

Page 1
Инструкции
®
Редукторы DODGE
TORQUE-ARM™ II
Передаточные отношения 5, 9, 15, 25 и 40:1
TA0107L
TA1107H
TA2115H
TA3203H
TA4207H
TA5215H
TA6307H
TA7315H
TA8407H
TA9415H
TA10507H
TA12608H
Внимательно ознакомьтесь с данными указаниями перед началом работ по монтажу или эксплуатации.
ВНИМАНИЕ: Для предотвращения непреднамеренного запуска
привода отключите и установите предупредительную табличку
или опломбируйте источник питания перед производством
дальнейших работ. Снимите все внешние нагрузки с привода до
ПОЗИЦИЯ A
5 (БЛИЖН.)
6 (ДАЛЬН.)
начала демонтажа или сервисного обслуживания привода или
принадлежностей. Невыполнение данного требования может
привести к травмам персонала.
ПОЗИЦИЯ C
МОНТАЖ
1. Для подъема редуктора используйте специальный
кронштейн.
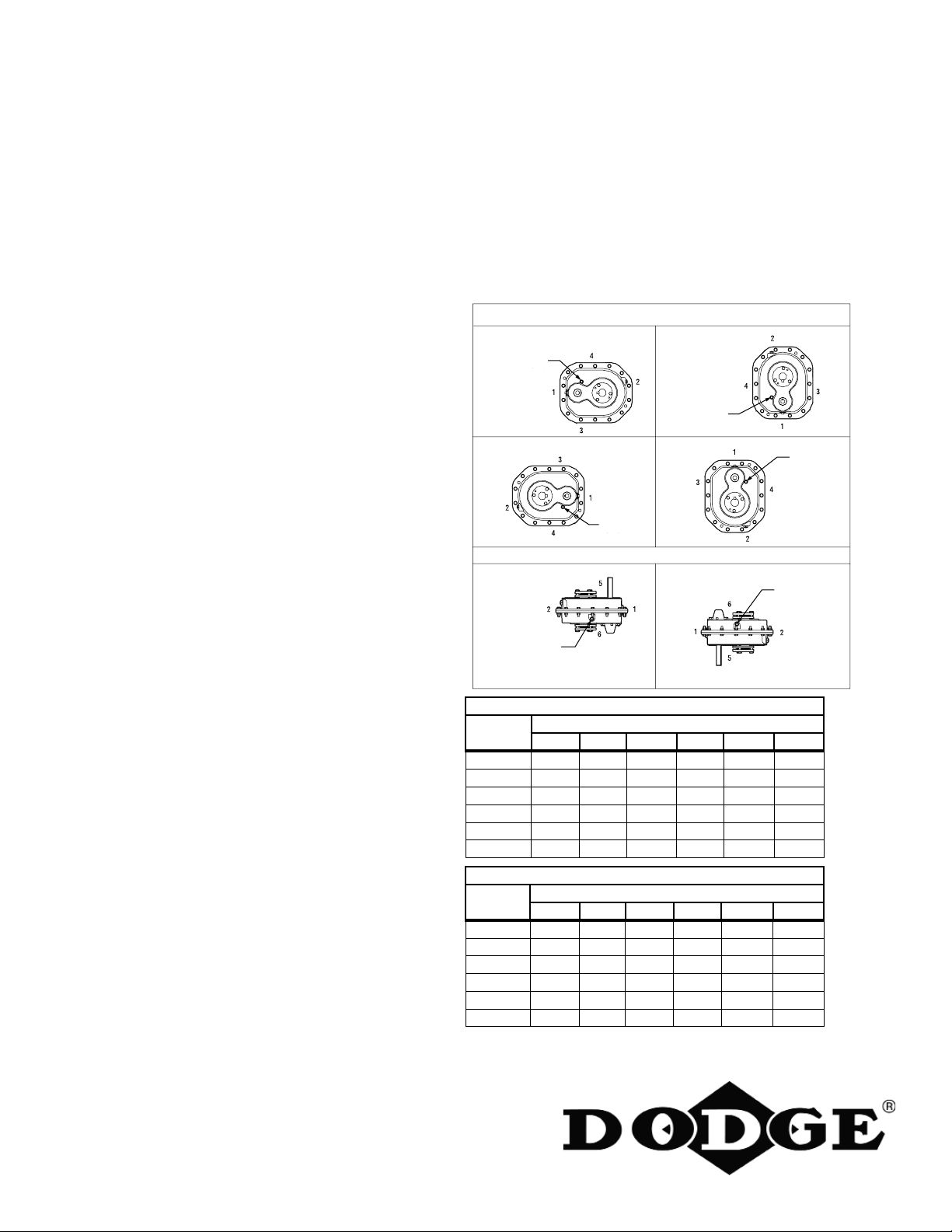
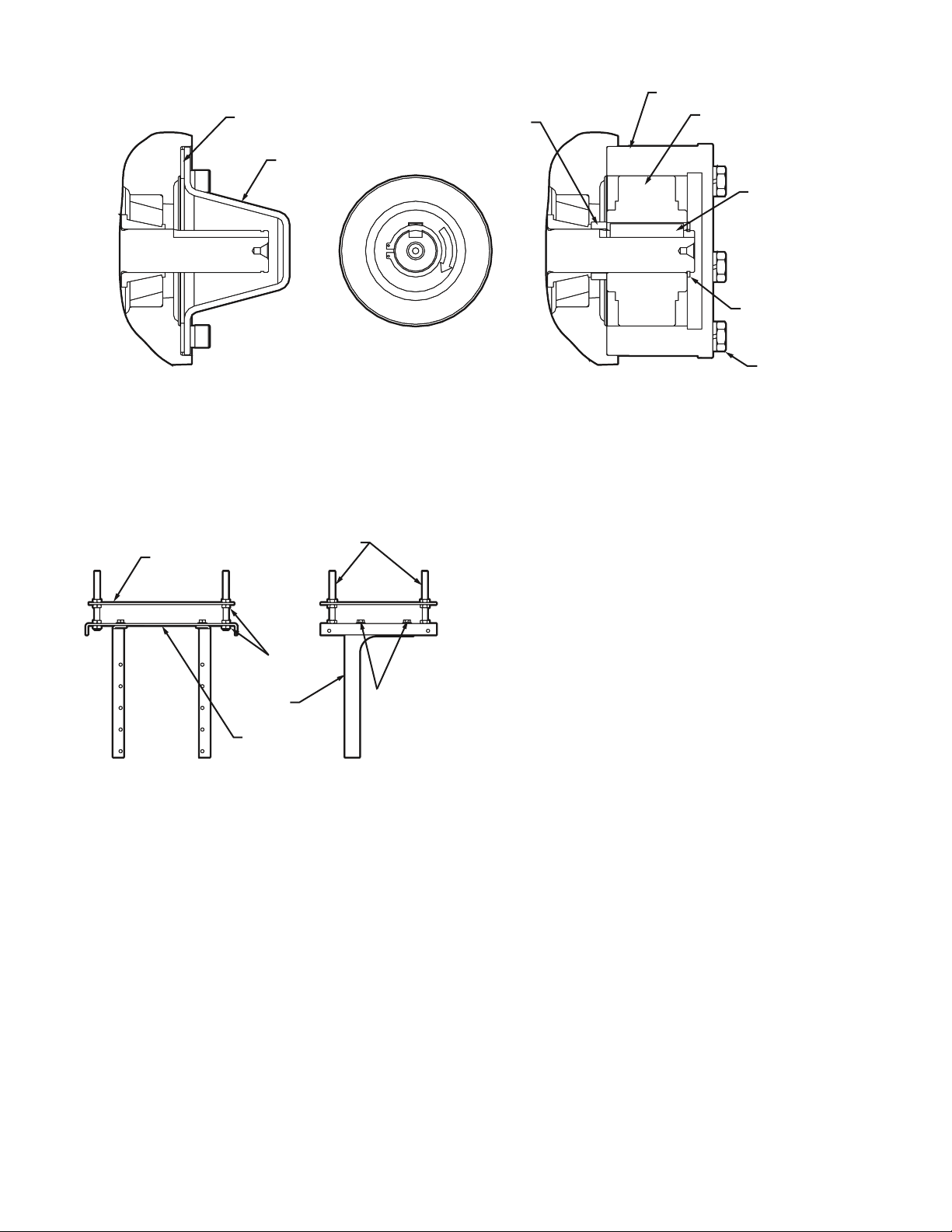
2. Определите рабочие положения редуктора (рис. 1).
Обратите внимание на поставку редуктора с 6 шт. пробками:
4 шт. по сторонам для горизонтальных установок и по 1 шт.
на каждой стороне для вертикальных установок. Данные
пробки располагаются относительно рабочих положений
указанным ниже образом.
Горизонтальные установки– установите магнитную
пробку сливного отверстия в ближайшее к нижней части
редуктора отверстие. Выбросьте ленту, закрывавшую
пробки фильтра/выпускного воздушного отверстия на
время транспортировки и установите пробку в самое
верхнее отверстие. Нижняя из 2-х оставшихся пробок
на боковых сторонах редуктора находится на отметке
минимального уровня масла.
Вертикальные установки– установите фильтр/
воздушную сбросную пробку в отверстие на верхней
поверхности смонтированного корпуса редуктора.
В случае ограниченного пространства на верхней
поверхности установите воздушный сбросной клапан
в наивысшем отверстии в боковой части редуктора
согласно рис. 1. Установите пробку в отверстие на нижней
поверхности редуктора. Не используйте данное отверстие
для установки магнитной сливной пробки. Касательно
оставшихся отверстиях на боковых сторонах редуктора установите пробку в верхней половине корпуса в качестве
контрольной пробки минимального уровня.
ВНИМАНИЕ: В связи с опасностью для людей или имущества аварий, вызванных
некорректным использованием изделий, необходимо придерживаться указанных
ниже методов эксплуатации. Изделия должны использоваться в соответствии с
технической информацией, приведенной в каталоге. Необходимо использовать
надлежащие методики монтажа, технического обслуживания и эксплуатации.
Необходимо следовать инструкциям, содержащимся в руководствах. Должны
проводиться осмотры, необходимые для обеспечения безопасной эксплуатации
в существующих условиях работы. Должны быть установлены надлежащие и
являющиеся целесообразными или рекомендованными согласно нормативам по
технике безопасности ограждения и другие соответствующие защитные средства,
не входящие в объем поставки и сферу ответственности компании Baldor Electric.
Настоящее устройство и относящееся к ней оборудование должны устанавливаться
и обслуживаться квалифицированным персоналом, знакомым с конструкцией
и работой всего оборудования системы и сопряженными с ней потенциальными
опасностями. При наличии опасности для людей или имущества, за выходным
валом редуктора конструкцией установки должно быть предусмотрено замковостопорное устройство.
ПОЗИЦИЯ E
4 (БЛИЖН.)
5 (ДАЛЬН.)
Частота вращения выходного вала более 15 об/мин.
Монтажное
положение
Позиция A Уровень Пробка Слив Сброс воздуха Пробка Пробка
Позиция B Слив Сброс воздуха Уровень Пробка Пробка Пробка
Позиция C Пробка Уровень Сброс воздуха Слив Пробка Пробка
Позиция D Сброс воздуха Слив Уровень Пробка Пробка Пробка
Позиция E Уровень Пробка Пробка Слив Сброс воздуха Пробка
Позиция F Пробка Слив Уровень Пробка Пробка Сброс воздуха
1 2 3 4 5 6
Частота вращения выше 15 об/мин и менее *
Монтажное
положение
Позиция A Пробка Уровень Слив Сброс воздуха Пробка Пробка
Позиция B Слив Сброс воздуха Пробка Уровень Пробка Пробка
Позиция C Уровень Пробка Сброс воздуха Слив Пробка Пробка
Позиция D Сброс воздуха Слив Уровень Пробка Пробка Пробка
Позиция E Уровень Пробка Пробка С лив Сброс воздуха Пробка
Позиция F Пробка Слив Уровень Пробка Пробка Сброс воздуха
1 2 3 4 5 6
5 (БЛИЖН.)
6 (ДАЛЬН.)
Положения выпускных отверстий и пробок
Положения выпускных отверстий и пробок
Рис. 1. Монтажные положения.
ГОРИЗОНТАЛЬНАЯ УСТАНОВКА
ПОЗИЦИЯ B
ПОЗИЦИЯ D
ВЕРТИКАЛЬНАЯ УСТАНОВКА
ПОЗИЦИЯ F
5 (БЛИЖН.)
6 (ДАЛЬН.)
5 (БЛИЖН.)
6 (ДАЛЬН.)
4 (БЛИЖН.)
5 (ДАЛЬН.)
* При скорости выходного
вала менее 15 об/мин.
уровень масла должен
быть отрегулирован для
достижения наивысшей
контрольной пробки
уровня. В случае
отличия положения
редуктора от
показанного на рис. 1
может потребоваться
большее или меньшее
количество масла.
При необходимости
получения
дополнительной
информации или в
случае возникновении
проблем, пожалуйста,
обращайтесь в
инженерно-технический
отдел компании
Baldor Electric-Dodge, г.
Гринвиль, штат Южная
Каролина, США.
1
Page 2
Рабочее положение редуктора при горизонтальной установке не
ограничивается четырьмя позициями, показанными на рис. 1. Однако,
в случае отклонения рабочего положения на более чем 20º от позиций
B и D или на более чем 5º от позиций A и C в любом направлении по
схеме, теряется возможность безопасного использования контрольной
пробки уровня масла, за исключением периодов проверок, во время
которых моментный рычаг отсоединяется с поворачиванием редуктора
на угол в пределах 5º - для позиций A и C или 20º - для позиций B и D из
указанных на рис. 1. Из-за множества возможных положений редуктора
может быть необходимо или желательно принять специальные меры
с использованием смазочных отверстий, имеющихся в конструкции
устройства наряду с прочими требуемыми стандартными трубными
соединениями, смотровыми трубками и указателями уровня масла.
При монтаже редуктора Torque-Arm II с наклоном следует обратиться в
компанию Dodge для получения рекомендаций касательно уровня масла.
3. Закрепите редуктор на ведомом валу указанным ниже образом.
Для редуктора с коническими втулками выполните указанные
ниже действия: закрепите редуктор на ведомом валу согласно
указаниям раздела "Монтаж втулок моментного рычага Torque-Arm II"
настоящего руководства.
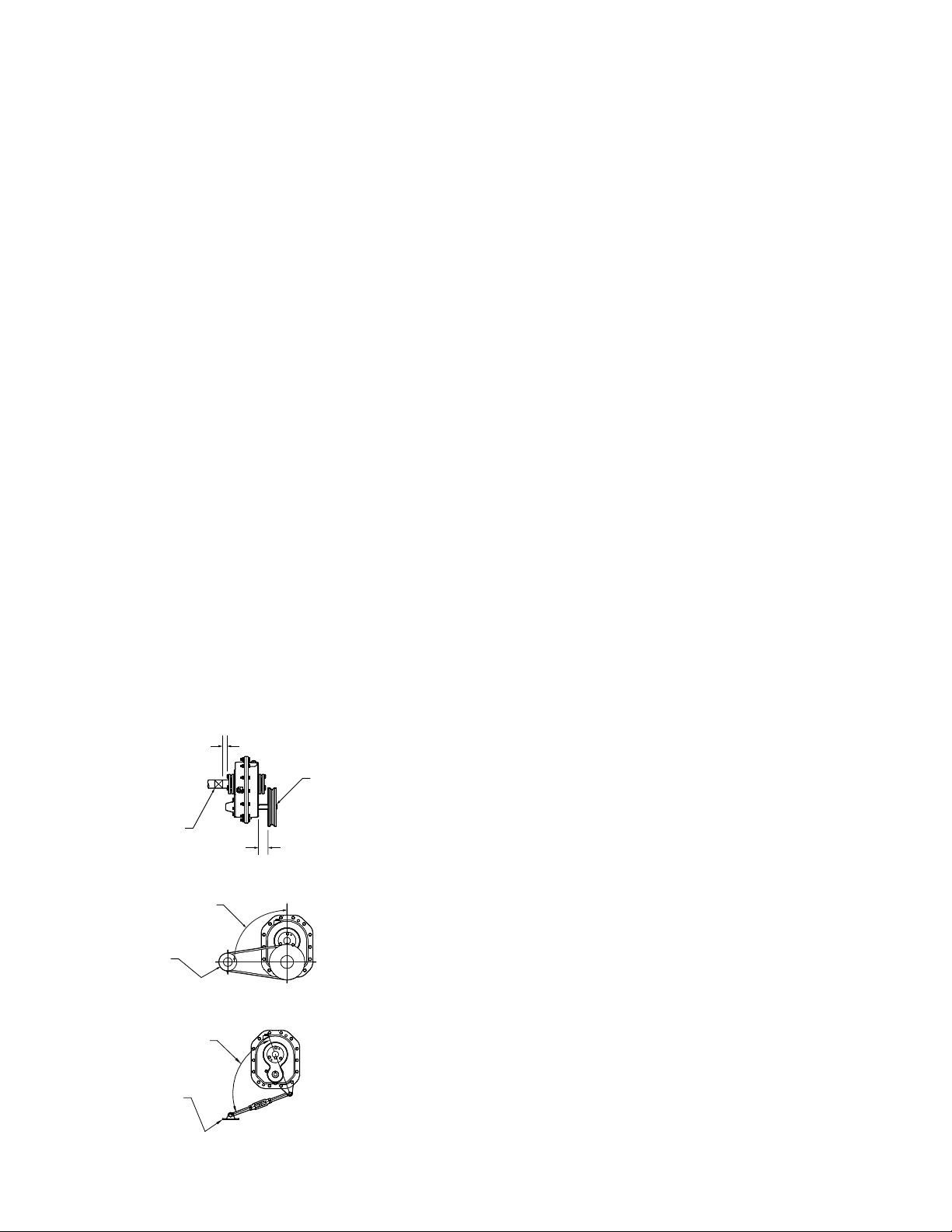
4. Установите шкив на ведущем валу максимально близко к редуктору (см.
(рис. 2).
5. Если не используется крепление Torque-Arm II на двигателе, то
установите привод с клиновым ремнем таким образом, чтобы ремень
был приблизительно под прямым углом к осевой линии между ведомым
и ведущим валами (см. рис. 3). Данное действие позволит производить
натяжение клинового ремня при помощи моментного рычага.
6. Закрепите моментный рычаг и переходные пластины при
помощи болтовых соединений редуктора. Переходные пластины
устанавливаются в любом положении на первичной стороне редуктора.
7. Установите центр шарнира моментного рычага на ровную и жесткую
опору для расположения упомянутого рычага приблизительно под
прямым углом к осям ведомого вала и анкерного винта рычага (см.
рис. 4). Убедитесь в достаточности натяжения на стяжной муфте для
регулирования клинового ремня, при использовании такового.
ВНИМАНИЕ: Устройство поставляется без заполнения маслом.
Добавьте надлежащее количество рекомендованного смазочного
вещества перед эксплуатацией. Невыполнение указанного
требования может стать причиной повреждения или разрушения
оборудования.
8. Заполните зубчатый редуктор рекомендованным смазочным веществом
(см. таблицу 2).
ДЕРЖАТЬ
БЛИЖЕ
ПЕРВИЧНЫЙ
ВАЛ
ВЕДОМЫЙ
ВАЛ
ДЕРЖАТЬ
БЛИЖЕ
Рис. 2. Монтаж редуктора и шкива.
ПРЯМОЙ УГОЛ ИЛИ
МОЖЕТ ИЗМЕНЯТЬСЯ
ПРИВОД С
КЛИНОВЫМ
РЕМНЕМ
НА 30°
ПРИВОД
С КЛИНОВЫМ
РЕМНЕМ
МОЖЕТ
РАСПОЛАГАТЬСЯ
С ПРАВОЙ СТОРОНЫ,
ПРИ НЕОБХОДИМОСТИ
МОНТАЖ ВТУЛОК TORQUE-ARM II
ПРЕДУПРЕЖДЕНИЕ: Для предотвращения непреднамеренного запуска
привода отключите и установите предупредительную табличку или
опломбируйте источник питания перед производством дальнейших
работ. Снимите все внешние нагрузки с привода до начала демонтажа
или сервисного обслуживания привода или принадлежностей.
Невыполнение данного требования может привести к травмам
персонала.
Редуктор моторизованный Dodge Torque-Arm II предназначен для
использования со стандартными и укороченными ведомыми валами.
Серия со стандартными коническими втулками. Серия со стандартными
коническими втулками разработана для систем без ограничений на длину
вала. Серия со втулками для коротких валов должна использоваться в
случае недостаточности длины ведомого вала для прохождения через
редуктор.
Стандартные конические втулки:
1. Один узел втулки требуется для крепления редуктора на ведомом
валу. Узел состоит из двух конических втулок, винтов с шайбами, двух
подкладочных пластин втулок и стопорных колец, а также шпонок
вала. Ведомый вал должен проходить через всю длину редуктора.
Если ведомый вал не проходит через редуктор, то не следует
использовать стандартные конические втулки. В данном случае
необходимо применять втулки для коротких валов согласно указаниям
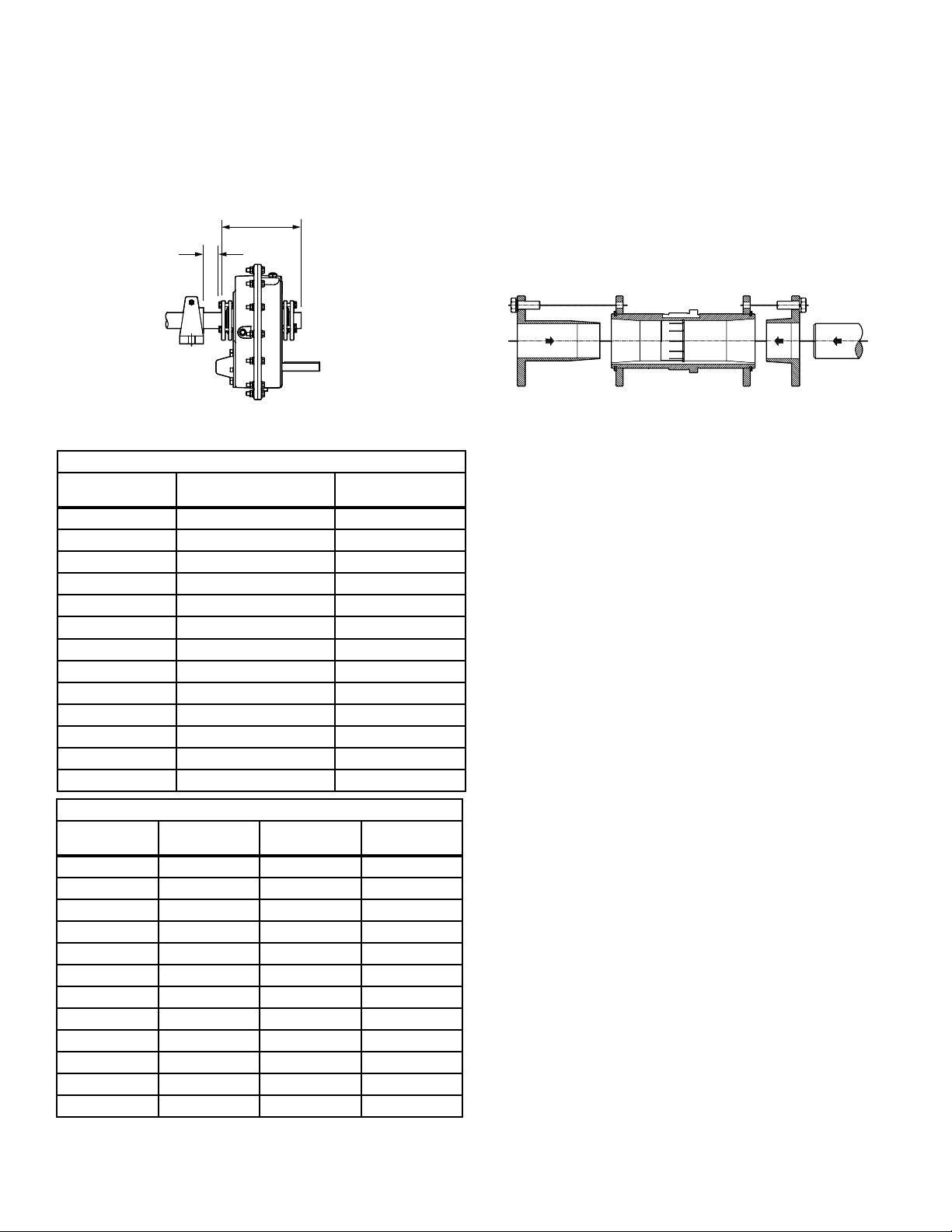
соответствующего раздела ниже. Минимальная длина вала, измеренная
от конца вала до наружной кромки фланца втулки (см. рис. 5), указана в
таблице 1.
2. Установите одну подкладочную пластину втулки на стороне ступицы
и зафиксируйте при помощи поставляемого стопорного кольца.
Повторите указанные действия на другой стороне.
3. Разместите одну втулку фланцевой стороной вперед на ведомом
валу согласно размеру A, см. таблицу 1. Данное действие позволит
закрутить болты во втулку для облегчения будущего демонтажа втулки
и редуктора.
4. Вставьте шпонку выходного вала в вал и втулку. Для упрощения
установки проверните ведомый вал до расположения шпоночной
канавки в верхней части.
5. Закрепите редуктор на ведомом валу и отцентруйте шпонку вала по
шпоночной канавке ступицы редуктора. Сохраняйте рекомендованное
минимальное расстояние A от подшипника вала.
6. Вставьте болты с установленными шайбами в ненарезанные отверстия
фланца втулки и отцентруйте по резьбовым отверстиям подкладочной
пластины втулки. При необходимости проверните подкладочную
пластину втулки для выравнивания с болтами. Слегка затяните
винты. При необходимости расположения редуктора на расстоянии
меньше размера A установите винты с установленными шайбами в
ненарезанные отверстия втулок перед позиционированием редуктора,
убедившись в сохранении минимального расстояния 3,2 мм между
головками винтов и подшипником.
7. Разместите вторую коническую втулку в требуемое положение на валу
и отцентруйте канавку втулки по шпонке. Выровняйте ненарезанные
отверстия втулки по резьбовым отверстиям подкладочной пластины
втулки. При необходимости проверните подкладочную пластину втулки
для выравнивания с болтами. Вставьте болты втулки с установленными
шайбами в ненарезанные отверстия втулки. Слегка затяните винты.
8. Попеременно и равномерно затяните винты в ближайшей к
оборудованию втулке с рекомендованными крутящими усилиями, см.
таблицу 1. Повторите действия на наружной втулке.
Рис. 3. Угол установки V-образного привода.
ПРЯМОЙ УГОЛ
МОМЕНТНЫЙ
РЫЧАГ
И НАТЯЖНОЕ
УСТРОЙСТВО
РЕМНЯ
ИЛИ МОЖЕТ
ИЗМЕНЯТЬСЯ
НА 20° ОТ
НАТЯЖЕНИЯ
ИЛИ СЖАТИЯ
МОМЕНТНЫЙ РЫЧАГ
МОЖЕТ РАСПОЛАГАТЬСЯ
С ПРАВОЙ СТОРОНЫ,
ПРИ НЕОБХОДИМОСТИ
Рис. 4. Угол установки моментного рычага.
2
Page 3
Втулки для коротких валов.
1. Один узел втулки требуется для крепления редуктора на ведомом валу.
Узел состоит из одной длинной и одной короткой конических втулок,
одного клинового разжима конической втулки, винтов и шайб втулки,
двух подкладочных пластин и стопорных пружинных колец для втулок, а
также всех требуемых шпонок. Надлежащее функционирование втулки
для коротких валов обеспечивается без прохождения ведомого вала
через редуктор. Минимальная длина вала, измеренная от конца вала до
наружной кромки фланца втулки (см. рис. 5), указана в таблице 1.
МИНИМАЛЬНАЯ
ДЛИНА ВАЛА
A
2. Длинная втулка предназначена для установки на боковой части
редуктора противоположно ведомому оборудованию, см. рис. 6.
При условии надлежащей установки длинная втулка обеспечивает
захват не проходящего через редуктор конца вала пользовательского
оборудования. При нормальных условиях монтаж редуктора
обеспечивает выступание первичного вала в боковой части редуктора,
противоположной ведомому оборудованию. Однако, конструкция
редуктора позволяет установку редуктора в противоположном
направлении.
3. Установите клиновой разжим конической втулки в осевое отверстие
редуктор со стороны предполагаемого монтажа длинной втулки. При
монтаже клинового разжима конической втулки в ступице редуктора
сначала установите фланцевый конец с направлением тонкого конуса
наружу к длинной втулке, см. рис. 6. Надлежащий монтаж клинового
разжима подтверждается защелкиванием в ступице редуктора.
Рис. 5. Минимальные рекомендованные размеры.
Таблица 1. Минимальные монтажные размеры и крутящие усилия.
Минимальная требуемая длина вала
Размер редуктора Стандартные конические
втулки
TA0107L 6,83 4,32
TA0107L 6,83 4,32
TA1107H 6,95 4,43
TA2115H 7,80 4,80
TA3203H 8,55 5,46
TA4207H 8,94 5,66
TA5215H 10,33 6,35
TA6307H 10,82 6,72
TA7315H 11,87 7,62
TA8407H 12,82 8,10
TA9415H 13,74 8,56
TA10507H 15,46 9,67
TA12608H 18,32 11,60
Информация о болтовых соединениях втулки и минимальном просвете для демонтажа
Размер редуктора Размер крепежа Крутящее усилие,
Н-м
TA0107L 5/16-18 27-23 1,08
TA1107H 5/16-18 27-23 1,20
TA2115H 3/8-16 27-23 1,20
TA3203H 3/8-16 27-23 1,20
TA4207H 3/8-16 35-31 1,48
TA5215H 1/2-13 104-91 1,81
TA6307H 1/2-13 104-91 1,81
TA7315H 1/2-13 104-91 2,06
TA8407H 1/2-13 104-91 2,06
TA9415H 5/8-11 117-102 2,39
TA10507H 5/8-11 117-102 2,39
TA12608H 5/8-11 117-102 2,39
Втулки для коротких
валов
A
Рис. 6. Узел втулки для укороченного вала и ступицы
выходного вала.
4. Выровняйте шпоночные канавки клинового разжима конической
втулки и ступицы редуктора. Шпоночная канавка клинового разжима
имеет слегка большую ширину по сравнению со шпоночной канавкой в
ступице редуктора для упрощения установки.
5. Установите одну подкладочную пластину втулки на стороне ступицы
и зафиксируйте при помощи поставляемого стопорного кольца.
Повторите указанные действия на другой стороне.
6. Разместите короткую втулку фланцевой стороной вперед на ведомом
валу согласно размеру A, см. таблицу 1. Данное действие позволит
закрутить болты во втулку для облегчения будущего демонтажа втулки
и редуктора.
7. Вставьте шпонку выходного вала в вал и втулку. Для упрощения
установки проверните ведомый вал до расположения шпоночной
канавки в верхней части.
8. Закрепите редуктор на ведомом валу и отцентруйте шпонку вала по
шпоночной канавке ступицы редуктора. Сохраняйте рекомендованное
минимальное расстояние A от подшипника вала.
9. Вставьте болты с установленными шайбами в ненарезанные отверстия
фланца втулки и отцентруйте по резьбовым отверстиям подкладочной
пластины втулки. При необходимости проверните подкладочную
пластину втулки для выравнивания с болтами. Слегка затяните
винты. При необходимости расположения редуктора на расстоянии
меньше размера A установите винты с установленными шайбами в
ненарезанные отверстия втулок перед позиционированием редуктора,
убедившись в сохранении минимального расстояния 3,2 мм между
головками винтов и подшипником.
10. Разместите длинную втулку в требуемое положение на валу
и выровняйте шпоночную канавку втулки со шпонкой вала.
Проявляйте осторожность при установке длинной втулки по
ранее смонтированному клиновому разжиму конической втулки.
Выровняйте ненарезанные отверстия втулки по резьбовым отверстиям
подкладочной пластины втулки. При необходимости проверните
подкладочную пластину втулки для выравнивания с болтами. Вставьте
болты втулки с установленными шайбами в ненарезанные отверстия
втулки. Слегка затяните винты.
11. Попеременно и равномерно затяните винты в ближайшей к
оборудованию втулке с рекомендованными крутящими усилиями, см.
таблицу 1. Повторите действия на наружной втулке.
3
Page 4
Демонтаж втулок - стандартных конических или
для укороченных валов:
1. Открутите и снимите болты втулок.
2. Разместите болты в резьбовых отверстиях на фланцах втулок. Затяните
болты поочередно и равномерно до свободной посадки втулок на валу.
Для облегчения затягивания болтов убедитесь в отсутствии загрязнений
на резьбе болтов и в резьбовых отверстиях фланцев втулок. В случае
расположения редуктора ближе рекомендованного минимального
расстояния A, указанного в таблице 1, следует отвернуть винты
встроенной втулки до выхода из фланца на 3,2 мм. Разместите два (2)
клина под углом 180° между фланцем втулки и подпорной пластиной
втулки. Вставляйте клиновые разжимы поочередно и равномерно до
свободной посадки втулки на валу.
3. Снимите наружную втулку, редуктор и, впоследствии, внутреннюю
втулку.
ВАЖНО: В связи с поставкой редуктора без заправки маслом следует
добавить надлежащее количество масла перед началом эксплуатации
редуктора. Используйте высококачественное трансмиссионное масло
на нефтяной основе с ингибиторами коррозии и окисления - см.
таблицы 2 и 3. Следуйте указаниям на предупредительных табличках
редуктора и в руководстве по установке.
В обычных промышленных условиях смазочное вещество должно
заменяться через каждые 2500 часов или 6 месяцев эксплуатации, по
ранее наступившему событию. Слейте масло из редуктора и промойте
керосином, очистите магнитную пробку сливного отверстия и залейте
новое смазочное вещество до требуемого уровня.
ПРЕДУПРЕЖДЕНИЕ! Избыточное количество масла может стать
причиной перегрева. Недостаточное количество масла может
привести к поломке редуктора. Регулярно проверяйте уровень масла.
Невыполнение этого требования может привести к травме.
В крайне неблагоприятных условиях эксплуатации, например, при
быстром повышении или снижении температуры, присутствии пыли,
грязи, частиц и дымов химических веществ или при температуре картера
выше 93°С (200°F) следует производить замену масла каждые 1-3 месяца, в
зависимости от рабочих условий.
СМАЗЫВАНИЕ
Таблица 2. Объемы масла.
Приблизительный
размер редуктора
TA0107L
TA1107H
TA2115H
TA3203H
TA4207H
TA5215H
TA6307H
TA7315H
TA8407H
TA9415H
TA10507H
TA12608H
u Количество масла указано приблизительно. Заливайте смазочное вещество до появления масла из контрольного отверстия уровня.
v Положения крепления см. на рис. 1.
w Размеры в единицах, используемых в США. 1 кварта = 32 жидких унций = 0,94646 л.
x При скорости выходного вала менее 15 об/мин. уровень масла должен быть отрегулирован для достижения наивысшей контрольной пробки уровня. В случае отличия положения редуктора от
показанного на рис. 1 может потребоваться большее или меньшее количество масла. При необходимости получения дополнительной информации или в случае возникновении проблем, пожалуйста,
обращайтесь в инженерно-технический отдел компании Baldor Electric-Dodge, г. Гринвиль, штат Южная Каролина, США.
Одноступ. 0,7 0,6 0,5 0,5 0,7 0,6 1,4 1,3 1,3 1,2 1,5 1,4
Двухступ. 0,7 0,6 0,5 0,5 0,6 0,6 1,3 1,3 1,2 1,2 1,4 1,3
Одноступ. 1,3 1,3 0,7 0,7 0,7 0,6 1,7 1,6 1,5 1,4 1,9 1,8
Двухступ. 1,3 1,3 0,7 0,7 0,6 0,6 1,7 1,6 1,5 1,4 1,9 1,8
Одноступ. 2,1 2,0 1,2 1,2 1,1 1,0 2,7 2,5 2,3 2,2 3,1 2,8
Двухступ. 2,1 2,0 1,1 1,1 1,0 1,0 2,6 2,5 2,4 2,3 3,0 2,9
Одноступ. 2,8 2,7 1,6 1,6 1,8 1,7 4,1 3,9 3,3 3,1 4,4 4,2
Двухступ. 2,8 2,7 1,5 1,4 1,7 1,6 4,0 3,8 3,4 3,3 4,2 4,0
Одноступ. 4,4 4,2 2,6 2,5 2,9 2,8 7,4 7,0 6,3 6,0 7,8 7,3
Двухступ. 4,4 4,2 2,5 2,4 2,8 2,6 7,3 6,9 6,4 6,0 7,5 7,1
Одноступ. 7,4 7,0 4,9 4,7 5,8 5,5 13,2 12,5 11,6 11,0 13,1 12,4
Двухступ. 7,4 7,0 4,7 4,4 5,5 5,2 12,9 12,2 11,4 10,8 12,6 11,9
Одноступ. 8,8 8,4 5,8 5,5 6,6 6,2 16,1 15,3 13,2 12,5 16,1 15,3
