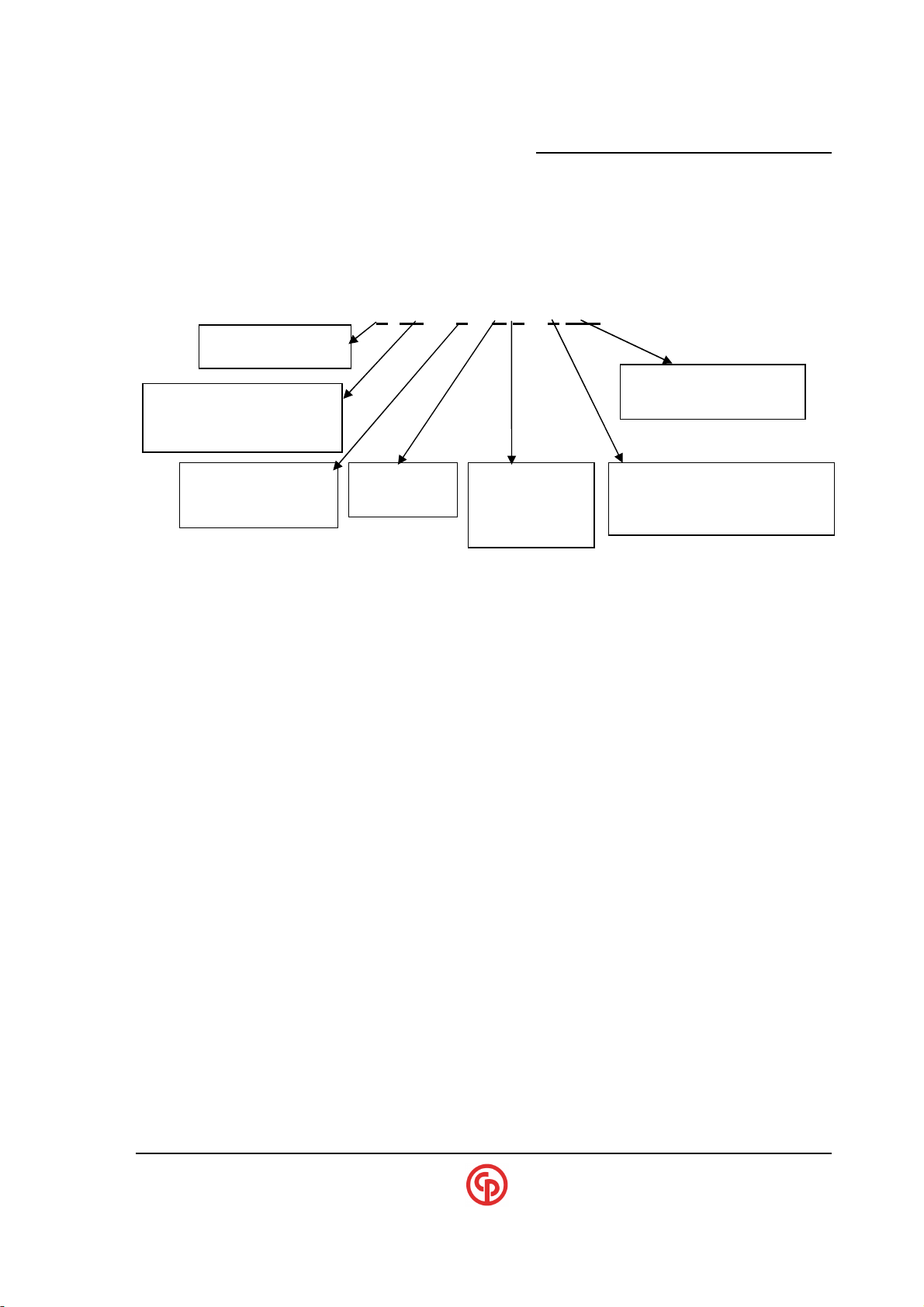
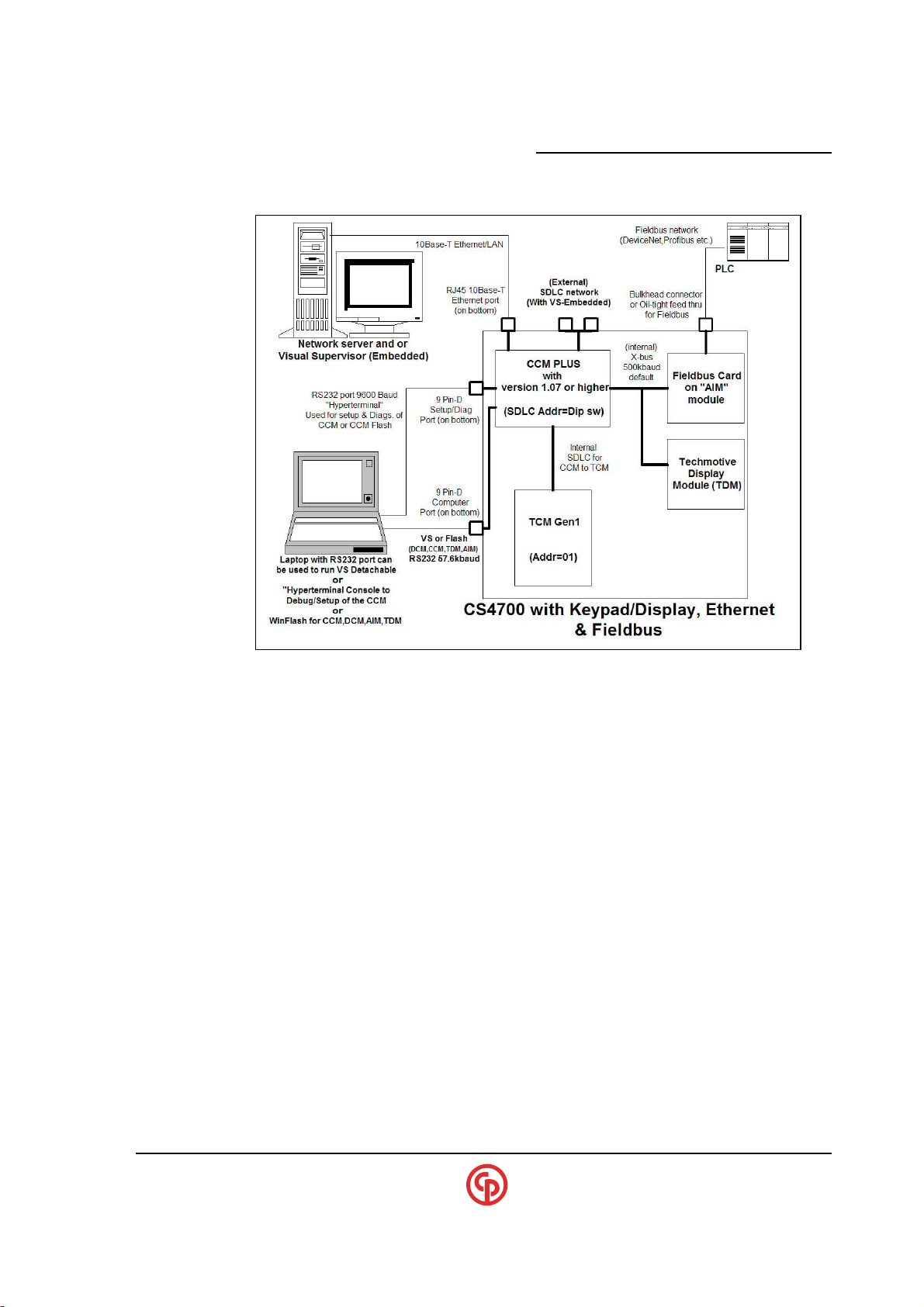
CCM+ Based Block Diagram
CS4100/2100 Controllers Technical Reference
FIELD Upgrade Considerations
CS4700/4746/2700 Controllers are considered BASIC models if they have only a TCM. Adding a
CCM makes the unit “Ethernet capable.” With the CCM in place, it is possible to add the Fieldbus
capability and/or the Keypad/Display option. Keep in mind that E2PROMs exist on the TCM, CCM,
Anybus Interface Module (AIM) and techmotive device module (TDM), which may be updated
periodically. Beginning with CCM version 1.07 and with “WinFlash 1.12 or higher, it is possible to
flash upgrade the TDM, AIM or even the TCM via the CCM Flash port connection.
