

Page 1

Operating Instructions and Replacement Parts Manual
GR2100, GR2200, GR2300
GR3100, GR3200, GR3300
Table of Contents
Description . . . . . . . . . . . . . . . . . . . . . . . . . 1
Unpacking. . . . . . . . . . . . . . . . . . . . . . . . . . 1
Safety Guidelines. . . . . . . . . . . . . . . . . . . . 2
Safety Symbols . . . . . . . . . . . . . . . . . . . . . . 2
Important Safety Information . . . . . 2 - 5
Glossary of Terms. . . . . . . . . . . . . . . . . . . . 6
Pre-operation . . . . . . . . . . . . . . . . . . . . 7 - 9
Generator Operation. . . . . . . . . . . . . . . .10
Welder Operation . . . . . . . . . . . . . . . . . . 12
Compressor Operation. . . . . . . . . . . . . . 12
Maintenance. . . . . . . . . . . . . . . . . . . 13 - 14
Storage . . . . . . . . . . . . . . . . . . . . . . . . . 14
Welding Guidelines . . . . . . . . . . . . .14 - 17
Troubleshooting Chart . . . . . . . . . .18 - 19
General. . . . . . . . . . . . . . . . . . . . . . . . .18
Generator. . . . . . . . . . . . . . . . . . . . . . . 17
Welder. . . . . . . . . . . . . . . . . . . . . . . . . .19
Welds . . . . . . . . . . . . . . . . . . . . . . . . . .19
Wiring Diagram . . . . . . . . . . . . . . . . 22 - 25
Replacement Parts List. . . . . . . . . . 26 - 37
Warranty . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Breathable Air Warning
This compressor / pump is NOT
equipped and should NOT be used
“as is” to supply breathing quality air.
For any application of air for human
consumption, you must fit the air
compressor / pump with suitable in-line
safety and alarm equipment. This
additional equipment is necessary to
properly filter and purify the air to meet
minimal specifications for Grade D
breathing as described in Compressed
Gas Association Commodity
Specification G 7.1 - 1966, OSHA 29
CFR 1910. 134, and/or Canadian
Standards Associations (CSA).
DISCLAIMER OF WARRANTIES
In the event the compressor is used for
the purpose of breathing air application
and proper in-line safety and alarm
equipment is not simultaneously used,
existing warranties shall be voided,
and Campbell Hausfeld disclaims
any liability whatsoever for any loss,
personal injury or damage.
Description
These units are mobile power sources that can provide solutions for jobs offsite and
in remote powerless locations. The GR3100, GR3200, and GR3300 can be used as a
generator, welder, or air compressor. The GR2100, GR2200, and GR2300 can only
be used as a generator and an air compressor. Powered by an air-cooled four cycle
engine, this machine is designed to run at maximum RPM when there is demand for
air or electric power. When there is no demand for power the unit idles down to save
fuel. This unit offers protection features such as; low-oil level shutoff which provides
protection for the engine; and a thermostatically protected alternator.
The air compressor provides compressed air to power pneumatic tools and operate
spray guns. The GR2100 and GR3100 are equipped with twin 5 gallons air tanks. The
GR2200 and GR3200 are equipped with a 30 gallon air tank. The GR2300 and GR3300
are equipped with a 2 gallon accumulator air tank, which connects to a remote tank
(not provided). The pump is oil lubricated; therefore a small amount of oil carryover is
present in the compressed air stream. NOTE: Applications requiring air free of oil or
water should have the appropriate coalescing filter installed.
The generator features a GX390 Honda engine, and is rated at 5,000 continuous watts
and 6,000 surge watts.
The welding system is designed to weld in the Stick process (SMAW ). The 200 amp DC
stick welder can weld up to 1/2 inch steel.
Duty Cycle: 150A @ 100% DC, 180A @ 65% DC, 200A @ 50% DC.
Unpacking
After unpacking the unit, inspect carefully for any damage that may have occurred
during transit. Make sure to tighten fittings, bolts, etc., before putting unit into service.
Report any missing items by calling 1-800-746-5641.
Do not operate unit if damaged during shipping, handling or use.
Serial Number:
Model Number:
Date of Purchase:
Damage could result in bursting and cause injury or property damage.
RETAIN THIS INFORMATION FOR FUTURE REFERENCE
visit www.campbellhausfeld.com
IN975100AV 9/13© 2013 Campbell Hausfeld/Scott Fetzer For parts, product & service information
Page 2

Operating Instructions and Replacement Parts Manual
Please read and save these instructions. Read carefully before attempting to assemble, install,
Safety Guidelines
This manual contains information
operate or maintain the product described. Protect yourself and others by observing all safety
information. Failure to comply with instructions could result in personal injury and/or
property damage! Retain instructions for future reference.
that is very important to know and
understand. This information is
provided for SAFETY and to PREVENT
EQUIPMENT PROBLEMS. To help
recognize this information, observe
the following symbols.
Danger indicates
an imminently
hazardous situation which, if not avoided,
WILL result in death or serious injury.
Warning indicates
a potentially
hazardous situation which, if not avoided,
COULD result in death or serious injury.
Caution indicates
a potentially
hazardous situation which, if not avoided,
MAY result in minor or moderate injury.
Notice indicates
important
information, that if not followed, may cause
damage to equipment.
IMPORTANT: Information that
requires special attention.
Safety Symbols
The following Safety Symbols appear
throughout this manual to alert you
to important safety hazards and
precautions.
Important Safety Information
This manual contains important safety, operational and maintenance information.
If you have any questions, please call 1-800-746-5641 for customer assistance.
Reminder: Keep your dated proof of purchase for warranty purposes! Attach it to this
manual or file it for safekeeping.
CALIFORNIA PROPOSITION 65
This product contains and / or produces chemicals,
cancer and birth defects or other reproductive harm.
EMISSIONS
Engines that are certifi ed to comply
for SORE (Small Off Road Equipment), are certifi ed to
operate on regular unleaded gasoline, and may include
the following emission control systems: (EM) Engine
Modifi cations and (TWC) Three-Way Catalyst (if so
equipped).
Using a generator indoors CAN KILL
contains carbon monoxide. This is a poison you cannot see
or smell.
◆ NEVER use inside a house or garage, EVEN IF doors and windows are open.
◆ Only use OUTSIDE and far away from windows, doors and vents.
GENERAL SAFETY
◆ Before starting or servicing any unit, read and understand all
instructions. Failure to follow safety precautions or instructions can
cause equipment damage and or serious personal injury or death.
Engine instructions for these units are contained in a separate manual.
Retain all manuals for future reference.
◆ Wear safety glasses and use hearing protection when operating the unit.
Never operate this unit in an explosive, flammable and / or
Wear Eye
and Mask
Protection
MANUAL
Read Manual
First
Wear Eye
and Ear
Protection
◆ Never use this unit for any application other than that specified by the
Risk of
Explosion
Risk of
Electrocution
Risk of Flying
Fragments
manufacturer. Never operate this unit under conditions not approved by
the manufacturer. Never attempt to modify this unit to perform in any
manner not intended by the manufacturer.
◆ If the equipment should start to vibrate abnormally, STOP the engine / motor and
check immediately for the cause. Vibration is generally a warning of trouble.
Risk of Light
Rays
Risk of
Hot Parts
Risk of Fire
◆ For maintenance and repairs, use only products and parts recommended by the
manufacturer.
◆ Be sure that the unit is properly grounded to an external ground path prior to
operation. Refer to the section entitled “Grounding” on page 7 for proper grounding
procedures.
Risk of
Fumes
Risk of
Magnetism
Risk of
Pressure
◆ Be sure that the unit is operated only by persons who have read and understand
these instructions.
including lead, known to the State of California to cause
with U.S. EPA emission regulations
YOU IN MINUTES. Generator exhaust
MANUAL
combustible atmosphere.
www.campbellhausfeld.com
2
Page 3

Important Safety Information (Continued)
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
◆ Be sure that the unit is placed or mounted on a flat level
surface prior to and during operation. The unit must not slide
or shift during operation.
◆ Keep all persons away from the unit during operation.
◆ NEVER allow children in the work area.
◆ Do not allow persons wearing loose clothing or jewelry
to start or operate the unit. Loose clothing or jewelry
may become entangled in moving components, causing
equipment damage and or personal injury.
◆ Keep all persons away from parts that move or become hot
during operation.
◆ Use only unleaded fuel. Do not refill the fuel tank while the
engine is running. Use precautions to prevent fuel spillage
during refills. Be sure the fuel tank cap is securely in place
before starting the engine. Clean up any spilled fuel before
starting the engine. Allow engine to cool for at least two
minutes before refueling. Do not add fuel while smoking or if
unit is near any sparks or open flames. Do not overfill tank allow room for fuel to expand. Always keep nozzle in contact
with tank during fueling. Never fuel the unit indoors. Failure
to follow these instructions could result in death or serious
injury.
◆ To reduce fire hazard, keep engine / motor exterior free of oil,
solvent, or excessive grease.
Never mix oil with gasoline for this engine.
This is a four cycle engine designed to run on
pure gasoline. Oil is used for engine lubrication purposes only.
◆ All installation, maintenance, repair and operation of this
equipment should be performed by qualified persons only in
accordance with national, state, and local codes.
◆ Verify that all components of the unit are clean and in good
condition prior to operation. Be sure that the insulation on all
cables, electrode holders, and power cords is not damaged.
Inspect compressed air system, fuel system and electrical
components for signs of damage, deterioration, weakness
or leakage. Always repair or replace damaged components
before operating the unit. Always keep panels, shields, etc. in
place when operating.
◆ Check all fasteners at frequent intervals for proper tightness.
◆ Always operate the unit in a clean, dry, well ventilated area.
Do not operate the unit in humid, wet, rainy, or poorly
ventilated areas.
◆ Always shut the equipment off prior to moving the unit.
◆ Do not use any part of the unit as a work surface.
◆ Do not tamper with governor setting on engine.
Overspeeding the unit severely shortens engine life and may
also be very hazardous.
Shut off the engine and disconnect the spark
plug wire before performing any service or
maintenance to the unit.
GENERATOR SAFETY
◆ Be sure all powered devices are shut off prior to connecting
them to the unit.
◆ Be sure that all tools and appliances are in good repair and
are properly grounded. Use devices that have three prong
power cords. If an extension cord is used, be sure that it has
three prongs for proper grounding.
◆ This unit may be used for emergency stand-by service.
In such cases, a manual transfer switch must be installed
between the electric utilities meter and the electrical
distribution box. This switch should be installed by a licensed
electrician.
WELDER SAFETY
Always keep a fire extinguisher
accessible while performing arc
welding operations.
Improper use of electric arc welders
can cause electric shock, injury, and
death! Take all precautions described in this manual to
reduce the possibility of electric shock.
◆ Always wear dry protective clothing and welding gloves, and
insulated footwear.
◆ Be sure that the work piece is properly supported and
grounded prior to beginning any electric arc welding
operation.
◆ Coiled welding cable should be spread out before use to
avoid overheating and damage to insulation.
Never immerse the electrode or electrode holder
in water. If the unit becomes wet for any reason,
be absolutely certain that it is completely clean and dry prior to
attempting use!
◆ Always attach the work lead first.
◆ Verify that the work piece is securely grounded.
◆ Always shut off the unit when not in use and remove the
electrode from the holder.
◆ Never allow any part of the body to touch the electrode and
ground or grounded work piece at the same time.
◆ Awkward welding conditions and positions can be electrically
hazardous. When crouching, kneeling or at elevations,
be sure to insulate all conductive parts, wear appropriate
protective clothing, and take precautions to prevent injury
from falls.
◆ Never attempt to use this equipment at current settings or
duty cycles higher than those specified on the equipment
labels.
◆ Never use an electric arc welder to thaw frozen pipes.
www.campbellhausfeld.com
3
Page 4

Operating Instructions and Replacement Parts Manual
Section Head (Continued)
Important Safety Information (Continued)
Flying sparks and hot metal can
cause injury. As welds cool, slag
can be thrown off. Take all precautions described in this
manual to reduce the possibility of injury from flying
sparks and hot metal.
◆ Wear ANSI compliant face shield or safety glasses with side
shield protection when chipping or grinding metal parts.
◆ Wear ear plugs when welding overhead to prevent spatter or
slag from falling into ears.
Electric arc welding operations
produce intense light and heat
and ultraviolet (UV) rays. This intense light and UV rays
can cause injury to eyes and skin. Take all precautions
described in this manual to reduce the possibility of injury
to eyes and skin.
◆ All persons operating this equipment or in the area while
equipment is in use must wear protective welding gear
including: welding helmet or shield with at least shade 10,
flame resistant clothing, leather welding gloves, and full foot
protection.
Never look at arc welding operations without
eye protection as described above. Never use a
shade filter lens that is cracked, broken, or rated below number 10.
Warn others in the area not to look at the arc.
Electric arc welding operations
cause sparks and heat metal to
temperatures that can cause severe burns! Use protective
gloves and clothing when performing any metal working
operation. Take all precautions described in this manual
to reduce the possibility of skin and clothing burns.
◆ Make sure that all persons in the welding area are protected
from heat, sparks, and ultraviolet rays. Use additional face
shields and flame resistant barriers as needed.
◆ Never touch work pieces until completely cooled.
Heat and sparks produced during
electric arc welding and other metal
working operations can ignite flammable and explosive
materials! Take all precautions described in this manual
to reduce the possibility of flames and explosions.
◆ Remove fire hazards from the welding area. If this is not
possible, cover them to prevent the welding sparks from
starting a fire. Welding sparks and hot materials from
welding can easily go through small cracks and openings to
adjacent areas. Avoid welding near hydraulic lines. Have a fire
extinguisher readily available.
◆ Take precautions to be sure that flying sparks and heat do not
cause flames in hidden areas, cracks, behind bulkheads, etc.
Fire and explosion hazard!
Do not weld on containers or pipes
that contained flammable / combustible materials or
gases.
Arc welding closed cylinders or
containers such as tanks or drums
can cause explosion if not properly vented! Verify that
any cylinder or container to be welded has an adequate
ventilation hole, so that expanding gases can be released.
Do not breathe fumes that are
produced by the arc welding
operation. These fumes are dangerous. If the welding area
cannot be adequately ventilated, be sure to use an airsupplied respirator.
◆ Keep your head out of the welding fumes.
◆ Do not perform electric arc welding operations on metals
that are galvanized or cadmium plated, or contain zinc,
mercury, or beryllium without completing the following
precautions:
a. Remove the coating from the base metal.
b. Make sure that the welding area is well ventilated.
c. Use an air-supplied respirator.
Extremely toxic fumes are created when these metals are heated.
The electromagnetic field that is
generated during arc welding may
interfere with the operation of various electrical and
electronic devices such as cardiac pacemakers. Persons
using such devices should consult with their physician
prior to performing any electric arc welding operations.
◆ Route the electrode and work cables together and secure with
tape when possible.
◆ Never wrap arc welder cables around the body.
◆ Always position the electrode and work leads so that they are
on the same side of the body.
◆ Exposure to electromagnetic fields during welding may have
other health effects which are not known.
Always be sure that the welding area is secure
and free of hazards (sparks, flames, glowing
metal or slag) prior to leaving. Be sure that the equipment is turned
off and electrode is removed. Be sure that cables are loosely coiled and
out of the way. Be sure that all metal and slag has cooled.
COMPRESSOR SAFETY
Never operate compressor without
a beltguard. Compressors can
start automatically without warning. Personal injury or
property damage could occur from contact with moving
parts.
Do not wear loose clothing or jewelry that will
get caught in the moving parts of the unit.
Compressor parts may be hot even
if the unit is stopped. Keep fi ngers
away from a running compressor; fast moving and hot
parts will cause injury and/or burns.
Never remove or attempt to adjust safety valve.
Keep safety valve free from paint and other
accumulations.
www.campbellhausfeld.com
4
Page 5

Section Head (Continued)
Important Safety Information (Continued)
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
This compressor is equipped with an ASME
code safety valve with a pressure setting of
200 psi for two-stage compressors. Should this ASME code safety valve
require replacement, the replacement valve must have the same flow
and pressure ratings as the original valve to protect the pressurized
components from bursting. The flow and pressure ratings can be
found on the valve. NEVER REMOVE AND REPLACE THIS SAFETY
VALVE WITH A PLUG. The safety valve in the intercooler of a two-stage
compressor does not provide system protection.
Maximum operating pressure is 175 psi for
two-stage compressors. Do not operate with
pressure switch or pilot valves set higher than 175 psi.
Never attempt to repair or modify
a tank! Welding, drilling or any
other modifi cation will weaken the tank resulting in
damage from rupture or explosion. Always replace worn
or damaged tanks.
◆ Tanks rust from moisture build-up, which weakens the tank.
Make sure to drain tank regularly and inspect periodically for
unsafe conditions such as rust formation and corrosion.
\
Drain liquid from tank daily.
◆ Fast moving air will stir up dust and debris which may be
harmful. Release air slowly when draining moisture or
depressurizing the compressor system.
SPRAYING PRECAUTIONS
Do not spray flammable materials
in vicinity of open flame or near
ignition sources including the compressor unit.
◆ Do not smoke when spraying paint, insecticides,
or other flammable substances.
◆ Use a face mask / respirator when spraying and
spray in a well ventilated area to prevent health
and fire hazards.
SAFETY STANDARDS AND SUGGESTED READING
ANSI Standard Z49.1 from American Welding Society, 550 N.W.
LeJune Rd. Miami, FL 33126
Safety and Health Standards
OSHA 29 CFR 1910, from Superintendent of Documents, U.S.
Government Printing Office, Washington, D.C. 20402
National Electrical Code
NFPA Standard 70, from National Fire Protection Association,
Batterymarch Park, Quincy, MA 02269
Safe Handling of Compressed Gases in Cylinders
CGA Pamphlet P-1, from Compressed Gas Association, 1235
Jefferson Davis Highway, Suite 501, Arlington, VA 22202
Code for Safety in Welding and Cutting
CSA Standard W117.2, from Canadian Standards Association,
Standards Sales, 178 Rexdale Boulevard, Rexdale, Ontario,
Canada M9W 1R3
Cutting And Welding Processes
NFPA Standard 51B, from National Fire Protection Association,
1 Battery March Park, P.O. Box 9146, Quincy, MA 02269-9959.
Practice For Occupational And Educational Eye And Face
Protection
ANSI Standard Z87.1, from American National Standards
Institute, 11 West 42nd Street, New York, NY 10036
Arc Welding and Your Health: A Handbook of Health
Information for Welding
From The American Industrial Hygiene Association, 2700
Prosperity Avenue, Suite 250, Fairfax, VA 22031-4319.
Cutting and Welding Processes
NFPA Standard 51B from National Fire Protection Association,
1 Battery March Park, P.O. Box 9146, Quincy, MA 02269-9959.
◆ Do not direct paint or other sprayed material at the
compressor. Locate compressor as far away from the spraying
area as possible to minimize overspray accumulation on the
compressor.
◆ When spraying or cleaning with solvents or toxic
chemicals, follow the instructions provided by the chemical
manufacturer.
The DANGER, WARNING, CAUTION, and NOTICE
notifications and instructions in this manual cannot cover
all possible conditions and situations that may occur.
It must be understood by the operator that caution is a
factor which cannot be built into this product, but must be
supplied by the operator.
OSHA Hazard Communication Standard 29 CFR 1910.1200
OSHA General Industry Standard 29 CFR 1910 Subpart Q from
the Occupational Safety and Health Administration,
www.osha.org or contact your local OSHA office.
Applications Manual for the Revised NIOSH Lifting Equation
From The National Institute for Occupational Safety and Health
(NIOSH), 1600 Clifton Road, Atlanta, GA 30333
Refer to the Material Safety Data Sheets (MSDS) and the
manufacturers’ instructions for metals, electrodes, coatings and
cleaners.
SAVE THESE INSTRUCTIONS
DO NOT DISCARD
www.campbellhausfeld.com
5
Page 6

Operating Instructions and Replacement Parts Manual
Glossary of Terms
AC or Alternating Current - electric current that reverses
direction periodically. Sixty cycle current travels in both
directions sixty times per second.
Arc Length - the distance from the end of the electrode to the
point where the arc makes contact with the work surface.
Base Metal - the material to be welded.
Butt Joint - a joint between two members aligned
approximately in the same plane.
Crater - a pool, or pocket, that is formed as the arc comes in
contact with the base metal.
DC or Direct Current - electric current which flows only in one
direction. The polarity (+ or -) determines which direction the
current is flowing.
DC Reverse Polarity - occurs when the electrode holder is
connected to the positive pole of the welding machine. Reverse
Polarity directs more heat into melting the electrode rather than
the work piece. It is used on thinner material.
DC Straight Polarity - occurs when the electrode holder is
connected to the negative pole of the welding machine. With
straight polarity more heat is directed to the work piece for
better penetration on thicker material.
Electrode - a coated metal wire having approximately the same
composition as the material being welded.
Fillet Weld - approximately a triangle in cross-section, joining
two surfaces at right angles to each other in a lap, T or corner
joint.
Flux - a coating, when heated, that produces a shielding gas
around the welding area. This gas protects the parent and filler
metals from impurities in the air.
Flux Cored Arc Welding (FCAW ) - also called Gasless, is a
welding process used with a wire-feed welding machine. The
weld wire is tubular with flux material contained inside for
shielding.
Gas Metal Arc Welding (GMAW) - also called MIG, is a welding
process used with a wire feed welding machine. The wire is solid
and an inert gas is used for shielding.
Gas Tungsten Arc Welding (GTAW ) - also called TIG, is a
welding process used with welding equipment with a high
frequency generator. The arc is created between a nonconsumable tungsten electrode and the work piece. Filler metal
may or may not be used.
Lap Joint - a joint between two overlapping members in
parallel planes.
Open Circuit Voltage (OCV) - the voltage between the
electrode and the work clamp of the welding machine when
no current is flowing (not welding). The OCV determines how
quickly the arc is struck.
Overlap - occurs when the amperage is set too low. In this
instance, the molten metal falls from the electrode without
actually fusing into the base metal.
Porosity - gas pockets, or cavities, formed during weld
solidification. They weaken the weld.
Penetration - the depth into the work piece that has been heat
effected by the arc during the welding process. A good weld
achieves 100% penetration meaning that the entire thickness
of the work piece has been heated and resolidified. The heat
effected area should be easily seen on the opposite side of the
weld.
Shielded Metal Arc Welding (SMAW) - also called Stick, is a
welding process that uses a consumable electrode to support
the arc. Shielding is achieved by the melting of the flux coating
on the electrode.
Slag - a layer of flux soot that protects the weld from oxides and
other contaminants while the weld is solidifying (cooling). Slag
should be removed after weld has cooled.
Spatter - metal particles thrown from the weld which cool and
harden on the work surface. Spatter can be minimized by using
a spatter resistant spray on the work piece before welding.
Tack Weld - weld made to hold parts in proper alignment until
final welds are made.
Travel Angle - the angle of the electrode in the line of welding.
It varies from 5º to 45º depending on welding conditions.
T Joint - made by placing the edge of one piece of metal on the
surface of the other piece at approximately a 90º angle.
Undercut - a condition that results when welding amperage
is too high. The excessive amperage leaves a groove in the base
metal along both sides of the bead which reduces the strength
of the weld.
Weld Pool or Puddle - a volume of molten metal in a weld
prior to its solidification as weld metal.
Weld Bead - a narrow layer or layers of metal deposited on the
base metal as the electrode melts. Weld bead width is typically
twice the diameter of the electrode.
Work Angle - the angle of the electrode from horizontal,
measured at right angles to the line of welding.
www.campbellhausfeld.com
6
Page 7

Pre-Operation
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
LOCATION
Selecting the proper location can significantly increase
performance, reliability and life of the unit.
◆ For best results locate the unit in an environment that is
clean and dry. Dust and dirt in the unit retain moisture and
increase wear of moving parts.
49.00
Engine
MODELS GR2100, GR2300, GR3100 and GR3300MODELS GR2200 and GR3200
Frame
1.00
◆ There are mounting holes in the bottom of the open frame to
permanently mount the unit if desired. The bolt pattern is
15 inch x 23 inch and will accept 1/2 inch bolts.
◆ Store electrodes in a clean, dry location with low humidity to
preserve the flux coating.
Belt Guard
4 Mounting Holes
for a 1/2 inch Bolt
.56
Ø
Gauge Guard
5.22
15.00
22.97
Frame
9.77 9.38
49.00
Engine
Lower Frame Mounting Feet
10.67
23.00
Belt Guard
Ø
4 Mounting Holes
for a 1/2 inch Bolt
0.50
.64
4 X 1.00
Gauge Guard
12.7218.76
3.72
22.97
18.00
Figure 1 - Mounting schematics (NOTE: all measurements are in inches)
www.campbellhausfeld.com
7
Page 8

Operating Instructions and Replacement Parts Manual
Pre-Operation (Continued)
LUBRICATION
CHECK ENGINE AND PUMP OIL LEVELS
BEFORE OPERATING! Follow lubrication
instructions before operating compressor.
1. Oil is NOT mixed with the gasoline, however adequate
oil supply is necessary for proper engine lubrication.
Refer to the Engine Manual for SAE, API and fill quantity
specifications.
2. Remove pump fill plug and fill pump with 14.1 oz. of oil.
Use full synthetic motor oil like Mobil 1
®
10W-30. Do not
use regular automotive oil such as 10W-30. Additives in
regular oil can cause valve deposits and reduce pump life.
For pumps with an oil sight glass, oil level can be monitored
and maintained as shown in Figure 2.
Full
Add Oil
Figure 2
BATTERY SET-UP AND CONNECTIONS
This unit DOES NOT come with a battery or battery cables. A 12
Volt battery must be connected to the unit. The 12 Volt battery
must be at least a U group size number. Using at least 8 AWG
battery cables, a connection must be made from the starter
solenoid on the Honda engine to an in-line 30 amp fuse, and
then to the positive terminal of the 12 Volt battery. From the
negative battery terminal, a connection must be made to the
ground screw located on the left side of the frame. Please refer to
the wiring schematics in this manual. If you have any questions,
please contact customer service at 1-800-746-5641.
All manufacturer’s warranties are void if the
battery connections are not made as specifi ed in
this manual.
GROUNDING
1. Use the ground terminal and wing nut on the frame to
connect the unit to a suitable ground source. Securely fasten
the end terminal an approved ground wire (not provided) to
the ground terminal on the frame. Tighten the washer and
wing nut on top of the ground wire end terminal.
2. The ground wire should be made of #8 gauge wire. Do
not use wire with a higher gauge number. Higher gauge
numbers indicate thinner wire, which may not provide an
adequate ground path.
3. The other end of the ground wire must be securely fastened
to an approved ground source.
The following are ground sources approved by the National
Electric Code. Other ground sources may be acceptable.
Refer to the National Electric Code and local regulations for
further ground source information. If not sure of regulations
or procedures, obtain assistance from a qualified (licensed or
certified) electrical technician.
a. An underground water pipe at least ten feet in length
b. A non-corrosive underground pipe at least eight feet in
length and 3/4 inch diameter
c. A steel or iron underground rod at least eight feet in
length and 5/8 inch diameter
d. A non-ferrous rod at least eight feet in length, 1/2 inch in
diameter, and approved for grounding purposes
Any rod or pipe used for grounding must be driven to eight feet
deep or buried in the deepest possible trench.
PLUMBING
The GR2300 and GR3300 models include a 2 gallon accumulator
tank. Prior to operation of this unit, the accumulator tank MUST
be connected to your remote air tank. Connect the remote air
tank to the accumulator tank with a minimum of 1/2 inch NPT
fittings and/or 1/2 inch ID hose rated for AT LEAST 200 psi. This
accumulator tank is not to be removed from the unit for any
reason.
Do not operate the unit unless the accumulator
tank is properly installed.
All manufacturer’s warranties are void if the
2 gallon accumulator tank is not plumbed, and
connected as specifi ed in this manual.
www.campbellhausfeld.com
8
Page 9