Двухступ. 8,8 8,4 5,5 5,2 6,2 5,9 15,8 15,0 13,9 13,1 15,3 14,5
Одноступ. 8,4 8,0 11,8 11,1 13,9 13,2 22,5 21,3 22,1 20,9 25,1 23,7
Двухступ. 8,4 8,0 10,8 10,3 13,2 12,5 22,0 20,9 22,4 21,2 23,1 21,8
Одноступ. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
Двухступ. 7,7 7,3 11,7 11,1 13,7 12,9 25,1 23,8 24,0 22,7 25,8 24,4
Одноступ. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
Двухступ. 17,0 16,1 16,8 15,9 18,1 17,1 33,2 31,4 33,2 31,4 38,6 36,5
Одноступ. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
Двухступ. 38,0 36,0 27,6 26,1 25,8 24,4 53,5 50,6 53,8 50,9 56,1 53,0
Одноступ. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
Двухступ. 53,0 50,2 41,5 39,3 37,1 35,1 70,7 66,9 72,2 68,3 80,4 76,1
vПозиция A vПозиция B vПозиция C vПозиция D vПозиция E vПозиция F
wКварты
Литры
wКварты
Объем масла для заполнения редуктора до контрольной пробки ux
Литры
wКварты
Литры
wКварты
Литры
wКварты
Литры
wКварты
Литры
4
Page 5
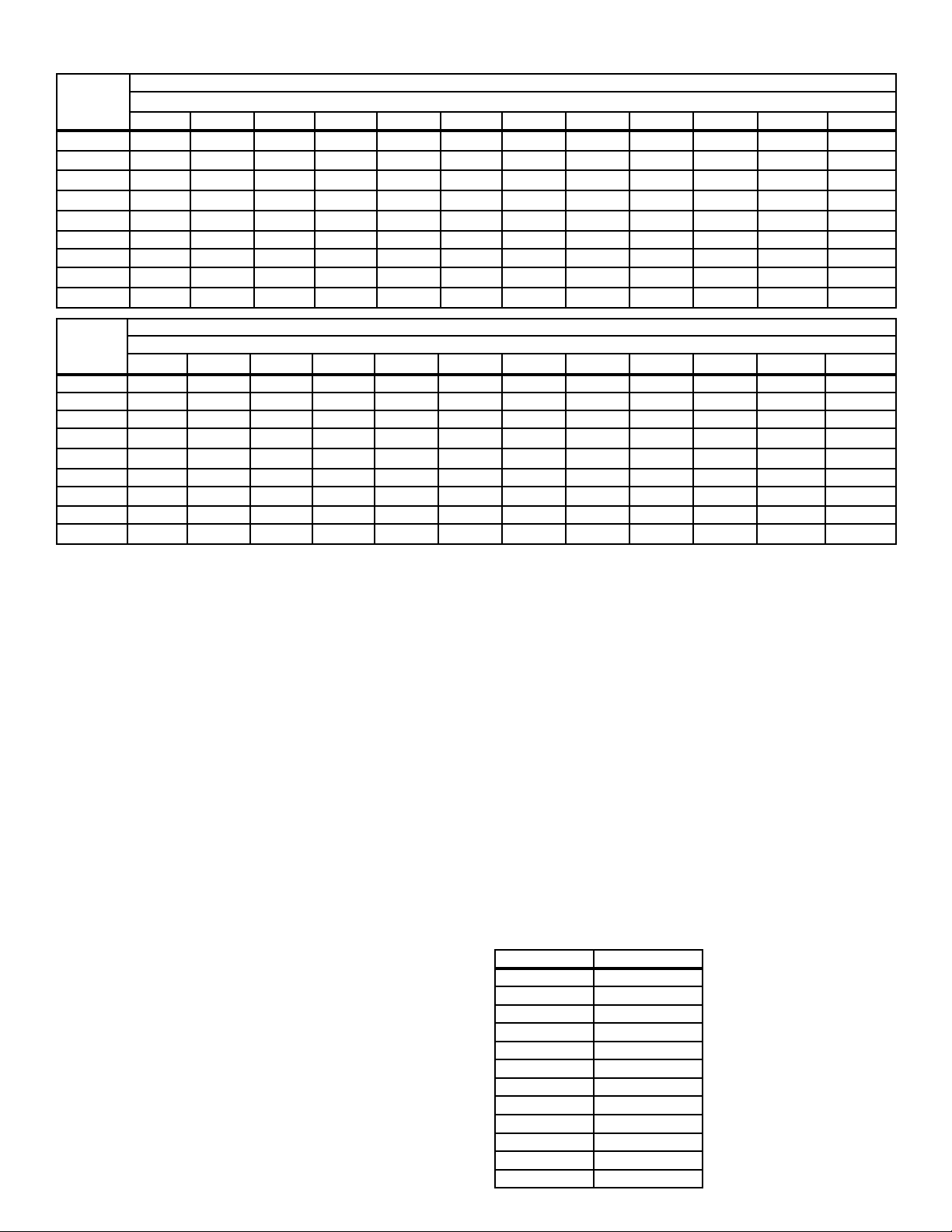
Таблица 3. Рекомендации по выбору масла.
Выходная
частота
вращения,
об/мин
301 – 400 320 320 320 220 220 220 220 220 220 220 220 220
201 – 300 320 320 320 220 220 220 220 220 220 220 220 220
151 – 200 320 320 320 220 220 220 220 220 220 220 220 220
126 – 150 320 320 320 220 220 220 220 220 220 220 220 220
101 – 125 320 320 320 320 220 220 220 220 220 220 220 220
81 – 100 320 320 320 320 320 220 220 220 220 220 220 220
41 – 80 320 320 320 320 320 220 220 220 220 220 220 220
11 – 40 320 320 320 320 320 320 320 320 320 320 220 220
1 – 10 320 320 320 320 320 320 320 320 320 320 320 320
TA0107L TA1107H TA2115H TA3203H TA4207H TA5215H TA6307H TA7315H TA8407H TA9415H TA10507H TA12608H
Марки ISO для окружающих температур от 10° С до 51° С *
Характеристики редуктора Torque-Arm II
Выходная
частота
вращения,
об/мин
301 – 400 220 220 220 150 150 150 150 150 150 150 150 150
201 – 300 220 220 220 150 150 150 150 150 150 150 150 150
151 – 200 220 220 220 150 150 150 150 150 150 150 150 150
126 – 150 220 220 220 150 150 150 150 150 150 150 150 150
101 – 125 220 220 220 220 150 150 150 150 150 150 150 150
81 – 100 220 220 220 220 220 150 150 150 150 150 150 150
41 – 80 220 220 220 220 220 150 150 150 150 150 150 150
11 – 40 220 220 220 220 220 220 220 220 220 220 150 150
1 – 10 220 220 220 220 220 220 220 220 220 220 220 220
ПРИМЕЧАНИЯ:
1. Подразумевается вспомогательное охлаждение при наличии соответствующих рекомендаций в каталоге.
2. Выбираемая температура застывания смазочного вещества должна быть, по крайней мере, на 5°C ниже предполагаемого минимального уровня температуры запуска.
3. Использование противозадирных смазочных веществ не является необходимым в обычных условиях эксплуатации. При надлежащем выборе для определенных целей ограничители обратного хода
редукторов TORQUE-ARM II пригодны для использования с противозадирными смазочными веществами.
4. Могу т потребоваться специальные смазочные вещества для использования в установках пищевой и фармацевтической отраслей, контактирующих с производимым продуктом. Обратитесь за
рекомендациями к уполномоченному представителю производителя смазочных материалов.
5. Д ля редукторов, функционирующих при окружающих температурах между -30° C и –6,6° C, следует использовать синтетические углеводородные смазочные вещества марок 100 ISO или AGMA 3
(например, Mobil SHC627). При температурах выше 51°C, пожалуйста, обращайтесь за рекомендациями по смазыванию в инженерно-технический отдел компании Baldor Electric-Dodge, г. Гринвиль, штат
Южная Каролина, США.
6. Мас ло Mobil серии SHC630 рекомендуется для высоких окружающих температур.
TA0107L TA1107H TA2115H TA3203H TA4207H TA5215H TA6307H TA7315H TA8407H TA9415H TA10507H TA12608H
УКАЗАНИЯ ПО ПРОДОЛЖИТЕЛЬНОМУ ХРАНЕНИЮ
РЕДУКТОРА TORQUE-ARM II
В течение продолжительных периодов хранения или ожидания поставки
или монтажа другого оборудования следует соблюдать особые меры
защиты редуктора с целью обеспечения наилучшего состояния устройства
при вводе в действие.
Особые меры предосторожности позволят предотвратить возникновение
различных проблем, в частности протечек уплотнений и поломки
редуктора из-за отсутствия, некорректного количества или загрязнения
смазочного вещества. Соблюдайте указанные ниже меры для защиты
редукторов во время продолжительных периодов хранения.
Подготовка:
1. Слейте масло из устройства. Добавьте масло с ингибитором парофазной
коррозии (масло VCI-105 производства Daubert Chemical Co.) в
соответствии с данными таблицы 4.
2. Герметично запечатайте устройство. Замените вентиляционную пробку
на стандартную трубную пробку и проколите выпускное отверстие.
3. Закройте все неокрашенные наружные части парафинистым
антикоррозийным составом с целью предотвращения контакта
кислорода с открытыми металлическими поверхностями. (Non-Rust
X-110 производства Daubert Chemical Co. или эквивалент)
4. Храните в сухом месте бумажные экземпляры руководства по эксплуатации
и таблички с информацией по смазыванию. Для предотвращения
проникновения влаги разместите указанные документы внутри оборудования
или оберните установку долговечным водонепроницаемым покрытием.
5. Разместите редуктор в сухом помещении для защиты от пыли, влаги и
прочих загрязняющих факторов.
Марки ISO для окружающих температур от -9° С до 15° С *
Характеристики редуктора Torque-Arm II
6. В условиях повышенной влажности редуктор должен быть упакован
во влагостойкий контейнер или обернут полиэтиленовой пленкой с
размещением влагопоглотителя внутри. При наружном хранении следует
покрыть все внешние части редуктора антикоррозийным составом.
При вводе редуктора в эксплуатацию необходимо выполнить
указанные ниже действия:
1. Заполните устройство рекомендуемым смазочным веществом до
требуемого уровня. Наличие масла VCI не окажет влияния на новое
смазочное вещество.
2. Очистите выступающие части вала растворителем.
3. Установите вентиляционную пробку в надлежащее отверстие.
Выполните указания по монтажу, приведенные в настоящем руководстве.
Таблица 4. Объемы масла VCI #105.
Размер редуктора Объем (унции/мл)
TA0107L 1 / 30
TA1107H 1 / 30
TA2115H 1 / 30
TA3203H 1 / 30
TA4207H 1 / 30
TA5215H 2 / 59
TA6307H 2 / 59
TA7315H 3 / 89
TA8407H 3 / 89
TA9415H 4 / 118
TA10507H 6 / 177
5
TA12608H 8 / 237
Масла VCI #105 и #10 взаимозаменяемы.
Масло VCI #105 является более
коммерчески доступным.
Page 6
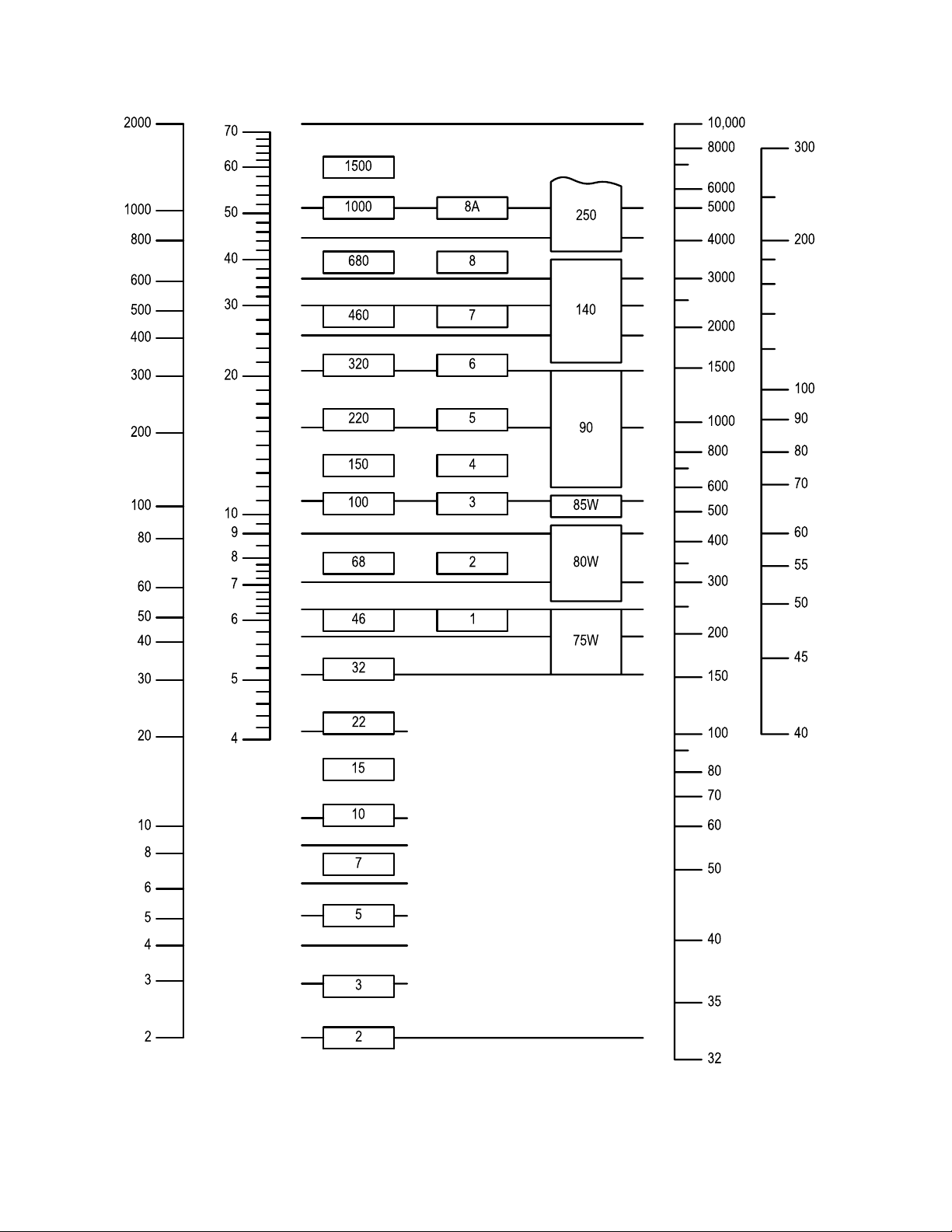
ЗНАЧЕНИЯ КИНЕМАТИЧЕСКОЙ
ВЯЗКОСТИ
сСт/
СЕК.
СЕК.
/
МАРКИ SAE
ВЯЗКОСТЬ ПО
СЕЙБОЛТУ
40° C
сСт/
100° C
ISO
VG
МАРКИ
AGMA
ТРАНСМИССИОННЫЕ
МАСЛА
СЕЙБОЛТА/
100°F
СЕЙБОЛТА
210°F
ЗНАЧЕНИЯ ВЯЗКОСТИ ОТНОСЯТСЯ
ТОЛЬКО К ГОРИЗОНТАЛЬНЫМ
УСТАНОВКАМ
ЗНАЧЕНИЯ ВЯЗКОСТИ ПРИВОДЯТСЯ
ДЛЯ НЕЗАГУЩЕННЫХ МАСЕЛ
96 VI
МАРКИ ISO УКАЗАНЫ
ДЛЯ 40°C
МАРКИ AGMA УКАЗАНЫ
ДЛЯ 40°C
МАРКИ SAE 75W, 80W И 85W
УКАЗАНЫ ДЛЯ НИЗКИХ
ТЕМПЕРАТУР. ЗНАЧЕНИЯ
ЭКВИВАЛЕНТНОЙ ВЯЗКОСТИ
УКАЗАНЫ ДЛЯ 100°F И 200°F.
МАРКИ SAE 90 И 250 УКАЗАНЫ
ДЛЯ 100°C
Рис. 7. ТАБЛИЦА ЭКВИВАЛЕНТНЫХ ЗНАЧЕНИЙ ВЯЗКОСТИ МАСЕЛ
6
Page 7
МОНТАЖ ОХЛАЖДАЮЩЕГО ВЕНТИЛЯТОРА
ВНИМАНИЕ: Для предотвращения непреднамеренного запуска
привода отключите и установите предупредительную табличку или
опломбируйте источник питания перед производством дальнейших
работ. Снимите все внешние нагрузки с привода до начала демонтажа
или сервисного обслуживания привода или принадлежностей.
Невыполнение данного требования может привести к травмам
персонала.
Распакуйте все компоненты и осмотрите на наличие повреждений
из-за транспортировки. Не используйте любые поврежденные или
конструктивно измененные компоненты. Перед началом сборки убедитесь
в чистоте всех компонентов и отсутствии любых посторонних материалов.
Узел охлаждающего вентилятор предназначен для посадки на первичный
вал перед установкой шкивов или узла защитных ограждений ремня.
Монтаж TA4207CF и TA5215CF:
1. Согласно указаниям рис. 9 установите клиновую втулку (9) в проходное
отверстие узла крыльчатки вентилятора (2) и вставьте без затягивания
три установочных винта из комплекта поставки вентилятора. Посадите
винты плотно без затягивания.
2. Задвиньте узел вентилятора на первичный вал и вставьте шпонку
первичного вала. Примечание. Шпонка поставляется с редуктором TAll.
Установите расстояние A от кромки лопасти вентилятора (рис. 8) со
стороны конца вала, см. таблицу 5. Убедитесь в свободном вращении
узла вентилятора при проворачивании первичного вала.
3. Попеременно затяните установочные винты до надежной фиксации узла
вентилятора на первичном валу.
4. Проведите повторную проверку корректности расположения и
просвета узла вентилятора. Отверните установочные винты и повторите
шаги 2 и 3 выше в случае некорректного расположения.
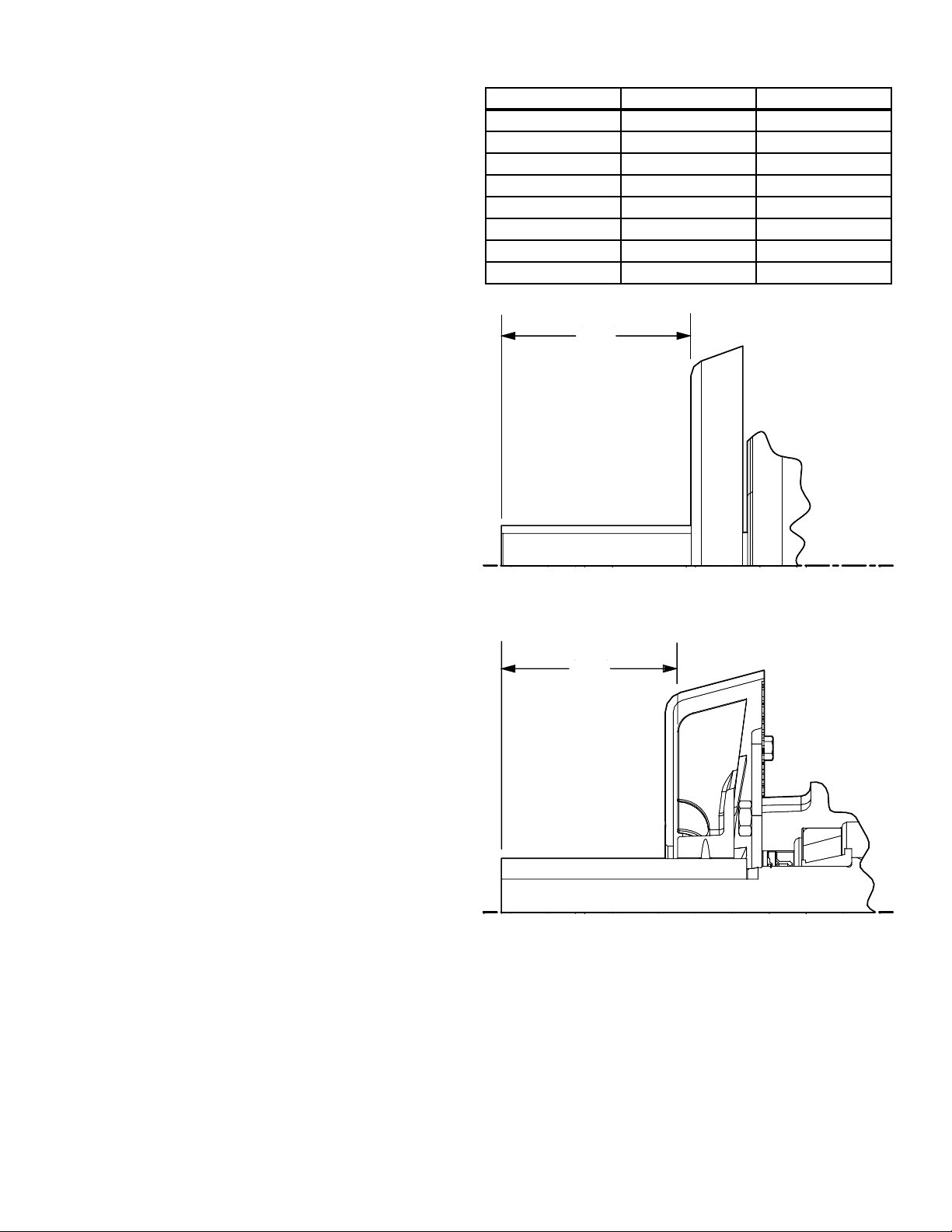
Таблица 5. Размеры и крутящие усилия.
Размер редуктора Размер A, мм Крутящее усилие, Н-м
TA4207H 3-3/4
TA5215H 4-5/8
TA6307H 4-1/4 45 - 41
TA7315H 4-3/8 45 - 41
TA8407H 5-1/16 45 - 41
TA9415H 6-1/4 45 - 41
TA10507H 6-7/16 45 - 41
TA12608H 6-7/16 45 - 41
A
Монтаж TA6307CF до TA12608CF:
1. Согласно указаниям рис. 9 установите узел подкладочной пластины
защитного ограждения вентилятора (1) с использованием четырех
болтов (4) из комплекта поставки. Обратите внимание на крепление
экрана по направлению к редуктору. Затяните болтовые соединения с
указанными в таблице 5 крутящими усилиями.
ПРЕДУПРЕЖДЕНИЕ: Экран защитного ограждения имеет острые
кромки. Проявляйте осторожности при монтаже во избежание
порезов.
2. Задвиньте узел крыльчатки вентилятора (2) на первичный вал и вставьте
шпонку и установочные винты (5). Примечание. Шпонка поставляется
с редуктором TAll. Установите расстояние A от кромки лопасти
вентилятора (рис. 8) со стороны конца вала, см. таблицу 5. Убедитесь
в свободном вращении узла вентилятора при проворачивании
первичного вала. Плотно затяните два установочных винта узла
крыльчатки вентилятора (5).
3. Установите крышку защитного ограждения вентилятора (3)
с использованием четырех болтов (6), пружинных шайб (7) и
шестигранных гаек (8). Плотно затяните.
4. Убедитесь в свободном вращении лопастей вентилятора без касания
подкладочной пластины (1) или крышки защитного ограждения
вентилятора (3). При необходимости произведите регулировку
крыльчатки вентилятора.
ТИПОВОЕ РЕШЕНИЕ ДЛЯ РАЗМЕРОВ РЕДУКТОРОВ 4 И 5
A
ТИПОВОЕ РЕШЕНИЕ ДЛЯ РАЗМЕРОВ РЕДУКТОРОВ 6-12
Рис. 8. Размещение крыльчатки вентилятора.
7
Page 8
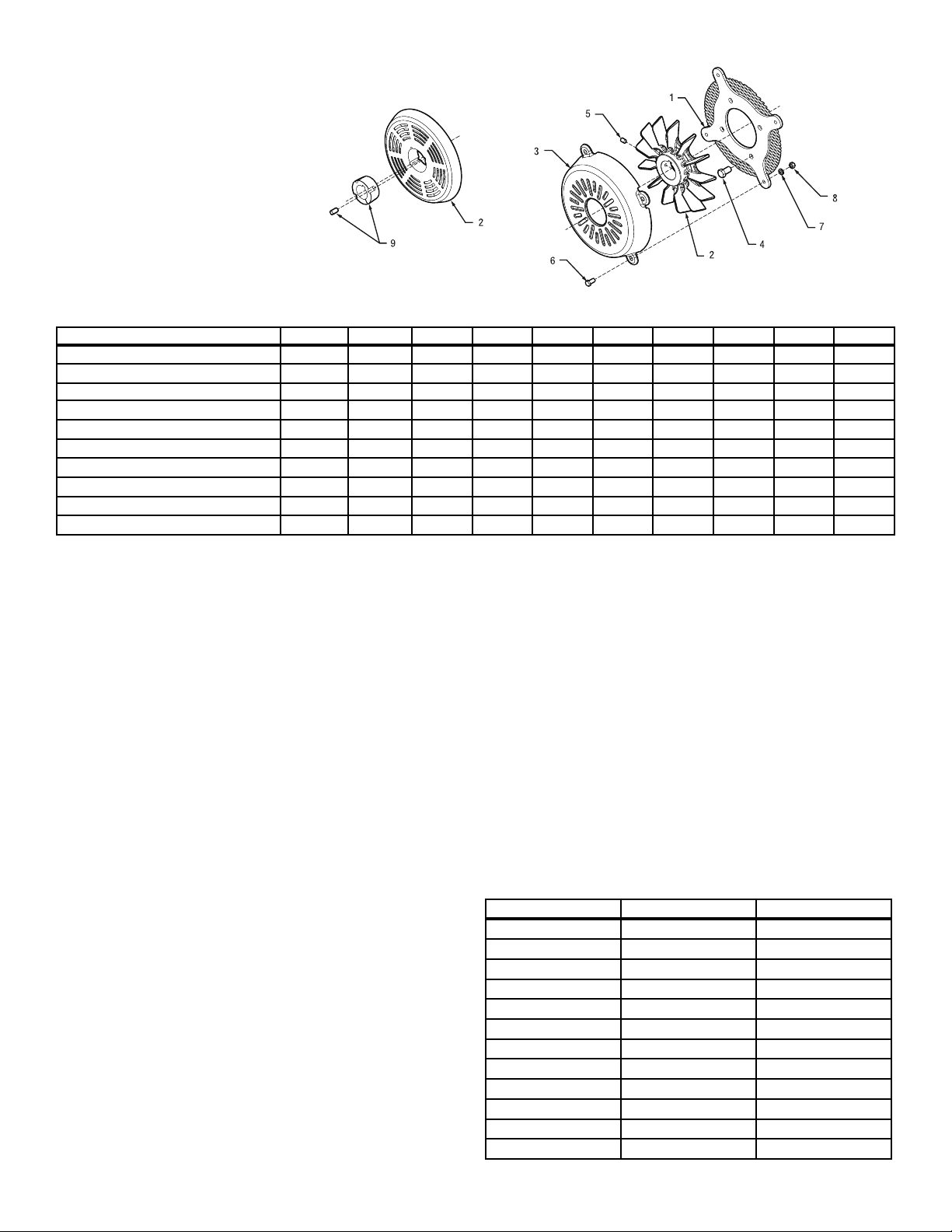
Рис. 9. Маркировка деталей.
ТИПОВОЙ УЗЕЛ ОХЛАЖДАЮЩЕГО
ВЕНТИЛЯТОРА ДЛЯ РАЗМЕРОВ
РЕДУКТОРОВ 4 И 5
Таблица 6. Артикулы деталей охлаждающего вентилятора.
Описание Спр. номер Количество TA4207 TA5215 TA6307 TA7315 TA8407 TA9415 TA10507 TA12608
Узел охлаждающего вентилятора u
Узел пластины защитного ограждения вентилятора v
Крыльчатка вентилятора v
Крышка защитного ограждения вентилятора v
Крепежный болт v
Установочный винт вентилятора v
Болт крышки v
Пружинная шайба v
Шестигранная гайка v
Узел конической втулки v w
------ 1 904106 905106 906106 907106 907106 909106 910106 912106
1 1 ------ ------ 906519 906519 906519 909519 909519 912519
2 1 904517 905517 906517 907517 907517 909517 910517 910517
3 1 ------ ------ 906521 906521 906521 909521 909521 909521
4 4 ------ ------ 411294 411294 411294 411294 411294 411394
5 2 ------ ------ 400086 400086 400086 400086 400086 400086
6 4 ------ ------ 411390 411390 411390 411390 411390 411390
7 4 ------ ------ 419010 419010 419010 419010 419010 419010
8 4 ------ ------ 407085 407085 407085 407085 407085 407085
9 1 117162 117092 ------ ------ ------ ------ ------ ------
u Узел состоит из указанных ниже деталей, отмеченных знаком. v
w Установочные винты входят в комплект поставки узла конической втулки.
ОГРАНИЧИТЕЛИ ОБРАТНОГО ХОДА
ВНИМАНИЕ: Для предотвращения непреднамеренного запуска привода
отключите и установите предупредительную табличку или опломбируйте
источник питания перед производством дальнейших работ. Снимите
все внешние нагрузки с привода до начала демонтажа или сервисного
обслуживания привода или принадлежностей. Невыполнение данного
требования может привести к травмам персонала.
1. Снимите крышку вала ограничителя обратного хода и прокладку, см. рис.
10. Повторное использование данных компонентов не разрешается. Данная
крышка расположена прямо напротив выступающего конца входного вала.
2. Очистите поверхность редуктора для удаления любого прокладочного
материала или загрязнений с крепежной поверхности крышки. Следует
уделить внимание недопущению проникновения загрязнений внутрь
редуктора или ограничителя обратного хода во время монтажа/
сервисного обслуживания ограничителя.
3. Разместите редуктор по направлению к стороне, с которой была снята
пластина. Внимательно определите требуемое направление свободного
вращения. Определение направления вращения является важным
этапом из-за сложности изменения направления после монтажа
ограничителя обратного хода: необходимо демонтировать,
перевернуть и повторно установить ограничитель.
4. Стрелка на внутреннем кольце ограничителя хода должна совпадать
с направлением свободного вращения вала. Обратите внимание на
изменение направления стрелки после переворачивания ограничителя
обратного хода. Вал будет вращаться в направлении, указанном
стрелкой на ограничителе обратного хода.
5. Установите сначала промежуточное кольцо, в случае наличия токового
в комплекте ограничителя обратного хода, на вал рядом с внутренним
кольцом подшипника.
6. Установите внутреннее кольцо ограничителя обратного хода и упорную
коробку на вал. ЗАПРЕЩАЕТСЯ в данный момент снимать коробку с
внутреннего кольца или транспортировочную обвязку с упорного
комплекта. Вставьте шпонку в канавку внутреннего кольца и сопрягаемого
вала. Данные детали должны легко пройти в вал, допускается нанесение
небольшого слоя масла. Запрещается использовать молоток при монтаже
в связи с опасностью повреждения вала и/или ограничителя обратного
хода. Вдвиньте внутреннее кольцо в промежуточное кольцо или заплечик
вала и установите стопорное кольцо в канавку на валу. Используйте
только поставляемую в комплекте шпонку, специально изготовленную для
каждого отдельного ограничителя обратного хода.
ТИПОВОЙ УЗЕЛ ОХЛАЖДАЮЩЕГО
ВЕНТИЛЯТОРА ДЛЯ РАЗМЕРОВ РЕДУКТОРОВ 6 - 12
7. Нанесите тонкий слой силиконового герметика холодного отверждения
на сопрягаемую поверхность редуктора для установки наружного
кольца (идентично участку нанесения покрытия). Убедитесь в нанесении
герметика вокруг крепежных отверстий для предотвращения протечек.
Не допускайте проникновения избыточного количества силикона в
редуктор или попадания на другие детали.
8. Установите наружное кольцо, слегка проворачивая в противоположном
вращению вала направлении и нажимая. Не прилагайте значительных
усилий при установке наружного кольца во избежание повреждения
ограничителя обратного хода. После размещения наружного кольца в
упорный комплект, разрежьте и снимите транспортировочную обвязку,
контролируя нахождение наружного кольца на упорах. Наружное
кольцо должно легко вдвинуться в требуемое положение с небольшим
проворачиванием. Тонкий слой масла по внутреннему диаметру кольца
облегчит установку.
9. Выровняйте крепежные отверстия наружного кольца с сопрягаемыми
отверстиями редуктора. Используйте только крепежные элементы и
стопорные шайбы марки 5 из комплекта поставки. Затяните крепежные
элементы поочередно согласно данным таблицы 5.
Таблица 5. Значения крутящих усилий крепежных элементов ограничителя
обратного хода.
Размер редуктора Размер крепежа Крутящее усилие, Н-м
TA0107L 1/4-20 11 – 9,5
TA1107H 1/4-20 11 – 9,5
TA2115H 1/4-20 11 – 9,5
TA3203H 1/4-20 11 – 9,5
TA4207H 1/4-20 11 – 9,5
TA5215H 5/16-18 23 – 20
TA6307H 5/16-18 23 – 20
TA7315H 3/8-16 41 – 37
TA8407H 5/16-18 23 – 20
TA9415H 3/8-16 41 – 37
TA10507H 3/8-16 41 – 37
TA12608H 3/8-16 41 – 37
8
Page 9
УСТА НОВЛЕННОГО ОГРАНИЧИТЕЛЯ
РЕДУКТОР БЕЗ
ОБРАТНОГО ХОДА
КРЫШКА ВАЛА
ОГРАНИЧИТЕЛЯ
ОБРАТНОГО ХОДА
(В СООТВЕТСТВУЮЩИХ
ПРОСТА ВКА
СЛУЧАЯХ)
НАРУЖНОЕ КОЛЬЦО
ВНУТРЕННЕЕ
КОЛЬЦО
ШПОНКА
ОГРАНИЧИТЕЛЯ
ОБРАТНОГО ХОДА
ФИКСИРУЮЩЕЕ
КОЛЬЦО
СТРЕЛКА НА СТУПИЦЕ УСТА НОВЛЕННОГО
ОГРАНИЧИТЕЛЯ ОБРАТНОГО ХОДА ДОЛЖНА
ПРОКЛАДКА КРЫШКИ
ВАЛА ОГРАНИЧИТЕЛЯ
ОБРАТНОГО ХОДА
СОВПАДАТЬ С ТРЕБУЕМЫМ
НАПРАВЛЕНИЕМ ВРАЩЕНИЯ ВАЛА
Рис. 10. Узел ограничителя обратного хода.
ОПОРЫ ДВИГАТЕЛЯ
Узел монтажной опоры двигателя:
РЕГУЛИРОВОЧНЫЕ
ВЕРХНЯЯ
ПЛАСТИНА
ВЕРТ ИКАЛЬНЫЕ
ЭЛЕМЕНТЫ
Рис. 11. Компоненты монтажной опоры двигателя.
Описания частей компонентов см. на рис. 11. При помощи
крепежных элементов из комплекта поставки, соберите вертикальные
части (уголки для крепления редуктора) к П-образной прямоугольной
опорной пластине. Обратите внимание на восемь пазов в пластине. При
необходимости установки редуктора в положениях A или C, см. рис.
8, следует прикрепить вертикальные элементы к наиболее дальним
пазам. При необходимости установки редуктора в положениях B или D
следует прикрепить вертикальные элементы к наиболее близким пазам.
Нижняя плита может устанавливаться вертикальными фланцами вверх
или вниз (см. рис. 11) Слегка подтяните болты, без выполнения плотного
затягивания.
Зафиксируйте длинные резьбовые шпильки в четырех углах опорной
пластины при помощи зажимных гаек, по одной на каждой стороне
пластины. Плотно закрутите указанные гайки в связи с отсутствием
необходимости последующей регулировки данных гаек. Добавьте
одну дополнительную зажимную гайку на каждую шпильку и закрутите
приблизительно до середины шпильки. Разместите верхнюю пластину
двигателя (плоскую прямоугольную пластину с множеством отверстий)
поверх зажимных гаек.
Закрутите оставшиеся зажимные гайки на шпильки для фиксации верхней
пластины двигателя. В данный момент не затягивайте гайки полностью.
Монтажная опора двигателя может быть установлена в любом из четырех
положений (A, B, C или D) и на любом из уровней (M1, M2, M3 или M4),
показанных на рис. 12. Обратите внимание на крепление вертикальных
несущих элементов монтажной опоры двигателя к стороне первичного
вала редуктора при установке в положениях B или D.
ШПИЛЬКИ
КОНТРГАЙКИ
НЕСУЩИЕ
НИЖНЯЯ
ПЛАСТИНА
БОЛТЫ
НИЖНЕЙ
ПЛАСТИНЫ
КРЕПЕЖНЫЕ
ЭЛЕМЕНТЫ
ОГРАНИЧИТЕЛЯ
УСТА НОВЛЕННЫМ ОГРАНИЧИТЕЛЕМ
РЕДУКТОР С
ОБРАТНОГО ХОДА
ОБРАТНОГО
ХОДА
Установка монтажной опоры двигателя:
ВНИМАНИЕ: Для предотвращения непреднамеренного запуска
привода отключите и установите предупредительную табличку или
опломбируйте источник питания перед производством дальнейших
работ. Снимите все внешние нагрузки с привода до начала демонтажа
или сервисного обслуживания привода или принадлежностей.
Невыполнение данного требования может привести к травмам
персонала.
Выверните четыре или шесть (по мере необходимости) корпусных болтов
из редуктора. Разместите монтажную опору в требуемое положение и
вставьте болты через вертикальные несущие элементы опоры двигателя и
корпуса редуктора. В случае установки редуктора на валу в положениях A
или C промежуточная пластина моментного рычага должна закрепляться
между корпусом редуктора и вертикальным элементом опоры двигателя.
Затяните болты с крутящими усилиями, указанными в таблице 9.
Установите двигатель на верхнюю плиту и плотно затяните болтовые
соединения. Установите шкивы двигателя и редуктора максимально близко
к корпусам двигателя и редуктора. Выверните болты нижней плиты и
продвиньте двигатель и опорную плиту для точного выравнивания шкивов
двигателя и редуктора. Плотно затяните болты нижней плиты. Установите
требуемое количество клиновых ремней с последующим натягиванием
посредством попеременного закручивания зажимных гаек на четырех
регулировочных шпильках в монтажной опоре двигателя. Проверьте
плотность затягивания всех болтов. Убедитесь в надлежащей соосности
клиноременной передачи перед задействованием редуктора.
9
Page 10