____________________________________________________________________________________________
September 2005 Page 11
xxxxxxxxxx CS2700/4700 Controllers Technical Reference_________________________________________
Units with CCM+ (Ethernet capable)
All Flash updates can be done simply from the CS4700 Controller RS-232 computer port without
going inside the box or moving any cables (as required of the original CCM units).
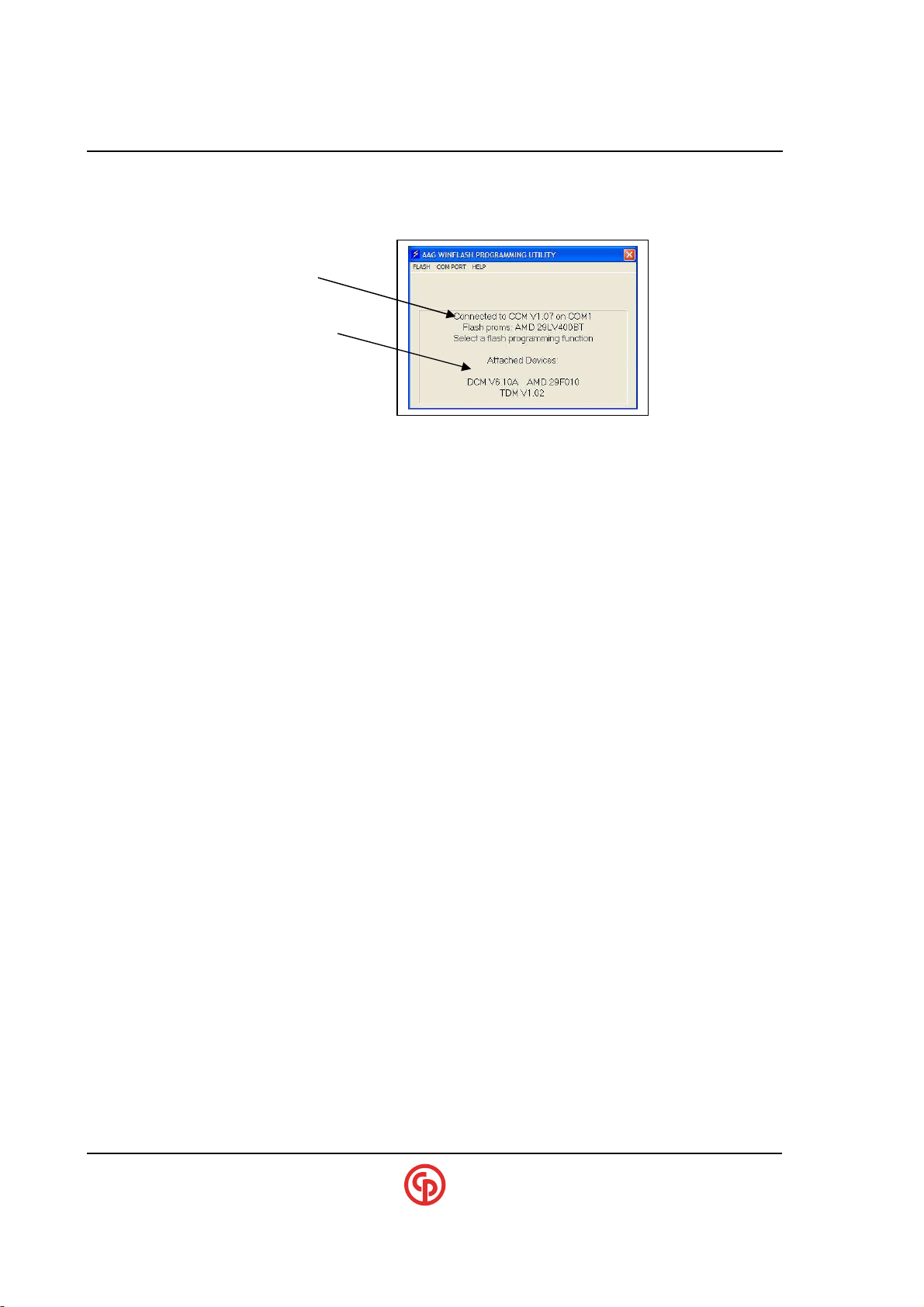
CP Techmotive Winflash
Utility - the primary
connection to the CCM
Downstream devices
and software revisions
NOTE:
?
