

Page 1
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
СВАРОЧНЫЙ ИНВЕРТОР
РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ
ШТУЧНЫМИ ПЛАВЯЩИМИСЯ
ЭЛЕКТРОДАМИ (MMA)
IW-120/5А mini, IW-140/6,1А mini,
IW-160/7,2А mini, IW-180/8,4А mini
Page 2

2
СОДЕРЖАНИЕ
1. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ .............................................................................3
2. ВВЕДЕНИЕ ......................................................................................................................4
3. СИМВОЛЫ ПРЕДОСТЕРЕЖЕНИЯ, УПРАВЛЕНИЯ И ИНФОРМАЦИИ.......................5
4. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ .................................................................7
5. ИСПОЛЬЗОВАНИЕ ПО НАЗНАЧЕНИЮ ........................................................................8
6. ОБЩИЕ ПРАВИЛА БЕЗОПАСНОСТИ ...........................................................................9
7.ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ ВО ВРЕМЯ ЭКСПЛУАТАЦИИ ..............10
8. ОСНОВНЫЕ УЗЛЫ И ОРГАНЫ УПРАВЛЕНИЯ ..........................................................12
ПРИНЦИП РАБОТЫ СВАРОЧНОГО ИНВЕРТОРА ..................................................................13
9. СБОРКА .........................................................................................................................13
10. ПОДГОТОВКА К РАБОТЕ И ЭКСПЛУАТАЦИЯ ..........................................................14
ПОДБОР СИЛЫ ТОКА И ДИАМЕТРА ШТУЧНОГО ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДА ..............15
ПОДКЛЮЧЕНИЕ СВАРОЧНОГО ИНВЕРТОРА К СЕТИ ПИТАНИЯ .......................................15
ВЫПОЛНЕНИЕ СВАРОЧНЫХ РАБОТ ПЛАВЯЩИМСЯ ШТУЧНЫМ ЭЛЕКТРОДОМ ............16
ОСНОВНЫЕ ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ ......................................................18
ОТКЛЮЧЕНИЕ СВАРОЧНОГО АППАРАТА. ТЕПЛОВАЯ ЗАЩИТА ........................................20
11. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ............................................................................21
12. ХРАНЕНИЕ, ТРАНСПОРТИРОВАНИЕ И УТИЛИЗАЦИЯ .........................................22
ХРАНЕНИЕ ................................................................................................................................22
ТРАНСПОРТИРОВАНИЕ .........................................................................................................22
УТИЛИЗАЦИЯ ..........................................................................................................................22
13. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ .....................23
Page 3
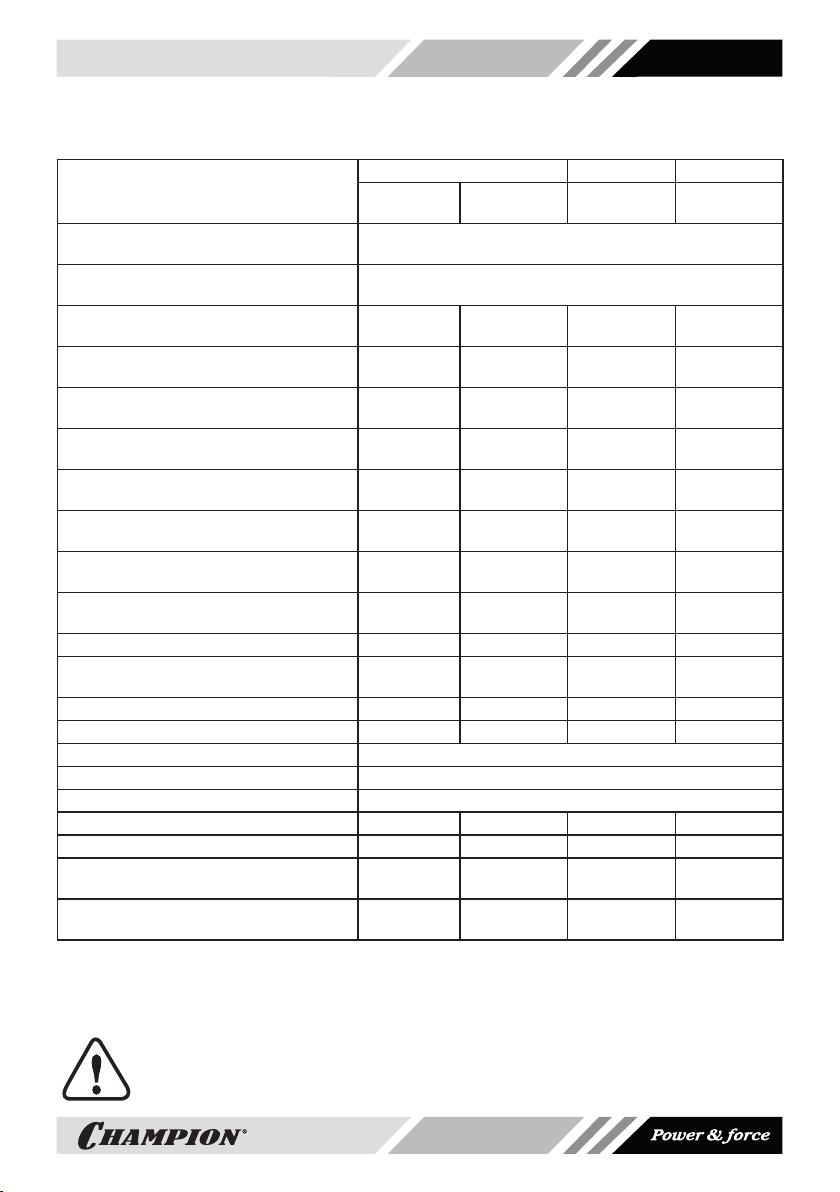
1. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Модель
Характеристики
Источник тока, тип/напряжение (В) /
частота (Гц)
Диапазон рабочего напряжения сети,
(В)
Номинальная потребляемая мощность, (кВА)
Сила минимального сварочного тока
), (А)
(I
2min
Сила максимального сварочного тока
), (А)
(I
2max
, U
ПН при I
ПН при I
2max
, U2, (%)
2
2max
, (%)
Номинальное напряжение
без нагрузки (холостого хода) U
0
Номинальное рабочее напряжение,
U
(В)
2
Максимальный эффективный ток
питания, I
Максимальный ток питания, I
1eff
, (А)
, (А) 22,1 26,7 31,4 36,5
1max
Степень изоляции (Класс
нагревостойкости изоляции)
Степень защиты корпуса IP21S IP21S IP21S IP21S
Диаметр электродов, (мм) 1,6-3,2 2,0-3,2 2,0-4,0 2,0-4,0
Фактор мощности (cos ⱷ) 0,73
Коэффициент полезного действия, (%) 80
Длина /ширина/высота, (мм) 245*100*150
Вес, (кг) 2,6 2,7 2,8 2,9
Функция зажигания дуги (HOT START) есть есть есть есть
Функция форсирования дуги
(ARC FORCE)
Функция предотвращения прилипания
электрода (ANTI STICK)
Технические характеристики могут быть изменены без предварительного уведомления.
Все рабочие характеристики сварочных инверторов, заявленные заводом-изготовителем,
сохраняются при температуре окружающей среды от -10°С до +40°С и относительной
влажности возд
уха до 80 % при т
ПРИМЕЧАНИЕ:
Сварочный инвертор может работать при пониженном напряжении до 160В, но при
этом значение максимального сварочного тока будет несколько ниже.
IW-120/5А
mini
IW-140/6,1А
mini
IW-160/7,2А
mini
Однофазный, 230 В/50 Гц
160-250
5 6,1 7,2 8,4
30 30 30 30
120 140 160 180
60
(120A,24.8В)
100
(93А, 23.7В)
60
(140A,25.6В)
100
(108А, 24.3В)
60
(160А,26.4В)
100
(124А,25В)
60 60 60 60
21,2~24,8 21,2~25,6 21,2~26,4 21,2~27,2
17,1 20,7 24,3 20
F F F F
есть есть есть есть
есть есть есть есть
емпературе +25 °С.
IW-180/8,4А
mini
30
(180А,27.2В)
100
(98А,23,9В)
3
Page 4

