


T able des matières: Page:
Home
Partie 3: Instructions de programmation, classe 550-12-23; -24; -26
Version de programme: 55 02 3A 0 1
1. Généralités
2. Éléments de fonctionnement des touches (Panneau de controle 3)
3. Modes de fonctionnement
3.1 Fonctionnement normal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3.2 Fonctionnement automatique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3.3 Choix de programme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
3.3.1 Choix direct d’un modèle programmé . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
3.3.2 Choix d’un modèle par menu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.3.3 Choix d’élément direct dans un modèle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.3.4 Variations du fronçage d’un modèle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.3.5 Programmes spéciaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4. Fonctions programmables
4.1 Réglages de modèle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
4.2 Réglages d’une étape . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
4.3 Création d’un nouveau modèle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
4.4 Modifications temporaires dans une étape . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
4.5 Mémoriser des modifications dans le programme . . . . . . . . . . . . . . . . . . . . . . . . 11
4.6 Effacer une étape . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
4.7 Insertion d’une étape . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
4.8 Effacer un programme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . . . . 4
5. Multitest à l’aide des touches
5.1 Affichage de la classe de la machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5.2 Affichage de la date du logiciel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5.3 Affichage modification d’entrée . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
5.4 Mise en service de sorties uniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
5.5 Affichage des positions de la pédale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
5.6 Affichage du nombre de tours effectif . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
5.7 Affichage de l’état du compte-tours du donneur de position . . . . . . . . . . . . . . . . . . . 16
6. Réglage des paramètres
6.1 Réglages de base de la machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
6.1.1 Liste des paramètres . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
6.1.2 Degré d’étirement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
6.1.3 Avance du ruban . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
6.1.4 Condensation des points . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
6.1.5 Longueur de base des points . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
6.1.6 Tension supplémentaire du fil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
6.1.7 Position de l’aiguille à l’arrêt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
6.1.8 Position du pied presseur à l’arrêt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13

T able de s mati ères: Pa ge:
6.1.9 Réglage de la vitesse 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
6.1.10 Réglage de la vitesse 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
6.1.11 Réglage de la vitesse 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
6.1.12 Vitesse maximum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
6.1.13 Intensité de la diode DEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6.1.14 Fin de fonction de refroidissement de l’aiguille . . . . . . . . . . . . . . . . . . . . . . . . . 23
6.1.15 Activation du terminal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6.1.16 Actionnement du ruban . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
6.1.17 Cran de sûreté pour la touche de levée haute . . . . . . . . . . . . . . . . . . . . . . . . . . 24
6.2 Paramètres de fonctionnement de la couture . . . . . . . . . . . . . . . . . . . . . . . . . . 25
6.2.1 Liste de paramètres du système de couture . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
6.2.2 Sens de rotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
6.2.3 Nombre de tours 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
6.2.4 Nombre de tours 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
6.2.5 Nombre de tours 30 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
6.2.6 Nombre de tours 40 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
6.2.7 Nombre de tours maximum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
6.2.8 Programmation du nombre de tours . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
6.2.9 Freinage maximum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
6.2.10 Position de démarrage 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
6.2.11 Position de retrait 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
6.2.12 Position de démarrage 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
6.2.13 Position de retrait 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
6.2.14 Position de démarrage 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
6.2.15 Position de retrait 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
6.2.16 Frein de mise à l’arrêt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
6.2.17 Puissance de démarrage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
6.2.18 Puissance de frein 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
6.2.19 Puissance de frein 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6.2.20 P-diviseur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6.2.21 I-diviseur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6.2.22 Angle de dérive . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
6.2.23 Positionnement ciblé . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
7. RESET
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36