WinFlash is CP techmotive tool’s software update utility
applicable to the CCM, CCM+, or direct TCM connection.
Save/Restore with VS3.33 & CCM1.11 (or higher rev.)
setup. Previous versions of software would not save the settings associated with the CCM and
Fieldbus entities. Within VS files such as .vsc and .dev can save the CS4700 configuration and
restore it. These files contain this additional information as extended data. If trying to restore a
CS4700 from a file and it didn’t have the hardware for this extended data, the CCM will still
restore but it will just throw away the extended setup data that it cannot use.
Upgrading to VS3.33 and CCM1.11 provides the ability to save and restore the complete CS4700
____________________________________________________________________________________________
Page 12 39-30-43083

_____________________________________________________
CS4100/2100 Controllers Technical Reference
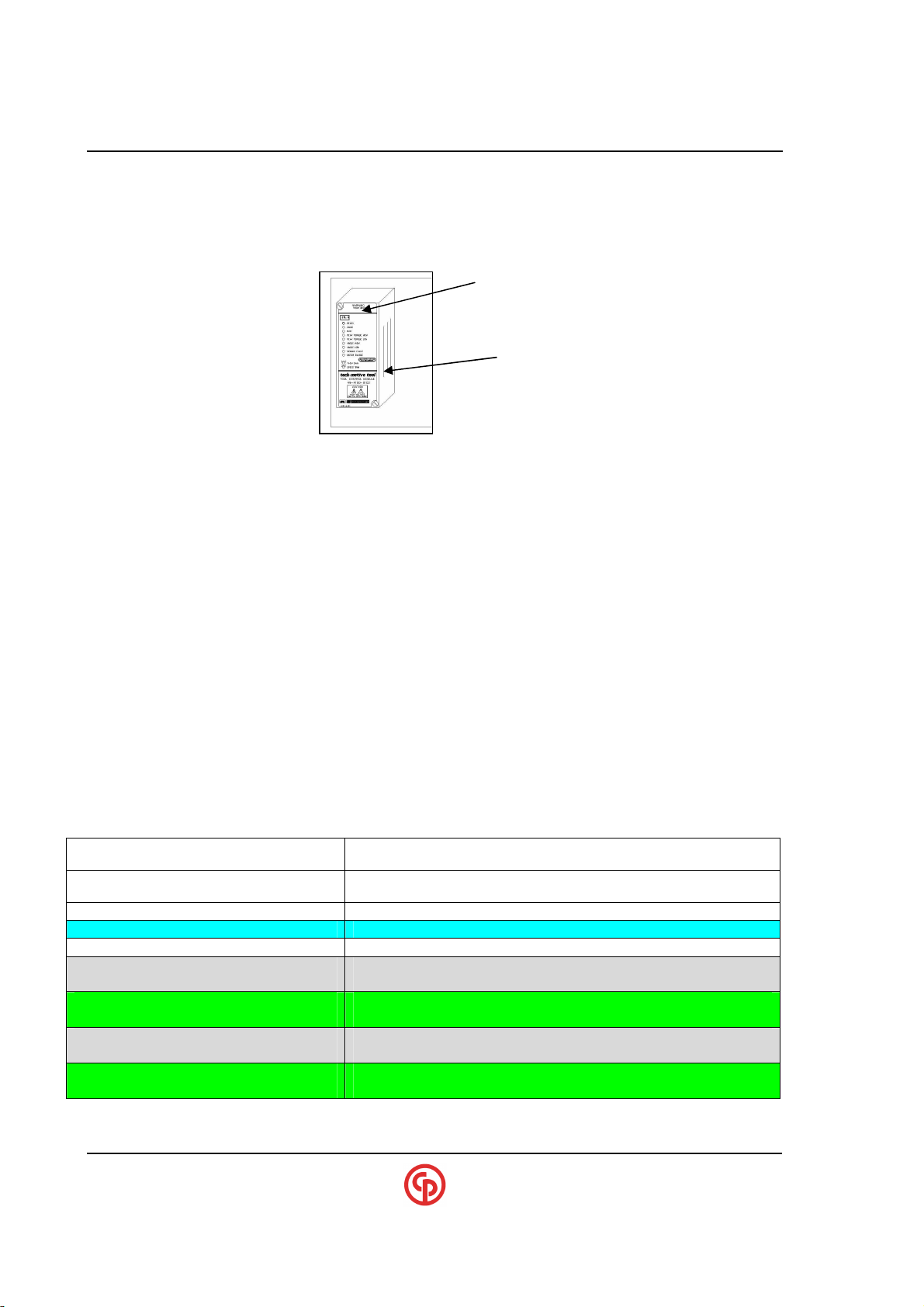
Location of Major Components
CS2700 with Door open
TCM Internal Frame of CS2700
AIM
(Fieldbus Module)
CCM
(Communications
TDM Module )
(Display Module)
Internal ITI board Bottom Connector bd Backplane
(CS2700 only)
24vdc power supplies
Digital I/O power
CCM & add-on option power
