

Page 1

CEREC MC XL Premium Package / MC XL / MC X / MC
and inLab MC XL
Cleaning and Maintenance
Page 2

Contents
Maintenance Schedule
03 |
Water System
04 |
Changing the Filter Bag (CEREC Suction Device)
04 |
Changing the HEPA Filter (CEREC Suction Device)
05 |
Using the Cleaning Hose and Wet Cleaning Process
06 |
Clamping Cones for Instruments
07 |
Manual Block Clamp
07 |
Ball Pressure Screw in Manual Block Clamp
07 |
Set Screw (MC and MC X only)
08 |
Chamber Door
08 |
Instruments
09 |
Calibration
09 |
09 |
09 |
Annual Maintenance
Approved Accessories
Important Order Numbers
10 |
Maintenance Documentation
12 |
Notes
15 |
Introduction
Dear Customer,
Thank you for your purchase of a milling and grinding unit from Dentsply
Sirona. The purpose of this document is to assist you with conducting routine
cleaning and maintenance on your unit. This will result in optimizing the unit’s
performance and extending its lifetime.
Additionally, to keep up to date on the latest CEREC news and information,
we welcome you to visit https://my.cerec.com.
Your CEREC Team
02
2
Page 3
Maintenance Schedule
Before every wet machining process
• Ensure that the water and Dentatec solution completely covers
the filter(s) in the water tank
Weekly
• Change water in water tank and add 75ml Dentatec
Monthly
• Clean water filter monthly or as needed depending on
usage (change filter every 3-4 cleanings)
• Check and clean water jets to ensure that water is striking
the tools during wet machining
• Clean manual block clamp inside of the block axle
• Clean motor clamping cones for instruments without chuck
Yearly
• Annual maintenance carried out by a Service Technician
Dry milling zirconia only:
Every 10 dry milled zirconia restorations
• Vacuum chamber and run wet cleaning program
Every 120 dry milled zirconia restorations
• Change filter bag (change HEPA filter every 3-4 filter bags)
03
3
Page 4
Water System
Change the water at least once a week or when prompted by the system after
240 minutes wet machining time.
• Add 75ml Dentatec to the tank
• Fill the tank with water until the filter(s) is/are completely immersed
(up to the bottom edge of the cover thread, approx. 3 liters)
Clean the filter(s) when changing the water or when the “water pressure too
