

Chesterton 1400R, 1400 Installation Instructions Manual

1. Unpack stuffing box using standard methods. Insure that the stuffing box
is completely free from used packing and any additional solids or
corrosion left from the process.
2. Inspect pump sleeve to insure that it is in good condition (Sleeve
conditions have a direct impact on the service life of packings in pumps).
If the sleeve requires replacement; replace with an OEM sleeve or
equivalent following the OEM’s sleeve replacement procedures.
3. Clean packing gland and gland follower to insure free insertion into the
pump stuffing box.
4. Measure shaft sleeve, locate a packing mandrel - an old packing sleeve or
a piece of wood, of the same diameter as the current packing sleeve.
5. Measure gland nose or stuffing box bore.
6. Determine packing cross section by subtracting the sleeve diameter from
the stuffing box bore and then dividing the result by two.
7. Wrap the packing around the mandrel and mark one ring. If desired, wrap
packing with transparent tape before cutting so the ends will not unravel.
8. Remove from mandrel and skive or bias cut the packing.
9. Using this first ring of packing cut all additional rings required for the
equipment. After cutting the rings, check their fit on the mandrel before
proceeding to the equipment.
10. Install each packing ring by inserting it into the stuffing box, then push it
as far as it will go into the stuffing box using the packing gland. Next use
a tamping tool to firmly seat the ring in the bottom of the stuffing box.
11. Repeat step 10 as many times as is necessary to fill the stuffing box
staggering all ring joints 90°.
12. Install packing gland and follower and tighten gland bolts to a “snug” load.
13. Back off on gland load and loosen gland bolts until gland moves freely.
14. Finger tighten bolts until gland is snug against packing.
15. Utilizing a feeler gage, make certain that the gland is not touching
the shaft (as this will generate excessive heat and can cause severe
equipment wear and damage).
If your pump is pumping a fluid that is less than 200°F and is turning less
than 3000 FPM you can start the pump now. If your pump is pumping a
hot fluid and is operating in parameters higher than mentioned above,
DO NOT START PUMP AT THIS TIME. MOVE ON TO STEP 16!
16. In hot services the pump must be preheated prior to start-up.
Follow pump manufacturer’s warm-up instructions. In most high speed
boiler feed pump applications, the OEM will require a warm-up period of
between 15 and 45 minutes based on the size of the pump and the
temperature the fluid being pumped.
17. Once the pump has reached operating temperature, isolate the pump,
and VENT PUMP CASING.
18. Repeat step 13 through15.
Note:
• During break-in the packing may smoke or steam slightly.
The packing gland may also get hotter than you are normally used to.
This condition will usually settle out in the first 4 hours of operation.
• Prior to starting the pump, make certain that the gland nose is inserted
into the stuffing box a minimum of1/8".
• Normal leakage with this packing style is between 1 and 5 drips per minute
per inch of shaft. It has however been known to operate with no visible
signs of leakage on many applications.
Precaution: Installer must follow all plant procedures and safety
practices of the equipment manufacturer into which this product is to be
installed.
1. Make sure that the pressure has been released and that the valve has
cooled to a safe level.
2. Remove all old packing material (follow safe extraction procedures).
3. Before installing packing, inspect the stem and stuffing box wall to make
sure that they are free of wear, scale or corrosion. Carefully clean stem and
stuffing box wall to remove any residual materials that could affect the
packing set. Valve stem must also be free of nicks, scratches and burrs.
Repair or replace as necessary.
4. Use the correct cross section of packing. To determine the correct packing
size, measure the diameter of the shaft inside the stuffing box area, if possible,
to give the I.D. of the ring. Then measure the diameter of the stuffing box
to give the O.D. of the ring. Subtract the I.D. measurement from the O.D.
measurement and divide by 2. The result is the desired cross section.