Line Filter
GFCI Circuit Breaker / On-Off switch
____________________________________________________________________________________________
September 2005 Page 13
xxxxxxxxxx CS2700/4700 Controllers Technical Reference_________________________________________
Keypad/Display Operation
Entering SETPOINTS Via the Keypad
The detachable version of VS (VS loaded onto a laptop PC that is connected to the controller) can be
used as an enhanced local programming facility, as not all setpoint functions are available via the
keypad. Connecting detachable VS will ‘disable’ the ability to change setpoints via the controller
keypad until the computer running detachable VS is disconnected.
VS Embedded Connections
Embedded VS (available when a controller has a built-in industrial computer and monitor) can be
used via the Ethernet port or SDLC (RS-485 port).
NOTE:
?
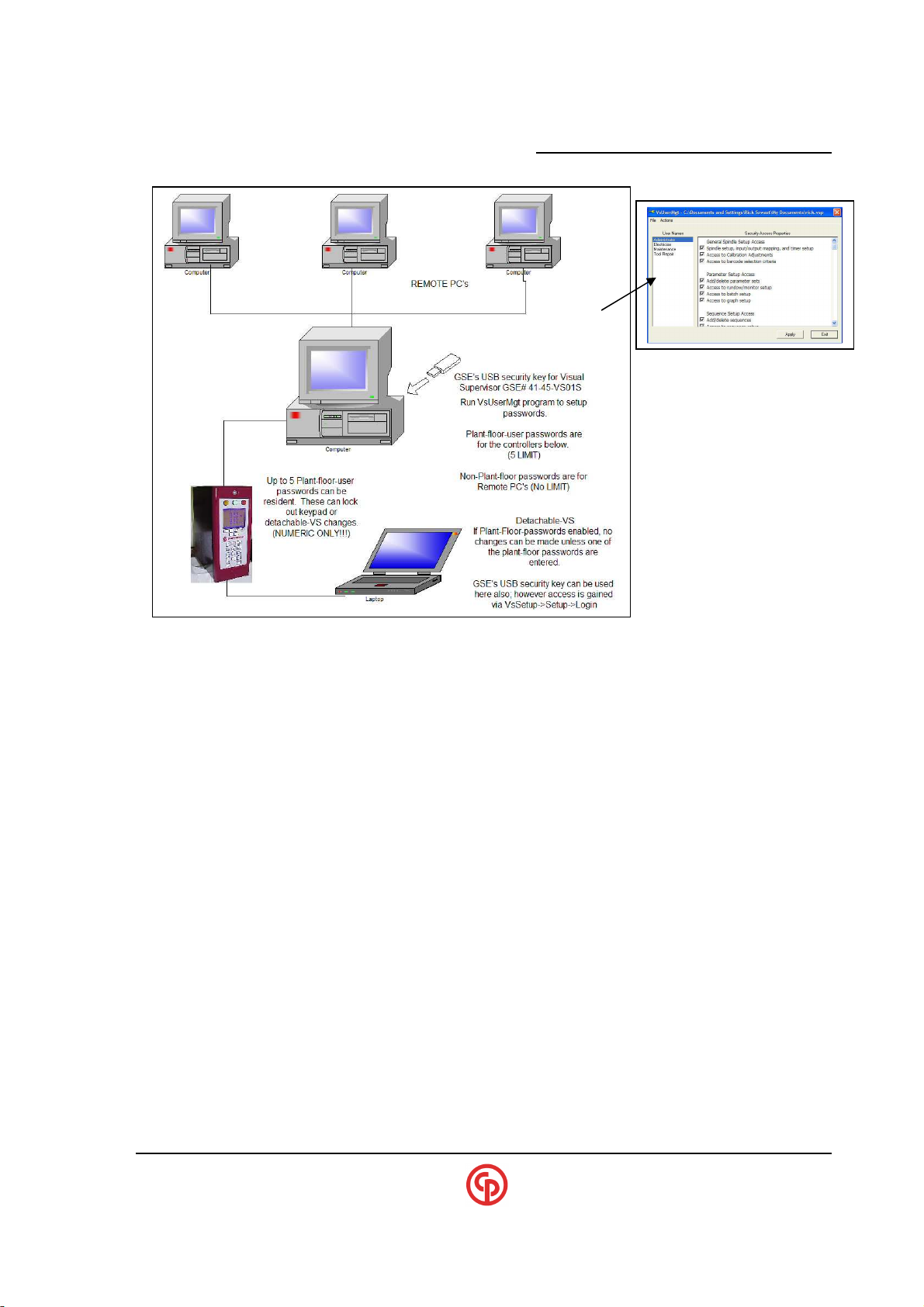
SECURITY: Visual Supervisor and the Keypad
The CS4700 with Keypad/Display can be set up with passwords and multiple access levels. Security
is set up using the VS program VsUserMgt (VS3.28 or higher is required). VS allows an almost
infinite number of users with individual levels of security to use the system. However, only five