1. Généralités
Ces instruct ion s de pro gr a mm at ion c on ti e nn en t d es i n fo rma ti o ns
importantes sur une utilisation sûre, compétente et économique de la
nouvelle gén ér a ti o n d e c o mm an de "
Avantages de la programmation
L’utilisateur peut programmer sans restrictions 999 modèles
programmabl es avec des progr am me s ay a nt j us q u’ à 99 ét ap es .
Nombre maxi des pas: 2650
–
Les longueurs des points de base se laissant choisir: 3, 4, 5, 6 mm.
–
5 différentes valeurs des parcours pour les coutures lisses.
–
Tension-fil supplémentaire à partir d’une certaine valeur de
fronçage
–
Une tension- r ub an supplémentaire pe ut êt r e a j ou té e.
–
31 valeurs de fronçage se laissent choisir.
–
Initialis at i on de to us l e s pa r am èt r es (R es e t) .
–
Tous les paramètres sont réglables par les touches.
–
Il est possible de régler to us l e s paramètres conc e rna nt
l’entraînement par le s to uc h es .
–
Programmation à grande échelle.
–
L’entraînement de la machine est c om ma nd é d i r ec t em en t p ar la
pédale.
DAC
" (Dürkopp Adler Control).
Programmes de réglage et de contrôle
DAC
Le
supervision, le
Un micro-ord i na te ur prend les fonct i on s de c om ma nd e, c on tr ô l e le s
coutures et i n di q ue de s fa ux maniements et l e s dé fa ut s de
fonctionnement.
Les fautes et les résultats des contrôles sont indiqués par une
affichage digital. Au moment d’un fonctionnement sans problèmes il
affiche des inf or m at i on s sur l a mi se en s er vi c e et l es p roc é dé s
concernant les coutures.
Des erreurs d e m an i pu l at i on ou de s dé fa ut s de fo nc t i on ne me nt s on t
interrompus par le système.
Dans des cas déterminés, il faut arrêter l’interrupteur principal au
moment de corr i g er d es e r reu r s po ur d es r a is on s de s éc u ri té .
Une partie des m es s a ge s r el a ti f s au x défauts de fonct i on ne me nt es t
uniquement adressée au personnel spécialisé.
Des programmes spéciaux facilitent des ajustements mécaniques et
rendent possible l’examen immédiat des éléments d’entrée et de sortie.
est équipé d’un système extensif de vérification et
MULTITEST
.
3
2. Eléments de fonctionnement des touches (Panneau de controle 3)
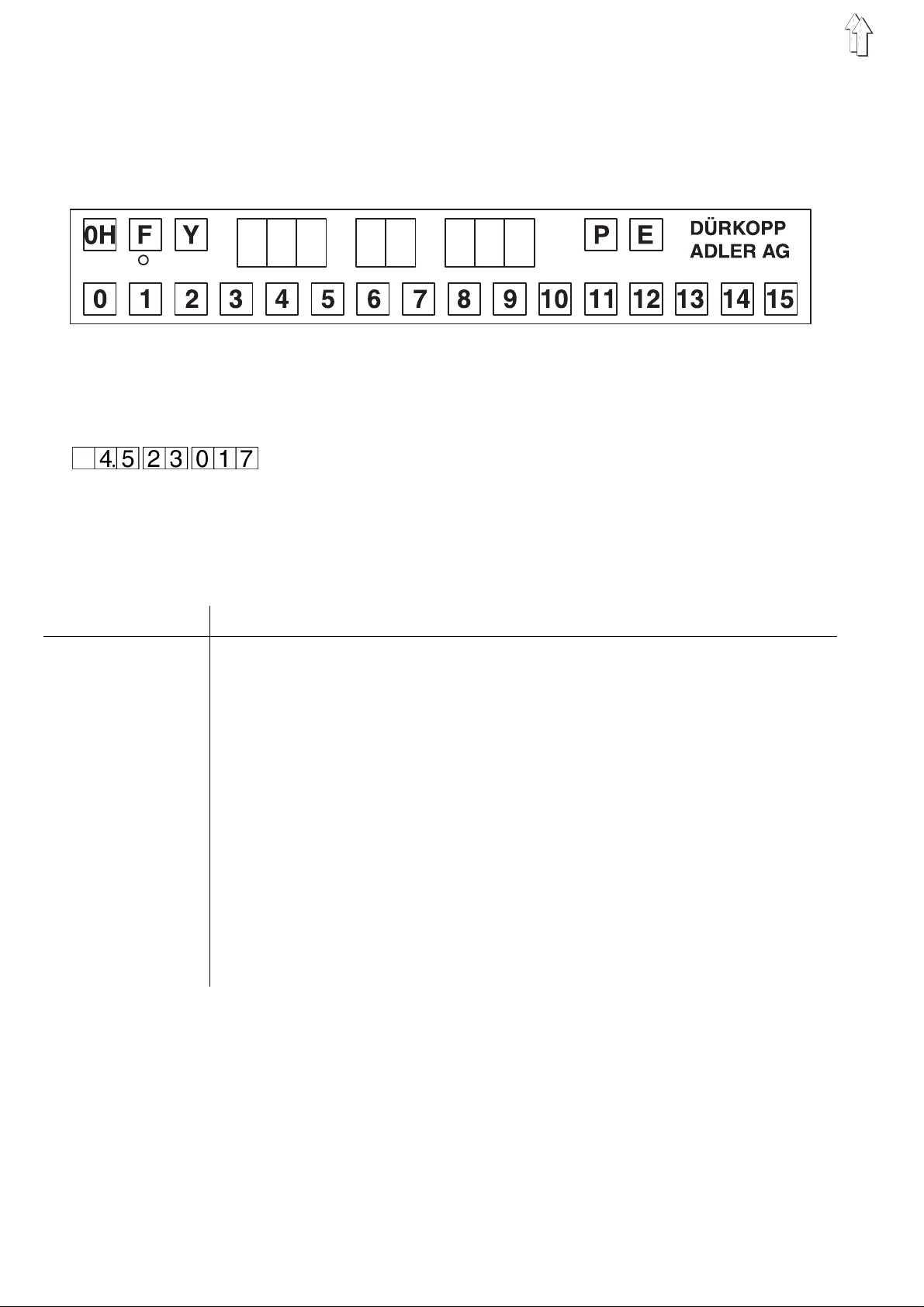
L’entrée et la sortie de données sont effectuées par des touches. Les
données sont visualisées par un affichage digital qui indique 8 chiffres
divisés en 3 blocs.
Affichage
Dans le fonct i on ne me nt normal l’afficha ge i nd i qu e l e s él é me nts
suivants:
3 chiffres à gauche: Indication des valeurs de fronçage
2 chiffres au milieu: Indication de l’étape
3 chiffres à droite: Indication du numéro du modèle
Touches Fonction
1
15
bis
0H
Y
et
Y
et
Y
et
0
F
Y
P
E
F
E
P
Réglage des valeurs de fronçage
Surface 0 avec ruban (couture lisse)
Surface 0H sans ruban (couture rectiligne)
Mettre en service la tension de la bande (la fonction active est signalée par
la diode DEL verte
Fonctions spé c i al e s
Touche de programmation
Entrée des numéros de programmation
Entrée des numéros de l’élément
Enclenche r/déclencher le me nu de s pa r am èt res ( ré gl a ge de ba s e d e l a ma c hi n e).
Enclencher/déclencher les paramètres du moteur de couture.
Enclenche r/déclencher le mo de de pr o gra mmation.
Mise en ou hors service du mode édition
Si un progra mm e d e contrôle ou des mo yen s s em bl a bl e s est ac t i v é,
l’affichage i nd i qu e d es p ara mè tr e s di ve r s .
4
3. Mode de fonctionnement
3.1 Fonctionnement normal (sans programmation)
La séquence s ui v a nt e d e t ou c he s pe rme t d ’ac t i v er l e fo nc t i on ne me nt
normal.
–
Enfoncer la to uc h e "P".
L’affichage indique :
–
Entrer "
Choisir le modèle 0.
ou
–
Maintenir en fo nc é e l a to uc h e "P" et appuyer sur la touche "E".
En fonctionnement normal, les affichages des numéros d’étape et des
numéros d’élément sont arrêtées.
3.2 Fonctionnement automatique
Dans le fonct i on ne me nt automatique les a ffich ages des numéros
d’étape et de s nu mé ros d ’ él é me nt i nd i qu en t l e mo dè l e s é l ectionné et
l’étape activée.
Le système automatique comprend les fonctions suivantes:
–
Exécution automatique
–
Mode de travai l a v ec p r og r am ma ti o n (t each-in) pour la c r éa tion
d’un nouveau modèle
–
Mode éditio n p ou r c ha ng er l e s mo dèles existant s
000
"
L’utilisateur a recours à 998 programmes existants.
Si la carte à mémoire arrive à la limite de sa capacité
d’enregist rem en t , i l fa ut effacer des progr a mm es e nre gi s t r és.
Un programme (modèle) se comp os e d’ u n j u s qu ’à 99 éléments.
Un élément contient entre 1 et 99 séquences d’instructions (étapes).
Toutes les fonctions admissibles peuvent être assignées à un pas
partiel.
La longueur du programme dépend de la capacité de mémoire de la
commande. La ge s tion de la mémoir e d es p r og r am me s est dy n am i qu e.
5
3.3 Choix d’un programme
3.3.1 Choix direct d’un modèle programmé
Si le numéro de modèle n’est pas enregistré, il est possible de l’entrer
directement.
Succession de manoeuvres
–
Enfoncer la touche "P".
L’indication à l’affichage est la suivante:
–
Entrer le numéro de modèle.
L’entrée des numéros se fait par les touches 0 jusqu’à 9. Après
avoir entré le troisième chiffre, l’entrée se termine
automatiquement. Appuyant sur la tou che "E", on peut te rmi n er
l’entrée du numéro de modèle avant d’avoir entré trois chiffres. Si
le modèle est enregistré dans la mémoire, l’indication à l’affichage
est la suivante:
–
Après l’ac ti v a ti o n d ’ un programme, régler l e pa s 01 ap rès 2
secondes.
Le programme fonctionne immédiatement.
Le mode de fonc t i on ne me nt au to ma ti q ue es t mi s e n s e rv i c e.
–
Si le modèl e n ’ es t pa s en reg i s tr é da ns la mémoire, l’affic ha ge
commence à cl i g no te r à g auche. Il faut ma i nt en i r en fo nç é e la
touche "Y" et appuyer la touche "P" afin de préparer la mise en
route d’un nou v ea u p r og ramme (voir chap it re 4. 3) . L’enfonce me nt
de la touche "E" arrête le choix du programme.
6
3.3.2 Choix d’un modèle par menu
Si le numéro de modèle n’est pas enregistré, il est possible de passer
en revue successivement tous les modèles programmés.
Succession de manoeuvres
–
–
Enfoncer la to uc h e "P".
L’indication à l’affichage est la suivante :
Enfoncer la to uc h e "Y".
L’affichage indique le premier programme mémorisé.
Tout enfoncement de l a t ou c he "Y" affiche le nom br e du mo dè l e
suivant dans la liste.
S’il n’y a plus de modèles programmés dans la mémoire,
l’indication à l’affichage est la suivante :
S’il n’y a plus de programmes dans la mémoire, l’indication à
l’affichage est comme suit:
–
Si on veut ch oi s ir l e pro gr a mm e i n di q ué , e nf oncer la touche "E".
L’indication à l’affichage est la suivante.
après 2 secondes environ l’affichage visualise la première étape.
7
3.3.3 Choix d’élément dans un modèle
Dans le fonct i on ne me nt au to ma ti q ue il es t po s si bl e de cho i s i r à t ou t
moment un élé me nt dé te rmi n é d u m od èl e c ho is i .
–
Enfoncer la touche "E".
–
Entrer un nu mé ro d’élément à deu x c hiff res a v ec l e s to uc h es 0
jusqu’à 9. Le numéro est indiqué dans l’affichage du numéro
d’élément.
Après l’entrée du second chiffre le premier numéro d’étape de
l’élément es t i nd i qu é.
Si cet élément n’existe pas, on est relégué à nouveau à l’étape ’E’.
Observation
Après avoir fait le choix direct d’un élément dans un modèle
programmé, un i qu em en t l e s ét ap es d e c e t é l ém en t s o nt ex é cutées. La
première éta pe de l ’ élément en questi on du mo dèle activé est
affichée. Tout enfoncement de la commande manuelle guide
l’utilisateur d’une étape aux suivantes jusqu’à la fin de l’élément ou du
modèle. Ensu i te on r ec o mm en c e a ut om at i qu em en t p ar l a première
étape de l’é lém ent.
On peut arrêt er l e fo nc t i on ne me nt normal du progra mm e u ni q ue me nt
par le choix d ’ un au tr e pr o gra mm e.
3.3.4 Variations du fronçage d’un modèle
Pour l’adaptation des valeurs de fronçage aux tissus différents dans le
même modèle, on pe ut v ari e r l es v a l eu r s de fronçage par + 1, 0 e t - 1 ,0
respectivement (offset de la valeur de fronçage). Il ne s’agit que d’un
réglage momentané qui est annulé au moment de mettre en service la
tension et de choisir un autre modèle.
Arrêt de l’offset de la valeur de fronçage
–
Enfoncer la touche "P" et appuyer s u r l a t ou c he "0".
L’affiche indique le me ss ag e s u i vant :
Offset de la valeur de fronçage -1,0
–
Enfoncer la touche "P" et appuyer e n p l us la touche "7".
L’indication à l’affichage est la suivante :
Offset de la valeur de fronçage +1,0
–
Enfoncer la touche "P" et appuyer e n p l us la touche "8".
L’indication à l’affichage est la suivante :
3.3.5 Programmes spéciaux
8
Programme 999
Moyennant ce programme, la machine sera transformée en une
machine avec rasage des bords, sans entrer les valeurs de fronçage.
La vitesse maxi sera augmenté à 3500 t/min.
Les touches pour les valeurs de fronçage n’auront aucune fonction.