low“ message appears. Remove the filter(s) from tank and hold under warm
water while washing out material.
Change the filter(s) immediately if damaged; otherwise every 3 months or
after 3-4 filter cleanings.
Clean the cooling water jets if they do not strike the machining instruments by
carefully removing any foreign particles from the water nozzles with a cleaning
wire or probe. This will help to extend the life of the instruments.
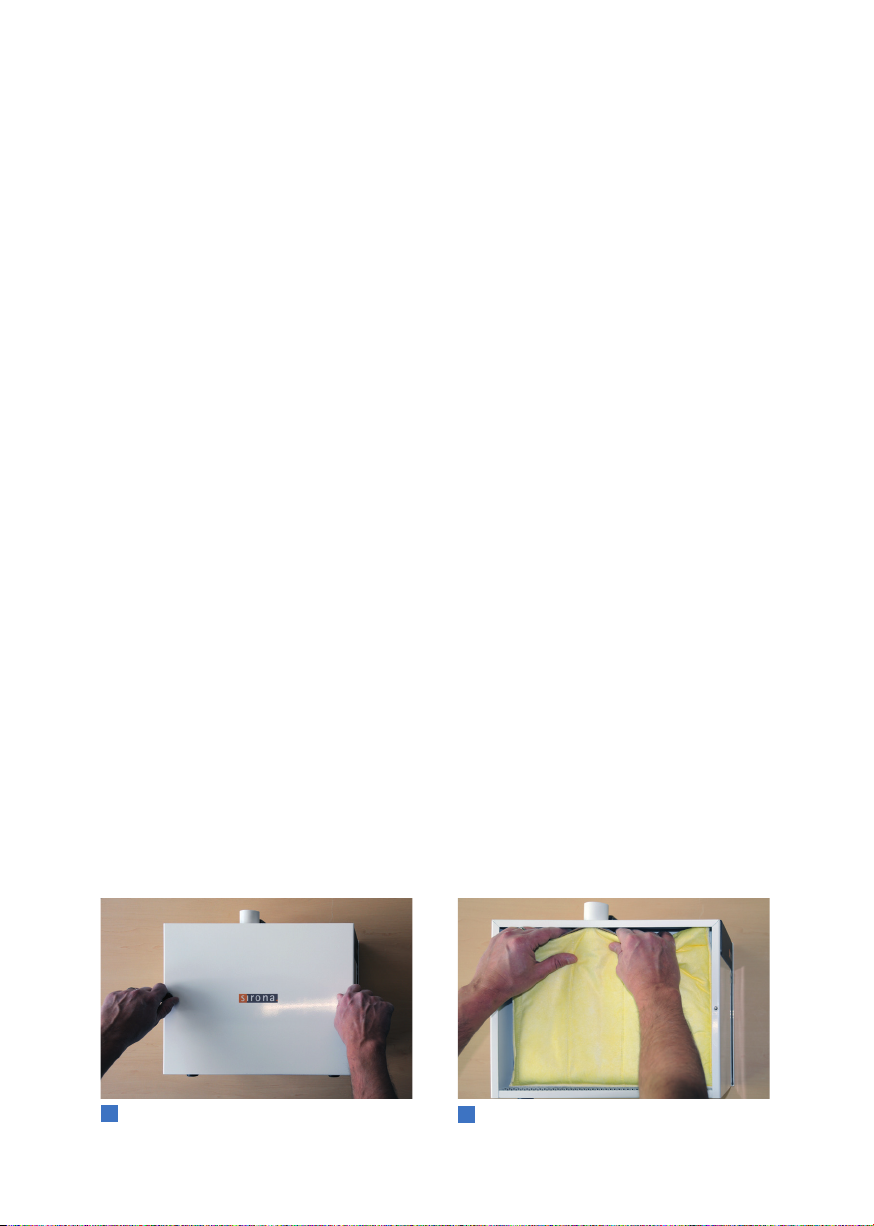
Changing the Filter Bag (CEREC Suction Device)
If there is a significant fall in suction power when dry milling zirconia, the filter
bag (REF 65 78 095) could be full and will need replacing. Typically a filter
bag should oer capacity for ca. 120 restoration units. This number can vary
depending on the amount of zirconia material milled and extracted. To change
the filter bag:
1. Loosen and remove the two knurled nuts on the maintenance cover.
2. Remove the cover.
3. Remove the full bag from the nozzle and replace with a new one.
4. Place the cover back on and screw tighten the two knurled nuts.
Note: ensure that the cap is sealed properly and the filter bag is not jammed.
1
Removing the cover
04
2
Replacing the filter bag
Page 5
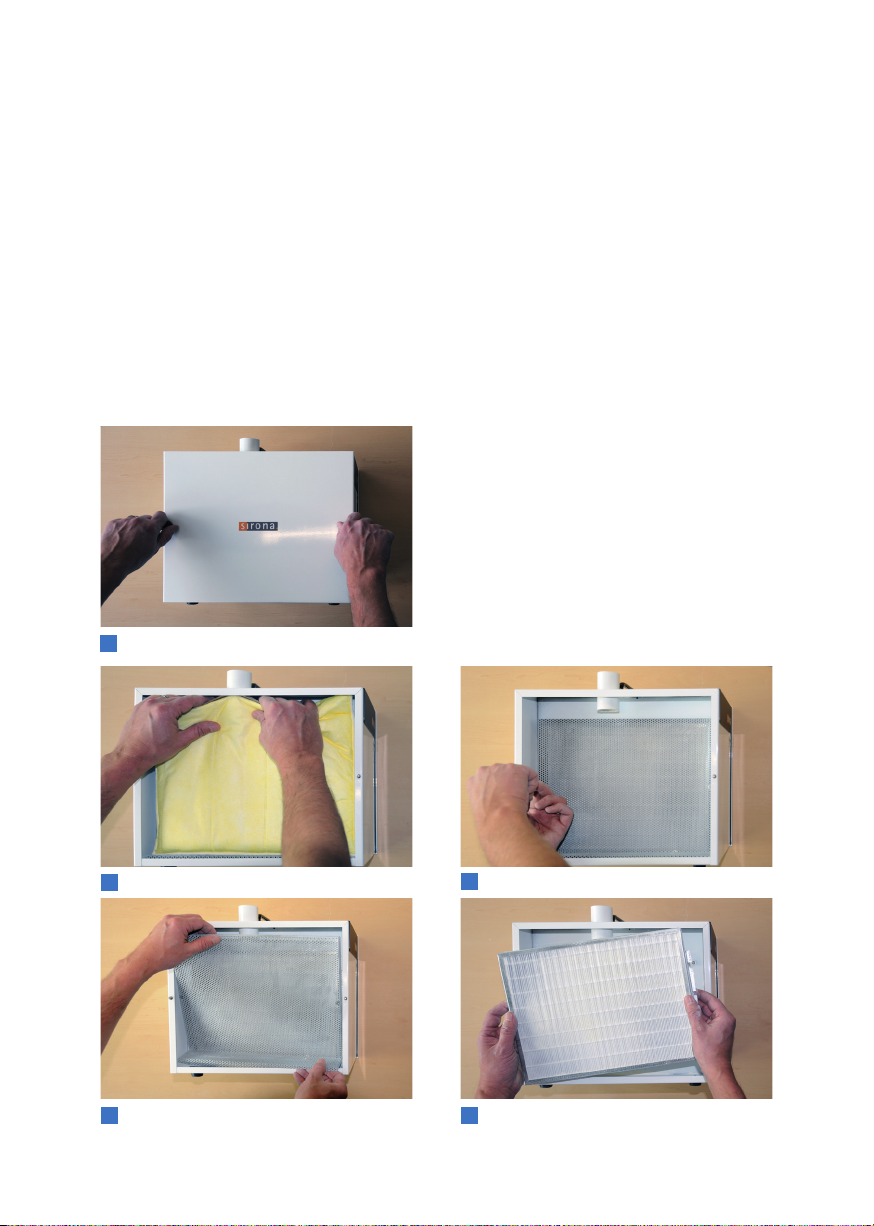
Changing the HEPA Filter (CEREC Suction Device)
If the suction power is still weak after replacing the filter bag, then also
replace the HEPA filter (REF 63 85 277). The HEPA filter is located behind
the filter bag. It is recommended to change the HEPA filter every 3-4 filter
bags. This number can vary depending on the amount of zirconia material
milled and extracted. To change the HEPA filter:
1. Loosen and remove the two knurled nuts on the maintenance cover.
2. Remove the cover.
3. Remove the filter bag from the nozzle.
4. Then remove the two Phillips screws on the perforated sheet on the inside
of the suction device.
5. Take out the perforated sheet and remove the HEPA filter.
6. Place a new HEPA filter in the
designated area.
7. Insert the perforated sheet and
tighten the two Phillips screws.
8. Put the filter bag back on again.
9. Place the cover back on and
tighten the two knurled nuts.
Removing the cover
1
Removing the filter bag Unscrewing the Phillips screws
2
Removing the perforated sheet Replacing the HEPA Filter
4
3
5
05
Page 6