special passwords can be sent to the controller for security at the keypad and VS-Detachable level.
These special passwords are called “Plant Floor Security Passwords, and they must be numeric. You
must use the VsUserMgt utility and a USB key to set these up.
If the unit is Ethernet-capable, SDLC (RS-485) is available only
on CCM+ based units. Changes made by the controller keypad
or detachable VS will be immediately reflected on the
embedded VS screen. The VS Embedded PC can also be used
to change the settings. In these environments, it may be
desirable to implement security (refer to the next paragraph).
NOTE:
?
____________________________________________________________________________________________
Page 14 39-30-43083
The “embedded” version of VS will load the Plant Floor Security
passwords into the CS4700 Controller when VsMain starts.
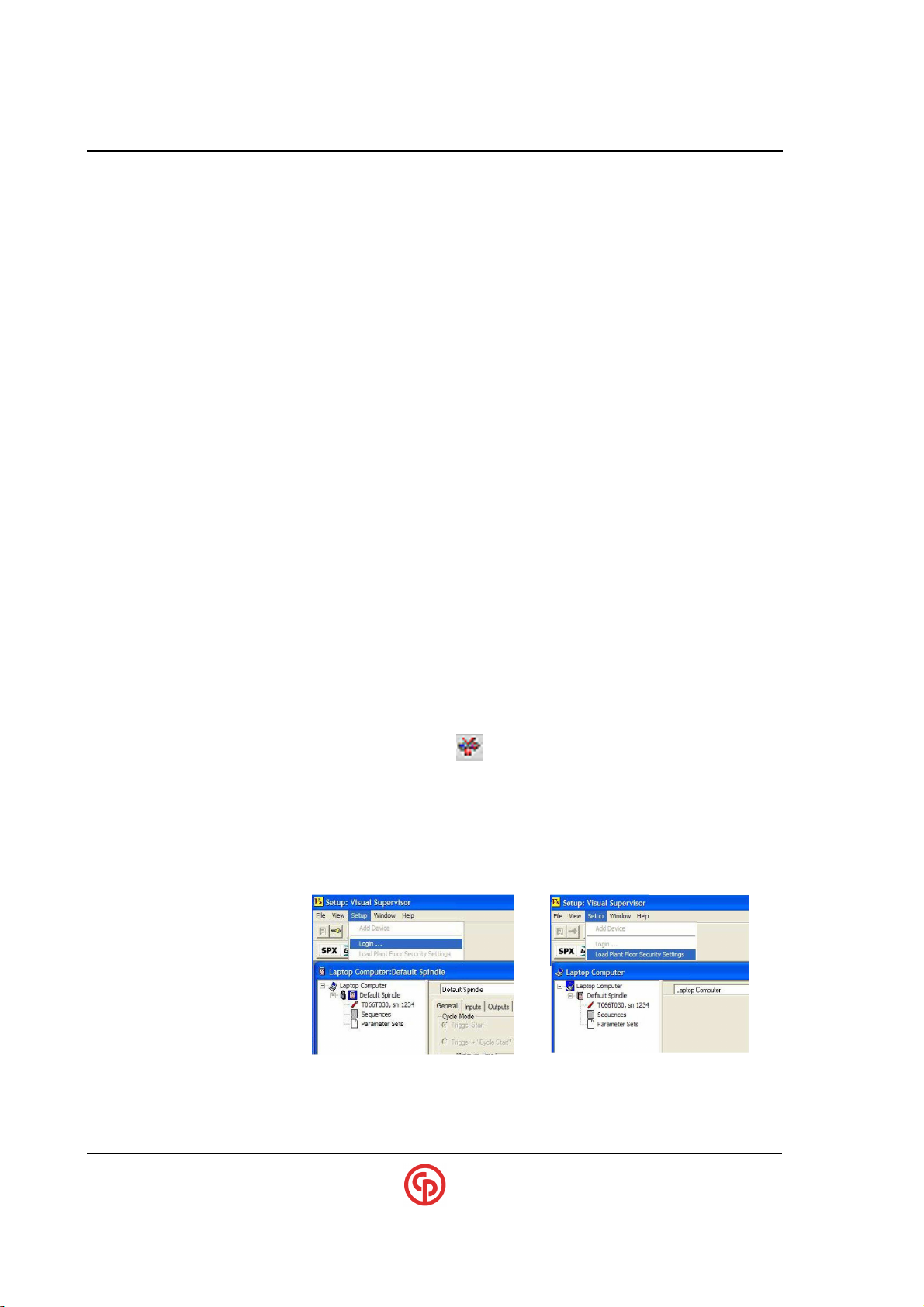
Make sure the VS Icon is removed from the tool tray and restart VsStart to have the Plant Floor Security settings transferred.
The “detachable” version of VS can also load the CS4700 with the
passwords, but the mechanism is different. You must enter into
VsSetup and click “setup,” and then select “Load Plant Floor
SecuritySettngs.” The lock icon indicates that the Plant Floor