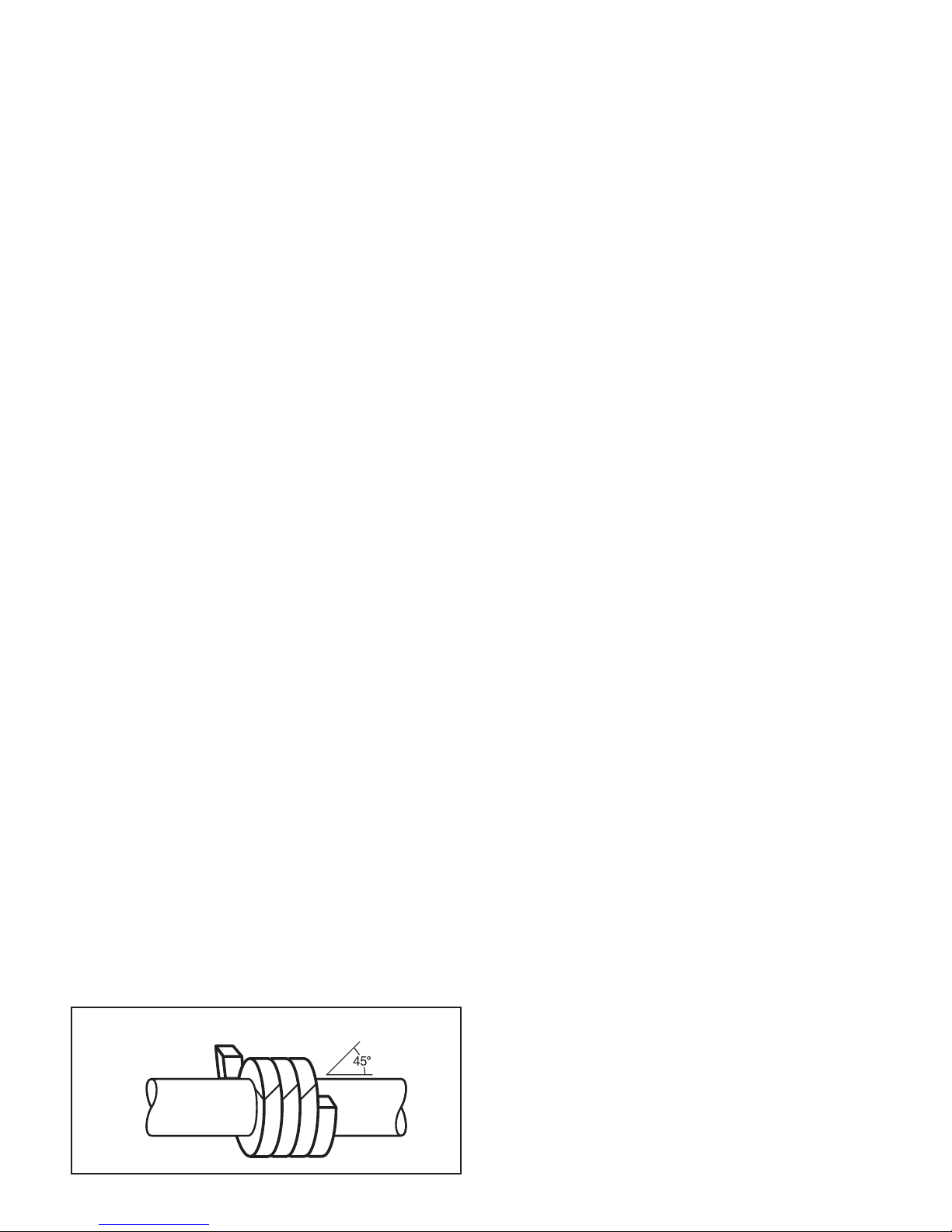
5. Always cut the packing into separate rings. Never wind a coil of packing
into the stuffing box. The most desirable method of cutting rings for valves
and expansion joints is to skive cut (45 degrees). Cut one ring at a time
making sure first ring fits packing space properly. Each ring is cut at a 45°
angle to the axis of the mandrel. See sketch at bottom. If desired, wrap the
ends of the packing with transparent tape so they will not unravel.
6. Install first ring of packing making sure ring is firmly seated (tamped)into
the bottom of the stuffing box, preferably by using Chesterton 176 Tamping
tool. Individually install each subsequent ring in the same manner staggering
the joints 180°.
7. When using 1400 in service pressures over 1200 psi (83 bar), the use of
anti-extrusion rings is recommended. The anti-extrusion rings should be
installed (per their particular instructions) with one ring above and one ring
below the 1400 rings in the stuffing box. 477-1 packing is recommended for
anti-extrusioin ring for low emission service. When using 1400R for pressures
above 3600 psi (250 bar)contact A.W.Chesterton Application Engineering.
