

Page 1
INTRODUCTION
www.MilitaryAtv.com
INTRODUCTION
This Shop Manual covers the following BRP made
2013 Can-Am side by side vehicles.
MODEL
Commander
800R
Commander
1000
The information and component/system descriptions contained in this manual are correct at time
of writing. BRP however, maintains a policy of
continuous improvement of its products without
imposing upon itself any obligation to install them
on products previously manufactured.
Duetolat
ences bet
descript
BRP reserves the right at any time to discontinue
or change specifications, designs, features, models or equipment without incurring obligation.
ENGINE
TYPE
810
1010
e changes, there may be some differ-
ween the manufactured product and the
ion and/or specifications in this document.
MODEL NUMBER
6CDA, 6CDB, 6CDC, 6TDA,
6DDA, 6DDB, 6
6ADA, 6ADB, 6PDA, 6BDA,
6BDB, 6BDD,
6BDG, 6BDH, 6EDA,
6EDB, 6EDC, 6EDD, 6GDA,
6GDB, 6GDC,
DDC
6BDE, 6BDF,
6GDD
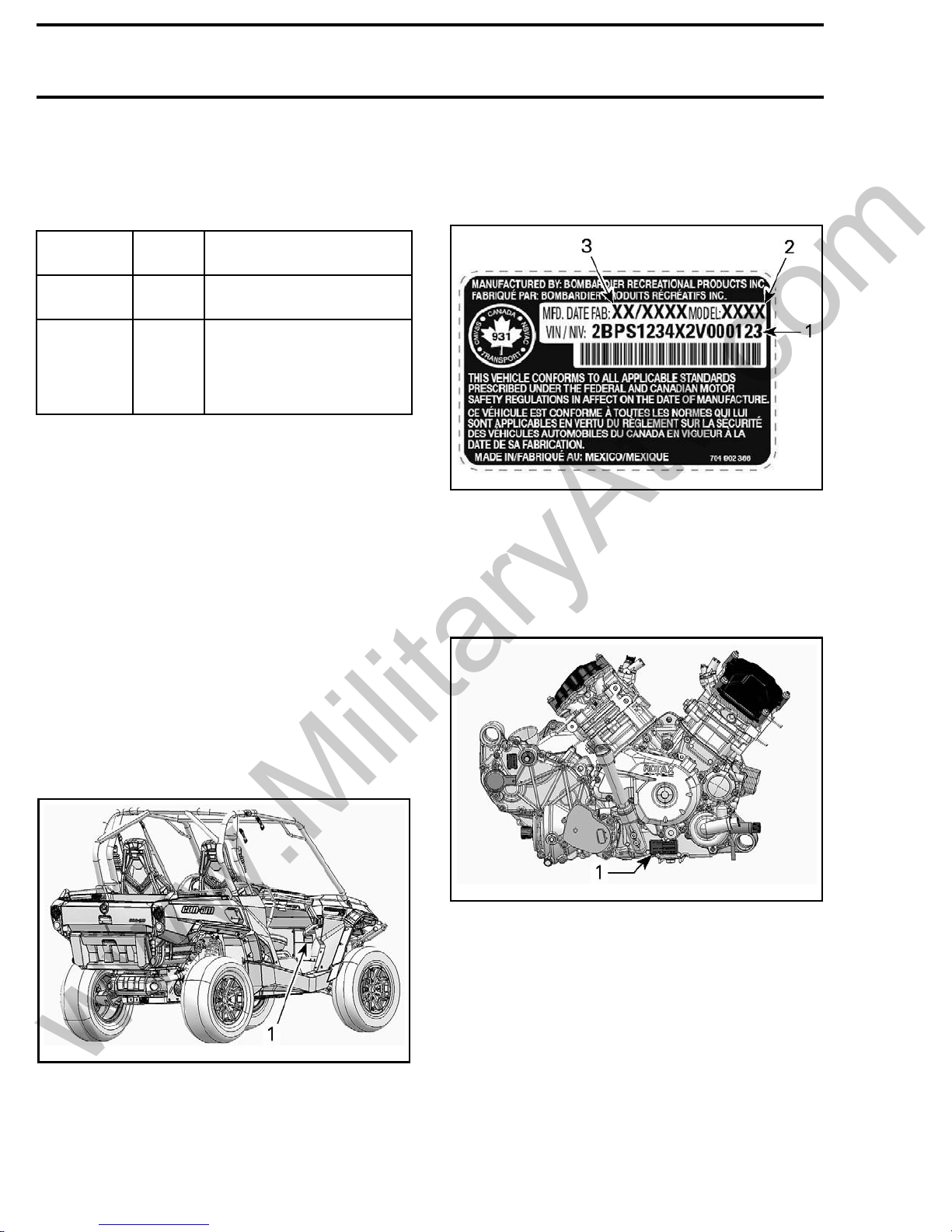
VIN Decal Description
tmr2011-002-005_a
TYPICAL — VEHICLE IDENTIFICATION NUMBER LABEL
1. VIN (Vehic
2. Model number
3. Manufacturing date
le Identification Number)
ENGINE IDENTIFICATION
NUMBER (EIN)
VEHICLE INFORMATION
VEHICLE IDENTIFICATION
NUMBER (VIN)
11-002-001_a
tmr20
TYPICAL
1. VIN (Vehicle Identification Number) location
The VI
cate
N (Vehicle Identification Number) decal is lo-
d under the glove box on the passenger side.
