


Indice Pagina:
Home
Premessa ed indicazioni generali di sicurezza
Parte 1.: I struzioni per l’ uso c l. 558
1. Descrizione del prodotto
1.1 Descrizione sommaria . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.2 Sottoclassi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.3 Dati tecnic i . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1.4 Organi d i cucitu ra . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
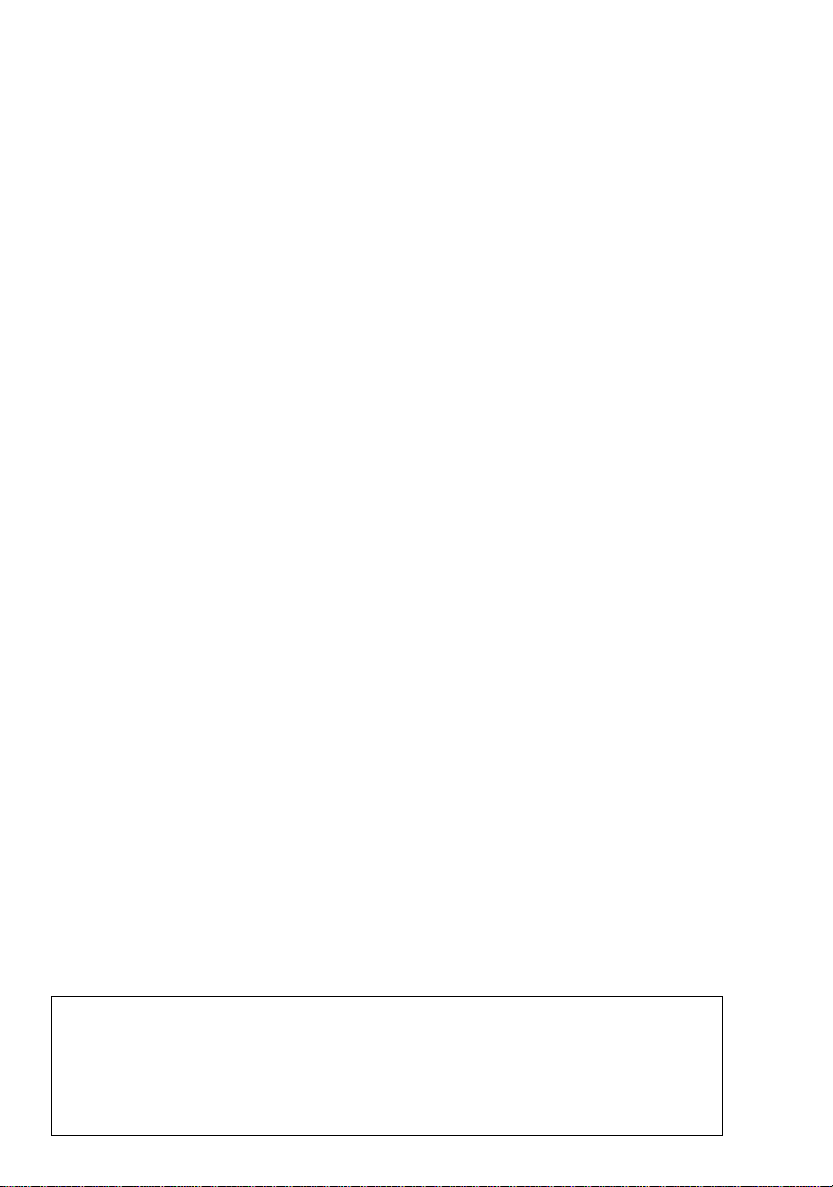
1.4.1 Tabella riepilogativa degli organi di cucitura e
delle caratteristiche funzionali 578 E... /... . . . . . . . . . . . . . . . . 9
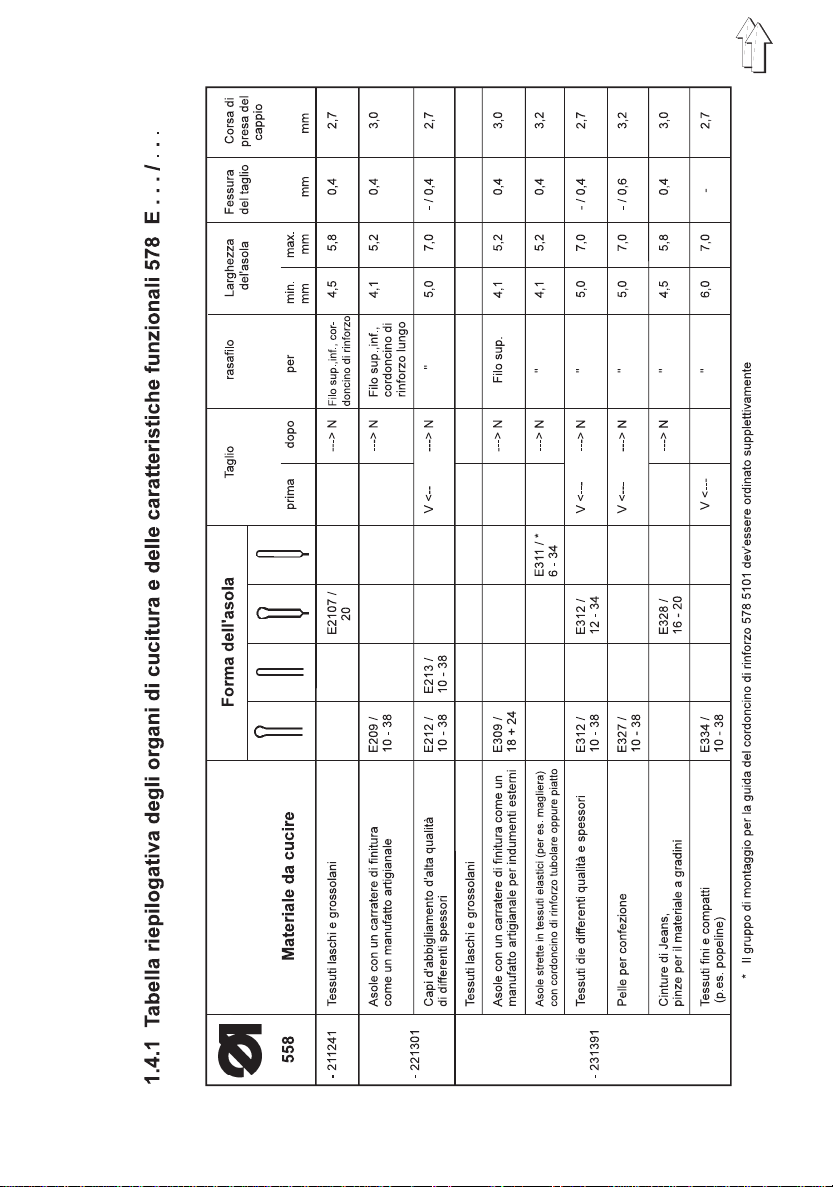
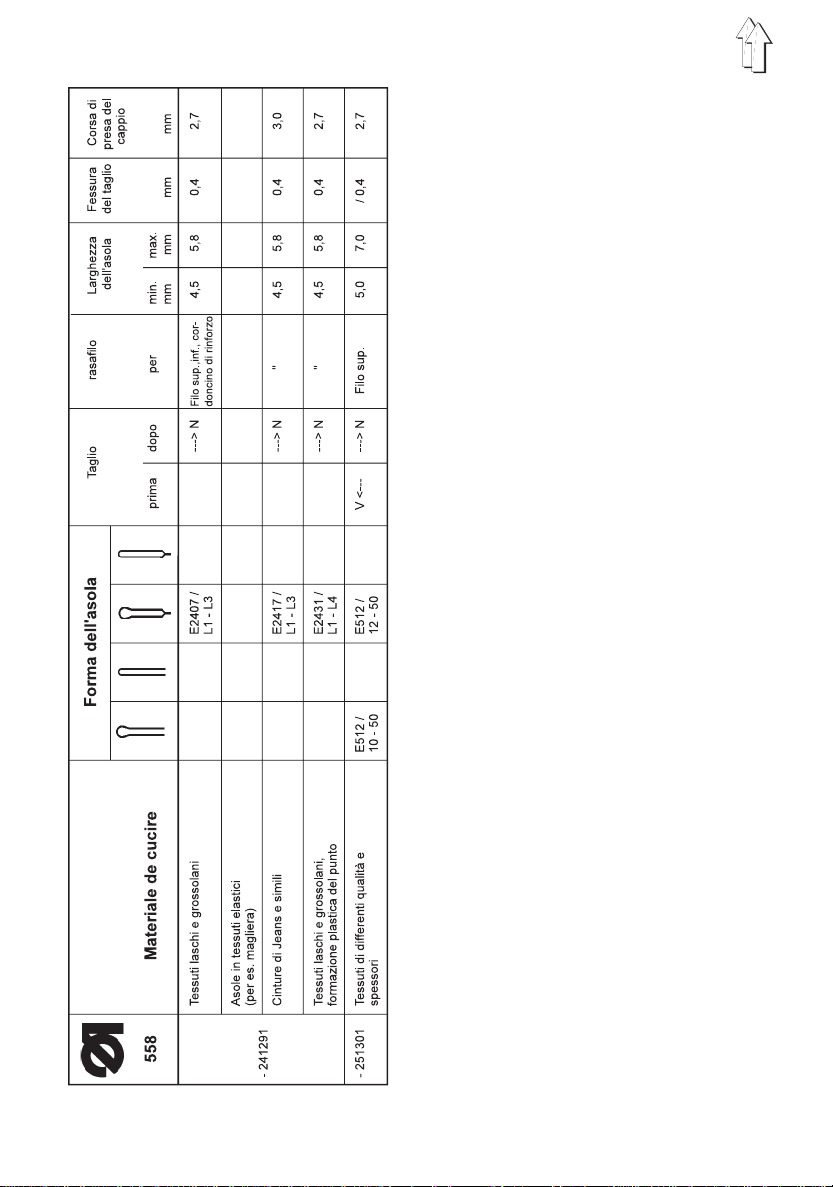
1.4.2 Tabella riepilogativa degli organi di cucitura e
delle ca ratter isti che funz ionali 5 58 E ... / .. . . . . . . . . . . . . . . . . 11
1.5 Dotazioni sup plementari . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2. Uso della macchina
2.1 Estrazione ed intro duzi one delle pl acche delle pinze . . . . . . . . . . . 15
2.2 Inserimento - Disinserimento ra pi do - Rimessa
in funzione della macch ina . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.3 Posizione finale dell’unità automatica di cucitura . . . . . . . . . . . . . 23
2.4 Aghi, filati e cordoncini di rinforzo . . . . . . . . . . . . . . . . . . . . . . 24
2.5 Infilatura del filo inferiore (filo del crochet) . . . . . . . . . . . . . . . . . 27
2.6 Infilatura del cord oncino di ri nforzo . . . . . . . . . . . . . . . . . . . . . 31
2.7 Infilatura del filo superiore (filo dell’ago) . . . . . . . . . . . . . . . . . . 37
2.8 Tensioni dei f ili . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
2.9 Cucire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
2.10 Evitare il sollevamento dell e pinze . . . . . . . . . . . . . . . . . . . . . 47
2.11 Lunghezza dell’asola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
2.12 Lu nghezza de l taglio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
2.1 3 Blocchi di taglio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
2.1 4 Pressione di taglio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
2.15 Distendere il tes suto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
2.16 De nsità del punto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
2.1 7 Larghezza della cu citura . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
2.18 Forma dell’asola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
2.19 Cambiare su taglio prima della cucitura oppure
su taglio dopo la cuc itura . . . . . . . . . . . . . . . . . . . . . . . . . . 67
. . . . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3. Manutenzione
3.1 Pulizia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
3.2 Lubrificazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
3.3 Punti di lub rificazion e . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
4. Eliminazione di anomalie di funzionamento
. . . . . . . . . . . . . . . 76
5. Dotazione supplementare dispositivo appinzafilo
elettromagnatico per il filo superiore
5.1 I nfo rmaz io ni gener ali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
5.2 Collegamento elettrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
5.3 Ciclo funzionale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
5.4 Dispositivi di sicurezza all’inserimento . . . . . . . . . . . . . . . . . . . 85
5.5 Regolazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
5.5.1 Corsa dell’elettromagnete . . . . . . . . . . . . . . . . . . . . . . . . . . 87
5.5.2 Posizione di base del dispositivo appinzafilo per il filo superiore . . . . . 87
5.5 .3 Movimento di dis cesa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
5.5 .4 Movimento di presa del filo . . . . . . . . . . . . . . . . . . . . . . . . . . 91
5.5.5 Interruttori per il comando del d i spositivo
appinzafil o per il filo superiore . . . . . . . . . . . . . . . . . . . . . . . . 92
5.6 Montaggio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
5.6.1 Premontaggio del distributore di cablagg io . . . . . . . . . . . . . . . . . 97
5.6 .2 Posa dei cavi di collegamen to . . . . . . . . . . . . . . . . . . . . . . . . 99
5.6 .3 Pannello di comando . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
5.6.4 Montaggio dell’interruttore b3 . . . . . . . . . . . . . . . . . . . . . . . . 102
5.6.5 Montaggio del listello di commutazione per l’interruttore b2 . . . . . . . . 103
5.6.5 Montaggio del dispositivo appinzafilo per il filo
sup eri ore sul b raccio della macchin a . . . . . . . . . . . . . . . . . . . . 104
. . . . . . . . . . . . . . . . . . . 79
Le raffigurazi oni riportate in codesto libretto d ’ i st ruzione sono s tate eseguite su
sottoclassi diverse dell’asolatrice automatica di base 558 !
Per favor e tenete conto che l’aspe t to della Vs. asolatric e au t omatica può
eventualmente differire dalle figure utilizzate nel libretto d’istruzione !

1. Descrizi one del pr odotto
1.1 Descrizione sommaria e descrizione della destinazione
appropriata d’uso
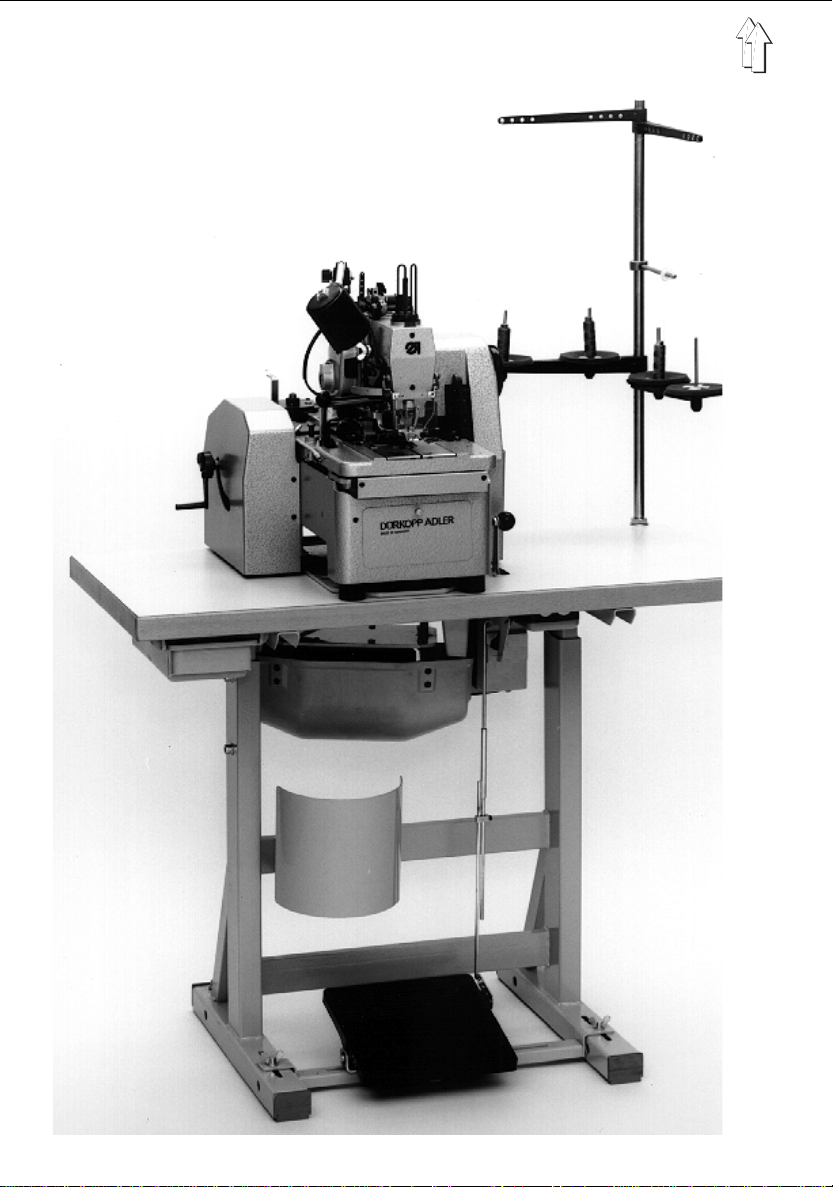
La
DÜRKOPP ADLER 558
Su di essa posso no essere esegui te asole con o ppure senza occhiello e con op pure
senza travetta a cu neo.
La forma dell’asola viene determinata tramite 2 camme di comando sostituibili ed i
•
corrispondenti coltelli. La camma di comando superiore determina la forma
dell’occhiello. La camma di comando inferiore determina, nel caso di asole con
travetta a cuneo, la forma della travetta a cuneo e la lunghezza dell’asola.
A seconda del gruppo di organi di cucitura utilizzato (numero "E"), la più piccola e
•
la più grande larghezza dell’asola vengono determinate tramite la posizione della
piastrina di limitazione.
Partendo dal punto zero il movimento pendolare della barra ago è dal centro verso
•
destra durante la cucitura della costa destra dell’asola e dal centro verso sinistra
durante la cucitura della costa sinistra dell’asola.
Grazie ai supporti moll eggiati dei q uadri delle pinze avviene un adattamento
•
automatico della pressione delle pinze superiori ai diversi spessori del materiale
da cucire.
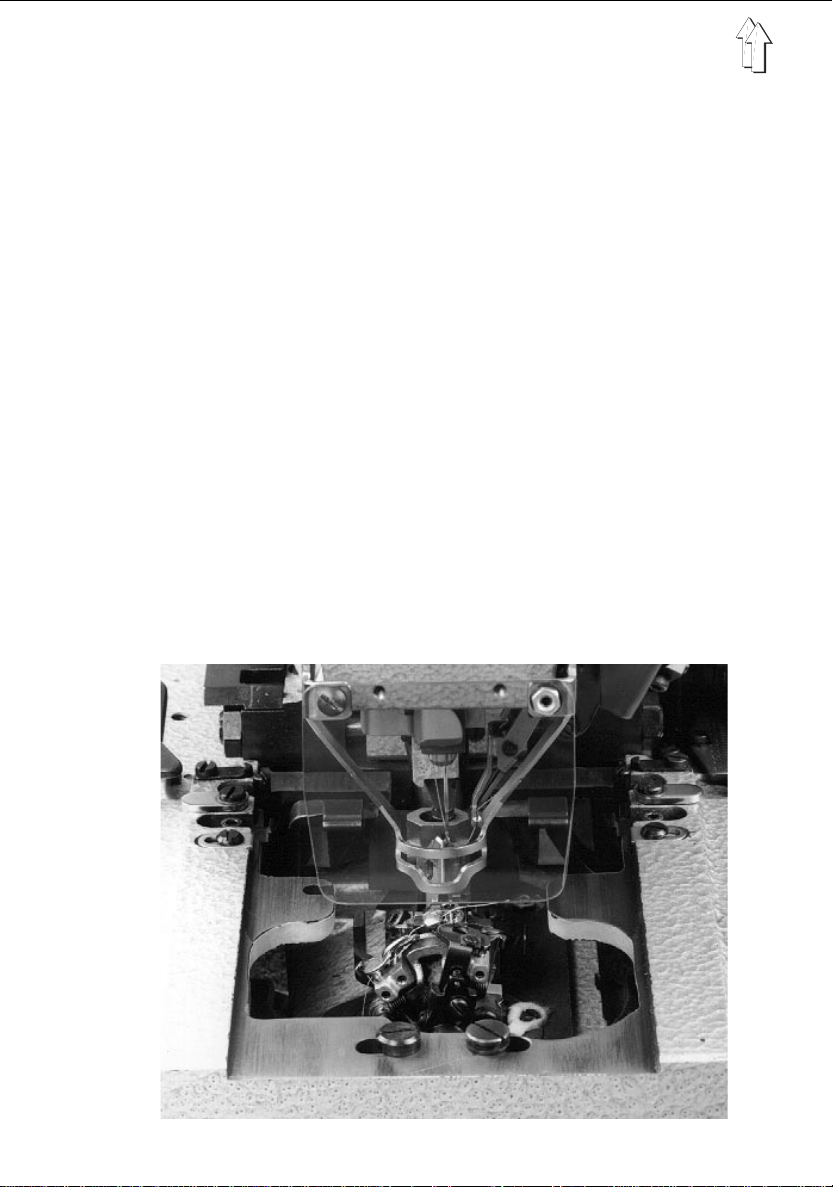
Ribaltando verso l’alto l’unità di cucitura, i dispositivi di protezione non devono
•
essere smontati.
Il dispositivo combinato per la protezione delle dita e degli occhi aumenta la
•
sicurezza; grazie ad un ritorno a molla esso viene mantenut o continuament e i n
posizione di lavoro .
Una molla a pressione a gas agevola il ribaltamento verso l’alto dell’unità di
•
cucitura e garantisce il suo riabbassamento sicuro e le nto. La posizione d’arresto
permette un’infilatura senza difficoltà del filo inferiore per il crochet.
L’unità di cucitura è provvista di una lubrificazione centralizzata a stoppini
•
provoniente da due serbatoi per l’olio (i punti segnati con la vernice rossa devono
essere lubrificati supplettivamente separatamente e m anualmente).
è un’asolatrice automatica a doppio punto catenella.
Nel prossimo capitolo vengono descritte le singole sott oclassi.
5