ПОЗИЦИЯ A ПОЗИЦИЯ BПОЗИЦИЯ C ПОЗИЦИЯ D
ТИПОВОЙ ВИД СБОК
У
Редуктор
TA0107L
Положение установки
M1 14,4 – 18,2 14,4 – 18,2 15,4 – 19,2 16,2 – 19,9 ---- ---- ----
A
B
C
D
M2 16,8 – 20,5 16,8 – 20,5 17,8 – 21,5 18,5 – 22,3 ---- ---- ----
M3 19,1 – 22,9 19,1 – 22,9 20,1 – 23,9 20,8 – 24,6 ---- ---- ----
M4 21,5 – 25,2 21,5 – 25,2 22,5 – 26,2 23,2 – 27,0 ---- ---- ----
M1 17,2 – 21,0 17,2 – 21,0 18,2 – 22,0 19,0 – 22,8 ---- ---- ----
M2 19,6 – 23,4 19,6 – 23,4 20,6 – 24,4 21,3 – 25,1 ---- ---- ----
M3 22,0 – 25,8 22,0 – 25,8 23,0 – 26,8 23,7 – 27,5 ---- ---- ----
M1 12,6 – 16,4 12,6 – 16,4 13,6 – 17,4 14,3 – 18,1 ---- ---- ----
M2 14,9 – 18,7 14,9 – 18,7 15,9 – 19,7 16,7 – 20,4 ---- ---- ----
M3 17,3 – 21,1 17,3 – 21,1 18,3 – 22,1 19,0 – 22,8 ---- ---- ----
M4 19,6 – 23,4 19,6 – 23,4 20,6 – 24,4 21,4 – 25,2 ---- ---- ----
M1 11,8 – 15,6 11,8 – 15,6 12,8 – 16,6 13,5 – 17,3 ---- ---- ----
M2 14,1 – 17,9 14,1 – 17,9 15,1 – 18,9 15,9 – 19,7 ---- ---- ----
M3 16,5 – 20,3 16,5 – 20,3 17,5 – 21,3 18,3 – 22,1 ---- ---- ----
Рис. 12. Монтажные положения опоры двигателя.
Таблица 6. Межцентровые расстояния V-образного привода.
Размер A смещения рамы двигателя / вала двигателя
56T / A = 0,78 140T / A = 1,22 180T / A = 1,37 210T / A = 1,55 250T 280T 320T
Размер A смещения рамы двигателя / вала двигателя
10
Редуктор
TA1107L
Положение установки
M1 13,8 – 17,9 13,8 – 17,9 14,7 – 18,9 15,4 – 19,6 16,4-20,6 ---- ----
A
B
C
D
M2 16,2 – 20,5 16,2 – 20,5 17,2 – 21,4 17,9 – 22,2 18,9-23,2 ---- ----
M3 18,8 – 23,0 18,8 – 23,0 19,7 – 24,0 20,5 – 24,7 21,5-25,7 ---- ----
M4 21,3 – 25,6 21,3 – 25,6 22,3 – 26,6 23,0 – 27,3 24,0-28,3 ---- ----
M1 17,7 – 22,0 17,7 – 22,0 18,7 – 23,0 19,5 – 23,8 20,5-24,7 ----
M2 20,3 – 24,6 20,3 – 24,6 21,3 – 25,6 22,1 – 26,4 23,1-27,4 ---- ----
M3 22,9 – 27,2 22,9 – 27,2 23,9 – 28,2 24,6 – 29,0 25,6-30,0 ---- ----
M1 13,8 – 17,9 13,8 – 17,9 14,7 – 18,9 15,4 – 19,6 16,4-20,6 ----
M2 16,2 – 20,5 16,2 – 20,5 17,2 – 21,4 17,9 – 22,2 18,9-23,2 ---- ----
M3 18,8 – 23,0 18,8 – 23,0 19,7 – 24,0 20,5 – 24,7 21,5-25,7 ---- ----
M4 21,3 – 25,6 21,3 – 25,6 22,3 – 26,6 23,0 – 27,3 24,0-28,3 ---- ----
M1 11,3 – 15,7 11,3 – 15,7 12,3 – 16,7 13,1 – 17,4 14,1-18,4 ----
M2 13,9 – 18,2 13,9 – 18,2 14,9 – 19,2 15,7 – 20,0 16,7-21,0 ---- ----
M3 16,5 – 20,8 16,5 – 20,8 17,5 – 21,8 18,3 – 22,6 19,3-23,0 ---- ----
56T / A = 0,78 140T / A = 1,22 180T / A = 1,37 210T / A = 1,55 250T / =1,56 280T 320T
Page 11

