

Page 1

НОЖНОЙ ИМПУЛЬСНЫЙ
АППАРАТ ТИПА CNI
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Page 2

2
ОГЛАВЛЕНИЕ:
1 МЕРЫ БЕЗОПАСНОСТИ.................................................................3
2 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ..............................................3
3 КОМПЛЕКТ ПОСТАВКИ ...................................................................4
4 УСТАНОВКА АППАРАТА ................................................................4
5 ОБЩИЕ СВЕДЕНИЯ.........................................................................5
5.1 ПРИНЦИП ИМПУЛЬСНОЙ СВАРКИ...............................................................5
5.2 ОБЩИЙ ВИД И ОБОЗНАЧЕНИЯ.......................................................................6
5.3 РЕГУЛИРОВКА ВРЕМЕНИ НАГРЕВА.............................................................7
6 ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ
УСТРАНЕНИЯ ............................................................................................8
7 ОБСЛУЖИВАНИЕ АППАРАТА .......................................................9
7.1 ПЕРИОДИЧНОСТЬ ПРОВЕРКИ.........................................................................9
7.2 РЕГУЛИРОВКА ЗАЗОРА МИКРОВЫКЛЮЧАТЕЛЯ...................................9
7.3 ЗАМЕНА УЗЛОВ.....................................................................................................10
7.3.1 ЗАМЕНА ЛЕНТЫ НАГРЕВАТЕЛЯ.................................................................10
7.3.2 ЗАМЕНА НАГРЕВАТЕЛЯ.................................................................................11
7.3.3 ЗАМЕНА СИЛИКОНОВОЙ ПРОКЛАДКИ ...................................................11
7.3.4 ЗАМЕНА МИКРОВЫКЛЮЧАТЕЛЯ...............................................................12
7.3.5 ЗАМЕНА БЛОКА УПРАВЛЕНИЯ...................................................................12
Page 3
3
Благодарим за покупку ножного импульсного аппарата типа CNI производства
фирмы Cas Corporation Ltd., республика Корея. Просим ознакомиться с настоящей
инструкцией прежде, чем приступить к работе. Обращайтесь к ней по мере
необходимости.
Ножной импульсный аппарат типа CNI (далее – аппарат) относится к сварочным
аппаратам, предназначенным для заваривания пакетов из пленки после их заполнения.
Режим нагрева настраивается в зависимости от конкретных условий.
Аппарат может использоваться в бытовой сфере и в сфере торговли. Однако
аппарат не предназначен для использования в промышленности.
Интернет-сайт производителя: www.globalcas.com
Интернет-сайт производителя для стран СНГ: www.cas-cis.com
1 МЕРЫ БЕЗОПАСНОСТИ
• Место для установки аппарата должно быть ровным и горизонтальным.
• Запрещается работать без заземления (контакт находится с тыльной стороны рычага).
• Избегайте попадания воды в аппарат, не работайте во влажных условиях. Аппарат не
предназначен для работы с пакетами, заполняющимися жидкостями.
• Запрещается включать вручную микровыключатель без нажатия рычага. Если оператор
будет трогать место сварки, тефлоновая лента может сгореть или порваться.
• Не пользуйтесь самодельным нагревателем или изготовленным другой фирмой.
2 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Таблица 2.1 – Технические характеристики
Модель CNI-300 CNI-450 CNI-600 CNI-800
Длина шва, мм 300 450 600 800
Температура сварки, оС
Время сварки, сек
Толщина пленки, мм до 0,5
Материал пленки полиэтилен, полипропилен, поливинилхлорид
Эл. питание 220 В, 49-51 Гц
Масса, кг,
максимальная
150
1,5 ± 1
25,1
Page 4
4
3 КОМПЛЕКТ ПОСТАВКИ
Перечень принадлежностей, поставляемых в комплекте со сварщиком, приведен в
таблице 3.1.
Таблица 3.1 – Перечень поставляемых компонентов
№ п/п
ливаемая на стойке с помощью кронштейна.
Наименование Количество (шт.)
