

Page 1
Please read and save these instructions. Read carefully before attempting to assemble, install, operate or maintain the product described.
Protect yourself and others by observing all safety information. Failure to comply with instructions could result in personal injury and/or
property damage! Retain instructions for future reference.
IN971800AV 4/03
Operating Instructions Model WT6100
TIG Torch
Description
The WT6100 TIG torch allows you to
convert your Arcitech 110 inverter
technology welder to a TIG (GTAW)
welder. TIG stands for Tungsten Inert
Gas. GTAW is Gas Tungsten Arc
Welding. TIG is also commonly call
Heliarc
®
welding, but Heliarc®is a brand
name of the Linde Company, not a
process. Heliarc
®
comes from Helium
Arc Welding, as helium is an inert gas
used to keep impurities from the weld.
Today most TIG welding is done with
100% Argon shielding gas.
TIG welding gives the most beautiful
and clean welds with the most
precision and control. It is the best
process for welding dissimilar size items
together. The drawback to TIG welding
is that it takes a high skill level, and it is
slow.
TIG welding is often used in welding
Aluminum, however welding
Aluminum with TIG requires an AC
high frequency power source. The
Campbell Hausfeld Arcitech 110 has DC
only output, so it can not weld
Aluminum with the TIG process.
Unpacking
When unpacking, inspect carefully for
any damage that may have occurred
during transit. Make sure any loose
fittings and screws, etc. are tightened
before putting unit into service.
The electrode
holder is "live"
(has current potential) when machine is
turned on.
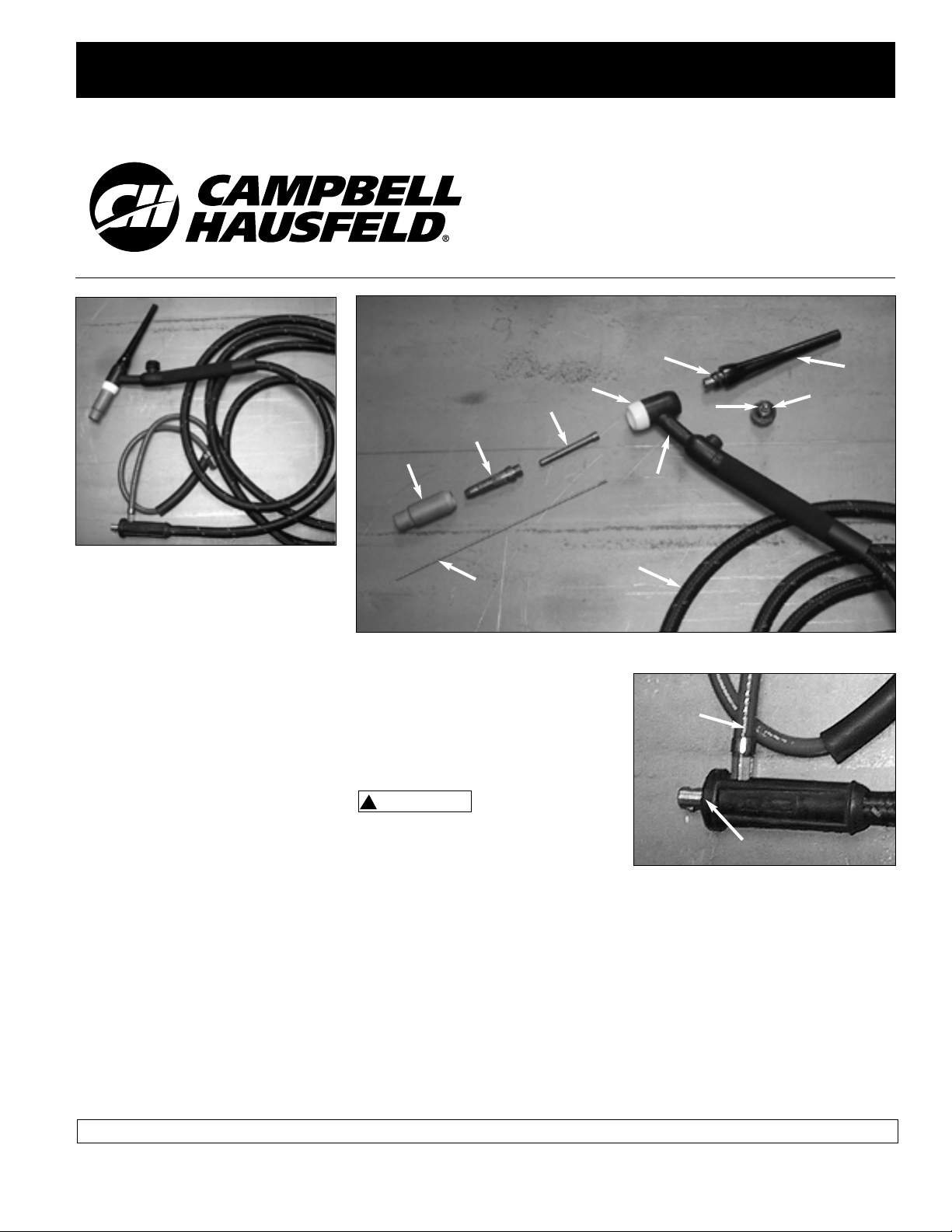
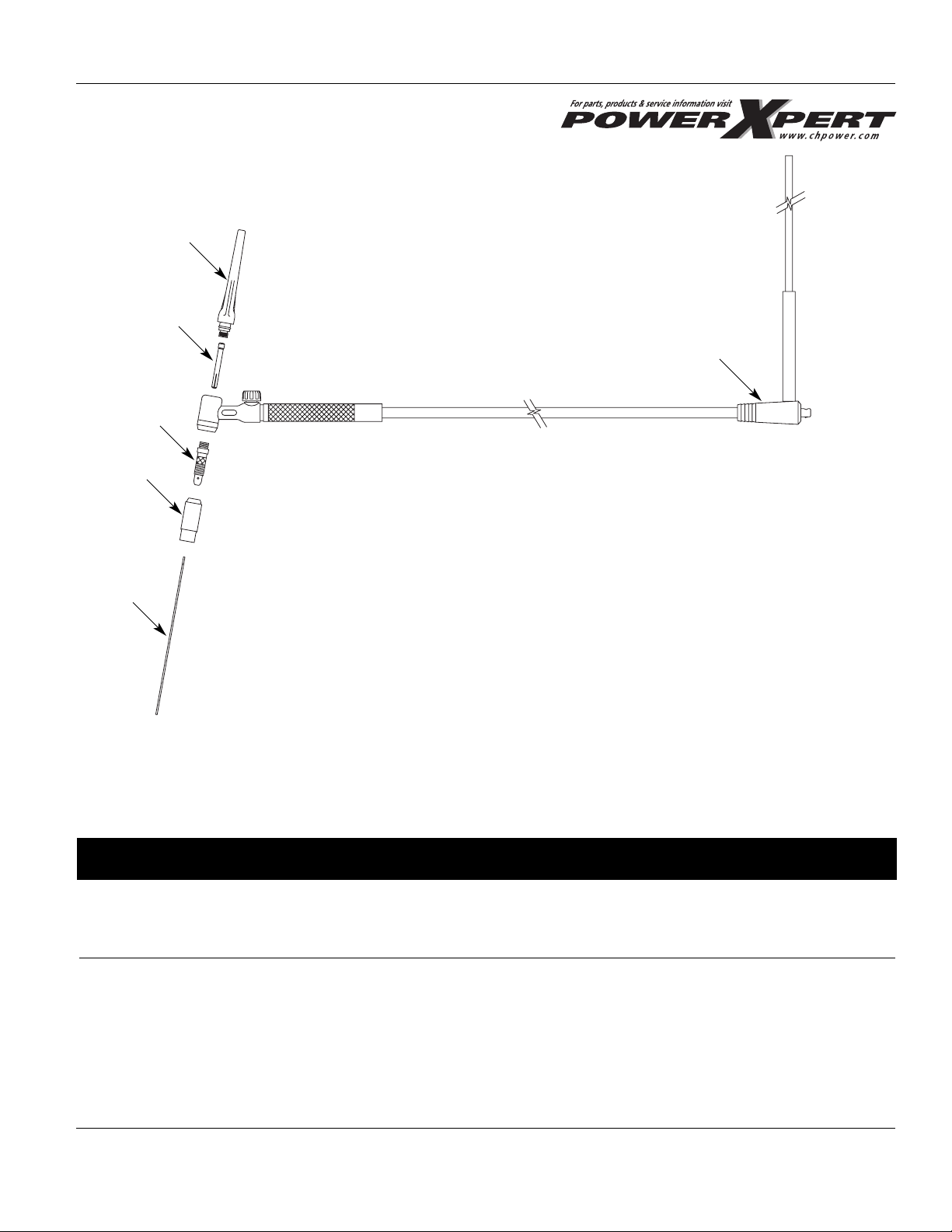
Components of the WT6100
TIG Torch:
1. 2% Thoriated Tungsten Electrode -
1/16” (1.6 mm)
2. Nozzle #7 use with 1/16” (1.6 mm)
electrode
3. Collet Body - match to electrode size
(1.6 mm)
4. Collet - matched to electrode size
(1.6 mm)
5. Insulator
6. Torch Head
7. Gas Valve
8. O-rings (for gas valve and back cap)
9. Back Cup
10. 12.5’ Torch hose
11. Dinse plug power connector
(connect to negative (-) output on
welder)
12. Gas connector (connect to gas
regulator on 100% Argon tank)
For parts, manuals, product & service information
visit www.chpower.com
or call 800-746-5641
Figure 1 - Welder Components and
Controls
© 2003 Campbell Hausfeld/Scott Fetzer
Figure 2
1
2
3
4
5
6
7
8
8
9
10
Figure 3
11
12
REMINDER: Keep your dated proof of purchase for warranty purposes! Attach it to this manual or file it for safekeeping.
BUILT TO LAST
!
WARNING
Page 2
2
Operating Instructions
GTAW Arc Welding Torch
General Safety
Danger means a
hazard that will
cause death or serious injury if the
warning is ignored.
Warning means a
hazard that could
cause death or serious injury if the
warning is ignored.
Caution means a
hazard that may
cause minor or moderate injury if the
warning is ignored. It also may mean a
hazard that will only cause damage to
property.
Note: Note means any additional
information pertaining to the product
or its proper usage.
Always
keep a
fire extinguisher accessible
while performing arc
welding operations.
● Before starting or servicing any
electric arc welder, read and
understand all instructions. Failure
to follow safety precautions or
instructions can cause equipment
damage and or serious personal
injury or death. For additional
safety information, obtain a copy of
ANSI Standard Z49.1 - Safety in
Welding and Cutting. This
publication may be ordered from
the American Welding Society, 550
NW. LeJune Rd., Miami, FL 33135.
● All installation, maintenance, repair
and operation of this equipment
should be performed by qualified
persons only in accordance with
national, state, and local codes.
Im-
proper
use of electric arc welders
can cause electric shock,
injury, and death! Take all
precautions described in
this manual to reduce the possibility of
electric shock.
● Verify that all components of the
arc welder are clean and in good
condition prior to operating the
welder. Be sure that the insulation
on all cables, electrode holders, and
power cords is not damaged.
Always repair or replace damaged
components before operating the
welder. Always keep welder panels,
shields, etc. in place when operating
the welder.
● Always wear dry protective clothing
and welding gloves, and insulated
footwear.
● Always operate the welder in a
clean, dry, well ventilated area. Do
not operate the welder in humid,
wet, rainy, or poorly ventilated
areas.
● Be sure that the work piece is
properly supported and grounded
prior to beginning any electric arc
welding operation.
● Coiled welding cable should be
spread out before use to avoid
overheating and damage to
insulation.
Never immerse the
electrode or torch
in water. If the welder becomes wet for
any reason, be absolutely certain that
it is completely clean and dry prior to
attempting use!
● Always shut the equipment off and
unplug the power prior to moving
the unit.
● Always attach the ground lead first.
● Verify that the work piece is
securely grounded.
● Always shut off electric arc welding
equipment when not in use and
remove the electrode from the
holder.
● Never allow any part of the body to
touch the electrode and ground or
grounded work piece at the same
time.
● Awkward welding conditions and
positions can be electrically
hazardous. When crouching,
kneeling or at elevations, be sure to
insulate all conductive parts, wear
appropriate protective clothing, and
take precautions to prevent injury
from falls.
● Never attempt to use this
equipment at current settings or
duty cycles higher than those
specified on the equipment labels.
● Never use an electric arc welder to
thaw frozen pipes.
Flying
sparks
and hot metal can cause
injury. As welds cool, slag
can be thrown off. Take all precautions
described in this manual to reduce the
possibility of injury from flying sparks
and hot metal.
● Wear ANSI approved face shield or
safety glasses with side shield
protection when chipping or
grinding metal parts.
● Wear ear plugs when welding
overhead to prevent spatter or slag
from falling into ears.
Electric
arc
welding operations
produce intense light and
heat and ultraviolet (UV) rays. This
intense light and UV rays can cause
injury to eyes and skin. Take all
precautions described in this manual to
reduce the possibility of injury to eyes
and skin.
● All persons operating this
equipment or in the area while
equipment is in use must wear
protective welding gear including:
welding helmet or shield with
proper shade as specified in the
following chart, flame resistant
clothing, leather welding gloves,
and full foot protection.
Current Filter
e
Up To 160 Amps 10
160 To 250 Amps 12
Never look at arc
welding operations
without eye protection as described
above. Never use a shade filter lens
that is cracked, broken, or rated below
number 10. Warn others in the area not
to look at the arc.
Electric
arc
welding operations cause
sparks and heat metal to
temperatures that can cause
severe burns! Use protective gloves
and clothing when performing any
metal working operation. Take all
precautions described in this manual to
reduce the possibility of skin and
clothing burns.
www.chpower.com
Current Filter
(Amps) Shade
!
DANGER
!
WARNING
!
CAUTION
!
WARNING
!
WARNING
!
DANGER
!
WARNING
!
WARNING
!
WARNING
!
WARNING
Page 3
Safe Handling of Compressed Gases
in Cylinders
CGA Pamphlet P-1, from Compressed
Gas Association, 1235 Jefferson Davis
Highway, Suite 501, Arlington, VA
22202
Code for Safety in Welding and
Cutting
CSA Standard W117.2, from Canadian
Standards Association, Standards Sales,
178 Rexdale Boulevard, Rexdale,
Ontario, Canada M9W 1R3
Cutting And Welding Processes
NFPA Standard 51B, from National Fire
Protection Association, Batterymarch
Park, Quincy, MA 02269
Safe Practices For Occupational And
Educational Eye And Face Protection
ANSI Standard Z87.1, from American
National Standards Institute, 1430
Broadway, New York, NY 10018
Refer to the Material Safety Data Sheets
and the manufacturers instructions for
metals, electrodes, coatings and
cleaners.
Installation
LOCATION
Selecting the proper location can
significantly increase performance,
reliability and life of the arc welder.
● For best results locate the welder in
an environment that is clean and dry.
Avoid locations exposed to high
temperature, high humidity, dust
and corrosive fumes. High humidity
causes moisture condensation on
electrical components. Moisture can
contribute to corrosion and short
electrical components. Dust and dirt
in the welder retain moisture and
increase wear of moving parts.
● Place the welder in an area that
provides at least twelve inches (305
mm.) of ventilation space at both the
front and rear of the unit. Keep all
obstructions away from this
ventilation space.
● Store electrodes and filler metal in a
clean, dry location with low
humidity.
● The welder control panel contains
information regarding proper input
● Make sure that all persons in the
welding area are protected from
heat, sparks, and ultraviolet rays.
Use additional face shields and
flame resistant barriers as needed.
● Never touch work pieces until
completely cooled.
Heat and
sparks
produced during electric arc
welding and other metal
working operations can
ignite flammable and explosive
materials! Take all precautions
described in this manual to reduce the
possibility of flames and explosions.
● Remove all flammable materials
within 35 feet (10.7 meters) of
welding arc. If removal is not
possible, tightly cover flammable
materials with fire proof covers.
● Do not operate any electric arc
welder in areas where flammable or
explosive vapors may be present.
Take precautions to be sure that
flying sparks and heat do not cause
flames in hidden areas, cracks,
behind bulkheads, etc.
Fire
hazard!
Do not weld on containers or
pipes that contain or have
contained flammable
materials or gaseous or liquid
combustibles.
Arc
welding
closed cylinders or
containers such as tanks or
drums can cause explosion if
not properly vented! Verify that any
cylinder or container to be welded has
an adequate ventilation hole, so that
expanding gases can be released.
Do not
breathe
fumes that are produced by
the arc welding operation.
These fumes are
dangerous. If the welding area cannot
be adequately ventilated, be sure to
use an air-supplied respirator.
● Keep the head and face out of the
welding fumes.
● Do not perform electric arc welding
operations on metals that are
galvanized or cadmium plated, or
Model WT6100
contain zinc, mercury, or beryllium
without completing the following
precautions:
a. Remove the coating from the
base metal.
b. Make sure that the welding area
is well ventilated.
c. Use an air-supplied respirator.
Extremely toxic fumes are created
when these metals are heated.
The
electromagnetic field that is
generated during arc
welding may interfere with the
operation of various electrical and
electronic devices such as cardiac
pacemakers. Persons using such devices
should consult with their physician
prior to performing any electric arc
welding operations.
● Route the electrode and work
cables together and secure with
tape when possible.
● Never wrap arc welder cables
around the body.
● Always position the electrode and
ground leads so that they are on
the same side of the body.
● Exposure to electromagnetic fields
during welding may have other
health effects which are not known.
Always be sure
that the welding
area is secure and free of hazards
(sparks, flames, glowing metal or slag)
prior to leaving. Be sure that
equipment is turned off and electrode
is removed. Be sure that cables are
loosely coiled and out of the way. Be
sure that all metal and slag has cooled.
ADDITIONAL SAFETY STANDARDS
ANSI Standard Z49.1 from American
Welding Society, 550 N.W. LeJune Rd.
Miami, FL 33126
Safety and Health Standards
OSHA 29 CFR 1910, from
Superintendent of Documents, U.S.
Government Printing Office,
Washington, D.C. 20402
National Electrical Code
NFPA Standard 70, from National Fire
Protection Association, Batterymarch
Park, Quincy, MA 02269
www.chpower.com
3
!
WARNING
!
WARNING
!
WARNING
!
WARNING
!
WARNING
!
WARNING
Page 4

