

Page 1
Notes
Notas
8
Model WT2531
Please read and save these instructions. Read carefully before attempting to assemble, install, operate or maintain the product described.
Protect yourself and others by observing all safety information. Failure to comply with instructions could result in personal injury and/or
property damage! Retain instructions for future reference.
IN973400AV 8/05
Installation Instructions Model WT2531
Aluminum
Welding Kit
Description
Model WT2531 is an aluminum welding
kit designed for use on Campbell
Hausfeld wire feed MIG welders
(WG206X and WG208X series). This kit
includes: Teflon
®
wire liner (Part
Number: WC403621AV) , smoothgroove drive roller (Part Number:
WC500806AV) , four pieces of 0.030"
(0.8 mm) aluminum contact tips (Part
Number: WT501700AV), and 2
compression seals. These parts, when
installed in your welder, allow welding
aluminum with greater success. Along
with this kit, you will need a spool of
0.030" (0.8 mm) aluminum MIG wire
(Part Number: WE303001AV) and a
bottle of 100% Argon shielding gas
(available from your local welding gas
supplier).
Teflon®Wire Liner
The Teflon®wire liner reduces the drag
on the soft aluminum welding wire.
DO NOT USE TO WELD STEEL. This
liner should be used for aluminum
welding only to prevent
contamination.
1. Verify the welder is OFF and
UNPLUGGED.
2. Open wire feed door and locate
drive deck. Remove torch cable
cover by removing three screws (see
figure 1).
3. Disassemble torch handle by
removing five screws (see figure 2).
For parts, manuals, product & service information
visit www.chpower.com
or call 1-800-746-5641
© 2005 Campbell Hausfeld/Scott Fetzer
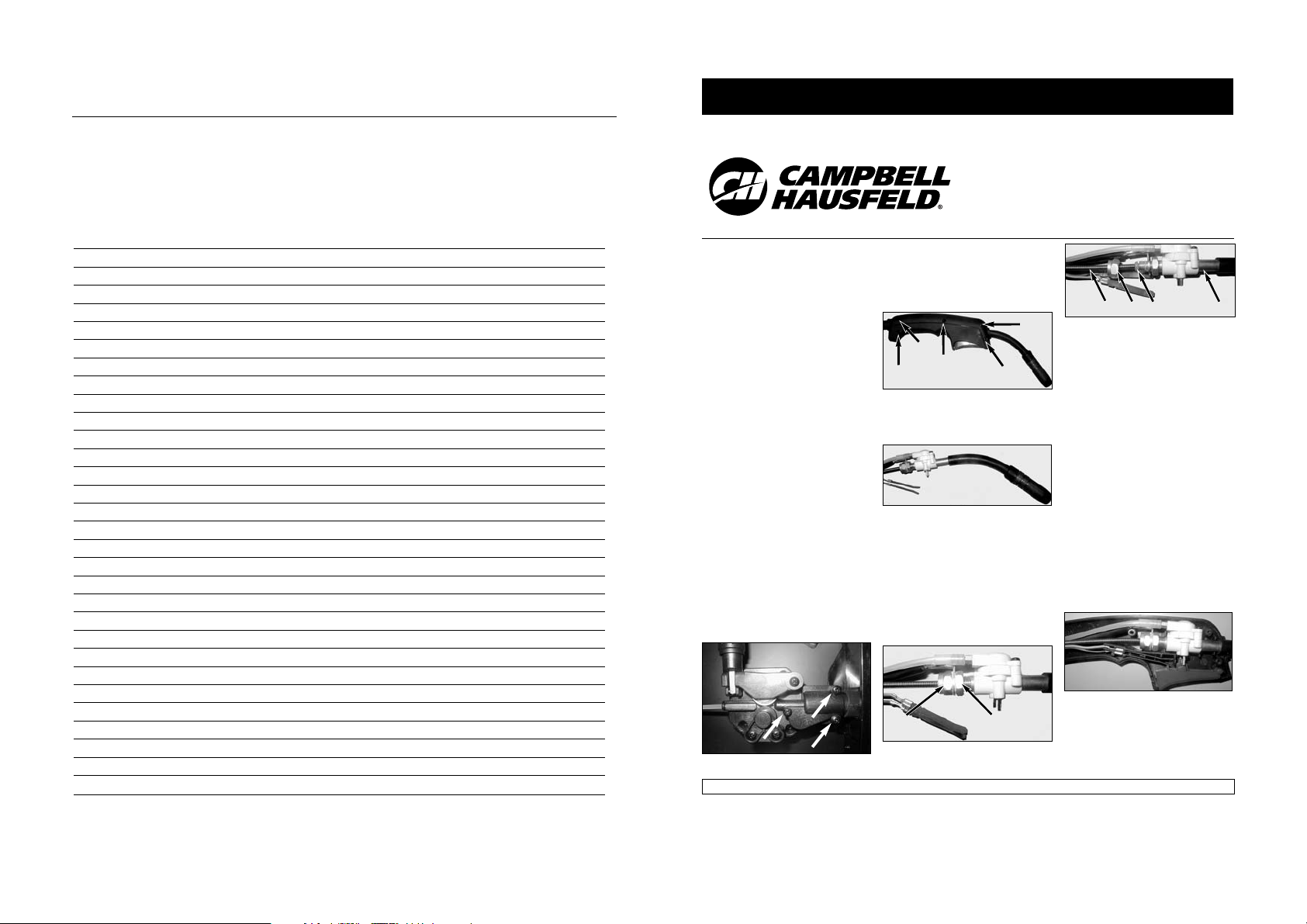
4. Remove swan neck/valve assembly
from handle (see figure 3).
5. Using two 14 mm wrenches, hold
the compression nut and loosen the
jam nut (see figure 4a). Then
remove the compression nut. Slide
the wire liner, compression nut and
compression seal out of the swan
neck being careful not to kink the
wire liner in the process (see figure
4b).
Figure 1 – Remove these three screws
Figure 3
Figure 4a - Hold compression nut (1),