4. Fonctions programmables
Tout programme (=modèle) mémorise le réglage de la machine qui est
décrit dans le c h ap i tr e s uiv a nt . L e ré gl a ge du mo dèle doit être ré al i s é
avant de mett re e n s e r v ic e l e mo de de pr o grammation.
4.1 Réglage de modèle
La programmat i on d’ u n m od èl e es t l i ée au rég l ag e d e l a ma c hi n e q ui
comprend les valeurs suivantes:
–
CRC (somme de vérification) de modeèle
–
Longueur de bas e du po i nt ( 3, 4, 5, 6 mm) (voir cha pi t r e 6 .1 .5 )
–
Degré d’étir e me nt (0- 5 ) (v oi r c h ap i tr e 6. 1. 2)
–
Valeur de départ du fronça ge po ur une augmentatio n d e l a te ns i o n
de la bande
(0-15) (voir chapitre 6.1.6)
–
Condensation des points en règ l e g én ér a l e o ui o u n on ( voi r
chapitre 6. 1. 4)
–
Avance de la bande disponible ou arrêtée (voir chapitre 6.1.3)
–
Mécanisme de l’avance de la bande disponible / arrêté
(voir chapitre 6.1.16)
–
Numéro d’étap es d ’ un mo dè l e
–
Numéro de modèle
4.2 Réglage d’une étape
Toute étape mémorise les réglages suivants:
–
Valeur de fronçage (0-15) incluant les demi-valeurs
–
Tension de la bande supplémentaire mis en ou hors service
–
Surface 0H av e c l a b an de / s a ns l a ba nde
–
Levage en posi t i on ha ut e oui / non
–
Condensation du point mise en ou ho r s s er vi c e
–
Signalisa ti o n d e l a fi n d’un élément
9
4.3 Création d’un nouveau modèle
Avant la création d’un nouveau modèle il faut impérativement entrer
les paramètres spécifiques au modèle (voir chapitre 4.1).
–
Enfoncer la touche "P".
–
Entrer le numéro de programme à 3 chiffres.
L’affichage de gauche doit clignoter.
S’il ne clignote pas, c’est que le programme choisi est déjà
disponible.
–
Maintenir la touche "Y" et appuyer sur la touche "P".
A l’affichage central il apparaît "01".
Les points à l’affichage central clignotent.
–
Entrer la va l eu r de fro nç a ge en appuyant sur une des touches de 0
à 15.
Activer d’é v en tu el l e s fo nctions suppléme ntaires de l’ét ap e e n
appuyant sur une des touches suivantes :
- F : Tension supplémentai r e du r ub an
0H/0
-
- Levage haut
- Condensation des points
: 0H - Surface av e c / sa ns r u ba n
–
Quand il faut programmer une fin d’élément, appuyer sur la
touche "E".
Il apparaît à l’affichage :
–
Utiliser la commande manuelle.
La valeur ent r ée est mémorisée.
La valeur su iv an te pe ut être entrée.
–
Cette succession de programmation va se poursuivre jusqu’à
l’étape 99. E nsu i te , l e mo de de programmat ion se termine
automatiquement.
–
Si le programme a moins de 99 étapes, achever le mode de
programmati on en ma i nt en an t l a to uc h e "Y" et en appuyant sur la
touche "P".
Procès d’id en ti f i c at i on de l a f i n d ’ un pro gr a mm e, c ’ es t à d i re q ue Ia
lettre "e", entrée, sera transformée en "E" dans le dernier pas.
Le display présentera le premier pas du nouveau programme.
Le modèle est m ai n te nant mémorisé e t o n l e cho i s i t p ou r le
fonctionnement automatique .
10
4.4 Modifications temporaires dans une étape
Caque fonction dans une étape peut être modifiée à volontée. Cette
modificati on n’ e s t v a li de qu e pour le program me en qu es t i on . L or sq ue
l’on quitte cette étape, ces modifications ne sont pas mémorisées. On
peut égaleme nt mo di f i er l e s pa r am èt r es.
–
Appuyer sur la touche de la valeur de fronçage désirée.
La nouvelle valeur de fronçage apparaît à l’affichage gauche.
A la prochaine utilisation du programme, c’est l’ancienne valeur qui
sera à nouveau valide.
4.5 Mémoriser des modifications dans le programme
S’il faut modifier le programme pour longtemps, procéder comme suit :
–
Choisir le pa s qu i do i t ê tre c ha ng é.
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "P".
On bascule en mo de éd i ti o n.
Les valeurs décimales à l’affichage de l’étape clignotent.
4.6 Effacer une étape
–
Entrer la no uve l l e v a l eu r de fr o nç a ge .
–
Entrer d’éventuels nouveaux paramètres, comme par exemple une
tension sup pl é me nt ai r e de fi l .
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "P".
Tout le programme es t mé morisé.
Le programme se poursuit avec l’étape modifiée.
Dans le mode éd i ti o n l e s ét ap es u ni q ue s pe uv e nt êt r e e ffacées.
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "P".
On bascule en mo de éd i ti o n.
Les valeurs décimales à l’affichage de l’étape clignotent.
–
Maintenir la touche "Y" et maintenir la touche "P" et la touche "E"
environ 2 secondes.
L’étape affichée s’efface.
Les étapes suivantes suivantes sont décalées d’une place vers
l’avant.
–
Si on lâche t ou te s l es t ou c he s, l’ é ta pe qui reste à cette pl a c e
affichera ses données.
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "P".
Le mode d’édition sera débrayé.
11