8. Install the gland nose so it is resting on the top ring of packing and tighten
the gland nuts finger tight. Using the gland nose as a reference, tighten the
gland nuts until the packing set is initially compressed to approximately
30% of its actual uncompressed height. For example, if a stuffing box has
5 rings of .250" cross section of packing, the uncompressed packing set
height is measured to be 1.250". The gland nose into the stuffing box
approximately .375"(Ex. .3 x 1.250"= .375"). Always make sure the stem is
free to move by cycling the valve during the tightening procedure.
9. If the gland follower (nose)has less than a cross section left on the outside
length of the follower add a sixth ring.
10. Chesterton recommends not more than five to seven rings be used in the
stuffing box. If the stuffing box is designed for more than 7 rings, a
machined carbon bushing is recommended to be used in the bottom of the
stuffing box to accommodate a five ring set.
11. After the valve has been actuated a number of times and the valve has been
put in the closed stroke position readjust the gland nuts one turn or to the
recommended torque which can be supplied upon request by a Chesterton
specialist.
12. Follow normal safety precautions and procedures when returning the valve
to service.
13. It is advisable to check gland adjustment after a few hours of service.
Take up as necessary.
CHESTERTON 1400R/1400 INSTALLATION INSTRUCTIONS
PUMPS
VALVES
SKIVE CUT
(
2 Ring Set
)
INSTALLATION
INSTRUCTIONS
1. Déballez le presse-étoupe en suivant les méthodes normales.
Assurez-vous que le presse-étoupe ne possède aucune tresse usée et
qu’aucun autre solide ni aucune corrosion ne subsistent du processus.
2. Inspectez la chemise de la pompe afin de vous assurer qu’elle est en
bonne condition (la condition des chemises a un impact direct sur la
vie utile des tresses de pompes). Si la chemise doit être remplacée,
remplacez-la par une chemise de première monte ou une chemise
équivalente en observant les procédures de remplacement du fabricant.
3. Nettoyez le chapeau de tresse et le chapeau de presse-étoupe afin
d’assurer l’insertion aisée dans le presse-étoupe de la pompe.
4. Mesurez la chemise d’arbre, trouvez un mandrin de tresse - chemise
de tresse usagée ou morceau de bois de même diamètre que la
chemise de tresse actuelle.
5. Mesurez le rebord du chapeau ou le diamètre interne du presse-étoupe.
6. Déterminez la coupe transversale de la tresse en soustrayant le
diamètre de la chemise du diamètre interne du presse-étoupe puis en
divisant le résultat par deux.
7. Enroulez la tresse autour du mandrin et faites une marque de bague.
Si désiré, enveloppez la tresse d’un ruban transparent avant de la
couper pour que les extrémités ne s’effilent pas.
8. Retirez la tresse du mandrin et coupez-la en biseau ou en biais.
9. En se servant de cette première bague de tresse, coupez toutes les
autres bagues nécessaires à l’équipement. Après avoir coupé les
bagues, vérifiez si elles s’adaptent au mandrin avant de continuer.
10. Installez chaque bague de tresse en l’insérant dans le presse-étoupe,
puis poussez-la aussi loin que possible dans le presse-étoupe à l’aide
du chapeau de tresse. Employez ensuite un outil de bourrage pour
asseoir fermement la bague au fond du presse-étoupe.
11. Répétez l’étape 10 autant de fois qu’il le faut pour remplir le presseétoupe en disposant tous les joints de bagues à 90°.
12. Installez le chapeau de tresse et le chapeau de presse-étoupe et serrez
les boulons du chapeau suivant un couple dynamique “bien vissé.”
13. Relâchez le couple dynamique du chapeau et desserrez les boulons
de ce dernier jusqu’à ce qu’il bouge librement.
14. Serrez les boulons à la main jusqu’à ce que le chapeau soit bien vissé
sur la tresse.
15. À l’aide d’une jauge d’épaisseur, assurez-vous que le chapeau ne
touche pas l’arbre (ce qui générerait une chaleur excessive et pourrait
entraîner une usure et une détérioration sérieuses de l’équipement).