1.2 Sottoclassi
558 - 211241
Con taglio automatico.
Il filo superiore, il filo in feriore ed il cordo ncino di rinforzo proveniente dal basso
vengono taglia ti talmente corti che nessun spezzone finale del fil o è praticament e
visibile. In codesta maniera viene evitata una successiva operazione di ripulitura dei fili.
Taglio dell’asola dopo la cucitura.
Lunghezza di taglio 20 mm.
558 - 221301
Con taglio automatico.
Il filo superiore viene tagliato corto. Il filo inferiore ed il cordoncino di rinforzo
proveniente dal basso vengono tagliati su una lunghezza pari a ca. 30 mm.
A seconda del numero "E", il taglio dell’asola avviene a scelta prima oppure dopo la
cucitura.
Codesta sottoclasse è dotata di serie con un dispositivo appinzafilo per il filo superiore.
Lunghezza di taglio 10...38 mm.
558 - 231391
Con taglio automatico.
Solo il filo s uperiore viene tagliato c orto. Il capo da cucire p uò essere estratto
facilmente da lla sua posizi one di cucitu ra oppure come nel caso di una serie successiva
di asole può e ss ere tirato e spostato facilmente a t rat t i verso sinistra. Il filo inferiore ed il
cordoncino infer i ore di rinforzo vengono tagliati a pos t eriori manual mente.
Nel caso di codesta sottoclasse il ca po viene posizionato 12 mm più verso l’avanti che
nel caso delle sottoclassi -221301 e -251301.
A seconda del numero "E", il taglio dell’asola avviene a scelta prima oppure dopo la
cucitura.
Lunghezza di taglio 10...38 mm.
558 - 241291
Nel caso di codesta sottoclasse il capo viene posizionato 9,5 mm più verso l’avanti che
nel caso delle sottoclassi - 221301 e - 251301. Ciò comporta una migliore visibilità ed
una maggiore libertà durante il posizionamento del capo.
Con taglio automatico.
Il filo superiore, il filo in feriore ed il cordo ncino di rinforzo proveniente dal basso
vengono taglia ti talmente corti che nessun spezzone finale del fil o è praticament e
visibile. In codesta maniera viene evitata una successiva operazione di ripulitura dei fili.
Taglio dell’asola dopo la cucitura.
A seconda del pacchetto di lunghezza utilizzato, lunghezza di taglio 14...32 mm.
558 - 251301
Con taglio automatico.
Solo il filo s uperiore viene tagliato c orto. Il capo da cucire p uò essere estratto
facilmente da lla sua posizi one di cucitu ra oppure come nel caso di una serie successiva
di asole può e ss ere tirato e spostato facilmente a t rat t i verso sinistra. Il filo inferiore ed il
cordoncino infer i ore di rinforzo vengono tagliati a pos t eriori manual mente.
Il taglio dell’asola può essere commutato su taglio prima oppure dopo la cucitura.
Lunghezza di taglio 10...50 mm
6

1.3 Dati tecnici
Velocità: 1.650 Punti/min
Tipo del punto: Doppio punto c atenella
Lunghezza di cucitura: max. 50 mm
Lunghezza di t aglio: max. 50 mm
Sistema dell’ago: 558
Finezza dell’ago: Nm 90...110
Corsa di presa del cappio: 2,7...3,2 mm
Spessori d el materiale da cucire: max. 10 mm nel caso della so ttoclasse -221301
Titolo del filato: Filo superiore max. Nm 50
Tensione nominale
d’alimentazione: - 2410591 3 ~ 400 V + N, 50/60 Hz
Rumorosità: Lc = 80 dB (A)
Dimensioni: (alt. x larg. x prof.) 1570 x 630 x 520 mm (standard)
Peso: 128 kg (completo con testa della macchina per cucire,
Altezza del piano di lavoro: 760...1060 mm (bordo superiore del piano di lavoro)
A seconda dei tipi di filato e dei capi da cucire utilizzati.
A seconda degli organi di cucitur a utilizzato (numero "E").
max. 12 mm con tutte le altri sottoclassi
Filo inferiore max. Nm 30
- 2410575 3 ~ 230 V, 50/60 Hz
- 2410540 1 ~ 230 V, 50 Hz
- 2410478 1 ~ 230 V, 60 Hz
A seconda della tensione d’alimentazione utilizzata,
l’unità di cucitura viene fornita con uno dei
"Pacchetti motore" succitati.
con ciclo di cucitura 5,0 s in serito e 1,4 s disinserit o
secondo le no rme DIN 456 35-48-B-1
1570 x 1060 x 520 mm (esecuzione
larga)
bancale e motore)
55 kg (solo ba ncale e motore)
7

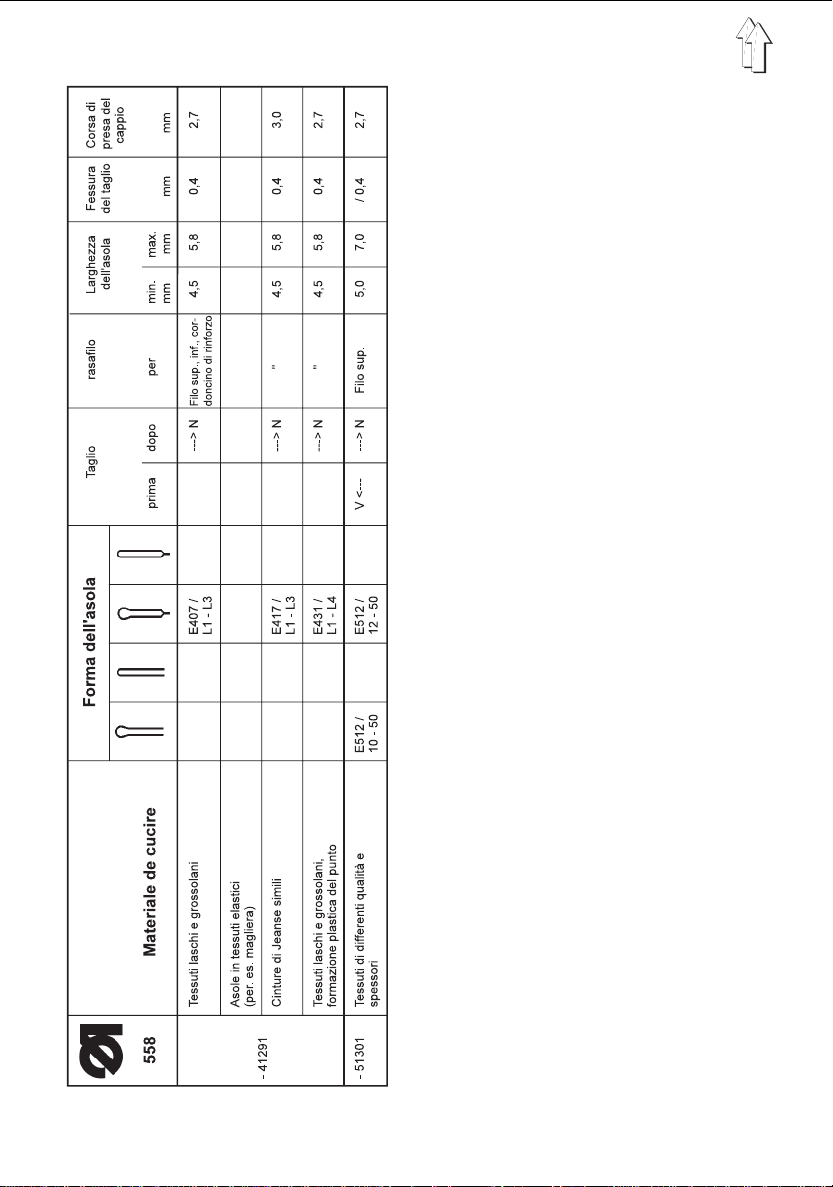
1.4 Organi di cucitura
I par ticolari degl i organi di cuc i tura necessari per realizzare le diverse form e d’asola e
le diverse lunghezze di taglio so no raggruppati sotto numeri che defin i scono un gruppo
d’organi di cucitura (numeri "E").
Alla fine del nu m ero "E" e dopo una barretta trasversa l e viene indicata l a l unghezza di
taglio oppure il campo di regolazione in mm.
Esempio:
Per poter cucire le diverse lunghezze d’asola sono necessari diversi blocchetti di taglio,
pinze per il mat erile e camme di comando. I corrisponde nti numeri d’ordine sono
rilevabili sulle pagine descrittive dei gruppi degli organi di cucitura della classe
La tabella riepilogativa dei gruppi degli organi di cucitura riportata a partire della
prossima pagina elenca i gruppi di organi di cucitura attualmente fornibili (la fabbrica si
riserva ogni diritto di modifica). Consultando la tabella può essere rapidamente scelto il
gruppo di o rgani di cucitura necessari o per poter real izzare una det erminata forma
d’asola e per poter cucire su un determinato materiale.
ATTENZIONE IMPORTANTE :
Per l e classi
cucitura della 578 ( consultare il capitolo 1.4.1 ).
Per l e classi
della 558 ( consultare il capitolo 1.4.2 ).
Le asolatrici automatiche vengono suddivise in due gruppi principali:
578 E2107 / 20 op pure 578 E209 / 10 - 38
558 E209 / 10 - 38
costruite a partire dal Luglio 1994 sono validi i numeri dei gruppi di
558
costruit e f i no al Luglio 1994 sono validi i num eri dei gr uppi di cucitura
558
558
.
Con il taglio
Con il taglio a scelta
Per poter trasformare l’asolatrice automatica su un’altra forma d’asola oppure di
lunghezza di taglio bisogna tener conto dei seguenti punti:
1. Devono essere montati ed ordinati supplettivamente solo i particolari i quali numeri
d’ordine non sono identici ai particolari componenti il gruppo di organi di cucitura
attualmente utilizzato sulla macchina.
A questo scopo è assolutame nte necessario consultare e comparare i fogli
descrittivi dei gruppi d’organi di cucitura delle classi 558 oppure 578.
2. Le lunghezze di taglio possono essere scelte solo corrispondentemente al gruppo di
organi di cuci t ura oppure al campo di regolazione.
Nel caso di gruppi di organi di cucitura che dopo la barretta trasversale riportano
solo un numero, la lunghezza di taglio non è regolabil e.
3. Nel caso di asolatrici automatiche che possono essere commutate su taglio prima
oppure dopo la cucitura, devono essere accuratamente tenuti in considerazione i
consigli riportati in codesto libretto d’istruzione.
4. Nel caso di una trasformazione dell’asolatrice automatica con un altro gruppo
d’organi di cucitura (numero "E") tenere conto che i valori di regolazione della
larghezza della costa dell’asola e della corsa di presa del cappio sono indipendenti
gli uni dagli altri e devono essere assolutamente rispettati .
Se, consultando l a t abella, si ril evano dei val ori di regolazi one del nuovo gruppo
d’organi di cucitura differenti da quelli riportati in tabella e validi per il gruppo
d’organi di cucitura attualmente utilizzato sulla macchina, è consigliabile che la
trasformazione venga eseguita da uno specialista e venga effettuata rispettando
assolutamente le istruzioni riportate nel libretto d’istr uzione per il servizio.
solo dopo
la cucitura.
prima oppure dopo
la cucitu ra.
89101112