Редуктор
TA2115H
Положение установки
M1 13,6 – 17,2 13,6 – 17,2 14,6 – 18,1 15,3 – 18,9 16,3 – 19,8 ---- ----
A
B
C
D
M2 16,6 – 20,1 16,6 – 20,1 17,5 – 21,1 18,3 – 21,9 19,2 – 22,8 ---- ----
M3 19,5 – 23,1 19,5 – 23,1 20,5 – 24,1 21,2 – 24,9 22,2 – 25,9 ---- ----
M4 22,5 – 26,2 22,5 – 26,2 23,5 – 27,1 24,2 – 27,9 25,2 – 28,9 ---- ----
M1 18,5 – 22,2 18,5 – 22,2 19,5 – 23,2 20,3 – 24,0 21,3 – 25,0 ---- ----
M2 21,6 – 25,3 21,6 – 25,3 22,6 – 26,3 23,3 – 27,0 24,3 – 28,0 ---- ----
M3 24,6 – 28,3 24,6 – 28,3 25,6 – 29,3 26,4 – 30,1 27,4 – 31,1 ---- ----
M1 13,6 – 17,2 13,6 – 17,2 14,6 – 18,1 15,3 – 18,9 16,3 – 19,8 ---- ----
M2 16,6 – 20,1 16,6 – 20,1 17,5 – 21,1 18,3 – 21,9 19,2 – 22,8 ---- ----
M3 19,5 – 23,1 19,5 – 23,1 20,5 – 24,1 21,2 – 24,9 22,2 – 25,9 ---- ----
M4 22,5 – 26,2 22,5 – 26,2 23,5 – 27,1 24,2 – 27,9 25,2 – 28,9 ---- ----
M1 10,4 – 14,1 10,4 – 14,1 11,4 – 15,1 12,2 – 15,9 13,2 – 16,9 ---- ----
M2 13,5 – 17,2 13,5 – 17,2 14,5 – 18,2 15,3 – 19,0 16,3 – 20,0 ---- ----
M3 16,6 – 20,3 16,6 – 20,3 17,6 – 21,3 18,3 – 22,0 22,0 – 23,0 ---- ----
Размер A смещения рамы двигателя / вала двигателя
56T / A = 0,78 140T / A = 1,22 180T / A = 1,37 210T / A = 1,55 250T / =1,56 280T 320T
Редуктор
TA3203H
Редуктор
TA4207H
Положение установки
M1 14,6 – 18,4 15,5 – 19,4 16,2 – 20,1 17,2 – 21,1 17,9 – 21,8 ---- ----
A
B
C
D
Положение установки
A
B
C
D
M2 17,9 – 21,8 18,9 – 22,8 19,6 – 23,5 20,5 – 24,5 21,3 – 25,2 ---- ----
M3 21,2 – 25,2 22,2 – 26,2 22,9 – 26,9 23,9 – 27,9 24,7 – 28,6 ---- ----
M4 24,6 – 28,6 25,6 – 29,6 26,3 – 30,3 27,3 – 31,3 28,1 – 32,1 ---- ----
M1 19,8 – 23,9 20,8 – 24,9 21,6 – 25,6 22,6 – 26,6 23,3 – 27,4 ---- ----
M2 23,3 – 27,3 24,3 – 28,3 25,0 – 29,1 26,0 – 30,1 26,8 – 30,8 ---- ----
M3 26,7 – 30,8 27,7 – 31,8 28,5 – 32,5 29,5 – 33,5 30,2 – 34,3 ---- ----
M1 13,6 – 17,4 14,5 – 18,4 15,2 – 19,1 16,2 – 20,1 16,9 – 20,8 ---- ----
M2 16,9 – 20,8 17,8 – 21,7 18,6 – 22,5 19,5 – 23,5 20,2 – 24,2 ---- ----
M3 20,2 – 24,2 21,2 – 25,1 21,9 – 25,9 22,9 – 26,9 23,6 – 27,6 ---- ----
M4 23,6 – 27,6 24,6 – 28,5 25,3 – 29,3 26,3 – 30,3 27,0 – 31,0 ---- ----
M1 10,2 – 14,2 11,2 – 15,2 11,9 – 16,0 12,9 – 17,0 13,7 – 17,7 ---- ----
M2 13,6 – 17,7 14,6 – 18,7 15,4 – 19,4 16,4 – 20,4 17,1 – 21,2 ---- ----
M3 17,1 – 21,1 18,1 – 22,1 18,8 – 22,9 19,8 – 23,9 20,6 – 24,6 ---- ----
M1 17,3 – 21,1 18,3 – 22,1 19,0 – 22,8 19,9 – 23,8 20,6 – 24,5 21,6 – 25,5 ----
M2 21,2 – 25,1 22,2 – 26,1 22,9 – 26,8 23,9 – 27,8 24,6 – 28,6 25,6 – 29,5 ----
M3 25,2 – 29,2 26,2 – 30,2 26,9 – 30,9 27,9 – 31,9 28,7 – 32,6 29,6 – 33,6 ----
M4 29,3 – 33,2 30,2 – 34,2 31,0 – 34,9 32,0 – 35,9 32,7 – 36,7 33,7 – 37,7 ----
M1 22,6 – 26,7 23,6 – 27,7 24,4 – 28,4 25,4 – 29,4 26,1 – 30,2 27,1 – 31,2 ----
M2 26,8 – 30,8 27,8 – 31,8 28,5 – 32,5 29,5 – 33,5 30,3 – 34,3 31,3 – 35,3 ----
M3 30,9 – 34,9 31,9 – 35,9 32,6 – 36,7 33,6 – 37,7 34,4 – 38,4 35,4 – 39,4 ----
M1 15,4 – 19,2 16,3 – 20,1 17,0 – 20,8 18,0 – 21,8 18,7 – 22,5 19,6 – 23,5 ----
M2 19,3 – 23,1 20,2 – 24,1 20,9 – 24,8 21,9 – 25,8 22,6 – 26,5 23,6 – 27,5 ----
M3 23,2 – 27,2 24,2 – 28,1 24,9 – 28,9 25,9 – 29,9 26,6 – 30,6 27,6 – 31,6 ----
M4 27,3 – 31,2 28,2 – 32,2 29,0 – 32,9 29,9 – 33,9 30,7 – 34,6 31,7 – 35,6 ----
M1 12,2 – 16,2 13,2 – 17,2 14,0 – 18,0 15,0 – 19,0 15,7 – 19,7 16,7 – 20,7 ----
M2 16,3 – 20,4 17,3 – 21,4 18,1 – 22,1 19,1 – 23,1 19,8 – 23,9 20,8 – 24,9 ----
M3 20,4 – 24,5 21,4 – 25,5 22,2 – 26,2 23,2 – 27,2 23,9 – 28,0 24,9 – 29,0 ----
Размер A смещения рамы двигателя / вала двигателя
140T / A = 1,22 180T / A = 1,37 210T / A = 1,55 250T / A = 1,56 280T / A = 1,16 320T 360T
Размер A смещения рамы двигателя / вала двигателя
140T / A = 1,22 180T / A = 1,37 210T / A = 1,55 250T / A = 1,56 280T / A = 1,16 320T / A = 0,38 360T
11
Page 12