Si la pompe sert à pomper un fluide de moins de 93°C (200°F)et
tourne à moins de 900 m/min (3000 FPM), vous pouvez la démarrer
maintenant. Si elle doit pomper un fluide chaud et fonctionner selon
des paramètres plus élevés que ceux ci-dessus, NEDÉMARREZ PAS
LA POMPE POUR L’INSTANT, PASSEZ À L’ÉTAPE 16!
16. En service à températures élevées, la pompe doit être préchauffée
avant sa mise en route. Suivez les instructions de chauffe du fabricant
pour la pompe. Dans la plupart des applications rapides de pompes
d’alimentation de chaudières, le fabricant impose une période de
chauffe de 15 à 45 minutes en fonction de la taille de la pompe et de
la température à laquelle le fluide est pompé.
17. Lorsque la pompe a atteint sa température de fonctionnement,
isolez-la et VENTILEZ SON BOÎTIER.
18. Répétez les étapes 13 à 15.
Remarque:
• Pendant le rodage, la tresse peut fumer ou provoquer une légère
vapeur. Le chapeau de tresse peut également devenir plus chaud que
la norme à laquelle vous êtes habitué. Cette condition se stabilise
habituellement au cours des 4 premières heures de fonctionnement.
• Avant de démarrer la pompe, assurez-vous que le rebord du chapeau
est inséré dans le presse-étoupe à un minimum de 3 mm (1/8 po.
)
• Ce type de tresse accuse une fuite normale qui se situe entre 1 et 5
gouttes par minute par 25 mm (1 pouce) d’arbre. Il est cependant
reconnu pour fonctionner sans signe visible de fuite dans de nom
breuses applications.
Précaution: L’installateur doit observer toutes les procédures et mesures
de sécurité d’usine du fabricant de l’équipement dans lequel ce
produit doit être installé.
1. Assurez-vous que la pression a été libérée et que la vanne s’est
refroidie à un niveau sans danger.
2. Retirez tout l’ancien matériau de tresse (observez les procédures de
sécurité pour l’extraction).
3. Avant d’installer la tresse, inspectez la tige et la paroi du presse-étoupe
afin de vous assurer qu’elles ne montrent aucune trace d’usure, de
tartre ou de corrosion. Nettoyez soigneusement la tige et la paroi du
presse-étoupe pour enlever les résidus éventuels pouvant affecter le jeu
de tresses. La tige de la vanne ne doit avoir ni entailles, ni égratignures,
ni ébarbures. Réparez ou remplacez selon le besoin.
4. Employez la coupe transversale correcte de tresse. Pour déterminer la
taille correcte de tresse, mesurez le diamètre de l’arbre dans la partie
intérieure du presse-étoupe, si possible, pour obtenir le diamètre
intérieur de la bague. Mesurez ensuite le diamètre du presse-étoupe
pour obtenir le diamètre extérieur de la bague. Soustrayez la mesure
obtenue pour le diamètre intérieur de celle obtenue pour le diamètre
extérieur et divisez par 2. Le résultat est la coupe transversale voulue.