1-002-002_a
tmr201
TYPICAL - RH SIDE OF ENGINE
1. Engine Identification Number (EIN)
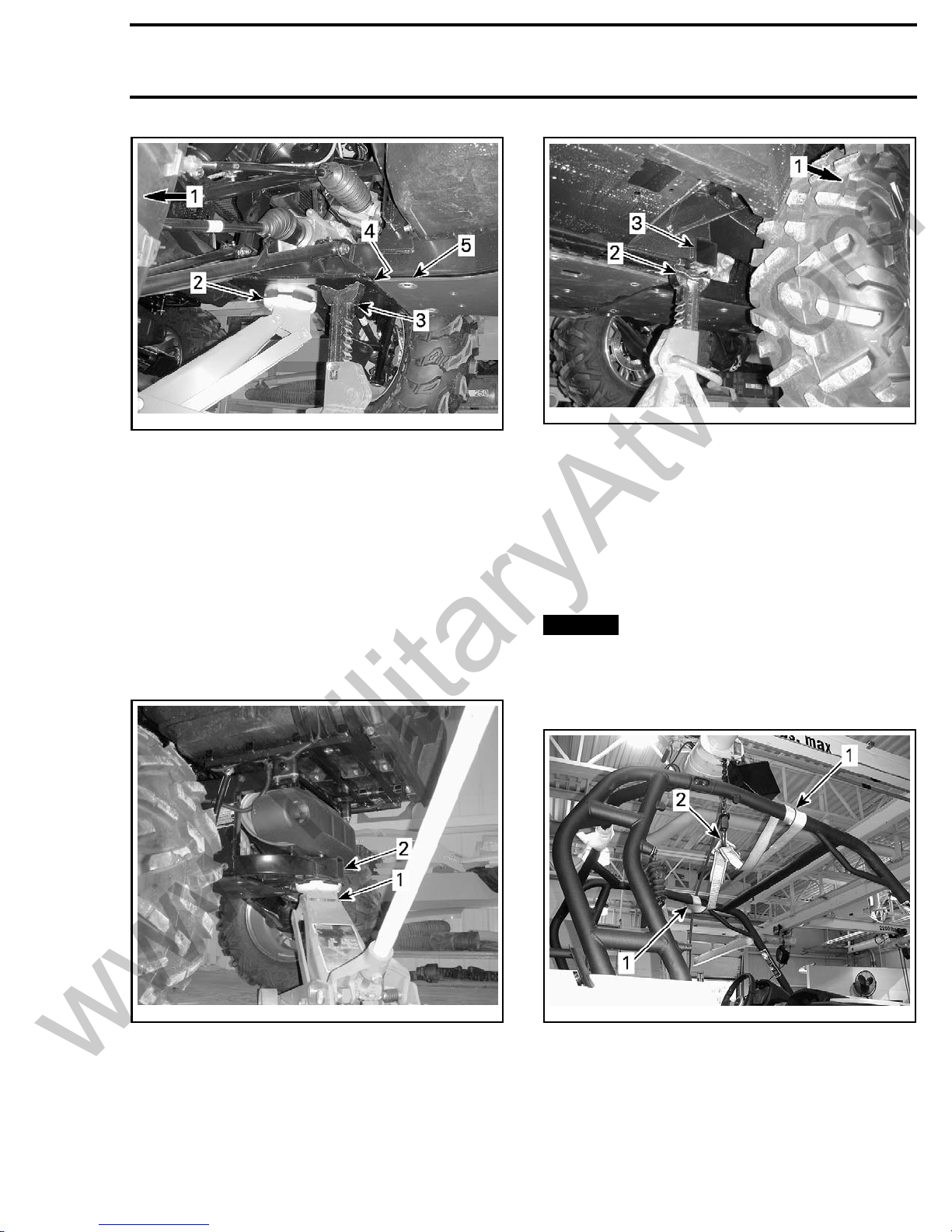
LIFTING AND SUPPORTING THE
VEHICLE
Front
1. Place vehicle on a flat non slippery ground.
2. Ensure vehicle shift lever is set to PARK.
3. Inst
4. Lift front of vehicle and install a jack stand on
of Vehicle
all an hydraulic jack under front skid plate.
each side under frame section in front of the lip
for center skid plate.
X tmr2013-002
Page 2
INTRODUCTION
www.MilitaryAtv.com
tmo2011-001-315_a
1. Front of vehicle
2. Hydraulic jack
3. Jack stand
4. Lip for center skid plate
5. Center skid plate
5. Lower hydraulic lift and ensure vehicle is supported safely onto both jack stands.
Rear of Vehicle
1. Place vehicle on a flat non slippery ground.
2. Activate 4WD mode.
3. Ensure vehicle shift lever is set to PARK.
4. Install a hydraulic jack under the trailer hitch.
tmo2011-001-316_a
1. Rear of vehicle
2. Jack stand
3. Frame section
6. Lower hydraulic lift and ensure vehicle is supported safely onto both jack stands.
HOISTING THE VEHICLE
The vehicle may be lifted off the ground by the
cage using a hoist and a lifting strap.
NOTICE
around the horizontal side tubes at the top of
the cage, NOT fore and aft. Lifting vehicle by
the fore and aft tubes of the cage can cause
damage.
The lifting strap must be wrapped
2011-001-317_a
tmo
1. Hydraulic jack
2. Trailer hitch
t rear of vehicle and install a jack stand on
5. Lif
h side under frame section in front of rear
eac
eel.
wh
tmr2013-002 XI
tmr2011-002-004_a
1. Lifting strap around horizontal side tubes (top)
2. Hoist hook
Page 3
INTRODUCTION
www.MilitaryAtv.com
WARNING
– Ensure hoist a
lifting the to
plicable man
– Ensure lifting strap is in good condition be-
fore lifting vehicle.