loosen jam nut (2)
Figure 4b - Wire liner (1), compression
nut (2), compression seal (3),
swan neck (4)
Figure 5
(1) (2)
(1)
(2)
(3)
(4)
6. Straighten the torch hose and
remove the existing wire liner,
compression nut and compression
seal. Then remove the compression
nut from the wire liner. Note:
sometimes the compression seal is
stuck to the wire liner; therefore,
new seals are included in this kit.
7. Insert new Teflon wire liner into
torch hose. Slide compression nut
and new compression seal onto wire
liner. Slide wire liner into swan neck
until it stops against the back of the
contact tip. Tighten the compression
nut and then tighten the jam nut.
8. Place swan neck/valve assembly into
torch handle, making sure small
wires are located correctly (see
figure 5). Reassemble torch handle
with five screws
Figure 2 – Remove these five screws
REMINDER: Keep your dated proof of purchase for warranty purposes! Attach it to this manual or file it for safekeeping.
BUILT TO LAST
Page 2

Notes
Notas
7
Model WT2531
2
Installation Instructions
Aluminum Welding Kit
www.chpower.com
9. Reattach torch cable cover onto
drive deck, making sure wire liner is
aligned with drive roller, but not
touching the roller (see figure 6).
Note: Trim the liner’s length as
needed.
Smooth-Groove
Drive Roller
The existing serrated-groove drive
roller will cut notches in the soft
aluminum welding wire. These notches
increase the drag within the wire liner.
The smooth-groove drive roller
eliminates this problem.
1. Verify the welder is OFF and
UNPLUGGED.
2. Open wire feed door and locate
drive deck. Release tension on
swing arm by rotating tension
screw down.
3. Remove roller cover by removing
two screws (see figure 7).
4. Remove serrated-groove drive roller
and replace with new smoothgroove drive roller.
5. Reinstall roller cover.
Aluminum Contact
Tip
The contact tips in this kit have been
designed specifically for welding
aluminum. The hole is slightly oversized
to reduce drag. There is more mass to
handle the extra heat associated with
aluminum welding. And, the tip is
tapered for use with shielding gases.
