

Page 1

Inhalt: Seite:
Teil 4: Programmieranleitung Klasse 550-16-23
Programmversion: A 03
1. Allgemeines ................................................ 3
2 Bedienelemente der Tastenleiste (Bedienfeld) .......................... 4
3 Betriebsarten
3.1 Normalbetrieb ............................................... 5
3.1.1 Kräuselwert einstellen .......................................... 5
3.1.2 Zusätzliche Fadenspannung ein-/ ausschalten............................ 5
3.1.3 Fadenspannung aus-/ einschalten ................................... 5
3.1.4 Riegelinvertierung............................................. 6
3.2 Automatikbetrieb ............................................. 7
3.3 Programmauswahl ............................................ 7
3.3.1 Direkte Programmauswahl........................................ 7
3.3.2 Programmauswahl durch Menü ..................................... 8
3.3.3 Seitenanwahl in einem Programm ................................... 8
3.4 Programmvarianten ............................................ 9
4. Programmierbare Funktionen
4.1 Neues Programm einrichten....................................... 10
4.2 Vorübergede Änderungen in einem Nahtabschnitt ......................... 11
4.3 Änderungen im Programm vornehmen................................. 11
4.4 Programm löschen ............................................ 11
5. Parametereinstellungen
5.1 Maschinengrundeinstellungen ..................................... 12
5.1.1 Parameterliste ............................................... 12
5.1.2 Basisstichlänge .............................................. 13
5.1.3 Nadelposition bei Antrieb Stopp .................................... 14
5.1.4 Fussposition bei Antrieb Stopp ..................................... 13
5.1.5 Fussposition nach Fadenabschneiden................................. 14
5.1.6 Anfangs-Riegel-Art ............................................ 14
5.1.7 End-Riegel-Art ............................................... 14
5.1.8 Anzahl Riegelstiche............................................ 15
5.1.8 Riegeldrehzahl............................................... 15
5.1.10 Softstart................................................... 15
5.1.11 Anzahl Softstart-Stiche.......................................... 16
5.1.12 Softstart-Drehzahl............................................. 16
5.1.13 Helligkeitsverstellung Tastenleiste ................................... 16
5.1.14 Einstellung linkes Pedal ......................................... 17
5.2 Software Reset .............................................. 17
4
Page 2

Inhalt: Seite:
6. Testprogramme
6.1 Anzeige Maschinenklasse und Software Datum ........................... 18
6.2 Anzeige Eingangsänderung ....................................... 19
6.3 Schalten von einzelnen Ausgängen .................................. 19
6.4 Nähmotor überprüfen ........................................... 20
6.5 Testen der Schrittmotoren ........................................ 22
6.6 Testen des Flash ............................................. 23
6.7 Testen des RAM .............................................. 23
6.8 Fehlerspeicher auslesen ......................................... 24
6.9 Testen des AD-Wandler ......................................... 24
6.10 Testen der Tastenleiste .......................................... 24
7. Einstellprogramme der Maschine
7.1 Korrekturwert-/ Kräuselwertpedal.................................... 25
8. Anzeigen und Fehlermeldungen
8.1 Display Anzeige .............................................. 26
8.2 Fehlermeldungen ............................................. 26
Anhang ........................................................ 27
A.1 Ein und Ausgänge............................................. 27
2
Page 3