1.5 Dotazioni supplementari
558 - 10012 Dispositivo appinzafilo per il filo superiore a comando
Il dispositivo appinzafilo per il filo superiore a comando elettromagnetico ha il compito
d’intercettare il filo superiore subito dopo il ciclo di taglio dei fili. Il dispositivo mantiene
il filo superiore appinz at o e lo depone guidandolo du rante la cucitu ra della prossima
asola nella costa destra dell’asola.
Ciò conporta i seguenti vantaggi:
Un inizio sicu ro della cucitura anche in caso di tessuti le ggeri e radi.
•
Punti iniziali ben tensionati e chiusi.
•
La pulitura della parte inferiore dell’asola viene eliminata poichè il filo iniziale viene
•
ricoperto dalla cucitura.
La sottoclas se 558 - 221301 è dotata di serie con il dispositivo appinzaf i lo per il filo
superiore. Nel caso di tutte le altre sottoclasssi, codesto dispositivo è fornibile a
richiesta.
558 1501 Dispositivo di lubrificazione per il filo
Codesto dispositivo ha il compito di migliorare la scorrevolezza del filo in materiali
estremamente pesanti.
557 1103 Supporto sul piano di lavoro per il rocchetto del cordoncino
Adatto per cordoncini di rinforzo inferiori che sono rigidi e sono difficili da guidare se
hanno dei ri nvii.
558 3001 Svolgifilo completo
Destinato alla ricezion e di coni di fila t o normali oppure in lana . Il montaggio ed il
fissaggio avvien e sulla traversa intermedia del s ostegno del piano di lavoro.
elettromagnetico
di rinforzo
558 1731 Battuta per regolare una distanza tra le asole da 70 fino a 330 mm
App. 1062 Lampada alogena per l’illuminazione del campo di cucitura
App. 1541 Gruppo d’adattamento per il montaggio della lampada
798 500088 Trasformatore per la lampada per l’illuminazione del campo
Battute per regolare la distanza tra il bordo del materiale da cucire e l’asola sono
fornibili a richiesta in diverse lunghezze.
di cucitura
13
14
2. Uso della macchina
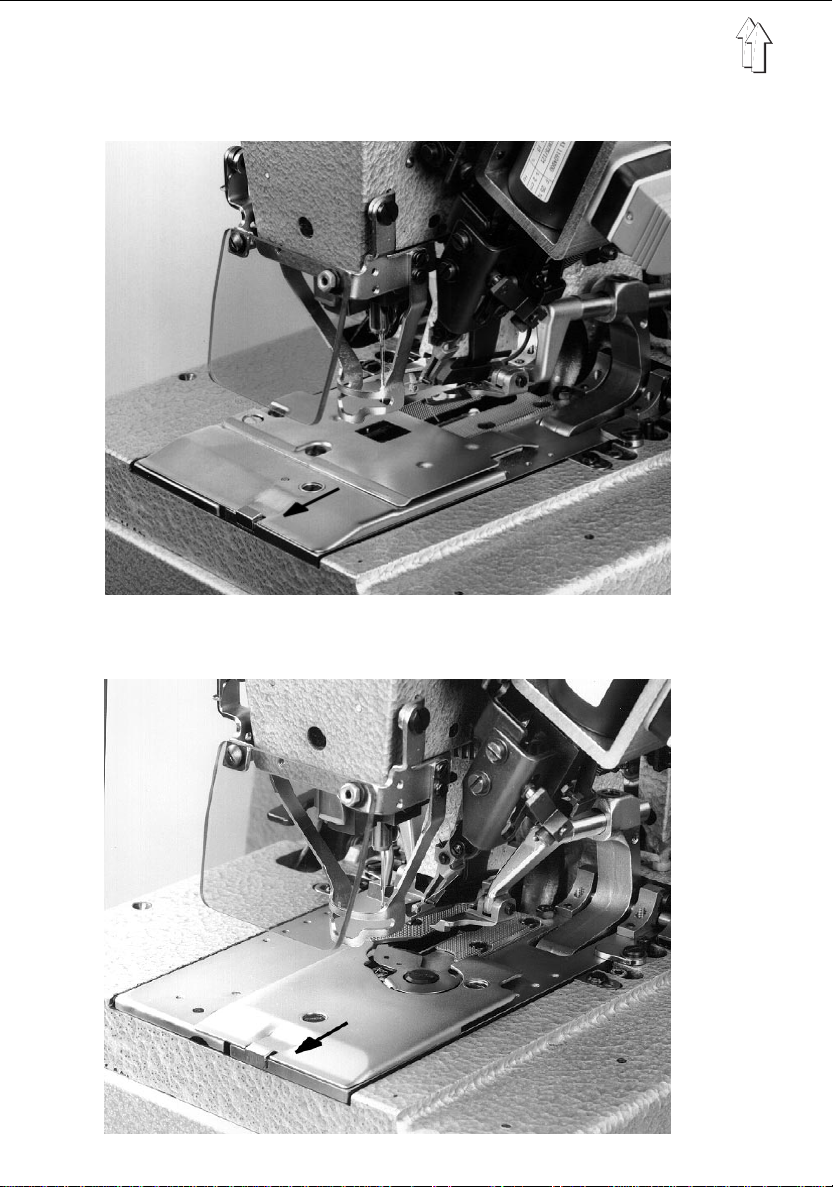
2.1 Estrazione ed introduzion e delle placch e delle pinze
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Estrarre od introdurre le pl acche delle pin ze solo a
macchina disi nserita dalla rete d’alimentazione.
L’estrazione oppure l’introduzione delle placche delle pinze 3 e 5 avviene nella
posizione finale della macchina (consult are il capito l o 2.3).
La leva d’azionamento delle pinze 1 dev’essere aperta !
Ciò è il caso quando la leva è posizionata verso l’indietro fino in battuta.
ATTENZIONE IMPORTANTE !
Per evitare danneggiamenti dell’ago, il dispositivo
combinato di protezione per le dita e per gli occhi 4 deve
restare abbassato.
Sottoclassi -231391 e -251301:
Estrazione delle placche per le pinze
–
Spostare lat eralmente il supporto delle placche per le pinze 2.
–
Fare presa sotto il co rrispondent e intaglio co n fess ura per l’unghia 6 e sollevare le
placche per le pinze.
–
Estrarre le placche per le pinze verso l’avanti.
Introduzione delle placche per le pinze
–
Gli azionatori 8 delle pinze devono essere inseriti negli appositi incastri a forchetta
dei bracci delle pinze.
–
Premere le r ispettive placche per le pinze verso de stra e verso sinistra c ontro le viti
di pressionamento 7 e contro i bordi del l e l e placche 9.
–
Posare le placche per le pinze sopra i bulloni di pressionamento 10 e sopra la
piastra di su pporto per il materi ale.
–
Spostare i supporti di tenuta 2 per le placche delle pinze verso l’indietro sopra le
placche per le pinze.
In codesta maniera le placche per le pinze sono protette contro un causuale
sollevamento.
–
Chiudendo la leva 1 d’azionamento delle pinze, controllare se le p inze si aprono e
si chiudono correttamente.
15
16
Sottoclassi -211241, -221301 e -241291:
Estrazione delle placche per le pinze
–
Spostare lat eralmente il supporto delle placche per le pinze 1.
–
Tirare lo scorrevole molleggiato 3 in senso della freccia ed estrarre la placca
destra per le pinze.
–
Fare presa sotto l’intaglio con fessura per l’unghia 2 e sollevare la placca per le
pinza sinistra.
Introduzione delle placche per le pinze
–
Introdurre prima la placc a per le pinze sinistra e poi la pl acca destra.
–
Gli azionatori 5 delle pinze devono essere inseriti negli appositi incastri a forchetta
dei bracci delle pinze.
–
Premere le placche per le pinze verso destra oppure verso sinistra contro le viti di
pressionamento 4 e contro i bordi delle placche 6.
–
Posare le placche per le pinze sopra i bulloni di pressionamento 7 e sopra la
piastra di su pporto per il materi ale.
Durante codesta operazione, tirare lo scorrevole molleggiato 3 in senso della
freccia ed i nserirlo nella fessura 8.
–
Spostare nuovamente i s upporti di tenuta 1 per le placche delle pinze verso
l’indietro sopra le placche per le pinze.
In codesta maniera le placche per le pinze sono protette contro un causuale
sollevamento.
–
Chiudendo la leva d’azionamento delle pinze, controllare se le pinze si aprono e si
chiudono co rrettamente.
17
18
2.2 Inserimento - Disinserimento rapido - Rimessa in funzione
della macchina
Attenzione pericolo di ferimento !
Non agire nel campo d’azione di parti della macchina che
sono in movimento, in particolar modo nel campo d’azione
del coltello e delle pinze per il materiale.
Inserimento
Inserire i l m otore della macchina tramit e l a leva di commutazione m anuale 1.
–
Sollevando
punto di bloccaggio e portarla in posizione
Il punto di bloccaggio ha il compito d’impedire un involuto inserimento del motore
della macchina.
Disinserimento
Disinserire
1 oppure tramite il pedale 2.
–
Portare la leva manuale di commutazione 1 nella posiz i one
La leva manuale di commutazione si blocca in codesta posizione.
–
Oppure: Premere verso l’avanti il pedale 2.
la testa sferi ca sbloccare la leva manuale di commutazione 1 dal suo
a scelta
il motore del la macchina tra m ite la leva manuale di com m utazione
Attenzione pericolo di ferimento !
Fino a quando l’operatrice non ha acquisito una perfetta
dimestichezz a con il funzionamento della macchina, è
consigliabile che essa, dopo l’esecuzione di ogni asola,
esegua il disins erimento del m otore della mac china tramite
la leva di commutazione manuale oppure tramite il pedale.
Il nuovo inserime nt o deve essere effettuato solo dopo che
la stoffa è stata nuovament e posizionata e dopo che le
pinze sono sta te sicuramente richiuse.
"I"
.
.
"0"
Disinserimento rapido
In caso d’errori operativi oppure d’avarie (come per es. rottura dell’ago oppure del filo),
il sistema di sicurezza della classe 558 prevede per
macchina durante il processo di cucitura
–
Portare la leva manuale di commutazione 1 nella posiz i one
–
Oppure: Premere verso l’avanti il pedale 2.
due differenti possibilità:
l’arresto immediato della
.
"0"
19
20
Rimessa in funzione della macchina
Per evitare eventuali danneggiam enti della macchina al momento della sua rimessa in
funzione dopo un disinserimento rapido è necessari o rispettare assolutamente la
seguente sequenza operativa:
–
Sollevare la leva per la corsa a vuoto 5, fino a quando salta via dal nasino 4 dello
scorrevole 6 per la regolazione della lunghezza.
Attenzione importante !
Questa operazione dev’essere eseguita solo se la mac china è stata dis i ns erita con
il disinnest o rapido subito dopo i prim i punti di cucitura.
–
Portare la leva di disin serimento 1 vers o l’avanti.
ATTENZIONE IMPORTANTE !
Prima d’inserire la macchina, portare sempre l’ago nella
sua posizione superiore bloccando il volantino 3 nella sua
posizione d’ arresto. In codesta maniera si evita una
deformazione dell’ago oppure un danneggiamento del
materiale da cucire.
Eccezione:
Il volantino non deve però essere rotato nel momento nel
quale, dopo la f i ne del ciclo di cucitura, il movi m ento di
taglio del coltello per il filo superiore inizia ed il coltello si
trova sotto il foro della placca ago.
–
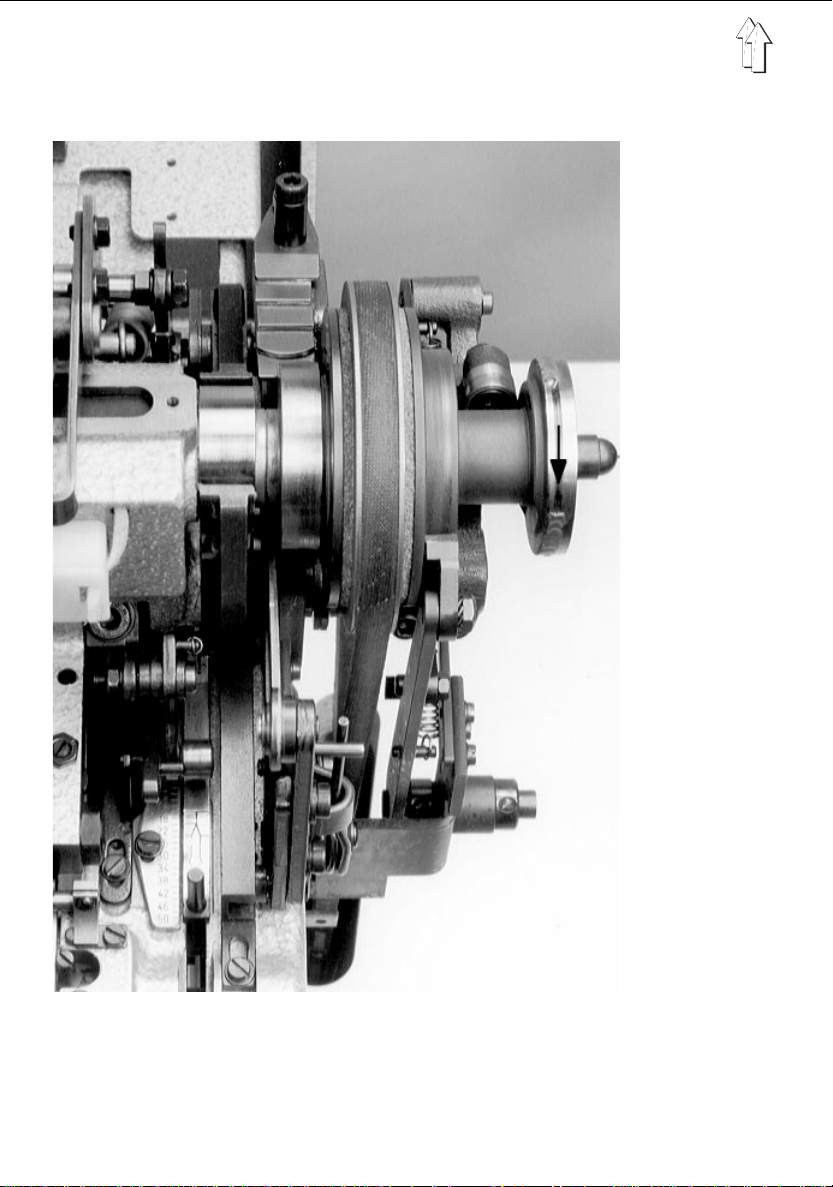
Rotare il volantino 3 in direzione della freccia fino nella sua posizione d’arresto.
Il volantino viene bloccato in questa posizione tramite la leva di frenaggio 2.
L’ago si trova ora nella sua posizione più alta.
–
Aprire le pla cc he per le pinze ed es t rarre il materiale.
–
Richiudere le placche per le pinze.
–
Inserire l a m acchina trami t e la leva manuale di commut azione.
La piastra di supporto del materiale si muove verso la sua posizione finale.
Durante codesto movimento l’ ago rimane nella sua posiz i one più alta.
ATTENZIONE IMPORTANTE !
Rotare la manovella della ruota a corsa rapida solo quando
il volantino è stato bloccato rotandolo nel senso normale di
marcia.
21
22
2.3 Posizione finale dell’unità automatica di cucitura
–
Rotare il volantino 2 fino nella sua posizione di bloccaggio.
L’ago si trova nel la sua posizione più alta.
ATTENZIONE IMPORTANTE !
Prima d’inserire la macchina, portare sempre l’ago nella
sua posizione superiore bloccando il volantino nella sua
posizione d’ arresto. In codesta maniera si evita una
deformazione dell’ago oppure un danneggiamento del
materiale da cucire.
Eccezione:
Il volantino non deve però essere rotato nel momento nel
quale, dopo la f i ne del ciclo di cucitura, il movi m ento di
taglio del coltello per il filo superiore inizia ed il coltello si
trova sotto il foro della placca ago.
–
Girare la manovella fino a quando la leva di chiusura delle pinze 1 apre
automaticamente i braccini delle pinze.
A seconda della regolazione della macchi na su
della cucitura, l’apertura avviene prima oppure dopo l’azionamento del
dopo
braccio di ta gl i o 3.
–
La macchina si trova nella posizione finale.
taglio prima
oppure su
taglio
23
2.4 Aghi, filati e cordon cini di rinforzo
Tabella: Filati e cordoncini di rinforzo
Tipo e spessore
del filo superiore
Tipo e spessore
del filo inferiore
Tipo e spessore del
cordoncino di
rinforzo inferiore
Tipo e spessore del
cordoncino di
rinforzo inferiore
24
558-221301
558-231391
558-251301
Filato di fibra poliestere,
filato a chappe (cascame
di seta)
70/3
Filato di fibra poliestere,
filato a chappe (cascame
di seta)
70/3
Cordoncino di rinforzo
tubolare oppure a filo
rigido
non necessari o
Sottoclasse
558-211241
558-241291
Filato di fibra poliestere,
filato a chappe (cascame di
seta)
70/3
Filato di fibra poliestere,
filato a chappe (cascame di
seta)
30/3
non necessari o
Cordoncino di rinforzo ritorto
15/3
Aghi
Sistema dell’ago: 558
Finezza dell’ago: Nm 90 - 110
Sostituzione dell’ago
–
Sollevare la protezione combinata per le dita e per gli occhi.
Ora l’ago è accessibile senza nessun impedimento.
–
Allentare la vite 1 e levare l’ago.
–
Inserire il nuovo ago fino in battu ta nel foro della bar ra ago 2.
Attenzione !
Quando la macchina si trova nella sua posizione finale, l’incavo dell’ago
dev’essere rivolt o verso l’avanti.
–
Bloccare nuovamente l a vite 1.
–
Ripor t are nella posizione di lavoro la prot ezione combinata per le dita e per gli
occhi.
Filati
Come filati superiori ed inferiori possono essere utilizzati filati a fibra sintetica oppure
filati in seta.
L’aspetto dell’asola viene influenzato principalmente dal
–
filo utilizzato.
–
Dall’utilizzazione di spessori differenti del filo superiore e del filo inferiore.
A secoda del tipo di materiale e di filato utilizzato.
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Sostituire l’ago solo a macchina disinserita dalla rete
d’alimentazione.
Cordoncino di rinforzo
Il cordoncino di rinforzo ha il compito di stabilizzare l’asola e nel contempo di dargli un
aspetto plas t ico.
Il cordoncino di rinforzo deve presentare le seguenti caratteristiche:
–
non dev’essere troppo spesso, però dev’essere nel contempo flessibile e robusto
–
il suo diametro dev’essere perfettamente regolare su tutta la sua lunghezza.
I filati ed i cordoncini di rinforzo consigliati nella tabella riportata a lato rappresentano
solo dei valori indicativi. A seconda degli organi di cucitura montati sulla macchina
(E-Nr.) ed a seconda del materiale da cucire può rendersi necessaria l’utilizzazione di
altri tipi ed altri spessori di filati.
25
26
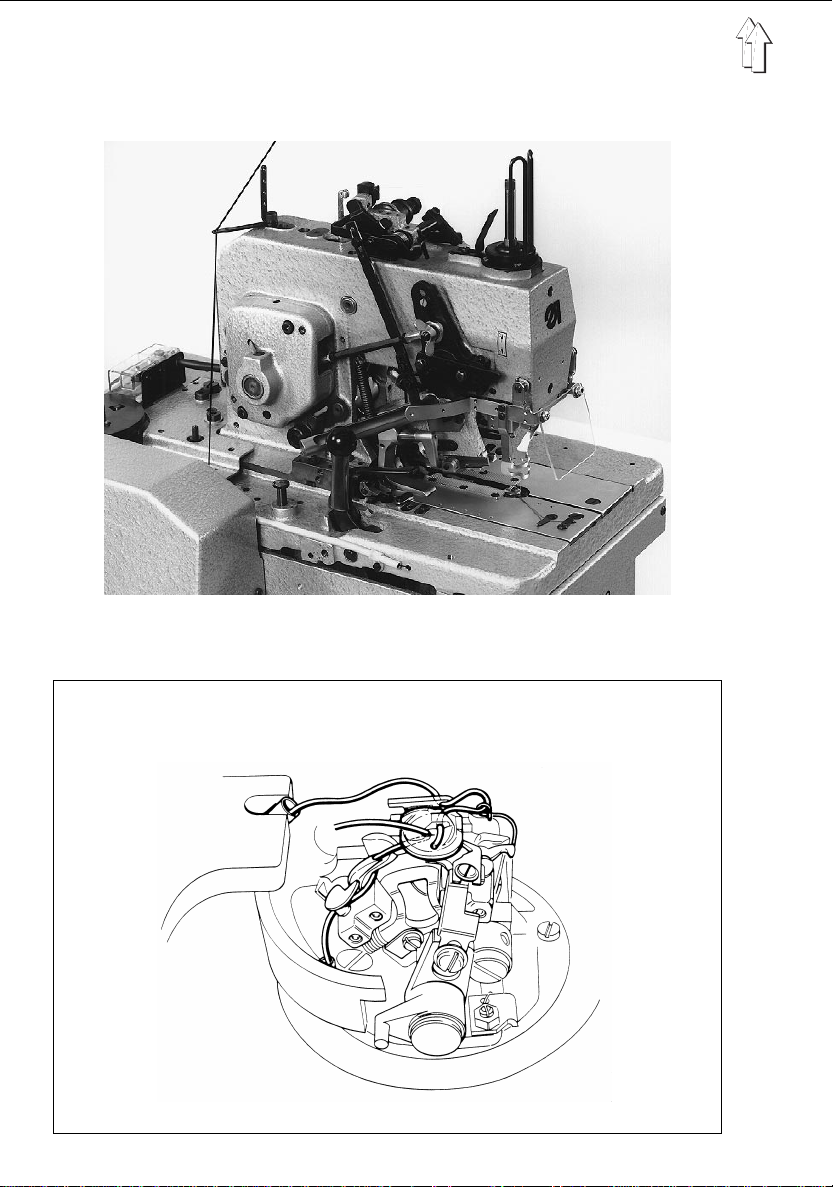
2.5 Infilatura del filo inferiore (filo del crochet)
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Eseguire l’infilatura del filo inferiore solo a macchina
disinserit a dalla rete d’ al i mentazione.
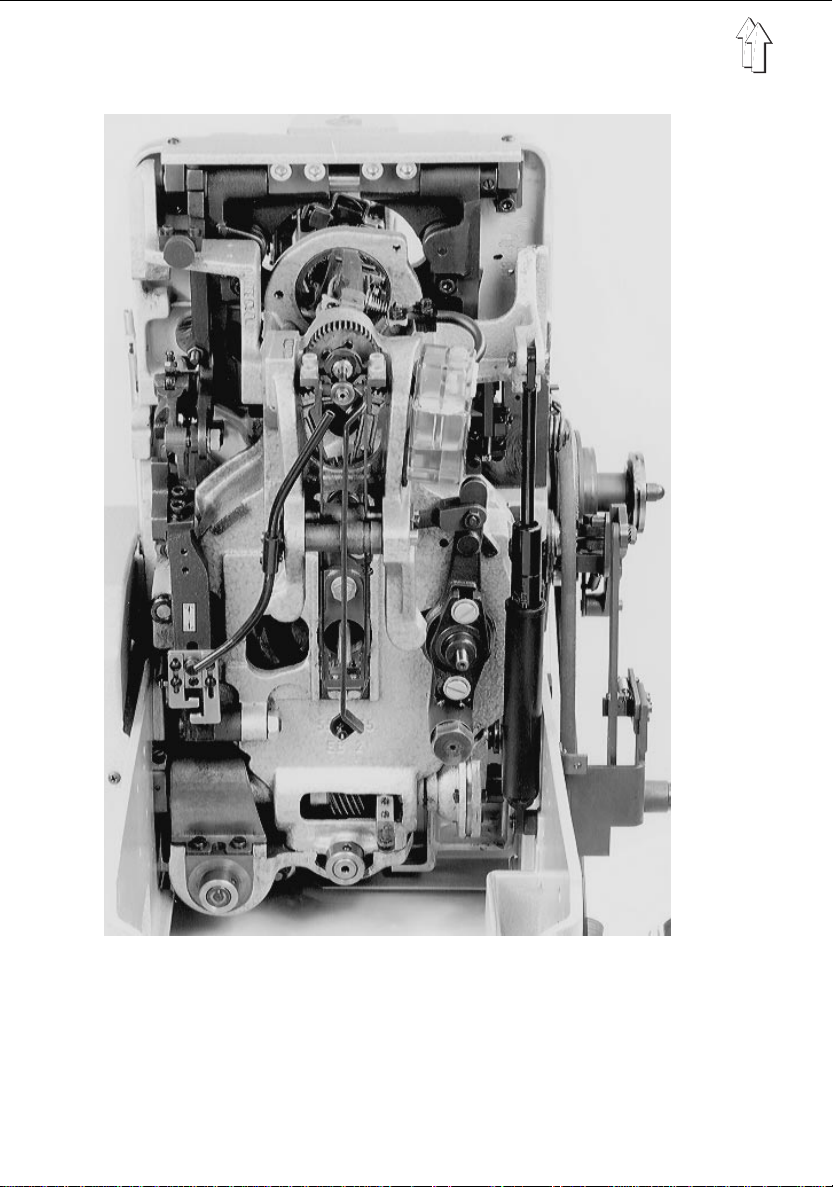
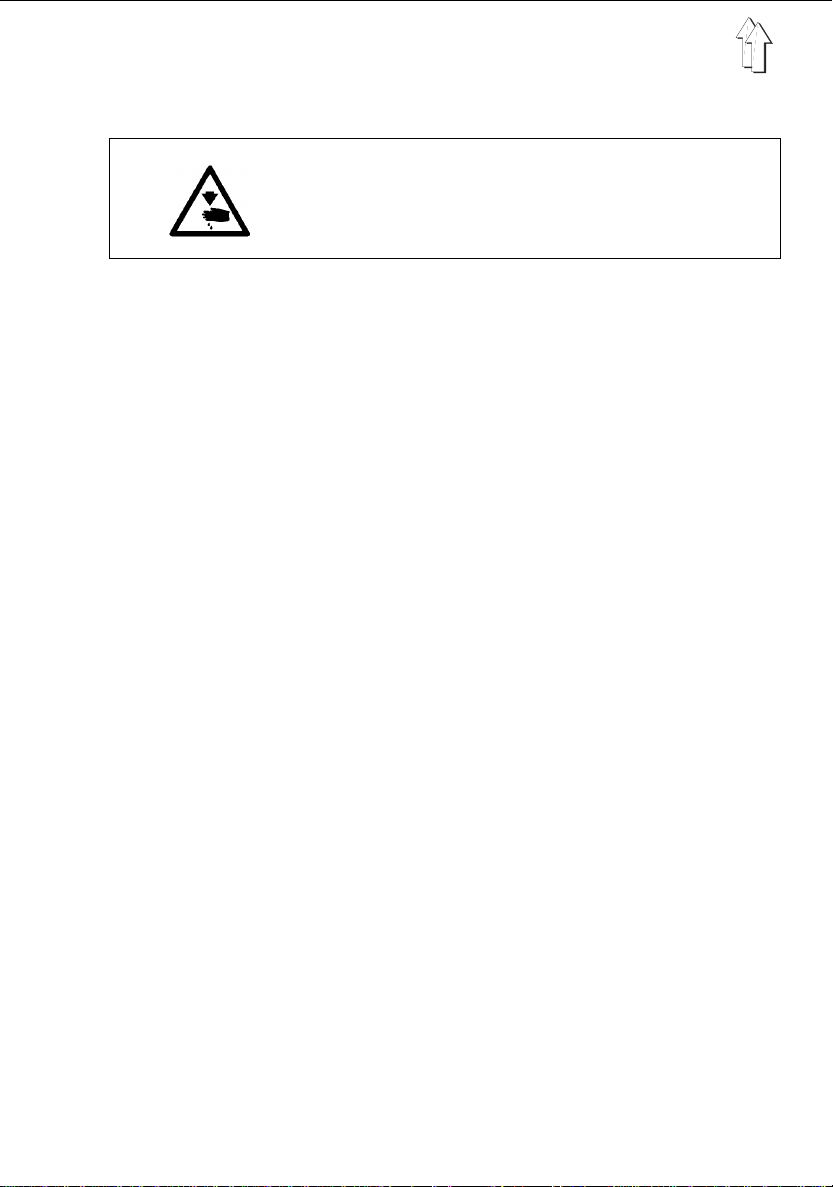
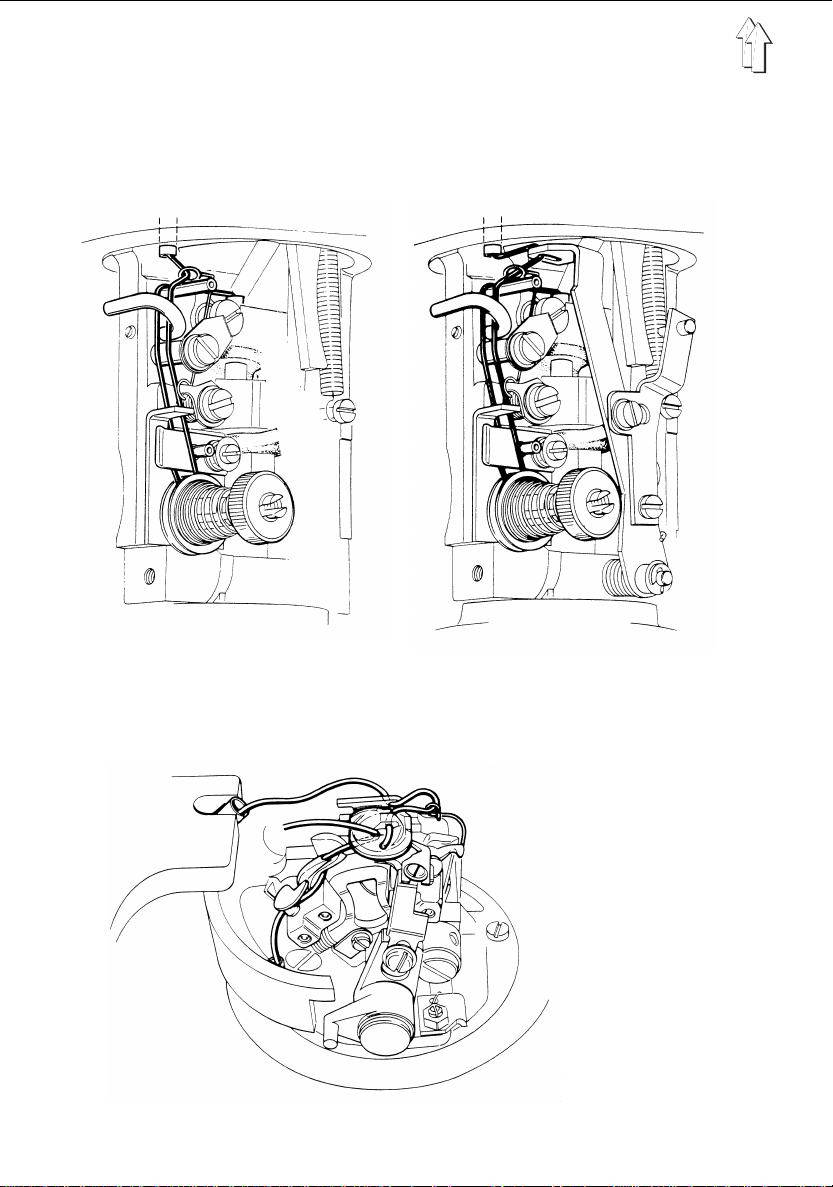
L’infilatura del filo inferiore 1 (pagina 28) avviene come visibile nelle figure riportate
nelle pagine 26 e 28
–
Portare la macchina nella sua posizione finale (consultare il capitolo 2.3).
Nella posizi one finale del l a m acchina il sup porto del crochet con i l gruppo per la
tensione di regolazione del filo inferiore deve guardare verso l’avanti (verso
l’operatore).
–
Estrarre le placche per le pinze (consultare il capitolo 2.1).
–
Ribaltare verso l’alto la testa della macchina.
L’ammortizzatore pneumatico a molla aiuta il ribaltamento verso l’alto e nel
contempo mantiene in posizione la testa della macchina.
–
Inserire il cono di filato sul portaconi ed infilare il filo attraverso il foro a.
–
Far passare il filo attraverso il guidafilo b nel tubetto guidafilo c situato sulla parte
posteriore della carcassa.
–
Guidare il filo attraverso il tubetto guidafilo d.
–
Aiutandosi con il filo armonico per l’infilatura che si trova negli accessori, infilare il
filo nell’asse e d’azionament o del divaricatore del filo.
A questo scopo inserire dall’alto il filo armonico per l’infilatura nell’asse
d’azionament o del divaricatore del filo.
–
Far passare il filo sopra il perno di guida f e dietro la piastrina di tensionamento g.
–
Guidare il filo attraverso i due dischi della tensione di regolazione del filo inferiore
e portarlo verso l’alto sopra il perno di guida i.
h
–
Infilare il filo attraverso l’asola della molla ritorta k.
–
Con le sotto classi
supplettivamente attraverso il foro della leva di recupero l.
–
Guidare il filo verso l’alto attraverso il tubetto guidafilo m.
–
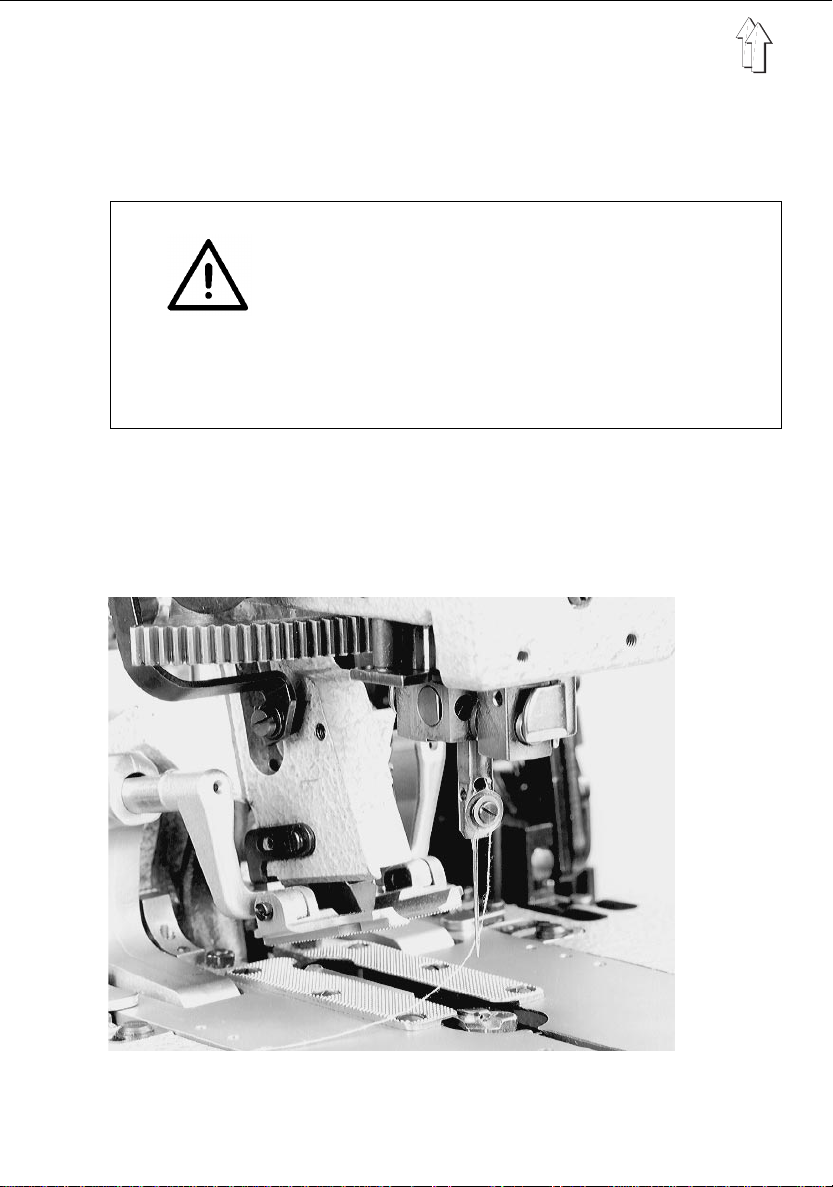
Far passare il filo attraverso la battuta n per il divaricatore del filo.
–
Infilare il filo dal basso attraverso il foro o nel crochet e nel foro p della placca ag o.
Alla fine di codesta operazione lasciar pendere dal foro della placca ago un
troncone f i nale di filo in feriore di una lu nghezza pari a ca. 25 mm.
seguendo la sequenza alfabetica delle lettere
-211241, -221301
e
-241291
il filo dev’essere infilato
:
= Filo de l cordon cino di rinforzo (pagina 28)
2
27
28
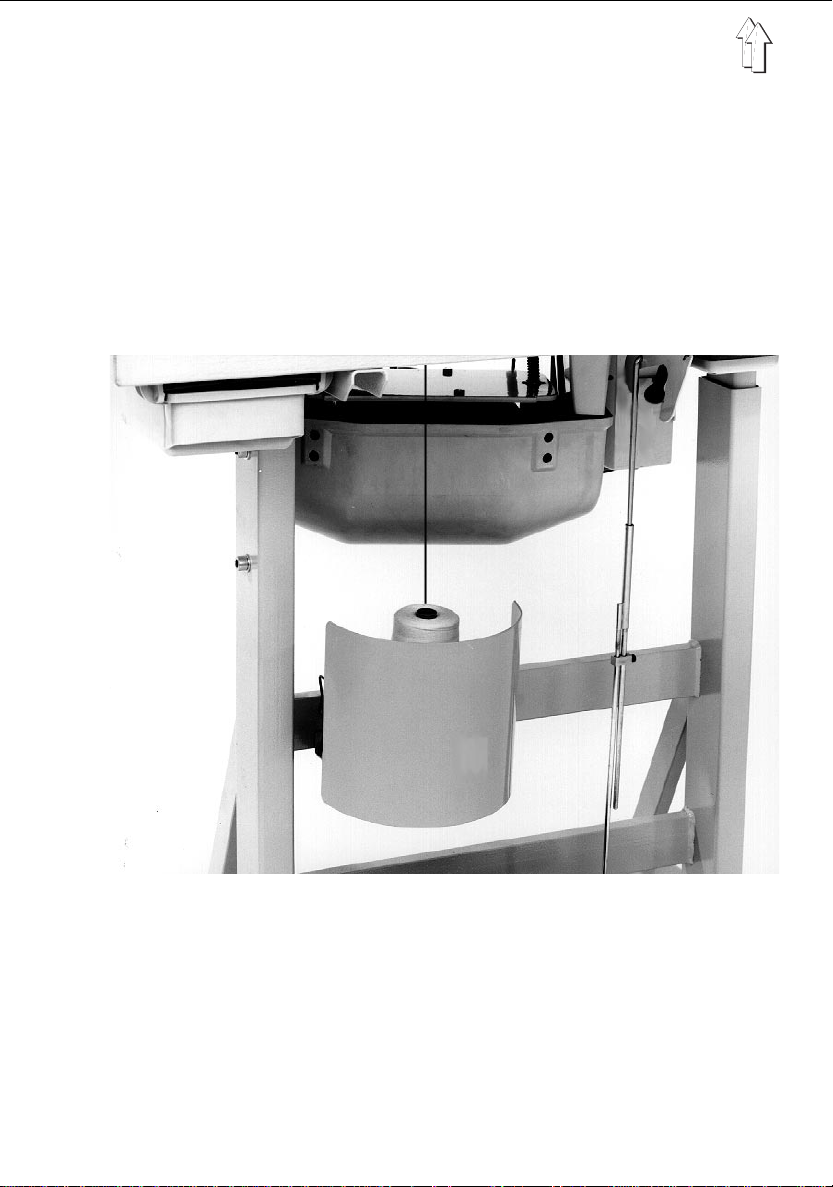
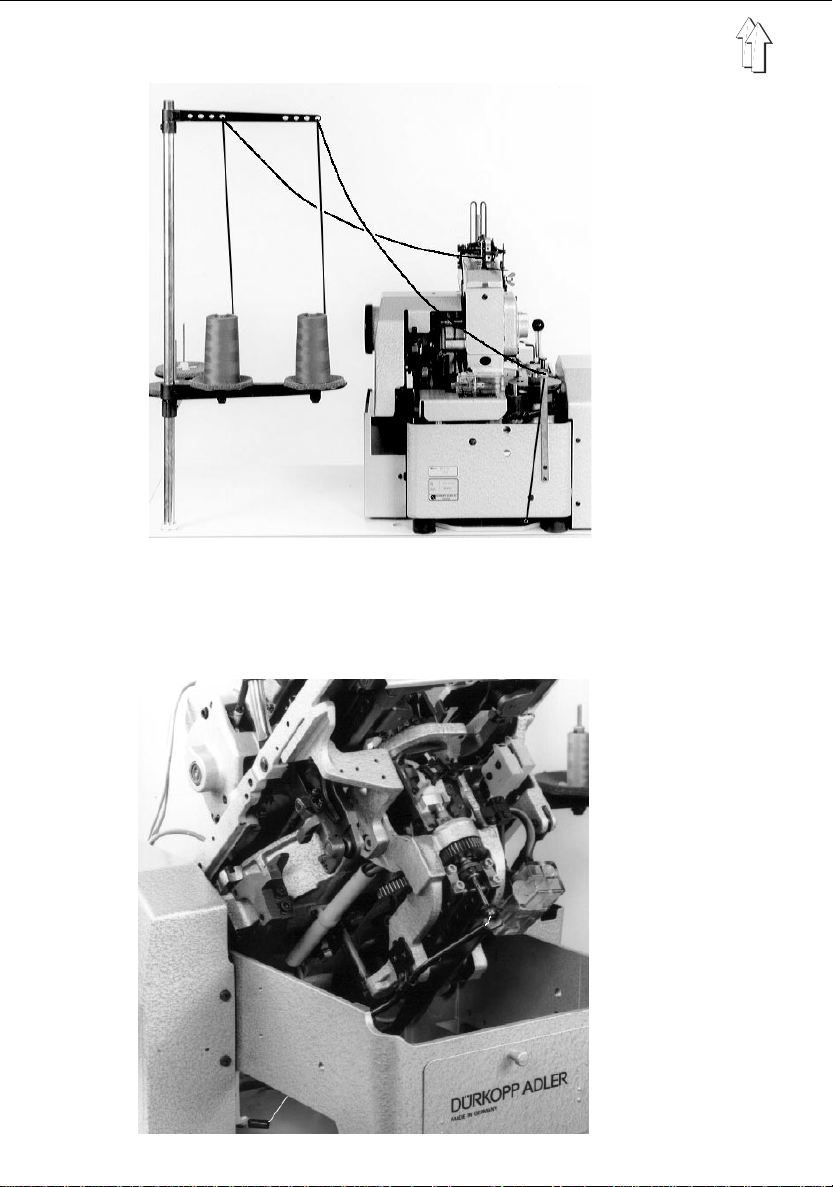
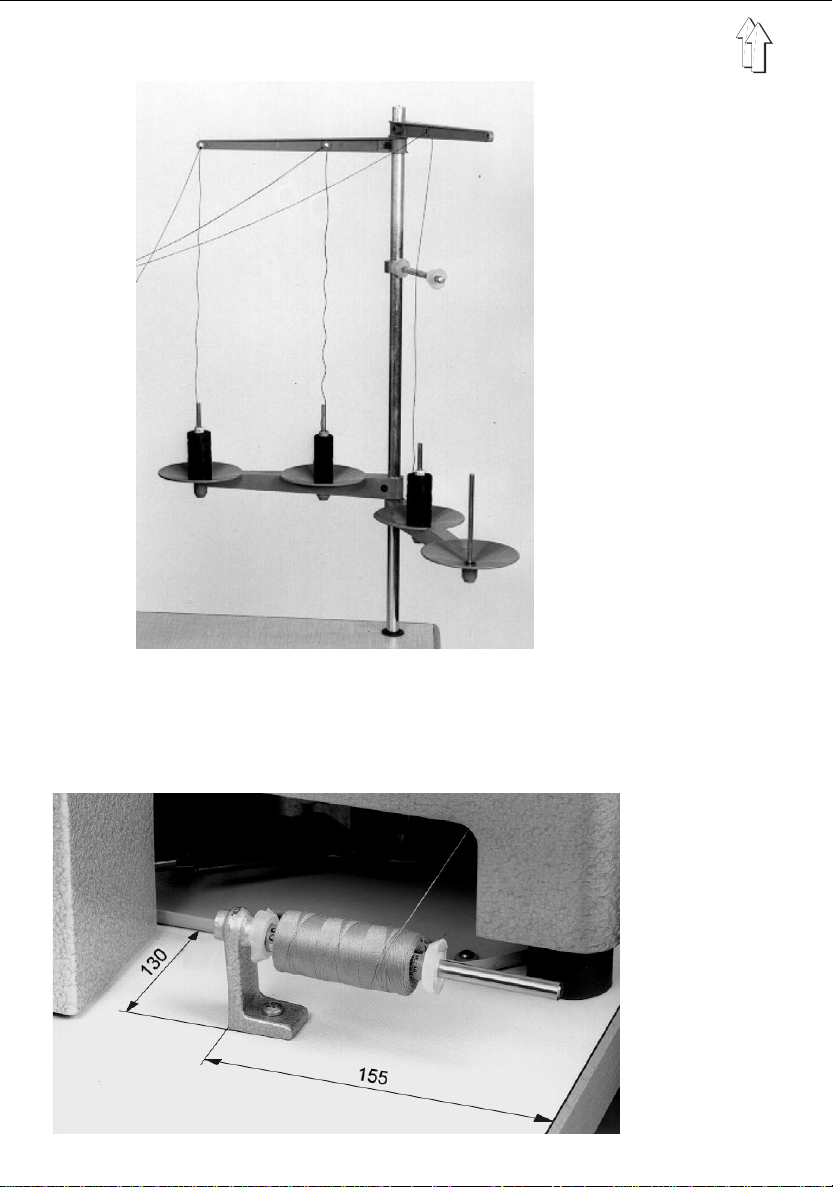
Percorso del filo inferiore in caso di utilizzazione di coni di filo oppure di coni di
filato in lana:
Se come filo inferiore vengono utilizzati invece di rocchetti coni di filo oppure coni di
filato in lana, codesti coni devono essere posti sotto il piano di lavoro sullo svolgifilo 1
(dotazione su pplementare or di nabile sotto il num ero d’ordine 558 3001).
–
Infilare il filo attraverso i guidafili posti sotto il piano di lavoro.
–
Guidare il filo verso l’alto attraverso il tubetto per il filo.
–
L’infilatura della macch i na sopra al pian o di lavoro avviene esattamente come già
descritto.
29
30
2.6 Infilatura del cordoncino di rinforzo
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Infilare il cordoncino di rinforzo inferiore e superiore solo a
macchina disi nserita dalla rete d’alimentazione.
–
Inserire il rocchetto del cordoncino di rinforzo tubolare oppure a filo rigido sul
port arocchetto 1 p er il cordoncino di rinforzo.
Porre i rocchetti ad avvolgimento incrociato del cordoncino di rinforzo in posizione
verticale sul portaconi 2 per facilitare lo svolgimento del cordoncino di rinforzo
oppure del filo.
–
In caso d’utilizzazione di cordoncini di rinforzo inferiori troppo rigidi e difficilmente
guidabili si consiglia di scegliere un percorso di svolgimento più corto utilizzando il
portarocchetto 3 per cordoncino di rinforzo che è fornibile come dotazione
supplement are e che può es sere ordinato sotto il numero d’ordine 557 1103.
Infilatura del cordoncino di rinf orzo inferiore
L’infilatura del cordoncino di rinforzo inferiore avviene come visibile nelle figure delle
pagine 30, 32 e 33
seguendo esattamente la sequenza al fa betica delle lettere
:
Sottoclassi -211241, -221301, -231391 e -251301
–
Estrarre le placche per le pinze (consultare il capitolo 2.1).
–
Infilare il cordoncino di rinforzo par t endo dal portarocchetto per il cordoncino di
rinforzo 1 oppure dal portaconi 2 attraverso il foro a sul portaconi.
–
Far passare in sequenza il cordoncino di rinforzo attraverso il guidacordoncino
ed i tubetti guidacordoncino c e d.
–
Infilare il cordoncino di rinforzo attraverso il guidacordoncino e.
–
Nel caso della sottoclasse
essere fatto passare supplettivamente attraverso la molla di recupero f.
Tramite la molla di recupero, durante il movimento contemporaneo di rotazione
della torretta di supporto del crochet e l’azionamento del coltello appinzafilo, il
cordoncino di rinforzo che stà perdendo il tensionamento viene m antenuto teso.
–
Infilare il cordoncino di rinforzo attraverso il foro per il cordoncino di rinforzo della
placca ago g.
Alla fine di codesta operazione lasciar pendere dal foro per il cordoncino di rinforzo
della placca a go un troncone fi nale di cordonci no di rinforzo di una lunghezza pari
a ca. 25 mm.
4 = Filo inferiore (pagina 32)
5 = Filo per il cordoncino di rinforzo (pagina 32)
–
Inserire nuovame nt e le placche p er le pinze (consul t are il capito l o 2.1).
-221301
, il cordoncino di rinforzo deve assolutamente
:
b
31
32