1 Аппарат CNI 1
2 Руководство по эксплуатации 1
3 Нагревательный элемент 2
По дополнительному заказу в комплект включается полка с отбортовкой, устанав-
4 УСТАНОВКА АППАРАТА
В поставке одна упаковка содержит основание, стойку, узел тягового механизма и
педаль, а другая – головку аппарата, полку и пакет с крепежом.
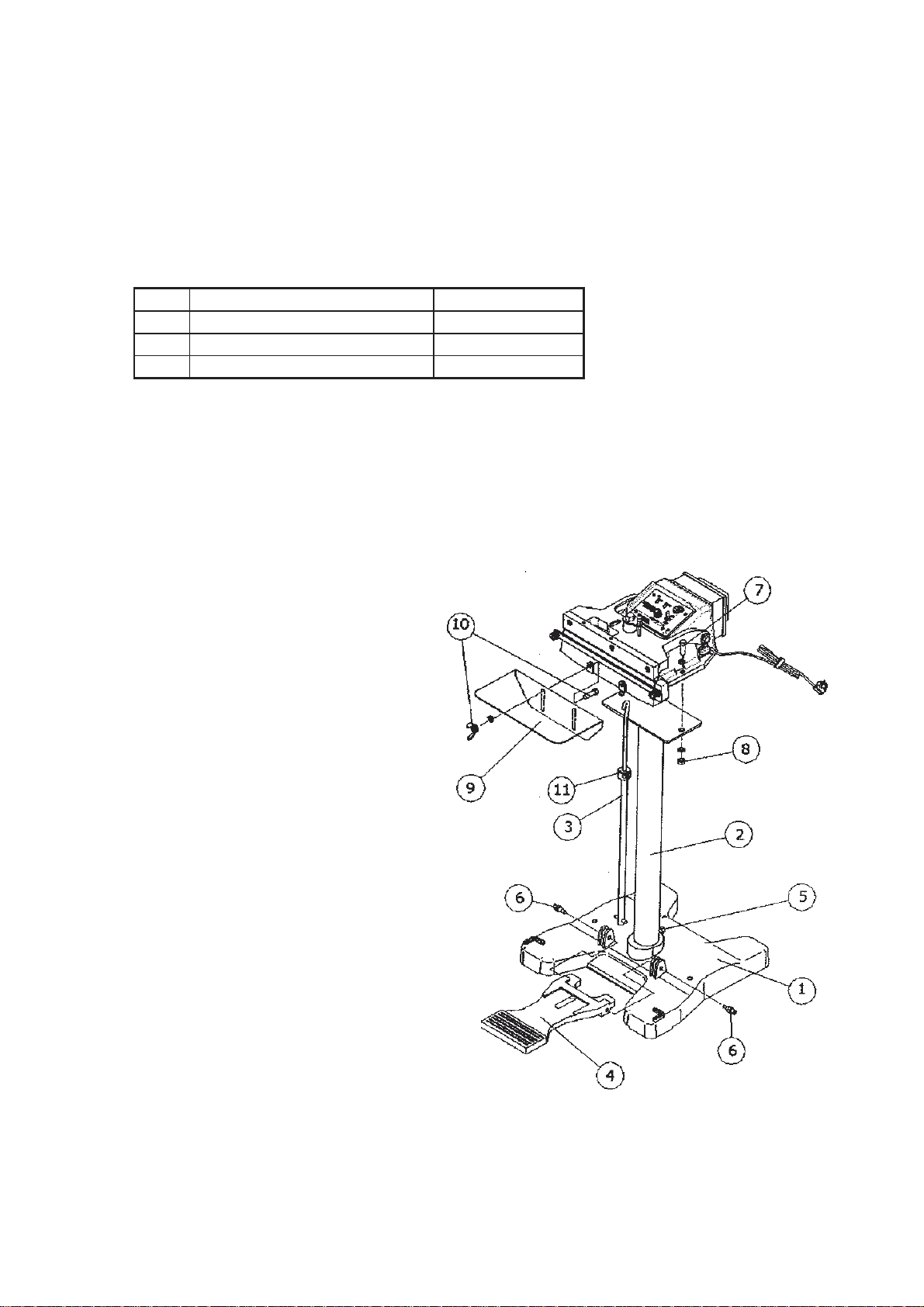
Установите основание 1 на
плоское место и вставьте стойку 2 в
отверстие основания.