Using the Cleaning Hose and Wet Cleaning Process
The milling chambers of units used for dry milling zirconia should be regularly
cleaned to avoid a build-up of excess zirconia dust. A cleaning hose with
nozzle can be used for this. This hose is ordered separately as a spare part
(REF 65 89 795). When dry milling zirconia, it is recommended to use the wet
cleaning process or wet grind a restoration at least once a week or after every
ten dry-milled restorations.
To use the cleaning hose and wet cleaning process:
1. Remove the milling unit hose from the top of the suction device.
2. Connect the cleaning hose to the top opening of the suction device.
3. Activate the suction device’s manual function by changing the switch setting
on top of the device from “Auto” to “On”.
4. Vacuum excess dust from the chamber as needed.
5. Remove excess dust from the block shaft and the underside of the bae
plate located on the block axis. (See both arrows in picture 4)
6. After the chamber has been vacuumed the wet cleaning process in the
software should be used 2-3 times as needed to remove excess dust.
• In the software’s system menu, navigate to “Configuration“, then
click on the “Devices“ button.
• Select the applicable unit.
• Click on the option “Service“ then “Start a cleaning process“.
Notes: A restoration can be wet grinded to achieve a similar cleaning eect.
A nylon brush can also be used to remove zirconia dust from around the
base of the block shaft in between wet cleaning processes.
Cleaning hose Removing and connecting the hoses
Vacuuming the chamber Block shaft base and bae plate
3
06
21
4
Page 7