Sottoclasse -241291
Questa sottoc lasse è dotata con un disposit i vo di tiraggio del c ordoncino di rinforzo.
Codesto dispositivo ha il compito di tirare indietro, prima dell’inizio della cucitura, il
cordoncino di rinforzo sulla giusta lunghezza iniziale.
Per la regolazione co nsultare il manuale di ser vi zio.
–
Estrarre le placche per le pinze (consultare il capitolo 2.1).
–
Girare la manovella, fino a quando la torretta di sup porto de l crochet ha raggiunto
la posizione visibile in figura. Il dispositivo di tiraggio del cordoncino inferiore 1
guarda ora verso l’avanti (verso l’operatore).
–
Far passare il cordoncino di rinforzo 2 partendo dal portarocchetto inferiore 4 per il
cordoncino di rinforzo attraverso la fessura laterale a situata sull a carcassa della
macchina.
3 = Filo per il crochet
–
Infilare il cordoncino di rinforzo attraverso i fori del dispositivo di tiraggio del
cordoncino di rinforzo 1. Per poter infilare attraverso il foro b premere legg ermente
verso l’indietro la piastrina di frenaggio 5.
–
Infilare il cordoncino di rinforzo 2 attraverso i fori del guidacordoncino c ed il foro
della placca ago per il cordoncino di rinforzo d.
Quando il dispositivo di tiragg i o del cordoncino di rinforzo si trova in basso, lasciar
spuntare da l foro della placca ago per il cordoncino di ri nforzo un troncone f i nale di
cordoncino di rinforzo di una lunghezza pari a c a. 4 mm.
–
Inserire nuovame nt e le placche p er le pinze (consul t are il capito l o 2.1).
:
33

