

Page 1
Montagehinweise
Steckerteile Übersicht
Lichtwellenleiter vorbereiten
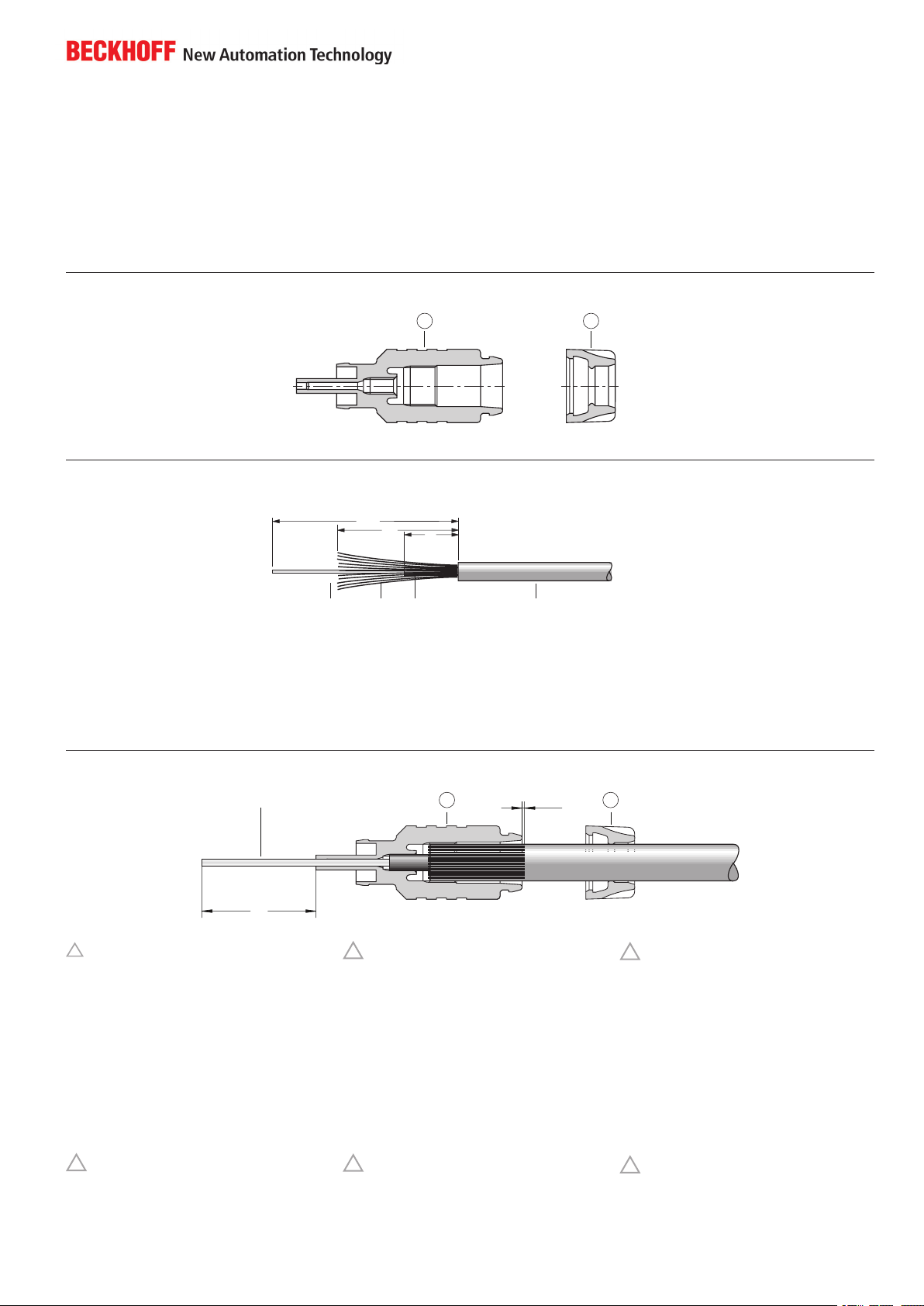
Fig. 1:
Connector parts
Fig. 2:
Preparing the bre optic
Fig. 3: Montage du connecteur
Fig. 1:
Aperçu des composants du
connecteur
Fig. 2: Préparation de la bre
optique
23
6
L K U A
19
IP-Link-Stecker
Mounting instructions
IP-Link connector
Instructions de montage
Connecteur IP-Link
Verlegehinweise
Den Lichtleiter bei der Montage nicht knicken!
Der Biegeradius des Lichtwellenleiters beträgt
min. 50 mm. Engere Biegeradien können den
Leiter beschädigen.
Fig. 1:
Fig. 2:
Fibre optic installation
The bre optic may not be bent during mounting!
The minimum bending radius of the bre optic
is 50 mm. Bending radiuses below 50 mm can
damage the bre optic.
2 1
Montage de la bre optique
Ne pas plier la bre optique lors du montage! Le
rayon de courbure de la bre optique est de min.