100% Argon shielding gas is connected
to the torch at a regulated rate of 15 30 cubic feet per hour (cfh.) If you have
too little gas, you will see porosity of
your weld. Too much flow is just a
waste of gas.
Filler metal is applied to the TIG weld
by hand feeding as is done with oxyacetylene (flame power) welding. The
filler metal must match the material
you are welding. For welding mild
steel, use an un-coated steel rod such
as Welco W-1200, AWS A5.2-69, class
RG60, or E70S-6 MIG wire. The
diameter of the filler metal is based on
the thickness of the material being
welded (See chart).
Tungsten Electrodes come in a variety
of compositions and sizes. Since the
Arcitech 110 welder with WT6100 torch
is a DC TIG welder, you should use only
2% Thoriated tungsten electrodes.
These electrodes have a red
identification mark. The diameter of
the electrode is determined by the
thickness of the material being welded.
(See chart).
THE COLLET AND COLLET BODY SIZE
MUST MATCH THE DIAMETER OF
THE TUNGSTEN ELECTRODE.
Before installing the Tungsten
Electrode you must grind a point on
the welding end of the electrode. A
point of 15 - 30 degrees is desired. It is
important to grind the point with
grinding marks running lengthwise as
opposed to running the direction of
the diameter.
4
Operating Instructions
GTAW Arc Welding Torch
voltage and amperage. Follow the
specifications on the welder front
panel.
● The receptacle used for the welder
must be properly grounded and the
welder must be the only load on the
power supply circuit.
The Components of TIG
Welding (not included with
your WT6100 TIG torch) are:
1. A constant current power supply
such as the Arcitech 110 inverter
technology arc welder.
2. A bottle of 100% Argon Shielding
gas
3. An Argon regulator with proper
connections from the regulator to
the TIG torch.
4. Filler metal
5. Proper safety equipment such as a
welding helmet and gloves.
Set Up:
Torch connection to power supply - The
WT6100 torch comes with a quick
connect Dinse plug that is plugged in
to the NEGATIVE (-) receptacle on the
power supply.
The Work clamp is plugged in to the
POSITIVE (+) receptacle of the power
supply.
A beginning heat output amp setting is
selected based on the thickness of the
steel to be welded (See chart below).
www.chpower.com
Install the Tungsten Electrode in the
torch by hand tightening the collet
body first, and then the back cap.
Install the electrode so that the pointed
end sticks out past the nozzle about
3/16”.
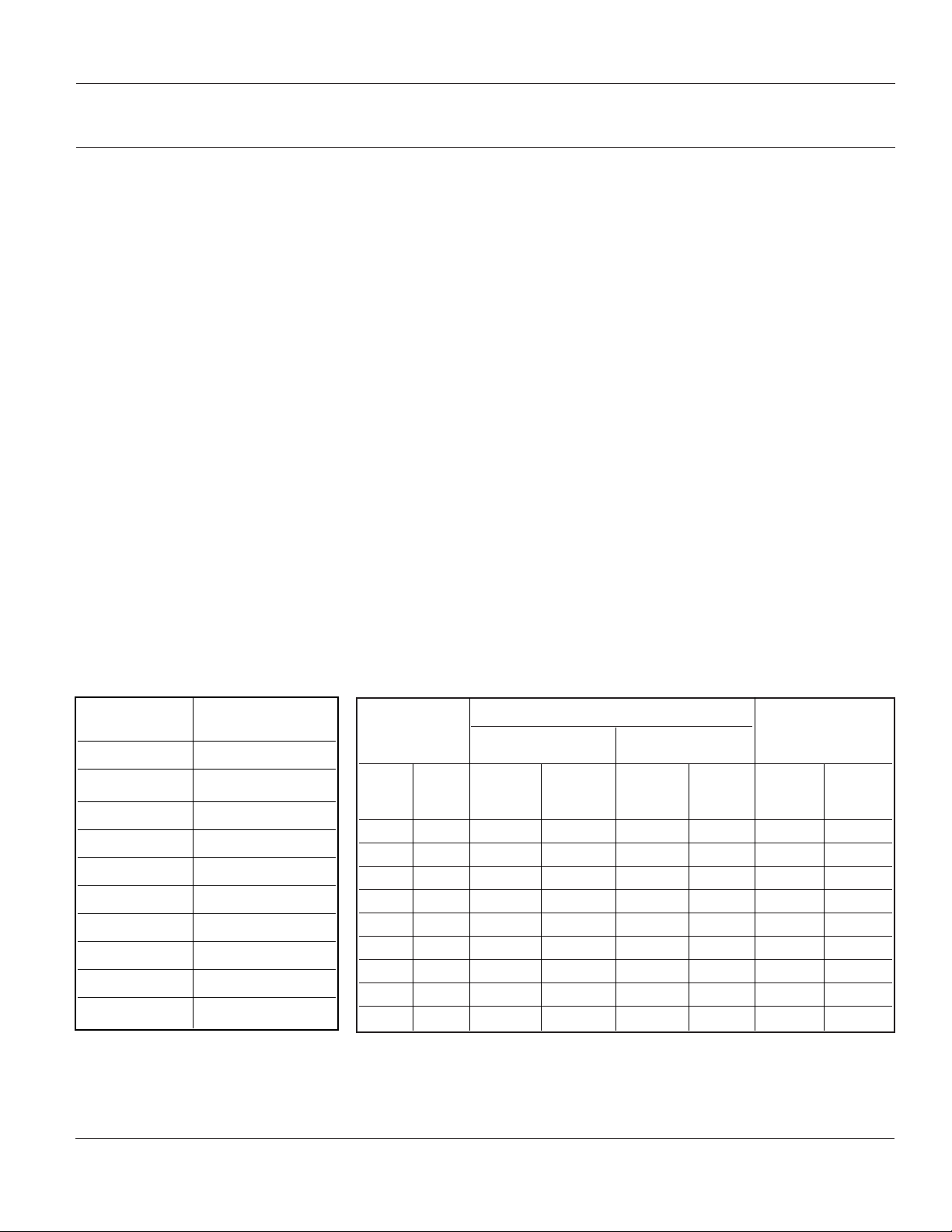
Steel Thickness Tungsten Electrode Diameter Filler Wire Diameter DC Amp
Inches Inches Millimeters Inches Millimeters Setting
.020" - .040" .020" 0.5 1/16" 1.6 2 - 20
.040" - 1/16" .040" 1 1/16" 1.6 10 - 75
1/16" - 1/8" 1/16" 1.6 1/16" 1.6 60 - 150
1/8" - 3/16" 5/64" 2 3/32" 2.4 100 - 200
3/16" - 1/4" 3/32" 2.4 1/8" 3.2 170 - 250
TIG Consumable Selection Chart
Figure 4 - Tungsten should stick out
3/16”
Figure 5- Install Back Cap
Page 5
Electrode Direct Current (amps) Alternating Current
Diameter Electrode Negative Electrode Positive (amps)
Polarity Polarity
Tungsten Tungsten Tungsten
(in) (mm) Pure with Pure with Pure with
Tungsten Oxides Tungsten Oxides Tungsten Oxides
0.02 0.5 2-20 2-20 N/A N/A 2-15 2-15
0.04 1.0 10-75 10-75 N/A N/A 15-55 15-70
1/16 1.6 40-130 60-150 10-20 10-20 45-90 60-125
5/64 2.0 75-180 100-200 15-25 15-25 65-125 85-160
3/32 2.4 130-230 170-250 17-30 17-30 80-140 120-210
1/8 3.2 160-310 225-330 20-35 20-35 150-190 150-250
5/32 4.0 275-450 350-480 35-50 35-50 180-260 240-350
3/16 5.0 400-625 500-675 50-70 50-70 240-350 330-460
1/4 6.3 550-875 650-950 65-100 65-100 300-450 430-575
Striking an arc:
Turn on the welder and the gas valves
on the gas bottle, regulator, and torch.
Rest the torch nozzle on the base
metal to be welded without the
Tungsten electrode touching the base
metal.
Rotate the torch so that the Tungsten
electrode lightly touches the base
metal and immediately lift off or rotate
off as the arc ignites.
Keep the Tungsten 1/8” - 3/16” from
the work piece while maintaining the
arc.
As the metal gets hot, it becomes a
shiny orange molten puddle. Dip the
filler metal rod in the puddle to add
filler metal.
Model WT6100
5
Pre-TIG Welding tips:
TIG welding is much harder to master
than other welding processes.
Experience welding with an OxyAcetylene (flame power) torch will help
greatly with learning TIG welding.
CLEAN the area to be welded.
Cleanliness is imperative. You can’t get
the base metal too clean. There is no
flux to float off impurities with the TIG
process.
Cut filler metal rods to shorter lengths
for easier control. Usually TIG filler
metal comes in 36” lengths. It is much
easier to handle if it is 18” or 12”. Clean
the filler metal with alcohol and a clean
white cloth. Dirt and dust contaminate
a weld.
TIG welding gives off less light than
other arc welding processes, but you
must still use a #10 minimum shade
welding lens to protect your eyes.
Get yourself into a comfortable
position to weld. Seated with your arms
supported by a welding table or by the
work-piece.
Tips while TIG welding:
Always let the filler metal rod be
melted by the molten puddle. NOT
by the torch.
Never touch the hot Tungsten
electrode to the molten puddle. The
molten steel will be wicked up by the
Tungsten, contaminating the electrode.
When you contaminate the Tungsten
with steel, stop welding and re-grind
the point of the electrode, removing
the steel contamination.
When you burn a hole through the
base metal, stop welding and let the
weld cool before re-starting the arc.
Before making an important TIG weld,
practice on a test piece. TIG welding is
an art, and practice improves quality.
There is a lot of self-satisfaction to
mastering this welding process and
seeing that perfect weld.
www.chpower.com
Identifcation
Color
Oxide
Green None
Blue 0.4% ThO
2
Yellow 1.0% ThO
2
Red 2.0% ThO
2
Violet 3.0% ThO
2
Orange 4.0% ThO
2
Brown 0.3% ZrO
2
White 0.8% ZrO
2
Black 1.0% LaO
2
Grey 2.0% CeO
2
TIG Electrode Identification Recommended TIG Parameters for Optional Electrodes
Page 6