4
2. ВВЕДЕНИЕ
Уважаемый пользователь!
Благодарим за покупку продукции CHAMPION. В данном руководстве
приведены правила эксплуатации сварочного инвертора CHAMPION. Перед
началом работ внимательно прочтите руководство. Эксплуатируйте устройство в соответствии с правилами и с учетом требований безопасности, а так
же руководствуясь здравым смыслом. Сохраните руководство, при необходимости Вы всегда можете обратиться к нему.
Продукция CHAMPION отличается высокой мощностью и производительностью, продуманным дизайном и эргономичной конструкцией, обеспечивающей удобство её использования. Линейка техники CHAMPION регулярно расширяется новыми устройствами, которые постоянно совершенствуются.
Производитель оставляет за собой право без предварительного уведомления вносить изменения в конструкцию отдельных узлов и деталей, не
ухудшающие качество изделия. В связи с этим происходят изменения в технических характеристиках, и содержание руководства может не полностью
соответствовать приобретенному устройству. Имейте это в виду, изучая руководство по эксплуатации.
Page 5
5
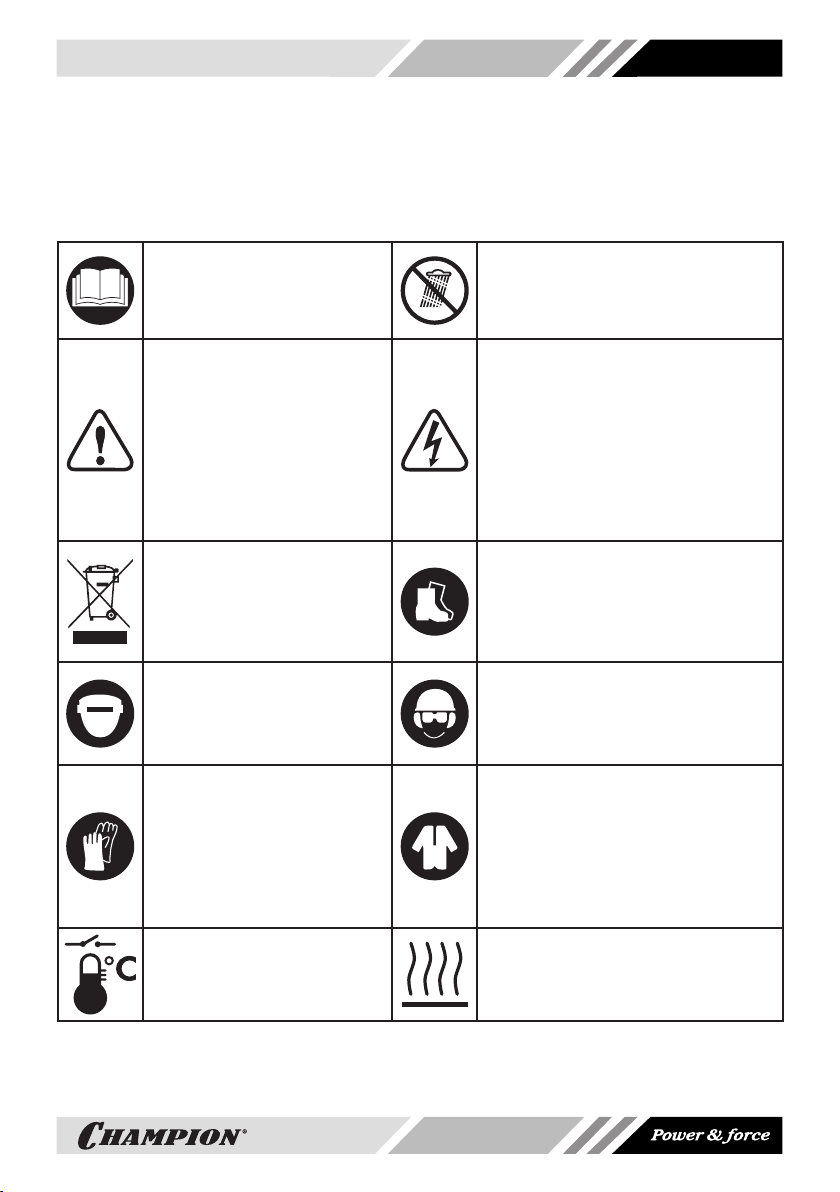
3. СИМВОЛЫ ПРЕДОСТЕРЕЖЕНИЯ,
УПРАВЛЕНИЯ И ИНФОРМАЦИИ
Символы предостережения, управления и информации размещены на инверторе в
виде наклеек, либо нанесены рельефно на корпусе.
Прочтите инструкцию по
эксплуатации перед началом
работы.
Предупреждение!
Опасность!
Утилизация аппарата должна
производиться в соответствии
с нормами законодательства
РФ.
ЗАЩИТА ОРГАНОВ ЗРЕНИЯ
Запрещается производить
сварочные работы без защитной маски со специальными
стеклами для защиты глаз.
ЗАЩИТА РУК
Используйте защитные
перчатки (рукавицы) для
работы.
Перегрев сварочного
инвертора (перегрузка).
Срабатывание тепловой
защиты.
При производстве электросварочных
работ вне помещений (во время дождя
или снегопада) над рабочим местом и
местом нахождения сварочного аппарата должен быть установлен навес.
ОПАСНОЕ НАПРЯЖЕНИЕ!
• При работе пользоваться диэлектрическими перчатками, галошами, ковриком, а также изолирующим шлемом.
• Запрещается производить прямой
контакт со сварочной цепью, напряжение холостого хода между зажимами
земли и электрода может быть опасно.
• Отключайте от сети во время обслуживания.
ЗАЩИТНАЯ ОБУВЬ
Пользуйтесь специальной обувью,
способной уберечь ноги от попадания
раскалённого металла и излучения, а
также от механического повреждения
в случае падения тяжёлого груза.
ЗАЩИТА ГОЛОВЫ, ОРГАНОВ СЛУХА
При работе надевайте защитные очки,
наушники. Надевайте защитную каску,
если есть опасность падения предметов и ушиба головы.
ЗАЩИТНАЯ ОДЕЖДА
• Запрещается использовать одежду
из синтетических тканей (капрон,
нейлон и т.п.).
• Используйте сухую специальную
защитную невозгораемую одежду, не
загрязненную маслом или другими
горючими веществами.
ГОРЯЧАЯ ПОВЕРХНОСТЬ
Не касайтесь рабочей поверхности материала голыми руками. Не трогайте
держатель электрода после сварки.
Page 6
6
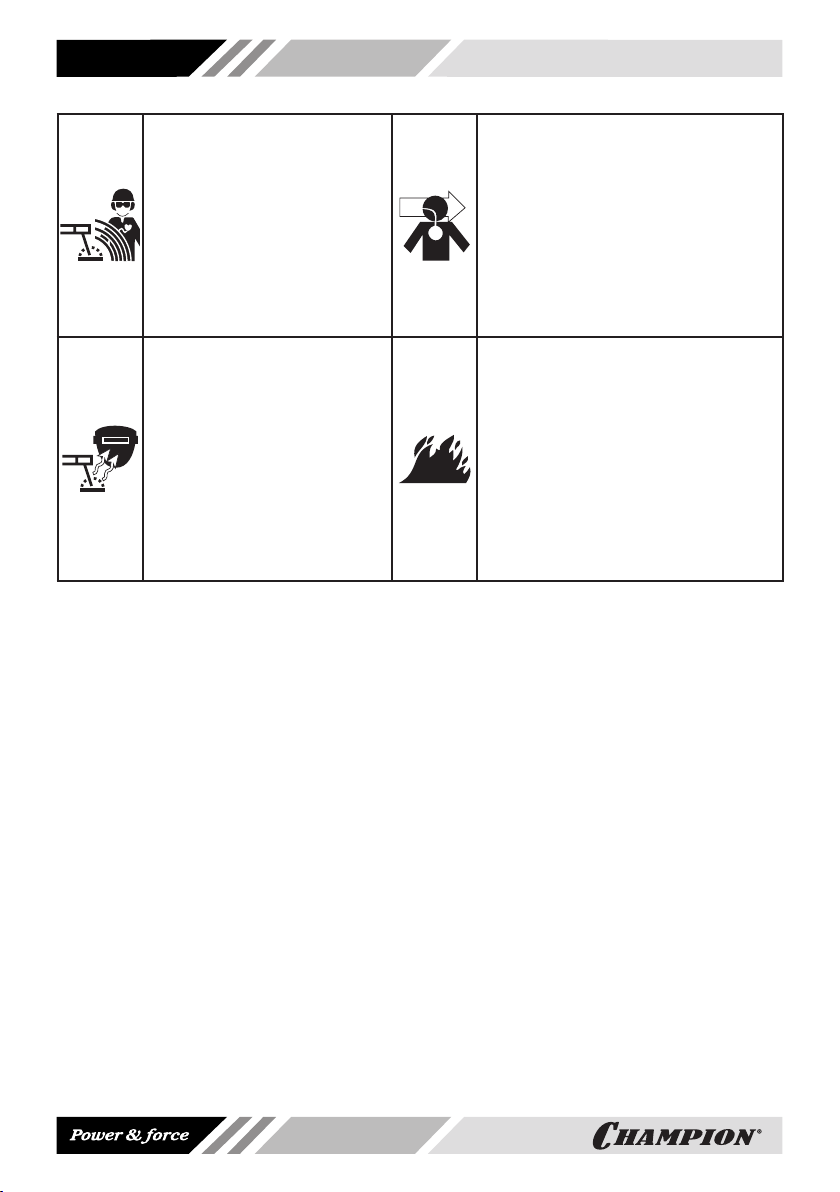
ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
Запрещено работать в закрытом по-
МАГНИТНЫЕ ПОЛЯ
Не допускайте людей с кардиостимуляторами в зону сварки.
Не оборачивайте кабель вокруг
себя во время сварки.
ИЗЛУЧЕНИЕ ДУГИ
• Предупреждайте людей в
зоне сварки, когда зажигаете
дугу.
• Запрещается подставлять
кожу под ультрафиолетовые
лучи, производимые дугой.
• При проведении сварочных
работ не надевайте контактные линзы, излучение сварочной дуги может привести к их
склеиванию с роговицей глаз.
мещении.
Работайте в хорошо вентилируемом
помещении.
Не вдыхайте дым, пар и газы, выра-
ботанные во время сварки , они могут
быть опасны для здоровья. Пользуйтесь средствами защиты. Обращайтесь к справочнику по безопасности
материалов при сварке.
ПОЖАРООПАСНОСТЬ
Место производства электросварочных
работ, а также пространство, расположенное ниже, должны быть освобождены от горючих материалов в радиусе не менее 5 м, а от взрывоопасных
материалов и установок — 10 м.
Запрещается производить сварку на
сосудах, находящихся под давлением.
Сварку (резку) свежеокрашенных конструкций и деталей следует производить только после полного высыхания
краски.
Page 7
4. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
7
Функция зажигания дуги (HOT START)
Функция автоматически увеличивает сварочный ток в момент касания электродом
свариваемой поверхности и предоставляет дополнительную энергию, которая
позволяет сразу же зажечь дугу и моментально начать сварку.
Функция форсирования дуги (ARC
FORCE)
Функция увеличивает сварочный ток в
случае вероятности обрыва дуги. Принцип работы ARC FORCE очень похож на
принцип работы HOT START (горячего
старта), только увеличение сварочного
тока происходит не в момент касания
электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги. Эта функция работает автоматически и не поддается регулировке.
Функция предотвращения
прилипания электрода (ANTI STICK)
Функция обеспечивает уменьшение сварочного тока через определенное время
после начала работы, тем самым предотвращая прилипание электрода.
Продолжительность нагрузки (ПН),
цикл нагрузки (X)
В соответствии с ГОСТ Р МЭК 60974-12012 продолжительность нагрузки (ПН),
цикл нагрузки (X) — это отношение непрерывной работы под нагрузкой (в течение заданного промежутка времени) к
общей продолжительности работы.
Для сварочных аппаратов CHAMPION
ПН (X) приведена для десятиминутного цикла работы. Например, при цикле
нагрузки 60%, нагрузка подается непрерывно в течение 6-ти минут, после чего
в течение 4-х минут подача нагрузки не
производится.
I0 — номинальный ток питания без на-
грузки.
I1 — номинальный ток питания.
I
— максимальное значение эффек-
1eff
тивного тока питания, рассчитанное на
основании номинального тока питания
(I1), соответствующего цикла нагрузки
(X), а также тока питания в режиме без
нагрузки (I0).
I
— максимальный ток питания.
1max
I2 — стандартный сварочный ток.
I
— минимальное значение стандарт-
2min
ного сварочного тока, которое может
быть получено в стандартных условиях
сварки от источника сварочного тока при
минимальных значениях настройки последнего.
I
— максимальное значение стан-
2max
дартного сварочного тока, которое может
быть получено в стандартных условиях
сварки от источника сварочного тока при
максимальных значениях настройки последнего.
U0 — номинальное напряжение питания
без нагрузки.
U1 — номинальное напряжение пита-
ния.
U2 — стандартное напряжение нагрузки.
ПРИМЕЧАНИЕ:
Термины и определения технических характеристик приве-
Р МЭК 60974-1-2012
дены в соответствие с ГОСТ
Page 8
8
5. ИСПОЛЬЗОВАНИЕ ПО НАЗНАЧЕНИЮ
Сварочный инвертор ручной электродуговой сварки штучными плавящимися
электродами (далее по тексту инвертор)
предназначен для непрофессионального
использования. Может использоваться
для сварки изделий из металла, с соблюдением всех требований Руководства по
эксплуатации изделия.
Инвертор сконструиро-
ван таким образом, что
он безопасен и надежен,
если эксплуатируется в соответствии
с инструкциями. Прежде чем приступить к эксплуатации инвертора прочтите и усвойте Руководство по эксплуатации. Если Вы этого не сделаете,
результатом может явиться травма
или повреждение оборудования.
ВНИМАНИЕ!
Использование инвертора в
любых других целях, не пред-
усмотренных настоящим
руководством, является нарушением
условий безопасной эксплуатации и прекращает действие гарантийных обязательств поставщика. Производитель
и поставщик не несет ответственности за повреждения, возникшие вследствие использования инвертора не по
назначению. Выход из строя инвертора
при использовании не по назначению не
подлежит ремонту по гарантии.
ВНИМАНИЕ!
Используйте для ремонта и
обслуживания расходные ма-
териалы, рекомендованные
заводом-изготовителем и оригинальные запасные части. Использование не
рекомендованных расходных материалов, не оригинальных запчастей лишает Вас права на гарантийное обслуживание сварочного инвертора.
Page 9