Редуктор
TA5215H
Положение установки
M1 19,5 – 23,4 20,2 – 24,1 21,1 – 25,1 21,8 – 25,8 22,8 – 26,8 23,8 – 27,8 ----
A
B
C
D
M2 24,2 – 28,3 25,0 – 29,0 25,9 – 30,0 26,7 – 30,7 27,6 – 31,7 28,6 – 32,7 ----
M3 29,1 – 33,2 29,8 – 33,9 30,8 – 34,9 31,5 – 35,6 32,5 – 36,6 33,5 – 37,6 ----
M4 34,0 – 38,1 34,7 – 38,8 35,7 – 39,8 36,5 – 40,6 37,4 – 41,5 38,4 – 42,5 ----
M1 26,2 – 30,3 26,9 – 31,1 27,9 – 32,1 28,7 – 32,8 29,7 – 33,8 30,7 – 34,8 ----
M2 31,2 – 35,3 31,9 – 36,1 32,9 – 37,1 33,7 – 37,8 34,7 – 38,8 35,7 – 39,8 ----
M3 36,2 – 40,3 36,9 – 41,1 37,9 – 42,1 38,7 – 42,8 39,7 – 43,8 40,7 – 44,8 ----
M1 16,4 – 20,3 17,1 – 21,0 18,0 – 21,9 18,7 – 22,6 19,7 – 23,6 20,6 – 24,6 ----
M2 21,1 – 25,1 21,8 – 25,8 22,8 – 26,8 23,5 – 27,5 24,4 – 28,5 25,4 – 29,4 ----
M3 25,9 – 29,9 26,6 – 30,7 27,6 – 31,6 28,3 – 32,4 29,3 – 33,4 30,3 – 34,3 ----
M4 30,8 – 34,8 31,5 – 35,6 32,5 – 36,6 32,2 – 37,3 34,2 – 38,3 35,2 – 39,3 ----
M1 17,7 – 21,8 18,4 – 22,6 19,4 – 23,6 20,2 – 24,3 21,2 – 25,3 22,2 – 26,3 ----
M2 22,7 – 26,8 23,4 – 27,6 24,4 – 28,6 25,2 – 29,3 26,2 – 30,3 27,2 – 31,3 ----
M3 — — — — — — ----
Размер A смещения рамы двигателя / вала двигателя
180T / A = 1,37 210T / A = 1,55 250T / A = 1,56 280T / A = 1,16 320T / A = 0,38 360T / A = 1,01 400T
Редуктор
TA6307H
Редуктор
TA7315H
Положение установки
M1 21,2 – 25,0 21,9 – 25,8 22,9 – 26,7 23,6 – 27,4 24,5 – 28,4 25,5 – 29,4 26,5 – 30,4
A
B
C
D
Положение установки
A
B
C
D
M2 26,2 – 30,1 26,9 – 30,8 27,9 – 31,8 28,6 – 32,5 29,6 – 33,5 30,5 – 34,5 31,5 – 35,4
M3 31,2 – 35,1 32,0 – 35,9 32,9 – 36,9 33,7 – 37,6 34,6 – 38,6 35,6 – 39,6 36,6 – 40,6
M4 36,3 – 40,3 37,0 – 41,0 38,0 – 42,0 38,8 – 42,7 39,7 – 43,7 40,7 – 44,7 41,7 – 45,7
M1 27,5 – 31,5 28,2 – 32,3 29,2 – 33,3 30,0 – 34,0 31,0 – 35,0 32,0 – 36,0 33,0 – 37,0
M2 32,7 – 36,7 33,4 – 37,5 34,4 – 38,5 35,2 – 39,2 36,2 – 40,2 37,2 – 41,2 38,2 – 42,2
M3 37,9 – 41,9 38,6 – 42,7 39,6 – 43,7 40,4 – 44,4 41,4 – 45,4 42,4 – 46,4 43,4 – 47,4
M1 17,9 – 21,6 18,6 – 22,3 19,5 – 23,3 20,2 – 24,0 21,1 – 25,0 22,1 – 25,9 23,0 – 26,9
M2 22,8 – 26,6 23,5 – 27,3 24,4 – 28,3 25,2 – 29,0 26,1 – 30,0 27,1 – 31,0 28,0 – 32,0
M3 27,8 – 31,7 28,5 – 32,4 29,5 – 33,4 30,2 – 34,1 31,2 – 35,1 32,1 – 36,1 33,1 – 37,1
M4 32,8 – 36,8 33,5 – 37,5 34,5 – 38,5 35,3 – 39,2 36,2 – 40,2 37,2 – 41,2 38,2 – 42,2
M1 14,4 – 18,4 15,2 – 19,2 16,1 – 20,2 16,9 – 20,9 17,9 – 21,9 18,9 – 22,9 19,9 – 23,9
M2 19,6 – 23,6 20,3 – 24,3 21,3 – 25,3 22,1 – 26,1 23,1 – 27,1 24,1 – 28,1 25,1 – 29,1
M3 24,8 – 28,8 25,5 – 29,5 26,5 – 30,5 27,3 – 31,3 28,3 – 32,3 29,3 – 33,3 30,2 – 34,3
M1 27,4 – 31,4 28,4 – 32,4 29,1 – 33,1 30,1 – 34,1 31,1 – 35,1 32,1 – 36,1 ----
M2 33,3 – 37,3 34,3 – 38,3 35,0 – 39,0 36,0 – 40,0 37,0 – 41,0 38,0 – 42,0 ----
M3 39,2 – 43,2 40,2 – 44,2 41,0 – 45,0 42,0 – 46,0 43,0 – 47,0 44,0 – 48,0 ----
M4 45,2 – 49,2 46,2 – 50,2 46,9 – 50,9 47,9 – 51,9 48,9 – 52,9 49,9 – 53,9 ----
M1 30,0 – 34,0 31,0 – 35,0 31,8 – 35,7 32,8 – 36,7 33,7 – 37,7 34,7 – 38,7 ----
M2 36,0 – 40,0 37,0 – 40,9 37,7 – 41,7 38,7 – 42,7 39,7 – 43,7 40,7 – 44,7 ----
M3 41,9 – 45,9 42,9 – 46,9 43,6 – 47,6 44,6 – 48,6 45,6 – 49,6 46,6 – 50,6 ----
M1 17,4 – 21,3 18,4 – 22,4 19,1 – 23,0 20,0 – 23,9 21,0 – 24,9 22,0 – 25,9 ----
M2 23,2 – 27,1 24,2 – 28,1 24,9 – 28,8 25,9 – 29,8 26,9 – 30,8 27,8 – 31,8 ----
M3 29,1 – 33,0 30,0 – 34,0 30,8 – 34,7 31,8 – 35,7 32,8 – 36,7 33,7 – 37,7 ----
M4 35,0 – 39,0 36,0 – 39,9 36,7 – 40,7 37,7 – 41,7 38,7 – 42,7 39,7 – 43,7 ----
M1 20,5 – 24,4 21,5 – 25,4 22,2 – 26,1 23,2 – 27,1 24,2 – 28,1 25,1 – 29,1 ----
M2 26,4 – 30,3 27,4 – 31,3 28,1 – 32,0 29,1 – 33,0 30,1 – 34,0 31,0 – 35,0 ----
M3 32,3 – 36,3 33,3 – 37,2 34,0 – 38,0 35,0 – 39,0 36,0 – 40,0 37,0 – 41,0 ----
Размер A смещения рамы двигателя / вала двигателя
180T / A = 1,37 210T / A = 1,55 250T / A = 1,56 280T / A = 1,16 320T / A = 0,38 360T / A = 1,01 400T / A = 0,75
Размер A смещения рамы двигателя / вала двигателя
210T / A = 1,55 250T / A = 1,56 280T / A = 1,16 320T / A = 0,38 360T / A = 1,01 400T / A = 0,75 440T
12
Page 13

Редуктор
TA8407H
Положение установки
M1 27,4 – 31,3 28,3 – 32,3 29,1 – 33,0 30,1 – 34,0 31,0 – 35,0 32,0 – 36,0 ----
A
B
C
D
M2 33,2 – 37,2 34,2 – 38,2 35,0 – 39,0 36,0 – 39,9 37,0 – 40,9 37,9 – 41,9 ----
M3 39,2 – 43,2 40,2 – 44,2 40,9 – 44,9 41,9 – 45,9 42,9 – 46,9 43,9 – 47,9 ----
M4 45,1 – 49,1 46,1 – 50,1 46,9 – 50,9 47,9 – 51,9 48,8 – 52,8 49,8 – 53,8 ----
M1 30,2 – 34,2 31,2 – 35,2 32,0 – 35,9 32,9 – 36,9 33,9 – 37,9 34,9 – 38,9
M2 36,2 – 40,1 37,1 – 41,1 37,9 – 41,9 38,9 – 42,9 39,9 – 43,9 40,9 – 44,9 ----
M3 42,1 – 46,1 43,1 – 47,1 43,8 – 47,8 44,8 – 48,8 45,8 – 49,8 46,8 – 50,8 ----
M1 17,6 – 21,4 18,5 – 22,4 19,2 – 23,1 20,2 – 24,1 21,2 – 25,1 22,1 – 26,0 ----
M2 23,3 – 27,3 24,3 – 28,2 25,0 – 29,0 26,0 – 30,0 27,0 – 30,9 28,0 – 31,9 ----
M3 29,2 – 33,2 30,2 – 34,1 30,9 – 34,9 31,9 – 35,9 32,9 – 36,9 33,9 – 37,8 ----
M4 35,1 – 39,1 36,1 – 40,1 36,8 – 40,8 37,8 – 41,8 38,8 – 42,8 39,8 – 43,8 ----
M1 20,3 – 24,2 21,3 – 25,2 22,0 – 25,9 23,0 – 26,9 23,9 – 27,9 24,9 – 28,9 ----
M2 26,1 – 30,1 27,1 – 31,1 27,9 – 31,8 28,8 – 32,8 29,8 – 33,8 30,8 – 34,8 ----
M3 32,1 – 36,0 33,0 – 37,0 33,8 – 37,8 34,8 – 38,8 35,8 – 39,7 36,7 – 40,7 ----
Размер A смещения рамы двигателя / вала двигателя
210T / A = 1,55 250T / A = 1,56 280T / A = 1,16 320T / A = 0,38 360T / A = 1,01 400T / A = 0,75 440T
Редуктор
TA10507H
Редуктор
TA12608H
Положение установки
M1 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
A
B
C
D
Положение установки
A
B
C
D
M2 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M3 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M4 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M1 46,7 – 50,5 47,5 – 51,2 48,5 – 52,2 49,5 – 53,2 50,5 – 54,2 51,5 – 55,2
M2 52,1 – 55,9 52,8 – 56,6 53,8 – 57,6 54,8 – 58,6 55,8 – 59,6 56,8 – 60,6
M3 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M1 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M2 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M3 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M4 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M1 17,7 – 21,4 18,4 – 22,2 19,4 – 23,2 20,4 – 24,2 21,4 – 25,2 22,4 – 26,2
M2 23,0 – 26,8 23,8 – 27,5 24,8 – 28,5 25,8 -29,5 26,8 – 30,5 27,8 – 31,5
M3 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M1 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M2 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M3 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M4 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M1 48,9 – 52,7 49,7 – 53,5 50,7 – 54,5 51,7 – 55,5 52,7 – 56,5 53,7 – 57,5
M2 54,5 – 58,3 55,3 – 59,1 56,3 – 60,1 57,3 – 61,1 58,3 – 62,1 59,3 – 63,1
M3 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M1 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M2 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M3 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M4 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M1 22,0 – 25,8 22,8 – 26,6 23,8 – 27,6 24,8 – 28,6 25,8 – 29,6 26,8 – 30,6
M2 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
M3 Не прим. Не прим. Не прим. Не прим. Не прим. Не прим.
Размер A смещения рамы двигателя / вала двигателя
250T / A = 1,56 280T / A = 1,16 320T / A = 0,38 360T / A = 1,01 400T / A = 0,75 440T / A=1,62
Размер A смещения рамы двигателя / вала двигателя
250T / A = 1,56 280T / A = 1,16 320T / A = 0,38 360T / A = 1,01 400T / A = 0,75 440T / A=1,62
13
Page 14