6
www.chpower.com
Operating Instructions
AC or Alternating Current - electric
current that reverses direction periodically.
Sixty cycle current travels in both directions
sixty times per second.
Arc Length - the distance from the end
of the electrode to the point where the arc
makes contact with the work surface.
Base Metal - the material to be welded.
Butt Joint - a joint between two
members aligned approximately in the
same plane.
Crater - a pool, or pocket, that is formed
as the arc comes in contact with the base
metal.
DC or Direct Current - electric current
which flows only in one direction. The
polarity (+ or -) determines which direction
the current is flowing.
DC Reverse Polarity - occurs when the
electrode holder is connected to the
positive pole of the welding machine.
Reverse Polarity directs more heat into
melting the electrode rather then the work
piece. It is used on thinner material.
DC Straight Polarity - occurs when the
electrode holder is connected to the
negative pole of the welding machine.
With straight polarity more heat is directed
to the work piece for better penetration
on thicker material.
Electrode - a coated metal wire having
approximately the same composition as
the material being welded.
Fillet Weld - approximately a triangle in
cross-section, joining two surfaces at right
angles to each other in a lap, T or corner
joint.
Flux - a coating, when heated, that
produces a shielding gas around the
welding area. This gas protects the parent
and filler metals from impurities in the air.
Flux Cored Arc Welding (FCAW) also called Gasless, is a welding process
used with a wire-feed welding machine.
The weld wire is tubular with flux material
contained inside for shielding.
Gas Metal Arc Welding (GMAW) also called MIG, is a welding process used
with a wire feed welding machine. The
wire is solid and an inert gas is used for
shielding.
Gas Tungsten Arc Welding (GTAW)
- also called TIG, is a welding process used
with welding equipment with a high
frequency generator. The arc is created
between a non-consumable tungsten
electrode and the work piece. Filler metal
may or may not be used.
Lap Joint - a joint between two
overlapping members in parallel planes.
MIG - see Gas Metal Arc Welding.
Open Circuit Voltage (OCV) - the
voltage between the electrode and the
ground clamp of the welding machine
when no current is flowing (not welding).
The OCV determines how quickly the arc is
struck.
Overlap - occurs when the amperage is
set too low. In this instance, the molten
metal falls from the electrode without
actually fusing into the base metal.
Porosity - gas pockets, or cavities,
formed during weld solidification. They
weaken the weld.
Penetration - the depth into the work
piece that has been heat effected by the
arc during the welding process. A good
weld achieves 100% penetration meaning
that the entire thickness of the work piece
has been heated and resolidified. The heat
effected area should be easily seen on the
opposite side of the weld.
Shielded Metal Arc Welding
(SMAW) - also called Stick, is a welding
process with uses a consumable electrode
to support the arc. Shielding is achieved by
the melting of the flux coating on the
electrode.
Slag - a layer of flux soot that protects
the weld from oxides and other
contaminants while the weld is solidifying
(cooling). Slag should be removed after
weld has cooled.
Spatter - metal particles thrown from the
weld which cool and harden on the work
surface. Spatter can be minimized by using
a spatter resistant spray on the work piece
before welding.
Stick - see Shielded Metal Arc Welding.
Tack Weld - weld made to hold parts in
proper alignment until final welds are
made.
TIG - see Gas Tungsten Arc Welding.
Travel Angle - the angle of the
electrode in the line of welding. It varies
from 5º to 45º depending on welding
conditions.
T Joint - made by placing the edge of
one piece of metal on the surface of the
other piece at approximately a 90º angle.
Undercut - a condition that results when
welding amperage is too high. The
excessive amperage leaves a groove in the
base metal along both sides of the bead
which reduces the strength of the weld.
Weld Pool or Puddle - a volume of
molten metal in a weld prior to its
solidification as weld metal.
Weld Bead - a narrow layer or layers of
metal deposited on the base metal as the
electrode melts. Weld bead width is
typically twice the diameter of the
electrode.
Work Angle - the angle of the electrode
from horizontal, measured at right angles
to the line of welding.
Welding Terms
Page 7
WP17FV
7
www.chpower.com
WT6100
For Replacement Parts, Call 1-800-746-5641
Replacement Parts List
Please provide following information: Address parts correspondence to:
- Model number The Campbell Group
- Serial number (if any) Attn: Parts Department
- Part description and number as shown in parts list 100 Production Drive
Harrison, OH 45030 U.S.A.
1 1.6 mm 2% Thoriated tungsten electrode - (10 per package) WC250033AV 1
2 7/16” ID Ceramic nozzle #7 WC250123AV 1
3 1.6 mm Collet body WC250103AV 1
4 1.6 mm Collet WC250113AV 1
5 Back cup WC250130AV 1
6 Dinse connector with gas port WC250131AV 1
Ref. No Description Part Number Qty.
1
2
3
4
5
6
WP17FV
Page 8

8
www.chpower.com
1. Duration: The manufacturer warrants that it will repair, at no charge for parts or labor, Welding Torch, or Cables, proven
defective in material or workmanship, during the following time period(s) after date of original retail purchase:
90 Days: The TIG Welding Torch
2. Who Gives This Warranty (Warrantor):
Campbell Hausfeld
The Scott Fetzer Company
100 Production Drive
Harrison, OH 45030
Telephone: (513)-367-4811
3. Who Receives This Warranty (Purchaser): The original purchaser of the Campbell Hausfeld product.
4. What is covered under this warranty: Defects in material and workmanship which occur within the duration of the
warranty period. This warranty extends to the TIG Welding Torch only.
5. What is not covered under this warranty:
A. Implied warranties, including those of merchantability and FITNESS FOR A PARTICULAR PURPOSE ARE LIMITED IN
DURATION TO THIS EXPRESS WARRANTY. After this period, all risks of loss, from whatever reason, shall be on the
purchaser. Some states do not allow limitations on how long an implied warranty lasts, so above limitations may not apply
to you.
B. ANY INCIDENTAL, INDIRECT, OR CONSEQUENTIAL LOSS, DAMAGE, OR EXPENSE THAT MAY RESULT FROM ANY DEFECT
FAILURE OR MALFUNCTION OF THE CAMPBELL HAUSFELD PRODUCT. Some states do not allow limitations on how long an
implied warranty lasts, so above limitations may not apply to you.
C. This warranty does not apply to any accessory items included with the product which are subject to wear from usage; the
repair or replacement of these items shall be at the expense of the owner. These TIG items include but are not limited to;
Tungsten, Collet, Collet Body, Ceramic Nozzles. In addition, this warranty does not extend to any damage caused by the
untimely replacement or maintenance of any of the previously listed CONSUMABLE parts.
D. Any failure that results from accident, purchaser’s abuse, neglect or failure to operate products in accordance with
instructions provided in the owner’s manual(s) supplied with the product.
E. Pre-delivery service, i.e. assembly and adjustment.
7. Responsibilities of Warrantor under this warranty: Repair or replace, at Warrantor’s option, products or components
which have failed within duration of the warranty period.
8. Responsibilities of purchaser under this warranty:
A. Deliver or ship the Campbell Hausfeld product or component to Campbell Hausfeld. Freight costs, if any, must be borne by
the purchaser.
B. Use reasonable care in the operation and maintenance of the products as described in the owner’s manual(s).
9. When Warrantor will perform repair or replacement under this warranty: Repair or replacement will be scheduled
and serviced according to the normal work flow at the servicing location, and depending on the availability of replacement
parts.
This Limited Warranty gives you specific legal rights and you may also have other rights which vary from state to state.
Limited Warranty
Page 9

MÉMENTO: Gardez votre preuve datée d'achat à fin de la garantie!
Joignez-la à ce manuel ou classez-la dans un dossier pour plus de sécurité.
S’il vous plaît lire et conserver ces instructions. Lire attentivement avant de monter, installer, utiliser ou de procéder à l’entretien du produit
décrit. Se protéger ainsi que les autres en observant toutes les instructions de sécurité, sinon, il y a risque de blessure et/ou dégâts matériels!
Conserver ces instructions comme référence.
Instructions D’Utilisation Modèle WT6100
Chalumeau TIG
Description
Le chalumeau TIGWT6100 vous permet
de convertir votre soudeur à technologie
de convertisseur Arcitech 110 en soudeur
TIG (GTAW). TIG est « l'arc sous gaz
inerte avec électrode de tungstène »
(Tungsten Inert Gas). GTAW est le «
soudage à l'électrode de tungstène »
TIG s'appelle aussi couramment la
soudure Heliarc
®
, mais Heliarc®est un
nom de marque de la société Linde,
non pas une procédure. Le terme
Heliarc
®
découle de Soudure à l'arc
d'hélium, puisque l'hélium est un gaz
inerte utilisé pour garder les impuretés
loin de la soudure. La plupart de la
soudure TIG d'aujourd'hui se fait au
gaz de protection d'argon à 100 %.
La soudure TIG donne les plus belles et
les plus propres soudures avec le plus
de précision et de contrôle. C'est le
meilleur processus pour souder
ensemble les articles de tailles
différentes. Le désavantage de la
soudure TIG est qu'il faut un niveau
élevé de technique et elle est lente.
La soudure TIG est souvent utilisée pour
souder l'aluminium, mais cette soudure
sous TIG exige une source d'alimentation
en c.a. à haute fréquence. Le modèle
Arcitech 110 Campbell Hausfeld a
seulement une sortie de c.c. donc cela
ne peut pas souder d'aluminium avec
la procédure TIG.
Déballage
Lors du déballage, l’examiner
soigneusement pour rechercher toute
trace de dommage susceptible de s’être
produit en cours de transport. S’assurer
que tous raccords, vis, etc. sont serrés
avant de mettre ce produit en service.
Le porte-
électrode
est “électrisé” (porte une charge électrique)
quand le modèle est en marche (ON).
Composants du chalumeau
TIG WT6100 :
1. Électrode en tungstène thorié
2 % - 1/16 po (1,6 mm)
2. Embout no 7 utilisé avec électrode
de 1/16 po (1,6 mm)
3. Corps de la pince-barre - agencer à
la taille de l'électrode (1,6 mm)
4. Mandrin - agencer à la taille de
l'électrode (1,6 mm)
5. Isolateur
6. Tête de chalumeau
7. Soupape à gaz
8. Joints toriques (pour la soupape à
gaz et le capuchon de retour).
9. Coupelle de retour
10. Tuyau de chalumeau de 12,5 pi
(3,81 m)
11. Fiche de connexion dinse (se
connecte à la sortie négative (-) sur
le soudeur)
12. Connecteur de gaz (se connecte au
régulateur de gaz sur le réservoir
Argon à 100 %)
IN971800AV 4/03
© 2003 Campbell Hausfeld/Scott Fetzer
Figure 1 - Contrôles et composants de
soudure
Figure 2
1
2
3
4
5
6
7
8
8
9
10
Figure 3
11
12
BUILT TO LAST
!
AVERTISSEMENT
Page 10