1. Allgemeines
Diese Programmieranleitung enthält wichtige Hinweise zum sicheren,
sachgerechten und wirtschaftlichen Umgang mit der neuen
Steuerungsgeneration “DAC” (Dürkopp Adler Control).
Programmierkomfort
Der Anwender kann 99 frei programmierbare Programme mit jeweils
bis zu 13 Schritten für linkes und rechtes Teil programmieren.
–
Zusätzliche Fadenspannung ab einem bestimmten Kräuselwert.
–
31 Kräuselwerte anwählbar.
–
Urladen aller Parameter (Reset)
–
Alle Grundparameter sind über die Tastenleiste einstellbar.
–
Umfangreiche Modellprogrammierung.
–
Nähantrieb wird direkt von Pedal gesteuert.
Einstell- und Prüfprogramme
In die DAC ist das umfangreiche Test- und Überwachungssystem
MULTITEST integriert.
Ein Microcomputer übernimmt die Steuerungsaufgaben, überwacht
den Nähprozeß und zeigt Fehlbedienungen und Störungen an.
Fehler und Prüfergebnisse werden auf dem LCD-Display angezeigt.
Bei ungestörtem Betriebsablauf zeigt die Anzeige Informationen zur
Bedienung und zum Nähablauf an.
Bei einem Bedienungsfehler oder einer Störung wird der
Funktionsablauf unterbrochen.
In einigen Fällen muß aus Sicherheitsgründen bei der Fehlerbeseitigung der Hauptschalter ausgeschaltet werden.
Ein Teil der Fehlermeldungen ist nur für das Wartungspersonal
bestimmt.
Sonderprogramme erleichtern mechanische Einstellungen und
ermöglichen die schnelle Prüfung von Ein- und Ausgangselementen
ohne zusätzliche Meßgeräte.
4
3
Page 4
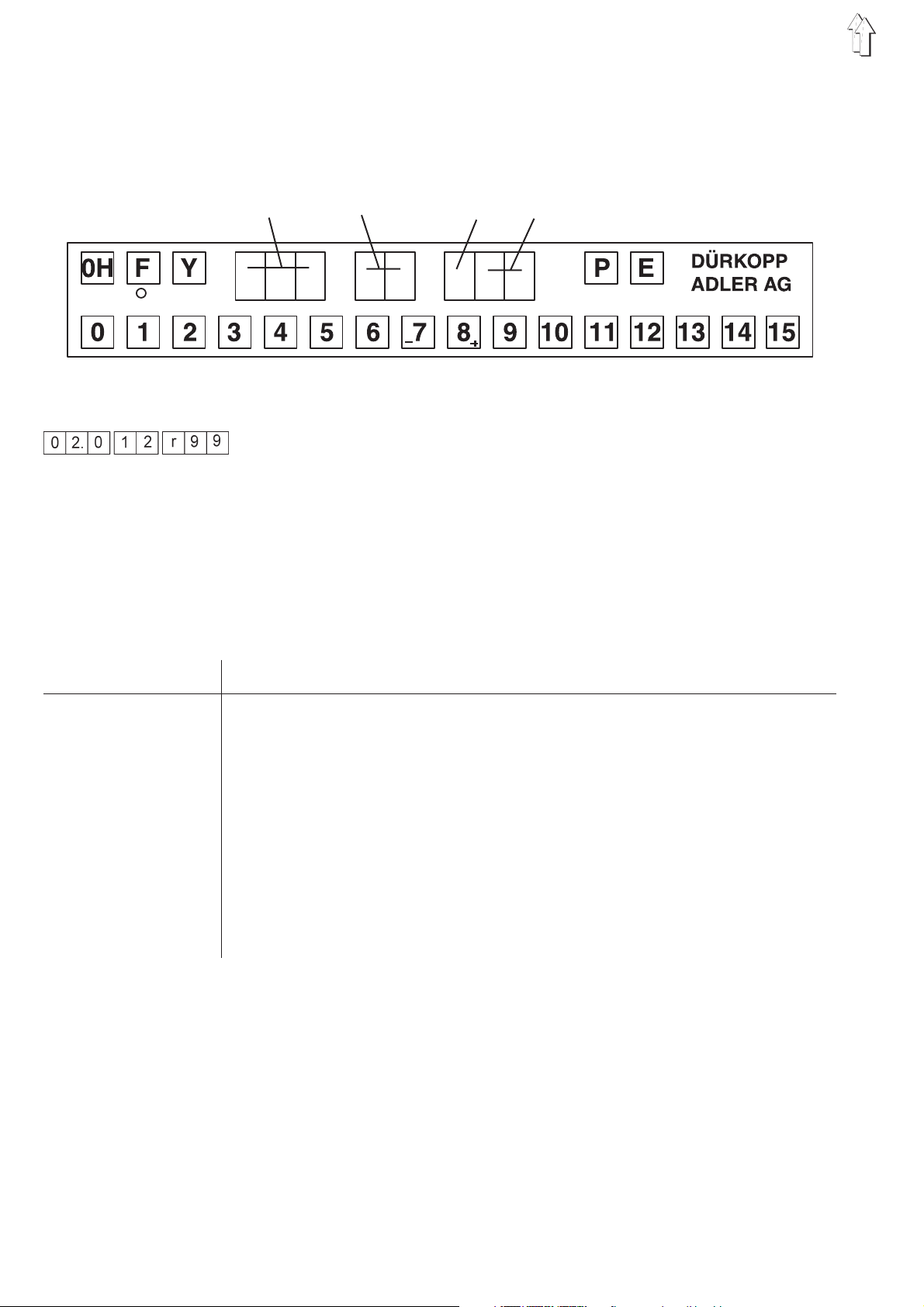
2. Bedienelemente der Tastenleiste (Bedienfeld)
Die Ein- und Ausgabe von Daten erfolgt über eine Tastenleiste mit
einer 8-stelligen Anzeige die in 3 Blöcke aufgeteilt ist.
Kräuselwert Schritt Ärmelseite Programmnummer
Anzeige
Die Anzeige ist im normalen Programmablauf wie folgt aufgebaut :
linke 3 Stellen : Anzeige des Kräuselwertes
mittlere 2 Stellen : Schrittanzeige
rechte 3 Stellen : Anzeige Teil (rechtes oder linkes) und Anzeige der
Programmnummer
Wenn ein Prüfprogramm o.ä. aktiviert ist, werden in der Anzeige
diverse andere Parameter angezeigt.
Taste/Tastengruppen Funktion
0H Rückwärtsriegel manuell
F Zusatzfadenspannung ein/ aus
(die aktive Funktion wird durch die grüne LED gekennzeichnet)
F+0 Nadel hoch/ tief
F+1 Nadelfadenspannung ein/ aus
F+2 Riegelinvertierung
Y+F Globale Parameter
Y+P Programmiermodus ein/ aus (Teach-In)
Y + P+E Programm löschen
E Wechsel Teil links/ Teil rechts
0 bis 15 Kräuselwerte einstellen
4
Page 5
3. Betriebsarten
3.1 Normalbetrieb (ohne Programmierung)
Mit der folgenden Tastenreihenfolge wird in den Normalbetrieb
geschaltet.
–
Taste “P” drücken.
In der Anzeige erscheint :
–
“0” und “0” drücken
Es wird Programm 00 angewählt.
In der Anzeige erscheint:
3.1.1 Kräuselwert einstellen
Der gewünschte Kräuselwert wird mit den Tasten “1” bis “15”
eingegeben. Ein Zwischenwert (1/2) wird durch gleichzeitiges Drücken
benachbarter Kräuselwerttasten oder dem linken Pedal eingestellt.
Je nach Einstellung (Parameter Zusatzpedal) ist die Einstellung über
die Tasten nicht möglich.
Kräuselwert einstellen: (Beispiel: Kräuselwert 5)
–
Taste “5” drücken.
In der Anzeige erscheint:
3.1.2 Zusätzliche Fadenspannung ein- / ausstellen
Die zusätzliche Fadenspannung kann jederzeit zugeschaltet werden.
–
Taste “F” drücken.
Die Zusatzspannung ist eingeschaltet.
Die grüne LED unter der Taste leuchtet.
–
Taste “F” erneut drücken.
Die Zusatzspannung wird ausgeschaltet.
Die grüne LED erlischt.
3.1.3 Fadenspannung aus- / einschalten
Durch gleichzeitiges Drücken der Tasten “F” und “1” kann die
Fadenspannung aus- bzw. wieder eingeschaltet werden.
–
Taste “F” festhalten und Taste “1” tippen.
Die Fadenspannung wird ausgeschaltet.
–
Taste “F” festhalten und Taste “1” tippen.
Die Fadenspannung wird eingeschaltet.
4
5
Page 6