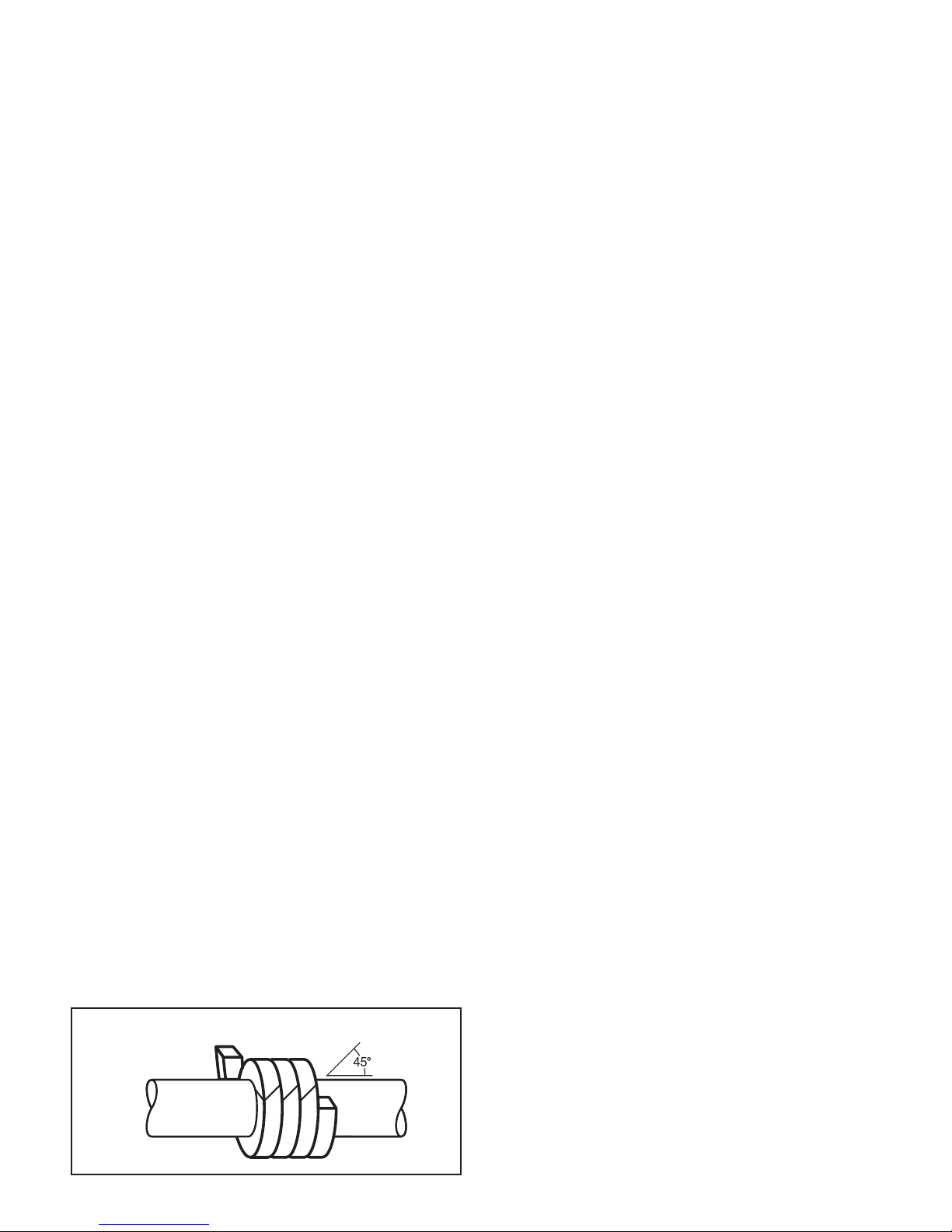
5. Coupez toujours la tresse en bagues séparées. N’enroulez jamais une
bobine de tresse dans le presse-étoupe. La coupe des bagues en
biseau (à 45°)est la méthode la plus souhaitable pour les vannes et les
joints de dilatation. Coupez une bague à la fois en vous assurant que
la première bague remplit bien l’espace réservé à la tresse. Chaque
bague est coupée selon un angle de 45° par rapport à l’axe du mandrin.
Voyez le croquis en bas de page. Si désiré, entourez les extrémités de
la tresse d’un ruban transparent pour qu’elles ne s’effilent pas.
6. Installez la première bague de tresse en prenant soin de l’asseoir
(la bourrer) fermement au fond du presse-étoupe, de préférence avec
l’outil de bourrage Chesterton 176. Installez individuellement chaque
bague suivante de la même manière en disposant les joints à 180°.
7. Lors de l’utilisation du 1400 à des pressions de fonctionnement
dépassant 83 bars (1200
psi
)
, l’emploi de bagues anti-refoulantes est
recommandé. Les bagues anti-refoulantes doivent être installées (selon
les instructions particulières les concernant)avec une bague au-dessus
et une bague en-dessous des bagues du 1400 dans le presse-étoupe.
La tresse 477-1 est recommandée pour une bague anti-refoulante lors
d’une utilisation à faible émission. Lorsque le 1400R est utilisé à des
pressions dépassant 250 bars (3600
psi
)
, contactez le bureau d’études
des applications, A.W.Chesterton Application Engineering.
