

Adler 550-12-23, 550-12-24, 550-12-26 Instruction Manual [es]

Indice: Página:
Home
Preámbulo e indicaciones generales de seguridad
Parte 1ª: Instrucciones de manejo clase 550-12-23; -24; -26
1. Descripción de la máquina
1.1 Breve descripción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.2 Uso a la que está destinada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.3 Valor indicativo del nivel sonoro Lc . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.4 Subclases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.5 Datos técnicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.6 Equipamientos adicionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2. Elementos de manejo y su función
2.1 Elementos en el cabezal de coser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.2 Elementos en el bastidor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3. Manejo del mando
3.1 Costura manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.2 Costura con un programa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.2.1 Selección del modelo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.2.2 Costura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.3 Selección de rutinas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.4 Variar los valores de fruncido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.4.1 Variar todos los valores de fruncido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.4.2 Variar un valor de fruncido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.5 Modo de edición . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.5.1 Modificación de un paso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.5.2 Intercalar un paso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.5.3 Borrar un paso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.6 Borrar un modelo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.7 Confeccionar un programa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
4. Manejo de la máquina de coser
4.1 Enhebrar el hilo de la aguja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
4.2 Cantidad del hilo de la aguja para una formación segura de la puntada . . . . . . . . . . . . . 18
4.3 Enhebrar el hilo del garfio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
4.4 Ajustar el entrega-hilo del garfio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
4.5 Ajustar la carrera del prensatelas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
4.6 Conexión y desconexión del cortador de bordes . . . . . . . . . . . . . . . . . . . . . . . . . . 22
4.7 Llamar los valores de fruncido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
4.8 Regular la longitud de puntada básica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
4.9 Enhebrar la alimentación de la cinta inferior (sólo 550-12-16) . . . . . . . . . . . . . . . . . . 25
5. Mantenimiento
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26

1. Descripción de la máquina
1.1 Breve descripción
550-12-23, - 12 -24
Las
para el prefru nc i d o d e p i ez a s de ta pi ce r ía.
Los puestos d e t r ab aj o es t án eq ui p ad os co n una máquina mono ag uj a
de doble punt o d e c a de ne ta , c o n u n t r an sporte inferior diferencial (do s
transportad ore s aj u s ta bl e s di f er e nc i a do s un o re s pe c to al o tro) y un
transporte superior alternante diferenciable.
A través de una regleta de pu l s ad ores se pueden se lec c i o na r 15
valores de fruncido distintos y 16 valores intermedios. Se conectan y
desconectan de nuevo mediante un interruptor de rodilla. Para
conseguir un apriete de puntada más firme, al conectar un valor de
fruncido se conecta además un segundo tensor del hilo de la aguja. El
punto de conexión puede preseleccionarse entre el valor de fruncido 1 y 5.
El accionamiento y el mando del puesto de trabajo se efectúan mediante
un motor trifásico en combinación con un mando Microcontrol.
Para aumentar l a i nt en s idad de fruncido , e l puesto de trabaj o está
equipado con un alimentador y tensor de cinta superior y/o inferior. La
anchura de la c inta de fijació n e s de 2,25 mm en las s u bc la s es
550-12-23;- 12 -24 , y d e 3 mm en l a s u bc l a se 5 50-12-26. El ten s or d e l a
cinta se pued e c o ne c ta r me diante un pulsado r y de s c on ec t ar c o n e l
interruptor de rodilla conjuntamente con la desconexión del valor de
fruncido.
-12-26
y
son puestos de trabajo configurados
1.2 Uso a la que está destinada la máquina
550-12-13; -1 2- 2 4; - 1 2- 2 6
Las
que han sido concebidos para coser materiales ligeros y semiligeros.
Estos materiales suelen ser generalmente tejidos de fibras textiles o
también cuer o. La i nd us t r ia d el v e s ti d o o l a t ap i c ería del hoga r y de l
automóvil utilizan dichas piezas de costura.