6. ОБЩИЕ ПРАВИЛА БЕЗОПАСНОСТИ
9
Внимательно прочтите данное руководство. Ознакомьтесь со сварочным
инвертором прежде, чем приступать к
эксплуатации. Ознакомьтесь с работой
органов управления. Знайте, что делать
в экстренных ситуациях. Обратите особое внимание на информацию, которой
предшествуют следующие заголовки:
ПРЕДУПРЕЖДЕНИЕ!
Невыполнение требования инструкции может привести к
смертельному исходу или получению серьезных травм.
ОСТОРОЖНО!
Невыполнение требования инструкции может привести к
получению травм средней тяжести.
ВНИМАНИЕ!
Невыполнение требования инструкции приведет к повреждению изделия.
ПРИМЕЧАНИЕ!
Указывает на информацию,
которая будет полезна при
эксплуатации изделия.
1. Прежде чем начать работу в первый
раз, получите инструктаж продавца
или специалиста, как следует правильно обращаться с инвертором,
при необходимости пройдите курс обучения.
2. Несовершеннолетние лица к работе
с инвертором не допускаются, за исключением лиц старше 16 лет, проходящих обучение под надзором.
3. Эксплуатируйте инвертор в хорошем
физическом и психическом состоянии. Не пользуйтесь устройством
в болезненном или утомленном состоянии, или под воздействием каких-либо веществ, медицинских препаратов, способных оказать влияние
на зрение, физическое и психическое
состояние.
ПРЕДУПРЕЖДЕНИЕ!
Не работайте с инвертором
в состоянии алкогольного или
наркотического опьянения или
после употребления сильно действующих лекарств.
4. Работайте только в дневное время
или при хорошем искусственном освещении.
5. Инвертор разрешается передавать
или давать во временное пользование (напрокат) только тем лицам, которые хорошо знакомы с данной моделью и обучены обращаться с ней.
При этом обязательно должно прилагаться руководство по эксплуатации.
6. Не начинайте работать, не подгото-
вив рабочую зону и не определив
беспрепятственный путь на случай
эвакуации.
7. Не рекомендуется работать инверто-
ром в одиночку. Позаботьтесь о том,
чтобы во время работы на расстоянии слышимости кто-то находился,
на случай если Вам понадобится помощь.
ПРЕДУПРЕЖДЕНИЕ!
При неблагоприятной погоде
(дождь, снег, лед, ветер, град)
рекомендуется отложить
проведение работ – существует повышенная опасность несчастного случая!
8. Посторонние люди, дети и животные
должны находиться на безопасном
расстоянии вне рабочей зоны. Запрещается находиться ближе 15 м от работающего инвертора.
9. Проверяйте инвертор перед работой,
чтобы убедиться, что все рукоятки,
крепления и предохранительные приспособления находятся на месте и в
исправном состоянии.
10. Храните устройство в закрытом ме-
сте, недоступном для детей.
Page 10