50 mm. Des rayons de courbures en-dessous de
50 mm peuvent endommager la bre.
A: Außenmantel
K: Kevlar-Faser
U: LWL-Ummantelung
L: Lichtwellenleiter
Leitungsende nach Fig. 2 abmanteln!
Fig. 3: Montage des Steckers
L
8
( a ) Leitungsmantel nach Fig. 2 abmanteln
!
Achtung: Abisolierzange verwenden!
( b ) Teil über den orangefarbenen
Außenmantel ziehen
( c ) Gelbe Kevlar-Faser über den Außenmantel
zurücklegen
( d ) Teil auf den Außenmantel stecken. Der Stecker
muss durch Drehen im Uhrzeigersinn so lange von
Hand aufgeschraubt werden bis er spürbar fest
ist. Dazu sind mindestens 4 Umdrehungen not
wendig.
DerKunststoffkörper des Steckers ist so konzipiert,
dass er in die LWL-Ummantelung U ein Gewinde
schneidet.
Achtung: Keine Werkzeuge verwenden!
!
Nicht überdrehen!
Fortsetzung auf Rückseite
A: Outer sheat
K: Kevlar bre
U: Fibre coating
L: Fibre optic
Strip cable end according to Fig. 2!
Fig. 3: Assembling the connector
2
( a ) Strip cable end according to Fig. 2
Attention: Use insulation stripper!
!
( b ) Pull part over the orange outer sheath
( c ) Bend yellow Kevlar bre back over the
outer sheath
( d ) Plug part onto the outer sheath.
Hand screw the connector clockwise, at least 4
turns, onto the cable until tight.
Due to its specic design, the plastic connector
body automatically cuts a thread into the bre’s
coating U.
Attention: Do not use any tools!
!
Do not overtighten!
continued overleaf
A: gaine extérieure
K: bre Kevlar
U: enrobage bre optique
L: bre optique
Dénuder l‘extrémité du câble suivant
Fig. 2!
1
<1mm
( a ) Dénuder l‘extrémité du câble suivant Fig. 2
Attention: utiliser une pince à dénuder!
!
( b ) Glisser la partie sur la gaine extérieure
orange
( c ) Replier la bre jaune Kevlar sur la gaine
extérieure
( d ) Glisser la partie sur la gaine extérieure. La
partie plastique du connecteur est conçue de telle
manière qu‘elle coupe un letage dans l‘enrobage
de la bre optique U. Visser à la main le connecteur dans le sens des aiguilles de montre jusqu‘à
la butée.
Attention: Ne pas utiliser des outils!
!
Ne pas fausser !
Voir la suite à la page suivante
Page 2
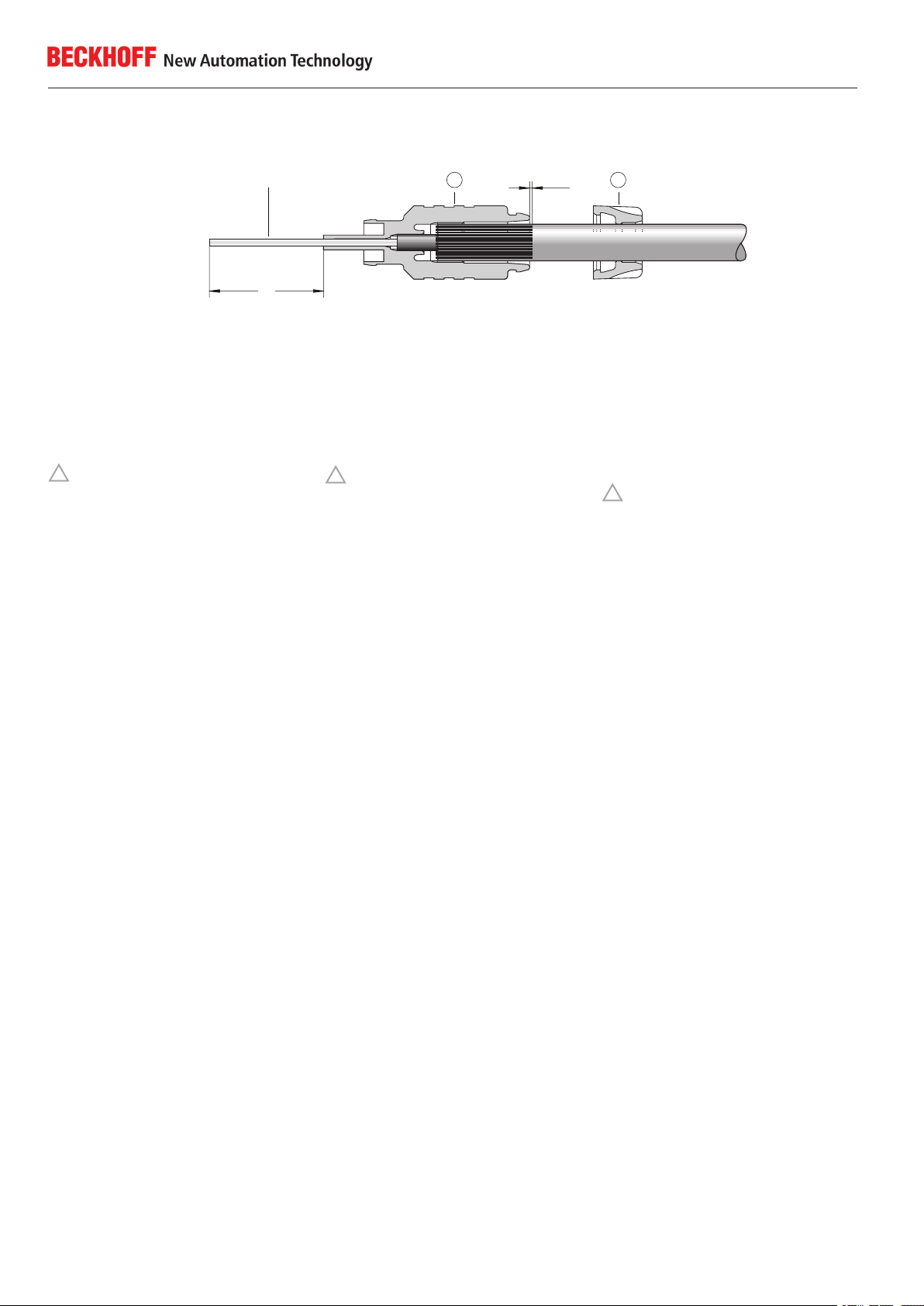
Fig. 3:
Montage des Steckers
(Fortsetzung)
Assembling the connector
(continued)
Montage du connecteur
(suite)
Fig. 3:
Fig. 3:
L
8
Bei exakter Abisolierung steht der Lichtwellenleiter L
jetzt ca. 8 mm über.
( e ) Kevlar-Faser gemäß Fig. 3 kürzen
( f )
Teil über den Außenmantel auf Teil drücken,
bis dieses einrastet
( g ) Überstehenden Lichtwellenleiter L
ca. 1 mm vor Teil abschneiden und mit 600er Körnung bis kurz vor Teil
(ca. 0,4 mm) zurückschleifen.