These tips are to be used with 0.030"
(0.8 mm) aluminum MIG wire.
1. Remove nozzle by turning
counterclockwise.
2. Remove existing contact tip by
turning counterclockwise.
3. Install 0.030" (0.8 mm) aluminum
contact tip.
4. Reinstall nozzle.
Aluminum Welding
Help
• Make sure your base metal is very
clean. New aluminum will oxidize
almost immediately. Thin layers of
oxidation are clear and cannot be
seen. Use a stainless steel brush to
clean the weld area and the work
clamp area. Use the stainless steel
brush only on aluminum to prevent
contamination.
• The center of the contact tip must be
clean to transfer the current required
for welding aluminum. Even new
contact tips can benefit from
cleaning with a tip cleaner.
• Since aluminum conducts heat so
well, higher welder output is
required. Also, the wire and travel
speeds need to be faster.
• Work clamp connection must be
thoroughly clean and as close to the
weld area as possible.
• When welding thin material, it is
usually easier to use a "push"
technique rather than a "pull"
technique.
• Do not use the components in this kit
to weld anything other than
aluminum to prevent contamination.
If you need to weld mild steel,
Figure 6
Figure 7 – Remove these two screws
remove this kit and install the
original components that came with
your welder.
Page 3

9. Vuelva a colocar la tapa del cable del
soplete sobre la placa de conducción,
asegurándose de que el forro del
alambre esté alineado con la bobina,
pero sin tocarla (vea la figura 6). Nota: Corte el forro del largo que sea
necesario.
Guía de ranuras
suaves
La guía de ranuras serradas existente
corta muescas en el suave alambre de
soldadura de aluminio. Estas ranuras
aumentan la resistencia dentro del forro
del alambre. La guía de ranuras suaves
elimina este problema.
1. Verifique que la soldadora esté
APAGADA y DESENCHUFADA.
2. Abra la puerta de alimentación del
alambre y ubique la placa de conducción. Libere la tensión del brazo
oscilante girando hacia abajo el
tornillo de tensión.
3. Quite dos tornillos para retirar la
tapa de la guía (vea la figura 7).
4. Quite la guía de ranuras serradas y
reemplácela con la de ranuras suaves.
5. Vuelva a colocar la tapa del rodillo.
Punta de contacto
de aluminio
Las puntas de contacto en este juego
fueron diseñadas específicamente para
soldar aluminio. El orificio es apenas más
grande para reducir la resistencia. Es decir más masa para manejar el calor adicional asociado con la soladura de aluminio. Y la punta es ahusada para usar con
gases de protección. Estas puntas son para usar con alambre MIG de aluminio de
0,8 mm (0,030").
1. Quite la boquilla girando hacia la izquierda.
2. Quite la punta de contacto existente
girando hacia la izquierda.
3. Instale la punta de contacto de aluminio de 0,8 mm (0,030").
4. Vuelva a colocar la boquilla.
Ayuda para la soldadura de aluminio
• Asegúrese de que su metal básico esté
bien limpio. El aluminio nuevo se oxida casi de inmediato. Las delgadas capas de oxidación son transparentes y
no se pueden ver. Use un cepillo de
acero inoxidable para limpiar el área a
soldar y el área de la grapa de trabajo.
Use el cepillo de acero inoxidable solamente sobre aluminio para evitar la
contaminación.
• El centro de la punta de contacto debe
estar limpio para transferir la corriente
necesaria para la soldadura de aluminio. Incluso las puntas de contacto
nuevas se pueden beneficiar si se las
limpia con un limpiador de puntas.
• Como el aluminio es tan buen conduc-
tor de calor, se necesita un mayor nivel
de salida de la soldadora. También la
velocidad de desplazamiento y del
alambre deben ser mayores.
• La conexión de la grapa de trabajo de-
be estar totalmente limpia y lo más
cercana posible al área a soldar.