4.7 Insertion d’une étape
En mode édit ion des étapes iso l ée s pe uv e nt êt r e a j ou té es .
–
Maintenir la touche "Y" et appuyer sur la touche "P".
On bascule en mode édition.
Les valeurs décimales à l’affichage de l’étape clignotent.
–
Maintenir la touche "Y" et appuyer sur la touche "E".
On ajoute une é tape au modèle.
On procède directement par les touches.
Afin de signaliser la nouvelle étape l’affichage de la valeur de
fronçage reste sombre.
–
Le pas précédant sera déplacé en arrie‘re.
–
Entrer une nouvelle valeur de fronçage.
–
Entrer d’é ven tu el s n ou v ea ux p ara mètre, comme par e x em pl e un e
tension supplémentaire de fil.
–
Maintenir la touche "Y" et appuyer sur la touche "P".
Le mode d’édition sera débra y é.
4.8 Effacer un programme
Si l’on doi t e ffac er u n programme acti v é, on pe ut do nc l e fa i r e a vec l e s
touches suivantes:
–
Maintenir la touche "Y" et appuyer sur les touches "P" et
L’affichage suivant apparaît avec un numéro de mod èl e qu i
clignote.
–
Il faut maintenir 2 secondes les touches, le numéro de modèle
s’éteint alors. Après avoir lâché to utes les touches, on est ramené
à l’entrée du nu mé r o d e m od èl e .
–
Le numéro du modèle sera indi q ue pa r l a lumière cligno ta nt e
pendant 10 se con des.
Un nouveau numéro du modèle se laisse entrer.
–
Sans entrer u n n ou v ea u n um éro du modèle le pro gra mm e
retournera au mode de travail normal.
"E"
.
12

5. Multitest à l’aide des touches
Le mode test s’ a c ti v e si l ’ on ma i nt i en t a pp uy é e l a to uc h e "Y".
On peut choisir les programmes test suivants :
1. Affichage de la classe de la machine
2. Affichage logiciel da te
3. Modification des en tr é es
4. Mise en service de s orties uniques
5. Affichage des positi on s de l a p éd al e
6. Affichage du nombre de to ur s e ffec ti f
7. Affichage de l’état du c o mp te - to ur s ( p os i t i on )
Succession des manoeuvres
–
Lors de la mise en service de la machine à coudre, maintenir la
touche "Y".
Le mode test se met en marche.
Il apparaît l’afficha ge sui v a nt :
–
Lâcher la touche "Y".
Le premier a ffich ag e de test apparaît.
–
Par chaque frappe de la touche
test supplé me ntaire.
Après le 7è me pro gr a mm e t es t , l e pr e mi e r r ev ie nt à nouveau.
–
Le programme t es t s era te r mi n é p ar le déclenchement et
enclenchement.
"Y"
, on enclenc he un pr o gr a mm e
5.1 Affichage de la classe de la machine
Dans ce progra mm e test on ne peut pas entrer des do nn ée s . S e ul e l a
classe de la machine s’affiche, comme par exemple :
Succession de manoeuvres
–
Mise en fonct i on du mo de te s t ( v o ir c ha pi t re 5 ) .
–
Avancer jusqu’au programme souhaité en frappant la touche "Y".
5.2 Affichage logiciel date
Dans ce progra mme test on ne peut pas entrer des do nn ées. Seule la
date du logic i el s ’ a ffic h e, pa r ex e mp l e :
Succession de manoeuvres
–
Mise en fonct i on du mo de te s t ( v o ir c ha pi t re 5 ) .
–
Avancer jusqu’au programme souhaité en frappant la touche "Y".
13