3.1.4 Riegelinvertierung
Der in den Parametern eingestellte Riegel (siehe Kapitel 1.7
Parametereinstellungen) wird durch gleichzeitiges Drücken der Tasten
“F” und “2” invertiert (unterdrückt).
Nahtanfang:
–
Taste “F” festhalten und Taste “2” tippen.
Der Riegel wird nicht genäht.
Nahtende:
–
Taste “F” festhalten und Taste “2” tippen.
Der Riegel wird nicht genäht.
6
Page 7
3.2 Automatikbetrieb
3.3 Programmauswahl
3.3.1 Direkte Programmanwahl
Im Automatikbetrieb zeigen die Schritt- und Programmnummernanzeigen das eingestellte Programm und den aktiven Schritt an.
Die Automatik unterteilt sich in die Funktionen :
–
Automatikablauf
–
Programmierbetrieb zum Erstellen eines neuen Programms
–
Editierbetrieb zum Ändern vorhandener Programme
Es sind 99 Programme möglich.
In der Programmnummernanzeige wird zusätzlich das ausgewählte Teil
(linker oder rechter Ärmel) angezeigt. Bei Programmende blinkt die
Anzeige.
Wenn die Programmnummer bekannt ist, kann sie direkt eingegeben
werden.
Bedienreihenfolge
–
Taste “P” drücken.
In der Anzeige erscheint:
–
Programmnummer eingeben. (Beispiel 17)
Die Zahleneingabe erfolgt mit den Tasten 0 bis 9. Nach der
Eingabe der zweiten Ziffer wird die Eingabe automatisch
abgeschlossen.
Ist das Programm im Speicher vorhanden, erscheint in der Anzeige
z. B.:
–
Nach dem Aktivieren eines Programmes wird Schritt 01 angezeigt.
Das Programm ist sofort einsatzbereit.
Die Betriebsart “Automatik” ist aktiv.
–
Wenn das Programm nicht im Speicher vorhanden ist, blinkt die
linke Anzeige. Durch Festhalten der Taste “P” und Tippen der Taste
“Y” kann jetzt die Eingabe eines neuen Programmes gestartet
werden oder durch Drücken der Taste “P” die Programmuche
wiederholt werden.
4
7
Page 8
3.3.2 Programmauswahl durch Menü
Wenn die gewünschte Programmnummer nicht bekannt ist, können auf
folgende Weise alle Programme der Reihe nach durchgegangen
werden.
Bedienreihenfolge
–
–
–
Taste “P” drücken.
Es wird in den Modus “Programmauswahl” gesprungen.
Taste “Y” drücken.
Das erste Programm wird angezeigt.
Jedes Drücken der Taste “Y”, zeigt das nächste Programm an.
Ist das Programm mit gültigen Daten belegt, erscheint folgende
Anzeige:
Ist das Programm nicht mit gültigen Daten belegt, erscheint :
Wenn das angezeigte Programm ausgewählt werden soll,
Taste “E” drücken. (Beispiel Programm 01)
Die folgende Anzeige erscheint.
3.3.3 Seitenanwahl in einem Programm
Nach Auswahl eines Programmes wird grundsätzlich zunächst zum
rechten Teil gesprungen (wenn ein rechter Ärmel programmiert wurde).
Im Automatikbetrieb kann jedoch jederzeit zwischen “rechten” und
“linken” Ärmel gewechselt werden, wenn der Nähvorgang noch nicht
begonnen wurde und ein Programm mit rechtem und linkem Ärmel
angewählt wurde.
–
–
Taste “E” drücken.
Die Steuerung schaltet zum linken Teil.
In der Anzeige erscheint:
Taste “E” erneut drücken.
Die Steuerung schaltet wieder zum rechten Teil.
In der Anzeige erscheint:
8
Page 9