Pre-Operation (Continued)
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
STARTING (see Figure 3 for replica of actual unit decal)
1. Connect the unit to a suitable ground source (see
Grounding section).
2. Remove all electrical loads from the unit.
3. Set the unloader valve to the UNLOADED position (the
arrow on the unit decal is pointing towards the unloader
valve’s location).
4. Move fuel shut-off lever as far as possible to the right to
enable fuel flow.
5. For a cool engine, slide the choke lever to the left.
6. Set the engine run switch to the RUN position (up).
7. Push and hold the ENGINE START switch until the engine
starts, then release.
8. As the engine warms up and stabilizes, slide the choke lever
back to the right.
9. Set the unloader valve to the LOADED position so that the
unit will begin to build pressure.
IMPORTANT: After each start up, allow the engine to run for 2
to 3 minutes with no load. Always refer to this Owner’s manual
for operation instructions.
Engine speed is preset to provide proper output
voltage. Never attempt to modify or adjust
engine speed or output voltage.
ENGINE BREAK-IN
After initial start-up, the engine should be broken in according
to the manufacturer’s instructions. Refer to the engine manual
for the proper break-in procedure.
COMPRESSOR BREAK-IN
Open the drain valve located underneath the front tank. Allow
the pump to run without a load for 30 minutes. After 30 minutes,
close the drain valve and pressure will begin to build in the
tanks.
SHUT-OFF
1. Shut off and remove all electrical load devices from the unit
2. Allow the engine to run for
2-3 minutes with no electrical loads.
3. Set the engine run switch to the OFF position (down).
4. Verify that the unit has completely stopped.
5. Close the fuel supply valve.
6. Allow the unit to cool before installing any covers or storing
unit.
LOW OIL SHUTDOWN
A low oil shutdown switch is provided to protect the engine.
When engine oil level drops too low for proper engine operation,
the low oil shutdown switch causes the engine to shut off. If oil
level is low when attempting to start the engine, the low oil level
shutdown switch prevents the engine from starting. If engine
does not start, check oil level.
NOTE: It is important to keep the unit on a level surface. The oil
level shutdown switch can prevent the engine from starting even
if oil level is sufficient, when the unit is placed on an uneven
surface.
Figure 3
www.campbellhausfeld.com
9
Page 10

Operating Instructions and Replacement Parts Manual
Generator Operation
GR3100, GR3200 AND GR3300: THE CURRENT RANGE
SELECTOR SWITCH (LOCATED AT THE TOP RIGHT OF
THE ALTERNATOR CONTROL PANEL) MUST BE SET TO
“180/200 - GEN” (FAR RIGHT POSITION) FOR 120VAC &
240VAC OPERATION.
1. All load devices and extension cords should use three prong
terminals. Refer to Table 2 (page 11) for extension cord and
cable size requirements.
2. Allow the engine to run for 2-3 minutes before applying any
electrical loads.
3. The 120 volt duplex receptacles are rated for 20 amps and
may be used in any combination of 120 volt loads and also
with 240 volt loads through the 240 volt receptacles.
All receptacles are part of a circuit protected by a Ground
Fault Circuit Interupter (GFCI). Ground Fault Circuit
Interrupters can significantly reduce the possibility of injury
if an electrical short occurs. The engine must be running
and the front panel switches set to supply power to the
receptacles before the GFCI can be reset.
A Ground Fault Circuit Interrupter may not be
effective if the unit is not grounded! Refer to the
section entitled Grounding for proper steps to ground the unit.
The 120 / 240 volt twist lock receptacle is rated for 30 amps
and may be used in any combination of 120 volt and 240
volt loads.
4. Individual receptacles should not be loaded beyond the
amperage rating.
5. Total combined load through any combination of
receptacles must not exceed the rated load limits of the
unit. Refer to the identification plate on the unit for amp
and wattage specifications.
6. Always shut off and remove loads before starting or shutting
off the engine.
7. When plugging multiple electrical load devices into the
receptacles, be sure to connect and activate the highest
power draw item first. Allow the engine to stabilize, then
connect and activate the next highest power draw device.
The smallest power draw device should be connected to the
receptacle and activated last.
NOTE: Power draw can be calculated by multiplying volts and
amps. The resulting number is wattage.
Never exceed the posted maximum wattage for the unit or any
individual receptacle. Refer to owner’s manuals and product
tags to determine the wattage of all electrical load devices.
If actual watt ratings are not available, the Power Usage Chart,
see Table 1 (page 11), may be used as a general guideline.
Remember that devices which generate heat during operation
such as heaters, incandescent light bulbs, motors and hair
dryers have a higher power draw than devices which generate
little heat during operation such as florescent bulbs, radios, and
clocks.
Long power cords and extension cords also draw additional
power. Keep cords at minimum possible length.
Refer to Table 2 (page 11) for maximum limits for lengths of
extension cords.
8. Circuit protection is provided by circuit breakers. The main
circuit breaker is a rocker type rated for 30 amps. This
is the maximum total current draw for all receptacles in
combination. A 20 amp circuit breaker supplies each of the
two duplex receptacles. The circuit breaker opens when
the load exceeds its maximum capacity or a short circuit
occurs. If the circuit breaker opens, perform the following
procedures to correct the problem:
a. Shut off and disconnect all electrical loads.
b. Attempt to determine the cause of the electrical
problem - overloading or short circuit.
c. Do not use any devices that have short circuits.
Avoid overloading the unit.
d. Press the circuit breaker pushbutton or rocker to reset
the circuit breaker.
Repeated cycling of the circuit breaker indicates
a problem and may cause damage to the unit or
load devices. Do not operate the unit if repeated cycling of the circuit
breaker occurs.
INSTALLATION FOR STAND-BY USE
Precautions must be taken to prevent electrical back feeding
into utility systems. This requires isolation of the electrical
system. To isolate the electrical system, perform the following
procedures:
1. Turn off the main electrical system switch prior to
connecting the unit.
2. In accordance with national and local standards, a double
throw transfer switch must be installed in the system.
Always shut off main power prior to temporary
connection of the unit to a building electrical
system.
Installation of the unit as a backup electrical
source must be performed by a qualified
(licensed or certified) electrical technician.
www.campbellhausfeld.com
10
Page 11

Table Reference Information
TABLE 1 - ESTIMATED POWER USAGE (WATTS)
LOAD DEVICE WATTS LOAD DEVICE WATTS
Bench grinder
(8 in)
1400-2500 Electric fry pan 1500
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
LOAD DEVICE WATTS LOAD DEVICE WATTS
Radio 50-200 Window air
1500-2200
conditioner
Coffee maker 400-700 Fan 40-200
Electric drill
(3/8 inch,
4 amps)
Electric drill
(1/2 inch,
440-600 Circular saw
(Heavy duty
7-1/4 inch)
600-900 Table saw
(10 inch)
1400-2300
1800-4500
5.4 amps)
Refrigerator or
freezer
130-1200 Microwave
oven
Sump pump 800-2200 Water pump 1000-3000
Television 200-500 Water heater 1000-5000
Light bulb AS RATED Space heater 600-4800
TABLE 2 - EXTENSION CORDS
Maximum Recommended Lengths (in feet)
2.5 300 600 1000 600 375 250
5 600 1200 500 300 200 125
7.5 900 1800 350 200 125 100
10 1200 2400 250 150 100 50
15 1800 3600 150 100 65
20 2400 4800 175 125 75 50
25 3000 6000 150 100 60
30 3600 7200 125 65
40 4800 9600 90
1000-1500
TABLE 3 - WELDING CABLES
Total Cable Length * 0 - 20 feet (0 - 6 m) 20 - 50 feet (6 - 15 m) 50 - 100 feet (15 - 30 m)
Maximum Welding Current Recommended Sizes of Copper Welding Cables
200 A 4 AWG (25 mm2) 2 AWG (35 mm2) 1/0 AWG
* Total cable length is the sum of the ground and electrode cable lengths.
www.campbellhausfeld.com
11
Page 12

Operating Instructions and Replacement Parts Manual
Welder Operation
WELDING LEAD ASSEMBLIES
Welding leads assemblies are not included with all units. See
pages 34 and 35 for available welding cable sets or use custom
copper welding cables in the size specified in Table 3 (page 11).
1. Verify that the surfaces of metals to be joined are free from
dirt, rust, paint, oil, scale or other contaminants. These
contaminants make welding difficult and cause poor welds.
All persons operating this equipment or in the
area while equipment is in use must wear
protective welding gear including: eye protection with proper shade
(minimum shade 10), flame resistant clothing, leather welding gloves,
and full foot protection.
If heating, welding, or cutting materials that are
galvanized, zinc plated, lead, or cadmium
plated refer to the General Safety Information Section for instructions.
Toxic fumes may be created when these materials are heated.
2. Connect the work clamp to the work piece. Make sure
the contact is on bare metal and not obstructed by paint,
varnish, corrosion, or non-metallic materials.
3. Insert the exposed part of the electrode (the end with no
flux) into the jaws of the electrode holder.
4. Set the desired current range with the range selector switch
located at the upper right hand corner of the Alternator
control panel. White indicates low range, Yellow for medium
range, and Red for high range.
5. Set the welding current adjustment knob to the proper
amperage for the electrode diameter. Refer to the electrode
manufacturer for proper current settings.
Operating the welder above 200 amps exceeds
engine capacity. Do not weld with the welding
current adjustment knob in any of the last four positions while in the
highest toggle switch setting. Doing so may result in damage to the
engine.
The electrode holder and rod are electrically
“live” (current potential) when the engine is
running.
6. Before striking an arc to begin the welding operation,
disconnect ALL loads from the Generator.
7. Position the electrode to begin weld, lower the welding
helmet or position the hand shield, and strike an arc. Adjust
weld amperage as needed.
8. When finished welding, turn engine off and store unit
properly.
DUTY CYCLE / THERMOSTATIC PROTECTION
Welder duty cycle is the percentage of actual weld time that can
occur in a ten minute interval. For example, at a 10% duty cycle,
actual welding can occur for one minute, then the welder must
cool for nine minutes.
Internal components of the alternator are protected from
overheating with an automatic thermal switch.
Compressor Operation
Before starting the compressor, thoroughly read
all component instructions manuals, especially
the engine manual.
1. Start unit per STARTING instructions on page 9.
2. Adjust the regulator knob to vary the outlet pressure
according to the requirements of the tool(s) being used.
3. Connect air hose(s) to outlet connector(s) and connect
tool(s) to hose(s).
4. An ASME safety valve in the manifold will automatically
release air if the tank pressure exceeds the preset maximum.
5. The discharge tube carries compressed air from the pump
to the check valve. This tube becomes very hot during use.
To avoid the risk of severe burns, never touch the discharge
tube.
6. The check valve allows air to enter the tanks, but prevents
air in the tanks from flowing back into the compressor
pump.
7. There is a drain valve underneath the front air tank. Use
this valve to drain moisture from the tanks daily to reduce
the risk of corrosion. Reduce tanks pressure below 10 psi,
then drain the moisture from the tanks daily to avoid tank
corrosion.
Drain liquid from tank daily.
8. All lubricated compressor pumps discharge some
condensed water and oil with the compressed air. Install
appropriate water / oil removal equipment and controls as
necessary for the intended application.
Failure to install appropriate water / oil removal
equipment may result in damage to machinery
or workpiece.
Do not attach air tools to open end of the hose
until startup is complete and the unit checks
okay.
MOISTURE IN COMPRESSED AIR
Moisture in compressed air will form into droplets as it
comes from an air compressor pump. When humidity is high
or when a compressor is in continuous use for an extended
period of time, this moisture will collect in the tank. When
using a paint spray or sandblast gun, this water will be carried
from the tank through the hose, and out of the gun as droplets
mixed with the spray material.
IMPORTANT: This condensation will cause water spots in a
paint job, especially when spraying other than water based
paints. If sandblasting, it will cause the sand to cake and clog
the gun, rendering it ineffective.
A filter or air dryer in the air line, located as near to the gun as
possible, will help eliminate moisture.
www.campbellhausfeld.com
12
Page 13

Maintenance
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Release all pressure from the system
before attempting to install, service,
relocate or perform any maintenance.
In order to maintain efficient operation of the
compressor system, check the air filter, oil level and
gasoline level before each use. The ASME safety valve should
also be checked weekly. Pull ring on safety valve and allow the
ring to snap back to normal position. This valve automatically
releases air if the tank pressure exceeds the preset maximum.
If air leaks after the ring has been released, or the valve is stuck
and cannot be actuated by the ring, the ASME safety valve must
be replaced.
Do not attempt to tamper with the ASME
safety valve.
With engine OFF, clean debris from engine, flywheel, tank, air
lines and pump cooling fins.
TANK
Never attempt to repair or modify a
tank! Welding, drilling or any other
modifi cation will weaken the tank resulting in damage
from rupture or explosion. Always replace worn, cracked or
damaged tanks.
Drain liquid from tank daily.
The tank should be carefully inspected at a minimum of once
a year. Look for cracks forming near the welds. If a crack is
detected, remove pressure from tank immediately and replace.
PUMP DRIVE BELT
Belt stretch is a result of normal use. When properly adjusted,
the belt deflects about 1/2 inch with five pounds of force applied
midway between the engine pulley and pump pulley.
To adjust pump belt tension:
1. Remove belt guards.
2. Loosen the four fasteners holding the pump to the
baseplate.
3. Shift the pump in the proper direction using the adjustment
screw below the pump on the frame. The belt must be
properly aligned when adjustment is made.
4. To align belt, lay a straight edge against the face of the pump
pulley, touching the rim at two places.
5. Adjust engine pulley so that the belt runs parallel to the
straight edge.
6. Tighten four fasteners holding the pump to the baseplate.
7. Recheck tension and alignment. If correct, reinstall belt
guards.
ALTERNATOR DRIVE BELT
The alternator uses a multi-V drive belt transmitting a
significant amount of power. Belt tension is critical to belt life.
New belts will stretch after installation and use. When properly
adjusted, the belt deflects 1/4 inch with firm pressure applied
midway between the engine pulley and the alternator pulley.
To adjust alternator belt tension:
1. Remove belt guard.
2. Loosen the 4 bolts holding the engine to the base plate.
3. Use the adjustment screw located below the engine on the
frame to obtain the proper tension. Make sure the pump
belt is not over tightened. The belt must be properly aligned
when the adjustment is made.
4. To align belt, lay a straight edge against the face of the
alternator pulley, touching the rim at two places. The
straight edge should be parallel with the belt.
5. Adjust alternator or engine pulley so that the belt runs
parallel to the straight edge.
6. The pulleys are attached to the shafts using tapered
bushings. The two set-screws must be removed and one
reinserted into the hole with threads on the inner half.
Tighten this screw to press the pulley and bushing apart.
7. Once the bushing is moved to the correct position, move the
two set-screws back to their original locations in the holes
with threads on the outer half and tighten to 175 in-lbs.
8. Recheck tension and alignment. If correct, reinstall belt
guard.
INFREQUENT USAGE
If the unit is used infrequently, starting difficulty may occur. To
help prevent this, the engine should be run for approximately 30
minutes per week.
STORAGE
If the unit is not to be used for extended periods of time, the
following pre-storage procedures should be performed:
1. Make sure engine oil is filled to the proper level.
2. Drain moisture from air tanks.
3. Drain all fuel from the tank, lines, carburetor and fuel valve.
4. Remove the spark plug, and pour approximately one
teaspoon of oil into the spark plug hole.
5. Pull the starter cord several times to spread the oil
throughout the cylinder.
6. Slowly pull the starter cord, until resistance is felt.
This indicates that the piston is moving upward on the
compression cycle, and the intake and exhaust valves are
closed. (The piston pushes a small amount of air from the
spark plug hole on compression.)
www.campbellhausfeld.com
13
Page 14

Operating Instructions and Replacement Parts Manual
Maintenance (Continued)
STORAGE (Continued)
Use of fuel stabilizers or anti-gumming agents in the fuel system
can help prevent the build up of gum and varnish.
Whenever the unit is stored, be sure that the fuel shut-off valve is
in the closed position.
Refer to the engine manual that accompanies this unit for
instructions regarding maintenance of engine components.
The Engine is factory set to 3800 RPM with
NO load. Never tamper with engine speed
settings or frequency settings. Any governor adjustments should be
made by qualified personnel only.
WELD CABLES
1. Check condition of weld cables and immediately repair or
replace any cables with damaged insulation.
2. Check condition of electrode holder insulating pieces and
immediately replace cracked or missing parts.
EVERY 3 MONTHS
Replace any unreadable labels on the unit. Use compressed air
to blow all dust and lint from the ventilation openings.
MAINTENANCE SCHEDULE
OPERATION DAILY WEEKLY MONTHLY EVERY 3 MONTHS
Check Oil Level
Drain Tank
Check Air Filter
Check Safety Valve
Check Belt Tightness
Change Oil
●
●
●
●
●
●
Welding Guidelines
GENERAL
This line of welding machines utilizes a process known as Shielded Metal-Arc Welding
(SMAW). This process is used to bond metals by heating them with an electric arc
created between the electrode and the work piece.
Electrodes used for shielded metal arc welding have two parts. The inner core is a metal
rod or wire that should be similar in composition to the base metal. The outer coating
is called flux. Various types of flux exist. Each coating is used for a particular welding
situation.
While the metal is molten, it can be contaminated by elements in the air. This
contamination could weaken the weld. The flux coating creates a protective barrier
called slag that protects the molten metal from contaminants.
When current (amperage) flows through the circuit to the electrode, an arc is formed
between the end of the electrode and the work piece. The arc melts the electrode and
the work piece. The melted metal of the electrode flows into the molten crater and
forms a bond with the work piece as shown in Figure 4.
NOTE: Discontinue using and discard electrodes that burn down to 1 to 2 inches from
the electrode holder.
Flux
Weld
Slag
Work Piece
Figure 4 - Weld Components
Wire
Crater
www.campbellhausfeld.com
14
Page 15

Welding Guidelines (Continued)
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
STRIKING AN ARC
Place the bare end of the electrode in the holder. Grip the holder
lightly to reduce tiring of the hand and arm.
NOTE: Always keep the jaws of the holder clean to insure good
electrical contact with the electrode.
Be careful not to touch the work piece or
welding bench with the electrode as this causes
arc flashes.
The best method of striking an arc is the scratching method.
Drag the electrode at an angle along the surface much like
striking a match. Upon contact with the plate, lift the electrode
approximately 1/16 inch off the surface or it will stick (See
Figure 5).
NOTE: Should the electrode stick to the work piece, break it
loose by quickly twisting or bending at the holder while pulling
upward. If the electrode does not break loose, disengage the
electrode by releasing it from the holder.
1/16 inch
Same as Electrode Diameter
Figure 5 - Scratching Method
ELECTRODE TYPE AND SIZE
Four types of electrodes are recommended for this welder. The
electrodes are commonly known by the AWS (American Welding
Society) designation as follows:
1. E-6011 Deep penetrating
• Flat bead with deep penetrating arc.
• For rusted or dirty mild steel general repair work.
2. E-6013 General Purpose
• All position, smooth deposit rod with low spatter.
• For all mild steel and general purpose work.
3. E-7014 Fast fill
• Smooth bead and fast deposition
• Ideal for joints with poor fitup and general repair work.
4. E-7018-AC High Strength
• Ideal for pipes and structural applications.
• Low hydrogen reduces porosity for a strong weld.
ARC WELDING BASICS
Four basic techniques affect weld quality. These are: amperage
setting, weld angle, arc length, and travel speed. Proper use of
these techniques is necessary for good weld quality.
AMPERAGE SETTING
The correct amperage involves the adjustment of the welding
machine to the required amp setting. This is regulated by a
current range selector switch and a welding current selector
knob. The amperage required depends on the size (diameter) of
electrode used and the thickness of the work piece.
Consult specifications listed on the welder. Excessive amps burn
through light metals and the weld bead is flat and porous (See
Figure 6). The bead appears high and irregular if the amperage is
too low.
ARC LENGTH
Arc length is the distance from the work piece to the tip of the
electrode, the distance which the arc must travel. A proper
arc length is essential to generate the heat needed for welding
(See Figure 6). An arc that is too long produces an unstable arc,
reduces penetration, increases spatter, and causes flat and wide
beads. Too short an arc does not create enough heat to melt the
work piece, the electrode has a tendency to stick, penetration
will be poor, and uneven beads with irregular ripples result. A
proper arc should be no longer than the diameter of the rod.
The sound of a proper arc is a steady, crisp sizzle, similar to
bacon frying.
TRAVEL SPEED
The travel speed is the rate at which the electrode is moved
across the weld area (See Figure 6). When the speed is too fast,
the bead is narrow and bead ripples are pointed as shown.
When the speed is to slow, the weld metal piles up and the bead
is high and wide. To control travel speed, watch the width of
the weld bead (not the arc) when welding. The weld bead is
the orange, molten metal behind the arc. The width should be
approximately twice the diameter of the welding rod. Control
travel speed to obtain a consistent bead width.
SLAG REMOVAL
Wear ANSI compliant safety glasses (ANSI
Standard Z87.1) and protective clothing when
removing slag. Hot, flying debris can cause personal injury to anyone
in the area.
After completing the weld, wait for the welded sections to cool.
A protective coating called slag now covers the weld bead which
prevents contaminants in the air from reacting with the molten
metal. Once the weld cools to the point that it is no longer
glowing red, the slag can be removed. Removal is done with a
chipping hammer. Lightly tap the slag with the hammer and
break it loose from the weld bead. The final clean-up is done
with a wire brush. When making multiple weld passes, remove
the slag before each pass.
www.campbellhausfeld.com
15
Page 16

Operating Instructions and Replacement Parts Manual
Welding Guidelines (Continued)
W
NOTE: Weld bead
width (W ) should be
approximately twice
the diameter for the
electrode rod used.
Normal Amps,
Arc Length,
Speed
Amperage Too Low
Amperage Too High
Work Piece
Work Piece
Speed Too Fast
Speed Too Slow
Arc Length Too Long
Arc Length Too Short
Figure 6 - Weld Appearance
WELD ANGLE
Weld angle is the angle at which the electrode is held during the welding process. Using
the correct angle ensures proper penetration and bead formation. Electrode angle
involves two positions - travel angle and work angle (See Figure 7).
Travel angle is the angle in the line of welding and may vary from 5º to 45º from the
vertical, depending on welding conditions.
Work angle is the angle from horizontal, measured at right angles to the line of welding.
For most applications, a 45º travel angle and 45º work angle is sufficient. For specific
applications, consult an arc welding handbook.
NOTE: Right handed welders should weld from left to right. Left handed welders
should weld from right to left. The electrode should always point into the weld puddle
as shown.
5º - 45º
Travel Angle
Work Angle
Figure 7 - Weld Angle
www.campbellhausfeld.com
16
Page 17

Welding Guidelines (Continued)
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
WELDING POSITIONS
Four basic welding positions can be used;
flat, horizontal, vertical, and overhead.
Welding in the flat position is easier than
any of the others because welding speed
can be increased, the molten metal has
less tendency to run, better penetration
can be achieved, and the work is less
fatiguing.
Other positions require different
techniques such as a weaving pass,
circular pass, and jogging. A higher skill
level is required to complete these welds.
All work should be performed in the
flat position if possible. For specific
applications, consult an arc welding
handbook.
WELD PASS
Sometimes more then one pass is
necessary to fill the joint. The root pass
is first, followed by filler passes and the
cover pass (See Figures 8 and 9). If the
pieces are thick, it may be necessary to
bevel the edges that are joined at a 60º
angle. Remember to remove the slag
before each pass.
Cover
Filler
Root
Figure 8 - Weld Passes
Figure 9 - Multiple Weld Passes
Lamp Off
Lamp On
Figure 10 - Diode Test Procedure
TESTING WELDER / GENERATOR DIODES
1. Use an Ohmmeter to check each individual diode. Diodes must show continuity
in one direction only.
2. This check can also be done using a 12 Volt battery and a light bulb as shown in
Figure 10.
3. If the diodes are operating properly, the lamp illuminates brightly when the
battery polarity is correct, and goes dim when battery polarity is reversed.
4. If there is no change in lamp brightness when polarity is reversed, the diodes must
be replaced.
For testing of rotor, stator, or field windings, consult an authorized
service center.
www.campbellhausfeld.com
17
Page 18