– Do not allow anyone in the vehicle or under
any portion of the vehicle while it is suspended by a hoist.
– Do not perfo
while it is
nd lifting strap are rated for
tal vehicle weight. Refer to ap-
ufactures instructions.
rm any work on the vehicle
suspended by a hoist.
TRANSPORTING THE VEHICLE
If the vehicle needs to be transported, it should be
carried inside a full size pick-up box or on a flatbed
trailer of the appropriate size and capacity.
NOTICE
seriously damage the vehicle drive system.
When contacting a towing or transporting service,
be sure to ask for tie-down straps, a flatbed trailer,
loading ramp or power ramp to safely lift and secure the vehicle. Ensure the vehicle is properly
transported as specified in this section.
NOTICE
vehicle - they may damage the surface finish
or plastic components.
To load the vehicle for transport, proceed as follows:
1. Set gear shift lever to NEUTRAL (N).
2. Remove the key from the ignition switch.
3. If the vehicle is equipped with a winch, use the
winch to roll the vehicle onto the transport vehicle.
4. If the vehicle is not equipped with a winch, proceed as follows:
4.1 Put a strap around the lower arm of each
4.2 Attach the straps to the winch cable of the
4.3 Pull the vehicle on the flatbed trailers with
.
NOTE: Be sure to leave the gear shift lever in
NEUTRAL (N).
5. Set ACS suspension setting to 1 (softest).
6. Tie down the front wheels to the front of the
trailer using tire towing straps.
Do not tow this vehicle - towing can
Avoid using chains to tie down the
front suspension.
towing vehicle.
the winch.
7. Pass a tie-down strap inside each rear wheel.
8. Firmly attach the rear wheels tie-down straps to
both sides of the rear of the trailer with ratchets.
9. Ensure that both the front and rear wheels are
firmly secured to the trailer.
ENGINE EMISSIONS
INFORMATION
MANUFACTURER'S
RESPONSIBILITY
Manufacturers of engines must determine the
exhaust emission levels for each engine horsepower family and certify these engines with
the United States of America Environmental
Protection Agency (EPA). An emissions control
information label, showing emission levels and
engine specifications, must be placed on each
vehicle at the time of manufacture.
DEALER RESPONSIBILITY
When servicing any vehicle that carry an emissions control information label, adjustments must
be kept within published factory specifications.
Replacement or repair of any emission related
component must be executed in a manner that
maintains emission levels within the prescribed
certification standards.
Dealers are not to modify the engine in any manner that would alter the horsepower or allow emission levels to exceed their predetermined factory
specifications.
Exceptions include manufacturer's prescribed
changes, such as altitude adjustments.
OWNER RESPONSIBILITY
The owner/operator is required to have engine
maintenance performed to maintain emission
levels within prescribed certification standards.
The owner/operator is not to, and should not allow anyone else to modify the engine in any manner that would alter the horsepower or allow emissions levels to exceed their predetermined factory