УСТАНОВКА ЗАЩИТНОГО ОГРАЖДЕНИЯ РЕМНЯ
РЕДУКТОРА TORQUE-ARM II
Для использования с редуктором скорости Torque-Arm II разработано
два вида защитных ограждений. Один узел защитного ограждения ремня
предназначен для монтажа редуктора в положении B, а другой вид
защитного ограждения -для монтажа редуктора в положении C, см. рис.
13. Важным является необходимость определения положения установки
монтажной опоры двигателя редуктора Torque-Arm II до приобретения
защитного ограждения, из-за отсутствия условий взаимозаменяемости
для указанных ограждений, прикрепляемых к вертикальным элементам
монтажной опоры двигателя.
ВНИМАНИЕ: Для предотвращения непреднамеренного запуска привода
отключите и установите предупредительную табличку или опломбируйте
источник питания перед производством дальнейших работ. Снимите
все внешние нагрузки с привода до начала демонтажа или сервисного
обслуживания привода или принадлежностей. Невыполнение данного
требования может привести к травмам персонала.
ВНИМАНИЕ: Перед началом работ убедитесь в корректности установки
всех защитных ограждений. Соблюдайте крайнюю осторожность во
избежание контакта с вращающимися частями. Невыполнение данного
требования может привести к травмам персонала.
6. Отцентруйте шарниры передней крышки по штифтам задней крышки и
произведите сборку.
7. Закройте крышку и зафиксируйте при помощи двух болтов с головкой
под шестигранник и шайб.
8. Проверьте корректность функционирования агрегата.
Вертикальная установка (положение B):
1. Извлеките защитное ограждение ремня и крепежные элементы из
контейнера и убедитесь в комплектности поставки частей. Узел защитного
ограждения ремня состоит из одной задней крышки, одной передней
крышки, двух скоб и требуемого количества крепежных элементов.
2. Используя имеющиеся крепежные элементы, установите две скобы на
задней крышке, см. рис. 14. Обратите внимание на метод установки скоб,
при котором уголки крепятся к внутренней поверхности крышки. Не
затягивайте данные болты полностью.
3. Расположите заднюю крышку над валом двигателя и первичным валом
редуктора. Длинный паз в задней крышке размещается над валом
двигателя.
4. Выровняйте узел задней крышки по монтажной опоре двигателя
Torque-Arm II и зафиксируйте при помощи шести болтов с головкой
под шестигранник, шайб и гаек. Плотно подтяните скобы к креплению
двигателя и задней крышке.
5. Установите шкивы двигателя и редуктора. Установите и отрегулируйте
ремни.
6. Отцентруйте шарниры передней крышки по штифтам задней крышки и
произведите сборку.
7. Закройте крышку и зафиксируйте при помощи двух болтов с головкой
под шестигранник и шайб.
8. Проверьте корректность функционирования агрегата.
Горизонтальная установка (положение C):
ПОЗИЦИЯ B ПОЗИЦИЯ C
Рис. 13. Монтажные положения защитных ограждений ремней.
Рис. 14. Установка скоб в положении B.
1. Извлеките защитное ограждение ремня и крепежные элементы из
контейнера и убедитесь в комплектности поставки частей. Узел защитного
ограждения ремня состоит из одной задней крышки, одной передней
крышки, двух скоб и требуемого количества крепежных элементов.
2. Используя имеющиеся крепежные элементы, установите две скобы на
задней крышке, см. рис. 15. Обратите внимание на метод установки скоб,
при котором уголки скоб крепятся в одном направлении. Не затягивайте
данные болты полностью.
3. Расположите заднюю крышку над валом двигателя и первичным валом
редуктора. Длинный паз в задней крышке размещается над валом
двигателя.
4. Выровняйте узел задней крышки по монтажной опоре двигателя
Torque-Arm II и зафиксируйте при помощи шести болтов с головкой
под шестигранник, шайб и гаек. Плотно подтяните скобы к креплению
двигателя и задней крышке.
5. Установите шкивы двигателя и редуктора. Установите и отрегулируйте
ремни.
Рис. 15. Установка скоб в положении С.
14
Page 15

УЗЕЛ ПЕРЕХОДНИКА ШНЕКОВОГО ТРАНСПОРТЕРА
1. Установите уплотнение (408) в корпус переходника, см. рис. 16. При
необходимости использования опционального промежуточного
сальника установите только одно уплотнение на малом конце
переходника. Соблюдайте исключительные меры предосторожности
при установке во избежание повреждения уплотнений. Установите
уплотнения на место нажатием или постукиванием с приложением
давления только к наружному краю уплотнений. Убедитесь в
равномерной установке и отсутствии смещения уплотнений.
2. В случае использования опционального промежуточного сальника
установите две шпильки (413), стопорное пружинное кольцо (412) и две
гайки (414). Заверните гайки на шпильки на приблизительно 4–5 витков
резьбы. Установите три уплотнения со шнуровой навивкой (415) по кругу
в камеру переходника. Уплотнения должны упираться в регулируемое
стопорной пружинное кольцо (412). Для упрощения монтажа вала
привода на шаге 7 необходимо слегка расплющить навитые уплотнения
мягким молотком перед установкой. При установке навитых уплотнений
следует сместить стыковые соединения друг от друга.
3. Слегка постукивайте для проталкивания большой шайбы (407) в
развернутое отверстие на большей стороне переходника с целью
запечатывания навитого материала, установленного на шаге 2, или
уплотнения, установленного на шаге 1.
4. Разместите переходник на блоки ровно первичным валом вниз.
5. Разместите переходник шнекового конвейера (400) на ступицу
выходного вала редуктора с расположением малого конца (с четырьмя
просверленными отверстиями) на редукторе. Направляющая
выступающая часть размером приблизительно 3,2 мм должна
располагаться в проходном отверстии уплотнения выходного вала рядом
со вспомогательным уплотнением. Выступающая часть переходника не
должна касаться поверхности литой части кожуха редуктора.
6. Вставьте четыре винта (409) с разрезными пружинными шайбами (410)
через переходник и закрутите в редуктор. Затяните четыре винта с
головкой под шестигранник (409) с указанным в таблице 9 крутящим
усилием.
7. Поверните редуктор на бок. Проявляйте осторожность для
предотвращения повреждений любых уплотнений и вставьте
приводной вал через корпус переходника в редуктор. Выровняйте
шпоночные канавки приводного вала и проходного отверстия ступицы
редуктора. Вдвиньте или вставьте, слегка постукивая, шпонку в редуктор
со стороны первичного вала ступицы выходного вала.
8. Установите стопорное пружинное кольцо (411) в клиновой разжим
шнекового конвейера (402). Убедившись в плотности посадки
приводного вала в редукторе, надвиньте клиновой разжим на вал.
9. Установите прижимную планку (401), винт приводного вала под
шестигранник (404) и пружинную шайбу (405). Затяните с крутящими
усилиями, указанными в таблице 9.
ДЕМОНТАЖ ПРИВОДНОГО ВАЛА
Для демонтажа приводного вала с редуктора следует выполнить
указанные ниже действия.
1. Выверните крепежный болт приводного вала (404) с пружинной шайбой
(405), а также, прижимную планку (401) и стопорное пружинное кольцо
(411).
2. Согласно указаниям таблицы 7, вставьте требуемый установочный
винт под шестигранник вровень в конец приводного вала. Обратите
внимание на отсутствие необходимости в использовании установочного
винта для редукторов TA6307HM и TA7315HM.
3. Расположите прижимную планку (401) вровень к концу приводного вала
малым торцом наружу. Установите стопорное пружинное кольцо (411).
При надлежащей установке стопорное пружинное кольцо удерживает
прижимную планку (401) в требуемом положении.
4. Вверните болт(-ы) для демонтажа в прижимную планку (401) и затяните
до выбивания клинового разжима приводного вала (402). После
выбивания клинового разжима приводного вала (402) вытяните
узел из редуктора. Извлеките установочный винт под шестигранник
(при наличии такового) из конца приводного вала. В данный момент
приводной вал может быть легко вынут из редуктора вытягиванием.
Примечание. Болт для демонтажа отличается от крепежного стопорного
болта. Корректные размеры болта для демонтажа указаны в таблице 7.
Таблица 7. Крепежные элементы для демонтажа.
Размер редуктора Болт для демонтажа
TA0107L 3/4-10 x 2 5/8-11 x 3/4
TA1107H 3/4-10 x 2 5/8-11 x 3/4
TA2115H 3/4-10 x 2 5/8-11 x 3/4
TA3203H 7/8-9 x 2 3/4-10 x 3/4
TA4207H 7/8-9 x 2 3/4-10 x 3/4
TA5215H 7/8-9 x 2 3/4-10 x 3/4
TA6307H 3/8-16 x 2 (треб. 4 шт.) Не прим.
TA7315H ½-13 x 2 (треб. 4 шт.) Не прим.
Установочный винт под
шестигранник
КОМПЛЕКТ
РЕГУЛИРУЕМОЙ
ПЕРЕХОДНОЙ
МАНЖЕТЫ
Рис. 16. Узел переходника шнекового конвейера.
15
Page 16

ЗАМЕНА ДЕТАЛЕЙ
ВАЖНО: Разборка и сборка редуктора моторизованного Dodge TorqueArm II может производиться с использованием обычного набора
инструментов для технического обслуживания при условии тщательного
соблюдения приведенных ниже указаний.
Обеспечение чистоты является очень важным фактором производства
работ в связи с необходимостью предотвращения попадания грязи в
подшипники и прочие части редуктора. Следует иметь на месте работ
емкость с чистым растворителем, оправочный пресс и оборудование
для нагревания подшипников и шестерен (с целью обеспечения
последующей посадки данных деталей на валы). Пожалуйста, обращайтесь
к производителю в случае отсутствия требуемых условий или
необходимости в выполнении сервисных работ в заводских условиях.
Масляные уплотнения имеют контактные кромки. Следует проявлять
разумную осторожность при разборке и сборке редуктора с целью
предотвращения повреждения обжимаемой уплотнениями поверхности.
Шпоночная канавка в первичном валу, а также любые другие острые
кромки на ступице выходного вала должны быть заклеены лентой или
бумагой до начала разборки и сборки. Также проявляйте осторожность
при снятии любых задиров и зазубрин на поверхностях первичного вала
или ступицы выходного вала до начала разборки и сборки.
Методика заказа запасных частей. При заказе запасных частей для
редуктора следует указать номера размера и модели редуктора, название
и артикул детали, а также требуемое количество наименований.
Настоятельно рекомендуется производить одновременную замену
всего комплекта контактирующих шестерен или зубчатых колес.
При необходимости замены большой шестерни на первичном валу
рекомендуется заказать узел выходного вала в сборе, включающий
установленную на вал шестерню, с целью гарантирования отсутствия
повреждений на поверхностях обжимания выходного вала уплотнениями.
Однако, при необходимости использования старой ступицы выходного
вала следует снять шестерню и подшипник при помощи пресса и
тщательно проверить обжимаемую поверхность под масляным
уплотнением на наличие возможных царапин или прочих повреждений от
прессования. Условием предотвращения протечек масла из уплотнений
вала является отсутствие повреждений на гладкой поверхности ступицы
выходного вала.
Если имеется необходимость снятия прессом любых деталей с вала или
ступицы выходного вала, то данное действие должно производиться перед
заказом деталей в связи с возможностью повреждения подшипников или
других частей во время снятия. Запрещается производить прессование с
упором на роликовые элементы или сепаратор подшипника.
В связи с возможностью повреждения масляных уплотнений старого
вала при разборке рекомендуется заказать запасные части для замены
указанных компонентов.
Демонтаж редуктора с вала:
ВНИМАНИЕ: Для предотвращения непреднамеренного запуска
привода отключите и установите предупредительную табличку или
опломбируйте источник питания перед производством дальнейших
работ. Снимите все внешние нагрузки с привода до начала демонтажа
или сервисного обслуживания привода или принадлежностей.
Невыполнение данного требования может привести к травмам
персонала.
С коническими втулками:
1. Отсоедините и снимите защитное ограждение ремня, V-образный
привод и монтажную опору двигателя по мере необходимости.
Отсоедините тягу моментного рычага от переходника редуктора.
2. Открутите и снимите болты втулок.
3. Разместите болты в резьбовых отверстиях на фланцах втулок. Затяните
болты поочередно и равномерно до свободной посадки втулок на валу.
Для облегчения затягивания болтов убедитесь в отсутствии загрязнений
на резьбе болтов и в резьбовых отверстиях фланцев втулок. Очистка
витков резьбы может производиться при помощи метчика. Соблюдайте
осторожность в вопросе применения метчика требуемого размера для
предотвращения повреждения витков резьбы.
4. Снимите наружную втулку, редуктор и, впоследствии, внутреннюю
втулку.
Разборка:
1. Слейте все масло из редуктора.
2. Разместите редуктор на боку и снимите все корпусные болты. Выбейте
установочные штифты из корпуса. Используя три находящихся
по окружности фланца отверстия для поддевания осторожно
разделите половины корпуса. Открывайте корпус равномерно для
предотвращения внутренних деталей.
3. Поднимите первичный вал, все узлы шестеренок и подшипников в
сборе из корпуса.
4. Извлеките уплотнения из корпуса.
5. Снимите подшипники с валов и ступиц. Проявляйте осторожность во
избежание появления царапин или повреждения любого из узлов или
участка уплотнения во время демонтажа подшипника. Узел ступицы
может быть разобран для замены шестерни. Однако, в случае появления
царапин или канавок на ступице может иметь место протечка
уплотнения с необходимостью замены ступицы.
Сборка:
1. Узел ступицы выходного вала: Нагрейте шестерню до температуры
162,8°C - 176,7°C с целью усаживания на ступицу. Нагрейте подшипники
до температуры 132°C - 143°C с целью усаживания на ступицу. Любые
повреждения поверхностей ступицы в местах обжимания масляными
уплотнениями приведут к протечкам с необходимостью использования
новой ступицы.
2. Узел передаточного вала: Вал и зубчатое колесо являются единым
целым. Опрессуйте шестерню и подшипники на вал. Прессование
производите к внутренней обойме (не к сепаратору или роликам)
подшипников.
3. Узел первичного вала: Вал и зубчатое колесо являются единым
целым. Опрессуйте подшипники на вал. Прессование производите к
внутренней обойме (не к сепаратору или роликам) подшипников.
4. Вбейте два установочных штифта в место установки в правосторонней
половине корпуса.
5. Установите правостороннюю половину корпуса на блоки для
обеспечения доступа к выступающему концу ступицы выходного вала.
6. Установите обоймы подшипника в правосторонней половине корпуса,
убедившись в их надлежащей посадке. Один подшипник узла ступицы
выходного вала запрессован к шестерне, а другой - к бортику ступицы.
Для двухступенчатых редукторов следует установить узел ступицы
выходного вала с расположением вверх конца, на котором подшипник
запрессован к шестерне. Для одноступенчатых редукторов следует
установить узел ступицы выходного вала с расположением вниз конца,
на котором подшипник запрессован к шестерне.
7. Введите шестерни ступицы выходного вала и малого передаточного
вала в зацепление и установите на место в корпусе. Установите узел
первичного вала на место в корпусе. Убедитесь в надлежащей посадке
роликов (внутренних колец) подшипника в соответствующих наружных
кольцах. Установите наружные кольца подшипников левосторонней
половины корпуса на соответствующие ролики.
8. Убедившись в чистоте обеих половин корпуса, установите левостороннюю
половину корпуса на место и простукивайте мягким молотком (из
недубленой кожи, не свинцовым) до момента возможности использования
корпусных болтов для стягивания половин. Убедитесь в невозможности
изгибания валов редуктора при затягивании корпусных болтов.
9. Проверните первичный вал и проконтролируйте посадку всех
подшипников при помощи мягкого молотка. При помощи магнитного
основания и индикатора измерьте и зарегистрируйте величины люфта
первичного, передаточного вала и ступицы выходного вала. Снимите
левую половину корпуса и разместите регулировочные прокладки за
наружным кольцом подшипника надлежащим образом для обеспечения
корректной величины люфта или предварительного натяга согласно
указаниям таблицы 8. Повторите данные действия и проверяйте люфт
до получения требуемого значения. Обратите внимание на наличие
предварительного натяга выходного вала После определения люфта
следует добавить значение толщины регулировочных прокладок
к величине люфта для получения корректной характеристики
предварительного натяга.
16
Page 17

10. Снимите левостороннюю половину корпуса и очистите поверхности
фланцев корпуса обеих половин, соблюдая осторожность во
избежание оставления засечек или царапин на поверхности фланца.
Разместите 3,2-мм валик герметика Dow RTV732 или эквивалентного
материала на поверхности фланца (убедившись в укладке герметика
холодного отверждения вокруг болтовых отверстий и внутри
поверхности фланца). Установите левостороннюю половину корпуса
на место и простукивайте мягким молотком (из недубленой кожи,
не свинцовым) до момента возможности использования корпусных
болтов для стягивания половин. Затяните корпусные болты с
крутящими усилиями, указанными в таблице 9.
11. Установите уплотнения первичного и выходного валов, а также
вспомогательные уплотнения. Проявляйте исключительную
осторожность при установке уплотнений во избежание повреждений
из-за контакта с острыми кромками первичного вала или ступицы
выходного вала. Вероятность повреждения и последующей
протечки масла может быть уменьшена заклеиванием всех острых
кромок лентой перед установкой уплотнений. Нанесите на кромки
уплотнений небольшой слой универсальной консистентной смазки
Mobilith AW2 или эквивалентного вещества. Следует опрессовать или
равномерно простучать уплотнения мягким молотком до посадки
в корпусе редуктора с приложением давления только к наружному
краю уплотнений. Небольшая протечка масла может иметь место при
первоначальном запуске с последующим исчезновением в случае
отсутствия повреждения уплотнений.
12. Установите подкладочные пластины втулки и разрезные пружинные
кольца в редукторы с коническими втулками или в манжеты ступиц
редукторов с цилиндрическим проходным отверстием.
Таблица 8. Регулировочные допуски подшипников.
Размер
редуктора
Первичный вал Передаточный вал Выход
Значения люфта подшипников, мм
TA0107L 0,05-0,1 без натяга 0,01-0,07 без натяга 0,05-0,1 с натягом
TA1107H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,05-0,1 с натягом
TA2115H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,05-0,1 с натягом
TA3203H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,05-0,1 с натягом
TA4207H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,05-0,1 с натягом
TA5215H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,08-0,1 с натягом
TA6307H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,15-0,2 с натягом
TA7315H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,15-0,2 с натягом
TA8407H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,1-0,15 с натягом
TA9415H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,1-0,15 с натягом
TA10507H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,15-0,2 с натягом
TA12608H 0,05-0,1 без натяга 0,01-0,07 без натяга 0,15-0,2 с натягом
Таблица 9. Рекомендуемые крутящие усилия для болтов.
Рекомендуемые крутящие усилия для затягивания корпусных болтов
Размер редуктора Размер крепежа Крутящее усилие, Н-м
TA0107L 5/16-18 23 – 20
TA1107H 5/16-18 23 – 20
TA2115H 3/8-16 41 – 37
TA3203H 3/8-16 41 – 37
TA4207H 1/2-13 101,7 – 95
TA5215H 1/2-13 101,7 – 95
TA6307H 1/2-13 101,7 – 95
TA7315H 5/8-11 122 – 111,2
TA8407H 5/8-11 122 – 111,2
TA9415H 5/8-11 122 – 111,2
TA10507H ¾-10 200,7– 187,1
TA12608H ¾-10 200,7– 187,1
Рекомендуемые крутящие усилия для затягивания болтов крышки
ограничителя обратного хода
Размер редуктора Размер крепежа Крутящее усилие, Н-м
TA0107L 1/4-20 11 – 9,5
TA1107H 1/4-20 11 – 9,5
TA2115H 1/4-20 11 – 9,5
TA3203H 1/4-20 11 – 9,5
TA4207H 1/4-20 11 – 9,5
TA5215H 5/16-18 23 – 20
TA6307H 5/16-18 23 – 20
TA7315H 3/8-16 41 – 37
TA8407H 5/16-18 23 – 20
TA9415H 3/8-16 41 – 37
TA10507H 3/8-16 41 – 37
TA12608H 3/8-16 41 – 37
Рекомендуемые крутящие усилия для затягивания болтов переходника
шнекового конвейера
Размер редуктора Размер крепежа Крутящее усилие, Н-м
TA0107L 3/8-16 41 – 37
TA1107H 3/8-16 41 – 37
TA2115H 7/16-14 68 – 61
TA3203H 1/2-13 101,7 – 95
TA4207H 1/2-13 101,7 – 95
TA5215H 5/8-11 122 – 111,2
TA6307H ¾-10 200,7– 187,1
TA7315H ¾-10 200,7– 187,1
Рекомендуемые крутящие усилия для затягивания крепежных болтов
приводного вала шнекового конвейера
Размер редуктора Размер крепежа Крутящее усилие, Н-м
TA0107L 5/8-11 122 – 111,2
TA1107H 5/8-11 122 – 111,2
TA2115H 5/8-11 122 – 111,2
TA3203H 3/4-10 200,7– 187,1
TA4207H 3/4-10 200,7– 187,1
TA5215H 3/4-10 200,7– 187,1
TA6307H 1-8 285 - 258
TA7315H 1-8 285 - 258
17
Page 18