10 - Fr
Instructions d’Utilisation
Généralités Sur La Sécurité
Danger
indique:
Ne pas suivre cet avertissement causera la
perte de vie ou blessures graves.
Avertisse-
ment
indique: Ne pas suivre cet avertissement
peut causer la perte de vie ou blessures
graves.
Attention
indique:
Ne pas suivre cet avertissement peut causer
des blessures (légères ou moyennes) ou
dommage matériel.
Remarque: Remarque indique:
Information additionnelle concernant
le produit ou son utilisation.
Toujours avoir un extincteur
d’incendie disponible pendant le
soudage à l’arc.
● Lire et comprendre toutes
instructions avant de démarrer un
soudeur à l’arc ou de procéder à son
entretien. Ne pas suivre les
précautions et instructions de
sécurité peut mener à des blessures
graves, perte de vie ou dommage
matériel. Pour plus d’information
concernant la sécurité, obtenir la
publication ANSI Standard Z49.1 Safety in Welding and Cutting.
Cette publication est disponible à
l’American Welding Society, 550
NW. LeJune Rd., Miami, FL 33135.
● Toute installation, entretien,
réparation et utilisation de cet
équipement doivent être effectués
par des personnes qualifiées
conformément aux codes
nationaux, provinciaux et locaux.
La mauvaise utilisation des
soudeurs à l’arc peut mener à
des chocs électriques, blessures,
et perte de vie ! Suivre toutes les
précautions indiquées dans ce manuel afin
de réduire le risque de choc électrique.
● S’assurer que toutes les pièces du
soudeur à l’arc sont propres et en
bon état avant d’utiliser le soudeur.
S’assurer que l’isolation sur tous les
câbles, porte-électrodes et cordons
d’alimentation n’est pas
endommagée. Toujours réparer ou
remplacer les pièces détachées qui
sont endommagées avant d’utiliser le
soudeur. Toujours maintenir les
panneaux et couvercles de soudage
en place pendant l’uilisation du
soudeur.
● Toujours porter des vêtements
protecteurs et gants de soudage secs,
et des chaussures isolantes.
● Toujours utiliser le soudeur dans un
endroit propre, sec et bien ventilé.
Ne jamais utiliser de soudeur dans un
endroit humide, trempé, pluvieux,
ou mal-ventilé.
● S’assurer que l’objet sur lequel vous
travaillez est bien fixé et mis à la
terre correctement avant de
commencer votre soudage
électrique à l’arc.
● Le câble de soudage roulé devrait
être déroulé avant l’utilisation afin
d’éviter le surchauffage et les
dommages à l’isolation.
Ne jamais immerger l'électrode ou le
chalumeau dans l'eau. Si le soudeur devient
trempé, il est nécessaire qu’il soit
complètement sec et propre avant
l’utilisation !
● Toujours mettre l’équipement hors
circuit et le débrancher avant de le
déplacer.
● Toujours brancher d’abord le
conducteur de terre.
● Vérifier que l’objet sur lequel vous
travaillez soit mis à la terre
correctement.
● Toujours mettre l’équipement de
soudage électrique à l’arc hors
circuit s’il n’est pas utilisé et enlever
l’électrode du porte-électrode.
● Ne jamais permettre que votre corps
touche l’électrode et le contact à la
terre, ou l’objet sur lequel vous
travaillez en même temps.
● Les conditions et positions de
soudage difficiles peuvent poser des
risques électriques. Si vous êtres
accroupis, à genoux ou surélevé,
s’assurer que toutes les pièces
conductrices sont isolées. Porter des
vêtements protecteurs convenables
et prendre des précautions contre
les chutes.
● Ne jamais essayer d’utiliser cet
équipement aux réglages de
courant ou facteurs d’utilisation
plus hauts que ceux indiqués sur les
étiquettes de l’équipement.
● Ne jamais utiliser de soudeur
électrique à arc pour dégeler les
tuyaux congelés.
Les étincelles volantes et le
métal chaud peuvent causer des
blessures. La scorie peut s’échapper quand
les soudures refroidissent. Prendre toutes
les précautions indiquées dans ce manuel
pour réduire la possibilité de blessure par
les étincelles volantes et le métal chaud.
● Porter un masque de soudure
approuvé par ANSI ou des lunettes
protectrices avec écrans protecteurs
latéraux pendant le burinage ou
l’ébarbage des pièces en métal.
● Utiliser des protège-tympans pour le
soudage aérien afin d’éviter que la
scorie ou la bavure tombe dans les
oreilles.
Le soudage électrique à l’arc
produit une lumière intense, de
la chaleur et des rayons
ultraviolets (UV). Cette lumière intense et
ces rayons UV peuvent causer des blessures
aux yeux et à la peau. Prendre toutes les
précautions indiquées dans ce manuel afin
de réduire la possibilité de blessure aux
yeux et à la peau.
● Toutes les personnes qui utilisent
cet équipement ou qui sont sur
place pendant l’utilisation de
l’équipement doivent porter des
vêtements de soudage protecteurs y
compris: masque ou casque de
soudeur ou écran avec filtre indiqué
sur le tableau suivant, vêtements
incombustibles, gants de soudeur en
cuir, et protection complète pour les
pieds.
Ne jamais
observer le
soudage sans protection pour les yeux
indiqué ci-dessus. Ne jamais utiliser de
lentille filtrante fendue, cassée, ou classifiée
Chalumeau de soudure à l’arc GTAW
Courant Lentille
(Amps) Filtrante
Jusqu’à 160 Amps 10
160 À 250 Amps 12
!
DANGER
!
AVERTISSEMENT
!
ATTENTION
!
AVERTISSEMENT
!
AVERTISSEMENT
!
DANGER
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
Page 11

11 - Fr
moins que 10. Avertir les autres personnes
sur place de ne pas regarder l’arc.
Le soudage électrique à l’arc
produit des étincelles et chauffe
le métal à des températures qui
peuvent causer des brûlures graves !
Utiliser des gants et des vêtements
protecteurs pendant tout travail de métal.
Prendre toutes les précautions indiquées
dans ce manuel afin de réduire la possibilité
de brûlures de peau ou de vêtements.
● S’assurer que toutes les personnes à
l’endroit du soudage sont protégés
contre la chaleur, les étincelles et les
rayons ultraviolets. Utiliser des
masques additionnels et des écrans
coupe-feu au besoin.
● Ne jamais toucher les objets de travail
avant qu’ils ne refroidissent
complètement.
La chaleur et les étincelles
produites pendant le soudage
électrique à l’arc et autres
travaux de métal peuvent allumer les
matériaux inflammables et explosifs!
Prendre toutes les précautions indiquées
dans ce manuel afin de réduire la possibilité
de flammes et d’explosions.
● Enlever tous les matériaux
inflammables à moins de 35 pieds
(10,7 mètres) de l’arc de soudage. Si
ceci n’est pas possible, couvrir les
matériaux inflammables avec des
couvertures incombustibles.
● Ne pas utiliser de soudeur électrique
à l’arc dans les endroits qui
contiennent des vapeurs
inflammables ou explosifs.
● Prendre des précautions pour
s’assurer que les étincelles volantes
et la chaleur ne produisent pas de
flammes dans des endroits cachés,
fentes, derrière les
cloisons, etc.
Risque d’incendie! Ne pas
souder les récipients ou tuyaux
qui contiennent ou ont contenu des
matériaux inflammables ou combustibles
gazeux ou liquides.
Le soudage à l’arc des cylindres
ou récipients fermés tels que les réservoirs
ou bidons peuvent causer une explosion
s’ils ne sont pas bien ventilés ! Vérifier qu’il
y a un trou de ventilation suffisant dans
tout cylindre ou récipient pour permettre la
ventilation des gaz en expansion.
Ne pas inspirer les vapeurs
produites par le soudage à l’arc.
Ces vapeurs sont dangereuses.
Utiliser un respirateur si l’endroit de
soudage n’est pas bien ventilé.
● Tenir la tête et le visage hors des
vapeurs de soudage.
● Ne pas faire de soudage électrique à
l’arc sur les métaux qui sont
galvanisés ou plaqués en cadmium,
ou qui contiennent du zinc, du
mercure, ou du beryllium sans suivre
les précautions suivantes :
a. Enlever l’enduit du métal
commun.
b. S’assurer que l’endroit de
soudage est bien ventilé.
c. Utiliser un respirateur à air fourni.
Des vapeurs extrêmement toxiques
sont produites pendant le chauffage
de ces métaux.
Le champ électro-magnétique
produit pendant le soudage à
l’arc peut causer de
l’interférence avec le fonctionnement de
plusieurs appareils électriques tels que les
pacemakers cardiaques. Toutes les
personnes qui utilisent ces appareils
doivent consulter leur médecin avant tout
soudage électrique à l’arc.
● Acheminer l’électrode et les câbles
ensemble et les fixer avec du ruban
adhésif si possible.
● Ne jamais enrouler les câbles de
soudage à l’arc autour du corps.
● Toujours placer l’électrode et les
conducteurs de terre afin qu’ils
soient sur le même côté du corps.
● L’exposition aux champs électromagnétiques peut provoquer
d’autres réactions inconnues en
matière de santé.
Toujours laisser l’endroit de soudage sûr et
sans risques (étincelles, flammes, métal
chauffé au rouge ou scorie). S’assurer que
l’équipement est hors circuit et que
l’électrode est enlevée. S’assurer que les
câbles sont roulés (sans serrer) et hors du
chemin. S’assurer que tout métal et scorie
sont refroidis.
NORMES DE SÉCURITÉ ADDITIONNELLES
Norme ANSI Z49.1 de l’ American
Welding Society, 550 N.W. LeJune Rd.
Miami, FL 33126
Safety and Health Standards
(Normes de Sécurité et de Santé)
OSHA 29 CFR 1910, du Superintendent
of Documents, U.S. Government
Printing Office, Washington, D.C. 20402
National Electrical Code (Code
Électrique National)
Norme NFPA 70, du National Fire
Protection Association, Batterymarch
Park, Quincy, MA 02269
Safe Handling of Compressed Gases in
Cylinders (Manipulation Sûr des Gaz
Comprimés en Cylindres)
CGA Pamphlet P-1, du Compressed Gas
Association, 1235 Jefferson Davis
Highway, Suite 501, Arlington, VA 22202
Code for Safety in Welding and Cutting
(Code de Sécurité pour le Soudage et le
Coupage)
Norme CSA W117.2, de l’Association
canadienne de normalisation,
Standards Sales, 178 Rexdale Boulevard,
Rexdale, Ontario, Canada M9W 1R3
Cutting And Welding Processes
(Procédés de Coupage et de Soudage)
Norme NFPA 51B, du National Fire
Protection Association, Batterymarch
Park, Quicy, MA 02269
Safe Practices For Occupational And
Educational Eye And Face Protection
(Règlements Professionnels et
D’Éducation de Sécurité pour la
Protection des Yeux et du Visage)
Norme ANSI Z87.1, de l’American
National Standards Institute, 1430
Broadway, New York, NY 10018
Se référer aux Material Safety Data
Sheets (fiches de sécurité) et aux
instructions du fabricant pour les
métaux, électrodes, enduits et produits
pour le nettoyage.
Installation
EMPLACEMENT
Le choix d’un bon endroit peut
améliorer le rendement, le
Modèle WT6100
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
Page 12