5.3 Affichage des modif ications d’entré e
Dans ce progra mm e test on contrô le toutes les ent rées. L’affichage
montre toute mo di f i cation d’une entr é e.
N° Descriptif
1 Manette cond en s at i on de s po ints
2 Manette ciseau vertical
3 Manette modification du levage
4 Manette aiguille en position haute
5 Commutateur de réglage de vitesse 2600
6 Commutateur de réglage de vitesse 2380
7 Commutateur genouillère pour interruption du fronçage
9Etape suivante
14 Commutateur ava nc e du r ub an
15 Commutateur dé pl a cem ent du ruban vers l ’ arr ière
16 Contrôleur de ru ba n
Succession de manoeuvres
–
Mise en fonction du mode test (voir chapitre 5).
–
Avancer jusqu ’ au pr o gra mme souhaité en f r ap pa nt l a t ou c he "Y".
–
Faire une entrée manuellement.
Il apparaît à l’affichage par exemple :
14
5.4 Mise en service de sorties uniques
Dans ce progra mm e test toutes le s en tré es p eu v en t ê tr e mi ses en
service séparément. La modification d’une manette apparaît à
l’affichage.
N° Descriptif
1 Levage du pied p r es seur
2 C lapet magnétique tension du fil
3 Clapet magnét i qu e d u c i seau vertical
4 C lapet magnétique modification du levage
5 C lapet magnétique tension du ruban
6 R efroidissement de l’aiguille
9 Clapet magnét i qu e a v an c e d u ru ban / soufflage
10 Clapet magn ét i qu e b l oc a ge du r ub an
11 Clapet ma gn étique ciseaux du r ub an
13 Diode DEL de cond en s at i on de s points
14 Diode DEL pour ciseau vertical
15 Diode DEL pour condensation des points
20 Cylindre multi-position II position 1
21 Cylindre multi-position II position 2
22 Cylindre multi-position II position 4
23 Cylindre multi-position II position 8
24 Cylindre multi-position II position 16
25 Cylindre multi-position I position 16
26 Cylindre multi-position I position 8
27 Cylindre multi-position I position 4
28 Cylindre multi-position I position 2
29 Cylindre multi-position I position 1
Succession de manoeuvres
–
Mise en fonct i on du mo de te s t ( v o ir c ha pi t re 5 ) .
–
Avancer jusqu’au programme souhaité en frappant la touche "Y".
–
Par la touche "P" on peut passer en revue les sorties.
–
Par les touches 0 à 9 on peut chois i r dir e c te me nt de s s ort i es
isolées.
–
Appuyer sur la touche "E".
Le commutat eu r passe directem en t à l a p os i t i on sou haitée pour la
sortie choisie.
Il apparaît à l’affich ag e p ar e x em pl e :
15
5.5 Affichage des positions de la pédale
Par ce test on peut vérifier si la pédale transmet correctement toutes
les positi on s au moteur EFKA.
Succession de manoeuvres
–
Mise en fonction du mode test (voir chapitre 5).
–
Avancer jusqu ’ au pr o gra mme souhaité en f r ap pa nt l a t ou c he "Y".
–
Appuyer sur la touche "E".
Il apparaît à l’affichage :
–
Placer la pédale dans la position voulue.
Selon la position de la pédale il apparaît à l’affichage une des
valeurs suivantes:
Affichage Position
-2;-1 P éd al e en ar ri è r e
0 Position hors service
1 Pédale lég èr e me nt v ers l ’ a vant
...
13 Pédale à fo nd ver s l’ a v an t
5.6 Affichage du nombre de tours effectif
Par ce test on contrôle le nombre de tours du moteur.
Succession de manoeuvres
–
Mise en fonction du mode test (voir chapitre 5).
–
Avancer jusqu ’ au pr o gra mme souhaité en f r ap pa nt l a t ou c he "Y".
–
Appuyer sur la touche "E".
Le moteur démar r e et s e m et en s uite en position 1.
–
A l’aide de la pédal e, pro gr a mm er le nombre de tour s du moteur.
Il apparaît à l’affichage par exemple :
5.7 Affichage de l’état du compte-tours du donneur de position
Par ce test o n p eu t v é ri fi e r l’ ét at du compte-tou r s du do nneur de
position de l’aiguille.
Succession des manoeuvres
–
Mettre la mac h i ne en fo nc t i on te s t ( vo i r e chapitre 5)
–
Frapper sans c e ss e l a to uc h e "Y" jusqu’à l’obtention du
programme rec he r c hé
–
Appuyer sur la touche "E".
Le moteur est ainsi enclenché et se met ensuite en position 1 .
Par la pédale ou manuellement on peut maintenant tourner le bras
de transmission.
On peut lire la position à l’affichage.
16
6. Instauration des paramètres
6.1 Réglages de base de la machine
L’entrée des paramètres de base ne peuvent se faire qu’après arrêt du
moteur de la machine à coudre et serviront à tout mode de
fonctionnement.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "F".
Les paramètr e s du menu s’affiche nt .
–
Appuyer brièvement sur la touche "Y"
A chaque fois un paramètre supplémentaire va se mettre en
fonction.
–
Maintenir fermement la touche "Y" et appuyer s u r l a t ou c he "F".
Le paramètre menu va disparaître.
6.1.1 Liste des paramètres
N Nom Valeurs Valeur
initiale
0CRC 0-255 0
1réservé 0
2 Degré d’étir em en t 0-5 0
3 Avancement du ru ba n 0-1 0
4 Condensatio n d es p oints 0-1 0
5 Longueur de bas e d u p oi n t 3,4,5,6, 5
6 Tension supplementaire du fil 0-15 4,0
7 Position d’arrêt de l’aiguille 1-2 1
8 Position d’arrêt du pied presseur 1-2 1
9 Limite de la v i te s se 1 100-10000 1500
10 Limite de la vitesse 2 100-10000 2000
11 Limite de la vitesse 3 100-10000 2500
12 Nombre de tours maximum 100-10000 3000
13 Puissanc e d ’éc l a i rage, diodes
lumineux (LED’s) 0-15 8
14 Rètard au de él a nchement du
refroidissement de l’aiguille (*10 ms) 0-10000 200
15 Libérer le domaine de
fonctionnement du panneu de 0-1 0
controle 1
16 Fonctionne me nt de l a b an de 0 - 1 0
17 Hauteur de levage 0-1 0
17
6.1.2 Degré d’étirement
Ici on ajuste la valeur de parcours pour les coutures lisses dans les
tissus fins.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "F".
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he "Y", se déplac er j u s qu ’ au
paramètre so uh ai t é.
–
Appuyer sur la touche correspondant au degré d’étirement
souhaité.
Touche 0 : Degré d’étirement 0
Touche 1 : Degré d’étirement 1
Touche 2 : Degré d’étirement 2
Touche 3 : Degré d’étirement 3
Touche 4 : Degré d’étirement 4
Touche 5 : Degré d’étirement 5
Pour les coutures lisses ( "0" ou bien "OH") , l’affichage du degré
d’étirement s’inscrit.
6.1.3 Avancement du ruban
Par ce paramètre on met hors ou en service l’avancement du ruban.
Si, en le cas de la 550-12-26, toutes les coutures doivent être
produites avec ruban, débrayer l’avancement transport du ruban.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "F".
Les paramètres du menu s’affichent.
–
Avancer par une frappe répétée de la touche "Y" jusqu’au
paramètre ch oi si .
–
Appuyer sur la touche correspondant au choix voulu d’avance du
ruban.
Touche 0 : L’avance est mis e ho rs fo nc t i on
Touche 1 : L’avance est mis e en fo nc t i on
18

6.1.4 Condensation des points
Par ce paramètre on détermine comment la co nd en s at i on de s po ints
va être mise en service.
Paramètre = 0 : La condensation des point s pe ut êt r e m is en s er vi c e
ou hors serv i c e p ar l a to uc h e " C on de ns a ti o n d es
points".
Paramètre = 1 : La condensation des point s , d an s l e c a s de s cou t u res
lisses, e st t oujours en fonct i on . L a t ouche
"Condensation des points" n’a pas de fonction.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "F".
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche "Y" se déplac er j u s qu ’ au
paramètre souhaité.
–
Appuyer sur la touche correspondant à la condensation des points.
Touche 0 : La conden sat i on de s po i nt s n’ e s t p as en fonction. Il p eu t
être activé par la touche "Condensation des points" dans
le cas de coutures lisses.
Touche 1 : La fonctio n " Condensation d es p oi n ts " est toujours en
fonction dans le cas de coutures lisses.
6.1.5 Longueur de base du point
La condensation des points ne s’effectue que pour les coutures lisses.
Par ce paramètre on détermine la longueur d e b ase du point. On peut
la régler de 3, 4, 5 ou 6 mm.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "F".
Les paramètr e s du menu s’affiche nt .
–
Par une pression répétée de la touche "Y" arriver jusqu’au
paramètre souhaité.
–
Appuyer sur la touche correspondant à votre choix.
Touche 3 : Longueur du point 3 mm
Touche 4 : Longueur du point 4 mm
Touche 5 : Longueur du point 5 mm
Touche 6 : Longueur du point 6 mm
19
6.1.6 Tension supplémentaire du fil
Par ce paramètre on détermine à p ar t i r de qu el t au x de fro nç a ge on
doit mettre en fo nc t i on ne me nt l a t en s ion s up pl é me nt ai re du fi l .
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "F".
Les paramètres du menu s’affichent.
–
Par une press i o n r é pé té e d e l a to uc h e "Y" arriver jusqu’au
paramètre so uh ai t é.
–
Appuyer su r l a t ou c he de fr o nç a ge à p artir de laquell e l a te ns i o n
supplémentai r e du fi l p eu t ê tr e dé c len c hé e.
Touche 1: Depuis l’indice de fronçage 1
jusqu’à
Touche 15:L’indice de fronçage 15
6.1.7 Position de l’aiguille à l’arrêt de la machine
Par ce paramètre on détermine la position de l’aiguille lors de
l’interruption de fonctionnement de la machine.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "F".
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he "Y" se déplacer jusqu’au
paramètre so uh ai t é.
–
Appuyer sur la touche correspondant à la position souhaitée de
l’aiguille.
Touche 0 : Aucu n positionneme nt
Touche 1 : Posi t i on 1 ( b as se )
Touche 2 : Posi t i on 2 ( h au te )
Touche 3: Posi t i on au po i nt mort EFKA
6.1.8 Position de la tête de couture lors de l’arrêt
Par ce paramètre on détermine la position du pied presseur lo rs qu e l a
machine stop pe .
Succession de s ma no eu v r es
–
Maintenir la touche "Y" et appuyer sur la touche "F" .
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he "Y" arriver jusqu’au paramètre
souhaité.
–
Appuyer sur la touche correspondant à la position souhaitée du
pied presse ur.
Touche 1 : Posit i on 1 ( b as se )
Touche 2 : Posit i on 2 ( h au te )
20
6.1.9 Réglage de la vitesse 1
6.1.10 Réglage de la vitesse
Par ce paramètre on détermine le réglage de la vitesse 1
L’affichage du réglage de la vitesse est à multiplier par 10. Seuls les
trois premiers chiffres de l’indice s’inscrivent.
(par exemple v i t es s e 10 00 -aff ic ha ge 10 0)
Succession des instructions
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "F"
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche "Y" obtenir le paramètre
souhaité.
–
Communiquer la v i te ss e à l’ ai d e d es t ou c he s 0 ju s qu ’ à 9 .
Après la frappe du troisième chiffre la donnée sera
automatiqu em en t e nr e gi strée.
S’il y a moins de trois chiffres, terminer par la touche "E".
Par ce paramètre on détermine la vitesse du réglage de vitesse 2.
On doit multiplier par 10 l’affichage du réglage de la vitesse. Seuls les
trois premiers chiffres de l’indice doivent être programmés.
(par exemple : nombre de tour s 10 00-affichage 100).
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "F".
Affichage des paramètres du menu.
–
Par une frappe répétée de la touche "Y" parvenir jusqu’au
paramètre souhaité.
–
Donner la vitesse par l’intermédiaire des touches 0 à 9.
Après l’entrée du troisième chiffre la programmation est faite
automatiquement.
S’il y a moins de trois chiffres, finir par la frappe de la touche "E".
21