34

Infilare il cordoncino di rin forzo superiore
Il guidaggio del cordoncino di rinforzo superiore è poss i bi l e solo tramite un
guidacordoncino piazzato direttamente prima dell’ago.
L’infilatura del cordoncino di rinforzo superiore avviene come visibile nelle figure
illustrate a lato
–
Partendo dal rocchetto per il cordoncino di rinforzo a infilare il cordoncino di
rinforzo attraverso la guida per il cordoncino b.
–
Far passare il cordoncino di rinforzo attraverso la squadretta guidacordoncino c e
tra i dischi della pretensione per il cordoncino di rinforzo d.
–
Infilare il cordoncino di rinforzo attraverso la guida per il cordoncino e ed il
guidacordoncino f.
Il gruppo di pezzi necessario per permettere l’utilizzazione di cordoncini di rinforzo piatti
oppure tondi può essere forni to ordinando il numero d’ordine: 578 510 1.
seguendo esattamente la sequenza alf abe tica delle lettere
:
35

36

2.7 Infilatura del filo superio re (filo de ll’ago)
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Infilare il filo superiore solo a macchina disinserita dalla
rete d’alimentazione.
L’infilatura del filo inferiore avviene come visibile nelle figure riportate nelle pagine 36 e
38
seguendo la sequenza alfabetica delle lettere
–
Portare la macchina nella sua posizione finale (consultare il capitolo 2.3).
Nella posizi one finale del l a m acchina il sup porto del crochet con i l gruppo per la
tensione di regolazione del filo inferiore deve guardare verso l’avanti (verso
l’operatore).
–
Chiudere le pinze tramite la leva d’azionamento delle pinze e ribaltare verso l’alto il
dispositivo combi nato di protezione per le dita e per gli occhi.
Ora la barra ago e l’ago sono accessibili senza impedimenti.
–
Inserire il cono di filato sul portaconi ed infilare il filo attraverso il foro a.
–
Far passare il filo in sequenza attraverso il guidafilo b e sotto il guidafilo c.
–
Far passare il filo tra i dischi della tensione d per il filo superiore e sopra il perno di
guida e.
–
Infilare il filo attraverso il foro della leva f e della leva tendifilo g.
–
Far passare il filo attraverso la pinza per il filo h ed il guidafilo i.
–
Tramite il filo armonico reperib ile negli accessori infila re il filo attraverso la barra
ago k.
–
Far passare il filo dietro al disco della pretensione l ed infilarlo attraverso la cruna
dell’ago.
:
Tirare manualmente il filo superiore
Il filo superiore viene automaticamente tagliato dopo l ’ ul timo punto.
Per poter tirare il filo superiore:
–
Azionare la leva d’apertura 2 oppure il pulsante 1 e tirare manualmente il filo
superiore.
37

38

Infilatura nel caso d’utilizzazione di coni di filato che si svolgono difficilmente
Per poter ottenere uno svolgimento pi ù facile del filo in feriore e super i ore dal cono di
filato:
–
Infilare supplettivamente il filo inferiore attraverso i fori passafilo 1 e 2.
–
Infilare supplettivamente il filo superiore attraverso il foro passafilo 3.
39

40

2.8 T ensioni dei fili
T ensione p er il filo su periore
La tensione per il filo superiore, situata sul braccio della macchina , dev’essere
normalme nte regolata con una tensio ne maggiore r i spetto a quell a regolata per il filo
inferiore.
Essa viene regolata girando l a vite godron ata 6.
Aumentare la tensione = girare verso destra
Diminuire la tensione = girare verso sinistra
La tensione pe r i l filo superiore è del tipo a tensione doppi a:
–
Tensione residua permanente 1
Essa ha il compito di mantenere leggermente tensionato il filo superiore
durante il ciclo di taglio de l filo che viene effettuato sotto la placca ago e nel
contempo d’ottenere la lunghezza desiderata dello spezzone finale del filo
superiore tagliato.
A seconda dell’estensibilità del filo superiore utilizzato, la tensione residua
dev’essere regolata in maniera tale che lo spezzone di filo che dopo il taglio
spunta dall’ago sia talmente lungo da garantire un sicuro inizio della cucitura.
La regolazione avviene regolando il bussolotto 2.
Spezzone finale del filo più lungo = girare verso sinistra
Spezzone finale del filo più corto = girare verso destra
ATTENZIONE IMPORTANTE !
Non tentare d’aumentare l’effetto di taglio del coltello per il
filo superiore aumentando ulteriormente la tensione
residua.
Per aumentare l’effetto di taglio riaffilare oppure sostituire il
coltello.
Se lo spezzone finale tagliato del filo superiore rimane troppo lungo, si deve
lavorare senza apertura della tensione. Ciò può per esempio avvenire
utilizzando filati superiori rigidi e poco estensibili.
Per le corrispondenti regolazioni consultare le istruzioni per il servizio
riguardanti la classe 558.
–
Tensione principale 5
Essa dev’essere corrispondentemente variata ogni qualvolta si varia il valore
della tension e residua.
Nella posizione finale la pinza per il filo 3 rimane chiusa.
In codesta maniera, estraendo il capo cucito, viene impedito un tiraggio del filo
superiore dalla tensione per il filo.
Ciò garantisce che all’inizio del prossimo ciclo di cucitura sia disponibile un filo
iniziale sempre della stessa lunghezza.
Tirare manualmente il filo superiore
Aprire manualmente la pinza per il filo 3 e tirare il filo.
A questo scopo mantenere premuto il pulsante 4 oppure azionare verso il basso
la leva d’apertura 7.
41

42

T ensione p er il filo in feriore
La tensione per il filo inferi ore viene regolata girando l a vite godron at a 3 situata sul l a
torretta di supporto del crochet.
Aumentare la tensione = girare verso destra
Diminuire la tensione = girare verso sinistra
Molla recuperafilo per il filo inferiore
La molla recu perafilo 1 con l ’ am piezza del suo m ovimento e tram i t e la sua pretensione
influisce sul tiraggio del filo inferiore e determina così l’aspetto e la perlatura dell’asola.
Per regolare l’ampiezza del movimento : Allentare la vite 5 e girare il regolatore 4.
Per re golare l a pretensione: Allentare la vite 6 e girare il regol atore 2.
Cordoncini di rinf orzo
Il cordoncino di rinforzo superiore ed inferiore devono poter essere estratti
uniformemen t e e con leggerezza dal foro di guid a nella placca ago oppure dal
guidacordoncino.
Per garantire un aspetto qualitativo dell’asola dev’essere impedito ogni frenaggio
oppure pinzaggio del cordoncino di rinforzo durante il suo percorso di scorrimento verso
il punto di cuci t ura.
43

44

2.9 Cucire
–
Porre il capo da cucire sotto le pinze e d orientar l o esattament e.
Il posizionamento del capo può essere effettuato secondo i riferimenti oppure
secondo le battute che sono fornibili come dotazione supplementare (consultare il
capitolo 1.5).
Attenzione pericolo di ferimento !
Non agire con l e m ani sotto le p inze per il materiale che
stanno abba ssandosi!
–
Tirare verso l’avanti fino in battuta la leva d’azionamento delle pinze 1.
Il capo da cucire viene bloccato dalle pinze nella posizione desiderata.
–
Innestare il m otore tramit e l a leva di commutazione 3.
A questo scopo sbloccare la leva di commut azione dalla s ua posizione di bloc co
tirando verso l’alto
–
Premere verso il basso la leva d’innesto 2 .
A seconda della regolazione, la macchina eseguirà automaticamente l’una dopo
l’altra le seguenti funzioni:
Se la macchina è regolata su "taglio prima della cucitura":
–
Il coltello taglia la fessura dell’asola.
–
Sempre con il capo pinzato la piastra di supporto del materiale si muove
velocemente verso l’avanti fino a quando l’inizio della fessura per l’asola è situato
perfettamente sotto l’ago.
–
Contemporaneamente le piastre per le pinze si es pandono aprendosi l’una rispetto
all’altra verso l’esterno.
La fessura dell’asola viene così leggermente aperta.
–
Gli organi di cucitura vengono posti in mot o e l’asola vie n e cucita.
–
Alla fine della cucitura del cordoncino sinistro l’ago posiziona in alto fuori dal
materiale.
–
La piastra di supporto del materiale si muove velocemente nella sua posizione
finale aprendo le pinze.
il pomolo a sfera e portar l a i n posizione
"I"
.
Se la macchina è regolata su "taglio dopo della cucitura":
–
Sempre con il capo pinzato la piastra di supporto del materiale si muove
velocemente verso l’avanti fino a quando il punto dove deve iniziare la cucitura
dell’asola è situato perfettamente sotto l’ago.
–
Contemporaneamente le piastre per le pinze si es pandono aprendosi l’una rispetto
all’altra verso l’esterno.
Il materiale da cucire viene così messo leggermente in tensio ne per poter
effettuare la cucitura dell’asola.
–
Gli organi di cucitura vengono posti in mot o e l’asola vie n e cucita.
–
Dopo la fine della cucitura del cordoncino sinistro, la piastra di supporto del
materiale si muove velocemente po rtandosi nella posizi one di taglio, in cod esta
posizione il coltello taglia la fessura dell’asola.
–
La piastra di supporto del materiale si muove velocemente nella sua posizione
finale aprendo le pinze.
45