Además, con e s ta s má qu i na s de cos e r pu ed en po s i blemente llevars e
a cabo las ll a ma da s cos t ur a s té cni c a s . P e ro, en lo que a este pu nt o s e
refiere, el usuario de la máquina ha de realizar una evaluación de los
posibles ri es g os (Dürkopp le ayud ar á gu s to s am en te a h ac e r es t a
evaluación), porque estos casos de aplicación son, por una parte,
relativame nt e ra r os y, por otra, su v a r i ed ad es i m pr e v i si bl e . S e gú n a l
resultado de la evaluación llevada a cabo se podrán tomar
posiblement e l a s me di d as d e seguridad adecuadas.
En general, con estas máquinas soló se pueden trabajar piezas de
costura secas. El espesor del material no debe sobrepasar los 10 mm
con los pren sat el a s ba j ad os . E l ma te ri al n o d eb er c o nt en er n ingún
objeto duro porque, en caso contrario, la máquina sólo podría
emplearse con una pantalla protectora para los ojos. Un dispositivo de
protección así no es sum i nis t r ab l e p or el momento.
La costura se suele llevar a cabo con hilos de coser de fibras textiles
de una dimensi ó n d e h as t a 1 5/3 NeB (hilos d e algodón), de ha s ta 20 /3
Nm (fibras sintéticas) o 25/4 Nm (hilo torcido para revestimiento). Si
se quiere utilizar otro tipo de fibras ha de evaluarse también en este
punto el ries g o y, en su caso, to ma r medidas de segu ri da d.
Esta máquina de c os e r s ól o s e p ue de i ns t al a r y po ne r en
funcionamie nt o e n r e c i nt os se c os y a de cuadamente cuida do s . P u ed e
que se requie ra l a to ma de medidas adi ci o na l es a d h oc (v é as e E N
60204-3-1:19 90 ) si s e i n s ta l a la máquina en loc a l es q ue no estén
secos y adecuadamente cuidados.
Nosotros, c om o f ab r ic an te s de má qu i na s de c oser industrial e s,
partimos de la base que el personal que maneja nuestras máquinas va
a estar sufi ci en te me nte cualificad o, lo que impli ca q ue puede darse
por supuesto qu e e l pe rs on al c o no c e t od os l o s mo dos de
funcionamie nt o h abituales de la máquina y, dado el caso, sus ri e s go s .
son puestos de tr a ba j o c o nf i gurados
5

1.3 V alor indi cativo del nivel sonoro Lc
Valor de emisión en relac i ón al p ue s to de trabajo según
DIN 45635-48-A-1-KL2
Número de puntadas: 2.140 min-1
Largo de punt ad a: 5,0 mm
Carrera del pie
prensatelas alternante: 5,6 mm
Material: Flieseline para tapicería con tejido 674g/m
Lc = 83 dB (A)
2
1.4 Subclases
550-12-23 Puesto de trabajo configurado con levantamiento neumático del prensatelas.
550-12-24 Puesto de trabajo configurado con levantamiento neumático del
prensatelas y cortador de bordes conectable neumáticamente,
550-12-26 Puesto de trabajo configurado con levantamiento neumático del
prensatelas y cortador de bordes conectable neumáticamente,
alimentaci ón de c i nt a y t i jer a de c i nt a p ara el cosido inf er i o r pa r c ial d e
la cinta de fijación de 3 mm de anchura.
1.5 Datos técnicos
Sistema de a gu j a: 933
Número de pu nt ad as m áx . : 3000 rpm
Máxima longitud de puntada: Transporte superior 8 mm
Transporte inferio r pu nt ad a n or m al 5 - 2, 5 mm
Transporte inferio r di f ere nc i a l 8 m m
Carrera máx. prensatelas: 2-7 mm
Paso bajo los prensatelas:
Al coser: 10 mm
Al levantarlos: 15 mm (máx. 17 mm)
Distancia de c or t e (s ó l o -12-2;-26): 4,5 m m
Altura de carrera de cuchilla
(sólo -12-24; -26): 8 mm (6 mm transformable)
Grueso de hilo máx.: 20/3 Nm
Presión de tra ba j o: 6 +/- 0,5 bar
Presión de la red: 7-10 bar
Consumo de aire po r ciclo de t rabajo : 0,1 Nl
Area de paso: 280 x 108 mm
1.6 Equipamientos adicionales
N900 040026 Tope de borde para 550-12-23
N900 003471 Tensor de la cinta arriba, con sujetador de rodillo para 550-12-23; -24
N900 003511 Tensor de la cinta abajo, con sujetador de rodillo para 550-12-23; -24
0196 104008 Suela posterior del prensatelas saltante, recubierta con teflón.