3.4 Programmvarianten
Für die Anpassung an verschiedene Stoffarten bei gleichem
Modellschnitt können die Kräuselwerte über die Tasten “0" bis ”15" und
über das zusätzliche Fußpedal um + 0,5 und - 0,5 verändert werden.
Die Änderung gilt nur für den im Moment gewählten Schritt und wird
bei der nächsten Schrittanwahl gelöscht.
Kräuselwert um + 0,5 erhöhen
Beispiel: Eingeschalteter Kräuselwert = 8
–
Linkes Fußpedal nach vorne drücken.
Der Kräuselwert wird um 0,5 erhöht.
Kräuselwert um - 0,5 verringern
Beispiel: Eingeschalteter Kräuselwert = 8
–
Linkes Fußpedal nach hinten drücken.
Der Kräuselwert wird um 0,5 verringert
4
9
Page 10

4. Programmierbare Funktionen
Mit jedem Programm werden die im folgenden beschriebenen
Maschineneinstellungen gespeichert.
4.1 Neues Programm einrichten
Die Einrichtung eines neuen Programmes wird mit der Eingabe einer
nicht vorhandenen Programmnummer gestartet.
–
Taste “P” drücken.
–
2-stellige Programmnummer eingeben (Beispiel Programm 17).
Die linke Anzeige blinkt.
(Wenn die linke Anzeige nicht blinkt ist das gewählte Programm
bereits vorhanden.)
–
Taste “Y” festhalten und Taste “P” tippen.
In der mittleren Anzeige erscheint “01".
Die Punkte in der Anzeige ”Schritt" und der Anzeige “Ärmelseite”
blinken.
Hinweis:
Mit der Taste “E” kann zwischen linken und rechtem Teil gewechselt
werden bis der erste Kräuselwert/ Sonderfunktion gewählt wurde
(Anzeige Ärmelseite blinkt nicht mehr).
–
Kräuselwert durch Druck auf eine der Tasten von 0 bis 15
eingeben.
Evtl. zusätzliche Funktionen für den Schritt durch Druck auf eine
der folgenden Tasten aktivieren :
- F : Zusatzfadenspannung ein / aus
- F+1: Nadelfadenspannung ein/ aus
–
Knietaster drücken.
Der nächste Schritt wird angewählt.
Der Eingabewert wird gespeichert.
Der nächste Wert kann eingegeben werden.
–
Diese Programmierreihenfolge kann bis zum Schritt 13 fortgesetzt
werden.
–
Taste “E” drücken.
Die ermittelten Werte werden für das zweite Teil gespiegelt und
abgespeichert.
oder
–
Taste “Y”+"P“ drücken.
Die ermittelten Werte werden nur für das aktuelle Teil gespeichert
und nicht gespiegelt.
10
Hinweis:
Mit der Taste “Y” kann beim Teachen jeweils ein Schritt
zurückgesprungen werden.
Page 11