specifications.
XII tmr2013-002
Page 4
EPA EMISSION REGULATIONS
www.MilitaryAtv.com
Vehicles manufactured by BRP are certified to the
EPA standards as conforming to the requirements
of the regulations for the control of air pollution
emitted from new vehicle engines. This certification is contingent on certain adjustments being
set to factory standards. For this reason, the
factory procedure for servicing the product must
be strictly followed and, whenever practicable,
returned to the original intent of the design.
The responsibilities listed above are general and
in no way a complete listing of the rules and regulations pertaining to the EPA requirements on exhaust emissions. For more detailed information
on this subject, you may contact the following locations:
FOR ALL COURIER SERVICES:
U.S. Environmental Protection Agency
Office of Transportation and Air Quality
1310 L Street NW
Washington D.C. 20005
REGULARUSPOSTALMAIL:
1200 Pennsylvania Ave. NW
Mail Code 6403J
Washington D.C. 20460
INTERNET: http://www.epa.gov/otaq/
E-MAIL: otaqpublicweb@epa.gov
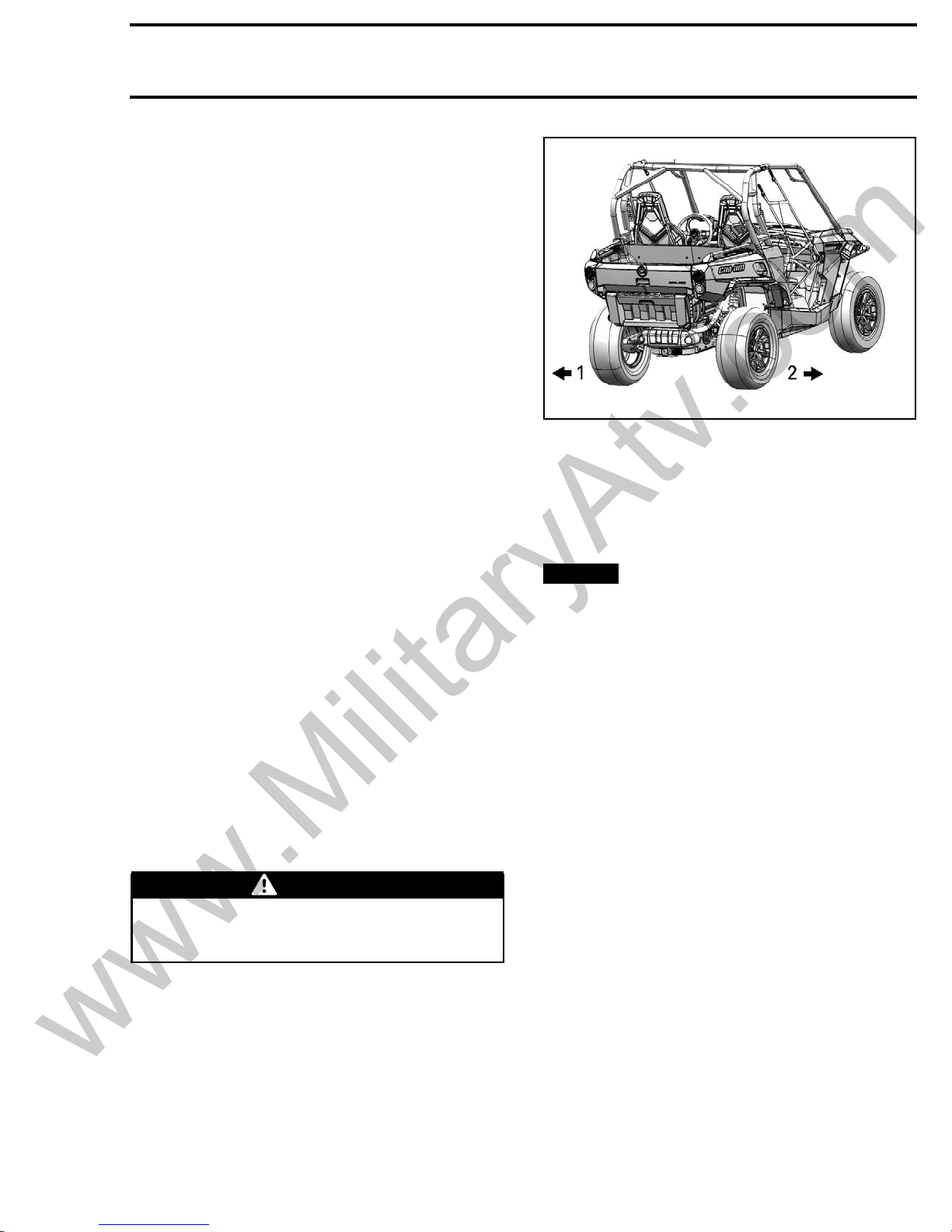
INTRODUCTION
tmr2011-002-003_a
TYPICAL
1. Left
2. Right
This manual uses technical terms which may be
different from the ones of the
When ordering parts always refer to the specific
model
NOTICE
components are built with parts dimensioned
using the metric system. Consult the appropriate
rect parts and fasteners. Mismatched or incorrect fasteners could cause damage to the vehicle.
PART S C ATAL O G S
Most fasteners are metric, and most
PARTS CATALOG
to obtain and use the cor-
PARTS CATALOGS
.
.
MANUAL INFORMATION
MANUAL PROCEDURES
Many of the procedures in this manual are interrelated. Before undertaking any task, you should
read and thoroughly understand the entire section
or subsection in which the procedure is contained.
WARNING
Unless otherwise specified, the engine
should be turned OFF and cold for all maintenance and repair procedures.
A number of procedures throughout the book require the use of special tools. Before starting any
procedure, be sure that you have on hand all required tools, or their approved equivalents.
The use of RIGHT and LEFT indications in the text
are always referenced to the driving position (sitting on the vehicle).
MANUAL LAYOUT
This manual is divided into many major sections as
can be seen in the main table of contents at the
beginning of the manual.
Each section is divided into various subsections,
and again, each subsection has one or more divisions.
Illustrations and photos show the typical construction of various assemblies and, in all cases, may
not reproduce the full detail or exact shape of the
parts used in a particular model vehicle. However,
they represent parts which have the same or a
similar function.
tmr2013-002 XIII
Page 5
INTRODUCTION
www.MilitaryAtv.com
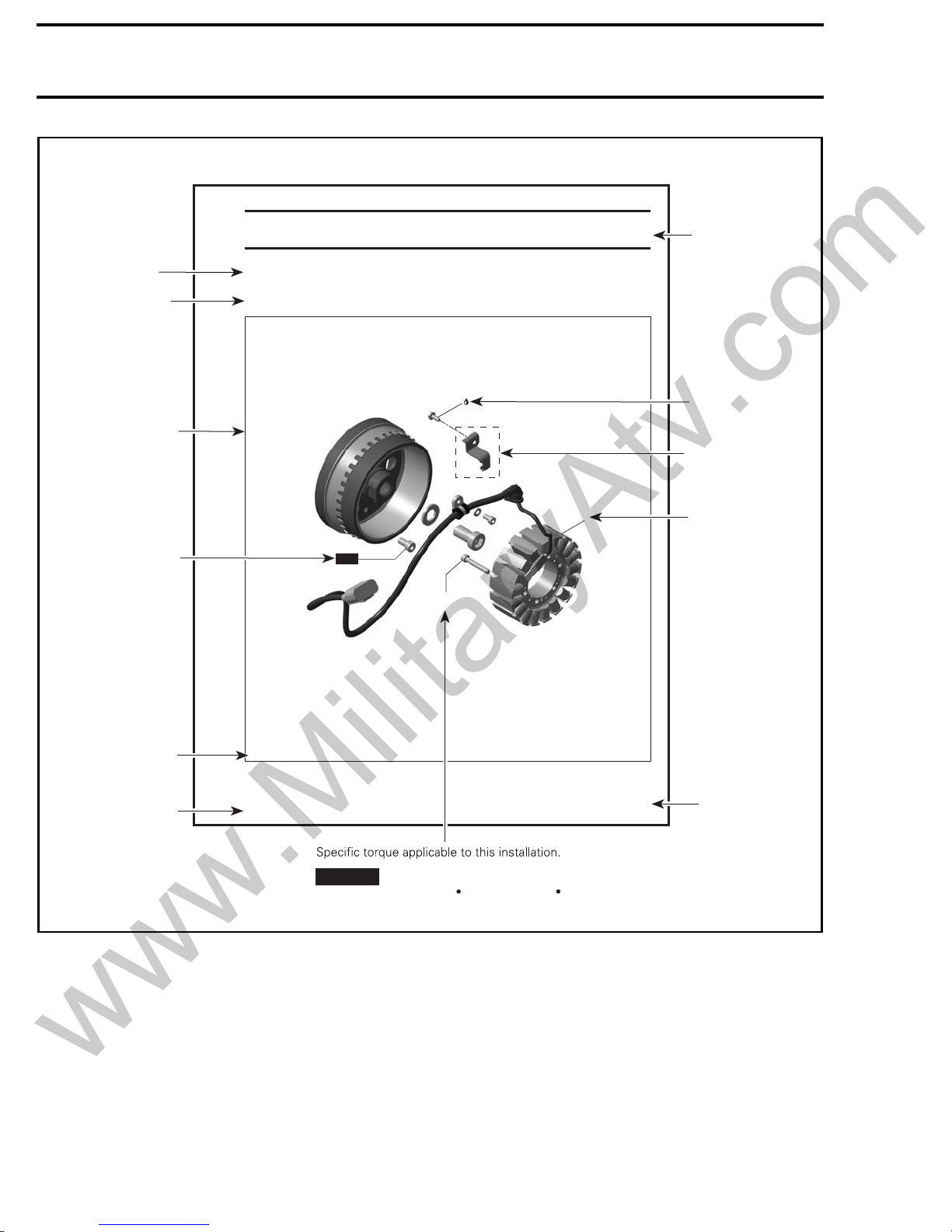
TYPICAL PAGE
Subsection title
Indicates applicable
models.
Exploded view assists
you in identifying parts
and their related
positions.
NEW indicates that the
part must be replaced
with a new one.
MAGNETO
Models
NEW
Loctite 243
5 Nm
(44 lbfin)
Section 06 ENGINE