Motor Clamping Cones for Instruments
Clean the clamping cones of the tools once a month as follows:
1. Using the software, initiate a tool change.
2. Unscrew and remove the tool.
3. Clean the inside of the clamping cone
with a pointed cotton swab included
with the Cleaning Set and undiluted
ethanol (commercially available
cleaning alcohol). When doing this,
rotate the cotton swab counterclock wise in order to push the dirt out.
4. Do not grease the thread. Inser t the
tool and screw it tight with the torque
wrench.
Cleaning the clamping cones
1
Manual Block Clamp
Clean the inside of the block axle once a month with a round (green) cotton
swab included with the Cleaning Set and undiluted ethanol (commercially
available cleaning alcohol).
MC XL block clamp
1
MC/MC X block clamp
2
Ball Pressure Screw in Manual Block Clamp
The high clamping forces cause wear of the ball pressure screw. Replace the
ball pressure screw (REF 62 58 987) after every 500 clamping procedures.
Block clamp Ball pressure screw
1
2
07
Page 8

Set Screw (MC and MC X only)
Replace the set screw (REF 62 35 126) after every 1000 clamping
procedures or if the pin has broken o.
Note: do not confuse the set screw with the ball pressure screw! (See picture 1)
Replacing the set screw
1
Set screw
2
1. Remove block from holder if inserted.
2. In the software’s system menu, navigate to “Configuration“, then click on
the “Devices“ button.
3. Select the applicable unit.
4. Click on the button “Change set screw“.
• The block axis will move into 12 o’clock position.
• The software will inform to replace the set screw and close the door.
5. Remove the worn set screw using the block clamp tool.
6. Insert a new set screw and secure in place with the block clamp tool.
7. Click on the “Ok“ button in the software.
Chamber Door
The door should only be cleaned with a microfiber cloth. Paper towels should
not be used as they can reduce the transparency of the door over time.
08
Page 9