4.2 Vorübergehende Änderungen in einem Nahtabschnitt
Jede Funktion in einem Nahtabschnitt kann bei Bedarf geändert
werden. Diese Änderung ist nur für diesen Programmlauf gültig. Wird
der Nahtabschnitt verlassen gehen diese Änderungen verloren. Es
können auch Parameteränderungen vorgenommen werden.
–
Taste für den gewünschten Kräuselwert drücken.
Der neue Kräuselwert erscheint in der linken Anzeige.
Beim nächsten Programmdurchlauf ist wieder der ursprüngliche
Wert aktiv.
4.3 Änderungen im Programm vornehmen
Wenn das Programm dauerhaft geändert werden soll, wie folgt
vorgehen :
–
Den zu ändernden Schritt anwählen.
–
Taste “Y” festhalten und Taste “P” tippen.
Es wird in den Editiermodus geschaltet.
Die Dezimalpunkte in der Anzeige “Schritt” blinken.
4.4 Programm löschen
Beispiel:
Neuen Kräuselwert eingeben.
–
Evtl. weitere Parameter eingeben, wie z.B. zusätzliche
Fadenspannung.
–
Taste “Y” festhalten und Taste “P” tippen.
Das gesamte Programm wird gespeichert.
Das Programm wird mit dem geänderten Schritt fortgesetzt.
oder
–
Taste “E” drücken.
Das Programm wird auf die andere Ärmelseite gespiegelt.
Soll ein aktives Programm gelöscht werden, so ist dies mit den
folgenden Tasteneingaben möglich :
–
Taste “Y” festhalten und Tasten “P” und “E” drücken.
Die Tasten müssen 2 Sekunden gehalten werden, dann erlischt die
Programmnummer.
Es erscheint die Programmnummerneingabe.
–
Die Programmnummernanzeige blinkt.
Eine neue Programmnummer kann eingegeben werden.
4
Hinweis:
Das Löschen eines Programmes ist nur in einem nicht angefangenem
Programm möglich.
11
Page 12

5. Parametereinstellungen
5.1 Maschinengrundeinstellungen
Die Grundeinstellungen können nur bei Stillstand des Nähantriebs
vorgenommen werden Sie gelten für alle Betriebsarten.
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Taste “Y” kurz betätigen.
Es wird jeweils einen Parameter weitergeschaltet
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird abgeschaltet.
5.1.1 Parameterliste
Nr. Name Wertebereich Urwert
1 Basis Stichlänge 1,5 - 5,5 mm 2,5 mm
2 Nadel-Position 0 = unten Unten
1 = oben
3 Fuss-Position-Naht 0 = unten Unten
1 = oben
4 Fuss-Position-FA 0 = unten Unten
1 = oben
5 Anfangs-Riegel-Art 0 = aus Aus
1 = einfach
2 = doppelt
6 End-Riegel-Art 0 = aus Aus
1 = einfach
2 = doppelt
7 Vorgegebene Anzahl 1 - 9 5
Riegelstiche
8 Vorgegebene Riegel- 500- 2000 1000
drehzahl
9 Softstart ein/aus Ein
10 Anzahl Soft-Start 1 - 20 2
Stiche
11 Soft-Start Drehzahl 200 - 1800 1000
12 Display Helligkeit 0 - 15 8
13 Analoges Pedal 0 = +/- 0,5 0
1=0-15
2=0-7,5
3=7,5-15
12
Page 13

5.1.2 Basisstichlänge
Mit diesem Parameter wird die Basisstichlänge eingestellt. Es sind
Werte zwischen 1,5 und 5,5 einstellbar (Schrittweite 0,1 mm)
Bedienreihenfolge
–
–
–
5.1.3 Nadelposition bei Antrieb Stopp
Mit diesem Parameter wird eingestellt, in welcher Position die Nadel
stehenbleibt, wenn der Antrieb angehalten wird.
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Entspechende Taste für die gewünschte Stichlänge drücken.
(Beispiel 1,5 mm Basisstichlänge)
Taste “1" und Taste ”5" drücken.
Bedienreihenfolge
–
–
–
Nach dem Einstellen der Parameter muß die Maschine aus- und wieder
eingeschaltet werden, damit der Wert übernommen wird.
5.1.4 Fussposition bei Antrieb Stopp
Mit diesem Parameter wird eingestellt in welcher Position der Nähfuß
stehenbleibt, wenn der Antrieb angehalten wird.
Bedienreihenfolge
–
–
Entsprechende Taste für die gewünschte Nähfußposition drücken :
Taste 1 : Position unten
Taste 2 : Position oben
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Entsprechende Taste für die gewünschte Nadelposition drücken.
Taste 1 :Position unten
Taste 2 :Position oben
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
4
13
Page 14

5.1.5 Fussposition nach Fadenabschneiden
Mit diesem Parameter wird eingestellt in welcher Position der Nähfuß
nach dem Fadenabschneiden stehenbleibt.
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Entsprechende Taste für die gewünschte Nähfußposition drücken :
Taste 1 : Position unten
Taste 2 : Position oben
5.1.6 Anfangs-Riegel-Art
Mit diesem Parameter wird eingestellt, ob der Anfangsriegel als
Einfach oder Doppelriegel ausgeführt werden soll.
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Entsprechende Taste drücken :
Taste 0: Riegel-Aus
Taste 1 : Einfachriegel
Taste 2 : Doppelriegel
5.1.7 Endriegel-Art
Mit diesem Parameter wird eingestellt, ob der Endriegel als Einfach
oder Doppelriegel ausgeführt werden soll.
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Entsprechende Taste drücken :
Taste 0 : Riegel-Aus
Taste 1 : Einfachriegel
Taste 2 : Doppelriegel
14
Page 15