Subsection 01 (MAGNETO)
Model
Page heading
indicates section
and subsection.
Drop represents a
service product
to be applied.
Dotted box contains
parts applicable to a
specific model.
Bold face number
1
is used to identify
a part referred to
the text.
Illustration number
for publishing process.
Document number for
publishing process.
Typical_iso_2008_en
XXX0000
mmr2008-001
Pay attention to torque specifications.
NOTICE
Some of these are in lbf in instead of lbf ft.
Use appropriate torque wrench.
55
Page number
XIV tmr2013-002
Page 6

Tittle in bold
www.MilitaryAtv.com
indicates category
of information to be
carried out.
Reference to a
specific section
or subsection.
Indicates component
procedures apply to.
Indicates specific
procedure to be
carried out.
TYPICAL PAGE
GENERAL
GENERAL
NOTE:
NOTE:
The following procedures can be done
The following procedures can be done
without removing the engine.
without removing the engine.
During assembly/installation, use the torque val-
During assembly/installation, use the torque values and service products as in the exploded
ues and service products as in the exploded
views.
views.
Clean threads before applying a threadlocker. Re-
Clean threads before applying a threadlocker. Re-
SELF-LOCKING FASTENERS
SELF-LOCKING FASTENERS
fer to the
fer to the
TITE APPLICATION
TITE APPLICATION
this manual for complete procedure.
this manual for complete procedure.
Torque wrench tightening specifications
Torque wrench tightening specifications
must be strictly adhered to.
must be strictly adhered to.
Locking devices (e.g.: locking tabs, elastic
Locking devices (e.g.: locking tabs, elastic
stop nuts, self-locking fasteners, etc.) must
stop nuts, self-locking fasteners, etc.) must
be replaced with new ones.
be replaced with new ones.
PROCEDURES
PROCEDURES
MAGNETO FLYWHEEL
MAGNETO FLYWHEEL
Magneto Flywheel Cleaning
Magneto Flywheel Cleaning
Clean all metal components in a non-ferrous metal
Clean all metal components in a non-ferrous metal
cleaner.
cleaner.
CAUTION:
CAUTION:
a clean cloth.
a clean cloth.
Magneto Flywheel Removal
Magneto Flywheel Removal
Remove muffler, refer to the
Remove muffler, refer to the
section.
section.
Remove acoustic panel.
Remove acoustic panel.
Remove rewind starter.
Remove rewind starter.
Remove starting pulley
Remove starting pulley
sections at the beginning of
sections at the beginning of
WARNING
WARNING
Clean magneto flywheel using only
Clean magneto flywheel using only
EXHAUST SYSTEM
EXHAUST SYSTEM
no. 2
no. 2
.
.
and
and
LOC-
LOC-
Section03ENGINE
Subsection 09 (MAGNETO SYSTEM)
Subsection 09 (MAGNETO SYSTEM)
TYPICAL
TYPICAL
1. Starting pulley
1. Starting pulley
NOTE:
NOTE:
To remove starting pulley bolts, hold mag-
To remove starting pulley bolts, hold mag-
neto flywheel with a socket as shown.
neto flywheel with a socket as shown.
mmr2007-016-002
TYPICAL
TYPICAL
Models
Models
Remove the connecting flange retaining the
Remove the connecting flange retaining the
rewind starter to the engine housing.
rewind starter to the engine housing.
Section03ENGINE
1
1
INTRODUCTION
TYPICAL
indicates a general
view which may
not represent exact
details.