• Cuando se suelda material delgado,
generalmente es más sencillo usar una
técnica de "empuje" en lugar de una
técnica de "tirado".
• Use los componentes en este juego
para soldar solamente aluminio para
prevenir la contaminación. Si necesita
soldar acero dulce, retire este juego e
instale los componentes originales que
recibió con el soldador.
6Sp
Instrucciones de Instalación
Juego de Soldadura de Aluminio
Figura 6
Figura 7 - Quite estos dos tornillos
S’il vous plaît lire et conserver ces instructions. Lire attentivement avant de monter, installer, utiliser ou de procéder à l’entretien du produit
décrit. Se protéger ainsi que les autres en observant toutes les instructions de sécurité, sinon, il y a risque de blessure et/ou dégâts matériels!
Conserver ces instructions comme référence.
IN973400AV 8/05
Instructions de Montage Modèle WT2531
Kit de Soudure
d’Aluminium
Description
Le modèle WT2531 est un kit de soudure
d'aluminium conçu pour les soudeuses à
l'arc sous la protection de gaz inerte avec
fil électrode fusible à entraînement du fil
électrode Campbell Hausfeld (WG206X et
WG208X série). Ce kit inclut: la doublure
de fil Teflon
®
(numéro de pièce:
WC403621AV), dévidoir à rainure lisse
(numéro de pièce WC500806AV), quatre
pièces de tubes contacts d'aluminium de
0,030 pouce (0,8 mm) (numéro de pièce:
WT501700AV) et deux joint de
compression. Ces pièces, installées sur
votre soudeuse, permettent de souder
l'aluminium avec plus de succès. Avec ce
kit, vous aurez besoin d'une bobine de fil
MIG d'aluminium de 0,030 pouce (0,8
mm) (numéro de pièce: WE303001AV) et
d'une bouteille de gaz de protection
d'argon à 100 % (disponible auprès de
votre fournisseur local de soudure à gaz).
Garniture de fil
Teflon
®
La garniture de fil Teflon®réduit la
trainée du fil de soudure d'aluminium
mou. N'UTILISEZ PAS POUR SOUDER
L'ACIER Cette garniture devrait servir
seulement pour la soudure d'aluminium
afin de prévenir la contamination.
1. Vérifiez que l'appareil est hors
tension et DÉBRANCHÉ.
2. Ouvrez la porte d'alimentation du fil
et trouvez le plateau d'alimentation.
Retirez le couvercle du câble du
chalumeau en retirant trois vis (voir
la figure 1).
3. Démontez la poignée du chalumeau
en retirant les cinq vis (voir la figure
2).
4. Retirez le montage du col de cygne/
soupape de la poignée (voir la figure
3).
5. En utilisant deux clés de 14 mm,
tenez l’écrou de compression et
desserrez le contre-écrou (voir Figure
4a). Puis retirez l’écrou de
compression. Glissez la chemise du
fil, l’écrou de compression et le sceau
de compression hors du col de cygne
et assurez vous que la chemise du fil
ne présente pas de coques dans le
processus (voir Figure 4b).
© 2005 Campbell Hausfeld/Scott Fetzer
6. Redressez le tuyau du chalumeau et
retirez la chemise du fil, l’écrou de
compression et le sceau de
compression actuels. Puis retirez
l’écrou de compression de la chemise
du fil. Note: parfois le sceau de
compression se colle à la chemise du
fil; à ce fin cette trousse inclut de
nouveaux sceaux.
7. Insérez la nouvelle chemise de fil
Téflon dans le tuyau du chalumeau.
Glissez l’écrou de compression et le
nouveau sceau de compression sur la
chemise du fil. Glissez la chemise du
fil sur le col de cygne jusqu’à ce
qu’elle s’arrête contre l’arrière de la
pointe de contact. Resserrez l’écrou
de compression et puis resserrez le
contre-écrou.
8. Placez le montage du col de
cygne/soupape dans la poignée du
chalumeau en vous assurant que les
petits fils soient bien placés (voir la
figure 5). Remontez la poignée du
chalumeau avec cinq vis.