Закрепите стойку, туго затянув
болт 5.
Вставьте педаль 5 между
проушинами основания и
зафиксируйте ее болтом 6.
Установите головку аппарата на
стойку и закрепите ее двумя
болтами 7 (М10×30) и гайками 8.
Отрегулируйте положение стола
9 и закрепите его болтами М8×20 и
гайками 10.
Подвесьте тяговый механизм 3
на скобу под головкой, а снизу
вставьте его в отверстие в педали.
Вращением гайки 11, т.е.
изменением длины тяги,
отрегулируйте усилие нажатия
педали.
Page 5

5
5 ОБЩИЕ СВЕДЕНИЯ
Принцип действия заключается в пропускании импульса электрического тока через
нагреватель, который делает в пакете сварной шов. Импульс вырабатывается при нажатии
педали. Предварительный прогрев не требуется: аппарат готов к работе сразу после
подключения его к сети.
5.1 ПРИНЦИП ИМПУЛЬСНОЙ СВАРКИ
На первом этапе заполненный пакет кладется на стол аппарата так, чтобы его
горловина находилась между рычагом и нагревателем. Далее нажатием педали опускают
рычаг на нагреватель, и пакет оказывается зажатым. При нажатии срабатывает микровыключатель электрической схемы нагрева, которая преобразует сетевое напряжение 220В
в импульс постоянного напряжения 30В. Длительность импульса устанавливается заранее
в зависимости от материала и толщины пленки с помощью регулятора на панели
управления. После нагрева дается пауза 2 ~ 3 секунды на охлаждение, рычаг поднимают,
отпуская педаль, и готовый пакет убирают. Затем цикл повторяется.
Page 6

6
5.2 ОБЩИЙ ВИД И ОБОЗНАЧЕНИЯ
Основание 8 обеспечивает устойчивость
Нагревательный элемент в виде нихромовой ленты с контактными ушками по
концам вставлен в сварочную рамку 5 и закрыт тефлоновой лентой, чтобы расплавленная
пленка не прилипала. Сварочный рычаг 4 включает микровыключатель и прижимает
свариваемый пакет к нагревательному элементу. Для улучшения теплового контакта
прижим осуществляется через силиконовую прокладку, выравнивающую место сварки,
чтобы обеспечить равномерное качество сварного шва по длине. Аналогично нагревателю
прокладка закрывается тефлоновой лентой.
Опускание рычага 4 происходит при нажатии ногой на педаль 9 (педаль
подпружинена). Передача движения осуществляется тяговым механизмом 11, для
регулировки которого служит гайка 10.
аппарата. С ним жестко связана стойка 7.
На панели управления 3 работой аппарата распо-
ложены следующие элементы:
A. Лампа питания
B. Лампа нагрева
C. Предохранитель
D. Тумблер сети
E. Регулятор времени нагрева
Page 7

7
На рычаге 4 справа наклеена инструкция пользования (синяя этикетка):
• Проверьте сетевое напряжение 220 В и вставьте сетевую вилку в розетку.
• Включите тумблер сети, должна загореться лампа питания.
• Установите регулятор времени нагрева в соответствующее положение.
• Нажмите педаль и удерживайте ее, пока включена лампа нагрева.
• Отпустите педаль спустя 1 ~ 3 сек после того, как выключится лампа нагрева. Эта
задержка необходима для хорошего качества сварного шва и продления срока службы
аппарата.
5.3 РЕГУЛИРОВКА ВРЕМЕНИ НАГРЕВА
В таблице 4.1 указана максимальная толщина свариваемой пленки (в мм для полной
толщины сложенных слоев) в зависимости от положения регулятора Е и материала
пленки; данные в скобках относятся к двойной пленке. Для уточнения на этапе подготовки
к работе выполняют пробную сварку 1 ~ 2 пакетов и контролируют качество шва. При
наличии дефектов в пакетах обратитесь к таблице 4.2.