10
7.ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ
ВО ВРЕМЯ ЭКСПЛУАТАЦИИ
Выполнение электромонтажных работ,
подключение к электросети и заземление должно осуществляться в строгом
соответствии с нормативным документом «Межотраслевые правила по охране
труда (правила безопасности) при эксплуатации электроустановок».
Приступая к проведению сварочных работ, помните, что пользователь сварочного аппарата несет ответственность за
свою собственную безопасность и безопасность окружающих.
К работе со сварочным аппаратом допускаются лица не моложе 18 лет, изучившие его устройство и инструкцию
по эксплуатации. Сварщик должен иметь
допуск на проведение сварочных работ и
группу электробезопасности не ниже 3.
ПРЕДУПРЕЖДЕНИЕ!
При проведении сварочных работ не надевайте контактные линзы, излучение свароч-
ной дуги может привести к их
склеиванию с роговицей глаз.
Запрещается подставлять
кожу под ультрафиолетовые
лучи, производимые дугой. Предупреждайте людей в зоне сварки, когда зажигаете дугу
Не допускайте людей с кардиостимуляторами в зону
сварки. Не оборачивайте кабель вокруг себя во время
сварки.
ОСТОРОЖНО!
Пользуйтесь специальной
обувью, способной уберечь
ноги от попадания раскалённого металла и излучения, а
также от механического повреждения в случае падения
тяжёлого груза.
Используйте защитные перчатки (рукавицы) для работы.
ществами. Запрещается использовать
одежду из синтетических тканей (капрон, нейлон и т.п.).
метов и ушиба головы.
1. Соблюдайте чистоту и хорошее осве-
2. Место производства элек-
3. При производстве электро-
4. Во время работы рядом должны на-
5. При работе в закрытых помещениях
Используйте сухую специальную защитную невозгораемую
одежду, не загрязненную маслом или другими горючими ве-
При работе надевайте защитные очки, наушники. Надевайте защитную каску, если
есть опасность падения пред-
ОСТОРОЖНО!
Не касайтесь рабочей поверхности материала голыми ру-
ками. Не трогайте держатель
электрода (горелку) после
сварки.
щение в рабочей зоне. Беспорядок и
плохое освещение являются причиной получения травмы.
тросварочных работ, а также
пространство, расположенное ниже, должны быть освобождены
от горючих материалов в радиусе не
менее 5 м, а от взрывоопасных материалов и установок — 10 м.
сварочных работ вне помещений (во время дождя
или снегопада) над рабочим местом и местом нахождения
сварочного аппарата должен быть
установлен навес.
ходиться средства пожаротушения.
Пользователь обязан знать, как ими
пользоваться.
должна быть обеспечена вытяжная
вентиляция рабочего места.
Page 11