6.1.11 Réglage de la vitesse 3
6.1.12 Vitesse maximum
Par ce paramètre on détermine la vitesse du réglage de la vitesse 3.
On doit multiplier par 10 l’affichage du réglage de la vitesse. Il suffit
d’entrer les trois premiers chiffres de l’indice de vitesse.
(par exemple : nombre de tour s 10 00-affichage 100).
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "F".
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he "Y" parvenir jusqu’au
paramètre so uh ai t é.
–
Donner à l’aide des touches 0 à 9 la vitesse.
Après le troisième chiffre, la donnée est enregistrée
automatiquement.
S’il y a moins de trois chiffres, finir par la touche "E".
Par ce paramètre on détermine la vitesse ma x i mu m.
Il faut multiplier par 10 le réglage de la vitesse affiché. Ne donner que
les trois premiers chiffres de l’indice de vitesse.
(par exemple : nombre de tour s 10 00-affichage 100)
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "F".
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he "Y" parvenir jusqu’au
paramètre so uh ai t é.
–
Donner la vitesse à l’aide des touches de 0 à 9.
Après l’entrée du troisième chiffre, la donnée s’enregistre
automatiquement.
S’il y a moins de trois chiffres, finir en tapant la touche "E".
22

6.1.13 Intensité de la diode DEL
Par ce paramètre on détermine la puissance de l’éclairage de
l’affichage DEL.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "F".
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche "Y" parvenir jusqu’au
paramètre souhaité.
–
Choisir la to uc h e c o r res p on da nt au degré d’éclairage souhaité.
Touche 1: Ecla i r ag e m i nimum
jusque
Touche 15: Eclairage maximum
6.1.14 Fin de fonction de refroidissement de l’aiguille
Par ce paramètre on détermine le temps mis par l’aiguille pour
terminer son r e fr o idi s s e me nt .
L’unité de mesure donn ée c orr e spond aux unités de te mp s, une unité
de temps correspond à 10 ms.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "F".
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche "Y" parvenir jusqu’au
paramètre souhaité.
–
Entrer l’indice de refroidissement de l’aiguille à l’aide des touches
0 à 9. Après l’ en tré e de s tr oi s pr e mi e rs ch i ffres , l a do nn ée
s’enregist r e a ut om atiquement.
S’il y a moins de trois chiffres, finir en tapant la touche "E".
6.1.15 Activation du terminal
Par ce paramètre on peut éven tu el le me nt ac t i v er l e pa nn ea u d e
controle 1 (écran).
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "F".
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche "Y" parvenir jusqu’au
paramètre souhaité.
–
Taper la touche co r res p on da nt e :
Touche 0: Inactivation
Touche 1: Activation
23

6.1.16 Actionnement du ruban
Par ce paramètre on détermine la mise ou non en service du
mécanisme d’ a v an ce du ruban et du co nt r ôle ur d e r u ba n.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "F".
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he "Y" parvenir jusqu’au
paramètre so uh ai t é.
–
Appuyer sur la touche correspondante :
Touche 0: aucune a v an c e d e ru ba n ( 5 50 - 12 -23 ; - 2 4)
le contrôle ur d e r u ba n n ’ es t pa s en s erv i ce
Touche 1: avec avance de ruban (550-12-26)
le contrôleur de ruban est en service, s’il faut coudre
avec un ruban.
6.1.17 Cran de sûreté pour la touche de levée haute
Par ce paramètre on détermine comment la touche de levée haute doit
être positi on né e.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "F".
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he "Y" parvenir jusqu’au
paramètre so uh ai t é.
–
Choisir la touche correspondante à la fonction souhaitée :
Touche 0: Fonctionnement de la touche
Touche 1: Fonction avec cran de sûreté
24

6.2 Paramètres de fonctionnement de la couture
La signific a ti o n e t l e j eu de s fo nctions des param èt r es is o l és d oi t
fonctionner séparément du système de fonctionnement de la couture.
ATTENTION!
Les modific at i on s ne do i vent être apporté es que par du person ne l
qualifié et spécialisé en ce domaine.
Après la modification de ces paramètres il faut redémarrer le système
de commande, af i n q ue to ut es c e s tr a ns f or m at i on s s oi e nt op ér a nt es .
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "E".
Il s’affiche alors ceci :
Les paramètres du fonctionnement du système de couture peuvent
être affichés et modifiés.
–
Appuyer brièvement sur la touche "Y".
A chaque fois un paramètre va s’initialiser.
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "E".
On retourne ainsi en mode normal.
6.2.1 Liste de paramètres du système de couture
N° No m Indice
0CRC 0
1réservé 0
2 sens de l a ro ta ti o n 0
3 nombre de tours 10 1000
4 nombre de tours 20 2000
5 nombre de tours 30 3000
6 nombre de tours 40 4000
7 nombre de tours maximum 3000
8 pos it io nnement du nombre de to ur s 500
9 freinage maximum 25
10 position 1 de piq ua ge 10
11 pos iti o n 1 de r et r ai t 30
12 position 2 de piquage 160
13 position 2 de ret rai t 180
14 position 3 de piquage 430
15 position 3 de ret rai t 470
16 position de frein d’arrêt 5
17 position de démarrage 32
18 position de freinage 1 10
19 position de freinage 2 250
20 diviseur-P 1
21 diviseur-I 160
22 angle de dérive 0
23 positionnement ciblé 0
Standard
25

6.2.2 Sens de rotation
6.2.3 Nombre de tours 10
Par ce paramètre on détermine dans quel sens le système de couture
doit tourner.
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "E".
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he "Y" parvenir jusqu’au
paramètre so uh ai t é.
–
Appuyer sur la touche correspondante au sens de rotation
souhaité :
Touche 0: vers la dr o ite
Touche 1: vers la ga uc h e
Par ce paramètre on peut programmer le nombre de tours 10.
Il faut multiplier le nombre de tours affiché par 10.
Il suffit de donner les trois premiers chiffres de l’indice.
(par exemple : nombre de tour s 10 00 - affichage 100)
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "E".
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he "Y" s’avancer jusqu’au
paramètre so uh ai t é.
–
Entrer le n om bre de to ur s souhaité à l’ai d e d es t ou c he s 0 à 9.
Après l’entrée des trois premiers chiffres, les données sont
enregistrées a ut omatiquement.
S’il y a moins de trois chiffres, finir en tapant la touche "E".
26