Para un mejor deslizamiento al trabajar piel y similares.
0797 003031 El puesto de c o s i do se s u mi n i s tra s i n t ub o f l ex i b l e d e c o ne xi ón de ai r e
comprimido, conector de acoplamiento, caja de acoplamiento ni boquilla.
Si se desea, c on el n º d e p i eza 0797 003031 pued e so l i c i ta rs e u n t ub o
flexible de conexión de 9 mm, de 5 m de largo, boquillas, abrazaderas,
un conector y u na caj a de ac o pl a mi e nt o.
Indicación
Un tensor de la cinta forma parte de la entrega.
6
2. Elementos de manejo y su función
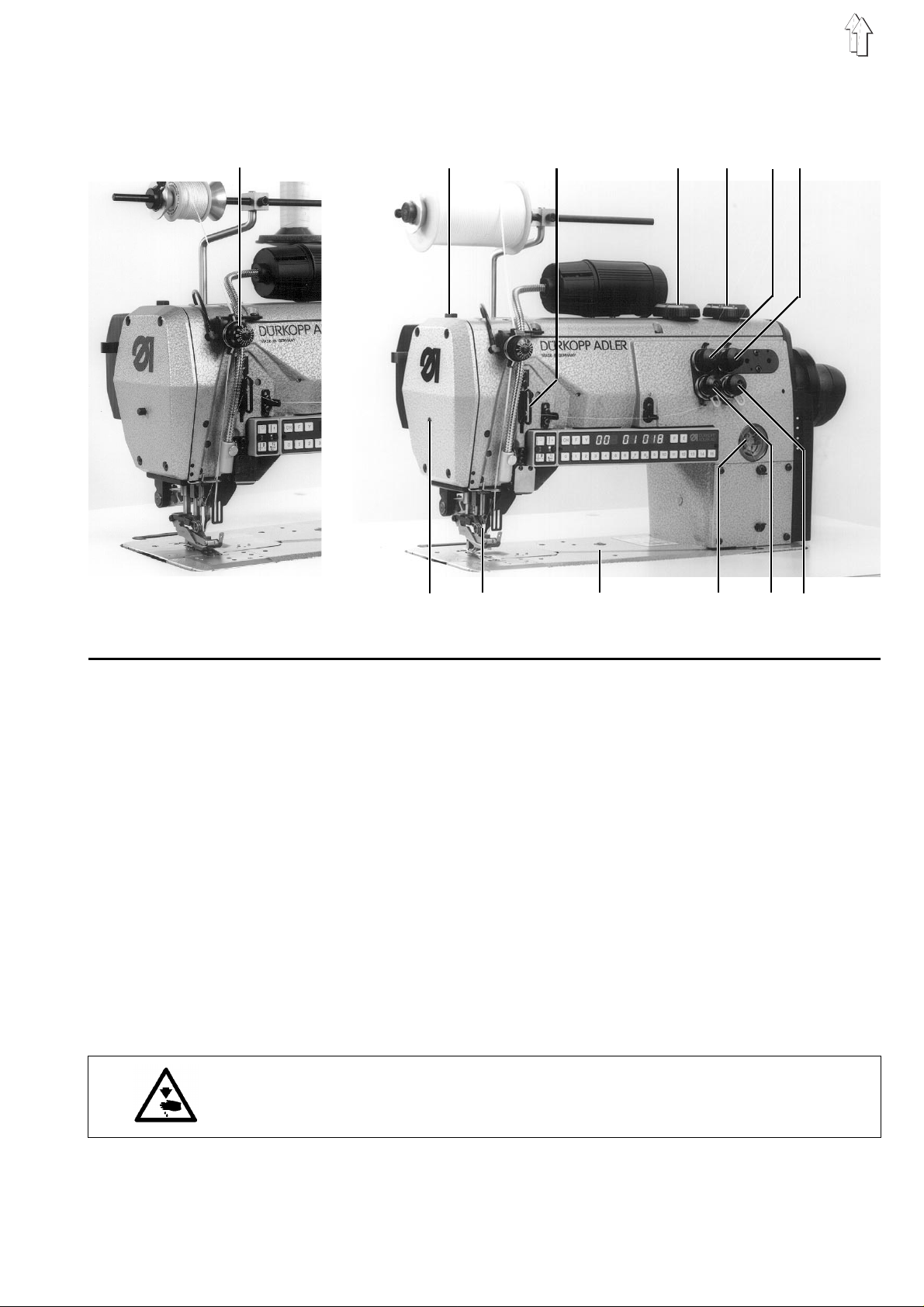
2.1 Elementos en el cabezal de coser
1
2
3
4567
13
Elemento Función
1 - Botón gi ratorio - Aju s ta r el tensor superi or d e c i n ta ( sól o - 23 /- 2 4)
2 - Tornillo - Tornillo para la presión del prensatelas. Viene de fábrica
3 - Regulador de hilo - Ajuste de la cantidad correcta del hilo de la aguja
4 - Rueda de ajuste - Ajuste de la altura aumentada de la elevación del prensatelas
5 - Rueda de ajuste - Ajustar la elevación del prensatelas