8. Installez le rebord du chapeau de sorte qu’il repose sur la bague
supérieure de tresse et serrez les écrous du chapeau à la main. En
vous servant du rebord du chapeau comme référence, serrez les écrous
du chapeau jusqu’à ce que le jeu de tresses soit initialement comprimé
à environ 30% de sa hauteur réelle non comprimée. Par exemple, si
un presse-étoupe comprend 5 bagues d’une coupe transversale de
6 mm (0,250 po)de tresse, la hauteur du jeu de tresses non comprimées
est mesurée de sorte à faire 31,75 mm (1,250 po). Le rebord du
chapeau dans le presse-étoupe est d’environ 9,52 mm (0,375 po)
(
Ex.: 0,3 x 31,75 mm = 9,52 mm [0,3 x 1,250 po = 0,375 po]). Assurezvous toujours que la tige peut bouger librement en faisant faire un
cycle à la vanne pendant la procédure de serrage.
9. S’il reste moins d’une coupe transversale au chapeau de presse-étoupe
(
rebord)sur la longueur extérieure du presse-étoupe, ajoutez une
sixième bague.
10. Chesterton recommande de ne pas utiliser plus de cinq à sept bagues
dans le presse-étoupe. Si le presse-étoupe a été conçu pour plus de 7
bagues, l’utilisation d’un maillon de carbone usiné au fond du presseétoupe est recommandée pour recevoir un jeu de cinq bagues.
11. Après avoir actionné la vanne un certain nombre de fois et l’avoir
placée en position de course fermée, réajustez les écrous du chapeau
d’un tour ou au couple recommandé qui peut être indiqué sur
demande par un spécialiste de Chesterton.
12. Observez les mesures et procédures normales de sécurité lors de la
remise de la vanne en service.
13. Il est judicieux de vérifier l’ajustement du chapeau après quelques
heures de service. Ajustez selon le besoin.
CHESTERTON 1400R/1400 INSTRUCTIONS D’INSTALLATION
POMPES
VANNES
COUPE EN BISEAU
(
jeu de 2 bagues
)
1. Die Stopfbuchse anhand üblicher Methoden auspacken. Darauf
achten, daß die Stopfbuchse völlig frei vom verwendeten
Verpackungsmaterial ist und daß keine vom Herstellungsprozeß
zurückgebliebenen Feststoffe oder Korrosion vorhanden ist.
2. Die Pumpenbuchse prüfen, um zu gewährleisten, daß diese in gutem
Zustand ist
(
der Zustand der Buchse hat einen direkten Einfluß auf die
Standzeit der Packungen in der Pumpe). Wenn die Buchse ersetzt werden
muß, muß sie durch eine Erstausrüster-Buchse oder eine gleichwertige
Buchse ersetzt werden; dabei müssen die vom Erstausrüster
vorgeschriebenen Austauschverfahren eingehalten werden.
3. Die Brille und den Brillenmitnehmer reinigen, um sicherzustellen, daß
diese leicht in den Dichtraum der Pumpe eingefügt werden können.
4. Die Wellenbuchse messen, und einen Packungsdorn zur Hand
nehmen – eine alte Packungsbuchse oder ein Stück Holz – das den
gleichen Durchmesser wie die verwendete Packungsbuchse hat.
5. Die Brillenzunge oder Stopfbuchsenbohrung messen.
6. Den Querschnitt der Packung durch Subtrahieren des
Buchsendurchmessers von der Stopfbuchsenbohrung und Dividieren
des Ergebnisses durch zwei bestimmen.
7. Die Packung um den Dorn wickeln und einen Ring markieren. Falls
gewünscht, die Packung vor dem Schneiden mit durchsichtigem
Klebeband umwickeln, damit sich die Enden nicht ablösen.
8. Die Packung von Dorn nehmen und schräg abschneiden oder spalten.
9. Anhand des ersten geschnittenen Packungsrings alle weiteren für die
Anlage erforderlichen Ringe schneiden. Nach dem Schneiden der
Ringe deren Passung auf dem Dorn prüfen, bevor an der Anlage
weitergearbeitet wird.
10. Jeden Packungsring in die Stopfbuchse einsetzen und dann mit der
Packungsbrille bis zum Anschlag in den Dichtraum drücken. Den Ring
nun mit einem Stopfer fest am Boden des Dichtraums feststampfen.