MÉMENTO: Gardez votre preuve datée d'achat à fin de la garantie!
Joignez-la à ce manuel ou classez-la dans un dossier pour plus de sécurité.
Figure 1 – Retirez ces trois vis
Figure 2 – Retirez ces cinq vis
Figure 3
Figure 4a - Tenez l’écrou de compression
(1), desserrez le contre-écrou
(2).
(1) (2)
Figure 4b - Chemise du fil (1), écrou
de compression (2), sceau
de compression (3), col de
cygne (4)
(1)
(2)
(3)
(4)
Figure 5
BUILT TO LAST
Page 4

Figura 1 – Quite estos tres tornillos
Sírvase leer y guardar estas instrucciones.Lea con cuidado antes de tratar de armar, instalar, manejar o darle servicio al producto descrito en este
manual. Protéjase Ud. y a los demás observando todas las reglas de seguridad. El no seguir las instrucciones podría resultar en heridas y/o daños a
su propiedad.Guarde este manual como referencia.
IN973400AV 8/05
Instrucciones para la Instalación Modelo WT2531
Juego de
Soldadura de
Aluminio
Descripción
El Modelo WT2531 es un juego de soldadura de aluminio diseñado para usar en
las soldadoras MIG de alimentación de
alambre de Campbell Hausfeld (WG206X
y WG208X serie). Este juego incluye: Forro
de Teflon
®
del alambre (Número de pieza:
WC403621AV), bobina de ranuras suaves
(Número de pieza: WC500806AV), cuatro
piezas de puntas de contacto de aluminio
de 0,8 mm (0,030") (Número de pieza:
WT501700AV) y dos sello de compresión.
Estas piezas, cuando se instalan en su soldadora, le permiten un éxito mayor con la
soldadura de aluminio. Junto con este juego, necesitará una bobina de alambre MIG
de aluminio de 0,8 mm (0,030") (Número
de pieza WE303001AV) y un tanque de gas
protector de Argón 100% (disponible con
su proveedor local de materiales para
soldadura a gas).
Forro de Teflon
®
del alambre
El forro de Teflon®del alambre reduce la
resistencia sobre el suave alambre de soldadura de aluminio. NO USAR PARA
SOLDAR ACERO. Este forro debe usarse
sólo para la soldadura de aluminio para
evitar la contaminación.
1. Verifique que la soldadora esté
APAGADA y DESENCHUFADA.
2. Abra la puerta de alimentación del
alambre y ubique la placa de conducción. Quite los tres tornillos para reti-
rar la tapa del cable del soplete (vea
la figura 1).
3. Desarme el mango del soplete quitando cinco tornillos (vea la figura 2).
4. Quite el ensamblaje de cuello de
cisne/válvula del mango (vea la
figura 3).
5. Con dos llaves de 14 mm, sostenga
la tuerca de compresión y afloje la
tuerca de bloqueo (ver Figura 4a).
Luego retire la tuerca de compresión.
Deslice el forro del alambre, la tuerca
de compresión y el sello de
compresión fuera del cuello de cisne,
con el cuidado de no causar un
quiebre en el forro del alambre
mientras lo hace (ver Figura 4b).
© 2005 Campbell Hausfeld/Scott Fetzer
6. Enderece la manguera del soplete y
quite el forro del alambre existente,
la tuerca de compresión y el sello de
compresión. Luego retire la tuerca
de compresión del forro del alambre.
Nota: a veces el sello de compresión
queda pegado al forro del alambre;
por eso, este juego incluye nuevos
sellos.
7. Introduzca el nuevo forro de Teflón
del alambre dentro de la manguera
del soplete. Deslice la tuerca de
compresión y el nuevo sello de
compresión en el forro del alambre.
Deslice el forro del alambre en el
cuello de cisne hasta que llegue a la
parte de atrás de la punta de
contacto. Apriete la tuerca de
compresión y ajuste la tuerca de
bloqueo.