fonctionnement et la durée de vie utile
du soudeur à l’arc.
● Pour un meilleur résultat, placer le
soudeur dans un endroit propre et
sec. Éviter les endroits qui sont
exposés aux températures hautes, à
une humidité élevée, à la poussière
et aux vapeurs corrosives.
L’humidité élevée produit de la
condensation sur les pièces
électriques. L’humidité peut
contribuer à la corrosion et causer
un court-circuit dans les pièces
électriques. La poussière et la sâleté
dans le soudeur conservent
l’humidité et augmentent l’usure
des pièces mobiles.
● Choisir un endroit pour le soudeur
qui fournit au moins douze po (305
mm) d’espace de ventilation en avant
et en arrière du modèle. Ne pas
obstruer cet espace de ventilation.
● Ranger les électrodes et le métal de
remplissage dans un endroit propre
et sec à faible humidité.
● Le panneau de contrôle du soudeur
contient de l’information sur la
bonne tension et le bon ampérage.
Suivre les spécifications sur le
panneau avant du soudeur.
● La prise de courant utilisée pour le
soudeur doit être mise à la terre
correctement et le soudeur doit
être le seul appareil de charge sur le
circuit.
Les composants de soudure
TIG (non inclus avec votre
chalumeau TIG WT6100) sont :
1. Une alimentation de courant
constante telle que la technologie
de convertisseur du soudeur à l'arc
Arcitech 110.
2. Une bonbonne de gaz de
protection d'argon à 100 %
3. Un régulateur d'argon à bonnes
connexions du régulateur au
chalumeau TIG.
4. Métal de remplissage
5. Équipe de sécurité approprié comme
des gants et un casque de soudure.
Installation :
Connexion du chalumeau à
l'alimentation de courant - Le
chalumeau WT6100 est fourni avec
une fiche de connexion rapide dinse
brochée dans une prise NÉGATIVED (-)
sur l'alimentation de courant.
La pince de travail est branchée dans
une fiche POSITIVE (+) d'alimentation
de courant.
Un réglage de début de sortie
d'ampères thermique est choisie selon
l'épaisseur d'acier à souder (voir le
tableau plus bas).
Le gaz de protection d'argon à 100 %
est raccordé au chalumeau à une
vitesse régulée de 15 à 30 pieds cubes
par heure (p
3
/h). Si vous avez trop peu
de gaz, vous verrez de la porosité sur
votre soudure. Trop de débit est une
perte de gaz.
Le métal de remplissage s'applique à la
soudure TIG manuelle tout comme
pour la soudure oxyacéthylénique
(puissance de la flamme). Le métal de
remplissage doit être assorti au métal
que vous soudez. Pour souder l'acier
doux, utilisez un baguette d'acier non
revêtue comme un fil MIG E70S-6,
Welco W-1200, AWS A5.2-69, catégorie
RG60. Le diamètre du métal de
remplissage s'appuie sur l'épaisseur du
matériau à souder (voir le tableau).
Les électrodes de tungstène sont
fournies en une gamme de
compositions et de tailles. Puisque le
soudeur Arcitech 110 à chalumeau
WT6100 est un soudeur TIG à c.c., vous
devriez utiliser seulement des
électrodes de tungstène thorié à 2 %.
Ces électrodes ont une marque
d'identification rouge. Le diamètre de
l'électrode est déterminé par
l'épaisseur du matériau à souder (voir
le tableau).
LA TAILLE DE LA PINCE-BARRE ET
DU CORPS DE LA PINCE-BARRE
DOIVENT ÊTRE ASSORTIS AU
DIAMÈTRE DE L'ÉLECTRODE DE
TUNGSTÈNE.
Avant d'installer l'électrode de
tungstène, vous devez rectifier une
pointe de l'extrémité de soudure de
l'électrode. Une pointe de 15 à 30
degrés est préférable. Il est important
de rectifier la pointe avec des marques
de meule le long de la longueur plutôt
qu'en direction du diamètre.
Installez l'électrode de tungstène dans
le chalumeau en resserrant à la main
d'abord le corps du pince-barre et
ensuite le capuchon de retour. Installez
l'électrode pour que l'extrémité
pointue sorte de l'embout, soit environ
3/16 po.
Conseils de soudure pré-TIG:
La soudure TIG est beaucoup plus
difficile à maîtriser que toute autre
procédure de soudure. Une expérience
de soudure avec un chalumeau
d'oxyacétylénique (puissance de
flamme) aidera beaucoup à apprendre
la soudure TIG.
NETTOYEZ l'endroit à souder. Il est
impératif que l’endroit soit propre. Il
12 - Fr
Chalumeau de soudure à l’arc GTAW
Instructions D’Utilisation
Épaisseur d’acier Diamètre d’électrode de tungstène Diamètre de fil de remplissage Amp c.c.
Pouces Pouces Millimètres Pouces Millimètres Réglage
.020" - .040" .020" 0.5 1/16" 1.6 2 - 20
.040" - 1/16" .040" 1 1/16" 1.6 10 - 75
1/16" - 1/8" 1/16" 1.6 1/16" 1.6 60 - 150
1/8" - 3/16" 5/64" 2 3/32" 2.4 100 - 200
3/16" - 1/4" 3/32" 2.4 1/8" 3.2 170 - 250
Tableau de sélection de biens consommables TIG
Page 13

13 - Fr
Modèle WT6100
est impossible d'avoir un métal de base
trop propre. Il n'y a aucun flux pour
enlever par flottement avec la
procédure TIG.
Couper les tiges de métal de remplissage
pour avoir des longueurs plus courtes
pour faciliter le contrôle. Le métal de
remplissage TIG est normalement fourni
en longueurs de 36 po (91,44 cm). Il est
plus facile de manipuler le métal s'il est
de 18 (45,7 cm) ou 12 po (30,48 cm).
Nettoyer le métal de remplissage avec
de l'alcool et un chiffon blanc propre.
La poussière et la saleté contaminent
une soudure.
La soudure TIG produit moins de
lumière que d'autres processus de
soudure à l'arc, mais vous devez quand
même utiliser une lentille de soudure
minimum #10 pour protéger vos yeux.
Choisir une position confortable pour la
soudure, assis, les bras supportés par
une table de soudure ou par la pièce de
travail.
Amorçage d’arc :
Mettre le soudeur en marche et les
soupapes de gaz sur la bonbonne de
gaz, le régulateur et le chalumeau.
Reposer l'embout du chalumeau sur le
métal de base à souder sans que
l'électrode de tungstène ne touche le
métal de base.
Tourner le chalumeau pour que
l'électrode de tungstène touche
délicatement le métal de base et retirer
immédiatement ou tourner pour
couper lorsque l'arc s'allume.
Garder le tungstène de 1/8 à 3/16 po
(0,31 à 0,47 cm) de la pièce de travail
Figure 4 - Tungstène doit sortir de
3/16 po
Figure 5- Installaton de coupelle de
retour
Identifcation
couleur
Oxyde
Vert None
Bleu 0.4% ThO
2
Jaune 1.0% ThO
2
Rouge 2.0% ThO
2
Violet 3.0% ThO
2
Orange 4.0% ThO
2
Brun 0.3% ZrO
2
Blanc 0.8% ZrO
2
Noir 1.0% LaO
2
Grus 2.0% CeO
2
Identification de l'électrode TIG
Paramètres TIG recommandés pour les électrodes optionnelles.
Diamètre Courant direct (amps) Courant alternatif
d’électrode Électrode Négative Électrode positive (amps)
Polarité Polarité
Tungstène Tungstène Tungstène
(in) (mm) Pure avec Pure avec Pure avec
Tungstène Oxydes Tungstène Oxydes Tungstène Oxydes
0.02 0.5 2-20 2-20 N/D N/D 2-15 2-15
0.04 1.0 10-75 10-75 N/D N/D 15-55 15-70
1/16 1.6 40-130 60-150 10-20 10-20 45-90 60-125
5/64 2.0 75-180 100-200 15-25 15-25 65-125 85-160
3/32 2.4 130-230 170-250 17-30 17-30 80-140 120-210
1/8 3.2 160-310 225-330 20-35 20-35 150-190 150-250
5/32 4.0 275-450 350-480 35-50 35-50 180-260 240-350
3/16 5.0 400-625 500-675 50-70 50-70 240-350 330-460
1/4 6.3 550-875 650-950 65-100 65-100 300-450 430-575
tout en maintenant l'arc.
Au fur et à mesure où le métal devient
chaud, il se transforme en flaque de
fusion orange brillant. Tremper la tige
de métal de remplissage dans la flaque
pour ajouter le métal de remplissage.
filler metal.
Conseils de soudure TIG :
Toujours laisser la baguette de
métal de remplissage à faire fondre
par la flaque de fusion. NON par le
chalumeau.
Ne jamais toucher l'électrode de
tungstène chaude sur la flaque de
fusion. L'acier en fusion sera saisi par
le tungstène ce qui contaminera
l'électrode.
Lorsque vous contaminez le tungstène
avec l'acier, cesser de souder et rectifier
la pointe de l'électrode en retirant la
contamination de l'acier.
Lorsque vous brûlez un trou par le
métal de base, cesser de souder et
laisser la soudure refroidir avant de
relancer l'arc.
Avant toute soudure TIG importante,
pratiquer sur une pièce d'essai. La
soudure TIG est un art et la pratique
améliore la qualité. Il y a beaucoup
d'autosatisfaction dans la maîtrise de
cette procédure de soudure et dans la
vue d'une soudure parfaite.
Page 14

14 - Fr
Instructions D’Utilisation
Courant Alternatif ou c.a. - courant
électrique qui change de direction
périodiquement. Le courant à soixante
cycles voyage dans les deux directions
soixante fois par seconde.
Longueur de L’Arc - La distance du
bout de l’électrode jusqu’au point où l’arc
contacte la surface de travail.
Métal Commun - le matériel qui doit
être soudé.
Joint en Bout - un joint entre deux
pièces qui sont alignées
approximativement dans le même plan.
Cratère - une flaque ou poche qui est
produite quand l’arc contacte le métal.
Courant Continu ou c.c. - courant
électrique d’une direction seulement. La
polarité (+ ou -) détermine la direction du
courant.
Polarité Inversée c.c. - quand le porteélectrode est branché au pôle positif du
soudeur. La Polarité Inversée dirige plus de
chaleur dans l’électrode plutôt que sur
l’objet de travail pour l’utilisation sur les
matériaux plus minces.
Polarité Ordinaire c.c. - quand le
porte-électrode est branché au pôle
négatif du soudeur. Plus de chaleur est
dirigé vers l’objet de travail pour meilleur
pénétration des matériaux épais.
Électrode - un fil en métal enrobé ayant
approximativement la même composition
du matériel qui doit être soudé.
Soudure en Cordon - dimension
approx. d’un triangle, profil en travers, qui
uni les deux surfaces à angles droits en
soudure à recouvrement, en T ou en coin.
Flux - un enduit qui produit un gaz
protecteur autour de l’endroit de soudage.
Ce gaz protège les métaux contre les
polluants dans l’air.
Soudure À L’Arc Fourré de Flux - ou
Sans-gaz est une méthode de soudage
utilisée avec un soudeur à alimentation en
fil. Le fil de soudage est tubulaire avec du
flux à l’intérieur pour protection.
Soudure À L’arc au chalumeau - est
une méthode utilisée avec un soudeur à
alimentation en fil. Le fil est solide et un
gaz inerte est utilisé pour protection.
Soudure À L’Arc Tungstène au
chalumeau - est une méthode de
soudage utilisée avec de l’équipement de
soudage qui a une génératrice à haute
fréquence. L’arc est crée entre un
électrode tungstène non-usable et l’objet
de travail. Du bouche-pores peut être
utilisé.
Soudure à Recouvrement - un joint
entre deux pièces en chevauchement.
MIG - voir « soudage à l'arc sous gaz avec
fil plein ».
Tension au Repos - la tension entre
l’électrode et le collier de mise à la terre du
soudeur quand il n’y a pas de flux de
courant (pas de soudage). Ceci détermine
la vitesse auquelle l’arc est amorcé.
Chevauchement - se produit quand
l’ampérage est trops basse. En ce cas, le
métal fondu tombe de l’électrode sans se
fusant dans le métal commun.
Porosité - des soufflures, ou creux
formés pendant la solidification de la
soudure qui affaiblissent la soudure.
Pénétration -la profondeur que la
chaleur affecte l’objet pendant la soudure.
Une soudure de haute qualité est celle qui
atteint une pénétration de 100%. C’est à
dire que l’objet de travail en entier a été
chauffé et solidifié à nouveau. Les endroits
affectés par la chaleur devraient être
visibles sur le sens inverse de la soudure.
Soudure À L’Arc Au Métal Enrobé -
est une méthode de soudage qui utilise
une électrode usable pour soutenir un arc.
L’enduit de flux fondu sur l’électrode
fournit la protection.
Scorie - une couche d’encrassement de
flux qui protège la soudure des oxydes et
autres polluants pendant le
refroidissement de la soudure. Enlever la
scorie après que la soudure s’est refroidie.
Bavure - particules métalliques volantes
qui se refroidissent sur la surface de travail.
La bavure peut être diminuée si vous
utilisez un agent vaporisateur qui résiste la
bavure sur l’objet de travail avant de
souder.
Baguette - voir « soudage à l'arc avec
électrode enrobée »
Point de Soudure - une soudure
utilisée pour tenir les pièces en alignement
jusqu’à ce que les soudures actuelles sont
faites.
TIG - voir « soudage à l'électrode de
tungstène ».
L’Angle de Déplacement - l’angle de
l’électrode dans la ligne de soudure.Ceci
est variable, de 5º à 45º selon les
conditions.
Joint en T - placer le bord d’un morceau
de métal sur l’autre à un angle de 90º.
Caniveau - une condition résultant d’un
ampérage trops haut qui produit une
rainure dans le métal commun le long des
deux côtés du cordon de soudure et sert à
afaiblir la soudure.
Flaque de Soudure - un volume de
métal fondu dans une soudure avant son
soldification.
Cordon de Soudage - une couche(s)
étroite de métal placé sur le métal
commun pendant que l’électrode fond. Le
cordon de soudage est typiquement deux
fois le diamètre de l’électrode.
Angle de Travail - l’angle de l’électrode
à angle droit de la ligne de soudure.
electrode.
Lexique De Termes De Soudage
Page 15