46

Attenzione pericolo di ferimento !
Fino a quando l’operatrice non ha acquisito una perfetta
dimestichezz a con il funzionamento della macchina, è
consigliabile che essa, dopo l’esecuzione di ogni asola,
esegua il disins erimento del m otore della mac china tramite
la leva di commutazione manuale 3 oppure tramite il
pedale.
Metodo di lavoro per un’operatrice esperta
Dopo un adeguato tempo d’impratichimento, le operaz i oni di chiusura del l a leva per
l’azionamento delle pinze 1 e l’inserimento ed il disinserimento del motore eseguite ad
ogni asola da parte dell’operatrice possono essere eliminate.
Invece di ciò l’operatrice esperta proc ederà come descritto qui di seguito:
–
Posizionare il capo da cucire ad occhio oppure tramite le battute esattamente sotto
le pinze e mantenere il materiale posizionato nella posizione prescelta.
Attenzione pericolo di ferimento !
Non agire con l e m ani sotto le p inze per il materiale che
stanno abba ssandosi!
–
Con l’indice della mano sinistra abbassare la leva d’innesto 2.
La macchina chiude automaticamente le pinze ed esegue automaticam ente tutte le
funzioni operative già descrit t e.
Estrazione del capo cucito
–
Se fosse il caso tirare leggerm ente il cordoncino super i ore di rinforzo e ta gl iarlo. Il
capo cucito può essere spos tato lateralmente oppure essere estratto dal campo di
lavoro della macchina.
–
Per poter estrarre il capo cucito nel caso delle sot toclassi -231 391 e -251301
procedere nella seguente maniera:
Portare il filo inferiore (filo del crochet) ed il cordoncino inferiore di rinforzo sotto la
pinza per il filo 5.
Muovendoli da destra verso sinistra tirare entrambi i fili e farli scorrere lungo il
coltello 6.
I fili vengono così tagliati.
2.10 Evitare il sollevamento delle pinze
Al termine del ciclo di cucitura le pinze vengono automaticamente sollevate (aperte).
Se esse non devono esse re aperte si deve procedere ne l l a m aniera seguent e:
–
Premere subit o il pulsante 3 e mantener l o premuto fino a quando la macc hi na si
ferma.
47

48

2.11 Lunghezza dell’asola
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Regolare la lunghezza dell’asola solo a macchina
disinserit a dalla rete d’ al i mentazione.
ATTENZIONE IMPORTANTE !
La variazione della lunghezza dell’asola comporta
contemporaneamente una variazione della lunghezza di
taglio e di conseguenza il montaggio di un altro blocchetto
di taglio (consultare il capitolo 2.12) !
Asole senza travetta a cod a
Nel caso di asole senza travetta a coda la lunghezza dell’asola viene determinata
tramite la posizione dello scorrevo le 3 per la regolazione della lunghezza:
–
Allentare la vite di fissaggio 4.
–
Regolare la lunghezza desiderata dell’asola.
Per aumentare la lunghezza dell’asola = Tirare verso l’avanti lo scorrevole 3
Per diminuir e la lunghezza dell’asola = Spingere verso l’indietro lo scorrevole
–
La scala 1 e le linie di riferimento 2 servono a regolare una determinata lunghezza
dell’asola.
–
Dopo la regolazione bloccare la vite 4.
per la regolazione della lunghezza
3 per la regolazione della lunghezza
ATTENZIONE IMPORTANTE !
Regolare solo sulla lunghezza minima e massima
permessa dal gruppo di organi di cucit ura che è monta t o
sulla macchina (numero "E").
Sottoclassi -221301 e -241291:
Nel caso di queste sottoclassi un superamento della lunghezza massima di cucitura
viene impedit o tramite una battuta.
Regolando lo scorrevole per la regolazione della lunghezza sulla lunghezza massima di
cucitura curare che il pezzo di battuta giaccia davanti nella fessura di guida.
ATTENZIONE IMPORTANTE !
La piastrina con la scala, lo scorrevole per la regolazione
della lunghezza di cucitura ed il pezzo di battuta sono già
stati correttamente regolati in fabbrica.
La loro regolazione non dev’essere variata.
49

Esempio:
E407/L2
oppure
E2407/L2
50

Asole con travette a cod a
Nel caso di asole con travetta a coda le diverse lunghezze dell’asola vengono realizzate
montando la corrispondente camma inferiore .
Essa determina la forma e la lunghezza della travetta a coda.
Per effettuare la sostituzione della camma inferiore consultare il capitolo 2.18.
I numeri d’ordine delle diverse camme inferiori sono rilevabili nelle pagine riportanti i
numeri dei gruppi d’orga ni di cucitura (num eri "E") dell e classi 558 oppure 578.
L’accorciamento, l’allungamento oppure la soppressione completa della travetta a coda
avviene come già prima descrit t o tramite lo spos t am ento dello scorrevole di regolazione
per la lunghezza e tramite il montaggio del corrispondente blocchetto di taglio.
ATTENZIONE IMPORTANTE !
Non regolare mai la lunghezza della travetta a coda in
maniera tale che sia inferior e alla lunghezz a m inima
oppure superiore alla lunghezza massima dell’asola.
Durante la regolazione della lunghezza delle asole con travetta a coda, alla lunghezza
del taglio dev’essere aggiunta supplettivamente la lunghezza della travetta a coda.
Esempio: 18 mm Lunghezz a di taglio + 4 mm Lu nghezza della t ravetta a c oda =
Particolarità concernenti l a classe 558-241291 :
Nel caso di questa sottoclasse la lunghezza dell’asola, la lunghezza di taglio e la
lunghezza della travetta a coda possono essere variate.
A questo scopo possono essere ordinati quattro diversi
(L1...L4):
taglio"
L1 per lunghe zze di taglio da 14 - 20 mm
L2 per lunghe zze di taglio da 18 - 24 mm
L3 per lunghe zze di taglio da 22 - 28 mm
L4 per lunghe zze di taglio da 26 - 32 mm
22 mm Lunghezza di cucitura
"Pacchetti di lunghezze di
Componenti di un "Pacchetto di lunghezza di taglio" sono:
–
3 camme di comando inferiori e blocc hetti di taglio per cucire asole di 3 differenti
lunghezze di taglio
–
Una serie di placche per le pi nze corrispondente alle diverse lunghezze
Le serie di placche per le pinze si distinguono l’una dall’altra a causa della diversa
lunghezza delle pinze per il materiale e delle forbici per per il taglio corto dei fili.
Per assicurare un’appinzatura sicura ed un taglio corto dei fili e del cordoncino di
rinforzo, la differenza di lunghezza tra l e asole che devono essere cucite con un
pacchetto di lunghezze di tagl i o non deve essere superiore a 2 mm.
Esempio:
578 E 2407/L2 (gruppo di organ i di cucitura E2407 com binato con il pa cchetto di
Lunghezze di cucitura permesse: minimo 24 mm
lunghezze di taglio L2)
massimo 26 mm.
51

52

2.12 Lunghezza di taglio
La lunghezza di taglio viene determinata dalla lunghezza del blocchetto di taglio.
Essa può essere variata cambiando il blocchetto di taglio.
I numeri d’ordine del diversi blocchetti di taglio sono rilevabili, a seconda del gruppo di
organi di cuci t ura montati sulla macchina (nr. "E"), nelle pagine riportanti i num eri dei
gruppi d’org ani di cucitura (nu m eri "E") delle c l as si 558 oppure 578.
Sostituzione del blocchetto di taglio
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Cambiare il blocchetto di taglio ed il coltello solo a
macchina disi nserita dalla rete d’alimentazione.
Il blocchetto di taglio 3 ed il coltello 4 sono costruiti in maniera tale da permettere 2
differenti possibilità di posizione di montaggio:
–
Posizione di montaggio
–
Posizione di montaggio
Per cambiare il blocchetto di taglio:
–
Allentare la vite 2 oppure 8 e levare il blocchetto di taglio oppure il coltello.
–
Montare il nuovo blocch etto di taglio ed il nuovo coltello e bloc care nuovamente le
viti 2 oppure 8.
(sul braccio di taglio 1)
sopra
(sotto le placche per le pinze sul corpo ad incudine 6)
sotto
Attenzione importante !
Inserendo il nuovo blocchetto di taglio curare di spingerlo in dietro fino in battuta
contro la battuta 5 oppure 7.
ATTENZIONE IMPORTANTE !
Inserire ed utilizzare il coltello solamente sempre appaiato
con il suo corrispettivo blocchetto di taglio.
I coltelli per il "taglio prima della cucitura" hanno una dimensione maggiore
della forma a goccia rispetto a quella dei coltelli destinati al "taglio dopo la
cucitura".
Per evitare due diverse impronte del coltell o sul blocchetto di taglio si deve
sempre utilizzare il coltello solamente sempre appaiato con il suo corrispettivo
blocchetto di taglio.
Blocchetti di taglio con due divers e i m pronte di tagli o impediscono un taglio
netto dell’asola e devono essere nuovamente spianati (consultare il capitolo
2.13).
53

54

Montare il blocchetto di taglio sopra oppure sotto ?
Il montaggio del blocchetto di taglio 2 oppure del coltello 1 viene eseguit o a seconda
della sottoclasse e rispettando il loro gruppo di organi di cucitura (numero "E") per il
taglio "prima" oppure "dopo" la cucitura:
A. In caso di un gruppo di organi di cucitura per il "taglio prima della cucitura":
–
Blocchetto di taglio sotto e coltello sopra
–
Durante il ciclo di taglio il m ateriale da cucire viene sostenuto dal bloc chetto di
taglio.
In codesta m aniera, in caso t aglio di materiale pesant e, si evita un’indes i derata
pressione verso il basso dei bordi della fessura tagliat a (come potrebbe avvenire
utilizzando per codesti materiali la disposizione di montaggio "B").
ATTENZIONE IMPORTANTE !
Nel caso di coltelli montati sopra, il tubetto per i ritagli 3,
che serve per eliminare i ritagli causati dal taglio,
dev’essere monta to sul braccio di t aglio 4.
B. In caso di un gruppo di organi di cucitura per il "taglio dopo la cucitura":
–
Blocchetto di taglio sopra e coltello sotto
–
Durante il ciclo di taglio i cordoncini già cuciti della costa dell’asola scivolano
senza resistenza sui fianchi snelli del coltello.
In codesta maniera si evita una deformazione indesiderata dovuta ad una
pressione esercitata sui cordoncini della costa dell’asola (come potrebbe avvenire
utilizzando la disposizione di montaggio "A").
C. In caso di un gruppo di organi di cucitura per il "taglio prima e dopo la cucitura":
–
Blocchetto di taglio sopra e coltello sotto
–
Eccezione:
Regolando su "taglio prima della cucitura" ed eseguendo la lavorazione su tessuti
pesanti si deve scegliere la disposizione di montaggio inversa (blocchetto di taglio
sotto e coltello sopra).
In codesta maniera si evita un’indesiderata pressione verso il basso dei bordi della
fessura tagliata (come potrebbe avvenire utilizzando la disposizione di montaggio
"B").
ATTENZIONE IMPORTANTE !
Per adattare la macchina da "taglio prima della cucituravor"
su "taglio dopo la cucitura" rispet tare assolut amente le
istruzioni descritte nel capitolo 2 . 19.
55

«MDBO»
56

2.13 Blocchi di taglio
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Estrarre i blocchetti di taglio solo a macchina disinserita
dalla rete d’a l i m entazione.
Una spianatura (limatura) del blocchetto di taglio diviene necessaria nei seguenti casi:
–
Quando l’impronta di taglio effettuata dal coltello sul blocchetto di taglio è
diventata troppo profonda.
–
Se sono state eseguite due di verse impronte di taglio sullo stesso blocchetto di
taglio (figura 2).
Per spianare il blocchetto di taglio tenere conto del seguente consiglio:
–
Il blocchetto di taglio dev’essere limato in maniera tale che l’impronta di
taglio sia ancora le gg eri ssimamente e perfettament e uni formemente visibile
( figura 1).
ATTENZIONE IMPORTANTE !
La spianatura del blocchetto di taglio dev’essere eseguita
con estrema precisione.
Utilizzare solo una lima dolce e perfettamente in ordine !
–
L’altezza de l bloc chetto di taglio può venir ridott a dalle spianat ure fino ad un
massimo di 1,5 mm
–
Per ottenere una dist ribuzione uniforme della pressione di tagli o il blocchetto di
taglio deve appoggiare parallelamente sul coltello (vedere lo schizzo).
Una pressione di taglio un i laterale, particolarmente nel cam po d’incisione
dell’occhiello (goccia), può provocare una rottura del coltello.
La figura 1 mostra un blocchetto di taglio perfettamente spianato, la figura
mostra invece un blocchetto di taglio spianato male.
–
Dopo aver spianato un blocchetto di taglio, anche tutti gli altri blocchetti di taglio
che devono essere utilizzati devono essere ritoccati e portati alla
. Solo in codesta maniera dopo un cambio di un blocchetto di taglio si può
altezza
continuare a l avorare con la stessa pressione di ta gl i o. In caso contrario
cambiando il blocchetto di taglio sussiste un pericolo di rottura del coltello !
.
3
stessa misura in
Disturbi durante il ciclo di taglio
Dopo un lungo periodo di lavoro il coltello può perdere parzialmente la sua affilatura. La
lama è smussata ed il coltello, ad onta che il blocchet t o di taglio sia perfettamente
spianato, non tagli a perfettamente.
–
Montare un nuovo coltello ed inviare il coltello usurato ad un punto di vendita
autorizzato della
riaffilatura.
DÜRKOPP ADLER AG
per controllare se è possibile una
57

2.14 Pressione di taglio
La pressione di taglio viene regolata tramite la vite 1:
Per aumentare la pressione di taglio = girare verso destra
Per diminuire la pressione di taglio = girare verso sinistra
Dopo ogni re golazione della vite 1 la pressione di tagli o dev’essere controllata.
Controllare la pressione di taglio
–
Far girare la macchin a m anualmente tramite la manovella.
La pressione di taglio dev’essere regolata in maniera tale che nel momento nel
quale avviene il taglio la manovella possa ancora essere girata senza dover
esercitare un notevole sforzo !
ATTENZIONE IMPORTANTE !
Una pressione di taglio troppo elevata causa un inutile
usura degli organi di taglio !
–
Nel caso che anche con questa regolazione della pressione di taglio la stoffa non
fosse ancora tagliata nettamente:
Spianare nuovamente il blocchetto di taglio oppure controllare l’affilatura del
coltello (a questo scopo co nsultare il capi tolo 2.13).
58

2.15 Distendere il tessuto
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Controllare la divaricazion e del materi ale solo a macchina
disinserit a dalla rete d’ al i mentazione.
Nel caso di regolazione
le placche per le pinze vengono le ggermente di varicate. In codesta mani era prima del
taglio il materiale viene leggermente tensionato.
Nel caso di regolazione
divaricate solo dopo il taglio. La fessura intorno a l l a quale verrà eseguita l’asola viene
leggermente aperta. In codesta maniera l’ago in discesa può cucire perfettamente
entrambi i cordoncini senza penetrare nel materiale del bordo tagliato.
Normalment e è sufficient e una divaricazione del material e di
–
Estrarre le placche per le pinze (consultare il capitolo 2.1).
–
Allentare le viti 1 e 3 e regolar e l a battute 2 e 4.
Per aumentare la divaricazione = Spostare le battute verso l’interno
Per diminuire la divaricazione = Spostare le battute verso l’esterno
–
Dopo la regolazione bloccare nuovame nt e le viti 1 e 3.
–
Se la larghezz a dei cordoncini non fosse uguale co rreggere di conseguenza la
divaricazione.
"taglio dopo la cucitura"
"taglio prima della cucitura"
ATTENZIONE IMPORTANTE !
Per fare sì che entrambi i cordoncini assumano la stessa
larghezza curare che la battuta sinistra e la battuta destra
vengano spostate uniformemente.
dopo l’arri vo nella posizione di taglio
le placche per le pinze vengono
.
1,5 mm
59

60

2.16 Densità del punto
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Regolare la densità del punto solo a macc hi na disinseri ta
dalla rete d’a l i m entazione.
Densità del punto su tutta la lunghezza dell’asola
La densità del punto è regolabile da 0,9 fino a 2 mm.
Essa è dipendente dalla robustezza richiesta, dall’aspetto che deve assumere l’asola e
dal titolo dei filati utilizzati.
–
Allentare la vite 2.
–
Spostare la leva di trasporto 1.
Spostando in direzione A = La densità del punto aumenta
Spostando in direzione B = La densità del punto diminuisce
–
Bloccare nuovamente l a vite 2.
Variare la densità del punto nella goccia (occhiello) dell’asola
Codesta regolazione non i nf luisce sulla densità del punto d’entrambi i cordoncini
dell’asola.
Rimpicciolire
–
Allentare la vite 4.
–
Regolare spo st ando lo scorrevole di r egolazione de l la lunghezza d el punto 5 in
direzione della freccia.
–
Bloccare nuovamente l a vite 4.
Aumentare
–
Allentare la vite 4.
–
Sostituire l’attuale scorrevole di regolazione della lunghezza del punto 5 con lo
scorrevole di regolazione della lunghezza del punto 3 che si trova negli accessori.
–
Bloccare nuovamente l a vite 4.
la densità del punto nella goccia (occhiello) dell’asola:
la densità del punto nella goccia (occhiello) dell’asola:
61

62

2.17 Larghezza della cucitura (larghezza dell’asola)
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Regolare la larghezza di cucitura solo a macchina
disinserit a dalla rete d’ al i mentazione.
Nel caso di regolazione su "taglio dopo la cucitura" la larghezza dell’asola risulta da:
Larghezza dell’asola = Spazio di taglio + 2 x larghezza di cucitura
Regolazione della larghezza di cucitura
–
Allentare la vite a farfalla 2.
–
Spostare il tira nt e 3.
Spostando in direzione A = Cucitura più larga
Spostando in direzione B = Cucitura più stretta
–
Bloc care nuovamente la vite a far falla 2.
Regolazione in caso di cucitura con cordoncino di rinforzo
–
Scegliere la larghezza di cucitura in maniera tale che il cordoncino di rinforzo non
venga preso dalla punta dell’ago ma però venga appena sfiorato lateralmente
dall’ago e ricoperto dal filo.
Maggiore e minore larghezza di cucitura permessa
La maggiore e minore lunghezza di cucitu ra permessa a seconda del gruppo di orga ni
di cucitura utilizzati (numero "E") viene regolata tramite la battuta di limitazione fissata
tramite la vite 1.
ATTENZIONE IMPORTANTE !
Non allentare mai la vite 1.
In caso contrario sussiste il
seguenti componenti: Ago, pinze per il materiale, crochet,
divaricatore del filo e placca ago !
Se la macchina dev’essere trasformata per l’utilizzazione di un altro gruppo di organi di
cucitura (numero "E"), le larghezze di cu ci tura permesse devono essere r ilevate dalla
tabella riportata nel capitolo 1.4.
I lavori di trasform azione devono essere es eguiti seguendo le istruz i oni contenute nel
libretto d’istruzione per il servizio.
pericolo di rottura
dei
63