6 - Botón gi ratorio - Segunda tensión de l hi l o de l a a gu j a p ara un ap r i et e m ás f i rme de
7 - Botón gi ratorio - Segunda tensión de l hi l o de l ga rfi o pa r a u n a pr ie t e má s fi r m e d e
8 - Botón gi ratorio - Aju s ta r la tensión del hi lo del garfio
9 - Botón giratorio - Ajustar la tensión del hilo de la aguja
10 - Mirilla con
agujero de ll e na do - Mostr ar el nivel del de pó s i to . E l n i vel n o d eb e descender por
11 - Chapa - Guía del hilo del garfio
12 - Aguja - 933
atornillado del todo ¡No moverlo!
la puntada
la puntada
debajo de "MIN". En caso necesario llenar con aceite
Esso "SP NK 10" hasta la marca "MAX".
12
11
10 9
8
¡Precaución! ¡Peligro de accidente!
Al enhebrar o ca mb i ar l a ag uj a de s con ec t ar
siempre el in terruptor princ i pa l .
13 - Botón - Inmovilizar el prensatelas en posición levantado.
7
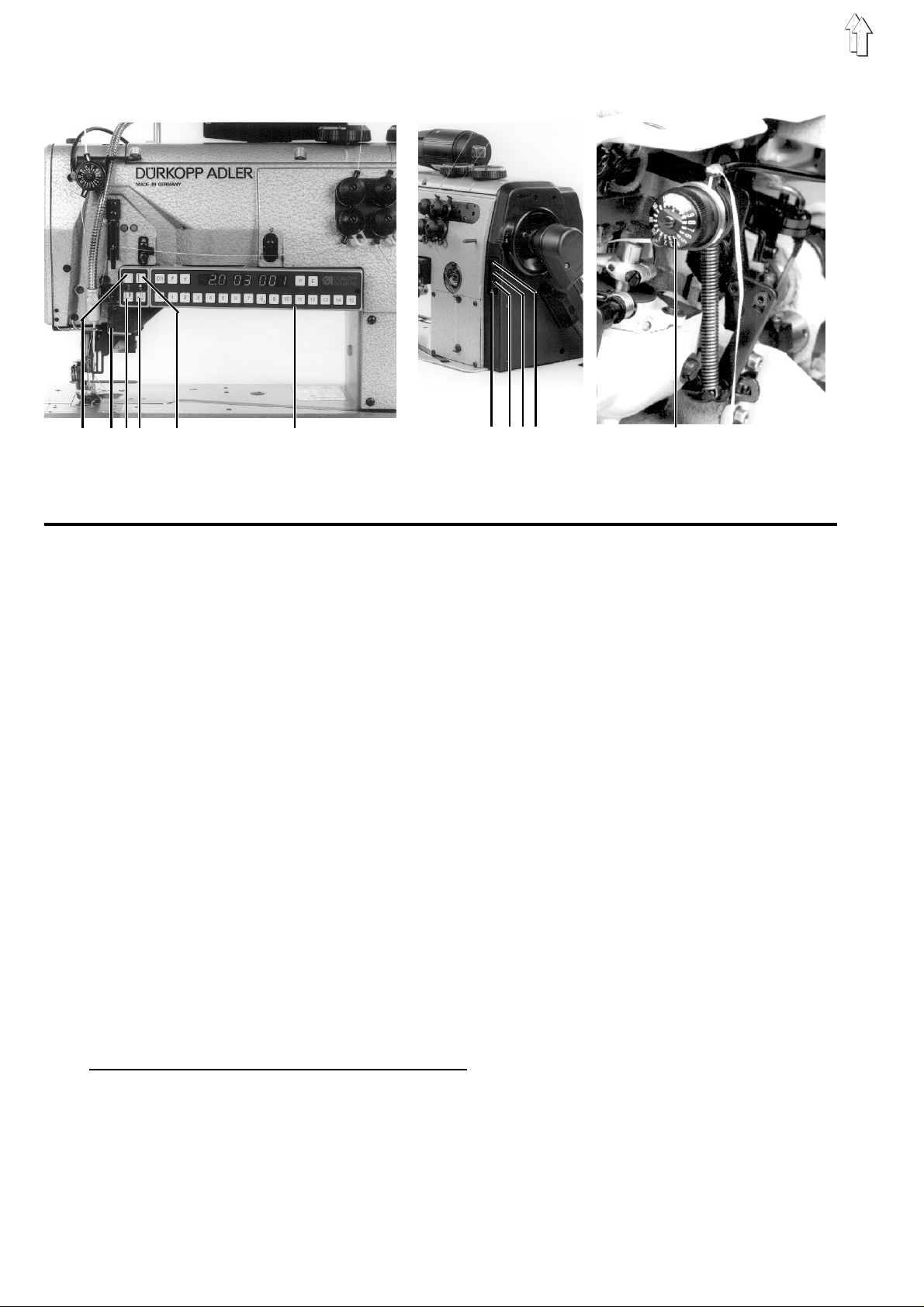
dcb
Elemento Función
14 - Bloque de teclas
Tecla F - Conectar la tensión de la cinta