Operating Instructions and Replacement Parts Manual
Troubleshooting Chart
General
Symptom Possible Cause(s) Corrective Action
Engine will not
start
Engine runs
but there is no
electrical output
Unit runs but
does not support
all electrical
devices
connected
1. Engine switch is set to "OFF".
2. Fuel valve is turned to "CLOSE".
3. Choke is open.
4. Engine is out of gas.
5. Engine is filled with contaminated or
old gas
6. Spark plug is dirty.
7. Spark plug is broken.
8. Unit is not on level surface.
9. Oil is low.
1. Circuit reset button or GFCI breaker is off.
2. Bad connecting of wires / cables.
3. Bad electrical device connected to unit.
1. Unit is overloaded
2. Short in one of the connected devices.
3. Air cleaner is dirty.
1. Set engine switch to "ON".
2. Turn fuel valve to "OPEN" position.
3. Close the choke.
4. Add gas.
5. Change the gas in the engine.
6. Clean spark plug.
7. Replace spark plug.
8. Move unit to a level surface to prevent low oil shutdown from triggering.
9. Add or replace oil.
1. Wait for 2 minutes and push the circuit reset button to the "ON" position and
flip the GFCI breaker to the “ON” position.
2. If you are using an extension cord, use only heavy-duty extension cords that
are specifically designed for outdoor use. Make sure the wattage rating for
each cord exceeds the total wattage of all appliances connected to the unit.
3. Try connecting a different device.
1. Turn off all electrical devices. Unplug all electrical devices. Turn off unit. Wait
several minutes. Restart unit. Try connecting fewer electrical loads to the unit.
2. Try disconnecting any faulty or short-circuited electrical loads.
3. Clean or replace air cleaner.
Generator
Symptom Possible Cause(s) Corrective Action
No output
voltage
Low output
voltage with
no load
High output
voltage with
no load
Low output
voltage under load
Erratic output
voltage
Noisy operation 1. Loose unit or engine bolt (s)
★ These diagnostic and repair procedures should be performed by an authorized service center.
1. Engine speed is too slow
2. Open, shorted, or incorrect wiring
3. Faulty capacitor
4. Open or shorted field windings
5. Open diodes
6. Front panel switch set incorrectly
7. Circuit breaker tripped
1. Engine speed is too slow
2. Open diodes
3. Faulty capacitor
4. Open or shorted fi eld windings
5. Voltage setting on front panel incorrect
1. Faulty capacitor
2. Engine speed is too fast
3. Voltage setting on front panel incorrect
1. Open diode
2. Engine speed too slow at full load
3. Excessive load applied
4. Voltage setting on front panel incorrect
1. Unbalanced engine
2. Dirty, corroded, or loose wiring connection
3. Unstable load applied
2. Short circuit in unit field or load
3. Faulty bearing
1. Adjust engine speed ★
2. Referring to the wiring diagram, clean and reconnect all wiring ★
3. Replace capacitor ★
4. Test winding resistance, replace field winding if necessary ★
5. Test diodes, replace if necessary ★
6. Set front panel switch to generator
7. Reset circuit breaker
1. Adjust engine speed ★
2. Test diodes, replace if necessary ★
3. Replace capacitor ★
4. Test winding resistance, replace field winding if necessary ★
5. Adjust setting on front panel
1. Replace capacitor ★
2. Adjust engine speed ★
3. Adjust setting on front panel
1. Test diodes, replace if necessary ★
2. Adjust engine speed ★
3. Reduce the applied load
4. Adjust setting on front panel
1. Refer to engine manual
2. Referring to the wiring diagram, clean and reconnect all wiring ★
3. Remove all loads, then apply each one individually to determine which one is
causing erratic function
1. Tighten all mountings
2. Test winding resistance, replace fi eld winding if necessary ★
Test load devices for shorts. Replace defective load device.
3. Replace bearing
www.campbellhausfeld.com
18
Page 19

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Troubleshooting Chart (Continued)
Welder
Symptom Possible Cause(s) Corrective Action
Welder runs but
does not weld
Welder gives
trickle shocks
Arc diffi cult to
strike
★ These diagnostic and repair procedures should be performed by an authorized service center.
Welds
1. Inadequate current at electrode
2. Poor connections at welder
3. Open, shorted, or incorrect wiring
4. Faulty capacitor
5. Open or shorted field windings
6. Open diodes
1. Accidental contact with work piece
2. Current leakage caused by moist clothing
or work area
1. Wrong type of electrode.
2. Electrode diameter too large
3. Work piece not properly grounded
4. Engine speed is too slow
1. Check work clamp, cable and connection to work piece. Check electrode
cable and clamp
2. Check all welder external connections
3. Referring to the wiring diagram, clean and reconnect all wiring ★
4. Replace capacitor ★
5. Test winding resistance, replace field winding if necessary ★
6. Test diodes, replace if necessary ★
1. Avoid contact with work piece
2. Make sure clothing and work area are dry
1. Verify that electrode is for alternating current (AC)
2. Use smaller diameter electrode
3. Verify proper grounding. (No paint, varnish or corrosion)
4. Adjust engine speed ★
Symptom Possible Cause(s) Corrective Action
Bead is
intermittently
too thin or too
thick
Ragged
depressions at
edge of weld
Weld bead does
not penetrate base
metal
Electrode sticks
to workpiece
Electrodes
sputter and
stick
1. Inconsistent travel speed
2. Output amp setting incorrect
1. Travel speed too fast
2. Arc length too short
3. Output amp setting too high
1. Inconsistent travel speed
2. Output amp setting too low
3. Electrode diameter too large
1. Arc length short
2. Amp setting low
3. Incorrect electrode
Damp electrodes Use dry electrodes and store in dry location
1. Carefully watch and control the width of the molten weld bead
2. Adjust output amp setting or change to smaller diameter electrode
1. Watch orange molten weld puddle and control bead width
2. Practice running electrode across workpiece with welder OFF
3. Reduce output amp setting
1. Decrease and maintain constant travel speed
2. Increase output amp setting
3. Change to smaller diameter electrode
1. Lift electrode to correct arc length as soon as arc is struck
2. Increase amp setting or change to smaller diameter electrode
3. Verify electrode is suitable for 62.5 V open circuit voltage
www.campbellhausfeld.com
19
Page 20

Operating Instructions and Replacement Parts Manual
Service Record
DATE MAINTENANCE PERFORMED REPLACEMENT COMPONENTS REQUIRED
www.campbellhausfeld.com
20
Page 21

Notes
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
www.campbellhausfeld.com
21
Page 22

Operating Instructions and Replacement Parts Manual
Figure 11 - GR2100, GR2200 and GR2300 Wiring Diagram
www.campbellhausfeld.com
www.campbellhausfeld.com
22
Page 23

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
www.campbellhausfeld.com
23
Page 24

Operating Instructions and Replacement Parts Manual
Figure 12 - GR3100, GR3200 and GR3300 Wiring Diagram
www.campbellhausfeld.com
24
Page 25

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
www.campbellhausfeld.com
25
Page 26

Operating Instructions and Replacement Parts Manual
For Replacement Parts or Technical Assistance, Call 1-800-746-5641
Please provide following information: Address any correspondence to:
- Model number Campbell Hausfeld
- Serial number (if any) Attn: Customer Service
- Part description and number as shown in parts list 100 Mundy Memorial Drive
Mt. Juliet, TN 37122 U.S.A.
11
10
16
19
6 15
35
14
34
13
12
7
1
5
4
6
19
18
33
10
11
25
2
31
22
32
19
18
20
9
8
17
18
29
36
21
24
28
26
27
23
30
24
29 *
21 *
Figure 13 - Chassis Assembly for GR2100 and GR3100 shown; common parts for all models are detailed in Figure 13 parts list
26
* This part is for GR2100 and GR3100 units with T-handle regulators.
www.campbellhausfeld.com
3
Page 27

Chassis Assembly Replacement Parts List
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Ref.
No. Description Part Number Qty.
1 Chassis assembly with rivet nuts GW010412SJ
GW010410SJ * 1
2
Air gauge guard GW010661KK 1
3 6 inch Air tank AR065101KK
AR065100KK * 2
4
Unloader / check valve with
nipple GW010635AV 1
5
1/2 inch I.D. PTFE hose with
SS braid MJ115014AV 1
6
1/4 inch MNPT, Push to
connect fitting ST081301AV 3
7
1/4 inch Tube, FEP
(replaces short tube and
pressure switch) * MJ115022AV 1
8 Drain valve D-1403 1
9 Reducer Bushing -
3/8 to 1/4 NPT ST071435AV 1
10 1/2 inch MNPT Plated fitting
with 1/2 inch barb (200 psi)
11 1/2 NPT Street elbow plated
fitting (200 psi)
12 Hex bolt, 3/8-16 UNC x
1.00 inch
13 3/8 inch Lock washer
14 Tank cradle bracket GW010613KK 2
15
Solenoid valve - 3 port NC GW010630AV 1
16◆Pan head screw, #8-32 x
1/2 inch
17 Street elbow plated fitting,
200 psi - 3/8 NPT (M x F)
18 3/8 inch NPT Plated fitting with
1/2 inch barb (200 psi)
19 1/2 inch I.D. Flex hose - 300 psi
20 Branch tee plated fitting,
200 psi - 3/8 NPT (F x M x F)
21 Air regulator with round knob
Air regulator with T-handle
22
Air manifold - tank side GW010580AV 1
23◆Air manifold - regulator side GW010585AV 1
24◆2 inch Air gauge - 200 psi MJ119700AV 2
25
Air manifold spacer GW010656AV 4
MJ114030AV
★
★
★
★
★
MJ114025AV
★
★
PA210100AV
GW010160AV * 1
3
3
2
2
2
1
3
1
1
Ref.
No. Description Part Number Qty.
26◆ASME safety valve V-215200AV 1
1/4 inch Washer
27
28
Hex bolt, 1/4 inch - 20 UNC x
1.00 inch
29 Pipe nipple, 3/8 NPT x 1-1/2 inch
Pipe nipple, 3/8 NPT x 2 inch *
30
Quick connect fitting 3/8 NPT female (200 psi)
31
5/16 inch Flat washer
32◆Hex bolt, 5/16 - 18 UNC x
3/4 inch
33
45° Plated elbow - 1/2 MJIC x
1/2 MNPT (200 psi)
34 3/8 inch Flat washer
35 Wiring Bushing MJ110212AV
36
1/8 inch NPT Plug
37◆Campbell Hausfeld Decal (front
and back) [Not Shown] DK667873AV 2
38 GR2100 Specifi cations Decal
(Unit Front) [Not Shown]
GR3100 Specifi cations Decal
(Unit Front) [Not Shown]
Warning Decals [Not Shown]
39
English and Spanish
French and Portuguese
40
Startup-Unload Decal
[Not Shown] DK667876AV 1
41
Warning Decal, Hot Surface
(compressor) [Not Shown] DK631100AV 1
42
Spark Arrestor Decal (engine)
[Not Shown] DK065101AV 1
43
CPSC Warning Decal,
3.25 inch x 8 inch [Not Shown] DK667848AV 1
44
Warning Decal, Earth Ground
[Not Shown] DK667849AV 1
45
Fuel Explosion Warning Decal
[Not Shown] DK197101AV 1
46
12V Circuit Breaker Decal
[Not Shown] DK667877AV 1
-- Not available
★
Standard hardware item - available at your local
hardware store
This part is common to all models
* This part is for GR2100 and GR3100 units with T-handle
regulators.
★
★
★
MJ114031AV
★
★
MJ114029AV
★
MJ110209AV *54
★
DK667874AV
DK667875AV
DK667872AV
DK667888AV
4
4
2
2
2
2
1
2
1
1
1
1
1
www.campbellhausfeld.com
27
Page 28

Operating Instructions and Replacement Parts Manual
For Replacement Parts or Technical Assistance, Call 1-800-746-5641
Please provide following information: Address any correspondence to:
- Model number Campbell Hausfeld
- Serial number (if any) Attn: Customer Service
- Part description and number as shown in parts list 100 Mundy Memorial Drive
Mt. Juliet, TN 37122 U.S.A.
21
22
12
10
11
9
1
27
7
8
25
26
15
14
13
12
7
23
2
3
4
6
5
11
10
8
7
16
17
24
Figure 14 - Chassis Assembly for GR2200, GR2300, GR3200 and GR3300 shown ; common parts for all models are detailed on page 27
www.campbellhausfeld.com
28
27
18
19
20
25
Page 29

Chassis Assembly Replacement Parts List
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Ref.
No. Description Part Number Qty.
1 Chassis assembly with rivet
nuts GW010411SJ 1
2 2 gallon Air tank AR028300KK 1
3 Hex bolt, 5/16 - 18 UNC x
3/4 inch
4 Flat washer, 0.344 ID x
0.688 OD x 0.065 thick
5 5/16 inch - 18 Flange nut
6 Drain valve D-1403 1
7 Street elbow plated fitting,
200 psi - 1/2 NPT (M x F)
8 1/2 inch (M) NPT Plated fitting
with 1/2 inch barb (200 psi)
9 Pipe nipple, 1/2 NPT x 1.50
10 Elbow plated fitting,
200 psi - 1/2 (F) NPT (F x F)
11 Unloader valve GW010635AV 1
12 1/8 (M) NPT, Push to connect
fitting ST081301AV 1
13 Transformer, 24VA GW005056AV 1
14 Transformer clamp GW005057AV 1
15 Hex bolt, 1/4 inch - 20 UNC x
3.00 inch
16 30 gallon Air tank AR035100KK 1
17 Rubber mount with steel
bushing MJ110101AV 4
18 Rubber ring MJ110102AV 4
19 Washer, 2.00 inch OD x 0.531ID
x 0.134inch thick
20 Hex nylon lock nut,
1/2 inch - 13 UNC
21 Hex bolt, 1/2 inch - 13 x
3.00 inch
22 Washer, 1/2 inch
23 Pipe nipple, 1/2 inch NPT x
3 inch
24 Drain valve
(GR2200 and GR3200 only) ST127700AV 1
25 3/8 inch (M) NPT Plated fitting
with 1/2 inch barb (200 psi) MJ114025AV 1
★
★
★
★
MJ114030AV
★
★
★
★
★
★
★
★
4
4
4
3
2
1
2
4
1
4
4
4
1
Ref.
No. Description Part Number Qty.
26 Street elbow plated fitting,
200 psi - 3/8 inch NPT (M x F)
27 1/2 Inch ID Flex hose - 300 psi
28
Campbell Hausfeld Decal (front
and back) [Not Shown] DK667873AV 2
29 Specifi cations Decal (Unit Front)
[Not Shown]
GR2200
GR2300
GR3200
GR3300
30 Warning Decal [Not Shown] DK667872AV 1
31 Startup - Unload Decal
[Not Shown] DK667876AV 1
32 Warning Decal, Hot Surface
(compressor) [Not Shown] DK631100AV 1
33 Spark Arrestor Decal (engine)
[Not Shown] DK065101AV 1
34 CPSC Warning Decal,
3.25 inch x 8 inch [Not Shown] DK667848AV 1
35 Warning Decal, Earth Ground
[Not Shown] DK667849AV 1
36 Fuel Explosion Warning Decal
[Not Shown] DK197101AV 1
37 12V Circuit Breaker Decal
[Not Shown] DK667877AV 1
-- Not available
★
Standard hardware item - available at your local hardware
store
★
★
DK668004AV
DK668005AV
DK668006AV
DK668007AV
1
1
1
1
1
1
www.campbellhausfeld.com
29
Page 30

Operating Instructions and Replacement Parts Manual
For Replacement Parts or Technical Assistance, Call 1-800-746-5641
Please provide following information: Address any correspondence to:
- Model number Campbell Hausfeld
- Serial number (if any) Attn: Customer Service
- Part description and number as shown in parts list 100 Mundy Memorial Drive
Mt. Juliet, TN 37122 U.S.A.
1
7
3
14
5
4
6
8
26
15
16
17
18
19
25
20
21
28
22
13
9
11
10
2
29
30
12
13
19 24
3
23
27
Figure 14 - Power Components Assembly - GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
www.campbellhausfeld.com
30
Page 31

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Power Components Assembly Replacement Parts List
Ref.
No. Description Part Number Qty.
1 Honda GX390 engine NG003900AV 1
2 Sincro alternator head see page 35 1
3 Air compressor pump with flywheel HS7101 1
4 Hex bolt, 3/8-16 x 1.75 inch
5 3/8 inch Flat washer
6 Engine tensioner plate GW010211AD 1
7 3/8 - 16 Stover locknut
8 Hex bolt, 7/16 - 14 x 1.50 inch
9 Pump tensioner plate GW010210AD 1
10 Hex bolt, 1/4 - 20 x 3.00 inch
11 Flat washer, 1/4 inch x 0.050 inch
12 Hex bolt, 3/8 - 16 UNC x 1.00 inch, Grade 8
13 Hex washer head bolt, 1/4 - 20 x 3/4 inch
14 Rivet nut, 1/4 - 20 UNC, 0.580 L MJ105205AV 3
15 Inside belt guard GW010106KK 1
16 Flat idler pulley - 3.00 inch O.D. - 0.380 I.D. MJ117503AV 1
17 3/8 inch Lock washer
18 Hex head bolt, 3/8 - 16 x 3.00 inch
19 Micro-V pulley - 5 inch O.D. GW010290AD 2
20 Multi-V belt k-sect 38.15 O.D. x 6 ribs (Gates# K060374)
21 Pulley - 6.45 inch O.D., V-Belt Taper MJ117511AV 1
22 V-belt (Gates# A87 - 1/2 inch x 89 inch) MJ117008AV 1
23 Outside belt guard GW010136KK 1
24 Bushing,1210 Taper-lock, 24mm I.D. MJ117506AV 1
25 Bushing,1210 Taper-lock,1.00 inch I.D. MJ117507AV 1
26 7/16 inch Flat washer
27 Rivet nut, 1/4 - 20 UNC, 0.70 L MJ105207AV 15
28 Bushing - H1 Taper MJ110211AV 1
29 3/8 inch Flat washer
30 3/8 Flange nut
-- Not available
★
Standard hardware item - available at your local hardware store
★
★
★
★
★
★
★
★
★
★
★
★
★
★
1
3
7
4
2
2
4
7
3
1
1
4
2
2
www.campbellhausfeld.com
31
Page 32

Operating Instructions and Replacement Parts Manual
For Replacement Parts or Technical Assistance, Call 1-800-746-5641
Please provide following information: Address any correspondence to:
- Model number Campbell Hausfeld
- Serial number (if any) Attn: Customer Service
- Part description and number as shown in parts list 100 Mundy Memorial Drive
Mt. Juliet, TN 37122 U.S.A.
21
16
2
13
12
11
3
27
14
9
10
8
15
7
20
18
4
5
23
6
1
26
25
17
19
Figure 15 - User Control Assembly
www.campbellhausfeld.com
32
22
Page 33

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
User Control Assembly Replacement Parts List
Ref.
No. Description Part Number Qty.
1 Control panel with rivet nuts GW010437SJ 1
2 Control panel top painted GW010427KK 1
3 GFCI Circuit breaker cover GN051022AV 1
4 GFCI Circuit breaker - 30A GN051042AV 1
5 Cover plate - GFCI GN051024KK 1
6 Twist lock cover GN051020AV 1
7 Twistlock receptacle: 120V - 250V / 30A GW004292AV 1
8 Pan head screw, #8 - 32 x 1/2
9 Duplex receptacle cover GN051021AV 2
10 Duplex receptacle: 120V, 20A GN003403AV 2
11 Pan head screw, #6 - 32 x 3/8 inch
12 Thermal circuit protector, 20A GN051041AV 2
13 Toggle switch DPDT ON/ON GW004258AV 1
14 Toggle switch ON/OFF PM351124AV 1
15 Fuse holder housing HV010201AV 1
Fuse, 15A slow blow (not shown)
16 Rivet nut, 1/4 - 20 UNC, 0.580 L MJ105205AV 5
17 Pan head screw, #8 - 32 x 3/4 inch
18 Circuit board post, #6 - 32, female
19 Pan head screw, #6 - 32 x 1/4 inch
20 Idle control board GW005068AV 1
21 Pan head screw,1/4 - 20 x 3/4 inch
22 Hex washer head bolt, 1/4 - 20 x 3/4 inch
23 Hex nylok nut, #8 - 32 (not shown)
24 Honda Charging System Rectifier - 3 Amp
[Honda P/N: 31700-124-008] (Not Shown) Contact Honda for this part 1
25 Rectifier, idle control GN006651AV 1
26 #8 Internal / external tooth lock washer MJ105715AV 1
27 Toggle Switch SPST OFF - (ON) (momentary) GW004259AV 1
Transformer (GR3100 only, not shown) GW005056SJ 1
Complete control panel assembly [wired] with 1/4 inch tube, FEP (MJ115022AV) GW010438SJ
-- Not available
★
Standard hardware item - available at your local hardware store
★
★
★
★
★
★
★
★
★
2
8
1
2
4
4
7
7
4
www.campbellhausfeld.com
33
Page 34

Operating Instructions and Replacement Parts Manual
For Replacement Parts or Technical Assistance, Call 1-800-746-5641
Please provide following information: Address any correspondence to:
- Model number Campbell Hausfeld
- Serial number (if any) Attn: Customer Service
- Part description and number as shown in parts list 100 Mundy Memorial Drive
Mt. Juliet, TN 37122 U.S.A.
24
23
21
20
19
25
26
11
13
22
10
18
2
16
17
13
3
12
8
15
4
5
7
6
1
14
9
Figure 16 - Alternator Assembly (GW004996AV Shown)
www.campbellhausfeld.com
34
Page 35

▲
▲
▲
▲
▲
▲
▲
▲
▲
▲
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Alternator Assembly Replacement Parts List
Ref.
No. Description Part Number Qty.
1 GR2100, GR2200, GR2300 - Sincro alternator head; 5.2 kVA, 120 / 240V, 60 Hz,
12V aux, 24mm shaft with key (not shown) GW005010AV 1
GR3100, GR3200, GR3300 - Sincro alternator head; 5.5 kVA / 240A DC,
120 / 240V, 60Hz, 12V aux, 24mm shaft with key GW004996AV 1
2 Welding rectifier bridge GW001057SV 1
3 Thermal protection GW001058SV 1
4 Slip ring GW001059SV 1
5 Slip ring cover GW001060SV 1
6 Single phase rectifier bridge GW001061SV 2
7 Varistor GW001062SV 1
8 Brush holder and brushes GW001063SV 1
9
10
11
12
13
14
15
16
17
18 Top cover GW001002SV 1
19 Commutator, output GW001045SV 1
20 Range selector (3 positions) GW001064SV 1
21 Commutator knob WC400401AV 1
22 Dinse socket, 400A GW001065SV 2
23 Ground clamp WC100101AV ■ ● 1
24 Electrode holder, 300A WC200250AV ■ ● 1
25 Dinse welding terminal (male), 400A GW000231AV ■ ● 2
26 Welding cable (see chart on page 9)
27 GR2100, GR2200, GR2300 Capacitor, 35mf, 450V (not shown) GW001016SV 1
28 GR2100, GR2200, GR2300 Diode, suppressor, capacitor, 2 each (not shown) GN002337SJ 1
REPAIR KITS AND ACCESSORIES
▲
■
●
Sincro rear cover with decal and circuit breaker hole added GW004997SJ 1
Thermal push button circuit breaker, 4A GN051046AV 1
Sincro cover plug GN002329SV 1
Phillips head screw, M6 - 1.0 x 10mm
Phillips head screw, M5 - 0.08 x 10mm
Stud, M8 - 1.25 x 30mm GN002313SV 4
Alternator fan GW001020SV 1
Nyloc nut, M8 - 1.25
Air outlet guard GN002310SV 2
★
★
★
■ ● ★
Dinse Terminals Kit (contains 2 terminals) GW000232AJ
25 foot, 2 GA. Weld cable set (includes items 23, 24, 25, 26) GW000325AJ
50 foot, 2 GA. Weld cable set (includes items 23, 24, 25, 26) GW000350AJ
4
8
5
1
--
★
Not available
Common item for both alternators (GW005010AV and GW004996AV)
Standard hardware item - available at your local hardware store
www.campbellhausfeld.com
35
Page 36

Operating Instructions and Replacement Parts Manual
For Replacement Parts or Technical Assistance, Call 1-800-746-5641
Please provide following information: Address any correspondence to:
- Model number Campbell Hausfeld
- Serial number (if any) Attn: Customer Service
- Part description and number as shown in parts list 100 Mundy Memorial Drive
Mt. Juliet, TN 37122 U.S.A.
11
56
9
10
12
30
13
40
38
37
14
8
7
6
5
42
43
45
46
57
15
16
28
17
44
31
32
33
18
11
24
22
23
25
26
29
4
3
35
2
36
1
50
27
17
52
19
10
20
21
Figure 17 - Air Compressor Pump
www.campbellhausfeld.com
36
41
39
47
48
34
49
51
53
54
55
Page 37

Air Compressor Pump Replacement Parts List
✤
✤
★ ✤
★
✤
✤
✤
✤
✤
●
●
●
◆
◆
◆ ▼
▲
▲
▲
▼
▲
✖
✖
▼
■
✤
■
▲
■
●
◆
▼
✖
★
✤
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Ref.
No. Description Part Number Qty.
1 1/4 inch NPT Drain plug
2 Oil level gauge
3 Oil level gauge o-ring ◆ ▼
4 Crankcase
5 Flywheel
6 Flat washer ▲ ✤ 1
7 Lock washer ▲ ✤ 1
8 Bolt, M12 ▲ ✤ 1
9 Hex Capscrew, M10x80
10 Spring washer, M10
11 Intercooler fi tting without tapped
hole HS050053AV 2
12 Cylinder head (low pressure) HS050054AV
13 Head gasket (LP)
14 Valve plate assembly
15 Valve plate - cylinder gasket (LP)★
16 Cylinder (LP) HS050065AV 1
17 Cylinder-crankcase gasket
18 Intercooler assembly with
fl are nuts HS050066AV 1
19 Hex bolt, M10x65
20 Cylinder head (high pressure) HS050076AV 1
21 Head gasket (HP)
22 Valve plate assembly (HP)
23 Valve plate - cylinder gasket
(HP)
24 Cylinder (HP) HS050077AV 1
25 Nut
26 Spring washer
27 Stud bolt
28 Fill plug
29 Fill plug o-ring
30 Oil seal HS050042AV ◆
31 Compression ring
32 Compression ring
33 Oil ring
34 Piston
35 Wrist pin
36 Retainer clip
37 Key
38 Ball bearing -- 1
39 Dipper ★
40 Lock washer ★
◆
◆ ▼
◆
■
✤
✤
✤
●
●
●
✤
✤
✤
◆ ✖
◆ ✖
■
1
1
1
1
1
4
8
1
1
1
1
2
4
1
1
1
8
8
8
1
1
1
1
1
2
1
1
2
1
1
1
Ref.
No. Description Part Number Qty.
41 Dipper retaining screw, M4x10 ★
42 Wrist pin
43 Connecting rod
44 Compression ring
45 Oil ring
46 Piston
47 Crankshaft -- 1
48 Connecting rod (HP)
49 Ball bearing -- 1
50 Rear bearing plate
51 Bearing cap gasket
52 Breather assembly HS050070AV 1
53 Bearing cap
54 Copper washer
55 Bolt
56 Air fi lter assembly FP050056AV 1
57 Beltguard bracket HS050059AV 1
58 Air fi lter element (not shown) ST073903AV 1
REPAIR KITS AND ACCESSORIES
▲
Flywheel bolt kit DP500040AV
■
Flywheel with key HS050041AV
●
Valve plate kit (HP) HS050075AV
◆
Crankcase assembly with oil
seal, oil level gauge, drain plug,
and fi ll plug HS050044AV
▼
Oil level gauge with o-ring DP400045AV
✖
Oil cap with o-ring DP500046AV
★
High pressure connecting rod
assembly with dipper HS050047AV
✤
Assembly fastener set HS050069AV
Low pressure connecting rod
assembly with dipper HS050048AV
Bearing cap with baffl e HS050050AV
Piston ring kit (LP) HS050060AV
Piston set (LP) HS050061AV
Piston set (HP) HS050062AV
Piston ring kit (HP) HS050063AV
Valve plate kit (LP) HS050064AV
Gasket, oil seal and o-ring
kit (except valve plate to
plate gasket) HS050068AV
-- Not available
★
✤
✤
1
1
1
3
1
1
1
1
1
1
1
1
www.campbellhausfeld.com
37
Page 38