Security Password is resident in the controller.
_____________________________________________________
CS4100/2100 Controllers Technical Reference
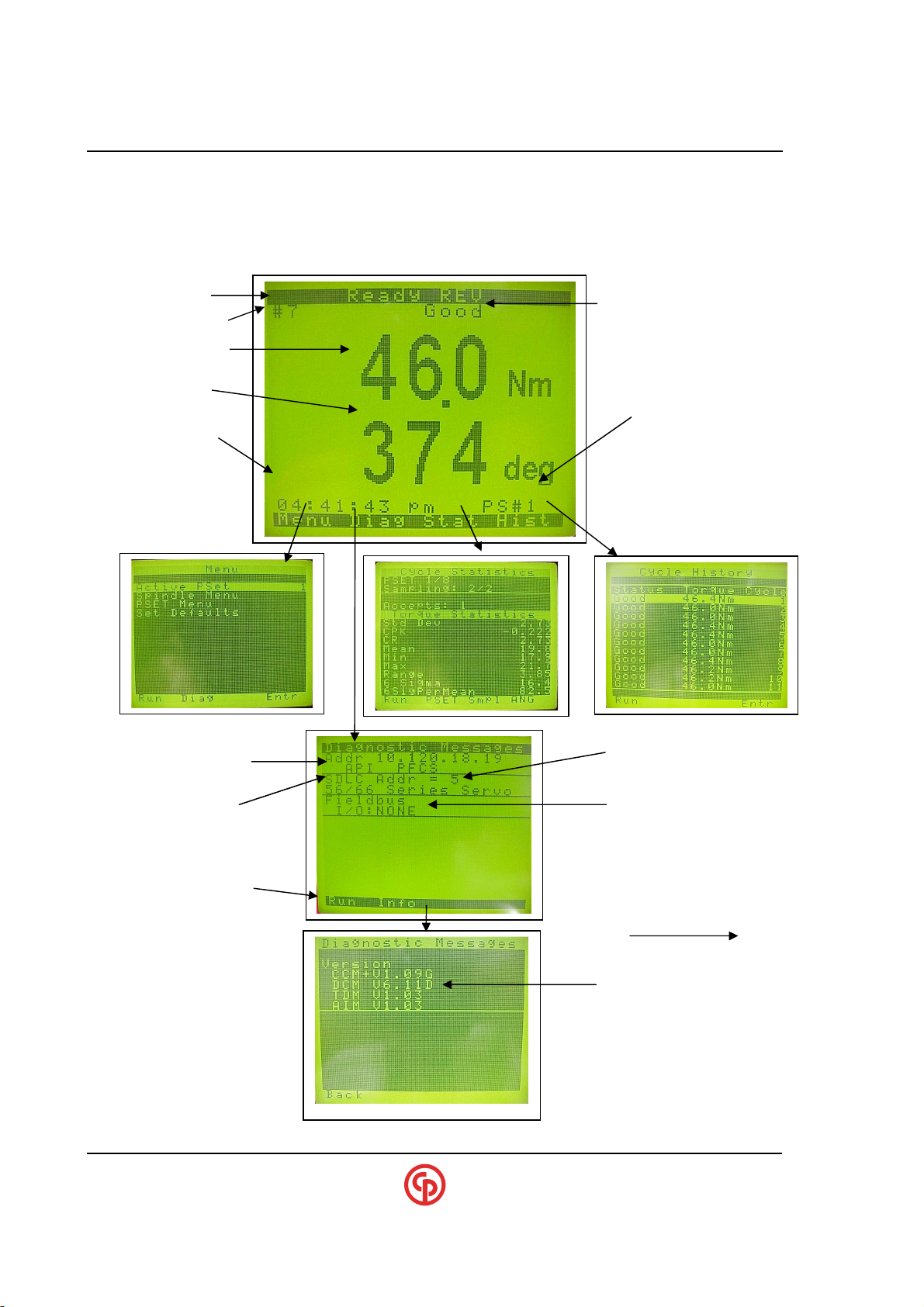
LIMITATIONS of the Keypad
The optional Keypad/Display provides continuous information about torque, angle, parameter sets
(psets) and cycle counts. It also allows you to select psets and change many setpoints from the
keypad. Special programming configurations and many of the less frequently used parameters are not
available via the keypad, so if these must be changed then VS must be connected to the controller.
Additionally, some very application-specific functions (and TCP/IP setup) must be done via Hyperterminal on the RS-232 setup/diagnostics port.
STATISTICS – Available on Controller with Keypad/Display
A statistics function has been provided to show torque and angle statistics based on a selected sample
size. The top of the screen shows the active parameter set and the number of samples that have been
collected in the current sample “data group.” The rest of the screen shows the statistics from the
previously completed data group.
HISTORY – Available on Controller with Keypad/Display
In the history mode, the user can view the results of the last 10 cycles. Note that the TCM maintains a
much larger history buffer which can be extracted via Visual Supervisor software. Also note that the
size of the TCM history depends on the History mode setting.
____________________________________________________________________________________________
September 2005 Page 15
xxxxxxxxxx CS2700/4700 Controllers Technical Reference_________________________________________
Last Cycle
Final Angle
CS4700 TCP/IP address
tech-motive
Display
Applicable Ethernet
VS is set up to talk via
Fieldbus and
All software resident
Keypad Display Characteristics
If a setpoint falls outside of the tool’s capability or internally contradicts the operation of the tool, the
setpoint change will be rejected. You may still need to connect the VS program to address some setup
issues.
Current Status
Last Cycle Count#
Peak/Final Torque
(if applicable)
Time of Last Cycle
Connection programs
armed (shows API, PFCS.
VS and others possible)
Module & S/W Verson
Last Cycle Declaration
Parameter Set #
RS-485 (address #5
miscellaneous information
within the
CS4700/4746/2700
Controller
____________________________________________________________________________________________
Page 16 39-30-43083
 Loading...
Loading...