15 - Fr
WP17FV
WT6100
Pour Pièces de Rechange, appeler 1-800-746-5641
Liste de Pièces de Rechange
S’il vous plaît fournir l’information suivante:
Correspondence:
- Numéro du modèle
The Campbell Group
- Numéro de série (si présent)
Attn: Parts Department
-
Description de la pièce et son numéro sur la liste de pièces 100 Production Drive
Harrison, OH 45030 U.S.A.
1 1,6 mm 2 % électrode de tungstène thorié - (10 par paquet) WC250033AV 1
2 11,1 mm (7/16 po) DI de l'embout de céramique no 7 WC250123AV 1
3 1,6 mm corps de pince-barre WC250103AV 1
4 Mandrin 1.6 mm WC250113AV 1
5 Coupelle de retour WC250130AV 1
6 Fiche de connexion dinse avec port de gaz WC250131AV 1
Node
Ref. Description Numéro de Pièce Qté.
1
2
3
4
5
6
WP17FV
Page 16

16 - Fr
Instructions D’Utilisation
1. Durée : Le fabricant garantit la réparation sans frais pour les pièces ou la main d’oeuvre du chalumeau de soudure ou des
câblesqui s’avèrent défectueux au niveau des matériaux ou de la fabrication durant la période suivante après la date
d’achat au détail original :
90 jours: le chalumeau de soudure TIG
2. Garantie Accordée Par (Garant) :
Campbell Hausfeld
The Scott Fetzer Company
100 Production Drive
Harrison, OH 45030
Telephone: (513)-367-4811
3. Bénéficiaire De Cette Garantie (Acheteur) : L’acheteur initial du produit Campbell Hausfeld .
4. Couverture De La Présente Garantie : Défauts de matière et de fabrication qui se révèlent pendant la période de
validité de la garantie. Cette garantie ne couvre que le chalumeau TIG.
5. La Présente Garantie Ne Couvre Pas :
A. Les garanties implicites, y compris celles de commercialisabilité et D’ADAPTION À UNE FONCTION PARTICULIÈRE SONT
LIMITÉES EN DURÉE À CETTE GARANTIE. Après cette durée, tout risques de perte, quoi que ce soit, devient la
responsabilité de l’acheteur. Certaines Provinces n’autorisent pas de limitations de durée pour les garanties implicites. Les
limitations précédentes peuvent donc ne pas s’appliquer.
B. TOUT DOMMAGE, PERTE OU DÉPENSE FORTUIT OU INDIRECT POUVANT RÉSULTER DE TOUT DÉFAUT, PANNE OU
MAUVAIS FONCTIONNEMENT DU PRODUIT CAMPBELL HAUSFELD. Certaines Provinces n’autorisent pas l’exclusion ni la
limitation des dommages fortuits ou indirects. La limitation ou exclusion précédente peut donc ne pas s’appliquer.
C. Les accessoires qui sont compris avec le produit et qui sont soumis à l’usure par l’usage normal; la réparation ou le
remplacement de ces objets sont la responsabilité de l’acheteur. Ces pièces TIG comprennent, mais ne sont pas limités à;
Tungstène, pince-barre, corps de pince-barre, embouts de céramique. Additionnellement, cette garantie ne comprend pas
le dommage causé par le remplacement ou entretien prématuré des pièces USABLES précédentes.
D. Toute panne résultant d’un accident, d’une utilisation abusive, de la négligence ou d’une utilisation ne respectant pas les
instructions données dans le(s) manuel(s) accompagnant le produit.
E. Service avant livraison, i.e. montage et ajustement.
7. Responsabilités Du Garant Aux Termes De Cette Garantie : Réparation ou remplacement, au choix du Garant, des
produits ou pièces qui se sont révélés défectueux pendant la durée de validité de la garantie.
8. Responsibilités De L’Acheteur Aux Termes De Cette Garantie :
A. Livraison ou expédition du produit ou pièce Campbell Hausfeld à Campbell Hausfeld. Taux de frais , si applicable, sont la
responsabilité de l’acheteur.
B. Utilisation et entretien du produit avec un soin raisonable, ainsi que le décri(vent)t le(s) mnuel(s) d’utilisation.
9. Réparation ou Remplacement Effectué Par Le Garant Aux Termes De La Présente Garantie : La réparation ou le
remplacement sera prévu et exécuté en fonction de la charge de travail dans le centre d’entretien et dépendra de la
disponibilité des pièces de rechange.
Cette garantie limitée confère des droits précis. L’acheteur peut également jouir d’autres droits qui varient d’une Province à
l’autre.
Garantie Limitée
Page 17

RECORDATORIO: ¡Guarde su comprobante de compra con fecha para fines de la garantía!
Adjúntela a este manual o archívela en lugar seguro.
Sírvase leer y guardar estas instrucciones.Lea con cuidado antes de tratar de armar, instalar, manejar o darle servicio al producto descrito en
este manual. Protéjase Ud. y a los demás observando todas las reglas de seguridad. El no seguir las instrucciones podría resultar en heridas y/o
daños a su propiedad.Guarde este manual como referencia.
IN971800AV 4/03
Manual de instrucciones Modelo WT6100
Soplete TIG
Descripción
El soplete TIG WT6100 le permite
convertir su soldadora Arcitech 110 de
tecnología de inversión a una
soldadora TIG (GTAW). TIG (por su sigla
en inglés) significa gas inerte de
tungsteno. GTAW (por su sigla en
inglés) significa soldadora de arco con
gas tungsteno. TIG también se
denomina comúnmente soldadura
Heliarc
®
, pero Heliarc®es un nombre de
marca de Linde Company, no es un
proceso. Heliarc
®
deriva de soldadura
de arco con helio, pues el helio es un
gas inerte que se utiliza para evitar las
impurezas en la soldadura.
Actualmente la mayoría de las
soldaduras TIG se realizan con gas de
protección argón al 100%.
La soldadura TIG ofrece una de las
soldaduras más hermosas y limpias con
la mayor precisión y control. Es el mejor
proceso para soldar entre sí artículos de
tamaños diferentes. El inconveniente
de la soldadura TIG es que requiere un
alto nivel de experiencia y es lenta.
Frecuentemente la soldadura TIG
utiliza aluminio para soldar, sin
embargo, la soldadura de aluminio con
TIG requiere una fuente de energía de
CA de alta frecuencia. La soldadora
Campbell Hausfeld Arcitech 110 tiene
salida sólo para CC, por lo tanto no
puede soldar con aluminio usando el
proceso TIG.
Para desempacar
Al desempacar este producto, revíselo
con cuidado para cerciorarse de que
esté en perfecto estado. Igualmente,
cerciórese de apretar todos los pernos,
tuercas y conexiones antes de usarlo.
La pinza
que
sostiene el electrodo tiene “tensión”
(podría conducir electricidad) mientras la
máquina está encendida.
Componentes del soplete
TIG WT6100:
1. Electrodo de tungsteno toriado al
2% - 1,6 mm (1/16")
2. Boquilla Nº7 para usar con el
electrodo de 1,6 mm (1/16")
3. Cuerpo de la boquilla - corresponde
con el tamaño del electrodo (1,6mm)
4. Casquillo - corresponde con el
tamaño del electrodo (1,6 mm)
5. Aislante
6. Cabeza del soplete
7. Válvula de gas
8. Anillos en O (para la válvula de gas
y el capuchón trasero)
Figura 1 - Componentes y controles de la
soldadora
© 2003 Campbell Hausfeld/Scott Fetzer
Figura 2
1
2
3
4
5
6
7
8
8
9
10
Figura 3
11
12
BUILT TO LAST
!
ADVERTENCIA
Page 18

9. Capuchón trasero
10. Manguera del soplete de 31,7 cm
(12,5 pies)
11. Conector de energía con enchufe
Dinse (se conecta a la salida negativa
(-) en la soldadora)
12. Conector de gas (se conecta al
regulador de gas en el tanque de
argón al 100%)
Informaciones Generales de
Seguridad
Esto le
indica una
situación que le ocasionará heridas graves o
la muerte si ignora lo advertido.
Esto le
indica una
situación que podría ocasionarle heridas
graves o la muerte si ignora lo advertido.
Esto le
indica una
situación que puede ocasionarle heridas si
ignora lo advertido. También le puede
indicar una situación que ocasionaría daños
a su propiedad sólamente.
Nota: le indica cualquier otra
información adicional en relación al
producto o su uso adecuado.
Siempre mantenga un
extingidor de incendio accesible
cuando esté soldando con arcos eléctricos.
● Antes de encender o darle servicio a
las soldadoras eléctricas de arco,
debe leer y comprender todas las
instrucciones. El no seguir las
advertencias o instrucciones que le
damos en este manual le podría
ocasionar daños al equipo, y/o
heridas graves e inclusive la muerte.
Para recibir mayor información,
solicite una copia del estándard
Z49.1 de la ANSI Titulado Seguridad al soldar y cortar. Esta
publicación la puede ordenar (en
inglés) a la American Welding
Society, 550 NW. LeJune Rd., Miami,
FL 33135.
● La instalación, mantenimiento,
reparación y operación de esta
soldadora debe ser hecho por una
persona calificada según los códigos
nacionales, estatales y locales.
!El uso inadecuado de
soldadoras eléctricas de arco
podría ocasionarle
electrocutamiento, heridas y la muerte!
Siguiendo nuestras advertencias reduciría
las posibilidades de electrocutamiento.
● Cerciórese de que todos los
componentes de la soldadora de
arco estén limpios y en buen estado
antes de utilizarla. Cerciórese de que
los aislantes en todos los cables,
pinzas para sostener electrodos y
cordones eléctricos no estén
dañados. Siempre repare o
reemplace las piezas dañadas antes
de utilizar la soldadora. Siempre
mantenga todas las tapas de la
soldadora en su lugar mientras la
esté utilizando.
● Siempre use ropa adecuada y que
esté seca, guantes para soldadores y
zapatos aislantes.
● Use la soldadora sólo en áreas
limpias, secas y bien ventiladas. No
la use en áreas húmedas, mojadas, a
la intenperie o que no estén bien
ventiladas.
● Antes de comenzar a soldar
cerciórese de que la pieza esté bien
fija y conectada a tierra.
● Debe desenrollar el cable para
soldar para evitar que se sobrecaliente y se le dañe el forro aislante.
Nunca
sumerja el
electrodo ni el soplete en agua. Si la
soldadora se moja por cualquier motivo,
¡cerciórese de que esté completamente seca
antes de tratar de usarla!
● Antes de tratar de tratar de moverla
a otro sitio siempre apáguela y
desconéctela.
● La conexión a tierra debe hacerse de
último.
● Cerciórese de que la conexión a
tierra esté bien hecha.
● Siempre apague la soldadora y
sáquele el electrodo cuando no esté
trabajando.
● Nunca toque el electrodo y la tierra
o pieza conectada a tierra al mismo
tiempo.
● Las posiciones poco comunes le
pueden ocasionar peligro de
electrocutamiento. Al estar en
cuclillas, arrodillado o en alturas,
cerciórese de aislar todas las piezas
que puedan conducir electricidad,
use ropa adecuada par soldar y
tome precauciones para no caerse.
● Nunca trate de usar este equipo con
corrientes eléctricas o ciclajes
diferentes a los especificados en las
etiquetas.
● Nunca use una soldadora eléctrica
para descongelar tuberías que se
hayan congelado.
Las chispas y el metal caliente le
pueden ocasionar heridas.
Cuando la pieza que soldó se enfrie la
escoria podría despegarse. Tome todas las
precauciones descritas en este manual para
reducir las posibilidades de que sufra
heridas por estas razones.
● Sólo use máscaras aprobadas por la
organización norteamericana ANSI o
anteojos de seguridad con
protección lateral al tratar de cortar
o esmerilar piezas de metal.
● Si va a soldar piezas que estén por
encima de usted debe protegerse los
oidos para evitar que le caigan
residuos adentro.
Al soldar con arcos eléctricos
se producen luces intensas,
calor y rayos ultravioletas.
Estos le podrían ocasionar
heridas en la vista y la piel. Tome todas las
medidas de precaución descritas en este
manual para reducir las posibilidades de
heridas en la vista o la piel.
● Todos los operadores o personas
que se encuentren en el área de
trabajo mientras estén usando el
equipo deben usar la vestimenta
adecuada incluyendo: máscara de
soldador con los niveles de
oscuridad especificados en la tabla a
continuación, ropa resistente al
fuego, guantes de cuero para soldar
y zapatos de protección.
18 - Sp
Manual de instrucciones
Soplete de soldadura por arco GTAW
!
PELIGRO
!
ADVERTENCIA
!
PRECAUCION
!
ADVERTENCIA
!
ADVERTENCIA
!
PELIGRO
!
ADVERTENCIA
!
ADVERTENCIA
Page 19