АРТИКУЛЫ ЗАПАСНЫХ ЧАСТЕЙ И КОМПЛЕКТОВ
ДЕТАЛЕЙ
Таблица 10. Артикулы запасных подшипников, одно- и двухступенчатых редукторов
Редуктор,
размер
TA0107L 900250/900251
TA1107H 901250/901251
TA2115H 403003/402003
TA3203H 903252/402268
TA4207H 403016/402193
TA5215H 403140/402050
TA6307H 906250/906251
TA7315H 403105/402147
TA8407H 403105/402147
TA9415H 403110/402160
TA10507H 910250/910251
TA12608H 912250/912251
Редуктор,
размер
TA0107L 304833/304740
TA1107H 403165/402265
TA2115H 304836/411626-05-B
TA3203H 403101/402271
TA4207H 304809/304710
TA5215H 403005/402001
TA6307H 403026/906257
TA7315H 403159/907260
TA8407H 411626-06-BE/411626-05BM
TA9415H 403036/304701
TA10507H 403087/402023
TA12608H 402233/912253
Редуктор,
размер
TA0107L 304833/304740
TA1107H 403165/402265
TA2115H 304836/411626-05-B
TA3203H 403101/402271
TA4207H 304809/304710
TA5215H 403005/402001
TA6307H 403026/906257
TA7315H 403159/907260
TA8407H 411626-06-BE/908253
TA9415H 403036/304701
TA10507H 403087/402023
TA12608H 402233/912253
Примечание. Левая сторона - сторона первичного вала, правая сторона сторона ограничителя обратного хода или выходного вала редуктора. Артикулы
подшипников относятся к сочетаниям наружного/внутреннего колец, соответственно,
и применяются ко всем передаточным отношениям, если иначе не обозначено.
Действительные передаточные отношения см. в таблице 12.
Подшипники ступицы выходного вала –
левосторонние и правостороннние
Артикул
Подшипник передаточного вала – левостор.
Артикул
Подшипник передаточного вала – ограничитель
обратного хода (правостор.)
Таблица 10. Артикулы запасных подшипников, одно- и двухступенчатых
редукторов (продолжение)
Размер редуктора
Подшипник первичного вала – левостор.
Артикул
5:1
9:1
TA0107L
15:1
403166/402284
25:1
40:1
5:1
9:1
TA1107H
15:1
402169/402294
25:1
40:1
5:1
TA2115H
9:1
15:1
403094/304753
25:1
40:1 403094/304707
5:1
TA3203H
9:1
15:1
304809/411626-05-K
25:1
40:1 403101/402271
5:1
9:1
TA4207H
15:1
304809/411626-05-K
25:1
40:1
5:1
TA5215H
9:1
15:1
403005/402001
25:1
40:1 403005/304717
5:1
9:1
TA6307H
15:1
403026/906260
25:1
40:1
5:1
9:1
TA7315H
15:1
304802/402041
25:1
40:1
15:1
TA8407H
908259/908260 25:1
40:1
15:1
TA9415H
403036/304701 25:1
40:1
15:1
TA10507H
25:1
402231/402232
40:1
15:1
TA12608H
402231/402232 25:1
40:1
18
Page 19

Таблица 10. Артикулы запасных подшипников,
одно- и двухступенчатых редукторов (продолжение)
Подшипник первичного вала –
Размер редуктора
правостор.
Артикул
5:1
TA0107L
9:1
15:1
403165/402265
25:1
40:1 402169/402294
5:1
TA1107H
9:1
15:1
403063/402108
25:1
40:1 403094/304753
5:1
403094/304707 9:1
TA2115H
15:1
25:1 403094/304707
40:1 304809/411626-05-K
5:1
403101/402271 9:1
TA3203H
15:1
25:1 403101/402271
40:1 304809/411626-05-K
5:1
TA4207H
9:1
15:1
904256/904257
25:1
40:1 904256/904258
5:1
403005/402001 9:1
TA5215H
15:1
25:1 403005/304717
40:1 403005/411626-05-V
5:1
TA6307H
9:1
15:1
403026/906260
25:1
40:1 403026/906257
5:1
TA7315H
9:1
15:1
403159/907260
25:1
40:1 403159/402054
TA8407H
15:1
25:1
9082569/908257
40:1 304804/908258
TA9415H
15:1
25:1
411626-06-BE/411626-05-BM
40:1 304804/908258
TA10507H
15:1
25:1
411626-06-BE/411626-05-BM
40:1 304804/908258
TA12608H
15:1
25:1
403036/304701
40:1 403036/912258
Таблица 11. Артикулы наборов запасных частей.
Размер
редуктора
TA0107L
TA1107H
TA2115H
TA3203H
TA4207H
TA5215H
TA6307H
TA7315H
TA8407H
TA9415H
TA10507H
TA12608H
* Комплект уплотнения включает уплотнение первичного вала, уплотнения выходного вала, прокладку крышки ограничителя
обратного хода и герметик холодного отверждения.
**Узел ступицы выходного вала состоит из ступицы выходного вала, шестерни выходного вала и шпонки шестерни.
***Узел передаточного вала состоит из зубчатого колеса передаточного вала, шестерни передаточного вала и шпонки шестерни.
****Комплект подшипника состоит из наружного/внутреннего колец левостороннего и правостороннего подшипников выходного вала,
наружного/внутреннего колец левостороннего и правостороннего подшипников передаточного вала (только для двухступенчатых
редукторов) и наружного/внутреннего колец левостороннего и правостороннего подшипников первичного вала.
Передаточное
отношение
5:1
9:1 900122
15:1 900123
25:1 900124
40:1 900125
5:1
9:1 901122
15:1 901123
25:1 901124
40:1 901125
5:1
9:1 902122
25:1 902124
40:1 902127 901125 902130
5:1
9:1 903122
25:1 903124
40:1 903127 903125 903130
5:1
9:1 904122
25:1 904124
40:1 904125 904130
5:1
9:1 905122
15:1 905123
25:1 905124 905130
40:1 905125 905131
5:1
9:1 906122
15:1 906123
25:1 906124
40:1 906125
5:1
9:1 907122
25:1 907124
40:1 907125 907130
15:1
25:1 908124
40:1 908125 908130
15:1
25:1 909124
40:1 909125 909130
15:1
40:1 910125 910130
15:1
25:1 912124
40:1 919125 912130
Уплотнения,
набор *
900126 900120
901126 901120
902126
903126
904126 904120
905126 905120
906126 906120
907126 907120
908126 908120
909126 909120
910126 910120
912126 912120
Ступица
выходного
вала в сборе **
902120
903120
Передаточный
вал в сборе ***
--- 900128
--- 901128
--- 902128
--- 903128
--- 904128
--- 905128
--- 906128
--- 907128
908123
909123
910123
912123
Подшипник,
набор ****
900129
901129
90212915:1 902123
90312915:1 903123
904129 15:1 904123
905129
906129
906130
907129 15:1 907123
908129
909129
910129
912129
Комплект
регулировочных
прокладок
900180
901180
902180
903180
904180
905180
906180
907180
908180
909180
91018025:1 910124
912180
19
Page 20

44
14
1
15,16
21
4,5,6,7
23
2
401
404,405
27
24,25
411
400
409,410
408
406
29
28
45
34,36
41
13
22
39
30,32
18
40
26
600
38
35,37
31,33
10
11,12
402
204,205
201,202
203
200
9
УЗЕЛ МОМЕНТНОГО
РЫЧАГА
403
408
407
УЗЕЛ ПЕРЕХОДНИКА
ШНЕКОВОГО
ТРАНСПОРТЕРА
412
413
КОМПЛЕКТ
РЕГУЛИРУЕМОЙ
ПЕРЕХОДНОЙ
МАНЖЕТЫ
414
415
100
106,108,
109,110
101
104
102
УЗЕЛ ОПЦИОНАЛЬНОГО
ОГРАНИЧИТЕЛЯ
ОБРАТНОГО ХОДА
Рис.17. Детали для двухступенчатых редукторов с коническими втулками моделей от TA0107L по TA12608H.
111,112
105
107
20
103
Page 21

44
14
1
15,16
21
4,5,6,7
23
2
27
401
404,405
24,25
411
400
409,410
408
406
29
28
45
13
22
30,32
18
26
600
31,33
10
11,12
402
9
200
204,205
201,202
203
УЗЕЛ ПЕРЕХОДНИКА
ШНЕКОВОГО
ТРАНСПОРТЕРА
413
414
403
408
407
412
КОМПЛЕКТ
РЕГУЛИРУЕМОЙ
ПЕРЕХОДНОЙ
МАНЖЕТЫ
415
106,108
109,110
УЗЕЛ МОМЕНТНОГО
101
РЫЧАГА
104
УЗЕЛ ОПЦИОНАЛЬНОГО
ОГРАНИЧИТЕЛЯ
102
103
ОБРАТНОГО ХОДА
111,112
105
107
Рис.18. Детали для одноступенчатых редукторов с коническими втулками моделей от TA0107L по TA7315H.
21
100
Page 22

Рис.12. Детали для одноступенчатых редукторов с коническими втулками моделей от TA0107L по TA5215H.
П/п Описание Кол-во TA0107L TA1107H TA2115H TA3203H TA4207H TA5215H
1 Корпус - левостор. 1 900202 901202 902202 903202 904202 905202
2 Корпус - правостор. 1 900203 901203 902203 903203 904203 905203
§ Герметик холодного отверждения, трубн. 1 465044 465044 465044 465044 465044 465044
4 Корпусной болт 14 411253 411253 411412 411412 411460 411460
5 Плоская шайба 28 900241 900241 902241 902241 904241 904241
6 Гайка 14 407085 407085 407087 407087 407091 407091
7 Пружинная шайба 14 419010 419010 419011 419011 419013 419013
8 § Установочный штифт 2 901248 901248 304624 901248 304624 304624
9 Крышка вала ограничителя обратного хода 1 901279 901279 901279 903279 904279 905279
10 Прокладка крышки ограничителя обратного хода 1 901280 901280 901280 903280 904280 905280
11 Винт крышки ограничителя обратного хода
12 Пружинная шайба
Масляное уплотнение
13
первичного вала
14 Масляное уплотнение выходного вала 2 900286 901286 902286 A73109 904286 905286
15 Воздушный сбросной клапан 1 241237 241237 241237 241237 245237 245237
16 Втулка 1 — — — — 430079 430079
17 § Резьбовая пробка отверстия для спуска масла 4 430031 430031 430031 430031 430035 430035
18 Магнитная сливная пробка 1 430060 430060 430060 430060 430064 430064
Регулировочные прокладки
21
подшипника выходного вала по мере необходимости
Регулировочные прокладки
22
подшипника первичного вала по мере необходимости
23 Шестерня выходного вала 1 900208 901208 902208 903208 904208 905208
24 Наружное кольцо подшипника выходного вала 2 900250 901250 403003 903252 403016 403140
25 Внутреннее кольцо подшипника выходного вала 2 900251 901251 402003 402268 402193 402050
26 Ступица выходного вала 1 900230 901230 902230 903230 904230 905230
27 Шпонка шестерни выходного вала 1 900275 901275 901275 903275 904275 905275
Шпонка зубчатого колеса
28
первичного вала
Зубчатое колесо первичного
29
вала
Наружное кольцо подшипника
30
первичного вала - левостор.
Наружное кольцо подшипника
31
первичного вала - правостор.
Внутреннее кольцо
32
подшипника первичного вала
- левостор.
Внутреннее кольцо
33
подшипника первичного вала правостор.
34 Наружное кольцо подшипника передаточного вала - левостор. 1 304833 403165 304836 403101 304809 403005
35 Наружное кольцо подшипника передаточного вала - правостор. 1 304833 403165 304836 403101 304809 403005
ПРИМЕЧАНИЯ:
§ Не показано на чертеже.
Требуется 8 шт. для TA5215H.
Действительное передаточное отношение см. в таблице 14.
Передаточные отношения 5:1, 9:1, 15:1, 25:1
Передаточное отношение 25:1
Передаточное отношение 40:1
Регулировочная прокладка 0,4 мм 900263 901263 902263 903263 904263 905263
Регулировочная прокладка 0,2 мм 900265 901265 902265 903265 904265 905265
Регулировочная прокладка 0,13 мм 900264 901264 902264 903264 904264 905264
Регулировочная прокладка 0,4 мм 900271 901271 902271 903267 903267 905271
Регулировочная прокладка 0,2 мм 900273 901273 902273 903269 903269 905273
Регулировочная прокладка 0,13 мм 900272 901272 902272 903268 903268 905272
Передаточное отношение 40:1
Передаточное отношение 5:1
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
Передаточное отношение 5:1
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
Передаточное отношение 5:1
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
Передаточное отношение 5:1
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
Передаточное отношение 5:1
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
5:1, 9:1, 15:1
417038 417038 417038 417038 417038 417074
6
419045 419045 419045 419045 419045 419046
6
1 276173 276173 276285 276280 A73108 905266
1 276173 276173 276285 276280 A73108 905266
1 276173 276173 276173 242281 A73108 905266
1 443634 443634 902277 903277 904277 905277
1 443634 443634 902277 903298 904277 905277
1 900222A 901222A 902222 903222 904222 905222
1 900221A 901221A 902221 903221 904221 905221
1 900220A 901220A 902220 903220 904220 905220
1 900219A 901219A 902219 903219 904219 905219
1 900218A 901218A 902218 903218 904218 905218
1 403166 402169 403094 304809 304809 403005
1 403166 402169 403094 304809 304809 403005
1 403166 402169 403094 304809 304809 403005
1
403166 402169 403094 304809 304809 403005
1 403166 402169 403094 403101 304809 403005
1 403165 403063 403094 403101 904256 403005
1 403165 403063 403094 403101 904256 403005
1 403165 403063 403094 403101 904256 403005
1 403165 403063 403094 403101 904256 403005
1 403165 403063 403094 403101 904256 403005
1 402284 402294 304753 411626–05-K 411626–05-K 402001
1 402284 402294 304753 411626–05-K 411626–05-K 402001
1 402284 402294 304753 411626–05-K 411626–05-K 402001
1 402284 402294 304753 411626–05-K 411626–05-K 304717
1 402284 402294 304707 402271 411626–05-K 304717
1 402265 402108 304707 402271 904257 402001
1 402265 402108 304707 402271 904257 402001
1 402265 402108 304707 402271 904257 402001
1 402265 402108 304707 402271 904257 402001
1 402265 402108 304707 402271 904258 411626–05-V
22
Page 23

Таблица 12. Детали для одноступенчатых редукторов с коническими втулками моделей от TA0107L по TA5215H (продолжение).
П/п Описание
Кол-
TA0107L TA1107H TA2115H TA3203H TA4207H TA5215H
во
36 Внутреннее кольцо подшипника передаточного вала - левостор. 1 304740 402265 411626–05-B 402271 304710 402001
37 Внутреннее кольцо подшипника передаточного вала - правостор. 1 304740 402265 411626–05-B 402271 304710 402001
1 900217 901217 902217 903217 904217 905217
1 900215 901215 902215 903215 904215 905215
1 900213 901213 902213 903213 904213 905213
1 900211 901211 902211 903211 904211 905211
Шестерня первой
38
ступени
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
39 Зубчатое колесо передаточного вала 1 900209 901209 902209 903209 904209 905209
40 Шпонка шес терни первой ступени 1 900276 901276 902276 903276 904276 905276
Регулировочные
прокладки подшипника
41
передаточного вала - по
мере необходимости
Регулировочная прокладка 0,4 мм 900271 901271A 901271 903267 903267 905271
Регулировочная прокладка 0,2 мм 900272 901273A 901273 903269 903269 905273
Регулировочная прокладка 0,13 мм 900273 901272A 901272 903268 903268 905272
44 Вспомогательное уплотнение выходного вала 2 900236 901236 902236 903236 904236 905236
Вспомогательное
45
уплотнение первичного
вала
Передаточные отношения 5:1, 9:1, 15:1, 25:1
Передаточное отношение 40:1
1 442023 442023 902238 903238 904238 905238
1 442023 442023 442023 — 904238 905238
100 Скоба переходника моментного рычага 2 900500 901500 902500 903500 904500 905500
Комплект тяги моментного рычага
1 241244 241244 242244 242244 244245 244245
101 ▲ Наконечник тяги моментного рычага 1 241245 241245 243245 243245 245245 245245
102 ▲ Удлинитель моментного рычага 1 241247 241247 243247 243247 245247 245247
103 ▲ Винтовая стяжка моментного рычага 1 241246 241246 243246 243246 245246 245246
104 ▲ Правосторонняя гайка 1 407093 407093 407095 407095 407097 407097
105 ▲ Левосторонняя гайка 1 407242 407242 407244 407244 407246 407246
106 Втулка моментного рычага 1 242243 242243 243243 243243 245243 245243
107 Центр шарнира моментного рычага 1 241249 241249 243249 243249 246249 246249
108 Болт моментного рычага 1 411412 411412 411437 411437 411460 411460
109 Пружинная шайба моментного рычага 1 419011 419011 419012 419012 419013 419013
110 Гайка моментного рычага 1 407087 407087 407089 407089 407091 407091
111 Болт моментного рычага 1 411456 411456 411484 411484 411484 411484
112 Гайка моментного рычага 1 407091 407091 407093 407093 407093 407093
113 Пружинная шайба 1 — — — — — —
200 Подкладочная пластина втулки 2 241266 901301 243308 903301 904301 905301
203 Удерживающее кольцо 2 421111 901304 421109 903304 421107 421055
204 Винт под шестигранник для втулки 6 411405 411390 902306 411408 411408 411456
205 Пружинная шайба втулки 6 419010 419010 419011 419011 419011 419013
400 Переходник шнекового транспортера 1 900401 901401 902401 903401 904401 905401
401 Прижимная планка шнекового конвейера 1 900402 901402 902402 903402 904402 905402
402 Клиновой разжим шнекового транспортера 1 900403 901403 902403 903403 904403 905403
Вал 1–1/2" 1 901072 902072 903072 — — —
Вал 1–1/2", нержавеющая сталь 1 900080 901080 902080 — — —
Вал 2" 1 901073 902073 903073 904073 905073 905422
Вал 2", нержавеющая сталь 1 900081 901081 902081 903081 904081 905081
Приводной вал
403
шнекового конвейера
Вал 2-7/16", нержавеющая сталь 1 900082 901082 902082 903082 904082 905082
Вал 2-7/16" 1 901074 902074 903074 904074 905074 905423
Вал 3" 1 901075 902075 903075 904075 905075 905424
Вал 3", нержавеющая сталь 1 900083 901083 902083 903083 904083 905083
Вал 3-7/16" 1 — — 903076 904076 905073 905425
Вал 3-7/16", нержавеющая сталь 1 — — 902084 903084 904084 905084
404 Стопорный болт 1 411549 411549 411549 411551 411551 411551
405 Пружинная шайба 1 419014 419014 419014 419016 419016 419016
406 Шпонка приводного вала 1 900405 901405 902405 903405 904405 905405
407 Шайба приводного вала 1 900404 901404 902404 903404 904404 905404
408 Уплотнение 2 900411 901411 902411 353085 904411 905411
409 Болт 4 411410 411410 411435 411456 411456 411483
410 Пружинная шайба 4 419011 419011 419012 419013 419013 419014
411 Удерживающее кольцо 1 900406 901406 902406 903406 904406 905406
412 Держатель регулируемого уплотнения 1 900413 901413 902413 903413 904413 905413
413 Шпилька регулируемого уплотнения 2 400404 400404 400404 400404 400404 400404
414 Гайка регулируемого уплотнения 2 407202 407202 407202 407202 407202 407202
415 Кольцевые уплотнители 3 900416 901416 902416 903416 904416 905416
600
Узел ограничителя
обратного хода.
Передаточные отношения 5:1, 9:1, 15:1, 25:1
Передаточное отношение 40:1
1 901102 901102 902102 903102 904102 905102
1 901102 901102 902102 903102 904103 905103
ПРИМЕЧАНИЯ:
Включает детали, указанные непосредственно ниже отмеченных символом “▲”.
▲ Входит в узел, указанный выше в ведомости с отметкой “”
Действительное передаточное отношение см. в таблице 14.
23
Page 24