11
ПРЕДУПРЕЖДЕНИЕ!
Дым, пар и газ, образующиеся в процессе
сварки опасны для
здоровья.
6. Все электросварочные работы на
высоте должны выполняться с лесов или подмостков с ограждениями.
Запрещается производить работы с
приставных лестниц.
7. Сварка должна осуществляться с
применением двух проводов, один из
которых присоединяется к держателю
электрода, а другой (обратный) — к
свариваемой детали. Запрещается
использовать в качестве обратного
провода сети заземления металлические конструкции зданий, технологическое оборудование, трубы санитарно-технических сетей (водопровод,
газопровод и т.п.).
8. Сварочные кабели должны соединяться способом горячей пайки,
сварки или при помощи соединительных муфт с изолирующей оболочкой. Места соединений должны
быть заизолированы. Запрещается
соединение сварочных проводов методом скрутки.
9. Сварочные кабели должны быть проложены таким образом, чтобы их не
могли повредить машины и механизмы. Запрещается прокладка проводов рядом с газосварочными шлангами и трубопроводами. Расстояние
между сварочным проводом и трубопроводом кислорода должно быть не
менее 0,5 м, а трубопроводом ацетилена и других горючих газов - 1 м.
10. Свариваемые детали до начала сварки должны быть надежно закреплены. При резке элементов конструкций
примите меры против случайного падения отрезаемых элементов.
11. Емкости, в которых находились горючие жидкости или кислоты, до начала электросварочных работ должны
быть очищены, промыты, просушены
с целью устранения опасной концентрации вредных веществ.
ПРЕДУПРЕЖДЕНИЕ!
Запрещается производить
сварку на сосудах, находящихся под давлением. Сварку
(резку) свежеокрашенных конструкций и деталей следует
производить только после
полного высыхания краски.
12.
ПРЕДУПРЕЖДЕНИЕ!
Запрещается производить
электросварочные работы в
закрытых емкостях или полостях конструкций
13. При выполнении сварочных работ в
присутствии посторонних людей, рабочее место проведения сварочных
работ необходимо оградить светонепроницаемыми щитами из несгораемого материала.
ВНИМАНИЕ!
Запрещается производить одновременную электросварку и
газосварку (газорезку) внутри
закрытой емкости или резервуара.
14. Во время перерывов в рабо-
те запрещается оставлять
на рабочем месте электро-
додержатель, находящийся
под напряжением, сварочный аппарат необходимо отключать, а электрододержатель закреплять на специальной подставке или подвеске.
15. В случае возникновения неисправности сварочного аппарата, сварочных проводов, электрододержателя,
защитного щитка или шлема - маски
необходимо прекратить работу. Возобновить работу можно только после
устранения всех неисправностей.
16. Не сваривайте емкости или
трубы, в которых содержатся или содержались вос-
Page 12

12
пламеняемые жидкости или газы
(существует опасность пожара или
взрыва); не сваривайте металл, очищенный хлорсодержащими растворителями или с покрытием, содержащим токсичные вещества (опасность
отравления токсичными газами).
ВНИМАНИЕ!
Запрещается производить
прямой контакт со сварочной
цепью, напряжение холостого
хода между зажимами земли и электрода может быть опасно.
8. ОСНОВНЫЕ УЗЛЫ И ОРГАНЫ
УПРАВЛЕНИЯ
17.
18. После окончания работы необходимо
ПРЕДУПРЕЖДЕНИЕ!
Запрещается производить
сварочные работы без защит-
ной маски со специальными
стеклами для защиты глаз.
убедиться в отсутствии очагов возгорания, при их наличии залить водой.
ВНИМАНИЕ!
Эксплуатационная надежность сварочного аппарата
чае его использования в соответствии
с функциональным назначением.
2
3
гарантируется только в слу-
1
6
Рис. 1. Сварочный инвертор ручной электродуговой сварки
1. Регулятор сварочного тока 2. Индикатор питания
3. Индикатор включения защиты от перегрева 4. Выключатель сети
5. Клемма подключения кабеля электрододержателя
6. Клемма подключения обратного кабеля
5
4
Page 13

13
ПРИНЦИП РАБОТЫ СВАРОЧНОГО
ИНВЕРТОРА
Переменный ток промышленной частоты
50 Гц поступает на выпрямитель — обычный диод, который пропускает только полупериод. Выпрямленный (постоянный)
ток сглаживается фильтром, состоящим
из дросселя с конденсатором. Полученный постоянный ток преобразуется
инвертором в переменный, но уже с частотой 20-100 кГц. Подобные высокие
частоты являются основным техническим решением, позволяющим добиться огромных преимуществ инвертора по
сравнению с другими источниками питания. С помощью "обычного" силового
трансформатора высокочастотное переменное напряжение понижается, а токи
соответственно повышаются до величин,
необходимых для сварки. В инверторном
сварочном устройстве сила сварочного
тока достигается за счет преобразования
высокочастотных токов, а не за счет преобразования электромагнитной силы в
катушке индукции как у трансформаторных аппаратов. Далее высокочастотный
выпрямитель выпрямляет переменный
ток, который пройдя через высокочастотный фильтр, поступает на дугу. Процессы
перехода тока из одного состояния в другое контролируются блоком управления,
выполненным на транзисторах IGBT.
Ручная дуговая сварка (ММА) — это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и изделием. Покрытый
электрод представляет собой металлический стержень, на который нанесено
покрытие. Схема процесса приведена на
Рис.2.
Рис. 2.Схема процесса ручной дуговой
сварки штучным плавящимся электродом
9. СБОРКА
Сварочный инвертор поступает в собранном состоянии. Для начала работы необходимо установить сварочные кабели.
Комплектность
Комплектность сварочного инвертора
представлена в таблице 1.
ТАБЛИЦА 1. Комплектность
Инвертор 1 шт
Руководство по эксплуатации 1 шт
Электрододержатель с кабелем 1 шт
Обратный кабель с зажимом 1 шт
Page 14