Operating Instructions and Replacement Parts Manual
REGISTER YOUR PRODUCT ONLINE NOW!
http://reg.ch-commercial.com
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Limited Warranty
1. DURATION: The manufacturer warrants that it will repair, at no charge for parts or labor, the following Campbell Hausfeld
products proven defective in material or workmanship, during the following time period(s) after date of original retail purchase:
For 3 Years: The Engine Driven Welder Generator, Welder Transformer and Rectifier (excluding clamps, welding gun, electrode
holder, cables, or accessories)
For 1 Year: The compressor pump
For 90 Days: The Welding Clamps, Electrode Holder, Accessories, and Welding Cables (as applicable)
2. WHO GIVES THIS WARRANTY (WARRANTOR): Campbell Hausfeld / Scott Fetzer Company, 100 Mundy Memorial Drive,
Mount Juliet, Tennessee, 37122, Telephone: (800) 746-5641
3. WHO RECEIVES THIS WARRANTY (PURCHASER): The original purchaser (other than for purposes of resale) of the Campbell
Hausfeld product.
4. WHAT IS COVERED UNDER THIS WARRANTY: Substantial defects in material and workmanship which occur within the duration
of the warranty period with the exceptions noted below.
5. WHAT IS NOT COVERED UNDER THIS WARRANTY:
A. Implied warranties, including those of merchantability and FITNESS FOR A PARTICULAR PURPOSE ARE LIMITED
IN DURATION TO THIS EXPRESS WARRANTY. After this period, all risks of loss, from whatever reason, shall be on the
purchaser. Some States do not allow limitation on how long an implied warranty lasts, so the above limitations may not
apply to you.
B. ANY INCIDENTAL, INDIRECT, OR CONSEQUENTIAL LOSS, DAMAGE, OR EXPENSE THAT MAY RESULT FROM ANY
DEFECT, FAILURE, OR MALFUNCTION OF THE CAMPBELL HAUSFELD PRODUCT. Some States do not allow limitations
on how long an implied warranty lasts, so above limitations may not apply to you.
C. Any failure that results from accident, purchaser’s abuse, neglect or failure to operate products in accordance with
instructions provided in the owner’s manual(s) supplied with product.
D. Pre-delivery service, e.g. assembly, oil or lubricants, and adjustment.
E. Items or service that are normally required to maintain the product, e.g. lubricants, filters and gaskets, etc.
F. Gasoline engine components are expressly excluded from coverage under this limited warranty. Such components should
be returned by the purchaser to the original manufacturer or to its authorized repair stations for service.
G. Additional items not covered under this warranty:
1. Any component damaged in shipment or any failure caused by installing or operating unit under conditions not in
accordance with installation and operation guidelines or damaged by contact with tools or surroundings.
2. Pump or valve failure caused by rain, excessive humidity, corrosive environments or other contaminants.
3. Cosmetic defects that do not interfere with functionality.
4. Rusted tanks, including but not limited to rust due to improper drainage or corrosive environments.
5. Check valves and pressure switches after the first year of ownership.
6. Drain cocks.
7. Other items not listed but considered general wear parts. In addition, this warranty does not extend to any damage
caused by the untimely replacement or maintenance of any aforementioned wear parts.
8. Pressure switches, air governors and safety valves modified from factory settings.
9. Pump wear or valve damage caused by using oil not specified.
10. Pump wear or valve damage caused by any oil contamination or by failure to follow proper oil maintenance guidelines.
11. Belts.
12. Ring wear or valve damage from inadequate filter maintenance.
13. Manually adjusted load/unload and throttle control devices.
6. RESPONSIBILITIES OF WARRANTOR UNDER THIS WARRANTY: Repair or replace, at Warrantor’s option, products or components
which have failed within the duration of the specific warranty period.
7. RESPONSIBILITIES OF PURCHASER UNDER THIS WARRANTY:
A. Please call 800-746-5641 for warranty assistance.
B. Provide dated proof of purchase and maintenance records.
C. All products must be delivered or shipped to the nearest Campbell Hausfeld Authorized Service Center. Freight costs, if any,
must be borne by the purchaser.
D. Use reasonable care in the operation and maintenance of the products as described in the owner’s manual(s).
8. WHEN WARRANTOR WILL PERFORM REPAIR OR REPLACEMENT UNDER THIS WARRANTY:
Repair or replacement will be scheduled and serviced according to the normal work flow at the servicing location, and
depending on the availability of replacement parts.
This Limited Warranty gives you specific legal rights and you may also have other rights which vary from state to state.
www.campbellhausfeld.com
38
Page 39

Manual de Instrucciones y Lista de Piezas
GR2100, GR2200, GR2300
GR3100, GR3200, GR3300
Índice
Descripción. . . . . . . . . . . . . . . . . . . . . . .Sp1
Desempaque. . . . . . . . . . . . . . . . . . . . . .Sp2
Medidas de Seguridad . . . . . . . . . . . . .Sp2
Símbolos de Seguridad. . . . . . . . . . . . .Sp2
Importantes Instrucciones
de Seguridad. . . . . . . . . . . . . . . . Sp2 - Sp5
Glosario . . . . . . . . . . . . . . . . . . . . . . . . . .Sp6
Pre-Operación . . . . . . . . . . . . . . Sp7 - Sp9
Operación del generador. . . . . . . . . .Sp10
Operación de la soldadora. . . . . . . . .Sp12
Operación del compresor . . Sp12 - Sp13
Mantenimiento . . . . . . . . . . . Sp13 - Sp14
Almacenamiento . . . . . . . . . . . . . .Sp14
Instrucciones para soldar . . Sp14 - Sp17
Guía de Diagnostico
de Avería . . . . . . . . . . . . . . . . . Sp18 - Sp19
General. . . . . . . . . . . . . . . . . . . . . . .Sp18
Generador . . . . . . . . . . . . . . . . . . . .Sp18
Soldador. . . . . . . . . . . . . . . . . . . . . .Sp19
Soldaduras. . . . . . . . . . . . . . . . . . . .Sp19
Esquema eléctrico. . . . . . . . . Sp22 - Sp25
Lista de piezas de
repuesto. . . . . . . . . . . . . . . . . . Sp26 - Sp37
Garantía . . . . . . . . . . . . . . . . . . . . . . . . .Sp38
Advertencia sobre
el aire respirable
Este compresor/cabezal no viene listo
de fábrica para suministrarle aire
respirable. Antes de utilizarlos con
este fi n, deberá instalarle un sistema
de seguridad y alarma incorporado
a la línea. Este sistema adicional es
necesario para fi ltrar y purifi car el aire
adecuadamente, para cumplir con
las especifi caciones mínimas sobre
aire respirable de Grado D descritas
en la Especifi cación de Productos
G 7.1 - 1966 de la Asociación de Aire
Compri-mido. Igualmente, deberá
cumplir los requisitos establecidos
por el Artículo 29 CFR 1910. 134 de
la Organización norteamericana
OSHA y/o la Canadian Standards
Associations (CSA).
RENUNCIA A LAS GARANTIAS
Si el compresor se utiliza para
producir aire respirable SIN haberle
instalado el sistema de seguridad y
alarma, todas la garantías se anularán
y Campbell Hausfeld no asumirá
NINGUNA responsabilidad por
pérdidas, heridas personales o daños.
Descripción
Estas unidades son de energía móvil que pueden suministrar soluciones para los
lugares de trabajo fuera del taller y en ubicaciones remotas sin energía eléctrica.
Las GR3100, GR3200 y GR3300 puede ser utilizada como un generador, maquina de
soldar o compresor de aire. Las GR2100, GR3200 y GR3300 sólo se puede utilizarse
como un generador y compresor de aire. Impulsada por un motor de cuatro tiempos
con refrigeración por aire, este equipo está diseñado para funcionar a máximas RPM
cuando existe demanda de aire o energía eléctrica. Cuando no existe demanda de
energía, la unidad pasa al modo de marcha mínima para ahorrar combustible. Esta
unidad ofrece características de protección tales como; apagado automático cuando
el nivel de aceite es bajo para proteger el motor y el alternador termostáticamente
protegido.
El compresor de aire suministra el aire comprimido para accionar las herramientas
neumáticas y operar las pistolas de aspersión. Los modelos GR2100 y GR3100 están
equipados con tanques gemelos de aire de 5 galones (18.92 L). Los modelos GR2200 y
GR3200 están equipados con un tanque de aire de 30 galones (113.57 L). Los modelos
GR2300 y GR3300 están equipados con un tanque acumulador de aire de 2 galones
(7.57 L), que se conecta a un tanque remoto (no incluido). La bomba es de lubricación
por aceite; por lo tanto, una pequeña cantidad de aceite transferido se encuentra
presente en la corriente de aire. NOTA: Las aplicaciones que requieren de aire libre de
aceite o de agua deben tener los filtros adjuntos adecuadamente instalados.
El generador cuenta con un motor Honda GX390, y desarrolla una potencia de 5,000
watts continuos y 6,000 de pico de tensión.
El sistema de soldadura está diseñado para soldar en el método de electrodo revestido
(SMAW, por sus siglas en inglés). La máquina de soldar de 200 amp CD para soldadura
con electrodo revestido puede soldar acero de 12,7 mm (1/2 pulg.).
Ciclo de trabajo 150A @ 100% CD, 180A @ 65% CD, 200A @ 50% CD.
No. de Serie:
No. del Modelo:
Fecha de Compra:
GUARDE ESTOS INFORMACIÓN PARA REFERENCIA EN EL FUTURO
IN975100AV 9/13© 2013 Campbell Hausfeld/Scott Fetzer
Page 40

Manual de Instrucciones y Lista de Piezas
Sírvase leer y guardar estas instrucciones.Lea con cuidado antes de tratar de armar, instalar,
Medidas de Seguridad
Este manual contiene información
manejar o darle servicio al producto descrito en este manual. Protéjase Ud. y a los demás
observando todas las reglas de seguridad. El no seguir las instrucciones podría resultar en
heridas y/o daños a su propiedad. Guarde este manual como referencia.
que es muy importante que sepa
y comprenda. Esta información se
la suministramos como medida
de SEGURIDAD y para EVITAR
PROBLEMAS CON EL EQUIPO. Debe
reconocer los siguientes símbolos.
Peligro indica
una situación
inminentemente peligrosa, que si no se
evita, dará como resultado la muerte o
lesiones graves.
Advertencia indica
una situación
potencialmente peligrosa, que si no se evita,
PODRÍA ocasionar la muerte o lesiones
graves.
Precaución indica
una situación
potencialmente peligrosa, que si no se evita,
PUEDE dar como resultado lesiones leves o
moderadas.
Aviso indica
una información
importante, que de no seguirla, le podría
ocasionar daños al equipo.
IMPORTANTE: información que
requiere atención especial.
Símbolos de Seguridad
Desempaque
Después de desempacar la unidad, inspeccione cuidadosamente cualquier daño que
pudiera haber ocurrido durante el transporte Asegúrese de apretar los accesorios,
tuercas etc., antes de poner la unidad en funcionamiento. Reporte cualquier pieza
extraviada llamando al 1-800-746-5641.
No opere la unidad si se encuentra dañada a causa del envío, manejo o
lesiones o daños a la propiedad.
Importantes Instrucciones de Seguridad
Este manual contiene información sobre seguridad, funcionamiento y mantenimiento.
Si tiene preguntas, llame al 1-800-746-5641 para obtener asistencia al cliente.
Recordatorio: ¡Guarde su comprobante de compra con fecha para fines de la garantía!
Adjúntela a este manual o archívela en lugar seguro.
PROPOSICIÓN 65 DE CALIFORNIA
Este producto contiene y/o produce residuos químicos,
conoce que causa cáncer y defectos de nacimiento entre otros daños reproductivos.
EMISIONES
Los motores que se encuentran
regulación EPA de los Estados Unidos para pequeños equipos
todo terreno (SORE, por sus siglas en ingles) pueden operar con
gasolina sin plomo y pueden incluir los siguientes sistemas de
control de las emisiones: (EM, por su sigla en inglés) Modifi cación
de motor y Catalizador de tres vías (TWC, por sus siglas en ingles)
si se encuentra instalado.
Los siguientes símbolos de seguridad
aparecen a lo largo de este manual para
advertirle de importantes peligros y
precauciones de seguridad.
El uso del generador en interiores puede CAUSARLE LESIONES
monóxido de carbono. Este es un gas venenoso que no puede ver ni oler.
◆ NUNCA la utilice dentro de una casa o cochera, INCLUSO SI las puertas y las
ventanas se encuentran abiertas.
MANUAL
◆ Utilícela únicamente en EXTERIORES y lejos de ventanas, puertas y ventiladores
INFORMACIONES GENERALES DE SEGURIDAD
Utilice una
mascara y
protección
para los ojos
Primero, lea
el manual
Utilice
protección
para los ojos
y oídos
◆ Antes de realizar mantenimientos o iniciar el funcionamiento a cualquier
unidad, lea y comprenda las instrucciones. El no seguir las instrucciones
o precauciones de seguridad puede ser causa para que el equipo se dañe
o sucedan lesiones personales o mortales. Las instrucciones del motor
para estas unidades se encuentran en un manual por separado. Conserve
todos los manuales para referencia futura.
Riesgo de
explosión
Riesgo de
electrocución
Riesgo de
expulsión de
fragmentos
◆ Utilice lentes de seguridad así como protección auditiva cuando ponga
en funcionamiento la unidad.
Nuncaopere esta unidad en una atmósfera explosiva,
◆ Nunca utilice esta unidad en cualquier otra aplicación que no sea la
especificada por el fabricante. Nunca opere esta unidad bajo condiciones
Riesgo de
rayos de luz
Riesgo de
partes
calientes
Riesgo de
incendio
que no han sido aprobadas por el fabricante. Nunca intente modificar
esta unidad para que desarrolle trabajos que no han sido contemplados por el
fabricante.
◆ Si el equipo comienza a vibrar de manera inusual, PARE el motor/máquina y
revise inmediatamente la causa. La vibración es generalmente una advertencia de
problemas.
Riesgo de
humos
Riesgo de
magnetismo
Riesgo de
presión
◆ Para realizar mantenimiento y reparaciones, utilice únicamente los productos y
repuestos recomendados por el fabricante.
funcionamiento. El daño puede resultar en alguna explosión y causar
incluyendo plomo, lo cual en el estado de California se
certifi cados para cumplir con la
FATALES EN MINUTOS. Las emisiones del generador contienen
MANUAL
inflamable y/o con combustible.
Sp2
Page 41

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Importantes Instrucciones de Seguridad (Continuación)
◆ Comprobar que la unidad se encuentra adecuadamente
conectada a una tierra externa antes de iniciar la operación.
Revise la sección titulada "Conexión a tierra" en la página 7
para los procedimientos de conexión a tierra adecuados.
◆ Verifique que la unidad es operada únicamente por personal
que ha leído y entendido estas instrucciones.
◆ Comprobar que la unidad está colocada o montada sobre
una superficie nivelada y plana antes y durante la operación.
La unidad no debe deslizarse o moverse durante su
funcionamiento.
◆ Mantenga a las personas alejadas de la unidad cuando se
encuentra en funcionamiento.
◆ NUNCA permita que haya niños en el área de trabajo.
◆ No permita que el personal utilice ropa floja o joyería para
encender u operar la unidad. La ropa floja o la joyería pueden
enredarse en los componentes en movimiento, causando
daños al equipo y/o lesiones personales.
◆ Mantenga las personas lejos de las piezas en movimiento o
que se calientan durante la operación.
◆ Utilice únicamente gasolina sin plomo. No rellene el
tanque de combustible mientras el motor se encuentra en
funcionamiento Tome las medidas preventivas para evitar el
derrame del combustible durante las recargas. Comprobar que
el tapón del tanque de combustible se encuentra firmemente
en su lugar antes de encender el motor. Limpie cualquier
derrame de combustible antes de encender el motor. Permita
que el motor se enfríe por lo menos durante dos minutos antes
de aplicar volver a cargar combustible. No agregue combustible
cuando se encuentra fumando o si la unidad se encuentra cerca
de chispas o llamas. Evite que el tanque de combustible rebose
dejando espacio suficiente para que el combustible se expanda.
Siempre mantenga la punta en contacto con el tanque durante
la recarga. Nunca cargue combustible a la unidad en interiores.
El incumplimiento de estas instrucciones puede resultar en
lesiones serias o mortales.
◆ Para reducir el riesgo de incendio, mantenga el exterior de la
máquina/motor limpios de aceite, solvente o grasa excesiva.
Nunca mezcle aceite con gasolina en este
motor. Este es un motor de cuatro tiempos
diseñado para trabajar únicamente con gasolina. El aceite se utiliza
sólo para lubricación del motor.
◆ Toda la instalación, mantenimiento, reparación y operación
de este equipo debe realizarse por personal calificado de
forma exclusiva y de acuerdo con los reglamentos nacionales,
estatales y locales.
◆ Verifique que todos los componentes de la unidad se
encuentran limpios y en buenas condiciones antes de inicial
operación. Verifique que todo el aislamiento de los cables,
porta electrodos y líneas de energía no están dañados.
Inspeccione que el sistema del compresor de aire, tanque
de combustible y componentes eléctricos no presentan
signos de daño, deterioro, debilidad o fuga. Siempre repare
o sustituya los componentes dañados antes de operar la
unidad Mantener los paneles, protecciones, etc. siempre en
su lugar cuando esté en funcionamiento.
◆ Verifique todos los tornillos en intervalos frecuentes para
asegurar un apriete adecuado.
◆ Siempre opere la unidad en un área limpia, seca y bien
ventilada. No opere la unidad en áreas húmedas, mojadas,
lluviosas o poco ventiladas.
◆ Siempre apague el equipo antes de mover la unidad.
◆ No utilice ninguna parte de la unidad como área de trabajo.
◆ No interfiera con el ajuste del gobernador del motor. El
exceso de velocidad en la unidad reduce severamente la vida
útil del motor y puede ser bastante perjudicial.
Apague el motor y desconecte el cable de la
bujía antes de realizar cualquier reparación
o mantenimiento la unidad.
SEGURIDAD DEL GENERADOR
◆ Verifique que todos los dispositivos eléctricos se encuentran
apagados antes de conectarlos a la unidad.
◆ Verifique que todas las herramientas y aparatos se
encuentran en buenas condiciones y que estén conectados a
tierra como corresponde. Utilice aparatos que tienen cables
de alimentación de tres clavijas. Si se emplea una extensión
de cable, verifique que tenga tres clavijas para conectarlo a
tierra correctamente.
◆ Esta unidad puede ser utilizada para servicio auxiliar de
emergencia. Para esos casos, se debe instalar un interruptor
de transferencia manual entre el medidor del servicio
eléctrico y la caja de distribución eléctrica. Este interruptor
deberá ser instalado por un electricista certificado.
SEGURIDAD DEL SOLDADOR
Siempre tenga un extintor de
incendios la manomientras lleva
a cabo operaciones de soldadura por arco.
¡El uso inadecuado de las
máquinas de soldar por arco puede
causar un choque eléctrico, lesiones y daños mortales!
Lleve a cabo todas las precauciones descritas en este
manual para reducir la posibilidad de choque eléctrico.
◆ Siempre utilice ropa protectora seca y guantes de soldador,
además de calzado aislado.
◆ Verifique que las piezas de trabajo se encuentran
adecuadamente apoyadas y conectadas a tierra antes de
iniciar cualquier operación de soldadura por arco.
◆ El cable para soldar debe extenderse para evitar el
sobrecalentamiento y daños en el aislante.
Apague el motor y desconecte la chispa
Nunca sumerja el electrodo o el porta electrodo
en agua. ¡Si la unidad se moja por cualquier razón, corrobore con
seguridad que se encuentra completamente limpia y seca antes de
intentar utilizarla!
◆ Siempre conecte el cable de trabajo primero.
◆ Verifique que la pieza de trabajo se encuentra conectada a
tierra como corresponde.
◆ Siempre apague la unidad cuando no se utilice y retire el
electrodo del porta electrodos.
◆ Nunca permita que ninguna parte del cuerpo toque el
electrodo y la conexión a tierra o la pieza conectada a tierra al
mismo tiempo.
Sp3
Page 42

Manual de Instrucciones y Lista de Piezas
Section Head (Continued)
Importantes Instrucciones de Seguridad (Continuación)
◆ Las condiciones y posiciones de soldadura inadecuadas
pueden ser eléctricamente peligrosas. Cuando se agache,
arrodillé o se encuentre elevado, verifique el aislamiento de
todas las partes conductoras de electricidad, lleve ropa de
protección adecuada y tome las precauciones necesarias para
evitar lesiones causadas por caídas.
◆ Nunca intente utilizar el equipo con configuraciones o
ciclos de trabajo más altos que aquellos especificados en las
etiquetas del equipo.
◆ Nunca utilice una soldadora por arco eléctrico para
descongelar tuberías.
Las chispas y el metal caliente
pueden causar lesiones. Conforme
la soldadura se enfría, la escoria puede salir expulsada.
Tome todas las precauciones descritas en este manual
para reducir la posibilidad de lesiones causadas por
chispas que saltan y el metal caliente.
◆ Utilice una careta o lentes de seguridad con protección
lateral que cumplan con la norma ANSI cuando despostille o
esmerile piezas de metal.
◆ Utilice tapones auditivos cuando se encuentre soldando
por encima de la cabeza para evitar que las salpicaduras o la
escoria caigan dentro de los oídos.
Las operaciones de soldadura
eléctrica por arco producen una
intensa luz, calor y rayos ultravioleta (UV). La intensa luz
y rayos UV pueden causar lesiones a los ojos y la piel. Tomar
todas las precauciones descritas en este manual para
reducir las posibilidades de lesiones en los ojos y la piel.
◆ Todas las personas que se encuentren operando este
equipo o en el área mientras el equipo se encuentra en
uso, deben utilizar equipo de protección para soldadura:
casco de soldadura o careta con una sombra mínima de 10,
ropa resistente a las llamas, guantes de cuero para soldar y
protección total para los pies.
Nunca observe el trabajo de soldadura sin la
protección para los ojos antes mencionada.
Nunca utilice lentes con un filtro de sombra que se encuentra roto,
fisurado o que está marcado con un número inferior al 10. Advierta
a los demás en el área que no miren el arco.
!Los trabajos de soldadura por
arco pueden causar chispas y
calentamiento del metal el cual puede causar quemaduras
severas! Utilice guantes y ropa de protección cuando realice
cualquier trabajo con metales. Tome todas las precauciones
descritas en este manual para reducir la posibilidad de quemaduras en
la vestimenta y la piel.
◆ Verifique que todas las personas en el área de soldadura
están protegidas del calor, chispas y rayos ultravioleta. Utilice
caretas de protección y barras resistentes a las llamas así
como sea necesario.
◆ Nunca toqué las piezas de trabajo hasta que se encuentren
completamente frías.
¡El calor y las chispas producidas
durante el arco eléctrico de la
soldadura y otros trabajos pueden encender y hacer
explotar materiales inflamables! Tome todas las
precauciones descritas en este manual para reducir
la posibilidad de llamas y explosiones.
◆ Retire los objetos con riesgo de incendio del área de
soldadura. Si esto no es posible, cúbralos para prevenir que
las chispas de la soldadura causen un incendio. Las chispas
de la soldadura y materiales calientes de la soldadura pueden
fácilmente pasar a través de pequeñas fisuras y aberturas
en las áreas adyacentes. Evite soldar cerca de las líneas
hidráulicas. Tenga un extintor de incendios disponible a
mano.
◆ Tome las precauciones para asegurarse de que las chispas que
saltan y el calor no causarán llamas en áreas ocultas, fisuras,
detrás de mamparas, etc.
¡Peligro de incendio y explosión!
NO realice soldadura en
contenedores o tuberías que contienen materiales
o gases inflamables/combustibles.
¡La soldadura de contenedores
cilíndricos cerrados, tales como
contenedores y tanques puede ocasionar una explosión si
no son ventilados correctamente! Verifique que cualquier
cilindro o contenedor a ser soldado tiene un orificio de
ventilación adecuado, de tal forma que la expansión de
los gases pueda ser liberada.
No aspire los humos producidos
por los trabajos de soldadura por
arco. Estos humos son peligrosos. Si el área de soldadura
no puede ser ventilada adecuadamente, asegúrese de
utilizar un dispositivo de respiración auxiliar.
◆ Mantenga su cabeza fuera de los humos de la soldadura.
◆ No realice trabajos de soldadura eléctrica por arco sobre
metales galvanizados o recubiertos con cadmio, o que
contengan zinc, mercurio o berilio sin seguir las siguientes
precauciones:
a. Retirar el recubrimiento del metal base.
b. Comprobar que el área de soldadura se encuentra
bien ventilada.
c. Utilizar un respirador auxiliar.
Cuando se calientan estos metales se producen humos
extremadamente tóxicos.
El campo electromagnético que
se genera durante la soldadura
por arco puede interferir con la operación de algunos
dispositivos eléctricos y electrónicos tales como los
marcapasos. Las personas que utilicen estos dispositivos
deben consultar con su médico antes de realizar cualquier operación
de soldadura por arco.
◆ Enrutar el electrodo y los cables de trabajo uniéndolos con
cinta asegurándolos cuando sea posible.
◆ Nunca dar vuelta a los cables de la soldadura por arco
alrededor de su cuerpo.
◆ Colocar siempre el electrodo y cables de trabajo para que se
encuentren del mismo lado de su cuerpo.
◆ La exposición a los campos electromagnéticos durante los
trabajos de soldadura puede tener otros efectos sobre la salud
que no son conocidos.
Siempre verificar que el área de soldadura es
segura y libre de riesgos (chispas, llamas,
metales o escorias al rojo vivo) antes de abandonarla. Compruebe
que el equipo se encuentra apagado y que se ha removido el electrodo.
Compruebe que los cables se encuentran enrollados sin tensiones y fuera
del camino. Compruebe que todos los metales y escorias se han enfriado.
Sp4
Page 43