64

2.18 Forma dell’asola
La forma dell’asola viene determinata tramite le camme di comando intercambiabili 1 e 2:
–
La camma di comando superiore 1 determina la forma della goccia (occhiello).
–
In caso d’asole con la travetta a coda la camma di comando inferiore 2 determina
la forma della travetta a coda e la lunghezza totale dell’asola.
I diversi dischi delle camme di comando, i blocchetti di taglio ed i coltelli sono rilevabili
nelle pagine riportanti i gruppi di organi di cucit ura (numeri "E") della classe 558 oppure
578.
Sostituzione dei dischi delle camme di comando
–
Portare la macchina nella sua posizione finale (consultare il capitolo 2.3).
Nella posizione finale il perno a rollino 4 viene mantenuto nella sua posizione dalla
sottostant e camma a disco 3. I dischi delle camme di c omando possono ora essere
estratti senza difficoltà.
–
Estrarre i disch i delle camme di c omando e sostituirli.
Dopo la sostituzione dei dischi delle camme di comando controllare
assolutamente i seguenti punti:
1. Il coltello giusto ed il blocchetto di taglio corrispondente alla lunghezza di taglio
giusta sono gi à stati montati ?
Se è il caso sostituire il coltello ed il blocchetto di taglio (consultare il capitolo 2.12).
2. E‘già stata regolata la lunghezza giusta dell’asola rispettando quanto descritto nel
capitolo 2.11 ?
Se è il caso regolare la lunghezza giusta dell’asola sullo scorrevole di regolazione
della lunghezza (consultare il capitolo 2.11).
3. Cambiando il coltello è stato montato veramente il blocchetto di taglio che è
appartenente ed appaiato con il coltello che è stato montato ?
ATTENZIONE IMPORTANTE !
Cambiando su un’altra forma di coltello
montare assol utamente il bloc chetto di tagli o
corrispondente al coltello utilizzato !
Utilizzando un blocchetto di taglio errato, sul blocchetto vengono prodotte dal coltello
due differenti impronte. Come conseguenza ciò comporta un taglio non netto della
fessura dell’asola. In questo caso il blocchetto di taglio dev’essere nuovamente
spianato (consultare il capitolo 2.13).
65

66

2.19 Cambiare su taglio prima della cucitura oppure su tag lio dopo la
cucitura
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Il cambiamento su "taglio prima" oppure "su taglio dopo la
cucitura dev’essere effettuato solo a macchina disinserita
dalla rete d’a l i m entazione.
Il cambiamento su "taglio prima" oppure "su taglio dopo la cucitura è possibile solo nel
caso di sottoclassi dotate dell’appropriato gruppo di organi di cucitura (numero "E"), a
questo scopo consultare la t abella degli organi di cucitura riportata nel c a pitolo 1.4.
Tutt i i componenti della macchina che devono essere regol ati sono contraddistinti
tramite la seguente etichetta adesiva bilingue che ha il seguente significato:
Regolando in direzione = taglio prima della cucitura
della freccia
Regolando in direzione = taglio dopo la cucitura
della freccia
Osservazione:
CA e CB sono le abb reviazioni delle seguenti espressioni inglesi:
CA = Cut after (taglio dopo) CB = Cut before (taglio prima)
Cambiamento su "taglio prima" oppure "su taglio dopo la cucitura
Le regolazioni per il "taglio prima" ed il "taglio dopo la cucitura" vengono
rispettivamente limitate trami te due battut e.
ATTENZIONE IMPORTANTE !
Le battute sono già regol at e e non devono essere
spostate !
1. Momento del taglio
–
Allentare la vite 2.
–
Spostare il pezzo di disinnesto 1 nella corrispondente direzione della freccia.
Per poter regolare con maggiore facilità il pezzo di disinnesto premere verso
l’interno la ruota per la corsa rapida.
–
Bloccare nuovamente l a vite 2.
67

68

2. Momento di chiusura e d’apertura delle pinze
–
Ribaltare verso l’alto la testa della macchina.
–
Allentare la vite 2.
–
Spostare fino in battuta e nell a corrispon dente direzione della freccia la l eva 1 per
la chiusura delle pinze.
–
Bloccare nuovamente l a vite 2.
3. Con oppure senza spazio di taglio tra i cordoncini della cucitura
–
Allentare la vite 5.
–
Spostare la leva 4 verso l’alto oppure verso il basso fino in battuta e nella
corrispondente direzione della freccia.
Attenzione importante !
La quantità per la quale la leva dev’essere spostata è molto piccol a.
–
Bloccare nuovamente l a vite 5.
4. Coltello e blocchetto di taglio
–
Spostare fino in battuta e nella corrispondente direzione della freccia il coltello 4.
Il montaggio del coltello in alto oppure in basso avverrà seguendo le istruzioni
contenute nel capitolo 2.12.
–
Montare il blocchetto di taglio 3 appartenente al coltello utilizzato e spostarlo fino
in battuta verso l’indietro (consultare il capitolo 2.12).
ATTENZIONE IMPORTANTE !
Montare solo i blocchetti di taglio effettivamente accoppiati
con il coltello che viene utilizzato !
Utilizzando un blocchetto di taglio errato si provocano due differenti impronte di
taglio sul blocchetto, ciò provoca un taglio non netto della fessura dell’asola.
5. Sostituzione della camma superiore di comando
–
Portare la macchina nella sua posizione finale (consultare il capitolo 2.3).
Nella posizione finale il perno a rollino viene mantenuto nella sua posizione dalla
sottostante camma a disco.
Il disco della camma di comando può ora essere estratto senza difficoltà.
–
Estrarre il disco della camma di comando e sost i tuirlo.
(consultare i l capitolo 2.1 9)
69

3. Man utenzione
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Eseguire la manutenzione della macchina solo a macchina
disinserita dalla rete d’alimentazione.
3.1 Pulizia
Una macchina mantenuta pulita evita delle avarie !
Pulizia giornaliera:
Pulire eliminando la polvere provocata dalla lavorazione, i resti di filo ed i residui di
taglio dal campo di lavoro situat o sotto le placche per le pin ze ed in particolare dall o
spazio intorno alla torretta di supporto del crochet 1.
ATTENZIONE IMPORTANTE !
Si deve impedire che residui di sporcizia e di taglio
possano penetrare verso l’indietro all’interno dell’involucro
della camma di comando principale. Se è disponibile una
rete od un sistema a vuoto spinto è consigliabile utilizzare
l’aspirazione per effettuare la pulizia.
–
Estrarre le placche per le pinze (consultare il capitolo 2.1) ed eliminare i residui di
taglio.
–
Ribaltare verso l’alto la testa d el l a macchina ed eli m i nare i residui di taglio dallo
zoccolo della macchina.
70

3.2 Lubrificazione
Per effettuare la lubrificazione della macchina utilizzare esclusivamente l’olio
lubrificante
L’olio ESSO SP-NK 10 può essere acquistato presso i punti di vendita autorizzati della
DÜRKOPP ADLER AG
Controllare la riserva d’olio nei serbatoi per l’olio
–
Lubrificazione settimanale dell’asolatrice automatica
–
ESSO SP-NK 10
La lubrificazione di tutti i pezzi in movimento situati sul braccio della macchina e
sulla torretta di supporto del crochet avviene tramite un sistema di lubrificazione
centralizzata a stoppini alimentata tramite i serbatoi 1 e 2.
Se è necessario rifornire i serbatoi con olio attraverso il tappo di rifornimento fino a
raggiungere la linea di riferimento "max.".
I punti segnati sulle piastre di supporto del materiale e sui carter delle camme di
comando devono essere l ubrificati set t i manalmente con alcune gocce d’olio.
I punti da l ubrificare so no rappresentati nelle fig ure riportate nelle seguenti pa gine.
.
.
71

3.3 Punti di lubrificazione
*
*
*
*
*
*
*
*
*
*
72
*

*
*
*
*
*
*
*
*
*
73
*
*
*
*

*
*
74
*
*
*
*
*

*
*
75

4. Eli minazione di anomalie di funzionam ento
Anomalia Rimedio
1. La macchina non s’avvia
oppure marcia a strappi.
a) La cinghia trapezioidale dal
motore verso la ruota a corsa
rapida oppure verso i l vola nt i no
non è tesa correttamente.
b) La macchina al momento
dell’avvio è situata prima della
posizione di taglio.
2. La leva per la chiusura delle
pinze non può essere chiusa
oppure aperta«
La piastra di supporto per il
materiale non si trova nella
sua posizione finale.
3. La pressione per le pinze per
il materiale è troppo grande
oppure troppo piccola.
4. La fessura per l’asola non
viene tagliata in modo netto.
a) Il blocchetto di taglio è già
stato intagliato troppo
profondamente dal coltello.
b) La lama del coltello è senza
filo oppure rovinata.
c) L’orificio del coltello per la
fuoriuscita dei ritagli è intasato
da resti di materiale.
d) La pressione di taglio non è
regolata in ma ni era esatta.
e) Non è s tato montato il blocchetto
di taglio che appa rtiene ed è
appaiato al coltello.
Tendere la cinghia seguendo le istruzioni per il
montaggio della classe 558.
Ad interruttore principale disins erito e con la barra
ago nella sua posizione alta, tramite la manovella
port are manualmente la macchina nell a s ua
posizione finale.
Diminuire la pressione di taglio seguendo le
istruzioni del capitolo 2.14.
Tram i t e l a manovella portare manualmente la
piastra di su pporto per il materi ale nella sua
posizione finale. Se codesta anomalia si ripete
lasciar correggere nuovamente i l punto di
disinnesto da uno speciali st a (consultare le
istruzioni per il servizio per la classe 558).
Nel caso di cambiamento su taglio prima oppure
su taglio do po della cucitura spostare sempre il
pezzo di disinnesto nella posizione di battuta
corrispondente al tipo d’azionamento scelto.
Regolare nuovamente la pressione per le pinze
per il materiale (consultare il capitolo 2.17).
Spianare il bloc chetto di tagli o (consultar e i l
capitolo 2.1 3) e regolare nuovamente la pressione
di taglio (consultare il capitolo 2.14).
Montare un nuovo coltello ed inviare il coltello usurato
ad un rivendi tor e auto rizza to d ella
ADLER A G
Estrarre il coltello dal suo supporto e pulire l’orificio di
fuoriuscita dei ritagli e contemporaneamente pulire il
supporto del coltello oppure il supporto di taglio.
Regolare nuovamente la pressione di t aglio
(consultare il capitolo 2.14).
Montare sempre il blocchetto di taglio che
appartiene ed è appaiato al coltello che viene
utilizzato !
per controllare se pu ò es ser e riaffila to.
DÜRKOPP
76

Anomalia Rimedio
5. Lunghezze del punto oppure
posizioni del punto irregolari.
a) La cinghia trapezioi dale di
trasmissione non è tesa in
maniera corretta.
b) Il cordoncino di rinforzo è
troppo tensionato, è appinzato
oppure non scorre bene
attraverso il foro per il
cordoncino di rinforzo della
placca ago.
6. Salto dei punti
a) L’ago è spuntat o, pieg ato
oppure montato male.
b) Il filo superiore oppure il filo
inferiore non sono infilati
correttamente.
c) La tensione del filo è
troppo tirata.
d) Il filo si svolge male dalla
spola di filato.
e) La regolazione del crochet
oppure del divaricatore del
filo si è spostata.
f) Il materiale da cucire non viene
tenuto ben fer m o oppure
divaricato dalle pinze.
7. Punti allentati.
a) Le tensioni dei fili non sono
regolate correttamente.
b) Il filo superiore oppure il filo
inferiore non è infilato
correttamente.
Tendere la cinghia t rapezioidale seguendo le
istruzioni per il montaggio della classe 558.
Utilizzare un cordoncino di rinforzo più fine oppure
montare una placca ago con un foro per il
cordoncino d i rinforzo più grande.
In caso di cordoncini di rinforzo rigidi oppure
difficilmente guidabili utilizzare un portarocchetto
montato sul p i ano di lavoro (ordinabile
supplettivamente sotto il numero d’ordine 557
1103).
Inserire un ago nuovo (consultare il capitolo 2.4).
Controllare il percorso d’infilatura del filo
superiore ed inferiore (consultare il capitolo 2.5
e 2.7).
Regolare nuovamente la tensione del filo
(consultare i l capitolo 2.8 ).
Consultare i l capitolo 2.7.
La riregolazione dev’essere effettuata solo da uno
specialista !
Divaricazione del material e da cucire (consultare
il capitolo 2.17) e controllare la pressione delle
pinze superiori per il materiale.
Regolare correttamente le tensioni dei fili
(consultare i l capitolo 2.8 ).
Controllare il percorso d’infilatura del filo
superiore ed inferiore (consultare il capitolo 2.5 e
2.7).
77

Anomalia Rimedio
8. Rottura del filo.
a) Il filo superiore oppure il filo
inferiore non sono infilati
correttamente.
b) L’ago è tagliente, piegato
oppure montat o male.
c) Il filato utilizzato non è adatto
allo scopo (su perficie irregolare
e con nodi, dur o oppure troppo
spesso).
d) Le tensioni dei fili sono troppo
tirate.
e) La placca ago, il crochet
oppure il divaricatore del filo
sono danneggi ati.
9. Rottura dell’ago.
a) La finezza dell’ago non è
adatta per il materiale op pure
per il filato utilizzato.
b) L’ago entra in collisione
con le pinze per i l m ateriale.
10. Inizio insicuro della
cucitura oppure sfilatura del
filo superiore.
a) La tensione residua del filo
superiore è troppo elevata.
Perciò la quantità di filo
necessaria per iniziare
sicuramente la prossima
cucitura è troppo ridotta.
b) L’appinzafilo montato sulla
tensione superiore non
mantiene pinzato il filo
superiore nella posizione finale
dell’unità di cucitura.
Controllare il percorso d’infilatura del filo
superiore ed inferiore (consultare il capitolo 2.5
e 2.7).
Inserire un ago nuovo (consultare il capito l o 2.4).
Utilizzare un altro filato. Consultare la tabella dei
filati consigliati riportata nel capitolo 2.6.
Regolare nuovamente le tension i dei fili.
(consultare il capitolo 2.8)
Sostituire i p articolari danneggiati con dei pezzi
nuovi oppure farli riassettare da uno specialista.
Utilizzare la finezza dell’ago secondo quanto
indicato nel capitolo 2.6 oppure secondo il gruppo
di organi di cucitura utilizzato (numero "E").
La larghezza massima dell’asola riporta ta n ella
tabella di pa gi na 8 a seconda de l gruppo d’orga ni
di cucitura utilizzato (numero "E") non dev’essere
mai superata. Una nuova regolazione dev’essere
effettuata da personale d’assistenza specializzato
e seguendo le istruzioni del manuale d’istruzione
per il servizio della classe 558.
Regolare nuovamente la tensione res i dua per il
filo superiore (consultare il capitolo 2.8).
Regolare nuovament e l’appinzafilo secondo le
istruzioni riportate nel manuale d’istr uzione per il
servizio della classe 558.
78

5. Dotazione supplementare dispositiv o appinzafil o
elettromagnetico per il filo superiore
5.1 Informazioni generali
La sottoclas se 558-221301 è dotata di serie con il dispositivo appinzaf i lo
elettromag netico per il fi l o superiore.
A richiesta tutte le altre sottoclassi possono essere equipaggiate sia già all’atto della
fabbricazione in fabbrica oppure a posterio ri con codest o appinzatore.
Descrizione del funzionamento
L’appinzaf i l o elettromagnetico per il f ilo superiore aggancia il f ilo superiore
immediatamente dopo il ciclo del rasafilo e lo mantiene appinzato. All’inizio della
cucitura della prossima asol a, il filo superiore viene guidato nell a cucitura del
cordoncino destro.
Ciò garantisce:
Un sicuro inizio della cucitura anche nel caso di tessuti leggeri e radi.
•
Punti iniziali ben chiusi e tensionati.
•
La ripulitura della parte inferiore della cucitura dell’asola viene eliminata poichè il
•
filo iniziale viene ricoperto dalla cucitura.
Per dotare la macchina a posteriori con codesto equipaggiamento sono necessari
i seguenti gruppi di pezzi:
Montaggio a posteriori: Numero d’ordine del gruppo di particolari 558 100 02
Montaggio supplettivo
eseguito in fabbr i ca: Numero d’ordine del gruppo di particolari 558 100 12
ATTENZIONE !
Per dotare la macchina con l’appinzafilo per il filo superiore, a seconda della
sottoclasse si deve tener conto dei seguenti punti:
558-231391 La massima lunghezza di cucitura utilizzando l’appinzafilo corrisponde
558-251301 La massima lunghezza di cucitura utilizzando l’appinzafilo corrisponde
a 32 mm. Per poter eseguire delle lunghezze di cuc i tura superio ri a
32 mm l’appinzafilo dev’essere disinserito (consultare il capitolo 2.2).
a 42 mm. Per poter eseguire delle lunghezze di cuc i tura superio ri a
42 mm l’appin zafilo dev’essere disinserito.
79

80
b3
12
3
4
5

5.2 Collegamento elettrico
ATTENZIONE IMPORTANTE
Tutti i lavori sull’equipaggiamento elettrico del dispositivo
appinzafilo p er il filo superiore devono essere effettuati da
elettricisti specializzati ed appositamente addestrati allo
scopo. Pr ima d’iniziare ogni lavoro sull’equipaggiamento
elettrico si deve estrarre la spina dall a rete d’alimen t azione
dell’unità di cucitura.
Il trasformatore montato nel pannello di comando del dispositivo appinzafilo per il filo
superiore è dotato di connessioni di collegamento per le seguenti tensioni della rete
d’alimentazione:
1 ~ 200 V
1 ~ 220 V
1 ~ 380 V
1 ~ 415 V
Di fabbrica
–
il trasformatore è collegato su 1 ~ 380 V.
In caso di altre tensioni della rete d’alimen t azione il primario del trasfor m atore
dev’essere collegato sulle connessioni di collegamento corrispondenti alla
tensione d’alimentazione utilizzata.
5.3 Ciclo funziona le
–
Dopo l’accens i one della macch i na il pezzo di scat t o fissato sul l a piastra di
supporto del materiale aziona l’interruttore b3.
Il disposit i vo appinzafilo 1 di scende sul materiale con i l filo superiore 2 mantenut o
pinzato.
–
A seconda della lunghezza impostata dell’asola il meccanismo di cucitura viene
innestato e la cucitura inizia con il cordoncino destro.
Lo spezzone finale del filo superiore che è stato messo in posizione dal dispositivo
appinzafilo viene ricoperto dalla cucitura e così cucito dentro il cordoncino.
–
Appena prima di raggiungere la goccia dell’asola l’interruttore b3 non viene più
azionato dal pezzo di scatto.
Il disposit i vo appinzafilo 1 ritorna o ra nella sua posi zi one superiore.
–
Durante la cucitura della goccia dell’asola il segmento dentato superiore 5 con la
squadretta di battuta 4 abbandona la su a posizione est e rna destra.
Il dispositivo appinzafilo montato su un supporto oscillante cambia dalla posizione
d’inserimento del filo nel cordoncino nella posiz i one di presa del filo, vale a dire dal
cordoncino destro al cordoncino sinistro dell’asola.
–
Alla fine del cordoncino sinistro dell’asola il meccanismo di cucitura s’arresta e
l’ago posizi ona nella sua p osizione alta .
Il filo superiore viene tagliato.
(La descrizione continua nella prossim a pagina)
81