5.1.8 Anzahl Riegelstiche
5.1.9 Riegeldrehzahl
Mit diesem Parameter wird die Anzahl der Riegelstiche eingestellt.
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Entsprechende Taste für die gewünschte Anzahl von Stichen drücken :
Taste1:1Stich
Taste2:2Stiche
Taste3:3Stiche
....
Taste9:9Stiche
Mit diesem Parameter wird die Riegeldrehzahl eingestellt.
5.1.10 Softstart
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Entsprechende Taste für die gewünschte Riegeldrehzahl drücken :
Schrittweite 100 U/min
Die Anzeige der Drehzahlbegrenzung ist mit dem Faktor 10 zu
multiplizieren.
Taste 8 : Plus
Taste 7 : Minus
Mit diesem Parameter wird der Softstart ein- bzw. ausgschaltet.
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Entsprechende Taste drücken :
4
Taste 0: AUS
Taste 1: EIN
15
Page 16

5.1.11 Anzahl Softstart-Stiche
5.1.12 Softstart-Drehzahl
Mit diesem Parameter wird die Anzahl der Stiche, bei denen mit der
geringeren Drehzahl genäht wird, eingestellt.
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Entsprechende Taste für die gewünschte Stichzahl drücken:
Wertebereich 1 bis 20.
Taste 8: Plus
Taste 7: Minus
Mit diesem Parameter wird die Softstart-Drehzahl eingestellt.
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Entsprechende Taste für die gewünschte Softstart-Drehzahl drücken:
Schrittweite 100 U/min.
Die Anzeige der Drehzahlbegrenzung ist mit dem Faktor 10 zu
multiplizieren.
Taste 8: Plus
Taste 7: Minus
5.1.13 Helligkeitsverstellung Tastenleiste
Mit diesem Parameter wird die Hellingkeit der Tastenleiste eingestellt.
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Taste 8 : Heller
Taste 7 : Dunkler
16
Page 17

5.1.14 Einstellung linkes Pedal
5.2 Software Reset
Mit diesem Parameter wird die Funktionsart des Zusatzpedals
eingestellt.
Bedienreihenfolge
–
Taste “Y” festhalten und Taste “F” tippen.
Parametermenü wird eingeschaltet.
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewünschten
Parameter vortasten.
Taste 0 : Korrekturwertpedal im manuellen Betrieb
Taste 1 : 30-stufiges Pedal
(Kräuselwerte von 0-15 im manuellen Betrieb)
Taste 2 : 15-stufiges Pedal
(Kräuselwerte von 0-7.0 im manuellen Betrieb)
Taste 3 : 15-stufiges Pedal
(Kräuselwerte von 7.5-15 im manuellen Betrieb)
Mit dem Software Reset können alle Maschinenparameter auf die
Werkseinstellungen zurückgesetzt werden.
–
Maschine ausschalten.
–
Taste “F” und “6” gedrückt halten und Maschine wieder einschalten.
4
17
Page 18

6. Testprogramme
Wird beim Einschalten die Taste “F”+“1” gedrückt gehalten wird der
Testmodus aktiviert.
Es können folgende Testprogramme ausgewählt werden :
1. Anzeige Maschinenklasse und Software Version
2. Anzeige Eingangsänderung
3. Schalten von einzelnen Ausgängen
4. Nähmotor überprüfen
5. Testen der Schrittmotoren
6. Testen des Flash
7. Testen des RAM
8. Fehlerspeicher auslesen
9. Testen des AD-Wandler
10. Testen der Tastenleiste
Bedienreihenfolge
–
Beim Einschalten der Nähmaschine Taste “F” und “1” festhalten.
Der Testmodus wird aktiviert.
Es erscheint folgende Anzeige:
–
Taste “F”+“1” loslassen.
Die erste Testanzeige erscheint.
–
Mit jedem Druck auf die Tasten “+” und “-” wird ein Testprogramm
weitergeschaltet.
Nach dem 10. Testprogramm erscheint wieder das erste
Testprogramm.
–
Das Testprogramm wird durch Aus- und Einschalten beendet.
–
Taste “E” drücken.
Das Testprogramm wird aktiviert.
6.1 Anzeige Maschinenklasse und Software Datum
In diesem Testprogramm können keine Eingaben gemacht werden. Es
wird nur die Maschinenklasse und die Softwareversion angezeigt.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 6).
–
Taste “E” drücken.
Es erscheint die Anzeige der Maschinenklasse.
18
–
Taste “E” drücken.
Es erscheint die Anzeige der Softwareversion.
–
Taste “E” drücken.
Es erscheint die Anzeige des Softwaredatums.
Beispiel: 10.01.2000
Page 19