Таблица 4.1 – Толщина свариваемой пленки и положение регулятора
Положение
регулятора
0 0,03
1 ~ 2 0,01 (0.15)
3 ~ 4 0,15 (0.2) 0,04 (0,05)
5 ~ 6 0,2 (0,25) 0,06 (0,07)
7 ~ 8 0,3 (0,35) 0,08 (0,1)
9 0,4 (0,45) 0,1 (0,2)
Таблица 4.2 – Рекомендации устранения дефектов при сваривании
Полиэтилен Полипропилен
Вид дефекта Причина Рекомендации
Разрыв
Скручивание
Шов не полный
Нагрев излишний
Нагрев недостаточен
Нагрев недостаточен
Укоротить импульс нагрева
Удлинить импульс нагрева
Удлинить импульс нагрева
Page 8
8
Излишняя мощность нагрева сокращает продолжительность работы тефлоновой
ся, но лампа нагрева
ленты. С увеличением времени нагрева необходимое время охлаждения, вообще говоря,
также надо увеличить, чтобы сварочный шов был ровный. Если рычаг был поднят слишком рано после окончания импульса нагрева или сразу после выключения лампы нагрева,
то в расплавленном месте сварки готовый пакет может оказаться разорванным.
6 ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ
УСТРАНЕНИЯ
В таблице 6.1 приведены возможные неисправности и рекомендации по их
устранению.
Таблица 6.1 - Возможные неисправности и рекомендации по их устранению.
Неисправность Причина Что делать
Отсутствие напряжения (лампа питания не включается)
Лампа питания
включается, но нагрев отсутствует,
или слабый
Лампа нагрева
включается, но нагрев отсутствует
Сварка производит-
• Плохой сетевой шнур или розетка
• Перегорел предохранитель
• Дефект тумблера сети
• Дефект микровыключателя
• Рычаг не касается микровыклю-
чателя
• Перегорание предохранителя
• Сгоревший нагреватель
• Плохой контакт с полюсом
• Дефект лампы нагрева • Заменить лампу нагрева
• Проверить сеть или розетку
• Заменить предохранитель
• Заменить тумблер
• Проверить микровыключатель
• Отрегулировать зазор
• Заменить предохранитель
• Сменить нагреватель
• Проверить постоянное напря-
жение (порядка 30 В),прочистить контакты наждачной
бумагой
не включается
Нагреватель и теф-
лоновая лента сгорают, как только
включается лампа
нагрева
Нагреватель сгорел,
но таймер работает
Участки сварки
загрязнены
Поломка внутренних частей таймера
Обе стороны заваренного пакета не
ровные
Чрезмерный нажим
педали
• Дефект трансформатора
• Дефект таймера
• Дефект микрореле
• Дефект транзистора
• Дефект конденсатора
• Время нагрева слишком большое
• Время охлаждения мало
• Дефект силиконовой прокладки
• Дефект тефлоновой ленты
• Время охлаждения мало
• Неправильное функционирование
таймера
• Силиконовая прокладка поломана • Заменить силиконовую
• Плохое крепление рычага
• Поломка пружины поджатия
• Ремонт затруднен, обратиться
в Сервисный центр
• Подобрать время нагрева
• Увеличить время охлаждения
• Проверить силиконовую
прокладку
• Сменить тефлоновую ленту
• Увеличить время охлаждения
• Убрать таймер, обратиться в
Сервисный центр
прокладку
• Затянуть болты
• Сменить пружину
Page 9

9
7 ОБСЛУЖИВАНИЕ АППАРАТА
1
3
1. Верхняя планка
6. Гайка установочная
7.1 ПЕРИОДИЧНОСТЬ ПРОВЕРКИ
Таблица 7.1 – Периодичность проверки отдельных узлов
Узел День
Тефлоновая прокладка
Нагреватель
Микровыключатель
Тефлоновая лента
Силиконовая покладка
Трансформатор
Предохранитель
Рычаг
Рама
7.2 РЕГУЛИРОВКА ЗАЗОРА МИКРОВЫКЛЮЧАТЕЛЯ
2. Втулка резиновая
3. Опора
4. Планка
5. Наконечник
После опускания рычага необходимо приложить к педали дополнительное усилие,
чтобы сработал микровыключатель. Зазор между наконечником 5 микровыключателя и
неподвижной планкой 4 требует специальной регулировки, т.к. в противном случае
процесс сварки может вообще не начаться.