14
10. ПОДГОТОВКА К РАБОТЕ
И ЭКСПЛУАТАЦИЯ
Подготовка сварочного инвертора к работе
ВНИМАНИЕ!
Перед работой убедитесь в
исправном состоянии принад-
лежностей и средств индивидуальной защиты сварщика. Проверьте
отсутствие механических повреждений
сварочных кабелей, надежность крепления наконечников, работоспособность
электрододержателя и зажимной клеммы обратного кабеля.
Используйте специализиро-
ванную одежду и обувь для сва-
рочных работ, проверьте ис-
правность защитного щитка
или маски.
ПРЕДУПРЕЖДЕНИЕ!
Все подключения сварочных
кабелей должны производить-
ся к аппарату, отключенному
от сети.
На передней панели сварочного аппарата (см. Рис. 1. поз. 5,6) размещены два
разъема «+» и «-» для крепления прямого и обратного кабелей. Для подключения
кабеля необходимо вставить соответствующий наконечник кабеля в разъем
и повернуть его по часовой стрелке до
упора. После подключения убедитесь в
том, что наконечник кабеля плотно зафиксирован в разъеме.
ВНИМАНИЕ!
При неплотном подсоедине-
нии кабелей возможны повреж-
дения кабельного разъема или
источника питания.
Существует два способа подключения
сварочных кабелей — прямая и обратная
полярность (см. Рис. 3 А).
Прямая полярность (Рис. 3 поз. А) —
электрод присоединяется к отрицательному полюсу источника питания дуги, а
объект сварки — к положительному.
При этом способе подключения большая
скорость плавления электрода, менее
глубокое проплавление, сниженный ввод
тепла в изделие, низкая стабильность
переноса электродного металла с повышенным разбрызгиванием.
Обратная полярность (Рис. 3 поз. В) —
электрод присоединяется к положительному полюсу источника питания дуги, а
объект сварки — к отрицательному.
При этом способе подключения меньшая
скорость плавления электрода, более
глубокое проплавление, повышенный
ввод тепла в изделие, стабильный характер переноса электродного металла.
Рис. 3. Места установки сварочных
кабелей
А — прямая полярность
В — обратная полярность
Page 15

15
Выбирайте способ подключения (тип
электрода, силу сварочного тока) в зависимости от особенности сварки. Результатом неправильного подключения
может быть нестабильное состояние
сварочной дуги, разбрызгивание металла, прилипание электрода, прожог металла.
Используйте кабели штатной длины
для сварки, в случае необходимости использования кабелей большей длины не
забывайте об увеличении сечения проводов (для уменьшения падения напряжения).
Перед первым пуском аппарата или перед пуском аппарата, длительное время
не бывшего в употреблении, необходимо
убедиться в отсутствии пыли внутри его
корпуса (при необходимости очистить аппарат от пыли).
ПОДБОР СИЛЫ ТОКА И ДИАМЕТРА
ШТУЧНОГО ПЛАВЯЩЕГОСЯ
ЭЛЕКТРОДА
Качество сварного соединения зависит
от правильного выбора режима сварки.
Под выбором режима сварки понимается выбор диаметра электрода, силы сварочного тока, скорости сварки в соответствии с размерами и формой изделия,
типом соединения, материалом изделия
и электрода.
Прежде всего, в зависимости от толщины
металла и типа сварного соединения, выбирают диаметр электрода. Применение
слишком большого диаметра электрода
при малой толщине металла, может привести к прожогу металла. Применение
электрода малого диаметра при большой толщине металла может привести к
не провару металла.
После выбора диаметра электрода выбирают необходимую силу тока, которая
в основном определяется диаметром
электрода, но зависит также от толщины
свариваемого металла, типа соединения, скорости сварки, положения свари-
ваемого шва в пространстве, толщины и
химического состава свариваемого металла, покрытия электрода и его рабочей
длины.
При подборе сварочного тока необходимо соблюдать следующие поправки:
Если при сварке в нижнем положении
толщина металла < 1,5 диаметра электрода, то сварочный ток необходимо
уменьшить на 10-15% по сравнению с
расчетным током. Если толщина металла больше 3 диаметров электрода, то
сварочный ток необходимо увеличить
на 10-15% по сравнению с расчётным
током.
При сварке на вертикальной плоскости
сварочный ток уменьшают на 10-15% , в
потолочном положении — на 15-20% по
сравнению с выбранной силой тока для
сварки в нижнем положении.
Ориентировочные характеристики режимов ручной дуговой сварки стыковых соединений в нижнем положении приведены в Таблице 2.
ТАБЛИЦА 2. Ориентировочные
характеристики режимов ручной дуговой
сварки стыковых соединений в нижнем
Толщина
металла
детали, мм
положении
Диаметр
электрода,
мм
Сила тока,
А
1,1-2,0 1,6-2,5 50-80
2,2-5,0 2,5-4,0 80-160
5,0-10,0 4,0-6,0 160-250
ПОДКЛЮЧЕНИЕ СВАРОЧНОГО
ИНВЕРТОРА К СЕТИ ПИТАНИЯ
Необходимо подключать сварочный аппарат к электросети, оснащенной кабелем, предохранителем или автоматическим выключателем, а также розеткой
требуемого номинала. Соотношение
потребляемого тока, рекомендуемых
номиналов выключателя и розетки, сечения кабеля питания приведены в Таблице 3.
Page 16

16
Сечение сварочных проводов должно быть не менее 10 мм2 для моделей
IW-120/5А mini, IW-140/6,1А mini и
16 мм2 для моделей IW-160/7.2А mini,
IW-180/8,4А mini (медь). При использовании удлинителей сечение кабеля питания должно соответствовать данным
таблицы 3.
ВЫПОЛНЕНИЕ СВАРОЧНЫХ
РАБОТ ПЛАВЯЩИМСЯ ШТУЧНЫМ
ЭЛЕКТРОДОМ
Схематично подключение сварочного
аппарата показано на Рис.4. Способ подключения – обратная полярность.
Рис. 4 Схема подключения сварочного
аппарата
Для проведения сварочных работ выполните следующие действия:
1. Закрепите зажим «земля» на свари-
ваемой детали или металлической
поверхности основания, на котором
будет проходить сварка. При этом
свариваемые детали должны иметь
хороший контакт с поверхностью основания. Разожмите зажим электрододержателя и вставьте в него электрод.
ПРИМЕЧАНИЕ:
Используйте информацию о
полярности и сварочном токе,
нанесенную на упаковке элек-
тродов.
2. Приготовьте маску (защитный щиток). Включите питание, для этого выключатель
переведите в положение
«ВКЛ». При этом должна загореться
лампочка индикатора сети.
ОСТОРОЖНО!
При выполнении сварочных
работ необходимо защитить
маской лицо и глаза.
3. Держа перед собой маску, разожгите
сварочную дугу.
Сварочную дугу возбуждают двумя
способами:
• Можно коснуться свариваемого изде-
лия торцом электрода и затем отвести электрод от поверхности изделия
на 3-4 мм, поддерживая горение образовавшейся дуги.
• Можно также быстрым боковым дви-
жением коснуться свариваемого изделия и затем отвести электрод от
поверхности изделия на такое же расстояние (по методу зажигания спички).
рекомендуемых номиналов выключателя и розетки, сечения кабеля питания
Модель
ТАБЛИЦА 3. Соотношение потребляемого тока,
Максимальный
ток питания,
I
, (А)
1max
Номинал
автоматиче-
ского выклю-
чателя, А
Номинал
розетки, А
Сечение
кабеля
(медь), мм
Сечение
кабеля
(алюминий),
2
мм
IW-120/5А mini 23,1 25 25 4 6
IW-140/6,1 mini 27,9 25,32 25 4 6
IW-160/7,2 mini 32,8 32 32 6 10
IW-180/8,4 mini 38,1 40 32 6 10
2
Page 17