Таблица 13. Детали для одноступенчатых редукторов с коническими втулками моделей от TA6307H по TA12608H.
П/п Описание Кол-во TA6307H TA7315H TA8407H TA9415H TA10507 TA12608
1
Корпус - левостор. 1 906202 907202 908202 909202 910202 912202
2
Корпус - правостор. 1 906203 907203 908203 909203 910203 912203
§
Герметик холодного отверждения, трубн. 1 465044 465044 465044 465044 465044 465044
4
Корпусной болт 14 ✤ 411460 411488 411488 411488 411496 411496
5
Плоская шайба 28 † 904241 907241 907241 907241 910241 910241
6
Гайка 14 ✤ 407091 407093 407093 407093 407095 407095
7
Пружинная шайба 14 ✤ 419013 419014 419014 419014 419016 419016
8 §
Установочный штифт 2 304624 304624 304624 304624 304624 304624
9
Крышка вала ограничителя обратного хода 1 906279 907279 908279 907279 910279 912279
10
Прокладка крышки ограничителя обратного хода 1 906280 907280 908280 907280 910280 912280
11
Винт крышки ограничителя обратного хода
12
Пружинная шайба
Масляное уплотнение
13
первичного вала
14
Масляное уплотнение выходного вала 2 906286 907286 907286 909286 910286 912286
15
Воздушный сбросной клапан 1 245237 245237 245237 245237 245237 245237
16
Втулка 1 430079 430079 430079 430079 430079 430079
17 §
Резьбовая пробка отверстия для спуска масла 4 430035 430035 430035 430035 430035 430035
18
Магнитная сливная пробка 1 430064 430064 430064 430064 430064 430064
Регулировочные прокладки
21
подшипника выходного вала по мере необходимости
Регулировочные прокладки
22
подшипника первичного вала по мере необходимости
23
Шестерня выходного вала 1 906208 907208 908208 909208 910208 912208
24
Наружное кольцо подшипника выходного вала 2 906250 403105 403105 403110 910250 912250
25
Внутреннее кольцо подшипника выходного вала 2 906251 402147 402147 402160 910251 912251
26
Ступица выходного вала 1 906230 907230 908230 909230 910230 912230
27
Шпонка шестерни выходного вала 1 • 906275 907275 908275 909275 910275 912275
Шпонка зубчатого колеса
28
первичного вала
Зубчатое колесо первичного
29
вала
Наружное кольцо подшипника
30
первичного вала - левостор.
Наружное кольцо подшипника
31
первичного вала - правостор.
Внутреннее кольцо
32
подшипника первичного вала
- левостор.
Внутреннее кольцо
33
подшипника первичного вала
- правостор.
ПРИМЕЧАНИЯ:
§ Не показано на чертеже.
Требуется 8 шт. для TA6307H, TA7315H, TA8407H и TA9415H; требуется 12 шт. для TA10507H и TA12608H.
✤ Требуется 18 шт. для TA9415H; требуется 20 шт. для T10507H; требуется 22 шт. для TA12608H
† Требуется 36 шт. для TA9415H; требуется 40 шт. для TA10507H; требуется 44 шт. для TA12608H
• Требуется 2 шт. для TA7315H, TA8407H, TA9415H и TA10507H
Действительное передаточное отношение см. в таблице 14.
Передаточное отношение 25:1
Передаточное отношение 40:1
Регулировочная прокладка 0,38 мм 906263 907263 907263 909263 910263 912263
Регулировочная прокладка 0,18 мм 906265 907265 907265 909265 910265 912265
Регулировочная прокладка 0,13 мм 906264 907264 907264 909264 910264 912264
Регулировочная прокладка 0,38 мм 906271 907271 903263 909267 910267 910267
Регулировочная прокладка 0,18 мм 906273 907273 903265 909269 910269 910269
Регулировочная прокладка 0,13 мм 906272 907272 903264 909268 910268 910268
Передаточные отношения 15:1, 25:1
Передаточное отношение 40:1
Передаточное отношение 5:1
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
Передаточное отношение 5:1
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
Передаточное отношение 5:1
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
Передаточное отношение 5:1
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
Передаточное отношение 5:1
Передаточное отношение 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
5:1, 9:1
5:1, 9:1
6
6
15:1
417074 907281 417074 907281 907281 907281
419046 419047 419046 419047 419047 419047
1 901286 907266 — — — —
1 901286 907266 907266 907266 902286 902286
1 901286 907266 907266 907266 902286 902286
1 901286 907266 907266 907266 902286 902286
1 906277 907277 — — — —
1 906277 907277 908277 909277 909277 909277
1 906277 907277 908277 909277 909277 909277
1 906222 907222 — — — —
1 906221 907221 — — — —
1 906220 907220 908220 909220 910220 912220
1 906219 907219 908219 909219 910219 912219
1 906218 907218 908218 909218 910218 912218
1 403026 304802 — — — —
1 403026 304802 — — — —
1 403026 304802 908259 403036 402231 402231
1 403026 304802 908259 403036 402231 402231
1 403026 304802 908259 403036 402231 402231
1 403026 403159 — — — —
1 403026 403159 — — — —
1 403026 403159 908256 411626–06-BE 411626–06-BE 403036
1 403026 403159 908256 411626–06-BE 411626–06-BE 403036
1 403026 403159 304804 304804 304804 403036
1 906260 402041 — — — —
1 906260 402041 — — — —
1 906260 402041 908260 304701 402232 402232
1 906260 402041 908260 304701 402232 402232
1 906260 402041 908260 304701 402232 402232
1 906260 907260 — — — —
1 906260 907260 — — — —
1 906260 907260 908257 411626–05-BM 411626–05-BM 304701
1 906257 907260 908257 411626–05-BM 411626–05-BM 304701
1 906257 402054 908258 908258 908258 912258
24
Page 25

Таблица 13. Детали для одноступенчатых редукторов с коническими втулками моделей от TA6307H по TA12608H (продолжение).
П/п Описание Кол-во TA6307H TA7315H TA8407H TA9415H TA10507H TA12608H
34 Наружное кольцо подшипника передаточного вала - левостор. 1 403026 403159 411626–06-BE 403036 403087 402233
35 Наружное кольцо подшипника передаточного вала - правостор. 1 403026 403159 411626–06-BE 403036 403087 402233
36 Внутреннее кольцо подшипника передаточного вала - левостор. 1 906257 907260 411626–05-BM 304701 402023 912253
37 Внутреннее кольцо подшипника передаточного вала - правостор. 1 906257 907260 908253 304701 402023 912253
Передаточное отношение 9:1
38 Шестерня первой ступени
39 Зубчатое колесо передаточного вала 1 906209 907209 908209 909209 910209 912209
40 Шпонка шестерни первой ступени 1 906276 907276 908276 909276 910276 912276
Регулировочные прокладки
41
подшипника передаточного вала - по
мере необходимости
44 Вспомогательное уплотнение выходного вала 2 906236 907236 907236 909236 910236 912236
Вспомогательное уплотнение
45
первичного вала
100 Скоба переходника моментного рычага 2 906500 907500 907500 909500 910500 912500
Комплект тяги моментного рычага
101 ▲ Наконечник тяги моментного рычага 1 247239 271050 271050 272050 272050 272151
102 ▲ Удлинитель моментного рычага 1 247240 271052 271052 272052 272052 272153
103 ▲ Винтовая стяжка моментного рычага 1 247246 271051 271051 272051 272051 272152
104 ▲ Правос торонняя гайка 1 407099 407104 407104 407108 407108 407110
105 ▲ Левос торонняя гайка 1 407248 407250 407250 407251 407251 407111
106 Вт улка моментного рычага 1 247244 271046 271046 272046 272046 272187
107 Центр шарнира моментного рычага 1 247248 271054 271054 272054 272054 272154
108 Бо лт моментного рычага 1 411489 411510 411510 411520 411520 411527
109 Пружинная шайба моментного рычага 1 419014 419020 419020 419024 419024 419025
110 Гайка моментного рычага 1 407093 407099 407099 407104 407104 407108
111 Бо лт моментного рычага 1 411489 411516 411516 419524 411524 411528
112 Гайка моментного рычага 1 407093 407099 407099 407104 407104 407108
113 Пружинная шайба 1 419014 419020 419020 419024 419024 419025
200 Подк ладочная пластина втулки 2 906301 272037 908301 909301 910301 912301
203 Удерживающее кольцо 2 906304 421098 908304 909304 910304 912304
204 Винт под шес тигранник для втулки
205 Пружинная шайба втулки
400 Переходник шнекового транспортера 1 906401 907401 Не прим. Не прим. Не прим. Не прим.
401 Прижимная планк а шнекового конвейера 1 906402 907402 Не прим. Не прим. Не прим. Не прим.
402 К линовой разжим шнекового транспортера 1 906403 907403 Не прим. Не прим. Не прим. Не прим.
403 Приводной вал шнекового конвейера
404 Стопорный болт 1 411552 411552 Не прим. Не прим. Не прим. Не прим.
405 Пружинная шайба 1 419020 419020 Не прим. Не прим. Не прим. Не прим.
406 Шпонк а приводного вала 1 906405 907405 Не прим. Не прим. Не прим. Не прим.
407 Шайба приводного вала 1 906404 907404 Не прим. Не прим. Не прим. Не прим.
408 Уплотнение 2 906411 907411 Не прим. Не прим. Не прим. Не прим.
409 Бо лт 4 411983 411493 Не прим. Не прим. Не прим. Не прим.
410 Пружинная шайба 4 419016 419016 Не прим. Не прим. Не прим. Не прим.
411 Удерживающее кольцо 1 906406 907406 Не прим. Не прим. Не прим. Не прим.
412 Держатель регулируемого уплотнения 1 906413 907413 Не прим. Не прим. Не прим. Не прим.
413 Шпильк а регулируемого уплотнения 2 400404 400404 Не прим. Не прим. Не прим. Не прим.
414 Гайка регулируемого уплотнения 2 407202 407202 Не прим. Не прим. Не прим. Не прим.
415 Ко льцевые уплотнители 3 906416 907416 Не прим. Не прим. Не прим. Не прим.
600 Узел ограничителя обратного хода.
ПРИМЕЧАНИЯ:
Включает детали, указанные непосредственно ниже отмеченных символом “▲”.
▲ Входит в узел, указанный выше в ведомости с отметкой “”
Требуется 8 шт. для TA12608H
Действительное передаточное отношение см. в таблице 14.
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
Регулировочная прокладка 0,4 мм 906271 906271 908267 909267 904263 912267
Регулировочная прокладка 0,2 мм 906273 906273 908269 909269 909265 912269
Регулировочная прокладка 0,13 мм 906272 906272 908268 909268 904264 912268
Передаточные отношения 5:1, 9:1
Передаточные отношения 15:1, 25:1
Передаточное отношение 40:1
Вал 2-7/16" 1 906074 907074 Не прим. Не прим. Не прим. Не прим.
Вал 2-7/16", нержавеющая сталь 1 906082 907082 Не прим. Не прим. Не прим. Не прим.
Вал 3" 1 906075 907075 Не прим. Не прим. Не прим.
Вал 3", нержавеющая сталь 1 906083 907083 Не прим. Не прим. Не прим. Не прим.
Вал 3-7/16" 1 906076 907076 Не прим. Не прим. Не прим. Не прим.
Вал 3-7/16", нержавеющая сталь 1 906084 907084 Не прим. Не прим. Не прим. Не прим.
5:1, 9:1
Передаточное отношение 15:1
Передаточное отношение 25:1
Передаточное отношение 40:1
1 906217 907217 — — — —
1 906215 907215 908215 909215 910215 912215
1 906213 907213 908213 909213 910213 912213
1 906211 907211 908211 909211 910211 912211
1 901236 907238 — — — —
1 901236 907238 907238 907238 902236 902236
1 901236 907238 907238 907238 902236 902236
1 247238 248240 248240 272416 272416
411456 411457 411457 411484 411484 411484
6
419013 419013 419013 419014 419014 419014
6
Не прим.
1 906102 907102 Не прим. Не прим. Не прим. Не прим.
1 906102 907102 908102 909102 910102 912102
1 906103 907102 908102 909102 910102 912102
1 906103 907103 908103 907103 910103 912103
25
Page 26

Таблица 14. Действительные передаточные отношения.
Размер редуктора
TA0107L 5,200 9,000 14,928 25,091 30,942
TA1107H 5,000 8,990 14,912 25,064 30,909
TA2115H 5,200 9,103 15,619 25,067 33,333
TA3203H 4,913 9,234 15,067 24,954 32,451
TA4207H 5,000 9,231 15,000 25,125 39,107
TA5215H 5,105 9,183 14,923 24,996 38,907
TA6307H 4,944 9,215 15,451 24,868 38,319
TA7315H 5,188 9,716 14,914 24,837 39,656
TA8407H Не прим. — 15,120 24,965 39,667
TA9415H Не прим. — 15,103 25,435 39,406
TA10507H Не прим. — 15,092 25,184 39,676
TA12608H Не прим. — 14,788 25,025 38,188
5:1 9:1 15:1 25:1 40:1
Номинальные передаточные отношения
26
Page 27

Дополнительные указания по монтажу, эксплуатации и техническому обслуживанию
взрывобезопасных (зона 1) монтируемых на валу редукторов Torque-Arm II
размеров TA0107 – TA12608
ПРЕДИСЛОВИЕ
Описанные в настоящем руководстве изделия изготовлены компанией Baldor Electric Company, г. Форт Смит, штат Аризона, США.
Настоящее руководство содержит базовую информацию по безопасной эксплуатации и техническому обслуживанию взрывобезопасных монтируемых на
валу редукторов Torque-Arm II. Данные указания не описывают всех подробностей или вариантов оборудования, а также не определяют все возможные
аварийные ситуации или опасности, с которыми можно столкнуться при монтаже, эксплуатации и техническом обслуживании. При необходимости
получения дополнительной информации или в случае возникновении проблем, не описанных в настоящем руководстве, пожалуйста, обращайтесь в
местное представительство компании Baldor Electric.
Редуктор изготовлен согласно положениям Директивы 94/9/EC касательно требований к оборудованию и работе в потенциально взрывоопасной среде.
Редукторы Torque-Arm II пригодны для использования во взрывоопасных зонах категорий 2 и M2, групп II и I для загазованных и запыленных участков, а
также по взрывоопасных зонах категории 3 для всех загазованных или запыленных участков с температурой воспламенения выше T4 = 135°C.
Типовая маркировка редуктора содержится на сертификационной табличке, подобной указанной ниже.
ВНИМАНИЕ
Редуктор предназначен для эксплуатации при температуре поверхности 93°C или ниже. Невыполнение требований по надлежащей эксплуатации
редуктора может стать причиной превышения указанной максимальной температуры поверхности. Применительно к условиям отделения 1 или зоны 1
эта чрезмерная температура может вызвать воспламенение опасных материалов.
Может потребоваться применение дополнительных охлаждающих устройств, например, устанавливаемых на валу охлаждающего вентилятора или
теплообменника, с целью гарантирования сохранения рабочей температуры на уровне ниже 93 °С в случае указания каталожными таблицами критериев
выбора или при эксплуатации редуктора при окружающих температурах выше 27 °С. Следует обеспечивать надлежащее применение дополнительного
охлаждения, при наличии такового, и избегать возникновения нежелательных условий эксплуатации.
НЕНОРМАЛЬНЫЕ УСЛОВИЯ
Эксплуатация редуктора при любых из указанных ниже условий может привести к повышению рабочей температуры выше нормального уровня.
1. Нагрузка редуктора выше номинального значения.
2. Окружающая температура выше номинального значения.
3. Ненадлежащее охлаждение.
4. Эксплуатация с частотой вращения выше максимального номинального значения.
5. Недостаточное количество или некорректный тип смазочного вещества.
ДОПОЛНИТЕЛЬНЫЕ УКАЗАНИЯ ПО БЕЗОПАСНОМУ МОНТАЖУ И ЭКСПЛУАТАЦИИ
• Запрещается открывать редуктор во взрывоопасных атмосферах.
• Следует обеспечить защитные ограждения всех вращающихся частей с целью предотвращения контакта с посторонними объектами из-за опасности
появления искр и последующего воспламенения.
• Необходимо проводить регулярные осмотры редуктора на предмет корректности уровня масла, признаков протечек масла и скопления пыли и
загрязнений, которые могут препятствовать
отводу тепла.
• Соблюдайте указания по смазыванию и график сервисного обслуживания, содержащиеся в настоящем руководстве. Используйте редукторную смазку
с температурой вспышки 149 °С или выше.
• Повышение уровней вибрации и шумов может указывать на необходимость проведения ремонта или замены редуктора, включая замену
подшипников.
• Электрические искры являются причиной возгораний. Для уменьшения опасности возгорания рекомендуется применять надлежащие методы
электрических соединений и заземления. При нормальных рабочих условиях редуктор электрически соединен к ведомому оборудованию через
выходной вал.
27
Page 28

EC Declaration of Conformity
The undersigned, representing the following supplier and the authorised representative established within the
Community
Baldor Electric Company
5711 R. S. Boreham, Jr. Street
Fort Smith, Arkansas 72901
USA
herewith declare that the Products
Baldor Electric Germany GmbH
Dieselstrasse 22a
85551 Kirchheim
Germany
Gear Reducers
Product identification (brand and
catalogue number/part number):
Dodge Torque Arm II, Sizes TA0107 through TA12608,
Equipment Group I, Category M2 c/Equipment Group II Category
2 GD c T4 TAMB - 30°C to +50°C
are in conformity with the provisions of the following EC Directive(s) when installed in accordance with the installation
instructions contained in the product documentation:
94/9/EC ATEX
and that the standards and/or technical specifications referenced below have been applied:
EN 1127-1:1998 Explosive Atmospheres - Explosion Prevention And Protection - Part 1: Basic
EN 13463-1:2001 Non - Electrical Equipment For Potentially Explosive Atmospheres -Method And
EN13463-5:2003 Non-Electrical Equipment Intended For Use In Potentially Explosive
Supplier: Authorised Representative in the Community:
Signature
Concepts And Methodology
Requirements
Atmospheres - Part 5: Protection By Constructional Safety "C"
Signature
Name: L. Evans Massey Name: Michael Klein
Position: Manager Standards and Certification Position: Product Group Director Europe
Date:
Document Control Number: DOC-BEZ-DG-M11-A-EN.DOC 1 / 1
П/я 2400, г. Форт-Смит, штат Аризона, 72902-2400, США. Тел.: (1) 479.646.4711, факс (1) 479.648.5792, международная линия факса (1) 479.648.5895
© Baldor Electric Company
IMN1601RU (вместо 499314)
20-July-09
Международная штаб-квартира
Техническая поддержка ряда продукции Dodge
6040 Пондерс Корт, г. Гринвиль, штат Южная Каролина, 29615-4617, США. Тел.: (1) 864.297.4800, Факс: (1) 864,281.2433
Date:
www.baldor.com
20-July-09
Все права защищены. Отпечатано в США.
3/11
 Loading...
Loading...