6.2.4 Nombre de tours 20
6.2.5 Nombre de tours 30
Par ce paramètre on détermine le nombre de tours 20.
Il faut multiplier par 10 le chiffre affiché. Il suffit d’entrer les trois
premiers chiffres.
(par exemple : nombre de tour s 10 00 - affichage 100)
Succession de s ma no eu v r es
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "E".
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche "Y" parvenir jusqu’au
paramètre souhaité.
–
Entrer le nombre de tours souhaité à l’aide des touches 0 à 9.
Après l’entrée des trois premiers chiffres, les données sont
automatiqu em en t e nr e gi strées.
S’il y a moins de trois chiffres, finir par la touche "E".
Par ce paramètre on détermine le nombre de tours 30.
Il faut multiplier le chiffre du nombre de tours affiché par 10. Il suffit
d’entrer le s tr o i s pr e mi e r s c hi ffr es.
(par exemple : nombre de tour s 10 00 - affichage 100)
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer s u r l a t ou c he "E".
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche "Y" parvenir jusqu’au
paramètre souhaité.
–
Entrer le nombre de tours souhaité à l’aide des touches 0 à 9.
Après l’entrée du troisi èm e c h i ffre, l e s do nn ée s s on t e nregistrées
automatiqu em en t.
S’il y a moins de trois chiffres, finir par la touche "E".
27

6.2.6 Nombre de tours 40
Cet indice est momentanément utilisé par le système de couture de
EFKA pour le réglage de la vitesse. Cet indice se change donc à partir
du programme d e c o mm an de .
Par ce paramètre on détermine le nombre de tours 40.
Il faut mult i pli e r pa r 10 le nombre de to urs a ffic h é. O n n e t i en t c o mp te
que des trois premiers chiffres de l’indice.
(par exemple : nombre de tour s 10 00 - affichage 100).
Succession des manoeuvres
–
Maintenir la touche "Y" et appuyer sur la touche "E".
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he "Y" parvenir jusqu’au
paramètre so uh ai t é.
–
Entrer le n om bre de to ur s souhaité à l’ai d e d es t ou c he s 0 à 9.
Après l’entrée du troisième chiffre, les données sont
automatiquement enregistrées.
S’il y a moins de trois chiffres à entrer, terminer en appuyant sur la
touche
"E"
.
6.2.7 Nombre de tours maximum
Par ce paramètre on détermine le nombre de tours maximum.
Le nombre de t ou rs ma x i mu m a ffich é e s t à mu l ti p l i er p ar 1 0. S eu l s l es
trois premiers chiffres doivent être donnés.
(Par exemple : nombre de tours 1000 - affichage 100).
Succession des manoeuvres
–
Maintenir la touche
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he
paramètre so uh ai t é.
–
Entrer le n om bre de to ur s souhaité à l’ai d e d es t ou c he s 0 à 9.
Après l’ent ré e d u t r oi s iè me chiffre les donn ée s s on t
automatiquement enregistrées.
S’il y a moins de trois chiffres à entrer, terminer en appuyant sur la
touche
"E"
.
"Y"
et appuyer sur la touche
"Y",
"E"
.
parvenir jusqu’au
28

6.2.8 Programmation du nombre de tours
Par ce paramètre on détermine la programmation du nombre de tours.
Il faut mult i pli e r pa r 10 le nombre de to urs p r og ram mé qui apparaît à
l’affichage.( Par exemple : no mb re d e t ours 1000 -afficha ge 10 0) .
Succession des manoeuvres
–
Maintenir la touche
Les paramètr e s du me nu s ’ affi che nt .
–
Par une frappe répétée de la touche
paramètre souhaité.
–
A l’aide des touches 0 à 9 en tr e r l e n om br e de to ur s so uh ai t é.
Après l’entrée du troisi èm e c h i ffre, l e s do nn ée s s ’enregistrent
automatiqu em en t.
S’il y a moins de trois chiffres, terminer l’entrée des données par la
frappe de la t ouche
6.2.9 Freinage maximum
"Y"
et appuyer su r l a t ouche
"Y"
"E"
.
"E"
.
parvenir jusqu’au
Par ce paramètre on peut programmer le nombre de tours lié au degré
de freinage.
Il faut multiplier le degré de freinage affiché par 10. Seuls les trois
premiers chiffres de l’indice doivent être entrés. (Par exemple :
nombre de tou rs 10 00 - affi cha ge 100).
Succession des manoeuvres
–
Maintenir la touche
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche
paramètre souhaité.
–
A l’aide des touches 0 à 9, entrer le nombre de tours souhaité.
Après l’entrée du troisième chiffre les données s’enregistrent
automatiquement.
S’il y a moins de trois chiffres, terminer l’entrées des données en
appuyant sur la touche
"Y"
et appuyer su r l a t ouche
"Y"
"E"
.
"E"
.
, parvenir j us q u’ a u
29

6.2.10 Position de démarrage 1
6.2.11 Position de retrait 1
Par ce paramètre on détermine la position de démarrage 1.
L’affichage de la posit ion s e r é fè re à 512 impulsions par rotation .
Succession des manoeuvres
–
Maintenir la touche
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he
paramètre so uh ai t é.
–
Entrer la position à l’aide des touches 0 à 9.
Après l’ent ré e d u t r oi s iè me chiffre les donn ée s s ’enregistrent
automatiquement.
S’il y a moins de trois chiffres, terminer l’entrée des données par la
touche
"E"
.
"Y"
et appuyer sur la touche
"Y"
"E"
.
parvenir jus q u’ a u
Par ce paramètre on détermine la position 1 du retrait.
L’affichage de la posit ion s e r é fè re à 512 impulsions par rotation .
Succession des instructions
–
Maintenir la touche
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he
paramètre so uh ai t é.
–
A l’aide des touches 0 à 9 e ntrer la position.
Après l’ent ré e d u t r oi s iè me chiffre les donn ée s s ’enregistrent
automatiquement.
S’il y a moins de trois chiffres, terminer l’entrée des données par la
touche
"E"
.
"Y"
et appuyer sur la touche
"Y"
"E"
.
parvenir jus q u’ a u
30
6.2.12 Position de démarrage 2
6.2.13 Position de retrait 2
Par ce paramètre on détermine la position 2 du démarrage.
L’affichage de la posit ion s e r é fè re à 512 impulsions par rotation .
Succession des manoeuvres
–
Maintenir la touche
Les paramètr e s du me nu s ’ affi che nt .
–
Par une frappe répétée de la touche
paramètre souhaité.
–
A l’aide des touches 0 à 9 entrer la position.
Après l’entrée du troisième chiffre les données s’enregistrent
automatiquement.
S’il y a moins de trois chiffres, terminer l’application par la
touche
"E"
.
"Y"
et appuyer su r l a t ouche
"Y"
"E"
.
parvenir jusqu’au
Par ce paramètre on détermine la position 2 de retrait.
L’affichage de la posit ion s e r é fè re à 512 impulsions par rotation .
Succession des manoeuvres
–
Maintenir la touche
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche
paramètre souhaité.
–
A l’aide des touches 0 à 9 entrer la position.
Après l’entrée des trois pre mi e r s chi ffr es le s do nn ée s
s’enregistrent automatiquement.
S’il y a moins de trois chiffres, terminer l’application par la
touche
"E"
.
"Y"
et appuyer su r l a t ouche
"Y"
"E"
.
parvenir jusqu’au
31