Tecla Y - Funciones especiales
Tecla P - Tecla de programaci ón /I ntroducción del n úm er o de pro gr a ma
Tecla E - Introducción del número de l a rut i na
Tecla 0H - Tramo 0 con cinta
Tecla 0 - Tramo 0 son c i nt a
Teclas 1-15 - Llamar val o res d e f r un c i do
Display - Indicación de los valores de fruncido seleccionados
Tecla a - Regular el levantamiento de la aguja
Tecla b - Conexi ón /d es co ne x i ón el e v aci ó n a l ta de l pr e ns a te l as
Tecla c - Cone xi ón /d es c o ne x i ón de l cor t ad or d e b ord es ( sólo 550-12-24; - 2 6)
Tecla d - Conectar/desconectar condensación de puntada (sólo 550-12-23;-24)
15 - Pulsador manual
1-4 - Indicación LED
a
1415
1...15 1/2/3/ 4/5/6/7/8/9/10 /. ..
Indicación de l pa s o a ctu al d el p r og rama
Indicación de l mo de l o seleccionado
- Aflo j ar la pinza de la ci nt a p ar a en he br a r l a c i n ta de fi j a c ión.
Cerrar la pin z a d e l a ci nt a c o r ta nd o s i m ul t án ea me nt e l a l on gi t ud
correcta de la cinta de fijación.