ВНИМАНИЕ!
Прикосновение электрода к
изделию должно быть кратко-
временным, так как иначе он
приваривается к изделию. Отрывать
электрод следует резким поворачиванием его вправо и влево.
4. Производите сварку.
Длина дуги должна соответствовать
диаметру электрода и его марке, но в
основном должна удерживаться в пределах 0,5-1,2 диаметра электрода. Для
каждого отдельного случая при выборе
различных методик сварки устанавливают разные углы наклона для электрода.
Основными считаются три положения
электрода относительно плоскости сваривания: движение вперед с наклоном
электрода 30-60 градусов (наиболее
распространенное), движение вперед с
наклоном 90 градусов (применяемое в
труднодоступных местах) и движение назад с наклоном 30-60 градусов.
5. Заканчивая сварочный шов, отведите
электрод немного назад, для заполнения сварочного кратера, а затем
быстро поднимите электрод до исчезновения дуги.
ПРИМЕЧАНИЕ:
В конце сварки на коротком
электроде выделяется боль-
ше тепла из-за его сильного
разогрева. Возможно проявление прожога металла. Будьте внимательны и
выбирайте оптимальный режим сварки.
На Рис. 5 приведены основные виды сварочных швов. При правильном выборе
режима сварки: типа и диаметра электрода, его наклона, длины дуги, величины
сварочного тока и скорости сварки шов
получается без дефектов и необходимой
ширины (Рис. 5Г).
Результатом высокой скорости сварки
является уменьшение глубины провара
и ширина шва. Низкая скорость сварки
приводит к перегреву металла, широкому шву и возможному прожогу металла
(Рис. 5А).
17
Рис. 5 Виды сварочных швов
Длинная сварочная дуга вызывает увеличение разбрызгивания металла, порообразование и слабое проплавление свариваемого металла, короткая дуга вызывает
прилипание электрода и ухудшение условий формирования шва (Рис. 5Б).
Чрезмерный сварочный ток вызывает
быстрый расход электрода и приводит к
перегреву металла. Недостаточный сварочный ток приводит к узкому шву и его
плохому проплавлению (Рис. 5В).
6. После окончания сварки и остывания
сварочного шва необходимо удалить
шлак при помощи молотка и щетки.
ВНИМАНИЕ!
При удалении шлака используйте специальные защитные
очки или маску.
Информацию о видах сварочных швов
с описанием можно получить из нормативно-технических документов по ручной
дуговой сварке.
ГОСТ 5264-80. Ручная дуговая сварка.
Соединения сварные. Основные типы,
конструктивные элементы и размеры.
ГОСТ 11534-75. Ручная дуговая сварка.
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
Page 18

18
ГОСТ 16037-80. Соединения сварные
стальных трубопроводов. Основные
типы, конструктивные элементы и размеры.
Для того, чтобы закончить сварку необходимо вернуть электрод назад (для заполнения сварочного кратера) и быстро
извлечь электрод из сварочной ванны
для разрыва дуги.
Регулировка силы тока осуществляется
регулятором, расположенным на передней панели аппарата. Поворот по часовой стрелке приводит к увеличению силы
тока, против часовой стрелки – к уменьшению.
ПРИМЕЧАНИЕ:
Если инвертор внесен в зимнее время в отапливаемое по-
мещение с улицы, то необходимо выдержать инвертор в течение
3-6 часов, чтобы он прогрелся до температуры окружающего воздуха.
ОСНОВНЫЕ ВИДЫ СВАРНЫХ
СОЕДИНЕНИЙ И ШВОВ
Основные виды соединений приведены
на Рис. 5.
Стыковое соединение представляет
собой соединение двух листов или труб
их торцевыми поверхностями (см. Рис.
6). Данное соединение является самым
распространенным, благодаря меньшему расходу металла и времени на сварку.
В зависимости от расположения шва
стыковое соединение может быть односторонним и двухсторонним. От подготовки соединения под сварку, в зависимости от толщины свариваемых изделий
может быть без скоса кромок и со скосом
кромок.
Одностороннее соединение без скоса
кромок предполагает сварку листов толщиной до 4 мм. Двустороннее соединение без скоса кромок рекомендуется
выполнять при сварке толщин до 8 мм.
В обоих случаях для обеспечения качественного провара, необходимо делать
небольшой зазор при соединении листов
под сварку, около 1-2 мм.
Скос кромок при одностороннем сварном
соединении рекомендуется делать при
толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом
кромок V-образного типа. Иногда применяются односторонние скосы кромок и
скосы U-образного типа. Для предотвращения возможностей прожогов во всех
случаях делается небольшое притупление кромок.
Рис. 5 Основные виды соединений
Каждому виду соединения соответствует
свой тип шва:
• шов стыкового соединения;
• шов таврового соединения;
• шов соединения внахлест;
• шов углового соединения.
Рис. 6 Виды стыковых соединений
Page 19

19
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать
X-образную разделку, которая имеет ряд
преимуществ перед V-образной разделкой. Эти преимущества заключаются в
уменьшении объема требуемого металла для заполнения разделки (почти в 2
раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т» (см.
Рис. 7.). Как и в случае со стыковыми соединениями, в зависимости от толщины
металла выполняется сварка с одной или
с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке 7.
Рис. 7 Виды тавровых соединений
Некоторые советы по сварке таврового
соединения.
Совет первый. При сварке тонкого металла с более толстым (см. Рис. 8.) необходимо, чтобы угол наклона между
толстым металлом и электродом или
сварочной горелкой составлял около 60°.
Рис. 8 Сварка тонкого металла
с более толстым
Совет второй. Сварку таврового соединения (и углового в такой же степени)
можно значительно упростить, расположив его для сварки «в лодочку» (Рис.
9). Это позволяет проводить сварку преимущественно в нижнем положении,
увеличивая скорость сварки и уменьшая
вероятность появления подрезов, которые являются очень частым дефектом
таврового сварного соединения, наряду
с «непроваром». В некоторых случаях
одного прохода будет недостаточно, поэтому для заполняющих швов требуется
осуществлять колебания электрода.
Рис. 9 Сварка «в лодочку»
Соединение внахлест. Данный тип соединения рекомендуется применять при
сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих
сторон. Делается это из-за того, чтобы
не было возможности попадания влаги
между ними. Так как сварочных швов при
этом соединении два, то соответственно
увеличивается время на сварку и расходуемые сварочные материалы.
Угловое соединение. Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым
или другим углом. Данные соединения
также могут быть со скосом кромок или
без скоса, в зависимости от толщин. Иногда угловое соединение проваривается и
изнутри.
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости: нормальные, выпуклые, вогнутые.
Page 20