Для регулировки следует опустить педалью рычаг и дополнительным усилием
сместить верхнюю планку 1, которая сдавит резиновую втулку 2. В планку 1 ввинчен
наконечник 5, и его положение фиксируется установочной гайкой 6. Освободив эту гайку,
надо отрегулировать зазор на величину порядка 2 мм. После этого гайка 6 затягивается и
регулировка проверяется.
Неделя 1месяц 2 месяца 3 месяца 6 месяцев 1 год
6
2
5
4
Page 10
10
7.3 ЗАМЕНА УЗЛОВ
планка
винт
отвернуть
лента
открутить
открутить
снять прижим
подтянуть ленту
повернуть стержень
винт стержня
стержень
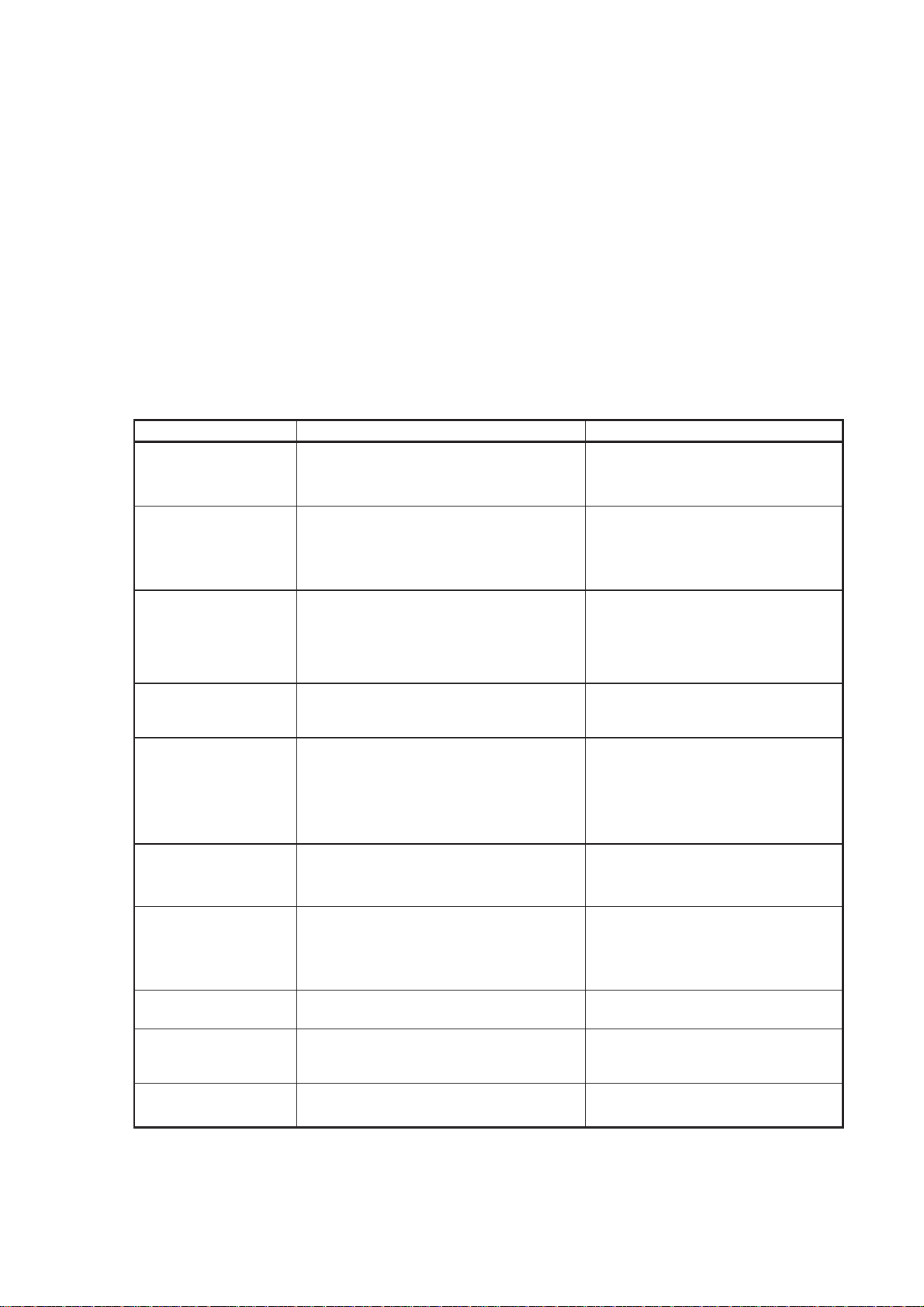
7.3.1 ЗАМЕНА ЛЕНТЫ НАГРЕВАТЕЛЯ
Каждый аппарат снабжается запасом тефлоновой ленты, чтобы ее можно было
обновлять по мере порчи или прогорания. Рулон длиной 200 мм намотан на стержень G.