6.2 Anzeige Eingangsänderung
In diesem Testprogramm wird das gesamte Eingangsbild auf Änderung
überwacht. Bei einer Änderung wird die Eingangsnummer und der
Schaltzustand angezeigt.
Bedienreihenfolge
–
–
–
–
Eingänge siehe Anhang A1.
Eingang 7 = Kniehebel
Testmodus einschalten.
Durch Drücken der Taste “+” und “-” bis zum gewüschten
Programm vortasten.
Taste “E” drücken
Es erscheint die Anzeige
Einen Eingang von Hand betätigen.
In der Anzeige erscheint z.B.:
Der Eingang 7 (Kniehebel) hat nach Zustand “AUS” gewechselt.
6.3 Schalten von einzelnen Ausgängen
In diesem Testprogramm können alle Ausgänge einzeln geschaltet
werden. Die Änderung eines Schalters wird in der Anzeige dargestellt.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 6).
–
Durch Drücken der Taste ”+” oder “-” bis zum gewünschten
Programm vortasten.
–
Taste “E” drücken.
Das Programm wird eingeschaltet.
–
Taste “Y” drücken.
Der Schaltzustand des gewählten Ausgangs wird überprüft.
–
Taste “Y” drücken.
Der Schaltzustand des gewählten Ausgangs wird gewechselt.
Beispiel:
Der Ausgang 5 hat nach Zustand “EIN” gewechselt.
Ausgänge siehe Anhang A.1.
4
Ausgang 1 = Reserve
Ausgang 2 = Zusatzfadenspannung
Ausgang 3 = Hauptfadenspannung
Ausgang 4 = Nähfußlüftung
Ausgang 5 = Fadenabschneider
19
Page 20

6.4 Nähmotor überprüfen
Mit diesem Test kann der Nähmotor überprüft werden.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 6).
–
Durch wiederholtes Drücken der Taste “+” oder “-” bis zum
gewüschten Programm vortasten.
–
Taste “E” drücken.
Der Nähmotor wird initialisiert und in Null-Position gefahren.
In der Anzeige erscheint:
Wird bei der Initialisierung ein Fehler festgestellt, so wird dieser
gemeldet. Die Nummer entspricht dem Fehlerbyte des Efka-Antriebes.
Bei OK-Meldung kann durch Drücken der Taste “E” der Softwarestand
abgefragt werden.
–
Taste “E” drücken.
Der erste Teil des Softwarestandes wird angezeigt.
Anzeige Softwarestand 1:
–
Taste “E” drücken.
Der zweite Teil des Softwarestandes wird angezeigt.
Anzeige Softwarestand 2:
–
Taste “E” drücken.
Der dritte Teil des Softwarestandes wird angezeigt.
Anzeige Softwarestand 3:
Zusätzlich wird der Datumscode der Softwareversion angezeigt.
–
Taste “E” drücken.
Anzeige Datum Teil 1:
–
Taste “E” drücken.
Anzeige Datum Teil 2:
–
Taste “E” drücken.
Anzeige Datum Teil 3:
20
–
Taste “E” drücken.
Anzeige Datum Teil 4:
Page 21

Mit dem Unterprogramm 9 kann der Nähmotor eingeschaltet werden.
Der Motor läuft erst nach Erhöhung der Drehzahl auf 200 U/min an.
Die Anzeige der Drehzahl muss mit Faktor 10 multipliziert werden, um
den eingestellten Wert zu ermitteln.
–
Taste “E” drücken.
Unterprogramm 9 wird angewählt.
–
Taste “+” drücken.
Die Drehzahl des Motors muss auf 200 U/min eingestellt werden,
damit dieser anläuft.
–
Taste “E” drücken.
Der Nähmotor wird gestoppt und das Unterprogramm beendet.
Fehlermeldung
Tritt bei der Überprüfung des Nähmotors ein Fehler auf, erscheint
folgende Anzeige:
–
Efka Antrieb, Steuerung, Pedal, Anschlussleitung überprüfen.
–
Eventuell Steuerung austauschen.
–
Schaltschrankdeckel abschrauben.
4
21
Page 22

6.5 Testen der Schrittmotoren
Mit diesem Test werden die Schrittmotoren überprüft.
ACHTUNG !
Alle Arbeiten an der elektrischen Ausrüstung der Maschine dürfen nur
von Elektrofachkräften oder entsprechend unterwiesenen Personen
durchgeführt werden.
Bedienreihenfolge
–
–
–
Testmodus einschalten (siehe Kapitel 6).
Durch wiederholtes Drücken der Tasten “+” und “-” bis zum
gewüschten Programm vortasten.
Taste “E” drücken.
Der Status der Schrittmotorendstufen wird überprüft.
Fehlermeldung:
Die LED-Anzeigen der Schrittmotorendstufen im Steuerschrank
müssen überprüft werden.
–
Taste “Y” festhalten.
Die Schrittmotoren werden bewegt.
–
Taste “E” drücken.
Der Test wird beendet.
22
Page 23