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Section Head (Continued)
Importantes Instrucciones de Seguridad (Continuación)
SEGURIDAD DEL COMPRESOR
Nunca opere el compresor sin
una protección para la banda.
Los compresores pueden encender automáticamente sin
avisar. Se pueden producir lesiones personales o en la
propiedad mediante el contacto con las partes móviles.
No lleve consigo joyería o vista ropas flojas que
pudieran ser atrapadas por las partes móviles
de la unidad.
Las partes del compresor pueden
estar calientes incluso si la unidad
se encuentra parada. Mantenga los dedos lejos de un
compresor en funcionamiento; el rápido movimiento y
calentamiento de las partes puede causar lesiones y/o
quemaduras.
Nunca retire o intente ajustar la válvula de
seguridad. Mantenga la válvula de seguridad
libre de pintura y otras acumulaciones.
Este compresor se encuentre equipado con
una válvula de seguridad de código ASME con
una regulación de presión de 13,79 bar para compresores de dos fases.
En el caso de que se requiera la sustitución de la válvula de seguridad
con código ASME, la válvula de repuesto deberá ser de las mismas
características de presión y flujo de aire como la válvula original para
proteger a los componentes presurizados de una explosión. Los valores
del flujo y presión se pueden encontrar a la válvula. NUNCA QUITE
Y REEMPLACE ESTA VÁLVULA DE SEGURIDAD CON UN TAPÓN. La
válvula de seguridad en el enfriador del compresor de dos fases no
proporciona un sistema de protección.
La presión de operación máxima es de
12,07 bar para los compresores de dos fases. No
haga funcionar el compresor con un interruptor de presión o válvulas
piloto calibrados a más de 12,07 bar.
¡Nunca intente reparar o
modifi car un tanque! Soldar,
taladrar o cualquier otra modifi cación debilitará el tanque
lo cual resultará en daños a causa de la ruptura o explosión.
Siempre sustituir tanques desgastados o dañados.
◆ El óxido en los tanques causados por la acumulación de
humedad debilita los tanques. Asegurarse de drenar el tanque
regularmente inspeccionando periódicamente cualquier
situación que no sea segura tales como la formación de óxido
y la corrosión.
Drene el líquido del tanque diariamente.
◆ El aire en rápido movimiento remueve el polvo y virutas
las cuales pudieran causar lesiones. Libere el aire
lentamente cuando se encuentre drenando la humedad o
despresurizando el sistema del compresor.
PRECAUCIONES PARA LA ASPERSIÓN
No atomice materiales inflamables
en las cercanías de una llama
o cerca de fuentes de ignición incluyendo la unidad del
compresor.
◆ No fume cuando se encuentre atomizando pintura,
insecticidas u otras sustancias inflamables.
◆ Utilice un visor/respirador cuando se encuentre
atomizando y hágalo en una área bien ventilada
para prevenir riesgos a la salud y de incendio.
◆ No dirija la pintura u otros materiales atomizados
hacia el compresor. Coloque el compresor lejos del área
de atomización tanto como sea posible para evitar la
acumulación del rocío sobre compresor.
Los símbolos de PELIGRO, ADVERTENCIA, PRECAUCIÓN, y
AVISO y las instrucciones en este manual no pueden posiblemente
cubrir todas las condiciones y situaciones posibles que puedan
presentarse. El usuario debe entender que las precauciones y el
sentido común son factores que no pueden incorporarse en este
producto: es el usuario mismo quíen debe contribuirlos.
◆ Cuando se encuentra atomizando o limpiando con solventes
u otras sustancias tóxicas, seguir las instrucciones del
fabricante del químico.
NORMAS DE SEGURIDAD Y LECTURAS RECOMENDADAS
Norma ANSI Z49.1 de la Sociedad Americana de Soldadura, 550
N.W. LeJune Rd. Miami, FL 33126
Normas de seguridad y salud
OSHA 29 CFR 1910, de la Superintendencia de Documentos, EE.UU.
Oficina de Impresiones del Gobierno, Washington, D.C. 20402
Código Nacional Eléctrico
Norma NFPA 70Batterymarch Park, Quincy, MA 02269, de la
Asociación Nacional de Protección contra Incendios, Batterymarch
Park, Quincy, MA 02269
Manejo Adecuado de Gases Comprimidos en Cilindros
CGA Pamphlet P-1, de la Asociación de Gases Comprimidos, 1235
Jefferson Davis Highway, Suite 501, Arlington, VA 22202
Código de Seguridad para Soldadura y Corte
CSA Standard W117.2, de la Asociación de Normas Canadienses,
Normas de Ventas, 178 Rexdale Boulevard, Rexdale, Ontario, Canadá
M9W 1R3
Procesos de Corte y Soldadura
Norma NFPA 51B, de la Asociación Nacional de Protección
Contra Incendios, 1 Battery March Park, P.O. Box 9146, Quincy,
MA 02269-9959.
Practica Ocupacional y Educacional de Protección de la Cara y Ojos
Norma ANSI Z87.1, del Instituto Nacional Americano de Normas,
11 West 42nd Street, New York, NY 10036
Su Salud y la Soldadura por arco: Manual de información para su
salud en el trabajo de soldadura
Asociación Americana para la Salud Industrial, 2700 Prosperity
Avenue, Suite 250, Fairfax, VA 22031-4319.
Procesos de Corte y Soldadura
Norma NFPA 51B de la Asociación de Protección contra Incendios,
1 Battery March Park, P.O. Box 9146, Quincy, MA 02269-9959.
Norma de Información de Riesgos OSHA 29 CFR 1910.1200
Norma General de la Industria OSHA CFR 1910 Subsección Q
de la Administración de Salud y Seguridad Ocupacional,
www.osha.org o contacte a su oficina local OSHA.
Manual de Aplicaciones para la Ecuación Revisada de
Levantamiento NIOSH
Instituto Nacional de Salud y Seguridad Ocupacional (NIOSH,
por sus siglas en inglés), 1600 Clifton Road, Atlanta, GA 30333
Consulte las Hojas de Seguridad de los Materiales (MSDS, por
sus siglas en inglés) y las instrucciones de los metales, electrodos,
revestimientos y limpiadores.
GUARDE ESTAS INSTRUCCIONES –
NO LAS DESECHE
Sp5
Page 44

Manual de Instrucciones y Lista de Piezas
Glosario
Ángulo de trabajo - el ángulo del electrodo con respecto a la
horizontal, se miden ángulos rectos a la línea de soldadura.
Ángulo de trabajo - el ángulo del electrodo en la línea
de soldadura. El cual varía de 5º a 45º dependiendo de las
condiciones de soldadura.
CA o Corriente alterna- la corriente que alterna la dirección
periódicamente. La corriente de sesenta ciclos la cual viaje en
ambas direcciones sesenta veces por segundo.
CD o Corriente directa - la corriente eléctrica que sólo
fluye en una dirección. La polaridad (+ o -) determina en qué
dirección fluye la corriente.
Charco o laguna de soldadura - el volumen de metal
fundido en la soldadura antes de su solidificación como metal
soldado.
Cordón de soldadura - una estrecha capa o capas de metal
depositado en el metal base mientras el electrodo se funde.
El ancho del cordón de soldadura típicamente es el doble del
diámetro del electrodo.
Cráter - un pozo, o la bolsa que se forma así como el arco entra
en contacto con el metal base.
Electrodo - un alambre de material revestido el cual tiene
aproximadamente la misma composición que el metal a ser
soldado.
Escoria - una capa de hollín del fundente que protege la
soldadura de los óxidos y otros contaminantes mientras se
solidifica la soldadura (enfría). La escoria debe ser retirada una
vez que la soldadura se ha enfriado.
Fundente - un revestimiento que cuando se calienta, produce
un gas de protección alrededor del área de soldadura. Este gas
protege a los metales padre de relleno de las impurezas en el
aire.
Junta en T - se realiza colocando el borde de una pieza de metal
en el borde de la otra con un ángulo aproximado de 90º.
Longitud del arco - la distancia de la punta del electrodo al
punto donde el arco hace contacto con la superficie de trabajo.
Metal base - el material a ser soldado.
Penetración - la profundidad en la pieza de trabajo que ha
sido calentada mediante el arco en el proceso de soldadura.
Una buena soldadura alcanza el 100% de penetración, lo cual
significa que todo el espesor de la soldadura de la pieza de
trabajo ha sido calentado y resolidificado. El área afectada por
el calor puede ser fácilmente vista en el lado opuesto de la
soldadura.
Polaridad directa CD - ocurre cuando el porta electrodo
se conecta al polo negativo de la máquina de soldar. Con la
polaridad directa mucho más calor se dirige a la pieza de trabajo
para una mejor penetración en materiales más gruesos.
Polaridad inversa CD - ocurre cuando el porta electrodo se
conecta en lo positivo de la máquina de soldar. La polaridad
inversa dirige mucho más calor para fundir el electrodo en vez
de la pieza de trabajo. Se utiliza el material delgado.
Porosidad - bolsas de gases, o cavidades que se forman
durante la solidificación de la soldadura. Las porosidades
debilitan la soldadura.
Salpicadura - partículas de soldadura lanzadas por la
soldadura la cuales se enfrían y endurecen en la superficie de
trabajo. Las salpicaduras pueden ser minimizadas usando un
espray contra salpicaduras en la pieza de trabajo antes de soldar.
Sobre corte - una condición que resulta del amperaje muy
alto en la soldadura. El amperaje excesivo deja un surco en el
metal base a lo largo de ambas caras del cordón lo cual reduce la
resistencia de la soldadura.
Soldadura de arco de tungsteno (GTAW, por sus siglas
en inglés) - también llamada soldadura TIG, es un proceso de
soldadura donde se utiliza equipo de soldar con un generador
de alta frecuencia. El arco es creado entre un electrodo de
tungsteno no consumible y una pieza de trabajo. Se puede usar
o no usar metal de relleno.
Soldadura de Arco Metálico Protegido (GMAW, por sus
siglas en inglés) - también llamada soldadura MIG la cual es
un proceso de soldadura por medio de una maquina de soldar
con alimentación de alambre. El alambre es sólido y se utiliza
gas inerte para protección.
Soldadura de arco metálico revestido (SMAW, por sus
siglas en inglés) - también llamada de vara, es un proceso de
soldadura que utiliza un electrodo consumible para ayudar en la
formación del arco. La protección se logra mediante la fundición
del revestimiento en el electrodo.
Soldadura en filete - aproximadamente un triángulo en
sección transversal para unir dos superficies en ángulos rectos
en un pliegue, también conocida como unión en T o unión en
esquina.
Soldadura guía - la soldadura que se realiza para sostener
las piezas en la alineación correcta hasta que se efectúa la
soldadura final.
Soldadura por arco de fundente (FCAW, por sus siglas
en inglés) - también llamada soldadura sin gas, la cual es un
proceso de soldadura que utiliza una máquina de soldar con
alimentación de alambre. El alambre para soldar es tubular con
el fundente en el interior para efecto de protección.
Traslape - ocurre cuando el ajuste del amperaje es demasiado
bajo. En esta instancia, el material derretido cae del electrodo
sin fundirse con el metal base.
Unión a tope - la unión de dos miembros alineados
aproximadamente en el mismo plano.
Unión sobrepuesta - una unión entre dos miembros
traslapados en planos paralelos.
Voltaje de circuito abierto (OCV, por sus siglas en
inglés) - el voltaje entre el electrodo y la pinza de trabajo de
la máquina de soldar cuando no hay corriente fluyendo (sin
soldar). El voltaje del circuito abierto OCV determina que tan
rápidamente el arco golpea
Sp6
Page 45

Pre-Operación
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
UBICACIÓN
Seleccione la ubicación adecuada la cual puede incrementar
significativamente el funcionamiento, rentabilidad y vida de la
unidad.
◆ Para mejores resultados, ubique la unidad en un ambiente
limpio y seco. El polvo y la mugre en la unidad retienen la
humedad e incrementan el desgaste de las partes móviles.
124,46
Motor
MODELOS GR2100, GR2300, GR3100 y GR3300MODELOS GR2200 y GR3200
Marco
2,54
◆ Existen orificios de montaje en la parte inferior del marco
abierto para montar de forma permanente la unidad si se
desea. El patrón de los pernos es 38,10 cm (15 pulg.) x
58,42 cm (23 pulg.) y aceptara pernos de 12,7 mm (1/2 pulg.).
◆ Almacena los electrodos en una ubicación limpia y seca con
baja humedad para preservar el recubrimiento fundente.
Protector de la banda
Ø 1,42
4 oricios de montaje para
pernos de 1/2 pulg. (12,7 mm)
Cubierta del manómetro
13,27
38,10
58,35
Marco
24,81 23,83
124,46
Motor
Patas de montaje del marco
27,11
58,42
Protector de la banda
4 oricios de montaje para
pernos de 1/2 pulg. (12,7 mm)
12,7 mm
Ø 1,61
inferior
4 X
2,54
Cubierta del manómetro
32,3047,65
9,46
58,35
45,72
Figura 1 - Diagrama de montaje (NOTA: todas las mediciones son en centímetros, a menos de que se indique lo contrario)
Sp7
Page 46

Manual de Instrucciones y Lista de Piezas
Pre-Operación (Continuación)
LUBRICACIÓN
¡REVISE LOS NIVELES DE ACEITE DEL MOTOR
Siga las instrucciones de lubricación antes de poner en funcionamiento
el compresor.
Y DE LA BOMBA ANTES DE LA OPERACIÓN!
1. El aceite NO se mezcla con la gasolina, sin embargo la
administración adecuada de aceite es necesaria para el
buen funcionamiento de la lubricación del motor. Consulte
el manual del motor para las especificaciones SAE, API y las
cantidades de relleno.
2. Retire el tapón de la bomba de relleno y llene la bomba con
416.98 mililitros (14.1 oz) de aceite. Utilice aceite
completamente sintético para motor o aceite del tipo
Mobil 1
®
10W-30. No utilice aceite regular de motor como
el 10W-30. Los aditivos en el aceite regular pueden causar
depósitos en las válvulas y reducir la vida útil de la bomba.
Para las bombas con mirilla de vidrio, el nivel del aceite
puede ser revisado y mantenido como se muestra en la
Figura 2.
Lleno
Agregar
Figura 2
aceite
INSTALACIÓN DE LA BATERÍA Y CONEXIONES
Esta unidad NO se entrega con batería o cables de batería. Se
debe conectar una batería de 12 volts a la unidad. La batería de
12 volts debe ser cuando menos del número de grupo U. Utilice
cuando menos cables para batería 8 AWG, se debe realizar la
conexión desde el solenoide de arranque en el motor Honda al
fusible en línea de 30 amps y después a la terminal positiva de 12
volts de la batería.
Se debe hacer una conexión desde la terminal negativa de la
batería hacia el tornillo a tierra localizado en el lado izquierdo
del marco. Por favor, consulte los esquemas eléctricos de este
manual. Si tiene alguna pregunta, por favor comuníquese con el
servicio al cliente llamando al 1-800-746-5641.
Todas las garantías del fabricante son nulas si
como se específi ca en este manual.
las conexiones de la batería no se realizan
CONEXIÓN A TIERRA
1. Utilice la terminal a tierra y la tuerca de mariposa en
el marco, para conectar la unidad a una fuente a tierra
adecuada. Apriete firmemente la terminal y un cable a tierra
homologado (no se suministra) a la terminal a tierra en el
marco. Apriete la rondana con la tuerca de mariposa encima
del cable de la terminal.
2. El cable a tierra deberá ser de calibre #8. No utilice cable
con un calibre más alto. Un calibre más alto indica un cable
más delgado, lo cual puede resultar en una línea a tierra
inapropiada.
3. La otra terminal del cable a tierra debe sujetarse a una
fuente a tierra aprobada.
Las siguientes son las fuentes a tierra aprobadas por el Código
Eléctrico Nacional. Otras fuentes de conexión a tierra pueden
ser aceptables. Consulte el Código Eléctrico Nacional y los
reglamentos locales para obtener más información de la fuente
de conexión a tierra. Sin esta seguro de los procedimientos o
reglamentos, consiga la asistencia de un técnico electricista
(licenciado o certificado)
a. Una tubería subterránea de agua de al menos 3,05 m
(10 pies) de longitud
b. Una tubería subterránea no corrosiva de al menos
2,44 m (8 pies) de longitud y 19,1 mm (3/4 pulg.) de
diámetro
c. Una varilla de hierro o acero de al menos 2,44 m (8 pies)
de longitud y 15,9 mm (5/8 pulg.) de diámetro
d. Una varilla no ferrosa de al menos 2,44 m (8 pies) de
longitud, 12,7 mm (1/2 pulg.) de diámetro y aprobada
para conexiones a tierra
Cualquier tubería o varilla utilizada para una conexión a tierra
debe ser enterrada a 2,44 m (8 pies) de profundidad o en una
zanja lo más profunda posible.
TUBERÍA
Los modelos GR2300 y GR3300 incluyen un tanque acumulador
de 2 galones (7.57 L). Antes de operar esta unidad, el tanque
acumulador DEBE conectarse a un tanque remoto. Conecte el
tanque remoto de aire al tanque acumulador con al menos un
cople de 1/2 pulg. (1.27 cm) NPT y/o una manguera de 1/2 pulg.
(1.27 cm) con capacidad de AL MENOS 200 psi. Este tanque
acumulador no debe removerse de la unidad por ninguna causa.
No opere la unidad a menos que el tanque
acumulador se encuentre debidamente
instalado.
Todas las garantías del fabricante serán nulas
si el tanque acumulador de 7.57 L (2 galones)
no cuenta con instalación de tubería y se encuentra conectado como se
específi ca en este manual.
Sp8
Page 47

Pre-Operación (Continuación)
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
ARRANQUE (ver la Figura 3 para una réplica
de la calcomanía de la unidad)
1. Conecte la unidad a una fuente de conexión a tierra
apropiada (vea la sección de conexión a tierra).
2. Desconecte todas las cargas eléctricas de la unidad.
3. Coloque la válvula del descargador en LA POSICIÓN DE
DESCARGADO (la flecha de la calcomanía de la unidad
apunta en dirección de la válvula del descargador).
4. Mueva la palanca de corte del suministro de combustible lo
más lejos posible hacia la derecha para permitir el flujo del
combustible.
5. Con un motor frío, deslice la palanca del estrangulador
hacia la izquierda.
6. Coloque el de funcionamiento (RUN) en posición arriba
(UP).
7. Presionar y mantener presionado el interruptor de
encendido del motor (ENGINE START) y después suéltelo.
8. Mientras el motor se calienta y estabiliza, deslice la palanca
del estrangulador de regreso hacia la izquierda.
9. Ajuste la válvula del descargador en la posición de cargado
(LOADED), de tal manera que la unidad comience a
generar presión.
IMPORTANTE: Después de cada arranque, permita que el
motor trabaje por dos o tres minutos sin cargas. Consulte
siempre manual del propietario con respecto a las instrucciones
de operación.
La velocidad del motor se encuentra calibrada
para suministrar el voltaje de salida adecuado.
Nunca intente modifi car o ajustar la velocidad del motor o el voltaje de
salida.
INTERRUPCIÓN EL MOTOR
Después del arranque inicial, el motor deberá interrumpirse de
acuerdo las instrucciones del fabricante. Consulte el manual del
fabricante para el procedimiento adecuado de interrupción.
INTERRUPCIÓN DEL COMPRESOR
Abra la válvula de purga localizada en la parte inferior del
tanque frontal. Permita que la bomba funcione sin carga
durante 30 minutos. Después de 30 minutos, cierre la válvula de
purga y los tanques se presurizaran nuevamente.
APAGADO
1. Apague y desconecte todos los dispositivos de cargas
eléctricas de la unidad
2. Permita el funcionamiento del motor durante 2-3 minutos
sin cargas eléctricas.
3. Coloque el interruptor de funcionamiento en la posición
(OFF) apagado (hacia abajo).
4. Compruebe que la unidad se ha detenido por completo.
5. Cierre la válvula de suministro de combustible.
6. Permita que la unidad se enfrié antes de instalar cualquier
cubierta o guardar la unidad.
INTERRUPTOR DE APAGADO POR NIVEL BAJO DE ACEITE
Hay un interruptor de apagado por nivel bajo de aceite
equipado para proteger el motor. Cuando el nivel de aceite del
motor cae por debajo de su nivel de operación, el interruptor
de apagado por nivel bajo de aceite provoca que el motor se
pague. Si el nivel del aceite del motor es bajo cuando intenta se
el motor, el interruptor de apagado por nivel bajo de aceite evita
que motor arranque. Si el motor no arranca verifique el nivel de
aceite.
NOTA: Es importante mantener la unidad en una superficie
plana. El interruptor de apagado por nivel bajo de aceite puede
evitar que el motor arranque, incluso si el nivel del aceite es
el suficiente cuando la unidad se encuentra en una superficie
desnivelada.
INSTRUCCIONES DE PUESTA EN MARCHA Y DESCARGA
Unidad de tierra
Interruptor a la
posición de ON
(encendido)
ON (encendido)
Figura 3
Quitar cargas
Sostenga hasta que
el motor arranque
ARRANQUE
ESTRANGULADOR
Mover a descargar Palanca del
combustible a ON
(encendido)
(encendido)
Estrangulador a la
posición OFF
(apagado)
Mueva la carga para
generar presión en PSI
Motor frío - utilice
el estrangulador
ESTRANGULADOR
ON
Lea el
manual del
propietario
Sp9
Page 48

Manual de Instrucciones y Lista de Piezas
Operación del generador
GR3100, GR3200, Y GR3300: EL INTERRUPTOR SELECTOR DEL
RANGO DE CORRIENTE (LOCALIZADO EN LA PARTE SUPERIOR
DERECHA DEL PANEL DE CONTROL DEL ALTERNADOR) DEBE
AJUSTARSE A "180/200 - GEN" (EN LA POSICIÓN DERECHA MÁS
LEJANA) PARA LA OPERACIÓN POR 120VAC Y 240VAC.
1. Todos los dispositivos de carga y los cables de extensión deben
ser de tres clavijas. Consulte la Tabla 2 (página Sp11) para los
requerimientos de los cables de extensión y tamaño de los
cables.
2. Permita el funcionamiento del motor durante 2 - 3 minutos
antes de aplicar cualquier carga eléctrica
3. La clavija dúplex de 120 volts tiene capacidad para corriente
de 20 amps y puede ser usada en cualquier combinación con
cargas de 120 volts e incluso 240 volts mediante las clavijas de
240 volts.
Todas las clavijas son parte de un circuito protegido mediante
un Interruptor de falla de circuito a tierra (GFCI, por sus siglas
en Inglés). El interruptor de falla de circuito a tierra puede
reducir significativamente la posibilidad de lesiones si se
produce un cortocircuito. El motor debe de estar funcionando
y los interruptores del panel frontal colocados en la posición
para suministrar energía a las clavijas, antes de restablecer el
interruptor GFCI.
¡Un interruptor de falla de circuito tierra no
será efectivo si la unidad no se encuentra
conectada a tierra! Consulte la sección titulada Conexión a tierra
para conectar la unidad a tierra.
La clavija de giro de 120/240 volts tiene capacidad para
corriente de 30 amps y puede utilizarse en combinaciones
de cargas de 120 volts y 240 volts.
4. Las clavijas individuales no deben de ser cargadas más allá
del amperaje permitido.
5. La carga combinada total mediante la combinación de las
clavijas no debe exceder los límites de carga permitidos en
la unidad. Consulte la placa de identificación en la unidad
para conocer las especificaciones de amperaje y potencia en
watts.
6. Siempre apague y desconecte las cargas antes de apagar o
encender el motor.
7. Cuando conecte múltiples dispositivos de cargas eléctricas
en las clavijas, asegúrese de conectar y activar el dispositivo
de mayor consumo de energía primero. Permita el
motor estabilizarse, después conecte y active el siguiente
dispositivo de mayor consumo de energía. El dispositivo
de menor consumo de energía conectado en la clavija será
activado hasta el final.
NOTA: La potencia requerida puede ser calculada mediante la
multiplicación de los volts y los amps. El número del resultado
es la potencia en watts.
Nunca exceda la potencian en watts máxima publicada en la
unidad o en cualquiera de las clavijas. Consulte el manual del
propietario y las etiquetas del producto para determinar la
potencia en watts de todos los dispositivos de carga eléctrica.
Si no se encuentra la capacidad en watts, consulte la Tabla de
potencia eléctrica, ver Tabla 1 (página 10), para utilizarla como
una guía general.
Recuerde que los dispositivos que generan calor durante su
operación tales como calentadores, bombillas incandescentes,
motores y secadores de aire, tienen un enorme consumo de
potencia eléctrica en comparación con los dispositivos que
generan poco calor durante su operación tales como, bombillas
fluorescentes, radios y relojes.
Las extensiones de corriente y los cables largos también
consumen potencia eléctrica. Mantenga los cables lo más corto
posibles.
Consulte la Tabla 2 (página Sp11) con respecto a los límites
máximos en la longitud de los cables de extensión.
8. La protección del circuito es mediante disyuntores. El
disyuntor del circuito principal es del tipo oscilante
con capacidad de 30 amps. Esta es la cantidad máxima
de corriente de todas las clavijas en combinación. Un
disyuntor de 20 amps alimenta a cada una de las dos
clavijas dúplex. El disyuntor abre cuando se excede la
capacidad de carga máxima o se produce un cortocircuito.
Si el disyuntor se abre, realice siguiente procedimiento para
corregir el problema:
a. Apague y desconecte todas las cargas eléctricas.
b. Intenta determinar la causa del problema eléctrico
(sobrecarga o un cortocircuito).
c. No utilice dispositivos que tienen cortocircuito. Evite
sobrecargar la unidad.
d. Presione el botón de presión o el botón basculante para
restablecer el disyuntor del circuito.
El funcionamiento cíclico del disyuntor
indica un problema y puede causar daños a
la unidad o los dispositivos de carga. No opere la unidad si se presenta
una repetida activación del disyuntor.
INSTALACIÓN PARA FUNCIONAMIENTO EN ESPERA
Se deben de tomar las precauciones necesarias para evitar la
retroalimentación dentro de los sistemas del servicio eléctrico.
Para esto se requiere el aislamiento del sistema eléctrico.
Para aislar el sistema eléctrico, siga los procedimientos a
continuación:
1. Apagar el interruptor de la instalación eléctrica principal
antes de conectar la unidad.
2. De acuerdo con las normas nacionales y locales, se debe
instalar un interruptor de transferencia bidireccional en el
sistema.
Siempre apague la corriente principal antes de
la conexión de la unidad a la instalación
eléctrica de un edificio.
La instalación de la unidad como fuente
eléctrica de reserva, debe ser realizada por
un técnico electricista calificado (con licencia o certificado).
Sp10
Page 49