11. Schritt 10 sooft wiederholen, bis die Stopfbuchse gefüllt ist; dabei alle
Ringstöße um jeweils 90° versetzen.
12. Die Packungsbrille und den Mitnehmer montieren und die
Brillenschrauben festziehen, bis sie leicht gespannt sind
(
etwas Druck
ausüben).
13. Die Brillenspannung entlasten und die Brillenschrauben lösen, bis sich
die Brille frei bewegen kann.
14. Die Schrauben von Hand festziehen, bis die Brille dicht an der Packung
anliegt.
15. Mit einer Fühlerlehre prüfen, daß die Brille die Welle nicht berührt
(
eine solche Berührung erzeugt Wärme und kann zu schwerem
Anlagenverschleiß und Schäden führen).
Wenn die Pumpe eine Flüssigkeit fördert, deren Temperatur unter 93°C
(
200°F)liegt und die Drehgeschwindigkeit unter 900 m/min (3000 FPM
)
liegt, die Pumpe jetzt anfahren. Wenn die Pumpe eine heiße Flüssigkeit
fördert und bei Werten betrieben wird, die höher als die eben
angeführten sind, DIE PUMPE JETZT NOCH NICHT ANFAHREN. MIT
SCHRITT 16 FORTFAHREN!
16. Bei Pumpenbetrieb mit heißem Speisemedium muß die Pumpe vor dem
Anfahren vorgewärmt werden. Die Warmlaufanweisungen des Herstellers
befolgen. Bei den meisten Anwendungen für HochgeschwindigkeitsKesselspeisepumpen schreibt der Erstausrüster eine Warmlaufperiode
von 15 bis 45 Minuten vor. Die Dauer hängt von der Größe der Pumpe
und der Temperatur der geförderten Flüssigkeit ab.
17. Nachdem die Pumpe die Betriebstemperatur erreicht hat, die Pumpe
isolieren und das PUMPENGEHÄUSE ENTLÜFFTEN.
18. Die Schritte 13 bis 15 wiederholen.
Anmerkung:
• Während der Einlaufperiode kann die Packung etwas Rauch oder Dampf
entwickeln. Die Packungsbrille kann auch heißer werden, als dies in der
Regel der Fall ist. Dieser Zustand behebt sich gewöhnlich nach den
ersten 4 Betriebsstunden von selbst.
• Vor dem Anfahren der Pumpe sicherstellen, daß die Brillenzunge
mindestens 3 mm
(
1/8 Zoll)in die Stopfbuchse hineinreicht.
• Die normale Leckage mit dieser Art von Packung beträgt pro 25 mm
Welle 1 bis 5 Tropfen pro Minute. Es kann jedoch auch in vielen
Einsätzen vorkommen, daß sie ohne sichtbare Anzeichen von Leckage
betrieben wird.
Vorsichtsmaßnahme: Der Monteur muß alle werksinternen Verfahren und
vom Anlagenhersteller für die Anlage, in die das Produkt eingebaut wird,
vorschriebenen Sicherheitsmaßnahmen befolgen.
1. Darauf achten, daß der Druck abgebaut worden ist und sich das Ventil
auf eine sichere Temperatur abgekühlt hat.
2. Das alte Packungsmaterial vollständig entfernen
(
dabei sichere
Ausbauverfahren anwenden).
3. Vor der Montage der Packung die Spindel und die Stopfbuchsenwand
überprüfen, um sicherzustellen, daß diese frei von Kesselstein oder
Korrosion sind. Die Spindel und Stopfbuchsenwand vorsichtig reinigen,
damit etwaige Materialrückstände entfernt werden, die den
Packungssatz negativ beeinflussen könnten. Die Ventilspindel muß
außerdem frei von Kerben, Kratzern und Graten sein. Nach Bedarf
ersetzen oder reparieren.
4. Den richtigen Packungsquerschnitt verwenden. Zur Bestimmung
der richtigen Packungsgröße den Durchmesser der Welle im
Stopfbuchsenbereich messen. Nach Möglichkeit den
Innendurchmesser des Rings angeben. Danach den Durchmesser
der Stopfbuchse messen, um den Außendurchmesser des Rings zu
erhalten. Den gemessenen Innendurchmesser vom gemessenen
Außendurchmesser subtrahieren und das Ergebnis durch 2 dividieren.