Call-outs pertaining
to above illustration.
Illustration always
follows text to which
it applies.
Italic bold face type-
setting indicates a
procedure applicable
to a specific
model(s).
mmr2008-001
typical_txt_2008_en
tmr2013-002 XV
57
Bold face number following part
name refers to exploded view
at beginning of subsection.
Page 7

INTRODUCTION
www.MilitaryAtv.com
TIGHTENING TORQUE
Tighten fasteners to the torque specified in the exploded view(s) and/or in the written procedure. When
a torque is not specified, refer to the following table.
WARNING
Torque wrench tightening specifications must be strictly adhered to.
Locking devices when removed (e.g.: locking tabs, elastic stop nuts, self-locking fasteners, cotter
pins, etc.) must be replaced.
In order to avoid a poor assembly, tighten screws, bolts, or nuts in accordance with the following procedure:
1. Manually screw all screws, bolts and/or nuts.
2. Apply half the recommended torque value.
3. Tighten fastener to the recommended torque value.
NOTICE
NOTE: When possible, always apply torque on the nut.
NOTE: Always torque screws, bolts and/or nuts using a crisscross pattern when multiple fasteners are
used to secure a part (eg. a cylinder head). Some parts must be torqued according to a specific sequence
and torque pattern as detailed in the installation procedure.
Property
class and
head
markings
Property
class and
nut
markings
A00A8BS
FASTENER
SIZE
Be sure to use the recommended tightening torque for the specified fastener used.
4.8
4.8
4.8
5
5
5.8 Grade 8.8 Grade 10.9 Grade 12.9 Grade
8.8
8.8
8.8
9.8
9.8
9.8
8
8
FASTENER GRADE/TORQUE
10.9
10.9
10.9
10
10
12.9
12.9
12.9
12.9
12
12
M4
M5
M6
M8 15 N•m (133 lbf•in) 25 N•m (18 lbf•ft) 32 N•m (24 lbf•ft) 40 N•m (30 lbf•ft)
M10 29 N•m (21 lbf•ft) 48 N•m (35 lbf•ft) 61 N•m (45 lbf•ft) 73 N•m (54 lbf•ft)
M12 52 N•m (38 lbf•ft) 85 N•m (63 lbf•ft) 105 N•m (77 lbf•ft) 128 N•m (94 lbf•ft)
M14 85 N•m (63 lbf•ft) 135 N•m (100 lbf•ft) 170 N•m (125 lbf•ft) 200 N•m (148 lbf•ft)
XVI tmr2013-002
1.5 – 2 N•m
(13 – 18 lbf•in)
3–3.5N•m
(27 – 31 lbf•ft)
6.5 – 8.5 N•m
(58 – 75 lbf•ft)
2.5 – 3 N•m
(22 – 27 lbf•in)
4.5 – 5.5 N•m
(40 – 47 lbf•ft)
8–12N•m
(71 – 106 lbf•ft)
3.5 – 4 N•m
(31 – 35 lbf•ft)
7–8.5N•m
(62 – 75 lbf•ft)
10.5 – 15 N•m
(93 – 133 lbf•in)
4–5N•m
(35 – 44 lbf•ft)
8–10N•m
(71 – 89 lbf•ft)
16 N•m (142 lbf•in)
Page 8

INTRODUCTION
www.MilitaryAtv.com
FASTENER INFO
NOTICE
are built with parts dimensioned in the metric
system. Most fasteners are metric and must
not be replaced by customary fasteners or
vice-versa. Mismatched or incorrect fasteners
could cause damage to the vehicle or possible
personal injury.
Most components in the vehicles
RMATION
SELF-LOCKING FASTENERS
PROCEDURE
A00A6LA
TYPICAL — SELF-LOCKING FASTENER
The following describes common procedures
used when working with self-locking fasteners.
Use a metal brush or a tap to properly clean a
threaded hole, then use a solvent. Allow the solvent time to act, approximately 30 minutes, then
wipe off. Solvent utilization is to ensure proper
adhesion of the product used for locking the fastener.
Threadlocker Application for
Uncovered Holes (Bolts and Nuts)
1
2
A00A3LA
1. Apply here
2. Do not apply
1. Clean threads (bolt and nut) with solvent.
2. Apply
threads and allow to dry.
3. Choose proper strength Loctite threadlocker.
4. Fit bolt in the hole.
5. Apply a few drops of threadlocker at proposed
tightened nut engagement area.
6. Position nut and tighten as required.
LOCTITE PRIMER N (P/N 293 800 041) on
Threadlocker Application for Blind
Holes
LOCTITE®APPLICATION
PROCEDURE
The following describes common procedures
used when working with Loctite products.
NOTE: Always use proper strength Loctite product as recommended in this shop manual.
tmr2013-002 XVII
1
2
007-040-004_a
lmr2
1. On fastener threads
2. On threads and at the bottom of hole
an threads (bolt and hole) with solvent.
1. Cle
2. Apply
threads (bolt and nut) and allow to dry for 30
seconds.
3. Choose proper strength Loctite threadlocker.
LOCTITE PRIMER N (P/N 293 800 041) on
Page 9

INTRODUCTION
www.MilitaryAtv.com
4. Apply several drops along the threaded hole
and at the bottom of the hole.
5. Apply several drops on bolt threads.
6. Tighten as required.
Threadlocker Application for Stud
Installation in Blind Holes
1
2
lmr2007-040-005_a
1. On stud thr
2. On threads and in the hole
3. On retaining nut threads
1. Clean thr
2. Apply
threads and allow to dry.
3. Put 2 or 3 drops of proper strength Loctite
threadlocker on female threads and in hole.