A. Винт
B. Шайба
C. Колпачок защитный
D. Лента
E. Гайка зажима
F. Планка прижимная
G. Стержень ленты
H. Зажим
J. Прокладка тефлоновая
K. Нагреватель
Открутите гайки Е
зажимов, снимите планку F
и зажимы Н.
Прокрутите рулон ленты
до появления нового
участка.
Подтяните ленту, вращая
стержень G, и затяните зажимы Н гайками Е.
Отрежьте израсходованный учас-ток ленты.
Замена тефлоновой ленты, изолирующей силиконовую прокладку, выполняется
аналогично.
гайку
гайку
Page 11
11
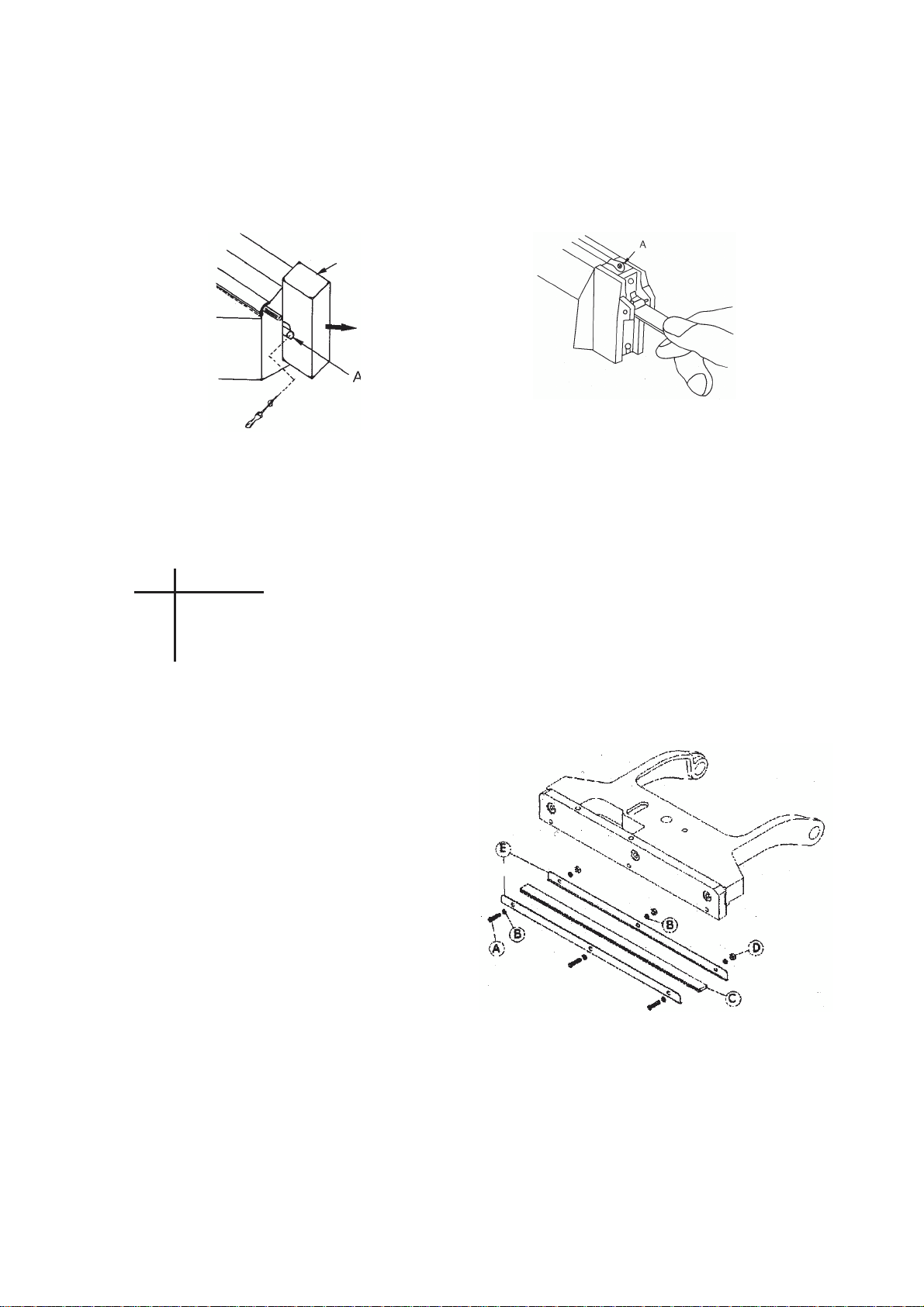
7.3.2 ЗАМЕНА НАГРЕВАТЕЛЯ
В таблице слева даны значения предельного тока предохранителей
Открутите винт А и снимите защитный
колпачок.
Поднимите рычажок вверх.
Открутите винт А и замените
нагреватель.