Das Ergebnis ist der erforderliche Querschnitt.
5. Die Packung immer in einzelne Ringe schneiden. Niemals die Packung
spulenförmig in die Stopfbuchse wickeln. Die ideale Methode zum
Schneiden der Ringe für Ventile und Ausdehnungsverbindungen ist ein
um 45 Grad angewinkelter Schnitt. Jeweils einen Ring schneiden;
dabei darauf achten, daß der erste Ring richtig in den Dichtraum paßt.
Jeder Ring wird in einem Winkel von 45° zur Dornachse geschnitten.
Siehe Zeichnung unten. Falls gewünscht, die Enden des Packungsrings
mit durchsichtigem Klebeband umwickeln, damit sie sich nicht ablösen.
6. Den ersten Ring der Packung montieren; dabei darauf achten, daß der
Ring fest
(
eingestampft)auf dem Boden des Dichtraums sitzt; dazu
nach Möglichkeit den Chesterton Stopfer 176 verwenden. Alle
nachfolgenden Ringe einzeln auf die gleiche Art und Weise montieren;
die Stöße um 180° versetzen.
7. Wenn der Typ 1400 bei Betriebsdrücken über 83 bar
(
1200 psi
)
eingesetzt wird, ist der Einsatz von Anti-Extrusionsringen
empfehlenswert. Die Anti-Extrusionsringe sollten mit einem Ring über
und einem Ring unter den Ringen Typ 1400 im Dichtraum montiert
werden
(
unter Einhaltung der Anweisungen für die Anti-Extrusionsringe).
Die Packung Typ 477-1 wird für emissionsarmen Einsatz als AntiExtrusionsring empfohlen. Wenn derTyp 1400R bei Drücken über 250
bar
(
3600 psi)verwendet wird, die Application Engineering-Abteilung
von A.W.Chesterton veständigen.
8. Die Brillenzunge so montieren, daß sie auf dem obersten Packungsring
aufliegt; die Brillenmuttern von Hand festziehen. Die Brillenzunge als
Bezug verwenden und die Brillenmuttern so weit festziehen, bis der
Packungssatz anfänglich auf etwa 30% der nicht zusammengedrückten
Höhe komprimiert wird. Wenn im Dichtraum beispielsweise 5 Ringe
mit einem Querschnitt von 6,35 mm
(
0,250 Zoll)montiert sind, beträgt
die nicht zusammengedrückte Höhe 31,75 mm
(
1,250 Zoll).
Die Brillenzunge um etwa 9,52 mm
(
0,375 Zoll)eindrehen.
(
Beispiel: 0,3 x 31,75 mm = 9,52 mm [0,3 x 1,250 = 0,375 Zoll]).
Immer sicherstellen, daß die Spindel frei beweglich ist, indem das
Ventil während des Festziehverfahrens geschaltet wird.
9. Wenn der Brillenmitnehmer
(
Zunge)weniger als einen Querschnitt
auf der äußeren Länge des Mitnehmers vorsteht, einen sechsten
Ring einsetzen.
10. Chesterton empfiehlt, daß im Dichtraum nicht mehr als fünf bis sieben
Ringe montiert werden. Wenn der Dichtraum für mehr als 7 Ringe
dimensioniert ist, sollte eine bearbeite Kohlenstoffbuchse in den Boden
des Dichtraums eingesetzt werden, damit ein Satz von fünf Ringen
montiert werden kann.
11. Nachdem das Ventil einige Male betätigt und das Ventil in die
geschlossene Stellung geschalten worden ist, die Brillenmuttern um
eine weitere Umdrehung oder auf das empfohlene Anzugsmoment
einstellen (das Anzugsmoment kann von einem Chersterton-Fachmann
erfragt werden).
12. Die normalen Sicherheitsvorkehrungen und Verfahren zur
Inbetriebnahme des Ventiles befolgen.
13. Es ist anzuraten, die Brilleneinstellung nach einigen Betriebsstunden
noch einmal nachzuprüfen. Nach Bedarf nachstellen.
CHESTERTON 1400R/1400 INSTALLATIONSANWEISUNGEN
PUMPEN
VENTILE
SCHRÄGSCHNITT
(
2 Ring-Satz
)
 Loading...
Loading...