NOTE: To
ply too m
4. Apply several drops of proper strength Loctite
on stud threads.
5. Install stud.
6. Instal
7. Apply a few drops of proper strength Loctite on
uncovered stud threads.
8. Install and tighten retaining nut(s) as required.
eads
eads (stud and hole) with solvent.
LOCTITE PRIMER N (P/N 293 800 041) on
avoid a hydro lock situation, do not ap-
uch Loctite.
l cover, part, etc.
3
Threadlocker Application for
Pre-Assembled Parts
1
2
A00A3OA
1. Apply her
2. Do not apply
1. Clean bolts and nuts with solvent.
2. Assemble components.
3. Tighten
4. Apply a few drops of proper strength Loctite on
bolt/nut contact surfaces.
5. Avoid touching metal with tip of flask.
NOTE: Fo
ing equ
streng
e
nuts.
r preventive maintenance on exist-
ipment, retighten nuts and apply proper
th Loctite on bolt/nut contact surfaces.
Threadlocker Application for an
Adjust
ment Screw
1
2
A00A3PA
1. Apply here
2. Plunger
1. Adjust screw to proper setting.
2. Apply a few drops of proper strength Loctite
threadlocker on screw/body contact surfaces.
3. Avoid touching metal with tip of flask.
XVIII tmr2013-002
Page 10

INTRODUCTION
www.MilitaryAtv.com
NOTE: If it is difficult to readjust, heat screw with
a soldering iron (232°C (450°F)).
Application for Stripped Thread Repair
5
1
8
2
3
A00A3QA
1. Release agent
2. Stripped t
3. Form-A-Thread
4. Tapes
5. Cleaned b
6. Plate
7. New threads
8. Threadlo
Standard Thread Repair
Follow in
81668 pac
If a plate is used to align bolt:
1. Apply release agent on mating surfaces.
2. Put waxe
3. Twist bolt when inserting it to improve thread
conformation.
NOTE: NOT intended for engine stud repairs.
Repair o
Option 1: Enlarge damaged hole, then follow
cker
structions on Loctite FORM-A-THREAD
f Small Holes/Fine Threads
STANDARD THREAD REPAIR
Option 2: Apply FORM-A-THREAD on the screw
and insert in damaged hole.
Permane
1. Use a stud of the desired thread length.
2. DO NOT apply release agent on stud.
3. Follow
4. Allow 30 minutes for Loctite FORM-A-THREAD
to cure.
5. Complete part assembly.
4
hreads
olt
kage.
d paper or similar film on the surfaces.
procedure.
nt Stud Installation (Light Duty)
Standard Thread Repair procedure.
6
7
Gasket Compound Application
21
1
1
lmr2007-040-006_a
1. Proper st
2. Loctite Primer N (P/N 293 800 041) and Gasket Eliminator 518
(P/N 293 800 038) on both sides of gasket
3. Loctite P
1. Remove old gasket and other contaminants using
708 500)
essary.
NOTE: Av
2. Clean both mating surfaces with solvent.
3. Spray Loctite Primer N on both mating surfaces
and on both sides of gasket and allow to dry 1
or 2 minutes.
4. Apply
sides
5. Place gasket on mating surfaces and assemble
parts immediately.
NOTE: If the cover is bolted to blind holes, apply
proper strength Loctite in the hole and on threads.
Tighten fastener.
If hol
on bo
6. Tighten as usual.
Thre
rength Loctite
rimer N only
LOCTITE CHISEL (GASKET REMOVER) (P/N 413
. Use a mechanical means only if nec-
oid grinding.
OCTITE 518 (P/N 293 800 038)
L
of gasket, using a clean applicator.
es are sunken, apply proper strength Loctite
lt threads.
adlocker Application for Mounting
3
on both
on a Shaft
Mounting with a Press
tmr2013-002 XIX
Page 11

INTRODUCTION
www.MilitaryAtv.com
1
2
3
A00A3UA
1. Bearing
2. Proper strength Loctite
3. Shaft
1. Clean shaft external contact surface.
2. Clean internal contact surface of part to be installed on shaft.
3. Apply a strip of proper strength Loctite on circumference of shaft contact surface at insertion or engagement point.
NOTE: Retaining compound is always forced out
when applied on shaft.
4. DO NOT use antiseize Loctite or any similar
product.
5. No curing period is required.
Mounting in Tandem
1. Apply retaining compound on internal contact
surface (bore) of parts to be installed.
2. Continue parts assembly as per previous illustration.
3. Apply a strip of proper strength Loctite on leading edge of outer metallic gasket diameter.
NOTE: Any Loctite product can be used here. A
low strength liquid is recommended as normal
strength and gap are required.
4. Install according to standard procedure.
5. Wipe off excess product.
6. Allow 30 minutes for product to cure.
NOTE: Normally used on worn-out housings to
prevent leaking or sliding.
It is generally not necessary to remove gasket
compound applied on outer gasket diameter.
Threadlocker Application for Case-In
Components (Metallic Gaskets)
A00A3VA
1. Proper strength Loctite
1. Clean inner housing diameter and outer gasket
diameter.
2. Spray housing and gasket with
N (P/N 293 800 041)
XX tmr2013-002
1
LOCTITE PRIMER
.