8. Coloque el ensamblaje de cuello de
cisne/válvula dentro del mango del
soplete, asegurándose de que los
alambres estén ubicados correctamente (vea la figura 5). Vuelva a armar el mango del soplete con los
cinco tornillos.
9. Remontez le couvercle du câble du
chalumeau sur le plateau
d'entraînement en vous assurant que
la garniture du fil soit alignée avec le
dévidoir, mais sans toucher le rouleau
(voir la figure 6).
Remarque: Taillez la longueur de
garniture au besoin.
Dévidoir à rainure
lisse
Le dévidoir à rainure dentelée fera des
encoches dans le fil de soudure
d'aluminium mou. Ces encoches
augmentent la traînée de la garniture du
fil. Le dévidoir à rainure lisse élimine ce
problème.
1. Vérifiez que l'appareil est hors
tension et DÉBRANCHÉ.
2. Ouvrez la porte d'alimentation du fil
et trouvez le plateau d'alimentation.
Dégagez la tension du bras rotatif en
tournant la vis de tension vers le bas.
3. Retirez le couvercle du rouleau en
retirant deux vis (voir la figure 7).
4. Retirez le dévidoir à rainure dentelée
et remplez-le avec un dévidoir à
rainure lisse.
5. Réinstallez le dévidoir.
Tube contact
d'aluminium
Les tubes contact dans ce kit ont été
conçus spécifiquement pour la soudure
d'aluminium. Le trou est un peu
surdimensionné pour réduire la traînée.
Il y a plus de masse pour traiter la
chaleur supplémentaire associée à la
soudure d'aluminium. Le tube est effilé
pour l'utiliser avec les gaz de protection.
Ces tubes doivent être utilisés avec le fil
MIG d'aluminium de 0.030 po (0,8 mm).
1. Retirez l'embout en tournant dans le
sens antihoraire.
2. Retirez le tube contact actuel en
tournant dans le sens antihoraire.
3. Installez le tube contact d'aluminium
de 0.030 po (0,8 mm).
4. Réinstallez l'embout.
Aide pour la soudure
d'aluminium
• Assurez-vous que votre base de métal
soit très propre. Le nouvel aluminium
s'oxydera presque immédiatement. Les
minces couches d'oxydation sont
transparentes et ne peuvent pas être
vues. Utilisez une brosse d'acier
inoxydable pour nettoyer la région de
soudure et la région du dispositif de
serrage. Utilisez la brosse d'acier
inoxydable seulement sur l'aluminium
pour éviter la contamination.
• Le centre du tube contact doit être
propre pour transférer le courant
requis pour la soudure d'aluminium.
Même les nouveaux tubes contact
peuvent tirer profit d'un nettoyage
avec un nettoyeur de tube.
• Puisque l'aluminium conduit la chaleur
si bien, il faut une sortie de soudure
plus élevée. De même, la vitesse de
déplacement et du fil doit être plus
rapide.
• La connexion du dispositif de serrage
doit être bien propre et aussi près que
possible de la région de soudure.
• En soudant un matériau mince, il est
normalement plus facile d'utiliser une
technique de "pousser" plutôt qu'une
technique de "tirer".
• Utilisez les composants de cette
trousse pour souder seulement
d’aluminium afin de prévenir la
contamination. Pour souder de l’acier
doux, retirez cette trousse et installez
les composants originaux fournis avec
votre soudeur.
4Fr
Instructions de Montage
Kit de Soudure d’Aluminium
RECORDATORIO: ¡Guarde su comprobante de compra con fecha para fines de la garantía!
Adjúntela a este manual o archívela en lugar seguro.
Figure 6
Figure 7 – Retirez ces deux vis
Figura 2- Quite estos cinco tornillos
Figura 3
Figura 4a - Sostenga la tuerca de
compresión (1), afloje la
tuerca de bloqueo (2)
(1) (2)
Figura 4b - Forro del alambre (1), tuerca
de compresión (2), sello de
compresión (3), cuello de
cisne (4)
(1)
(2)
(3)
(4)
Figura 5
BUILT TO LAST
 Loading...
Loading...