- Teclear sucesivamente los pasos del programa
Indicación de l nú me ro de revolucion es a ctual
3
4
1
2
16
LEDs activos Rpm máximas
1234 3000
234 2500
34 2000
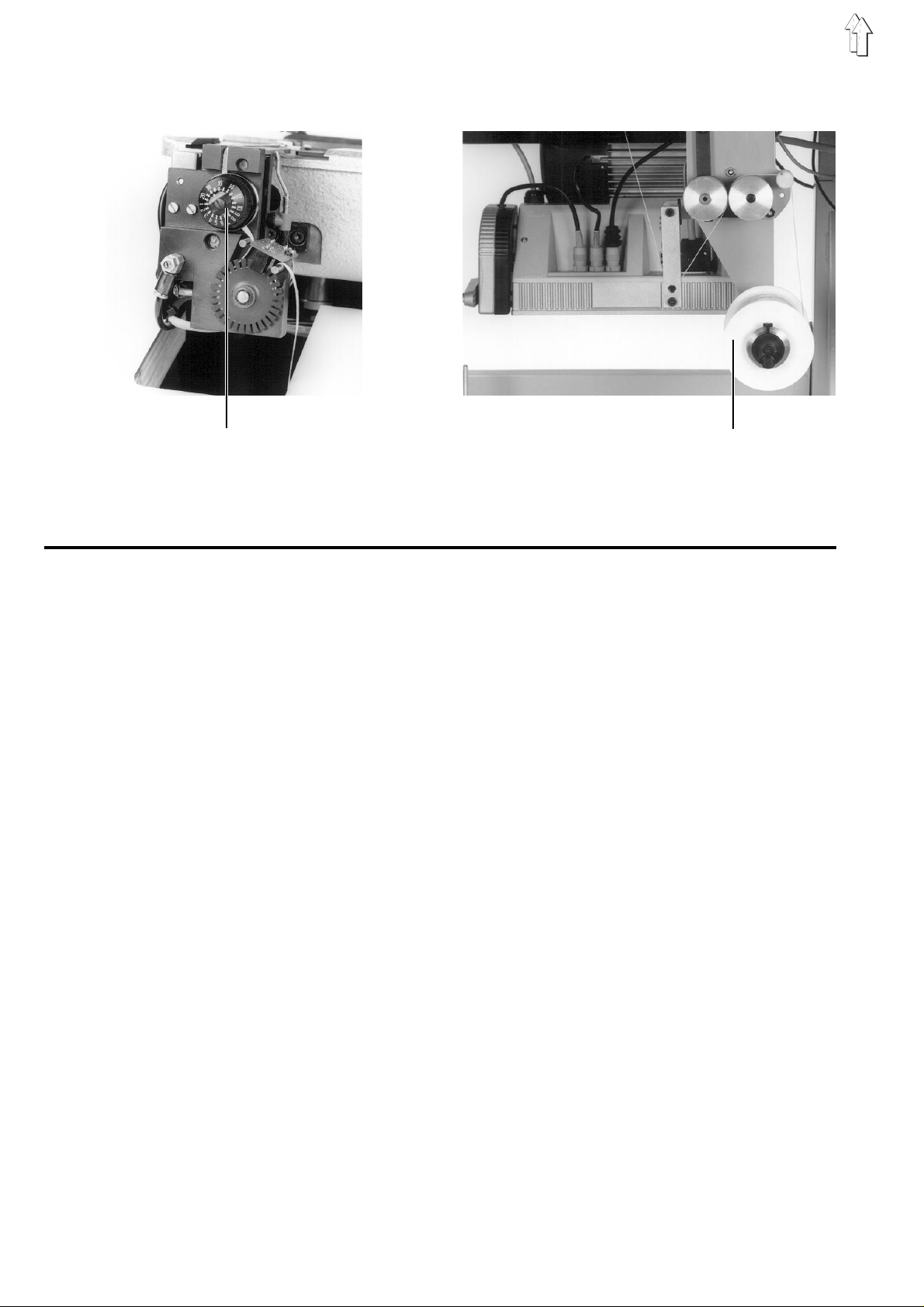
16 - Botón giratorio
8
- Ajustar tensión inferior de la cinta (sólo 550-12-23; -24)
17
18
Elemento Función
17 - Varilla de medición - Medir el nivel de aceite en la caja del accionamiento del garfio.
La varilla está en el embalaje adjunto.
18 - Tornillo Para controlar el nivel del aceite desenroscar el tornillo 18 e insertar
la varilla de medición 17 en el orificio. El nivel tiene que estar entre
las marcas. Rellenar únicamente con aceite Esso "SP NK 10".
¡Atención!
Si se intr od uce demasiado aceite, el aceite s o bra nt e s a l e p or
el agujero de purga del tornillo 18.