6.2.14 Position de démarrage 3
6.2.15 Position de retrait 3
Par ce paramètre on détermine la position 3 de démarrage.
L’affichage de la posit ion s e r é fè re à 512 impulsions par rotation .
Succession des manoeuvres
–
Maintenir la touche
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he
paramètre so uh ai t é.
–
A l’aide des touches 0 à 9 e ntrer la position.
Après l’entrée des trois premiers chiffres les données
s’enregistr e nt au to ma ti q ue ment.
S’il y a moins de trois chiffres, terminer l’application par la
touche "E".
"Y"
et appuyer sur la touche
"Y"
"E"
.
parvenir jus q u’ a u
Par ce paramètre on peut déterminer la position 3 du retrait.
L’affichage de la posit ion s e r é fè re à 512 impulsions par rotation .
Succession des manoeuvres
–
Maintenir la touche
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he
paramètre so uh ai t é.
–
A l’aide des touches 0 à 9 e ntrer la position.
Après l’entrée des trois premiers chiffres les données
s’enregistr e nt au to ma ti q ue ment.
S’il y a moins de trois chiffres, terminer l’application par la
touche
"E"
.
"Y"
et appuyer sur la touche
"Y"
"E"
.
parvenir jus q u’ a u
32

6.2.16 Frein de mise à l’arrêt
6.2.17 Puissance de démarrage
Par ce paramètre on peut déterminer la puissance du frein d’arrêt.
Succession des manoeuvres
–
Maintenir la touche
Les paramètr e s du me nu s ’ affi che nt .
–
Par une frappe répétée de la touche
paramètre souhaité.
–
A l’aide des touches 0 à 9 entrer le degré de puissance du frein.
Après l’entrée des trois pre mi e r s chi ffr es le s do nn ée s
s’enregistrent automatiquement.
S’il y a moins de trois chiffres, terminer l’application par la
touche
Par ce paramètre on peut définir la puissance de démarrage de la
commande de couture.
"E"
.
"Y"
et appuyer su r l a t ouche
"Y"
"E"
.
parvenir jusqu’au
6.2.18 Puissance de frein 1
Succession des manoeuvres
–
Maintenir la touche
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche
paramètre souhaité.
–
A l’aide des touches 0 à 9 en tr e r l a p ui s s a nce de démarrage.
Après l’entrée des trois pre mi e r s chi ffr es le s do nn ée s
s’enregistrent automatiquement.
S’il y a moins de trois chiffres, terminer l’application par la
touche
Par ce paramètre on peut définir la puissance de frein 1 de la
commande de couture.
Succession des manoeuvres
–
Maintenir la touche
Les paramètr e s du menu s’affiche nt .
–
Par une frappe répétée de la touche
paramètre souhaité.
–
A l’aide des touches 0 à 9 entrer la puissance de frein 1.
Après l’entrée des trois pre mi e r s chi ffr es le s do nn ée s
s’enregistrent automatiquement.
S’il y a moins de trois chiffres, terminer l’application par la
touche
"E"
"E"
.
.
"Y"
et appuyer su r l a t ouche
"Y"
"Y"
et appuyer su r l a t ouche
"Y"
"E"
.
parvenir jusqu’au
"E"
.
parvenir jusqu’au
33
6.2.19 Puissance de frein 2
6.2.20 P-diviseur
Par ce paramètre on peut définir la puissance de frein 2 de la
commande de couture.
Succession des manoeuvres
–
Maintenir la touche
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he
paramètre so uh ai t é.
–
A l’aide des touches 0 à 9 e ntrer la puissan c e d e f r ei n 2.
Après l’entrée des trois premiers chiffres les données
s’enregistr e nt au to ma ti q ue ment.
S’il y a moins de trois chiffres, terminer l’application par la
touche
Par ce paramètre on peut défi ni r l e di v i seur P de la commande de
couture.
"E"
.
"Y"
et appuyer sur la touche
"Y"
"E"
.
parvenir jus q u’ a u
6.2.21 I-diviseur
Succession des manoeuvres
–
Maintenir la touche
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he
paramètre so uh ai t é.
–
A l’aide des touches 0 à 9 e ntrer le divise ur P.
Après l’entrée des trois premiers chiffres les données
s’enregistr e nt au to ma ti q ue ment.
S’il y a moins de trois chiffres, terminer l’application par la
touche
Par ce paramètre on peut défi ni r l e di v i seur I de la comm an de de
couture.
Succession des manoeuvres
–
Maintenir la touche
Les paramètres du menu s’affichent.
–
Par une frap pe r ép ét ée de l a t ou c he
paramètre so uh ai t é.
–
A l’aide des touches 0 à 9 e ntrer le divise ur I .
Après l’ent ré e d es t r oi s p r em i ers c h i ffres , l e s do nn ée s
s’enregistr e nt au to ma ti q ue ment.
S’il y a moins de trois chiffres, terminer l’application par la
touche
"E"
"E"
.
.
"Y"
et appuyer sur la touche
"Y"
"Y"
et appuyer sur la touche
"Y"
"E"
.
parvenir jus q u’ a u
"E"
.
parvenir jus q u’ a u
34

6.2.22 Angle de dérive
6.2.23 Positionnement ciblé
Par ce paramètre on peut défi ni r l ’ a ng l e d e d ér i ve de la commande de
couture.
Succession des manoeuvres
–
Maintenir la touche
Les paramètr e s du me nu s ’ affi che nt .
–
Par une frappe répétée de la touche
paramètre souhaité.
–
A l’aide des touches 0 à 9 entrer l’angle de dérive.
Après l’entrée des trois pre mi e r s chi ffr es le s do nn ée s
s’enregistrent automatiquement.
S’il y a moins de trois chiffres, terminer l’application par la
touche
Par ce paramètre on peut mettr e en ou ho r s ser v ic e l e p os i t i on ne me nt
ciblé de la c o mm an de de c ou tu r e.
"E"
.
"Y"
et appuyer su r l a t ouche
"Y"
"E"
.
parvenir jusqu’au
Succession des manoeuvres
–
Maintenir la touche
paramètres du me nu s’ affi c he nt .
–
Par une frappe répétée de la touche
paramètre souhaité.
–
Appuyer sur l a to uc h e c o rr es p on da nt e a u p os i t i on ne me nt c i bl é .
Touche 0: Positionnement ciblé hors fonction
Touche 1: Positionnement ciblé en fonction
"Y"
et appuyer su r l a t ouche
"Y"
"E"
. Les
parvenir jusqu’au
35

7. RESET
Par la combinaison des touches OH, F et Y appuyées, le c ha rgement
initial de tous les paramètres passe en indices standards.
–
Appuyer sur OH, F et Y et les maintenir appuyées. Il apparaît
l’affichage "
–
S’il faut renvoyer les paramètres aux indices standards :
Appuyer sur la touche
chargement initial
"E"
brièvement .
".
En cas de la
après un RESET.
Réajuster les paramètres de la machine 3 et 16 pour la valeur 1.
–
Maintenir la touche
Les paramètres du menu s’affichent.
–
Par l’actionnement répété de la touche "Y" procéder jusqu’au
paramètre 3.
–
Actionner l a t ou c he "1".
Le transport du rub an sera déclenc hé .
–
Pa l’actionnement répété de la touche "Y" procéder jusqu’au
paramètre 16.
–
Actionner l a t ou c he "1".
Le mécanisme po ur l e tra ns p or t du ruban sera déclen c hé .
–
Maintenir la touche
Le menu des pa ram èt r es sera déclenché.
550-12-26
il faut ré-e ncl e nc h er le tr a ns p ort du ruban
"Y"
et appuyer sur la touche
"Y"
et appuyer sur la touche
"F"
"F"
.
.
36
 Loading...
Loading...