Información de la tabla de referencia
TABLA 1 - USO ESTIMADO DE ENERGÍA ELÉCTRICA (WATTS)
DISPOSITIVO
DE CARGA WATTS
Esmeril de banco
(20,32 cm)
Cafetera 400-700 Ventilador 40-200
Taladro eléctrico
de (9,5 mm,
4 amps)
1400-2500 Sartén eléctrico 1500
440-600 Sierra circular
DISPOSITIVO
DE CARGA WATTS
1400-2300
(trabajos pesados
de 18,42 cm)
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
DISPOSITIVO
DE CARGA WATTS
Radio 50-200 Aire
Refrigerador o
congelador
Bomba de pozo 800-2200 Bomba de agua 1000-3000
130-1200 Horno de
DISPOSITIVO
DE CARGA WATTS
1500-2200
acondicionado
de ventana
1000-1500
microondas
Taladro eléctrico
(12,7 mm,
5,4 amps)
600-900 Sierra de Mesa
(25,40 cm)
1800-4500
Televisión 200-500 Calentador
de agua
Bombilla VALOR
NOMINAL
Calentador 600-4800
1000-5000
TABLA 2: CABLES DE EXTENSIÓN
Longitud máxima recomendada (en pies)
Amps Watts 120 V Watts 240 V Cable #8 Cable #10 Cable #12 Cable #14 Cable #16
2.5 300 600 1000 600 375 250
5 600 1200 500 300 200 125
7.5 900 1800 350 200 125 100
10 1200 2400 250 150 100 50
15 1800 3600 150 100 65
20 2400 4800 175 125 75 50
25 3000 6000 150 100 60
30 3600 7200 125 65
40 4800 9600 90
TABLA 3 - CABLES DE SOLDADURA
Longitud total del cable* 0 - 20 pies (0 - 6 m) 20 - 50 pies (6 - 15 m) 50 - 100 pies (15 - 30 m)
Corriente máxima de soldadura Tamaños recomendados de los cables de cobre para soldar
200 A 4 AWG (25 mm2) 2 AWG (35 mm2) 1/0 AWG
*La longitud total del cable es la suma de la base y longitud de los cables de los electrodos.
Sp11
Page 50

Manual de Instrucciones y Lista de Piezas
Operación de la soldadora
CONJUNTO DE CABLES GUÍA
Los conjuntos de cables guías no se incluyen en todas las
unidades. Consulte la página Sp34 y Sp35 para los conjuntos de
cable de soldadura disponibles o utilice cables de cobre para
soldar personalizados a los tamaños especificados en la Tabla 3
(página Sp11).
1. Verifique que las superficies de los metales a ser unidos
se encuentran libres de suciedad, óxido, pintura, aceite,
incrustaciones u otros contaminantes. Estos contaminantes
hacen difícil la soldadura y provocan soldaduras débiles.
Todas las personas utilizando este equipo o en
el área mientras el equipo está siendo utilizado
deben usar equipo de protección para soldadura incluyendo:
protección para los ojos con la sombra adecuada (mínimo sombra 10),
ropa resistente a las llamas, guantes de cuero para soldar y total
protección para los pies.
Si los materiales calentados, o de corte son
galvanizados, enchapados en zinc, con plomo o
recubiertos con cadmio, referirse a la sección de Información General
de Seguridad para ver las instrucciones. Pueden generar humos
tóxicos cuando estos materiales son calentados.
2. Conecte la pinza de trabajo a la pieza de trabajo. Comprobar
que el contacto es en el metal al descubierto y que no es
obstruido por la pintura, barnices, corrosión o materiales no
metálicos.
3. Inserte la parte expuesta del electrodo (la terminal sin
fundente) dentro de las pinzas del porta electrodo.
4. Ajuste la corriente deseada con el interruptor del selector de
rango localizado en la esquina superior derecha del panel
de control del alternador. El blanco indica un rango bajo,
amarillo indica un rango medio y el rojo indica un rango
alto.
5. Ajuste la perilla de la corriente en la soldadora al amperaje
adecuado para el diámetro del electrodo. Consulte al
fabricante del electrodo para los ajustes de corriente
apropiados.
El hacer funcionar la soldadora por encima de
los 200 amps excede la capacidad del motor.
No efectúe la soldadura con la perilla de ajuste para la corriente de
soldado en cualquiera de las últimas cuatro posiciones, mientras se
ajusta el interruptor de palanca a la posición más alta. El realizar esto
puede resultar en daños al motor.
El porta electrodo y la varilla están
eléctricamente “vivos” (potencial de corriente)
cuando el motor está en funcionamiento.
6. Antes de aplicar el arco para iniciar el trabajo de soldadura,
desconecte TODAS las cargas del generador.
7. Colocar el electrodo para iniciar la soldadura, baje la
máscara para soldar o coloque al frente de usted la careta
de mano y después aplique el arco. Ajuste el amperaje de la
soldadura según sea necesario.
8. Cuando termine de soldar, apagué el motor y guarde la
unidad de forma apropiada.
CICLO DE TRABAJO/PROTECCIÓN TERMOSTÁTICA
El ciclo de trabajo de la máquina de soldar, es el porcentaje
actual del tiempo de soldadura que puede realizarse en un
intervalo de 10 minutos. Por ejemplo, en un ciclo de trabajo del
10%, el tiempo real de la soldadura puede realizarse durante
un minuto, y después el soldador deberá enfriar durante nueve
minutos.
Los componentes internos del alternador se encuentran
protegidos de sobrecalentamiento con un interruptor térmico
automático.
Operación del compresor
Antes de encender el compresor, lea
detenidamente todos los manuales de
instrucciones, en especial el manual del motor.
1. Encienda la unidad según las instrucciones de ENCENDIDO
en la página Sp9.
2. Ajuste la serie del regulador para variar la salida de la presión
de acuerdo los requerimientos de la herramienta(s) que
serán utilizadas.
3. Conecte la manguera(s) de aire al conector(s) de salida y el
conector de la herramienta(s) a la manguera(s).
4. Una válvula de seguridad ASME (por sus siglas en inglés) en
el colector liberara de forma automática la presión de aire, si
la presión en el tanque excede el valor predeterminado.
5. El tubo de descarga lleva el aire comprimido de la bomba a
la válvula de control. El tubo se pone muy caliente durante
el funcionamiento. Para evitar el riesgo de quemaduras
severas, nunca toqué el tubo de descarga.
6. La válvula de control permite el ingreso del aire a los
tanques, pero evita que el aire reingrese de los tanques hacia
la bomba del compresor.
7. Existe una válvula para la purga por debajo del tanque de aire
frontal. Utilice esta válvula para purgar la humedad de los
tanques diariamente y reducir el riesgo de corrosión. Reduzca
la presión de los tanques por debajo de 0,69 bar, después
proceda a purgar la humedad de los tanques diariamente para
evitar la corrosión.
Purgue el líquido del tanque
diariamente.
8. Todas las bombas lubricadas de compresores descargan
un poco de agua condensada y aceite junto con el aire
comprimido. Instale el equipo apropiado de eliminación
de agua/aceite, y los controles que sean necesarios para la
aplicación deseada.
El no instalar el equipo apropiado de
eliminación de agua/aceite puede causar
daños a la maquinaria o la pieza de trabajo.
No conecte las herramientas de aire en la
terminal de la manera hasta que el encendido
de la unidad se haya completado y haya verificado correctamente
la unidad.
Sp12
Page 51

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Operación del compresor (Continuación)
HUMEDAD EN EL AIRE COMPRIMIDO
La humedad en el aire comprimido formará gotas que provienen de la bomba del compresor. Cuando la humedad es muy alta o
cuando el compresor está en funcionamiento de manera continua por un periodo largo de tiempo, la humedad se acumulará en el
tanque. Cuando utilice una pistola para pintar una pistola de chorro de arena, esta agua será transportada desde el tanque a través
de la manguera, y terminará saliendo por la pistola en forma de gotas mezclándose con el material atomizado.
IMPORTANTE: Esta condensación provocará manchas de agua en un trabajo de pintura, especialmente cuando se utilicen
pinturas que no son de base agua. En el caso de chorro de arena, causará que la arena se aglutine y tape la pistola, volviéndola
inefectiva.
Un filtro o un secador de aire en la línea, ubicado lo más cerca posible de la pistola ayudar a eliminar la humedad.
Mantenimiento
Libere toda la presión del sistema
antes de intentar instalar, reparar,
reubicar o realizar cualquier mantenimiento.
Con el fin de mantener una operación eficiente del
sistema del compresor, revise el filtro de aire, nivel
del aceite y nivel de la gasolina antes de cada uso. También
deberá revisar semanalmente la válvula de seguridad ASME (por
sus siglas en inglés). Jale del anillo de la válvula de seguridad y
permita que el anillo regrese a la posición normal. Esta válvula
libera la presión del tanque si excede el valor preestablecido.
Si existe una fuga después de que se ha soltado el anillo, o
la válvula se atora y no puede ser manipulada mediante el
anillo, la válvula de seguridad ASME (sus siglas en inglés) debe
reemplazarse.
No intente forzar la válvula de seguridad
ASME (por sus siglas en inglés).
Cuando el motor está pagado, limpie la suciedad del motor,
la polea de accionamiento, el tanque, las líneas de aire y las
aletas de refrigeración de la bomba.
TANQUE
¡Nunca intente reparar o modifi car
un tanque! Soldar, taladrar o
cualquier otra modifi cación debilitará el tanque lo cual
resultará en daños a causa de la ruptura o explosión.
Siempre reemplace los tanques que se encuentran
desgastados, fi surados o dañados.
Drene el líquido del tanque
diariamente.
Los tanques deben ser inspeccionados cuando al menos una
vez al año. Busque la formación de fisuras que se forman cerca
de las soldaduras. Si se detecta una fisura, libere la presión del
tanque inmediatamente y sustitúyalo.
BANDA DE ACCIONAMIENTO DE LA BOMBA
El estiramiento de la banda es resultado del uso normal. Cuando
se encuentra ajustada adecuadamente, la banda se selecciona
aproximadamente 12,7 mm (1/2 pulg.) con una fuerza de cinco
libras aplicada en medio del motor y la polea de la banda.
Para ajustar la atención de la banda:
1. Retire las protecciones de la banda.
2. Retire los cuatro elementos de fijación de la bomba a la
placa base.
3. Mueva la bomba en la dirección adecuada utilizando
tornillo de ajuste debajo de la bomba, en el marco. La banda
debe alinearse adecuadamente cuando se realice el ajuste.
4. Para alinear la banda, coloque una regla al lado de la cara
de la polea de la bomba tocando el lado borde en dos
posiciones.
5. Ajuste la polea del motor de tal manera que la bandacorrea
corre paralela a la regla.
6. Apriete las cuatro fijaciones de la bomba a la placa base.
7. Vuelva verificar la tensión y la alineación. Si son correctas,
reinstale las protecciones de la banda.
BANDA DE ACCIONAMIENTO DEL ALTERNADOR
El alternador utiliza una banda de accionamiento poli-V para
una importante transmisión de potencia. La tensión de la
banda es crítica para su vida útil. Las bandas nuevas se estirarán
después de ser instaladas y con el uso. Cuando se ajustan
adecuadamente, las bandas se flexionan 6,4 mm (1/4 pulg.) con
una presión firme aplicada en medio de la polea del motor y la
polea del alternador.
Para ajustar la tensión de la banda del alternador:
1. Retire la protección de la banda.
2. Afloje los 4 pernos que sostienen el motor a la placa base.
3. Utilice tornillo de ajuste ubicado debajo del motor en el
marco, para obtener la tensión adecuada. Compruebe que
la banda de la bomba no se encuentra tensada en exceso.
La banda debe estar adecuadamente alineada cuando se
realice el ajuste.
4. Para alinear la banda, coloque una regla al lado de la
superficie de la polea del alternador tocando el aro en dos
posiciones. La regla debe estar paralela con la banda.
5. Ajuste del alternador o la polea del motor para que la banda
corre paralela a la regla.
6. Las poleas encuentran sujetas a los ejes mediante el uso
de castillos cónicos. Se deben retirar los dos tornillos de
fijación y volver a colocar uno en el orificio con las cuerdas
en la mitad interior. Apriete este tornillo para presionar la
polea y el casquillo por separado.
7. Una vez que se ha movido el casquillo a la posición
correcta, mueva los dos tornillos de regreso a sus posiciones
originales en los orificios con las roscas en la mitad exterior
y apriete a 175 in-lbs.
8. Vuelva verificar la tensión y la alineación. Si es correcta,
reinstale la protección de la banda.
Sp13
Page 52

Manual de Instrucciones y Lista de Piezas
Mantenimiento (Continuación)
USO POCO FRECUENTE
Si la unidad se utiliza con poca frecuencia, puede presentarse un
caso de dificultad en el encendido. Para prevenir esto, el motor
deberá funcionar aproximadamente 30 minutos cada semana.
ALMACENAMIENTO
Si la unidad no se utiliza por periodos prolongados de tiempo,
se deben llevar a cabo los siguientes procedimientos de
pre-almacenamiento:
1. Comprobar que el nivel de aceite es el correcto.
2. Purgue la humedad de los tanques de aire.
3. Purgue todo el combustible del tanque, líneas, carburador y
válvula de combustible.
4. Retire la bujía, y vierta una cucharadita de aceite dentro del
orificio de la bujía.
5. Tire de la cuerda del encenddido varias veces para esparcir
el aceite a través del cilindro.
6. Tire lentamente de la cuerda del encendido hasta sentir
resistencia. Esto le indicará que el pistón se está moviendo
hacia arriba en el ciclo de compresión, y que las válvulas de
admisión y escape están cerradas. (El pistón empuja una
pequeña cantidad de aire a través del orificio de la bujía en
la compresión).
El uso de estabilizadores para combustible o agentes para
prevenir la formación de goma en el sistema de combustible,
pueden ayudar a prevenir la formación de goma y barniz.
Siempre que la unidad se almacene, comprobar que la válvula
de cierre del combustible se encuentra en posición cerrada.
Consulte el manual de motor que acompaña las instrucciones
de esta unidad en lo que respecta al mantenimiento de los
componentes del motor.
El ajuste de fábrica está calibrado a 3800 RPM
SIN carga. NUNCA manipule los ajustes de la
velocidad o frecuencia del motor. Cualquier ajuste el gobernador debe
ser realizado únicamente por personal calificado.
CABLES PARA SOLDAR
1. Verifique el estado de los cables para soldar, e
inmediatamente repare o sustituya cualquier cable con
daños en el aislante.
2. Verifique la condición del aislante en las piezas del porta
electrodo y sustituya inmediatamente las piezas rotas o los
faltantes.
CADA TRES MESES
Sustituya cualquier etiqueta ilegible de la unidad. Utilice aire
comprimido para limpiar el polvo y la pelusa de las aberturas
de ventilación.
PROGRAMA DE MANTENIMIENTO
OPERACIÓN DIARIAMENTE SEMANALMENTE MENSUALMENTE TRIMESTRALMENTE
Inspección del nivel de aceite
PurgarDrenar tanque
Revisar fi ltro de aire
Revisar válvula de seguridad
Revisar tensión de la banda
Cambio de aceite
●
●
●
●
●
●
Instrucciones para soldar
GENERALIDADES
Esta línea de máquinas de soldar utiliza un proceso conocido como Soldadura por arco
metálico protegido (SMAW, por sus siglas en inglés). Este proceso se utiliza para unir
metales calentándolos con un arco eléctrico que se forma entre el electrodo y la pieza de
trabajo.
Los electrodos que se utilizan para la soldadura de arco metálico protegido están
formados por dos partes. El núcleo interior es una varilla de metal o alambre la cual
debe ser similar en composición al metal base. El recubrimiento exterior se llama
fundente. Existen distintos tipos de fundentes. Cada recubrimiento se utiliza para una
situación de soldadura en particular.
Mientras el metal se funde, puede contaminarse mediante elementos que se
encuentran en el aire. Estos contaminantes pueden debilitar la soldadura. La capa de
fundente crea una barrera protectora llamada escoria que protege el metal fundido de
los contaminantes.
Cuando la corriente (amperaje) fluye través del circuito del electrodo, se forma un arco
eléctrico entre la terminal del electrodo y la pieza de trabajo. El arco funde el electrodo
y la pieza de trabajo. El metal fundido del electrodo fluye al cráter de la fundición y
forma una unión con la pieza de trabajo como se muestra en la Figura 4.
NOTA: Deje de usar y descarte los electrodos que han sido quemados hasta una o dos
pulgadas del porta electrodo.
Sp14
Cable
Wire
Fundente
Flux
Slag
Escoria
Weld
Soldadura
Figura 4 - Componentes de la soldadura
Crater
Crater
Pieza de trabajo
Work Piece
Page 53

Instrucciones para soldar (Continuación)
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
APLICANDO EL ARCO
Coloque la punta del electrodo en el portador. Sujete el portador
ligeramente para reducir la fatiga de la mano y el brazo.
NOTA: Siempre mantenga las pinzas del porta electrodo limpias
para asegurar un buen contacto eléctrico con el electrodo.
Sea cuidadoso de no tocar la pieza de trabajo o
esto provoca arcos eléctricos.
el banco de soldadura con el electrodo ya que
El mejor método para iniciar un arco es mediante el método
de rayado. Arrastre electrodo con un ángulo a lo largo de la
superficie como cuando en enciende un fósforo. Al contacto con
la placa, levanten electrodo aproximadamente 1,6 mm (1/16
pulg.) (Ver la Figura 5).
NOTA: El electrodo puede pegarse a la pieza de trabajo, rompa
la unión rápidamente girando o doblando desde el porta
electrodo y tirando hacia arriba. Si el electrodo no se despega,
desconecte el electrodo liberándolo del porta electrodo.
1/16 inch
1,6 mm (1/16 pulg.)
Same as Electrode Diameter
Igual que el diámetro del electrodo
Figura 5 - Método de rayado
TAMAÑO Y TIPO DE ELECTRODO
Se recomiendan cuatro tipos de electrodos para esta soldadora.
Los electrodos son comúnmente conocidos mediante el
código de la AWS (siglas en inglés ára Sociedad de Soldadura
Americana) de la siguiente forma:
1. E-6011 Penetración profunda
• Cordón plano con arco de penetración profunda.
• Para trabajos de reparación en acero dulce, oxidado o
sucio.
2. E-6013 Uso general
• Todas las posiciones, varilla de depósito suave con pocas
salpicaduras.
• Para todos los aceros dulces y trabajos de propósitos
generales.
3. E-7014 Relleno rápido
• Cordón suave y de rápida depositación
• Ideal para uniones con mala instalación y trabajos
generales de reparación.
4. E-7018-AC Alta resistencia
• Ideal para tuberías y aplicaciones estructurales.
• Con bajo hidrógeno que reduce la porosidad para una
soldadura más resistente.
CONCEPTOS BÁSICOS DE SOLDADURA POR ARCO
Cuatro técnicas básicas afectan la calidad de la soldadura. Estas
son: ajuste del amperaje, ángulo de soldadura, longitud del
arco y velocidad de desplazamiento. El uso adecuado de estas
técnicas es necesario para una buena calidad en la soldadura.
AJUSTE DEL AMPERAJE
El amperaje correcto involucra el ajuste de la máquina de
soldar de acuerdo al ajuste del amperaje que se requiere
para la soldadura. Esto es regulado mediante un selector del
rango de corriente y una perilla selectora de la corriente para
la soldadura. El amperaje requerido depende del tamaño
(diámetro) del electrodo utilizado y el espesor de la pieza de
trabajo.
Consulte las especificaciones listadas en la máquina de soldar.
El amperaje excesivo quemará los materiales delgados y el
cordón de soldadura será plano y poroso (Ver Figura 6). El
cordón aparece alto e irregular si el amperaje es demasiado bajo.
LONGITUD DEL ARCO
La longitud del arco es la distancia desde la pieza de trabajo
hasta la punta del electrodo, la distancia por la cual debe
viajar el arco. Una adecuada longitud del arco es esencial para
generar el calor necesario para soldar (Ver Figura 6). Un arco
que es demasiado largo produce un arco inestable, reduce la
penetración, incrementa las salpicaduras y provocar cordones
planos y anchos. Un arco demasiado corto no genera el calor
necesario para fundir el metal de la pieza de trabajo, el electrodo
tiene la tendencia a quedarse pegado y el resultado son
cordones con ondas irregulares. El arco adecuado no debe de
ser más largo que el diámetro de la varilla. El sonido de un arco
adecuado es estable, chisporrotea crujiendo de forma similar a
cuando se fríe tocino.
VELOCIDAD DE DESPLAZAMIENTO
La velocidad de desplazamiento es la medida en la que el
electrodo viaja a través del área de soldadura (Ver Figura 6).
Cuando la velocidad es demasiado rápida, el cordón es estrecho
y las ondas aparecen como se muestran. Cuando la velocidad
es demasiado lenta, el metal fundido se amontona y el cordón
es alto y ancho. Para controlar la velocidad de desplazamiento,
observe el ancho del cordón fundido (no el arco) cuando se
encuentre soldando. El cordón de soldadura es anaranjado
detrás del arco del metal fundido. El ancho deberá ser
aproximadamente el doble del diámetro de la varilla de soldar.
Controle la velocidad de desplazamiento para obtener un ancho
consistente en el cordón.
ELIMINACIÓN DE LA ESCORIA
Utilice lentes de seguridad que cumplan con
la norma ANSI (Norma ANSI Z87.1) y ropa de
protección personal cuando retire la escoria. Los desechos calientes
que saltan pueden causar lesiones personales a cualquier persona en
el área.
Después de terminar la soldadura, espere que las secciones
soldadas se enfríen. Una cubierta protectora llamada escoria
cubre el cordón previniendo que contaminantes en el aire
reaccionen con el metal fundido. Una vez que la soldadura
se enfría hasta el punto en que ya no fulgura en color rojo, la
escoria puede ser removida. La remoción se realiza mediante
un martillo de cincel. Golpee ligeramente la escoria con el
martillo rompiéndola del cordón de soldadura. La limpieza final
se realiza con un cepillo de alambre. Cuando realice múltiples
pasadas de soldadura, retire la escoria antes década pasada.
Sp15
Page 54

Manual de Instrucciones y Lista de Piezas
Instrucciones para soldar (Continuación)
W
NOTA: El ancho del
cordón de soldadura
(W ) deberá ser
aproximadamente el
doble del diámetro de
la varilla del electrodo
que se utiliza.
Amperaje normal,
Longitud del arco,
Velocidad
Amperaje
demasiado bajo
Amperaje
demasiado alto
Figura 6 - Apariencia de la soldadura
Arco demasiado corto
Pieza de
Work Piece
trabajo
Velocidad
muy rápida
Velocidad muy lenta
Arco demasiado largo
ÁNGULO DE SOLDADURA
El ángulo de la soldadura es el ángulo en el cual se mantiene el electrodo durante
el proceso de soldadura. Utilizando el ángulo correcto se garantiza la penetración
adecuada y la formación del cordón. El ángulo del electrodo involucra dos posiciones,
el ángulo de desplazamiento y el ángulo de trabajo (Ver Figura 7).
El ángulo de desplazamiento es el ángulo en la línea de la soldadura y puede variar de
5° a 45° con respecto la vertical, dependiendo de las condiciones de la soldadura.
Ángulo de trabajo, es el ángulo del electrodo con respecto a la horizontal, se miden
ángulos rectos a la línea de soldadura.
Para la mayoría de las aplicaciones, un ángulo de desplazamiento de 45° y un ángulo
de trabajo de 45° es suficiente. Para aplicaciones específicas, consulte un manual de
soldadura por arco.
NOTA: Para los soldadores diestros se debe soldar de la izquierda hacia la derecha.
Para los soldadores zurdos se debe soldar de la derecha hacia la izquierda. El electrodo
siempre debe apuntar hacia el charco de soldadura tal como se muestra.
Sp16
5º - 45º
Travel Angle
Work Angle
Figura 7 - Ángulo de soldadura
Ángulo de
recorrido
Ángulo de
trabajo
Page 55

Instrucciones para soldar (Continuación)
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
POSICIONES DE SOLDADURA
Son cuatro las posiciones de soldadura
que pueden utilizarse; plana, horizontal,
vertical y sobre la cabeza. La soldadura en
posición plana es la más sencilla de todas
ya que se puede incrementar la velocidad
de la soldadura, el metal fundido tiene
menor tendencia a correrse, se puede
lograr una mejor penetración y el trabajo
causa menos fatiga.
Las otras posiciones requieren de
diferentes técnicas tales como pases
ondulados, pases circulares o una carrera
lenta. Se requiere un mayor nivel de
destreza para completar estas soldaduras.
Todos los trabajos deben realizarse en
la posición plana si es posible. Para
aplicaciones específicas, consulte un
manual de soldadura por arco.
PASES DE LA SOLDADURA
En algunas ocasiones se necesita más
de un pase de soldadura para rellenar la
unión. El pase raíz se efectúa primero
seguido de pases de relleno y pases para
cubrir (Ver Figuras 8 y 9). Si las piezas son
gruesas, es necesario y biselar los bordes
que serán unidos con un ángulo de 60°.
Recuerde quitar la escoria antes de cada
pasada.
Cover
Cubierta
Material de
relleno
Filler
Raíz
Root
Figura 8 - Pase de soldadura
Figura 9 - Pases múltiples de soldadura
Lámpara apagada
Lámpara encendida
Figura 10 - Procedimiento de prueba
del diodo
PROBANDO LA SOLDADURA/DIODOS DEL GENERADOR
1. Utilizar un ohmímetro para verificar de manera individual cada diodo. Los diodos
deben mostrar continuidad solamente en una dirección.
2. Esta prueba también se puede realizar utilizando una batería de 12 volt y una
bombilla como se muestra en la Figura 10.
3. Si los diodos funcionan correctamente, la lámpara se ilumina brillantemente
cuando la polaridad de la batería es correcta, y se oscurece cuando la polaridad de
la batería se invierte.
4. Si no se presenta un cambio en el brillo de la lámpara cuando se invierte la
polaridad, los diodos deben ser sustituidos.
Para las pruebas de rotor, estator, o los devanados consulte un
centro de servicio.
Sp17
Page 56