!
Achtung: Stecker nicht anschleifen!
( h ) Vorhandenen Schleifstaub mit einem sauberen,
fusselfreien Tuch entfernen. Einen evtl. entstande nen Grad vorsichtig entfernen.
( i ) Um die Qualität der Konfektionierung zu prüfen,
sollte die Steckerstirnäche mit einer Lupe
betrachtet werden. Das andere Ende des LWL
sollte gegen eine schwache Lichtquelle gehalten
werden.
Die Oberäche muss eben und kratzerfrei sein, da
Rillen, Kratzer oder Absplitterungen die Dämpfung
auf kritische Werte erhöht. In diesem Fall ist der
Schleifvorgang bzw. die Konfektion zu wiederho len.
2
If the insulation has been stripped precisely, the bre’s
projecting length should be approx. 8 mm.
( e ) Cut Kevlar bre to length according to Fig. 3
( f )
Press part
over the outer sheat onto part
until latched
( g ) Cut bre optic L to length (approx. 1 mm
in front of part ) and use sanding paper
(grit 600) to abrade bre optic so that it
projects over part by approx. 0.4 mm.
Attention: Do not abrade connector!
!
( h ) Remove abrasive dust with a clean duster.
( i ) In order to inspect the quality of the
connector assembly, use a magnifying glass to
check the connector interface.
The other end of the bre should be held
against a weak source of light. The
surface must be even and free of
scratches, because marring, scratching,
or splintering of the surface can lead to a critical
attenuation increase. Should this be the case, it
is required to repeat bre grinding or to reas semble the connector.
1
<1mm
En cas d‘une dénudation correcte, l‘embout de la bre
optique L ne peut pas dépasser 8 mm.
( e )
Raccourcir la bre Kevlar suivant la Fig. 3
( f ) Pousser la partie par la gaine extérieure
sur la partie jusqu‘à ce qu‘elle est
verrouillée
( g ) Couper la bre optique L débordante environ
1 mm devant la partie et utiliser du papier
d‘émeri (grains 600) pour l‘abraser délicatement
jusqu‘avant la partie (environ 0,4 mm).
Attention: ne pas affûter le connecteur!
!
( h ) Enlever la présence de poussière de meulage par
un drap propre.
( i ) Pour vérier la qualité de la confection, il faut
contrôler la surface frontale du connecteur par
une loupe. L’autre embout de la bre optique
doit être tenu contre une source lumineuse faible.
La surface doit être lisse et libre de rayures, car
les rainures, les rayures ou les détachements par
éclats augmentent l‘atténuation à des valeurs
critiques. Dans ce cas,répéter l‘abrasion ou la
confection.
Irrtümer und Änderungen vorbehalten / Subject to change without notice / Sous réserve de modifications • Ausgabe / edition / édition V1.2
 Loading...
Loading...