Если новые размеры нагревателя отличаются от старых, может потребоваться замена предохранителя С на панели управления.
2 5 10
300 3 7 10
450 3 8 10
в А для разной ширины (по горизонтали) и длины (по вертикали)
нихромовой ленты нагревателя, указанных в мм.
600 3 10 15
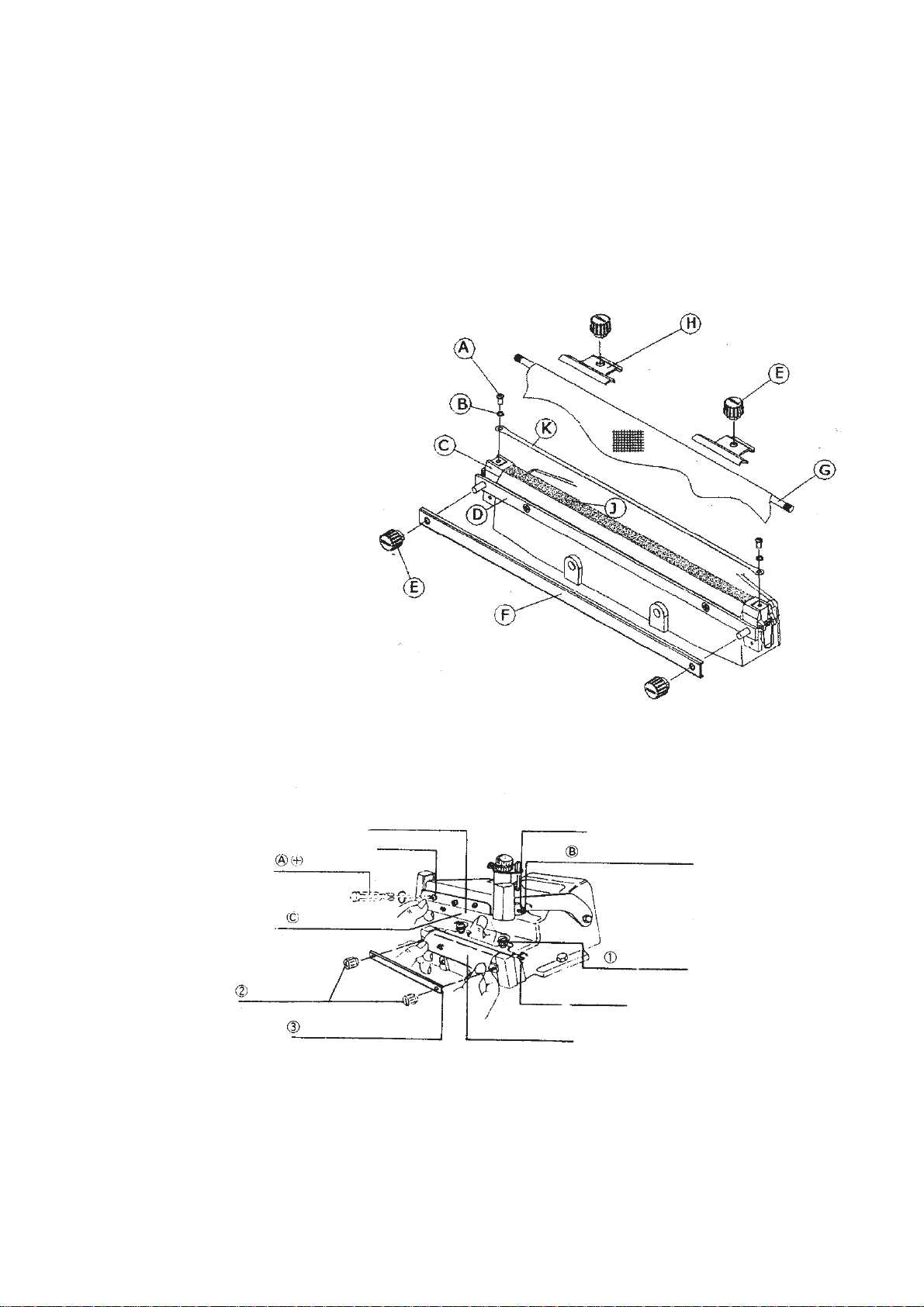
7.3.3 ЗАМЕНА СИЛИКОНОВОЙ ПРОКЛАДКИ
A. Винт
B. Шайба
C. Прокладка силиконовая
D. Гайка
E. Планка
7.3.3.1
Снимите серьгу с подвижной оси.
Откиньте рычаг назад.
Открутите винты А и вытащите
силиконовую прокладку С.
Совместите новую прокладку с
планками Е и закрепите их винтами А.
Опустите рычаг обратно и подвесьте серьгу.
Page 12

12
7.3.4 ЗАМЕНА МИКРОВЫКЛЮЧАТЕЛЯ
A. Резиновый колпачок
B. Гайка
C. Плоская пружина
D. Рычажок
E. Микровыключатель
F. Уголок
Снимите серьгу с подвижной оси.
Откиньте рычаг назад.
Снимите резиновый колпачок А
микровыключателя.
Освободите гайку В микровыключателя.
Вытащите плоскую пружину С и рычажок D.
Замените микровыключатель Е на новый, совместите его с крышкой рычажка, закру-
тите гайку В и оденьте колпачок А снова.
7.3.5 ЗАМЕНА БЛОКА УПРАВЛЕНИЯ
Освободите винты крепления
крышки А блока управления В и
снимите ее.
Открутите винты С крепления
блока.
Снимите серьгу с подвижной оси.
Откиньте рычаг назад.
Вытащите блок и отсоедините 4
вывода.
Вытащите микровыключатель
согласно п. 7.3.4.
Установите новый блок и
подсоедините выводы, соблюдая их
расцветку.
Установите микровыключатель
обратно.
Закрепите блок винтами.
Закрепите крышку.
Опустите рычаг обратно и подвесьте серьгу.
 Loading...
Loading...