20
Выпуклость шва зависит как от применяемых сварочных материалов, так и
режимов сварки. Например, при длинной
дуге шов получается пологим и широким,
и, наоборот, при сварке на короткой дуге
шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки
кромок.
Типы соединений по положению в пространстве: нижнее положение, горизонтальное, вертикальное и потолочное
(Рис. 10).
Рис. 10 Пространственное положение
соединений
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому
при проектировании изделия и составлении технологии сварочного процесса
следует это учитывать. Сварка в нижнем
положении способствует высокой производительности, является наиболее
простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от
сварщика повышенной квалификации, а
потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени
протяженности: сплошные (непрерывные), прерывистые.
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
ОТКЛЮЧЕНИЕ СВАРОЧНОГО
АППАРАТА. ТЕПЛОВАЯ ЗАЩИТА
Для выключения сварочного аппарата
необходимо выключатель сети 4 (Рис. 1)
перевести в положение «ВЫКЛ». При
этом лампочка индикатора сети погаснет.
При перегреве сварочного аппарата
включается устройство тепловой защиты, которое отключает питание от всех
систем, кроме системы охлаждения. При
этом загорается индикатор включения
тепловой защиты на панели 3 (Рис. 1).
В зависимости от температуры окружающей среды и особенности сварочных
работ необходимо подождать несколько
минут до отключения системы тепловой
защиты (при этом гаснет индикатор). Питание подается на все системы аппарата.
После этого можно продолжать работу.
Page 21

11. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Для обеспечения надежной работы в течение длительного периода необходимо
проводить техническое обслуживание
(ТО) сварочного инвертора.
ПРЕДУПРЕЖДЕНИЕ!
Перед проведением ТО свароч-
ный инвертор должен быть
отключен от электрической
сети.
1. Периодически проверять состояние
всех соединений инвертора (особенно разъемов сварочных кабелей).
При наличии окисления контактов,
удалите его с помощью наждачной
бумаги.
2. Регулярно удаляйте пыль с внутрен-
них поверхностей, рекомендуется это
делать с помощью сжатого воздуха.
ПРИМЕЧАНИЕ:
Давление сжатого воздуха не
должно превышать 8 Бар.
3. Не допускайте попадания внутрь
пара, капель воды и других жидкостей. Если же жидкость попала на инвертор или внутрь него – тщательно
высушите ее.
4. Периодически проверяйте целост-
ность изоляции всех кабелей. Если
изоляция повреждена, то заизолируйте место повреждения или замените
кабель.
21
ТО следует проводить после окончания
гарантийного срока, не реже одного раза
в год или чаще, в случае работы в сильно
запыленных условиях или при попадании внутрь инвертора жидкости, с целью
удаления пыли и грязи, попавших в аппарат во время работы.
Техническое обслуживание включает
в себя:
• внешний осмотр,
• внутреннюю чистку аппарата,
• проверку, зачистку, подтяжку мест
соединений силовых контактов аппарата,
• проверку работоспособности.
ВНИМАНИЕ!
Техническое обслуживание
сварочного инвертора должен
проводить квалифицирован-
ный специалист.
Page 22

22
12. ХРАНЕНИЕ, ТРАНСПОРТИРОВАНИЕ
И УТИЛИЗАЦИЯ
ХРАНЕНИЕ
Устройство следует хранить в сухом, не
запыленном помещении.
При хранении должна быть обеспечена защита устройства от атмосферных
осадков.
Наличие в воздухе паров кислот, щелочей и других агрессивных примесей не
допускается.
Устройство во время хранения должно
быть недоступно для детей.
ТРАНСПОРТИРОВАНИЕ
Сварочный инвертор можно транспортировать любым видом закрытого транспорта в упаковке производителя или без
нее с сохранением изделия от механических повреждений, атмосферных осадков, воздействия химически активных веществ. Наличие в воздухе паров кислот,
щелочей и других агрессивных примесей
не допускается.
Во время погрузочно-разгрузочных работ
инвертор не должен подвергаться ударам, падениям и воздействию атмосферных осадков.
Условия транспортирования инвертора
при воздействии климатических факторов:
— температура окружающего воздуха от
минус 40 до плюс 40°С;
— относительная влажность воздуха не
более 80 % при 20°С.
Перемещение инвертора с одного рабочего места на другое производится с помощью ремня, закрепленного на крышке
корпуса.
УТИЛИЗАЦИЯ
Утилизация сварочного инвертора
должна производиться в соответствии с
нормами законодательства РФ, в частности Федеральным законом N7-ФЗ от
10.01.2002 «Об охране окружающей среды».
Page 23

13. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
И СПОСОБЫ ИХ УСТРАНЕНИЯ
Неисправность Причина и методы устранения
Аппарат включен,
индикатор сети не горит,
вентилятор не работает,
дуга не возбуждается.
Аппарат включен,
индикатор сети горит,
вентилятор не работает,
дуга не возбуждается.
Аппарат включен,
индикатор сети горит,
вентилятор не работает,
индикатор перегрузки горит,
дуга не возбуждается.
Повышенное разбрызгивание
металла при сварке.
1. Проверьте выключатель сети.
2. Проверьте напряжение сети.
3. Проверьте сетевой кабель.
При необходимости отремонтируйте
или замените кабель.
1. Проверьте надежность всех соединений
в аппарате.
2. Если используется удлинитель,
убедитесь в соответствии толщины
сечения проводов требуемому значению.
При необходимости замените
удлинитель.
3. Неисправность электронной схемы
управления. Обратитесь в сервис.
1. Возможна перегрузка сети.
Отключите аппарат, затем попытайтесь
включить снова.
2. Сработала защита от перегрузки.
Подождите 2-3 минуты, пока аппарат
не остынет.
3. Неисправность электронной схемы
управления. Обратитесь в сервис.
1. Неправильно выбрано значение
полярности. Поменяйте полярность.
2. Неправильно выбрано значение
сварочного тока. Измените настройку
регулятора тока.
23
Page 24

ПРОИЗВОДИТЕЛЬ
ОСТАВЛЯЕТ ЗА СОБОЙ ПРАВО
БЕЗ ПРЕДВАРИТЕЛЬНОГО УВЕДОМЛЕНИЯ
ВНОСИТЬ ИЗМЕНЕНИЯ В КОНСТРУКЦИЮ
ОТДЕЛЬНЫХ ДЕТАЛЕЙ И УЗЛОВ,
НЕ УХУДШАЮЩИЕ КАЧЕСТВО ИЗДЕЛИЯ.
ПОСЛЕ ПРОЧТЕНИЯ РУКОВОДСТВА
СОХРАНИТЕ ЕГО В ДОСТУПНОМ
И НАДЕЖНОМ МЕСТЕ.
WWW.CHAMPIONTOOL.RU
 Loading...
Loading...