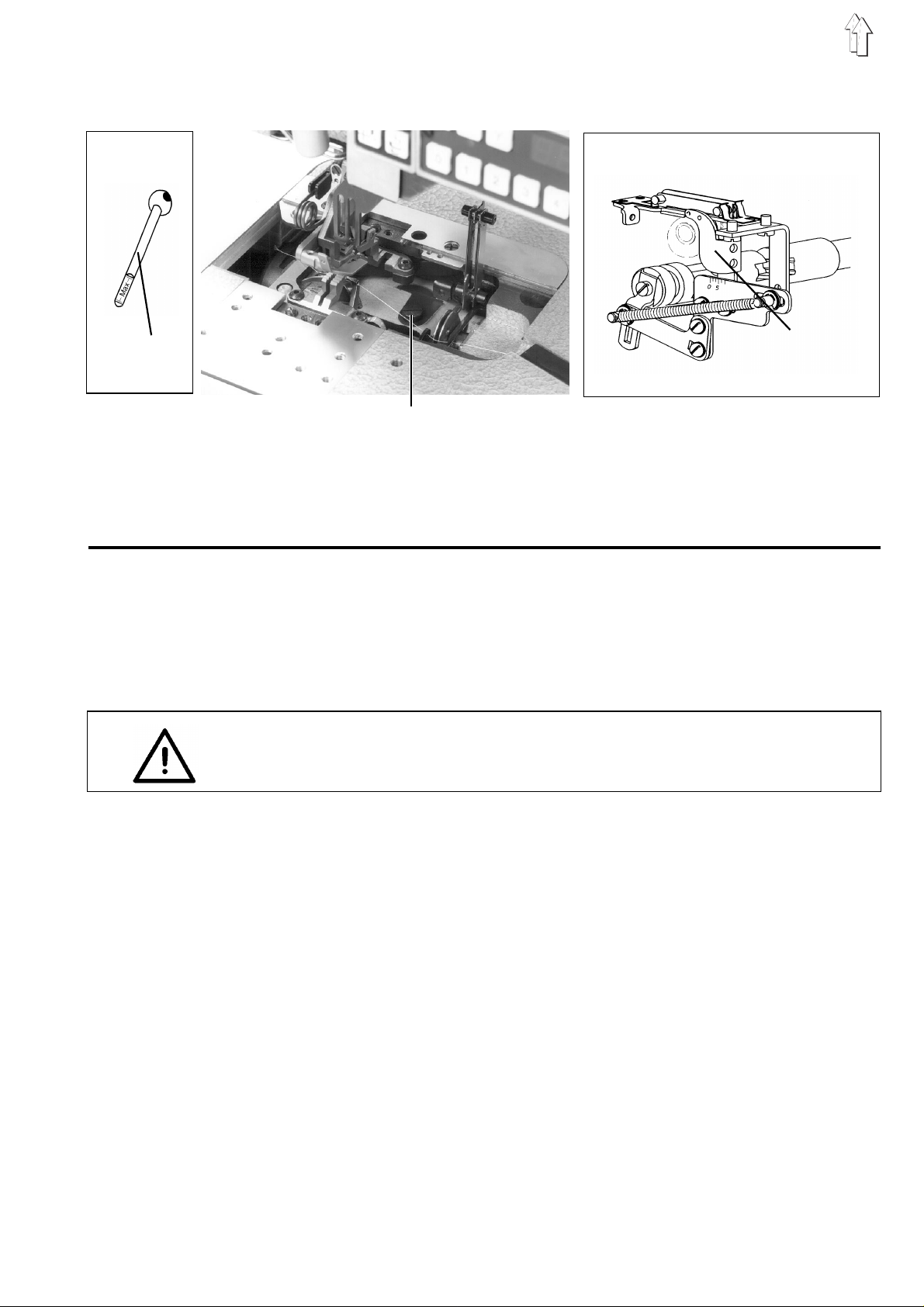
19
19 - Entrega hilo - Adaptación de la cantidad de hilo del garfio a la longitud de
puntada ajustada. Ver apartado 4.4 para los ajustes para costuras
fuertes, normales o muy elásticas.
9
20
Elemento Función
20 - Botón giratorio - Ajustar la tensión inferior de la cinta (sólo 550-12-26)
21 - Bobina - Alimentación de cinta
21
10
 Loading...
Loading...