6.6 Testen des Flash
Mit diesem Test wird der Flash-Speicher überprüft.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 6).
–
Durch wiederholtes Drücken der Tasten “+” und “-” bis zum
gewüschten Programm vortasten.
–
Taste “E” drücken und festhalten bis Anzeige erscheint.
Der Flash wird überprüft.
Es erscheint die Anzeige:
OK-Meldung:
Fehlermeldung:
Verlassen des Programmes
Hauptschalter aus- und wieder einschalten.
6.7 Testen des RAM
Mit diesem Test wird der RAM-Speicher überprüft.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 6).
–
Durch wiederholtes Drücken der Tasten “+” und “-” bis zum
gewüschten Programm vortasten.
–
Taste “E” drücken.
Der RAM wird überprüft.
Es erscheint die Anzeige:
OK-Meldung:
Fehlermeldung:
Verlassen des Programmes
Hauptschalter aus- und wieder einschalten.
4
23
Page 24

6.8 Fehlerspeicher auslesen
Mit diesem Test werden die letzten 10 aufgetretenen Fehler
ausgelesen werden.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 1.5).
–
Durch wiederholtes Drücken der Tasten “+” und “-” bis zum
gewüschten Programm vortasten.
–
Taste “E” drücken.
Der erste Fehler wird angezeigt.
–
Taste “+” drücken.
Der zweite Fehler wird angezeigt.
–
..............
–
Taste “+” drücken.
Der zehnte Fehler wird angezeigt.
–
Sind keine Fehler vorhanden erscheint die Anzeige:
–
Taste “Y”+“P”+“E” drücken.
Der Fehlerspeicher wird gelöscht.
6.9 Testen des AD-Wandler
6.10 Testen der Tastenleiste
Mit diesem Test werden die Positionen des Zusatzpedals überprüft.
In Abhängigkeit von der Stellung des Pedals wird der von der
Steuerung gemessene Wert angezeigt. Beispiel 4.01 V.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 1.5).
–
Durch wiederholtes Drücken der Taste “Y” bis zum gewüschten
Programm vortasten.
–
Taste “E” drücken.
Der aktuelle Spannungswert wird angezeigt.
–
Linkes Fusspedal betätigen.
Der Spannungswert muss sich ändern.
–
Taste “E” drücken.
Das Testprogramm wird verlassen.
24
Mit diesem Test können die einzelnen Tasten überprüft.
Sie werden auf der Tastenleiste angezeigt.
–
Taste “E” drücken.
Das Testprogramm wird verlassen.
Page 25

7. Einstellprogramme der Maschine
7.1 Korrekturwert-/ Kräuselwertpedal
Mit diesem Programm wird das Zusatzpedal eingestellt.
Bedienreihenfolge
–
Beim Einschalten die Tasten “F” und “2” festhalten.
–
Fusspedal ganz nach vorne durchtreten,
Positon halten und Knietaster betätigen.
Der erste Messwert wird ermittelt.
–
Fusspedal in 0-Stellung zurücknehmen.
–
Knietaster betätigen.
Der zweite Messwert wird ermittelt.
–
Fusspedal ganz nach hinten treten,
Position halten und Knietaster betätigen.
Die gemessenen Werte werden auf Plausibilität überprüft.
Sind die Werte in Ordnung wird der Korrekturwert automatisch
berechnet.
Es erscheint die Anzeige:
Sind die Werte nicht plausibel erscheint die Anzeige:
–
Maschine aus- und wieder einschalten.
Bei Fehlermeldung wie folgt vorgehen:
–
Taste “E” drücken.
–
Stellungen des Fusspedals erneut eingeben (siehe oben).
Eventuell Test 6.9 (Testen des AD-Wandler) durchführen.
4
25
Page 26

8. Anzeigen und Fehlermeldungen
8.1 Display Anzeige
Während der Bootphase der Steuerung (nach dem Einschalten der
Maschine) wird zuerst ein Displaytest angezeigt, bei dem alle
Leuchtelemente des Displays einmal angesteuert werden.
Danach wird auf die Betriebsart umgeschaltet, die vor dem
Ausschalten aktiv war.
8.2 Fehlermeldungen
Name Nummer
Nähmotorfehler 135 bis 145
NV_RAM Checksumme fehlerhaft 183
CPU-Fehler 300
Tritt ein Fehler während des Nähens auf kann dieser durch aus- und
wieder Einschalten des Hauptschalters beseitigt werden.
26
Page 27

Anhang
A.1 Ein- und Ausgänge
Eingang Bezeichnung
7 Knieschalter
Ausgang Bezeichnung
1 Reserve
2 Zusatzfadenspannung
3 Hauptfadenspannung
4 Nähfusslüftung
5 Fadenabschneider
4
27
Page 28

Notizen:
28
 Loading...
Loading...