Hasta 160 Amps 10
de 160 a 250 Amps 12
Nunca
mire
hacia el área donde esté soldando sin
protegerse la vista tal como se ha descrito
anteriormente. Nunca use lentes oscuros
que estén partidos, rotos o de un número
menor a 10. Debe advertirle a otras personas
en el área que no deben mirar el arco.
Al soldar con arcos eléctricos
puede causar chispas y calentar
el metal a temperaturas que le
podrían ocasionar quemaduras graves! Use
guantes y ropa de protección para hacer
este tipo de trabajo. Tome todas las
medidas de precaución descritas en este
manual para reducir las posibilida-des de
quemarse la piel o la ropa.
● Cerciórese de que todas la personas
que se encuentren en el área de
trabajo estén protegidas contra el
calor, las chispas, y los rayos
ultravioletas. Igualmente debe
utilizar protecciones adicionales
cuando sea necesario.
● Nunca toque las piezas que ha
soldado hasta que éstas se hayan
enfriado.
El calor y las chis-pas producidas
al soldar con arcos eléctricos y
otros trabajos con metales
podrían encender materiales inflamables o
explosivos! Tome todas las medidas de
precaución descritas en este manual para
reducir las posibilidades de llamas o
explosiones.
● Mueva todos los materiales
inflamables que se encuentren en
un radio de 35 pies (10,7 metros) del
arco de soldadura. Si no lo puede
hacer, deberá cubrirlos con algún
material que los aisle del fuego.
● No use una soldadora eléctrica de
arco en áreas donde pueda haber
vapores inflmables o explosivos.
● Tome todas las precauciones
necesarias para evitar que las
chispas y el calor ocasionen llamas
en áreas poco accesibles, ranuras,
detrás de divisiones, etc.
Peligro de in-cendio! Nunca
debe soldar envases o tuberías
que contengan o hayan contenido
materiales inflamables o combustibles
gaseosos o líquidos.
Al soldar con arcos eléctricos
cilindros cerrados o tambores
podría ocasionar explosioones si no están
bien ventilados ! Cerciórese de que
cualquier cilindro o envase que vaya a
soldar tenga un orificio de ventilación para
que los gases puedan liberarse.
No debe respirar los gases
emitidos al soldar con arcos
eléctricos. Estos son peligrosos. Si no
puede ventilar bien el área de trabajo,
deberá usar un respirador.
● Mantenga la cabeza y la cara
alejada de los gases emitidos.
● No debe soldar con arcos eléctricos
metales galvanizados o con capa de
cadio, o aquellos que contengan
zinc, mercurio o berilio sin tomar
las siguientes precauciones:
a. Quitarle la capa al metal.
b. Cerciorarse de que el área de
trabajo esté bien ventilada.
c. Usar un respirador.
Estos metales emiten gases
sumamente tóxicos al calentarse.
El campo
electromagnetico generado al soldar con
arcos eléctricos podría interferir con el
funcionamiento de varios artefactos
eléctricos y eléctronicos tales como
marcapasos. Aquellas personas que usen
estos artefactos le deben consultar a su
médico antes de soldar con arcos eléctricos.
● Coloque los electrodos y cables en
la misma línea y únalos con cinta
pegante cuando sea posible.
● Nunca se enrolle los cables de la
soldadora en el cuerpo.
● Siempre coloque los electrodos y las
conexiones a tierra del mismo lado.
● El exponerse a campos electromagneticos al soldar con arcos eléctricos
le podría ocasionar otros problemas
de salud desconocidos hasta el
momento.
Cerciórese
de que el
área de trabajo este libre de peligros
(chispas, llamas, metales al rojo vivo o
escorias) antes de irse. Cerciórese de que
ha apagado la soldadora y le ha quitado el
electrodo. Cerciórese de que los cables
estén enrollados y almacenados. Cerciórese
de que tanto el metal como la escoria se
hayan enfriado.
MEDIDAS DE SEGURIDAD
ADICIONALES
Aquellas personas que vivan y trabajen
en los Estados Unidos deben
percatarse de que según las leyes de
este pais los siguientes códigos aplican
para el trabajo con soldadoras: ANSI
Standard Z49.1, OSHA 29 CFR 1910,
NFPA Standard 70, CGA Pamphlet P-1,
CSA Standard W117.2, NFPA Standard
51B ANSI Standard Z87.1. Aquellas
personas que residan en paises
latinoamericanos deben consultar los
códigos y regulaciones que se apliquen
en sus respectivos paises.
Instalación
UBICACIÓN
Al ubicacar la soldadora en un sitio
adecuado puede aumentar el
rendimiento y la fiabilidad de la
soldadora de arcos eléctricos.
● Para obtener mejores resultados
debe colocar la soldadora en un
área que esté limpia y seca. No la
coloque en áreas muy calientes, o
que estén expuestas a mucha
humedad, polvo o gases corrosivos.
El exceso de humedad ocasiona que
ésta se condense en las piezas
eléctricas. La humedad puede
contribuir al óxido y cortocircuito.
El polvo y las impurezas en la
soldadora acumulan la humedad y
aumenta el desgasto de las piezas
que se mueven.
● Coloque la soldadora en un área
donde haya por lo menos 12
pulgadas (305mm.) de espacio para
Modelo WT6100
19 - Sp
Corriente Oscuridad
(Amps)
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
!
ADVERTENCIA
Page 20

ventilación tanto al frente como en
la parte posterior de la unidad. Esta
área de ventilación se debe
mantener libre de obstrucciones.
● Guarde los electrodos y el metal de
aportación en una ubicación limpia,
seca y con un bajo nivel de humedad.
● El panel de control de la soldadora
contiene información con respecto a
la entrada correcta de voltaje y
amperaje. Siga las especificaciones
que se encuentran en el panel
frontal de la soldadora.
● El tomacorrientes que use para
conectar la soldadora debe estar
conectado a tierra adecuadamente y
la soldadora debe ser el unico
artefacto conectado a este circuito.
Los componentes de la
soldadura TIG (que no se
incluyen con su soplete TIG
WT6100) son:
1. Una fuente de corriente constante
como por ejemplo una soldadora de
arco Arcitech 110 de tecnología
invertida.
2. Un tanque de gas de protección de
argón al 100%
3. Un regulador de argón con las
conexiones adecuadas desde el
regulador al soplete TIG.
4. Metal de aportación
5. Equipo de seguridad adecuado
como casco y guantes para soldar.
Preparación:
Conexión del soplete a la fuente de
energía: el soplete WT6100 se
proporciona con un enchufe Dinse de
conexión rápida en el receptáculo
NEGATIVO (-) de la fuente de energía.
La pinza de trabajo se enchufa en el
receptáculo POSITIVO (+) de la fuente
de energía.
Se selecciona un valor de amperaje de
salida de calor inicial basándose en el
espesor del acero a ser soldado (ver la
tabla a continuación).
Se conecta el gas de protección 100%
argón al soplete a una velocidad
regulada de 15 - 30 pies cúbicos por
hora (cfh). Si tiene muy poco gas, verá
porosidad en su soldadura. Un flujo
demasiado abundante es un gasto inútil
de gas.
El metal de aportación se aplica a la
soldadura TIG mediante alimentación
manual como se hace con la soldadura
con llama oxiacetilénica. El metal de
aportación debe coincidir con el
material que está soldando. Para soldar
acero dulce, use una varilla de acero sin
enchapar como por ejemplo Welco W1200, AWS A5.2-69, clase RG60, o
alambre MIG E70S-6. El diámetro del
metal de aportación está basado en el
espesor del material a ser soldado (Ver
tabla).
Los electrodos de tungsteno vienen en
una variedad de composiciones y
tamaños. Como la soldadora Arcitech
110 con soplete WT6100 es una
soldadora TIG de CC, se deben usar
únicamente electrodos de tungsteno
toriado al 2%. Estos electrodos tienen
una marca de identificación roja. El
diámetro del electrodo está
determinado por el grosor del material
a ser soldado (ver tabla).
EL DIÁMETRO DE LA BOQUILLA Y
DEL CUERPO DE LA BOQUILLA
DEBEN CORRESPONDER CON EL
DIÁMETRO DEL ELECTRODO DE
TUNGSTENO.
Antes de instalar el electrodo de
tungsteno debe pulir un punto en el
extremo de soldar del electrodo. Se
prefiere un punto de 15 - 30 grados. Es
importante pulir el punto haciendo que
20 - Sp
Manual de instrucciones
Soplete de soldadura por arco GTAW
Diámetro del Diámetro del
Grosor del acero electrodo de tungsteno alambre de aportación Amp. CC
Pulgadas Pulgadas Milímetros Pulgadas Milímetros Ajuste
0,020" - 0,040" 0,020" 0.5 1/16" 1,6 2 - 20
0,040" - 1/16" 0,040" 1 1/16" 1,6 10 - 75
1/16" - 1/8" 1/16" 1,6 1/16" 1,6 60 - 150
1/8" - 3/16" 5/64" 2 3/32" 2,4 100 - 200
3/16" - 1/4" 3/32" 2.4 1/8" 3,2 170 - 250
Tabla de selección de insumos TIG
Figura 4 - El tungsteno debe sobresalir
0,5 cm (3/16”)
Figura 5- Instale capuchón trasero
Page 21