Manual de Instrucciones y Lista de Piezas
Guía de Diagnostico de Avería
General
Síntoma Posible(s) causa(s) Acción correctiva
El motor no
arranca
El motor
funciona pero
no hay energía
eléctrica.
La unidad
funciona pero
no puede hacer
trabajar a todos
los dispositivos
eléctricos
conectados
1. El interruptor del motor se encuentra en “OFF”.
2. La válvula de combustible se encuentra en
“CLOSE”.
3. El estrangulador se encuentra abierto.
4. El motor no tiene combustible.
5. El motor tiene combustible contaminado o muy
viejo
6. La bujía está sucia.
7. La bujía está dañada.
8. La unidad no se encuentra en una superficie plana.
9. El nivel de aceite es bajo.
1. El botón de restablecimiento del protector
del circuito a tierra GFCI está apagado.
2. Mala conexión de los cables/alambres.
3. Dispositivo eléctrico conectado a la unidad
defectuoso.
1. La unidad se encuentra sobrecargada
2. Corto en uno de los dispositivos conectados.
3. El filtro de aire está sucio.
1. Ajuste el interruptor del motor en “ON”.
2. Gire la válvula del combustible a la posición “OPEN”.
3. Cierre el estrangulador.
4. Agregue combustible.
5. Sustituya el combustible del motor.
6. Limpie la bujía.
7. Remplace la bujía.
8. Mueva la unidad a una superficie plana para evitar que se active
el interruptor de apagado del nivel bajo de aceite.
9. Agregue o cambie el aceite.
1. Espere dos minutos y presionar el botón de restablecimiento del circuito
en la posición “ON” y gire el interruptor de protección de circuito tierra
GFCI a la posición “ON”.
2. Si está utilizando un cable de extensión, utilice únicamente cables de
uso pesado diseñados específicamente para trabajos en exteriores. Que
la potencia eléctrica nominal (wataje) de cada cable excede la potencia
eléctrica de todos los aparatos conectados a la unidad.
3. Intente conectar un dispositivo diferente.
1. Apague todos los dispositivos eléctricos. Desconecte todo los
dispositivos eléctricos. Apague la unidad. Espere unos minutos. Vuelva
a poner en funcionamiento la unidad. Intente conectar menos cargas
eléctricas a la unidad.
2. Intente desconectar cualquier dispositivo eléctrico defectuoso o en corto.
3. Limpiar y sustituir el filtro de aire.
Generador
Síntoma Posible(s) causa(s) Acción correctiva
Sin salida de
voltaje
Bajo voltaje de
salida sin
carga
Voltaje de salida
demasiado alto
sin carga
Bajo voltaje de
salida con carga
Voltaje de salida
errático
1. La velocidad del motor es demasiado lenta
2. Abierto, en corto circuito o cableado incorrecto
3. Condensador defectuoso
4. Devanados abiertos o en cortocircuito
5. Diodos abiertos
6. Interruptor del panel frontal configurado
incorrectamente
7. El disyuntor se ha activado
1. La velocidad del motor es demasiado lenta
2. Diodos abiertos
3. Condensador defectuoso
4. Devanados abiertos o en cortocircuito
5. Ajuste del voltaje en el panel frontal incorrecto
1. Condensador defectuoso
2. La velocidad del motor es demasiado rápida
3. Ajuste del voltaje en el panel frontal incorrecto
1. Diodo abierto
2. La velocidad del motor es demasiado lenta
a plena carga
3. La carga aplicada es excesiva
4. Ajuste del voltaje en el panel frontal incorrecto
1. Motor desequilibrado
2. Suciedad, corrosión o conexiones del cableado
flojas
3. La carga aplicada es inestable
1. Ajuste la velocidad del motor ★
2. Consulte el esquema eléctrico, limpie y reconecte todo el cableado ★
3. Sustituya el condensador ★
4. Verifique la resistencia de los devanados, sustituya el conjunto
de los devanados si es necesario ★
5. Comprobar los diodos, sustituya si es necesario ★
6. Coloque el interruptor en el panel frontal en la posición para generador
7. Reinicie el disyuntor
1. Ajuste la velocidad del motor ★
2. Comprobar los diodos, sustituya si es necesario ★
3. Sustituya el condensador ★
4. Verifique la resistencia de los devanados, sustituya el conjunto de
los devanados si es necesario ★
5. Ajuste valor en el panel frontal
1. Sustituya el condensador ★
2. Ajuste la velocidad del motor ★
3. Ajuste valor en el panel frontal
1. Comprobar los diodos, sustitúyalos si es necesario ★
2. Ajuste la velocidad del motor ★
3. Reduzca la carga aplicada
4. Ajuste valor en el panel frontal
1. Consulte el manual del motor
2. Consulte el esquema eléctrico, limpie y vuelva conectar todo el
cableado ★
3. Retire todas las cargas, aplíquelas de nuevo de manera individual para
determinar cuál es la causante de la función errática
Sp18
Page 57

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Guía de Diagnostico de Avería (Continuación)
Generador (Continuación)
Síntoma Posible(s) causa(s) Acción correctiva
Funcionamiento
ruidoso
★ Estos diagnósticos y procedimientos de reparación deben ser efectuados por un centro de servicio autorizado.
Soldadora
Síntoma Posible(s) causa(s) Acción correctiva
La máquina de
soldar funciona
pero no suelda.
La soldadora da
pequeños golpes
Difi cultad para
generar el arco
★ Estos diagnósticos y procedimientos de reparación deben ser efectuados por un centro de servicio autorizado.
1. Afloje la unidad o el/los perno(s) del motor
2. Cortocircuito en el campo de la unidad o la
carga
3. Rodamiento defectuoso
1. Corriente inadecuada en el electrodo
2. Mala conexión en la soldadora
3. Abierto, en corto circuito o cableado incorrecto
4. Condensador defectuoso
5. Devanados abiertos o en cortocircuito
6. Diodos abiertos
1. Contacto accidental con la pieza de trabajo
2. Fuga de corriente causada por la ropa húmeda
o el área de trabajo
1. Electrodo incorrecto.
2. Diámetro del electrodo demasiado largo
3. La pieza de trabajo no está correctamente
conectada a tierra
4. La velocidad del motor es demasiado lenta
1. Apriete todas las fi liaciones
2. Comprueba la resistencia de los devanados, sustituya el campo de
los devanados de ser necesario ★
Verifi que que no haya cortocircuito en los dispositivos de carga.
Sustituya el dispositivo de carga defectuoso.
3. Sustituya el rodamiento
1. Verifique la pinza de trabajo, el cable y la conexión en la pieza de
trabajo. Verifique el cable del electrodo y la pinza
2. Verifique todas las conexiones externas de la soldadora
3. Consulte el esquema eléctrico, limpie y reconecte todo el cableado ★
4. Sustituya el condensador ★
5. Verifique la resistencia de los devanados, sustituya el conjunto de
los devanados si es necesario ★
6. Comprobar los diodos, sustituya si es necesario ★
1. Evitar el contacto con el área de trabajo
2. Comprobar que el área de trabajo y la ropa están secas
1. Comprobar que el electrodo es para corriente alterna (CA)
2. Utilice un electrodo de diámetro inferior
3. Comprobar la adecuada conexión a tierra. (sin pintura, barniz o
corrosión)
4. Ajuste la velocidad del motor ★
Soldaduras
Síntoma Posible(s) causa(s) Acción correctiva
El cordón es
intermitentemente
muy delgado muy
grueso
Depresiones
irregulares en
el borde de la
soldadura
El cordón de
soldadura no
penetra el
metal base
El electrodo se
pega a la pieza
de trabajo
Lo electrodos
chispean y se
pegan
1. Velocidad de desplazamiento inconsistente
2. Configuración incorrecta del amperaje de salida
1. Velocidad del recorrido demasiado rápida
2. Longitud del arco demasiado corta
3. Ajuste del amperaje de salida demasiado alto
1. Velocidad de desplazamiento inconsistente
2. Ajuste de la configuración del amperaje de
salida demasiado bajo
3. Diámetro del electrodo demasiado largo
1. Longitud del arco demasiado corta
2. Ajuste del amperaje bajo
3. Electrodo incorrecto
Electrodos húmedos Utilice electrodos secos y almacénelos en una lugar seco
1. Observe y controle cuidadosamente el ancho del cordón de soldadura
fundido
2. Ajuste la configuración de salida del amperaje o cambie por un
electrodo de diámetro más pequeño
1. Observe el charco de soldadura fundida de color naranja y control el
ancho del cordón de soldadura
2. Practique correr el electrodo a lo largo de la pieza de trabajo con
la soldadora apagada (OFF)
3. Reduzca el ajuste del amperaje de salida
1. Disminuya y mantenga una velocidad de recorrido constante
2. Aumente el ajuste del amperaje de salida
3. Cambie por un electrodo de diámetro más pequeño
1. Levante el electrodo a la distancia correcta del arco tan pronto el
electrodo se pega
2. Aumente el ajuste del amperaje o cambie por un electrodo de
diámetro más pequeño
3. Comprobar que el electrodo es el adecuado para un voltaje de circuito
abierto de 62. 5 V
Sp19
Page 58

Manual de Instrucciones y Lista de Piezas
Registro de Servicio
FECHA MAINTENIMIENTO EFECTUADO REPUESTOS REQUERIDOS
Sp20
Page 59

Notas
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Sp21
Page 60
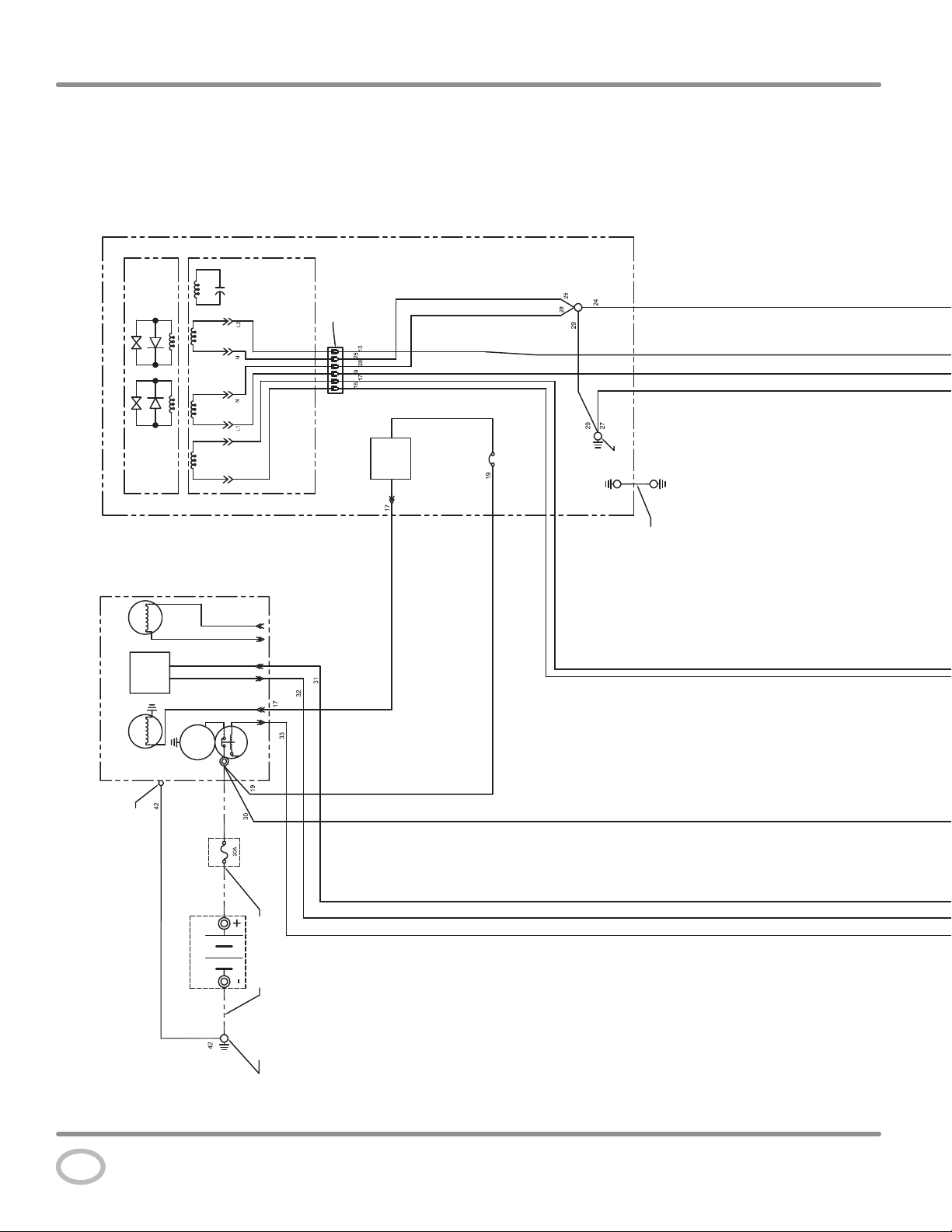
Manual de Instrucciones y Lista de Piezas
BOBINA DE
EXCITACIÓN
CONDENSADOR
DE 120V
PRINCIPAL
ROTOR
CABLEADO
ESTATOR
BLANCO
NEGRO
CAFÉ
AZUL
CONECTOR
NEGRO
BLANCO
CAFÉ
AZUL
NARANJA
NARANJA
BLANCO 12 GA.
NEGRO
AZUL
VERDE
ALTERNADOR
CARBURADOR
SOLENOIDE DEL
IGNICIÓN
MODULO DE
MOTOR
BOBINA DE
ARRANQUE
PERNO DE TIERRA EN
EL BLOQUE DEL MOTOR
CABLEADO
CABLEADO
MOTOR DE
ARRANQUE
DE 120V
PRINCIPAL
DE 12V
AUXILIAR
VERDE
VERDE/BLANCO
ROSA
NEGRO
NEGRO
ROJO
FUSIBLE
SOLENOIDE
ROJO
ROJO
ROJO
GRIS 16 GA.
ROSA 16 GA.
NEGRO 16 GA.
(DE HONDA)
RECTIFICADOR
BLANCO
ROJO
4A
CB1
DISYUNTOR
BLANCO 12 GA.
TORNILLO DE TIERRA
EN LA CARCASA
DEL ALTERNADOR
RONDANAS PLANAS DE ESTRELLA ENTRE
LA CARCASA DEL ALTERNADOR Y EL CHASIS
ROJO
ROSA 16 GA.
NEGRO 16 GA.
GRIS 16 GA.
SUMINISTRADOS DE
8 GA O MÁS LARGOS
TENDIDO DE CABLES
TORNILLO A TIERRA
EN EL MARCO
NOTA: TODOS LOS CABLES
SON 14 GA. A MENOS QUE
SE ESPECIFIQUE LO CONTRARIO.
BATERÍA DEL
NEGRO 8 GA. O MÁS GRANDE
VEHÍCULO
NEGRO
Figura 11 - GR2100, GR2200 y GR2300 Esquema eléctrico
Sp22
Page 61

BLANCO 12 GA.
PANEL DE CONTROL
BLANCO 12 GA.
NOTA: LOS CABLES
A TRAVÉS DEL GFCI
DEBEN SER ENRUTADOS
TAL COMO SE MUESTRA
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
CB3
20A
BLANCO 12 GA.
NEGRO
BLANCO
DISYUNTOR
NEGRO
NEGRO
NEGRO
AZUL
VERDE
RECEPTÁCULO
DUPLEX DE 20A
BLANCO
NEGRO
AZUL
VERDE
ROJO 16 GA.
NEGRO
NEGRO
AZUL
ROSA 16 GA.
GRIS 16 GA.
AZUL
NEGRO 16 GA.
CABLE BLANCO DEL
CIRCUITO DE FALLA
A TIERRA (GFCI)
NEGRO 18 GA.
SIN
UTILIZAR
AL CAJA DE CONTROL
TORNILLO DE TIERRA EN
FUSIBLE
ROJO 16 GA.
DEL MOTOR
DE CONTROL
INTERRUPTOR
GRIS 16 GA.
DEL MOTOR
INTERRUPTOR
DE ENCENDIDO
NEGRO 16 GA.
NARANJA 16 GA.
CA
ROJO
NEGRO
AZUL
NARANJA 16 GA.
RECTIFICADOR
CA
DEL CB1
DE 2 POLOS
CIRCUITO DE
DISYUNTOR DEL
FALLA A TIERRA
TIENE (2) VUELTAS A
TRAVÉS DE LA BOBINA
EL CABLE AZUL DE LA BOBINA
DE MEDICIÓN DE LA CORRIENTE
CONTROL DE
TABLERO DEL
CIRCUITO DE
MARCHA EN VACÍO
AZUL
NEGRO
VERDE
AZUL
EN VACÍO
DE MARCHA
INTERRUPTOR
RECEPTÁCULO
DUPLEX DE 20A
CB2
20A
DISYUNTOR
AZUL
AZUL
BLANCO
AZUL
DE CONTROL DE
VÁLVULA SOLENOIDE
RECEPTÁCULO NEMA
L15-30R DE 120 / 240 VOLT
VERDE
VALOR DEL
MARCHA EN VACÍO
AIRE DEL
DESCARGADOR
TANQUE DE AIRE
CONTROL PARA LA
MARCHA EN VACÍO
PARAEL CILINDRO DE
Sp23
Page 62

Manual de Instrucciones y Lista de Piezas
NEGRO
ROTOR
AUXILIAR
CABLEADO
DE SOLDAR
SELECTOR DE
LA CORRIENTE
ALTERNADOR
IMPEDANCIA
PARA SOLDAR
ROJO
ANILLO
COLECTOR
AZUL
CAFÉ
VIOLETA
ROJO
NEGRO
BOBINA DE SOLDADURA
SELECTOR
PUENTE DE
EXCITACIÓN
DEL RANGO
CACACA
NARANJA
BLANCO
BLANCO
ROJO
SOLDADURA
PUENTE PARA
BOBINA DE MEDICIÓN DE
LA CORRIENTE DE SOLDAR
CACACA
NEGRO
PROTECCIÓN
SOLDADORA
PARA EL
ENERGÍA
PUENTE DE
PROTECCIÓN
DE LAS BOBINAS
BOBINA DEL
(DE HONDA)
RECTIFICADOR
GENERADOR
CONECTOR
BLANCO
NEGRO
CAFÉ
AZUL AZUL
4A
CB1
DISYUNTOR
ROJO
NEGRO
BLANCO
CAFÉ
NARANJA
NARANJA
RONDANAS PLANAS DE ESTRELLA
ENTRE LA CARCASA DEL
ALTERNADOR Y EL CHASIS
BLANCO 12 GA.
BLANCO 12 GA.
CARCASA DEL ALTERNADOR
TORNILLO DE TIERRA EN LA
CARBURADOR
SOLENOIDE DEL
IGNICIÓN
MODULO DE
MOTOR
BOBINA DE
ARRANQUE
PERNO DE TIERRA EN
EL BLOQUE DEL MOTOR
NOTA: TODOS LOS CABLES SON 14 GA.
A MENOS QUE SE ESPECIFIQUE LO CONTRARIO.
8 GA. O MÁS GRANDE
NEGRO
VERDE
VERDE/BLANCO
ROSA
NEGRO
NEGRO
MOTOR DE
ARRANQUE
ROJO
FUSIBLE
VEHÍCULO
BATERÍA DEL
NEGRO
SOLENOIDE
ROJO
ROJO
SUMINISTRADOS DE
TENDIDO DE CABLES
8 GA O MÁS LARGOS
ROJO
GRIS 16 GA.
ROSA 16 GA.
NEGRO 16 GA.
TORNILLO A TIERRA
EN EL MARCO
Figura 12 - GR3100, GR3200 y GR3300 Esquema eléctrico
Sp24
Page 63

PANEL DE CONTROL
SIN UTILIZAR
VERDE
VERDE
NEGRO
NEGRO
TIERRA EN
TORNILLO DE
CONTROL
AL CAJA DE
NEGRO 18 GA.
NEGRO
CABLE BLANCO DEL
CIRCUITO DE FALLA
A TIERRA (GFCI)
NEGRO
AZUL
NOTA: LOS CABLES
A TRAVÉS DEL GFCI
DEBEN SER ENRUTADOS
TAL COMO SE MUESTRA
NEGRO
FALLA A
TIERRA DEL
CIRCUITO DE
DISYUNTOR DEL
CB1 DE 2 POLOS
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
BLANCO 12 GA.
NEGRO
AZUL
DE LA BOBINA
EL CABLE AZUL DE LA BOBINA
TIENE (2) VUELTAS A TRAVÉS
DE MEDICIÓN DE LA CORRIENTE
CB3
20A
BLANCO 12 GA.
RECEPTÁCULO
DUPLEX DE 20A
BLANCO
RECEPTÁCULO
VERDE VERDE
DUPLEX DE 20A
AZUL
NEGRO
BLANCO
CB2
DISYUNTOR
20A
DISYUNTOR
NEGRO
AZUL
NEGRO
AZUL
RECEPTÁCULO NEMA
L15-30R DE 120 / 240 VOLT
VERDE
ROJO 16 GA.
ROSA 16 GA.
GRIS 16 GA.
FUSIBLE
NEGRO 16 GA.
ROJO 16 GA.
GRIS 16 GA.
DE CONTROL
INTERRUPTOR
INTERRUPTOR
DE ENCENDIDO
TANQUE DE AIRE
NEGRO
TRANSFORMADOR
ROJO NEGRO
ROJO
VACÍO
MARCHA EN
CONTROL DE
TABLERO DEL
NEGRO
CIRCUITO DE
AZUL
INTERRUPTOR
EN VACÍO
DE MARCHA
BLANCO
VÁLVULA SOLENOIDE
AZUL
SIN UTILIZAR
NEGRO 16 GA.
DEL MOTOR
RECTIFICADOR
CA
CA
DEL MOTOR
ROJO
DE CONTROL DE
MARCHA EN VACÍO
PARA EL CILINDRO DE CONTROL
PARA LA MARCHA EN VACÍO
AIRE DEL
VALOR DEL
DESCARGADOR
Sp25
Page 64

Manual de Instrucciones y Lista de Piezas
Para Ordenar Repuestos o Asistencia Técnica, Sírvase Llamar al Distribuidor Más Cercano a Su Domicilio
Sírvase proporcionar la siguiente información: Dirija toda la correspondencia a:
- Número de modelo Campbell Hausfeld
- Número de serie (si tiene) Attn: Customer Service
- Descripción y número de la pieza como se muestra 100 Mundy Memorial Drive
en la lista de repuestos Mt. Juliet, TN 37122 U.S.A.
11
10
16
19
6 15
35
14
33
34
13
12
7
5
4
1
6
10
19
18
11
23
36
2
31
32
29
30
24
29 *
21 *
Figura 13 - Se muestra el conjunto del chasis para el GR2100 y el GR3100; las piezas en común para todos los modelos se muestran en la
lista de partes de la Figura 13.
* Esta pieza es para las unidades GR2100 y GR3100 con reguladores de manija en T.
21
24
28
27
26
25
22
20
9
8
19
18
18
17
3
Sp26
Page 65

Lista de piezas de repuesto para el conjunto del chasis
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
◆
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Ref.
No. Description Part Number Qty.
1 Conjunto de chasis con tuercas
remache
2
Cubierta del manómetro GW010661KK 1
3 Tanque de aire de 15,24 cm (6 pulg.) AR065101KK
Descargador / válvula de retención
4
con la boquilla GW010635AV 1
5
Manguera D.I. de 12,7 mm (1/2
pulg.) PTFE con cordón SS MJ115014AV 1
6
Adaptador de presión de 6,4 mm
(1/4 pulg.) MNPT ST081301AV 3
7
Tubo de 6,4 mm (1/4 pulg.), FEP
(sustituye la tubería corta y el
interruptor de presión) * MJ115022AV 1
8 Válvula de drenaje D-1403 1
9 Casquillo reductor de 9,5 mm -
6,4 mm (3/8 pulg. - 1/4 pulg.) NPT ST071435AV 1
10 Conector cromado 12,7 mm MNPT
con estriado de 12,7 mm (13,79 bar)
11 Codo adaptador cromado de
12,7 mm NPT (13,79 bar)
12 Tornillo Hexagonal, 9,5 mm -
16 UNC x 2,54 cm
13 Arandela de presión de 9,5 mm
(3/8 pulg.)
14 Base soporte del tanque GW010613KK 2
15◆Válvula solenoide - 3 puertos NC GW010630AV 1
16◆Tornillo de cabeza plana,
#8 - 32 x 12,7 mm (1/2 pulg.)
17 Conector de codo cromado, 13,79
bar, 9,5 mm NPT (M x F)
18 Conector cromado 3/8 pulg. MNPT
con estriado de 12,7 mm (13,79 bar)
Manguera flexible de D.I.
19
de 12,7 mm - 20,70 bar
20 Adaptador cromado en T,
13,79 bar - 9,5 mm NPT (F x M x F)
21 Regulador de aire con perilla redonda
Regulador de aire con manija en T *
Colector de aire - lado del depósito GW010580AV 1
22
23
Colector de aire - lado del regulador GW010585AV 1
24◆Manómetro de 5,08 cm - 13,79 bar MJ119700AV 2
Espaciador del colector de aire GW010656AV 4
25
26◆Válvula de seguridad ASME V-215200AV 1
27◆Arandela de 6,4 mm (1/4 pulg.)
28◆Tornillo hexagonal, 6,4 mm -
20 UNC x 2,54 cm
29 Boquilla de tubo, 9,5 mm (3/8 pulg.)
NPT x 3,81 cm (1,5 pulg.)
Boquilla de tubo, 9,5 mm (3/8 pulg.)
NPT x 5,08 cm (2 pulg.)
30
Conector cromado de conexión
rápida - 9,5 mm NPT hembra
(13,79 bar)
GW010412SJ
GW010410SJ * 1
AR065100KK * 2
MJ114030AV
★
★
★
★
★
MJ114025AV
★
★
PA210100AV
GW010160AV * 1
★
★
★
MJ114031AV
3
3
2
2
2
1
3
1
1
4
4
2
2
Ref.
No. Description Part Number Qty.
31
Arandela plana de 7,9 mm
32
Tornillo hexagonal de 7,9 mm 18 UNC x 19,1 mm
Codo cromado de 45° - 1/2 x 1/2
33
MNPT MJIC (13,79 bar)
34 Arandela plana de 9,5 mm
35 Buje del cableado MJ110212AV
36
Tapón NPT de 3,2 mm (1/8 pulg.)
37
Calcomanía Campbell Hausfeld
(parte frontal y posterior) [No se
muestra] DK667873AV 2
Calcomanía de especifi caciones
38
GR2100 (Unidad frontal) [No se
muestra]
Calcomanía de especifi caciones
GR3100 (Unidad frontal) [No se
muestra]
39
Calcomanía de advertencia [No se
muestra]
English y Español
Française y Portuguese
40
Calcomanía de Arranque-
Descargue, [No se muestra] DK667876AV 1
41
Calcomanía de Advertencia,
superfi cie caliente (compresor) [No
se muestra] DK631100AV 1
Calcomanía del supresor de chispas
42
(motor) [No se muestra] DK065101AV 1
Calcomanía de advertencia CPSC,
43
82,6 mm x 20,32 cm [No se
muestra] DK667848AV 1
44
Calcomanía de Advertencia, Puesta
a tierra [No se muestra] DK667849AV 1
45
Calcomanía de Advertencia de
explosión de combustible [No se
muestra] DK197101AV 1
46
Calcomanía del disyuntor de 12V
[No se muestra] DK667877AV 1
-- No disponible
★
Artículo estándar de ferretería - disponible en su ferretería local
Esta pieza es común a todos los modelos
* Esta pieza es para las unidades GR2100 y GR3100 con
reguladores de manija en T.
★
★
MJ114029AV
★
MJ110209AV *
★
DK667874AV
DK667875AV
DK667872AV
DK667888AV
2
2
1
2
5
4
1
1
1
1
1
Sp27
Page 66