Page 12

SERVICE TOOLS INDEX
www.MilitaryAtv.com
ADAPTER HOSE
(P/N 529 035 652)
Page: 54
BACK PROBE TEST WIRES
(P/N 529 036 063)
Page: 87
BACKLASH MEASUREMENT TOOL
(P/N 529 035 665)
BLIND HOLE PULLER KIT
(P/N 529 036 056)
Page: 77
CAMSHAFT TIMING TOOL
(P/N 529 036 231)
Page: 129–130
CLUTCH HOLDER
(P/N 529 036 238)
COUNTERSHAFT OIL SEAL PUSHER
(P/N 529 036 222)
Page: 192
CRANKCASE SUPPORT MAG/PTO
(P/N 529 036 031)
Page: 151
CRANKSHAFT LOCKING BOLT
(P/N 529 035 617)
Page: 88, 117, 154
Page: 326, 340
BLIND HOLE BEARING PULLER SET
(P/N 529 036 117)
Page: 199
Page: 166, 173, 179
CLUTCH PULLER
(P/N 529 035 746)
Page: 166
CRANKSHAFT PROTECTOR
(P/N 529 036 034)
Page: 88
CRANKSHAFT TDC POSITION TOOL
(P/N 529 036 201)
Page: 133
1
Page 13

SERVICE TOOLS INDEX
www.MilitaryAtv.com
CRIMPING TOOL (HEAVY GAUGE
WIRE)
(P/N 529 035 730)
Page: 293
CV BOOT CLAMP PLIER
(P/N 529 036 120)
Page: 325, 337
CV JOINT EXTRACTOR
(P/N 529 036 005)
Page: 325, 337
DIGITAL INDUCTION TACHOMETER
(P/N 529 014 500)
DPS COUPLER PULLER
(P/N 529 036 247)
Page: 373
DPS POSITIONING ADAPTOR
(P/N 529 036 248)
Page: 372
DRIVE SHAFT OIL SEAL INSTALLER
(P/N 529 036 028)
ECM ADAPTER TOOL
(P/N 529 036 166)
Page: 188, 247, 259, 261–264, 277,
291, 297, 304, 416
ECM TERMINAL REMOVER 2.25
(P/N 529 036 175)
Page: 291
ECM TERMINAL REMOVER 3.36
(P/N 529 036 174)
Page: 143–144
Page: 244
DISCONNEC
(P/N 529 03
Page: 54
2
TTOOL
5714)
DRIVE SHAFT OIL SEAL PROTECTOR
(P/N 529 036 029)
Page: 142
Page: 291
ENGINE LE
(P/N 529 0
Page: 103
ENGINE LIFTING TOOL
(P/N 529 036 022)
Page: 41
AK DOWN TEST KIT
35 661)
Page 14

SERVICE TOOLS INDEX
www.MilitaryAtv.com
FLUKE 115 MULTIMETER
(P/N 529 035 868)
Page: 86–87, 186, 190, 247, 253, 259,
262–263, 276, 296, 305, 364, 366,
400–404, 406–408
FUEL HOSE ADAPTER
(P/N 529 036 023)
Page: 271
HANDLE
(P/N 420 877 650)
MPI-2 DIAGNOSTIC CABLE
(P/N 710 000 851)
Page: 223
MPI-2 INTERFACE CARD
(P/N 529 036 018)
Page: 223
OETIKER PLI
(P/N 295 000
ERS
070)
OIL SEAL PUSHER
(P/N 529 035 757)
Page: 78
PISTON CIRCLIP INSTALLER
(P/N 529 035 921)
Page: 121
PISTON CIRCLIP INSTALLER
(P/N 529 036 153)
Page: 121
PISTON RING COMPRESSOR
(P/N 529 035 919)
Page: 78, 192
LARGE HOSE PINCHER
(P/N 529 032 500)
Page: 66–67
MAGNETO PULLER
(P/N 529 035 748)
Page: 88
Page: 256, 274, 431
OIL SEAL INSTALLER (GEARBOX)
(P/N 529 035 758)
Page: 192
OIL SEAL INSTALLER
(P/N 529 036 204)
Page: 19
3
Page: 117
PITMAN ARM JIG
(P/N 529 036 225)
Page: 372–373
3
Page 15

SERVICE TOOLS INDEX
www.MilitaryAtv.com
PLAIN BEARING
REMOVER/INSTALLER
(P/N 529 035 917)
Page: 151
PLAIN BEARING
REMOVER/INSTALLER
(P/N 529 036 032)
Page: 146
PRESSURE GAUGE
(P/N 529 035 709)
ROTARY SEAL PUSHER PLATE
(P/N 529 036 130)
Page: 75
SEAL PUSHER
(P/N 529 035 766)
Page: 75, 79
SPANNER SO
(P/N 529 03
CKET
5649)
TDC DIAL INDICATOR
(P/N 414 104 700)
Page: 103
TEST CAP
(P/N 529 035 991)
Page: 20
VACUUM/PRESSURE PUMP
(P/N 529 021 800)
Page: 54, 271
PTO COVE
(P/N 529 0
Page: 145
PULLER/LOCKING TOOL
(P/N 529 036 098)
R OIL SEAL INSTALLER
36 033)
Page: 328, 342
SPRING COMPRESSOR
(P/N 529 036 184)
Page: 383
STEERING
(P/N 529 0
Page: 352
ALIGNMENT TOOL
36 059)
Page: 20, 31, 270, 281
VALVE GUI D
(P/N 529 03
Page: 116
VALVE GUIDE REMOVER 5 MM
(P/N 529 035 924)
Page: 115
E INSTALLER
6140)
Page: 165, 180
4
Page 16

VALVE SPRING COMPRESSOR CUP
www.MilitaryAtv.com
(P/N 529 035 764)
Page: 112
VALVE SPRING COMPRESSOR
(P/N 529 035 724)
Page: 112
SERVICE TOOLS INDEX
5
 Loading...
Loading...