Instruments
Change the grinding burs and milling instruments when prompted by
the software.
• Diamond burs (wet grinding): typically after ca. 25 restorations at the
latest. However the type of material, size of blocks used and machining
option can impact lifetimes.
• Shaper 25 (dry milling): after 50 restorations
• Shaper 25 RZ (wet milling): after 30 restorations
• Finisher 10 (dry and wet milling: after 50 restorations
Calibration
The unit is calibrated at the factory. No additional calibration is required
during initial startup.
Subsequent calibrations should be carried out once a year as part of annual
maintenance or if production results are faulty.
Annual Maintenance
It is recommended to have maintenance performed on your unit annually by a
trained technician. Please contact your local dealer for details.
Approved Accessories
In order to ensure reliable and high-quality results as well as product safety
and durability, our portfolio of CEREC MC / MC X / MC XL / MC XL Premium
Package and inLab MC XL milling and grinding units may be only operated
with original Dentsply Sirona accessories or third-party accessories expressly
approved by Dentsply Sirona. In particular, only the power cable supplied with
the unit or the corresponding original spare part may be used with the unit. The
user assumes the risk of using non-approved accessories.
Approved accessories also include grinding burs, milling instruments, blocks
and coolants. The current range of approved blocks and corresponding burs/
cutters can be found in the latest software as well as in the “Bur Tables” available in the Downloads area at:
https://my.cerec.com
These lists will be updated from time to time.
09
Page 10

Important Order Numbers
Left Side REF
Step Bur 12 S (Qt y. 6)
Step Bur 12
Cylinder Bur 12EF
*Ext ra Fine Bu rs requi re a 4-mo tor unit
(Qt y. 6)
(Qt y. 6)*
Step Bur 20 (Qt y. 6)
Shaper 25 (Qty. 3) - dry milling**
Shaper 25 RZ
(Qty. 3) - wet milling**
62 40 167
62 60 025
65 35 186
62 59 597
62 99 395
64 33 440
REF Right Side
Cylinder Pointed Bur 12 S
62 40 159
65 35 178
Cylinder Pointed Bur 12 EF
Cylinder Pointed Bur 20
62 59 589
62 99 387
Finisher 10
dry & wet milling**
(Qt y. 6)
(Qt y. 6)*
(Qt y. 6)
(Qty. 3) -
** Milling is only approved for units from the following serial numbers: inLab MC XL 129001,
CEREC MC XL 129001, CEREC MC XL Premium Package 302001, CEREC MC X 231001,
CEREC MC 231001 or upgrade of the left motor on 2-motor machines or of the left motor
in the motor set 1 on 4-motor machines.
Dry milling of zirconia requires dry milling configuration and CER EC Suction Unit.
Description REF
Dentatec 1000ml
Filter MC/MC X (Qty. 1) – “Top-loading” 63 87 067
Filter MC/MC X (Qty. 6) – “Top-loading”
Filter (Qty. 1) – “Side-loading”
Filter (Qty. 6) – “Side-loading” 61 29 402
10
58 09 640
64 29 950
61 29 519
Page 11

Description REF
Filter Bag, CEREC (Qty. 2) 65 78 095
HEPA Filter (Qty. 1) 63 85 277
Second Hose for Cleaning 65 89 795
Torque Wrench, Spare 64 79 849
Torque Wrench HT, Spare
(only for Shaper 25RZ)
Ball Pressure Screw Set (Qty. 5)
(for manual block clamp)
Set Screw (Qty. 1)
(for MC and MC X units only)
Cleaning Set
(for manual block clamp)
Milling chamber sieve, Spare 62 99 403
64 79 856
62 58 987
62 35 126
63 05 614
11
Page 12

Maintenance Documentation
No.
Task Description Task Date
Person Responsible
12
Page 13

Maintenance Documentation
No.
Task Description Task Date
Person Responsible
13
Page 14

Maintenance Documentation
No.
Task Description Task Date
Person Responsible
14
Page 15

Notes
15
Page 16

Dentsply Sirona
Sirona Dental Systems GmbH
Fabrikstraße 31, 64625 Bensheim, Deutschland
dentsplysirona.com
16
Procedural Solutions
Preventive
Restorative
Orthodontics
Endodontics
Implants
Prosthetics
Enabling Technologies
CAD/CAM
Imaging Systems
Treatment Centers
Instruments
Bestell-Nr. 66 35 556, Ä.-Nr.: 000 000
 Loading...
Loading...