Manual de Instrucciones y Lista de Piezas
Para Ordenar Repuestos o Asistencia Técnica, Sírvase Llamar al Distribuidor Más Cercano a Su Domicilio
Sírvase proporcionar la siguiente información: Dirija toda la correspondencia a:
- Número de modelo Campbell Hausfeld
- Número de serie (si tiene) Attn: Customer Service
- Descripción y número de la pieza como se muestra 100 Mundy Memorial Drive
en la lista de repuestos Mt. Juliet, TN 37122 U.S.A.
21
22
12
10
11
7
2
9
3
8
25
26
4
6
27
15
14
1
13
5
12
7
23
11
10
8
16
7
27
25
17
18
19
20
24
Figura 14 - Se muestra el conjunto del chasis para el GR2200, GR2300, GR3200 y el GR3300; las piezas en común para todos los modelos
se detallan en la página Sp27
Sp28
Page 67

Lista de piezas de repuesto para el conjunto del chasis
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
No.
Ref. Descripción No. de Parte Ctd.
1
Conjunto de chasis con tuercas remache
2 Tanque de aire de 7,57 litre (2 gallon) AR028300KK 1
3 Tornillo hexagonal de 7,9 mm - 18 UNC
x 19,1 mm
4 Arandela plana - 0,344 DI x 0,688 DE x
0,065 pulg. de grosor
5 Tuerca de pestaña de 7,9 mm
(5/16 pulg.) - 18
6 Válvula de drenaje D-1403 1
7 Conector de codo cromado,
13,79 bar, 12,7 mm NPT (M x F)
8 Conector cromado 12,7 mm (M) NPT con
estriado de 12,7 mm (13,79 bar)
9 Boquilla de tubo, 12,7 mm (1/2 pulg.) NPT
x 3,81 cm (1,5 pulg.)
10 Conector de codo cromado, 13,79 bar,
12,7 mm (F) NPT (F x F)
11 Válvula de descarga GW010635AV 1
12 1/8 (M) NPT, Empuje para conectar el
cople ST081301AV 1
13 Transformador, 24VA GW005056AV 1
14 Abrazadera de transformador GW005057AV 1
15 Tornillo hexagonal, 6,4 mm - 20 UNC x
7,62 cm
16 Tanque de aire de 113,55 litre (30 gallon) AR035100KK 1
17 Montura de caucho con buje de acero MJ110101AV 4
18 Anillo de goma MJ110102AV 4
19 Arandela - 2,00 pulg. DE x 0,531 DI x
0,134 pulg. de grosor
20 Tuerca hexagonal de seguridad de nylón,
12,7 mm - 13 UNC
21 Perno hexagonal, 12,7 mm - 13 x
7,62 cm
22 Arandela, 12,7 mm
23 Boquilla de tubo, 12,7 mm (1/2 pulg.)
NPT x 7,62 cm (3 pulg.)
24 Válvula de drenaje
(GR2200 and GR3200 sólo) ST127700AV 1
25 Conector cromado 9,5 mm (M) NPT con
estriado de 12,7 mm (13,79 bar) MJ114025AV 1
GW010411SJ 1
★
★
★
★
MJ114030AV
★
★
★
★
★
★
★
★
4
4
4
3
2
1
2
4
1
4
4
4
1
No.
Ref. Descripción No. de Parte Ctd.
26 Conector de codo cromado,
13,79 bar, 12,7 mm NPT (M x F)
27 Manguera flexible de 1/2 pulg DI -
300 psi
28 Calcomanía Campbell Hausfeld (parte
frontal y posterior) [No se muestra] DK667873AV 2
29 Calcomanía de especifi caciones
(Unidad frontal) [No se muestra]
GR2200
GR2300
GR3200
GR3300
30 Calcomanía de advertencia
[No se muestra] DK667872AV 1
31 Calcomanía de Arranque-Descargue
[No se muestra] DK667876AV 1
32 Calcomanía de Advertencia, superfi cie
caliente (compresor) [No se muestra] DK631100AV 1
33 Calcomanía del supresor de chispas
(motor) [No se muestra] DK065101AV 1
34 Calcomanía de advertencia CPSC,
82,6 mm x 20,32 cm [No se muestra] DK667848AV 1
35 Calcomanía de Advertencia, Puesta
a tierra [No se muestra] DK667849AV 1
36 Calcomanía de Advertencia de explosión
de combustible [No se muestra] DK197101AV 1
37 Calcomanía del disyuntor de 12V
[No se muestra] DK667877AV 1
-- No disponible
★
Artículo estándar de ferretería - disponible en su ferretería local
★
★
DK668004AV
DK668005AV
DK668006AV
DK668007AV
1
1
1
1
1
1
Sp29
Page 68

Manual de Instrucciones y Lista de Piezas
Para Ordenar Repuestos o Asistencia Técnica, Sírvase Llamar al Distribuidor Más Cercano a Su Domicilio
Sírvase proporcionar la siguiente información: Dirija toda la correspondencia a:
- Número de modelo Campbell Hausfeld
- Número de serie (si tiene) Attn: Customer Service
- Descripción y número de la pieza como se muestra 100 Mundy Memorial Drive
en la lista de repuestos Mt. Juliet, TN 37122 U.S.A.
1
7
3
14
5
4
6
8
26
15
16
17
18
19
25
20
21
28
22
13
9
11
10
2
29
30
12
13
19 24
3
23
27
Figura 14 - Conjunto de los componentes de energía - GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Sp30
Page 69

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Lista de piezas de repuesto del conjunto de componentes de energía
No. de
Ref. Descripción No. de Parte Ctd.
1 Motor Honda GX390 NG003900AV 1
2 Cabeza de alternador Sincro ver página Sp35 1
3 Bomba del compresor de aire con volante de inercia HS7101 1
4 Tornillo hexagonal, 9,5 mm -16 x 44,5 mm
5 Arandela plana de 9,5 mm
6 Placa tensora del motor GW010211AD 1
7 Contratuerca de 9,5 mm - 16
8 Tornillo hexagonal, 11,1 mm -14 x 3,81 cm
9 Placa tensora de la bomba GW010210AD 1
10 Tornillo hexagonal, 6,4 mm - 20 x 7,62 cm
11 Arandela plana, 6,4 mm. x 0.050 pulg.
12 Tornillo Hexagonal, 9,5 mm -16 UNC x 2,54 cm, Grado 8
13 Tornillo hexagonal con rondana de 6,4 mm - 20 x 19,1 mm
14 Tuerca remache, 6,4 mm - 20 UNC, 0.580 L MJ105205AV 3
15 Protección interior de la bandacorrea GW010106KK 1
16 Polea loca plana - 7,62 cm D.E. - 0.380 I.D. MJ117503AV 1
17 Arandela de presión de 9,5 mm
18 Tornillo hexagonal, 9,5 mm - 16 x 7,62 cm
19 Polea para banda poli-V, 12,70 cm D.E. GW010290AD 2
20 Banda poli-V Sec.-K, D.E. de 38.15 x 6 costillas (Gates# K060374)
21 Polea - D.E. 6.45 pulgadas, cónica para banda en V MJ117511AV 1
22 Banda en V (Gates# A87 - 12,7 mm x 226,06 cm) MJ117008AV 1
23 Protección exterior para banda GW010136KK 1
24 Casquillo, Seguro cónico 1210, 24 mm D.I. MJ117506AV 1
25 Casquillo, Seguro cónico 1210, 2,54 cm D.I. MJ117507AV 1
26 Arandela plana de 3,81 cm
27 Tuerca remache, 6,4 mm - 20 UNC, 0.70 L MJ105207AV 15
28 Casquillo - Cono H1 MJ110211AV 1
29 Arandela plana 9,5 mm (3/8 pulg.)
30 Tuerca de pestaña de 9,5 mm (3/8 pulg.)
-- No disponible
★
Artículo estándar de ferretería - disponible en su ferretería local
★
★
★
★
★
★
★
★
★
★
★
★
★
★
1
3
7
4
2
2
4
7
3
1
1
4
2
2
Sp31
Page 70

Manual de Instrucciones y Lista de Piezas
Para Ordenar Repuestos o Asistencia Técnica, Sírvase Llamar al Distribuidor Más Cercano a Su Domicilio
Sírvase proporcionar la siguiente información: Dirija toda la correspondencia a:
- Número de modelo Campbell Hausfeld
- Número de serie (si tiene) Attn: Customer Service
- Descripción y número de la pieza como se muestra 100 Mundy Memorial Drive
en la lista de repuestos Mt. Juliet, TN 37122 U.S.A.
21
2
16
13
12
11
3
27
14
9
10
8
15
7
20
18
4
5
23
6
1
26
25
17
19
Figura 15 - Conjunto de controles del usuario
Sp32
22
Page 71

GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Lista de piezas de repuesto del conjunto de controles del usuario
No. de
Ref. Descripción No. de Parte Ctd.
1 Panel de Control con tuercas remache GW010437SJ 1
2 Panel de control superior pintado GW010427KK 1
3 Cubierta del Interruptor de protección del circuito a tierra GFCI GN051022AV 1
4 Interruptor de protección del circuito a tierra GFCI - 30A GN051042AV 1
5 Tapa cubierta - gfci GN051024KK 1
6 Tapa de la clavija de giro GN051020AV 1
7 Receptáculo de la clavija de giro: 120V - 250V / 30A GW004292AV 1
8 Tornillo de cabeza redonda, #8 - 32 x 12,7 mm
9 Cubierta del receptáculo de la clavija GN051021AV 2
10 Receptáculo dúplex: 120V, 20A GN003403AV 2
11 Tornillo de cabeza redonda, #6 - 32 x 9,5 mm
12 Protector térmico del circuito, 20A GN051041AV 2
13 Interruptor-conmutador de Doble Polo ON/ON GW004258AV 1
14 Interruptor conmutador ON/OFF PM351124AV 1
15 Caja portafusibles HV010201AV 1
Fusible de acción lenta 15 A (no se muestra)
16 Tuerca remache, 6,4 mm - 20 UNC, 0.580 L MJ105205AV 5
17 Tornillo de cabeza redonda, #8 - 32 x 19,1 mm
18 Poste para tablero de circuito, #6 - 32, hembra
19 Tornillo de cabeza redonda, #6 - 32 x 6,4 mm
20 Tablero de control de la marcha en vacío GW005068AV 1
21 Tornillo de cabeza redonda, 6,4 mm - 20 x 19,1 mm
22 Tornillo hexagonal con rondana de 6,4 mm - 20 x 19,1 mm
23 Tuerca hexagonal con anillo Nylok #8 - 32 (no se muestra)
24 Rectificador del sistema de carga Honda de 3 amp
[Honda N/P: 31700-124-008] (no se muestra)
25 Rectificador del control de marcha en vacío GN006651AV 1
26 Arandela de seguridad dentada #8 interna / externa MJ105715AV 1
27 Interruptor de palanca SPST OFF - (ON) (temporal) GW004259AV 1
Transformador (únicamente GR3100, no se muestra) GW005056SJ 1
Complete control panel assembly [wired] with 1/4 inch tube, FEP (MJ115022AV) GW010438SJ
-- No disponible
★
Artículo estándar de ferretería - disponible en su ferretería local
★
★
★
★
★
★
★
★
★
Contacte con un distribuidor
Honda para esta pieza 1
2
8
1
2
4
4
7
7
4
Sp33
Page 72

Manual de Instrucciones y Lista de Piezas
Para Ordenar Repuestos o Asistencia Técnica, Sírvase Llamar al Distribuidor Más Cercano a Su Domicilio
Sírvase proporcionar la siguiente información: Dirija toda la correspondencia a:
- Número de modelo Campbell Hausfeld
- Número de serie (si tiene) Attn: Customer Service
- Descripción y número de la pieza como se muestra 100 Mundy Memorial Drive
en la lista de repuestos Mt. Juliet, TN 37122 U.S.A.
25
26
24
23
21
20
19
11
13
22
10
18
2
16
17
13
3
12
8
15
4
5
7
6
1
14
9
Figura 16 - Conjunto del alternador (GW004996AV se muestra)
Sp34
Page 73

▲
▲
▲
▲
▲
▲
▲
▲
▲
▲
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Lista de piezas de repuesto del conjunto del alternador
No. de
Ref. Descripción No. de Parte Ctd.
1 Alternado de cabeza Sincro - GR2100, GR2200, GR2300; 5.2 kVA, 120 / 240V, 60 Hz,
12V aux, eje con cuña de 24mm (no se muestra) GW005010AV 1
Alternador de cabeza Sincro - GR3100, GR3200, GR3300; 5.5 kVA / 240A CD,
120 / 240V, 60Hz, 12V aux, eje con cuña de 24mm GW004996AV 1
2 Puente rectificador de soldadura GW001057SV 1
3 Protección térmica GW001058SV 1
4 Anillo colector GW001059SV 1
5 Cubierta del anillo colector GW001060SV 1
6 Puente rectificador monofásico GW001061SV 2
7 Reóstato GW001062SV 1
8 Porta cepillos y cepillos GW001063SV 1
9
10
11
12
13
14
15
16
17
18 Cubierta superior GW001002SV 1
19 Conmutador de salida GW001045SV 1
20 Selector de Rango (3 posiciones) GW001064SV 1
21 Perilla del conmutador WC400401AV 1
22 Enchufe Dinse de 400A GW001065SV 2
23 Pinza a tierra WC100101AV ■ ● 1
24 Porta electrodo de 300A WC200250AV ■ ● 1
25 Terminal de soldar Dinse (macho) de 400A GW000231AV ■ ● 2
26 Cable para soldar (ver la tabla de la página 9)
27 GR2100, GR2200, GR2300 - Condensador, 35mf, 450V (no se muestra) GW001016SV 1
28 GR2100, GR2200, GR2300 - Diodo supresor, condensador, 2 de cada uno
KITS DE REPARACIÓN Y ACCESORIOS
▲
■
●
Tapa posterior del alternador Sincro con calcomanía y orificio para el disyuntor. GW004997SJ 1
Disyuntor térmico con botón de presión,4A GN051046AV 1
Tapón de tapa GN002329SV 1
Tornillo de cabeza Phillips, M6 - 1.0 x 10 mm
Tornillo de cabeza Phillips, M5 - 0.08 x 10 mm
Montante GN002313SV 4
Ventilador del alternador GW001020SV 1
Tuerca de seguridad Nyloc M8 - 1.25
Cubierta protectora para el aire de salida GN002310SV 2
(no se muestra) GN002337SJ 1
Kit de terminales Dinse (contiene 2 terminales) GW000232AJ
25 pies, 2 GA. Juego de cable de soldadura (incluye los artículos 23, 24, 25, 26) GW000325AJ
50 pies, 2 GA. Juego de cable de soldadura (incluye los artículos 23, 24, 25, 26) GW000350AJ
★
★
★
■ ● ★
4
8
5
1
-- No disponible
★
Pieza común para ambos alternadores (GW005010AV y GW004996AV)
Artículo estándar de ferretería - disponible en su ferretería local
Sp35
Page 74

Manual de Instrucciones y Lista de Piezas
Para Ordenar Repuestos o Asistencia Técnica, Sírvase Llamar al Distribuidor Más Cercano a Su Domicilio
Sírvase proporcionar la siguiente información: Dirija toda la correspondencia a:
- Número de modelo Campbell Hausfeld
- Número de serie (si tiene) Attn: Customer Service
- Descripción y número de la pieza como se muestra 100 Mundy Memorial Drive
en la lista de repuestos Mt. Juliet, TN 37122 U.S.A.
11
56
9
10
12
30
13
40
38
37
14
8
7
6
5
42
43
45
46
57
15
16
28
17
44
31
32
33
18
11
24
22
23
25
26
29
4
3
35
2
36
1
50
27
17
52
19
10
20
21
Figura 17 - Bomba del compresor de aire
Sp36
41
39
47
48
34
49
51
53
54
55
Page 75

✤
✤
★ ✤
★
★ ✤
✤
✤
✤
✤
●
●
●
◆
◆
◆ ▼
▲
▲
▲
▼
▲
✖
✖
▼
■
✤
■
▲
■
●
◆
▼
✖
★
✤
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
Lista de piezas de repuesto de la bomba del compresor de aire
No.
Ref. Descripción No. de Parte Ctd.
1 Tapón de purga de 1/4 pulgada NPT
2 Indicador del nivel de aceite
3 Junta tórica del indicador del
nivel de aceite
4 Cárter
5 Volante de inercia
6 Arandela plana ▲ ✤ 1
7 Arandela de presión ▲ ✤ 1
8 Perno, M12 ▲ ✤ 1
Tornillo de cabeza hexagonal,
9
M10x80
10 Anillo elástico, M10
11 Adaptador del intercambiador
de calor sin orifi cio roscado HS050053AV 2
12 Cabeza de cilindro (baja presión) HS050054AV
13 Junta de cabeza (BP)
14 Conjunto de la placa de válvula
15 Junta de cilindro en la placa
de válvula (BP)
16 Cilindro (BP) HS050065AV 1
17 Junta del cárter de cilindro
18 Conjunto del intercambiador de
calor con tuercas abocinadas HS050066AV 1
19 Perno hexagonal, M10x65
20 Cabeza de cilindro (alta presión) HS050076AV 1
21 Junta de cabeza (AP)
22 Conjunto de la placa de válvula (AP)
23 Junta de cilindro en la placa de
válvula (AP)
24 Cilindro (AP) HS050077AV 1
25 Tuerca
26 Anillo elástico, M10
27 Perno roscado
28 Tapón de llenado
29 Junta del tapón de llenado
30 Sello de aceite HS050042AV ◆
31 Anillo de compresión
32 Anillo de compresión
33 Anillo de aceite
34 Pistón
35 Pasador del pistón
36 Seguro de retención
37 Cuña
38 Rodamiento de bolas -- 1
39 Cuchara aceitera ★
40 Arandela de presión ★
◆
◆ ▼
◆ ▼
◆
■
✤
✤
✤
●
●
●
✤
✤
✤
◆ ✖
◆ ✖
■
1
1
1
1
1
4
8
1
1
1
1
2
4
1
1
1
8
8
8
1
1
1
1
1
2
1
1
2
1
1
1
No.
Ref. Descripción No. de Parte Ctd.
Tornillo sujetador de la cuchara
41
aceitera M4x10
42 Pasador del pistón
43 Biela
44 Anillo de compresión
45 Anillo de aceite
46 Pistón
47 Cigüeñal -- 1
48 Biela (AP)
49 Rodamiento de bolas -- 1
50 Placa posterior del rodamiento
51 Junta de la tapa del rodamiento
52 Conjunto del respiradero HS050070AV 1
53 Tapa del rodamiento
54 Arandela de cobre
55 Perno
56 Conjunto del fi ltro de aire FP050056AV 1
57 Soporte de la protección
de la banda HS050059AV
58 Elemento del fi ltro de aire
(no se muestra) ST073903AV
★
★
✤
✤
1
1
1
3
1
1
1
1
1
1
1
1
1
1
KITS DE REPARACIÓN Y ACCESORIOS
▲
Kit de pernos para el volante
de inercia DP500040AV
■
Volante de inercia con cuña HS050041AV
●
Kit de la placa de válvula (AP) HS050075AV
◆
Conjunto del cárter con sello de
aceite, indicador del nivel de aceite,
tapón de vaciado y tapón de llenado HS050044AV
▼
Indicador de nivel de aceite
con sello tórico DP400045AV
✖
Tapón de aceite con sello tórico DP500046AV
★
Conjunto de la biela de alta presión
con cuchara aceitera HS050047AV
✤
Juego del conjunto del sujetador HS050069AV
Conjunto de la biela de baja presión
con cuchara aceitera HS050048AV
Tapa del rodamiento con defl ector HS050050AV
Kit de anillo de pistón (BP) HS050060AV
Conjunto de pistón (BP) HS050061AV
Conjunto de pistón (AP) HS050062AV
Kit de anillo de pistón (AP) HS050063AV
Kit de placa de válvula (BP) HS050064AV
Junta, junta de aceite y la junta
tórica kit (excepto placa de válvula
junta de placa HS050068AV
-- No disponible
Sp37
Page 76

Manual de Instrucciones y Lista de Piezas
GR2100, GR2200, GR2300, GR3100, GR3200, GR3300
¡REGISTRE SU PRODUCTO EN LÍNEA AHORA MISMO!
http://reg.ch-commercial.com
Limited Warranty
1. DURACIÓN El fabricante garantiza que reparará, sin aplicar un cargo por las piezas o la mano de obra, de los siguientes productos
Campbell Hausfeld por defectos confirmados en los materiales o mano de obra, durante el/los siguiente(s) período(s) de tiempo después
de la fecha original de la compra:
Durante 3 años: Por el Generador de la máquina de soldar accionado por motor, Transformador de la soldadora y el rectificador
(excluyendo las pinzas, pistola de soldadura, porta electrodo, cables o accesorios)
Durante 1 año: La bomba del compresor
Durante 90 días: Las pinzas de soldadura, el porta electrodo, accesorios y cables para soldar (si aplica)
2. QUIEN OTORGA ESTA GARANTÍA (GARANTE): Campbell Hausfeld / Scott Fetzer Company, 100 Mundy Memorial Drive, Mount Juliet,
Tennessee, 37122, Teléfono: (800) 746-5641
3. QUIEN RECIBE ESTÁN GARANTÍA (COMPRADOR): El comprador original (aquel que no sea un revendedor) del producto
Campbell Hausfeld.
4. LO QUE ESTÁ CUBIERTO POR ESTA GARANTÍA: Los defectos substanciales del material y su fabricación que pueden ocurrir dentro
de la duración del período de garantía con las excepciones que se indican a continuación.
5. LO QUE NO ESTÁ CUBIERTO POR ESTA GARANTÍA:
A. Las garantías implícitas, incluyendo las garantías de comerciabilidad e IDONEIDAD PARA UN PROPÓSITO PARTICULAR LAS
CUALES SE LIMITAN A LA DURACIÓN DE ESTA GARANTÍA EXPRESA. Después de este período, todos los riesgos de pérdida,
por la razón que sea, serán del comprador. Algunos estados no permiten la limitación en el tiempo de duración de una garantía
implícita, de modo que las limitaciones anteriores pueden no ser aplicables en su caso.
B. CUALQUIER PÉRDIDA INCIDENTAL, INDIRECTA O CONSECUENTE, DAÑO, O QUE PUEDA RESULTAR DE CUALQUIER
DEFECTO, FALLA O MAL FUNCIONAMIENTO DEL PRODUCTO CAMPBELL HAUSFELD. Algunos estados no permiten la
limitación en el tiempo de duración de una garantía implícita, de modo que las limitaciones anteriores pueden no ser aplicables
en su caso.
C. Cualquier falla que resulte de un accidente, abuso del comprador, negligencia o falla en la operación del producto de acuerdo
a las instrucciones mencionadas en el/los manual(es) del propietario que se suministra con el producto.
D. Servicio previo de entrega, por ejemplo, ensamblaje, aceite o lubricantes y ajustes.
E. Artículos o servicios que normalmente se requieren para el mantenimiento del producto, por ejemplo, lubricantes, filtros,
empaques, etc
F. Los componentes para motores de gasolina están expresamente excluidos de la cobertura de esta garantía limitada. Tales
componentes deben ser devueltos por el comprador al fabricante original o su taller de reparaciones autorizadas para servicio.
G. Artículos adicionales que no están cubiertos por esta garantía:
1. Cualquier componente dañado durante el envío o cualquier daño causado por la instalación u operación, bajo condiciones
que no cumplen con las normas de instalación y funcionamiento o los daños por el contacto con herramientas o el entorno.
2. La falla de la bomba o válvula causada por la lluvia, humedad excesiva, ambientes corrosivos u otros contaminantes.
3. Los defectos cosméticos que no interfieren con la funcionalidad.
4. Tanques oxidados, incluyendo pero no limitado al óxido debido a la purga inadecuada o ambientes corrosivos.
5. Las válvulas de retención e interruptores de presión después del primer año de propiedad.
6. Llaves de purga.
7. Otros artículos no enumerados pero considerados piezas de desgaste en general. Adicionalmente, esta garantía no se extiende
a ningún daño causado por la sustitución o el mantenimiento fuera de tiempo de las piezas de desgaste antes mencionado.
8. Los interruptores de presión, reguladores de aire y válvulas de seguridad modificados de su configuración original de fábrica.
9. El desgaste de la bomba o desgaste de la válvula causado por el uso de aceite no especificado.
10. El desgaste de la bomba o daños en las válvulas debidos a cualquier contaminación del aceite o por no seguir las instrucciones
de lubricación adecuadas.
11. Bandas.
12. Desgate de anillos o daño de la válvula debido a un mantenimiento inadecuado del filtro.
13. Ajustar manualmente la carga / descarga y los dispositivos de la válvula de estrangulación.
6. RESPONSABILIDADES DEL GARANTE BAJO ESTA GARANTÍA: Reparar o sustituir, a elección del garante los productos o componentes
que han fallado dentro de la duración del período de garantía específica.
7. RESPONSABILIDADES DEL COMPRADOR BAJO ESTA GARANTÍA:
A. Por favor llame al 800-746-5641 para recibir asistencia sobre la garantía.
B. Presentar la prueba de la fecha de compra y los registros de las fechas de los mantenimientos.
C. Todos los productos deben ser entregados o enviados al centro de servicio autorizado Campbell Hausfeld más cercano. Los costos
de flete, si los hubiera; deberán ser pagados por el comprador.
D. Emplee un cuidado razonable en la operación y mantenimiento de los productos tal como se describe en el/los manual(es) del
propietario.
8. CUANDO EL GARANTE REALICE LA REPARACIÓN O EL REEMPLAZO CUBIERTO POR ESTA GARANTÍA:
La reparación o reemplazo serán programados y llevados a cabo de acuerdo con el flujo normal de trabajo del centro de servicio
y en función de la disponibilidad de piezas de repuesto.
Esta garantía limitada le otorga derechos legales específicos y también podar tener otro tipo de derechos que varían de estado a estado.
Sp38
 Loading...
Loading...