las marcas de pulido queden a lo largo
en lugar de hacerlo en la dirección del
diámetro.
Instale manualmente el electrodo de
tungsteno en el soplete apretando
primero el cuerpo de la boquilla y
luego el capuchón trasero. Instale el
electrodo de modo que el extremo
afilado sobresalga de la boquilla
aproximadamente 0,5 cm (3/16").
Consejos previos a la
soldadura TIG:
La soldadura TIG es mucho más difícil
de aprender que otros procesos para
soldar. Tener una vasta experiencia con
un soplete de llama oxietilénica
ayudará en gran forma para aprender
la soldadura TIG.
LIMPIE el área a soldar. La limpieza es
un requisito fundamental. El metal de
base nunca estará demasiado limpio.
Con el proceso TIG no existe un
fundente para eliminar las impurezas
hacia la superficie.
Corte las varillas del metal de
aportación a longitudes menores para
lograr un mejor control. El metal de
aportación TIG generalmente viene en
largos de 91 cm (36 pulg.) Es mucho
más fácil manejarlos si son de 45 ó 30
cm (18 ó 12 pulg.). Limpie el metal de
aportación con alcohol y un paño
blanco limpio. La suciedad y el polvo
contaminan una soldadura.
La soldadura TIG produce menos luz
que otros procesos de soldadura de
arco, pero aún debe usar lentes oscuros
para soldar para proteger sus ojos.
Colóquese en una posición cómoda
para soldar. Sentado con sus brazos
apoyados en una mesa de soldar o en
la pieza de trabajo.
Establecimiento de un arco:
Encienda la soldadora y las válvulas de
gas en el tanque de gas, el regulador y
el soplete.
Apoye la boquilla del soplete en el
metal de base a ser soldado sin que el
electrodo de tungsteno toque el metal
de base.
Gire el soplete de modo que el
electrodo de tungsteno toque
suavemente el metal de base y
levántelo inmediatamente o gírelo
separándolo al encenderse el arco.
Mantenga el tungsteno a una distancia
de 0,3 - 0,5 cm (1/8 - 3/16 pulg.) de la
pieza de trabajo mientras mantiene el
arco.
A medida que el metal se caliente, se
volverá una masa líquida fundida de
color anaranjado brillante. Sumerja la
varilla del metal de aportación en esta
masa fundida para agregar el metal de
aportación.
Consejos mientras realiza la
soldadura TIG:
Siempre deje que la varilla del
metal de aportación sea derretida
por la masa fundida. NO por el
soplete.
Nunca deje que el electrodo de
tungsteno caliente toque la masa
fundida. El acero fundido será
absorbido por el tungsteno,
contaminando así el electrodo.
Cuando contamine el tungsteno con
acero, deje de soldar y vuela a pulir el
punto del electrodo eliminando la
contaminación del acero.
Cuando haga un orificio a través del
metal de base, pare de soldar y deje
que la soldadura de enfríe antes de
reiniciar el arco.
Antes de realizar una soldadura TIG
importante, practique en una pieza de
prueba. La soldadura TIG es un arte, y
la práctica mejora la calidad. Se siente
mucha satisfacción personal al
dominar este proceso de soldar y
observar una soldadura perfecta.
Modelo WT6100
21 - Sp
Color de
identificación
Óxido
Verde Ninguno
Azul 0,4% ThO
2
Amarillo 1,0% ThO
2
Rojo 2,0% ThO
2
Violeta 3,0% ThO
2
Anaranjado 4,0% ThO
2
Marrón 0,3% ZrO
2
Blanco 0,8% ZrO
2
Negro 1,0% LaO
2
Gris 2,0% CeO
2
Identificación del electrodo TIG
Parámetros TIG recomendados para electrodos opcionales
Diámetro del Corriente directa (amp.)
electrodo Electrodo de Electrodo de (amp.) Corriente alterna
polaridad negativa polaridad positiva
Tungsteno Tungsteno Tungsteno
(pulg.) (mm) Tungsteno con Tungsteno con Tungsteno con
puro óxidos puro óxidos puro óxidos
0,02 0,5 2-20 2-20 N/A N/A 2-15 2-15
0,04 1,0 10-75 10-75 N/A N/A 15-55 15-70
1/16 1,6 40-130 60-150 10-20 10-20 45-90 60-125
5/64 2,0 75-180 100-200 15-25 15-25 65-125 85-160
3/32 2,4 130-230 170-250 17-30 17-30 80-140 120-210
1/8 3,2 160-310 225-330 20-35 20-35 150-190 150-250
5/32 4,0 275-450 350-480 35-50 35-50 180-260 240-350
3/16 5,0 400-625 500-675 50-70 50-70 240-350 330-460
1/4 6,3 550-875 650-950 65-100 65-100 300-450 430-575
Page 22

22 - Sp
Manual de instrucciones
CA o Corriente Alterna - corriente
eléctrica que cambia de dirección
periódicamente. Corriente de 60 ciclos se
desplaza en ambas direcciones 60 veces por
segundo.
Longitud del Arco - la distancia entre el
extremo del electrodo y el punto de
contacto con la superficie de trabajo.
Metal Básico - el material que se va a
soldar.
Unión a tope - la unión de dos miembros
alineados aproximadamente en el mismo
plano.
Cráter - el vacio que se forma cuando el
arco hace contacto con el metal básico.
CD o Corriente Directa - corriente
eléctrica que se deplaza en un sólo sentido.
La polaridad (+ o -) determina el sentido del
desplazamiento.
CD Polaridad Reversa - ocurre cuando
el portaelectrodo está conectado al polo
positivo de la soldadora. Esta tecnica dirije
más calor para derretir el electrodo en vez
de la pieza de trabajo. Generalmente esta
técnica se usa con piezas delgadas.
CD Polaridad Directa - oocurre cuando
el portaelectrodo está conectado al polo
negativo de la soldadora. Con esta tecnica
la mayoría del calor se dirije a la pieza de
trabajo para lograr una mayor penetración
en piezas gruesas.
Electrodo - un alambre de metal con una
capa que tiene aproximadamente la misma
composición del material que se va a soldar.
Soldadura de Filete - soldadura
triangular, para unir dos superficies en
ángulo recto, en T o en las esquinas.
Fundente - un material, que al calentarse,
emite un gas que cubre el área donde va a
soldar. Este gas protege los metales que va
a soldar contra las impurezas presentes en
el aire.
Soldar con Arcos de Fundente también se conoce como soldar sin gas,
esta técnica para soldar usa una soldadora
con alambre. El alambre es tubular y lleno
de fundente.
Soldar con Arcos de Metal Gaseoso
- es un proceso para soldar usado con una
soldadora con alambre. El alambre es sólido
y se usa un gas inerte.
Soldar con Arcos de Tungsteno - es
un proceso para soldar usado con
soldadoras con generadores de alta
frecuencia. El arco se crea con un electrodo
no-consumible de tugnsteno. No
necesariamente se usa metal de relleno.
Unión de superposición - la unión de
dos miembros superpuestos en planos
paralelos.
MIG - vea Soldar con arcos de metal
gaseoso.
Voltaje de circuito abierto - el voltaje
entre el electrodo y la pinza de conexión a
tierra de la soldadora cuando no hay flujo
de corriente (no se está soldando). Esto
determina la rápidez con que se enciende el
arco.
Sobremonta - ocure si el amperaje es
demasiado bajo. En este caso, el metal
derretido se cae del electrodo sin haberse
unido al metal básico.
Porosidad - cavidad que se forma
durante la solidificación del área soldada.
Las porosidades debilitan la unión.
Penetración - la profundidad que el arco
se penetra dentro de la pieza de trabajo
durante el proceso de soldar. Para soldar
bien se debe lograr 100% de penetración,
es decir todo el grosor de la pieza de
trabajo se debe derretir y solidificar. El área
afectada por el calor se debe ver facilmente
desde el otro lado.
Soldar con arcos protegidos - es un
proceso de soldar que usa un electrodo
consumible para sostener el arco. La
protección se logra al derretir el fundente
del electrodo .
Escoria - una capa de residuo de fundente
que protege la unión de óxidos y otros
contaminantes mientras los metales se
solidifican (enfrian). Esta se debe limpiar
una vez que el metal se haya enfriado.
Salpiqueo - las particulas de metal que
salpican durante el proceso de soldar y que
se solidifican en la superficie de trabajo.
Esto se puede minimizar al rociar un
repelente adecuado antes de comenzar a
soldar.
Stick - vea Soldar con arcos protegidos.
Soldadura de puntos - una unión
hecha para mantener las piezas alineadas
hasta que se haya completado el proceso
de soldar.
TIG - vea Soldar con arcos de tungsteno
Angulo de desplazamiento - el
ángulo del electrodo con respecto a la línea
a soldar. Este varia entre los 5º y 45º según
sean las condiciones.
Unión en T - es la unión del borde de una
pieza de metal con la superficie de otra en
un ángulo de 90º .
Socavación - el resultado de soldar con
un amperaje demasiado alto. Esto ocasiona
ranuras en ambos lados de la reborde que
reduce la resistencia de la unión.
Sedimento - el volumen de metal
derretido al soldar antes de que se
solidifique como metal soldado.
Reborde - una capa delgada o capas de
metal depositado en el metal básico
cuando el electrodo se derrite.
Generalmente su grosor es el doble del
diámetro del electrodo.
Angulo de trabajo- el ángulo del
electrodo con respecto a la línea horizontal,
medido en ángulos rectos a la línea de
soldar .
Glosario de Terminología usada por soldadores
Page 23

23 - Sp
WP17FV
WT6100
Para Ordenar Repuestos,
Sírvase llamar al Concesionario más Cercano a su Domicilio
Lista de Repuestos
Sírvase darnos la siguiente información:
Puede escribirnos a:
- Número del modelo
The Campbell Group
- Número de série (de haberlo)
Attn: Parts Department
- Descripción y número del repuesto según la lista de repuestos
100 Production Drive
Harrison, OH 45030 U.S.A.
1 Electrodo de tungsteno toriado al 2% de 1,6 mm (10 por paquete) WC250033AV 1
2 Boquilla de cerámica Nº7 con D.I. de 11,1 mm (7/16 pulg.) WC250123AV 1
3 Cuerpo de la boquilla de 1,6 mm WC250103AV 1
4 Boquilla de 1.6 mm WC250113AV 1
5 Capuchón trasero WC250130AV 1
6 Conector Dinse con puerto de gas WC250131AV 1
No. de
Ref. DescripciónNúmero del Repuesto Ctd.
1
2
3
4
5
6
WP17FV
Page 24

24 - Sp
Manual de instrucciones
Garantía Limitada
1. Duración: El fabricante garantiza que reparará, sin cargos por piezas o mano de obra, sopletes de soldar, o cables que se
prueben que tienen defectos en su material o en la mano de obra, durante el/los siguiente(s) período(s) de tiempo después
de la fecha de venta original:
90 días: el soplete de soldar TIG
2. QUIEN OTORGA ESTA GARANTIA (EL GARANTE):
Campbell Hausfeld
The Scott Fetzer Company
100 Production Drive
Harrison, OH 45030
Teléfono: (513)-367-4811
3. BENEFICIARIO DE ESTA GARANTIA (EL COMPRADOR): El comprador original del producto Campbell Hausfeld.
4. Cobertura de la garantía: Defectos en material y fabricación que ocurran dentro del periodo de validez de la garantía.
Esta garantía se extiende únicamente para el soplete de soldar TIG.
5. Lo que no está cubierto por esta garantía:
A. Las garantías implicitas, incluyendo las garantías de comercialidad y conveniencia para un fin particular SON LIMITADAS A
LA DURACION EXPRESA DE ESTA GARANTIA. Después de este periodo, todos los riegos de pérdida, por cualquier razón,
serán la responsabilidad del propietario del producto. En algunos estados no se permiten limitaciones a la duración de las
garantías implicitas, por lo tanto, en tal caso esta limitación o exclusión no es aplicable.
B. CUALQUIER PERDIDA, DAÑO INCIDENTAL, INDIRECTO O CONSECUENTE O GASTO QUE PUEDA PUEDA RESULTAR DE UN
DEFECTO, FALLA O MAL FUNCIONAMIENTO DEL PRODUCTO CAMPBELL HAUSFELD. En algunos estados no se permite la
exclusión o limitación de daños incidentales o consecuentes, por lo tanto, en tal caso esta limitación o exclusión no es
aplicable.
C. Esta garantía no cubre aquellos accesorios que se desgastarán con el uso normal del producto; la reparación o reemplazo
de los mismos será la responsabilidad del propietario. Estos artículos TIG incluyen pero no están limitados a: tungsteno,
boquilla, cuerpo de la boquilla, boquillas de cerámica. Además, esta garantía no cubre daños que ocurran al reemplazar o
darle servicio a las piezas arriba enumeradas.
D. Cualquier falla que resulte de un accidente, abuso, negligencia o incumplimiento de las instrucciones de funcionamiento y
uso indicadas en el(los) manual(es) que se adjuntan al producto.
E. Servicio antes de entrega, por ejemplo ensamblaje y ajustes.
7. Responsibilidades del Garante bajo esta Garantía: Reparar o reemplazar, como lo decida el garante, los productos o
componentes defectuosos durante el periodo de validez de la garantía.
8. Responsibilidades del Comprador bajo esta Garantía:
A. Entregar o enviar el producto o componente a Campbell Hausfeld. Los gastos de flete, si los hubiere, deben ser pagados
por el comprador.
B. Ser cuidadoso con el funcionamiento del producto, como se indica en el(los) manual(es) del propietario.
9. Cuando efectuará el garante la reparación o reemplazo cubierto bajo esta garantía: La reparación o reemplazo
dependerá del flujo normal de trabajo del centro de servicio y de la disponibilidad de repuestos.
Esta garantía limitada le otorga derechos legales especificos y usted también puede tener derechos que varian de un estado a
otro.
 Loading...
Loading...