6
b2
7
82
8

–
Il saltarello di commutazione 6 collegato con lo scorrevole per la regolazione della
lunghezza dell’asola aziona l’interruttore b2. Il dispositivo appinzafilo s’abbassa.
A causa dello scorrimento della leva d’apertura 8 sull’elemento d’apertura 7 il
dispositivo appinzafilo vien e aperto.
Tram ite la piastrina scanalat a e sagomata 3 il dispositivo appinzafilo viene porta to
davanti all’ago per effettuare la presa del filo.
–
Continuando nella sua discesa la leva d’apertura 8 cade dall’elemento d’apertura 7.
Il disposit i vo appinzafilo si c hi ude.
–
Dopo che il saltarello di commutazione 6 ha superato l’interruttore b2, il dispositivo
appinzafilo con il filo pinzato ritorna nella sua posizione superiore.
Durante codesto movimento la leva d’apertura 8 scorre
d’apertura 7 senza essere ulteri ormente a zi onata.
dietro
l’elemento
83

b4
1
84
b1
b5

5.4 Dispositivi di sicurezza all’inserimento
Interruttore b4
Quando le pinze per il mater i al e sono aperte la macchina può essere inserita solo
quando è nella sua posizione finale. Per garantire codesta sicurezza il saltarello di
commutazione 1 aziona l’interruttore b4.
Interruttore b1
In tutte le al tre posizioni della macchina, quando sono contemporan eamente aperte le
pinze per il materiale, l’inserimento e quindi anche il funzionamento del dispositivo
appinzafilo è bloccato tramite l’interruttore b1.
L’interruttore di sicurezza b1 viene escluso a ponte dall’azionamento dell’interruttore b4.
A pinze aperte
Esempio:
Il ciclo di cucitura viene in t errotto trami te la leva di commutazio ne manuale.
Al momento della susseguente apertura delle pinze per il materiale l’interruttore b1
viene aperto.
La protezione all’innesto montata nel comando del dispositivo appinzafilo disinnesta il
motore.
Per rimettere in funzione la macchina:
–
Tirare verso l’avanti la leva di commuta zi one manuale (con sultare il capit ol o 2.2).
–
Girare il volantino fino al suo bloccaggio.
L’ago si trova ora nella sua posizione super i ore.
–
Estrarre il materiale dalla macchina.
–
Chiudere le pinze per il mater i al e.
–
Portare la leva di commutazione manuale in posizione
–
Inserire il motore azionando il pulsante b5.
La macchina si sposta indietro nella sua posizione fina l e.
la macchina pu ò essere solo avviata dalla sua posizione finale.
.
"I"
Esclusione del funzionamento del dispositivo appinzafilo per il filo superiore
Il funzionamento del dispositivo appinzafilo per il filo superiore viene escluso estraendo
la spina dall’elettromagnete.
ATTENZIONE IMPORTANTE !
Non escludere il f unzionamento del dispositivo appinzafilo
per il filo su periore estraendo la spina dal pannello di
comando del dispositivo appinzafilo. In questo caso la
tensione d’a l i mentazione del m otore della macchina viene
interrotta.
85

3
1
4
2
5
86
10
11
6
7
12
13
8
14
9
15

5.5 Regolazione
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Eseguire i lavori di regolazione s ol o a macchina d i si nserita
dalla rete.
5.5.1 Corsa dell’elettromagnete
La corsa dell’elettromagnete deve corrispondere a 20 mm.
La distanza viene misurata tra il bordo superiore del bussolotto di protezione ed il bordo
superiore dell’ancora in entrambi le posizioni di commutazione (magnete inserito
oppure disins erito). La differenza tra l e misure deve corrispondere a 20 mm.
–
Allentare il controdado 6.
–
A seconda dei risultati della misura, avvitare oppure svitare l’ancora 3.
–
Bloccare nuovamente il c ontrodado 6.
5.5.2 Posizion e di base d el dispositivo appinzafilo per il filo superiore
Il bordo anteriore 5 del magnete dev’essere allineato con la superficie frontale 2 del
braccio della macchina.
–
Allentare le viti 1 e 12.
–
Orientare il magnete.
–
Bloccare nuovamente le viti 1 e 12.
La leva d’apertura 13 ed il pezzo di guida 11 devono essere paralleli l’uno rispetto
all’altro.
–
Allentare la vite di fissaggio 9.
–
Rotare la leva d’apertura 13 con il dispositivo appinzafilo 10 ed orientarla in
maniera tale che sia parallela rispetto al pezzo di guida 11.
–
Bloccare nuovamente la vite di fissaggio 9.
Per garantire che l’appinzafilo 10 si possa chiudere con sicurezza tra la parte inferiore
14 della leva d’apertura e l’aletta mobile 15 deve sussistere un leggero gioco.
–
Portare la macchina nella sua posizione finale (consultare il capitolo 2.2.3).
–
La vite di bat t uta 7 dev’essere svi tata in maniera tale che tirando la leva d’apertura
prima dell’azionamento dell’aletta mobile 15 tra il tirante 8 e la vite di battuta 7
sussista ancora una distanza di ca. 0,3 mm.
87

2
3
1
45 6
7
88
89

5.5.3 Movimento di discesa
Posizione dell’elemento d’apertura
Dopo la chiusura della pinza per il filo 1 la leva d’apertura 3 deve poter scorrere
liberamente dietro all’elemento d’apertura 2.
Durante codesto movimento la pinza per il filo 1 deve rimanere chiusa.
–
Controllare la libertà del movimento della leva d’apertura 3.
–
Se fosse necessario regolare l’elemento d’ apertura 2 tramite la vi te 9.
Posizione di posizionamento del filo
Cucendo il cordoncino destro dell’asola e contemporaneamente azionando
manualmente i l magnete lo spezzone finale d el filo dev’essere posizionato in m aniera
tale che possa essere ricoperto dalla cucitura.
–
Regolare corrispondentemente la posizione di posizionamento del filo tramite la
vite di regol az i one 8.
Posizione in altezza del dispositivo appinzafilo
La distanza t ra
3 - 4 mm.
Questa regolazione è valida per m ateriale me di opesante. In caso di mat eriale più
pesante oppure più leggero può essere necessaria un a correzione de l l a regolazione.
–
Allentare le viti di fissaggio 6 e 7.
–
Regolare la posizione in alt ezza della pinza per il filo.
–
Bloccare nuovamente l e viti di fissaggio 6 e 7.
–
Controllare nuovame n t e la posizione di posiziona m ento del filo e se è necessario
correggerla.
la pinza per il filo abbassata
ed il materiale deve corrispondere a
Elemento d’apertura
La distanza tra la parte posteriore dell’elemento d’apertura 2 e la leva d’apertura 3 deve
corrispondere a ca. 0,5 mm.
–
Regolare di conseguenza la di stanza agendo sulla vite di regolazione 8.
Movimento d’oscillazione
La pinza per il filo 1 poco prima d’aver raggiunto la sua posizione più bassa tramite la
piastrina di guida 5 viene oscillata davanti e nell’immediata vicinanza dell’ago.
In codesta posizione la distanza tra la pinza per il filo 1 e l’ago deve corrispondere a ca.
3 mm.
–
Allentare le viti di fissaggio 4.
–
A seconda della necessità regolare verso l’alto oppure verso il basso la piastrina di
guida 5.
–
Bloccare nuovamente l e viti di fissaggio 4.
89

12 3
45 6
7
89
90

5.5.4 Movimento di presa d el filo
Portare la pinza per il filo in posizione di presa del filo
Dopo la cucitura del cordoncino sinistro dell’asola, la pinza per il filo 3 dev’essere
orientata nella posizione esatta per poter agganciare con sicurezza il filo superiore.
–
Girare il volantino fino a quando viene terminata la cucitura del cordoncino sinistro
dell’asola ed il volantino viene bloccato.
–
Tramite la manovella fare avanzare per ca. 14 mm la piastra di supporto del
materiale.
A questo scopo misurare la distanza tra il supporto 2 ed il braccio della macchina 1.
Se la distanza misurata è per esempio pari a 21,5 mm, sottraendo i 14 mm si
ottiene una di stanza da rego l are pari a 7,5 mm.
–
Rotando la manovella port are il supporto 2 contro il braccio della macchina 1.
Larghezza d’apertura
Se nella posizi one di presa del filo il magn ete viene azionato manualme nt e, la leva
d’apertura 9 deve scorrere sulla parte anteriore dell’elemento d’apertura 7 ed aprire la
pinza per il filo 3.
La larghezza d’apertura della pinza per il filo deve in questo momento corrispondere a
3 - 3,5 mm.
–
Rotando la vite di regolazione 6 regolare in maniera che, a seconda della
necessità, l’elemento d’apertura 7 si trovi più o meno accentuatamente nel
percorso della leva d’apertura 9.
Posizione della pinza per il filo
Quando la pinza per il filo 3 si trova nella sua posizione bassa ed è aperta, il filo
superiore che deve essere preso dev’essere situato nella mezzeria dell’apertura della
pinza.
–
Regolare la pinza per il filo rotando la vite di regolazione 5.
Attenzione: la vite 5 nella figura è nascosta dalla leva.
Momento di chiusura della pinza per il filo
Il momento di chiusura della pi nza per il filo 3 deve avvenire solo poco pr i ma che il
dispositivo appinzafilo raggiunga la sua posizione più bassa.
Alla fine del movimento d’oscillazione in direzione dell’ago del dispositivo appinzafilo, il
perno 8 deve aver superato durante il suo m ovi m ento il filo su periore per ca. 2 mm.
Il momento della chiusura viene determinato dall’elemento d’apertura 7.
–
Allentare le viti 4.
–
Regolare l’elemento d’apertura 7.
Elemento d’apertura verso l’alto = chiusura anticipata
Elemento d’apertura verso il basso = chiusura ritardata
–
Bloccare nuovamente le viti 4.
–
Controllare il momento di c hi usura facendo scendere lentamente manualmen te il
magnete.
91

5.5.5 Interruttori per il comando del dispositivo appinzafilo per il filo
superiore
b1
b4
ATTENZIONE IMPORTANTE !
Prima d’effettuare il collaudo della mac china, controllare
che tutti gli interruttori della macchina siano regolati come
descritto qui a seguito.
1
Interruttore b4
Qundo l’interruttore b4 viene azionato l’interruttore b1 viene escluso a ponte.
La macchina può essere avviata
sua posizion e finale.
Nella posizione finale il pezzo d’azionamento 1 deve azionare l’interruttore b4 e
mantenerlo azionato.
–
Portare la macchina nella sua posizione finale (consultare il capitolo 2.3).
La posizione f i nale è raggiun ta quando le pinze per il materiale si aprono
automaticamente.
–
Regolare il pezzo d’azionamento 1 situato sotto la piastra per il materiale e
l’interruttore b4 situato sul carter della camma di comando in maniera tale da
ottenere la s ituazione desi derata.
a pinze per il materiale aperte
solo partendo dall a
92

«MDBO»
1b3 2 3 45
Interruttore b3
Dopo la cucitura dello spezzone finale del filo superiore nel cordoncino destro
dell’asola, l’interuttore b3 determina il momento iniziale del movimento di sollevamento
del dispositivo appinzafilo.
Lo spezzone finale del filo superiore dev’ess ere mantenuto pi nzato il più a l u ngo
possibile.
Durante codesta operazione il rollino di commutazione 2 dev’essere sceso dal pezzo
d’azionament o 3 prima che il pezzo di pinzaggio 4 del dispositivo appi nzafilo venga a
toccare il braccetto per le pinze 5.
Ciò corrisponde all’incirca ad una posizione della macchina situata poco prima
dell’inizio dell’esecuzione della goccia (occhiello) dell’asola.
–
Allentare la vite 1.
–
Regolare l’interruttore b3.
–
Bloccare nuovamente l a vite 1.
93

«MDBO»
2b1 b2 1
Interruttore b2
Dopo il taglio del filo superiore, l’interruttore b2 che viene azionato tramite il saltarello
di commutazione 1 determina il momento della discesa del dispositivo appinzafilo.
Il saltarello di commutazione 1 è collegato con lo scorrevole per la regolazione della
lunghezza.
In codesta maniera, regolando la macchina su un’altra lunghezza di cucitura dell’asola,
il punto di commutazione dell’interruttore è automaticamente autoregolato con
esattezza.
–
Poco prima della fine della cucitura del cordoncino sinistro dell’asola girare il
volantino fino a quando esso viene bloccato. Il gruppo di comando degli organi di
cucitura si dis i nnesta.
–
Tramite la manovella girare manualmente in maniera tale che la piastra di supporto
del materiale esegua ancora un percorso di ca. 6 mm.
In codesto momento l’interruttore b2 deve essere azionato dal saltarello 1.
Il dispositivo ap pinzafilo si abb assa.
–
Orientare l’interruttore b2.
–
Se fosse il caso, dopo un c iclo di prova, ricorreggere il m om ento d’azionamento
dell’interruttore.
Il filo superiore dev’essere appinzato dop o che ha superato per ca. 2 mm il perno 2.
94

1
b1
Interruttore b1
L’interr uttore di sic urezza b1 è montato direttam ente sotto il telaio 1 di su pporto delle
pinze.
Esso ha il compito d’impedire che la macchina possa essere inserita se le pinze per il
materiale sono aperte.
–
Quando le pinze per il materiale sono aperte anche l’interruttore b1 deve avere il
contatto ap erto.
Invece quando le pinze per il materiale sono chiuse l’interruttore b1 deve avere il
contatto chiuso.
–
Orientare l’interruttore b1 rispetto al telaio 1 di supporto delle pinze in maniera tale
che le situazioni di commutazione sopra descritte vengano rispettate durante tutto
il movimento d’ avanzam ento della pi astra di supporto del materiale (eseguire il
controllo ponendo il materiale da cucire sotto le pinze).
95

10 b3 7 b5 3 b2 b1
1
13
4
2
b10
5
11 L1 12 6 b4
96

5.6 Montaggio
Attenzione pericolo di ferimento !
Estrarre la spina dalla rete d’alimentazione.
Il montaggio del dispositivo appinzafilo per il filo superiore
dev’essere eseguito solo a macchina disinserita dalla rete
d’alimentaz i one e da personal e specializza to.
5.6.1 Premontaggio del distrib utore di cab lag gio
Le cifre di r i conoscimento applicate sui cavi di raccordo ed i numeri di posi zione
riportati in codesto libretto d’istruzione corrispondono esattamente con i numeri dei cavi
riportati nello schema elettrico di connessione 558 10296 oppure nello schema elettrico
funzionale 558 10295.
–
Installare i cavi 2 e 3 attraverso la canalina 12.
–
Connettere i fili dei cavi ai morsetti più esterni (1 e 4) degli interruttori b1 e b2.
–
Fissare gli interruttori b1 e b2 sulla squadretta 13.
–
Installare i cavi 1 e 4 attraverso la canalina 11.
–
Connettere i fili del cavo 1 sulla spina del magnete 10.
Il morsetto con il simbolo di messa a terra rimane libero.
–
Connettere i fili del cavo 4 sull’interruttore b3 sul morsetto "Normally open" (3) e
sul morsetto "Common" (1).
–
Estrarre i capicorda del cavo di connessione 7 dalle connessioni a l i nguetta nel
distributore di cablaggio L1.
Dato che l’interruttore di prossimità b5 è già saldato, la parte finale del cavo che è
stata staccata dalle sue connessioni dev’essere fatta passare dall’alto attraverso la
canalina 11.
Ad operazione eseguita riconnettere i capicorda sulle connessioni a linguetta
(1 e 5).
–
Connettere i fili del cavo 6 ai morsetti più esterni (1 e 4) dell’interruttore b4.
97

10 b3 7 b5 3 b2 b1
1
13
4
2
b10
5
19 20
11 L1 12 6 b4
11
13
98
14
15
16
17

5.6.2 Posa dei cavi di collegamento
–
Estrarre la manovella 17 dal mozzo dell’albero.
–
Allentare il da do 16 (
–
Allentare il da do 13.
–
Estrarre la ruota per la corsa rapida 15 con il manicotto di trasc i namento 14.
–
Fissare la canalina 11 con i cavi 1, 4 e 7 sulla piastra di copertura.
–
Rimontare la ruota per la corsa rapida 15 e bloccare i dadi 13 e 16.
Regolare la distanza tra i denti in maniera tale che sussista una distanza di 1 mm
(consultare le istruzioni per il servizio della classe 558).
–
Rimontare la manovella 17 e bloccarla.
–
Fissare la squadretta 20 sulla carcassa della macchina so tto le viti 21.
Durante codesta operazione non smontare la bacinella di raccolta dell’olio.
–
Fissare la piastrina triangolare 19 con la distribuzione L1 sulla squadretta 20.
–
Fissare la canalina 1 con la fascetta sulla carcassa della macchina.
–
Posare i cavi 2 e 3 verso destra.
ATTENZIONE IMPORTANTE
: Filetto sinistro).
12
21
20
(la descri zi one continua nella prossima pagina)
99

b1 21 b2
b4
22 23
–
Fissare la squadretta 21 con gli interruttori b1 e b2 sul supporto 22.
–
Montare le fascette per i cavi.
–
Fissare l’interruttore b4 sulla parte esterna dell’allogg iamento della camma di
comando.
–
Assicurare il cavo 6 con una fascetta.
–
Fissare l’elemento d’azionamento 23 per l’interruttore b4 sulla mezzaria della sua
asola sotto la piastra di sup porto per il mater i al e.
100
6

5.6.3 Pannello di co mando
–
Fissare il pannello di comando 2 sotto il piano di lavoro.
–
Posare il cavo 1 partendo dalla distribuzione e portarlo verso il pannello di
comando 2 (spi na b10) e fiss arlo con una fasc et ta al piano di l avoro.
L’installazione del cavo deve avvenire con la testa della macchina ribaltata verso
l’alto.
–
Collegare le connessioni di rete e le connessioni verso il motore secondo le
indicazioni riportate nello schema di connessione.
1
2
ATTENZIONE IMPORTANTE
Dopo aver eseguito tutte le connessioni, l’inserimento del
ciclo di cucitura dev’essere ef fettuato solo se prima son o
state eseguite tutte le regolazioni ed i controlli secondo le
istruzioni riportate nel capitolo 5.5.
101

5.6.4 Montaggio dell’interrut tore b3
Nel gruppo di parti colari sono compresi 2 differenti pezzi di commutazione per le
diverse sottoclassi:
b3
1
2
Sottoclasse Pezzo di commutazione
-221301 , -251301 pezzo di commutazione diritto
-231391 , -241291 pezzo di commutazione fresato
-211241 pezzo di commutazione fresato
–
Allentare e sollevare il carter di copertura 2.
–
Montare di conseguenza il pezzo di commutazione 1 sul basamento della
macchina.
–
Fissare l’interruttore b3 con la squadretta 3 sul carter di copertura 2.
–
Rimontare il c arter di copert ura 2.
–
Regolare l’interruttore b3 (a questo scopo consultare il capitolo 5.3.5).
102
La fresatura dev’essere ulter iormente pronunciata in
profondità.
 Loading...
Loading...