

Page 1
Indice Pagina:
Home
Premessa ed indicazioni generali di sicurezza
Parte 1: Istruzioni per l’uso. Classe 550-12-12
1. Descrizione del prodotto
1.1 Descrizione sommaria e descrizione della destinazione
appropriata d’uso e d’applicazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.2 Dotazioni supplementari . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.3 Dati tecnici . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2. Uso della macchina
2.1 Infilatura del filo superiore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.2 Infilatura del filo inferiore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.3 Tensioni dei fili . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.4 Quantità di pretiraggio del filo superiore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.5 Dotazione supplementare "Applicazione del nastrino di rinforzo" . . . . . . . . . . . . . . . . . 10
2.5.1 Informazioni generali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.5.2 Dotazioni supplementari . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.5.3 Elementi funzionali di servizio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.5.4 Inserimento del nastrino di rinforzo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.5.5 Regolazione del dispositivo recuperanastro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.5.6 Sostituzione del piedino pressore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.5.7 Istruzioni di programmazione per l’applicazione del nastrino di rinforzo . . . . . . . . . . . . . 15
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3. Manutenzione
3.1 Pulizia della macchina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
3.2 Lubrificazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Page 2

Page 3
1. Descrizione del prodotto
1.1 Descrizione sommaria e descrizione della destinazione appropriata d’uso e d’ applicazione
L’unità di cucitura
attrezzato per la realizzare la prearricciatura programmata della parte
superiore della manica e per l’applicazione del rinforzo del sopra manica.
Se la macchi n a è at tr e zz at a c o n l ’ a pp os ita dotazione s up pl e me nt ar e
essa può ess ere an c he ut i l i z zat a per l’applic az io ne del nastrino d i
rinforzo sul giro manica, sul giro collo e lavorazioni similari.
Il posto di lavoro è attrezzato con una testa di macchina per cucire
•
a doppio punt o c a te ne l la ad un ago, con tr as p orto inferiore a g r i ffa
differenzial e e piedino superior e trasportatore.
Il piedino t r as p ortatore superio r e e l a g ri ffa an te r i ore de l tr a s po rto
•
inferiore a gri ffa d i ffer en z ial e l av o rano in sincroni a e s o no
regolabili in maniera tale che possano differenziare rispetto al
trasporto della griffa posteriore del trasporto inferiore a griffa
differenzial e, an c he il mo me nto d’innesto d el l a di ffere nz a z i on e è
variabile.
Dispositivo rasafilo elettropneumatico per il taglio del filo superiore
•
ed inferior e.
Infittimento della cucitura e sollevamento del piedino all’inizio ed
•
alla fine della cucitura.
Un pannello di comando a microprocessore provvede alla
•
regolazione automatica della lentezza con una sequenza
automatica degli inserimenti dei vari gradi di lentezza.
La capacità di memorizzazione del pannello di comando permette
•
la memorizza z i on e d i 20 pr o gra mm i di c u c itu r a c o mp rendenti i
gruppi graduati completi delle taglie. Ogni programma di cucitura
può essere composto fino a 13 passi per ogni percorso di cucitura;
ad ogni passo pu ò e s s ere ab bi n ato un proprio va l ore d’arricciat ur a .
DÜRKOPP ADLER 550-12-12
è un posto di lavoro
1.2 Dotazioni supplementari
Tramite un semplice azionamento di un tasto può essere effettuato
•
il rispecchio del programma di cucitura per il capo da cucire
sinistro/destro.
Programmazi o ne es t r em am en te s em pl i ce tramite un ter m inale per
•
l’operatore coadiuvato da uno schermo per la rappresentazione
grafica dell’operazione. Tramite l’azionamento di un tasto, le
comunicazioni per l’operatore che appaiono sullo schermo
possono ess ere r i chi a ma te i n 1 0 d i ffer en ti l i n gu e.
Grazie ad una scheda di memorizzazione può essere effettuato un
•
trasferimento dei dati su altre unità di cucitura così come una copia
di sicurezz a de i da ti d i pr o gr a mm az io ne del programma.
Destinazione appropriata d’uso e d’applicazione !
L’unità di cucitura
solo per la p rea r ri c c iatura della part e s u pe r i ore de l l a m an i c a, pe r
l’applicazione del rinforzo del sopra manica e con la corrispondente
dotazione su pp l em en ta r e p er la v or i d ’applicazione d i na s tr i d i r i nf orz o
in materiali tessili ed in pelle.
Se l’unità di cucitura
utilizzat a p er l ’ a pp l i c azi o ne di n as t r i di r i n fo rz o i n gi ro maniche, giro
colli e lavori similari essa dev’essere attrezzata con le dotazioni
supplementar i e l en c at e n el ca pi t ol o 2.5.2.
DÜRKOPP ADL ER 55 0- 1 2-12
DÜRKOPP ADLER 550-12-12
dev’essere utilizzata
dev’essere
5
Page 4
1.2 Dati tecni ci
2. Uso della macchina
Testa della macchina
per cucire: Classe 935 - 940 - 6
Sistema dell’ago: 934 SIN
Finezza dell’ago: Nm 90
Filati: Come filo superiore ed inferiore fili a filatura
monobava
Tipo di punto: 401 Doppio pu nt o c a te ne l l a
Numero di punt i : 3200 punti / m i n (n um er o di p un ti
raccomandat o d al l a fa bb ri c a)
Lunghezza del punto: 2,5 mm per la griffa di trasporto posteriore
(valore di r eg ol a zi on e f i s s o)
Lunghezza di tr a sporto della gri ffa di t r asp or t o
anteriore e d el p iedino superior e t r asp or t at or e
regolabile fino a 6 mm.
Infittimen to de l pu nt o: 1,5 mm
Pressione d’esercizio: 6 bar
Consumo aria c om pre s s a: ca. 0,5 NL per ciclo di l a v oro
Tensione nominale
d’alimentazione: 1 x 220 - 240 V, 50 / 60 Hz
Dimensioni d’ingombro: (H x B x T) 1600 x 1530 x 951 mm
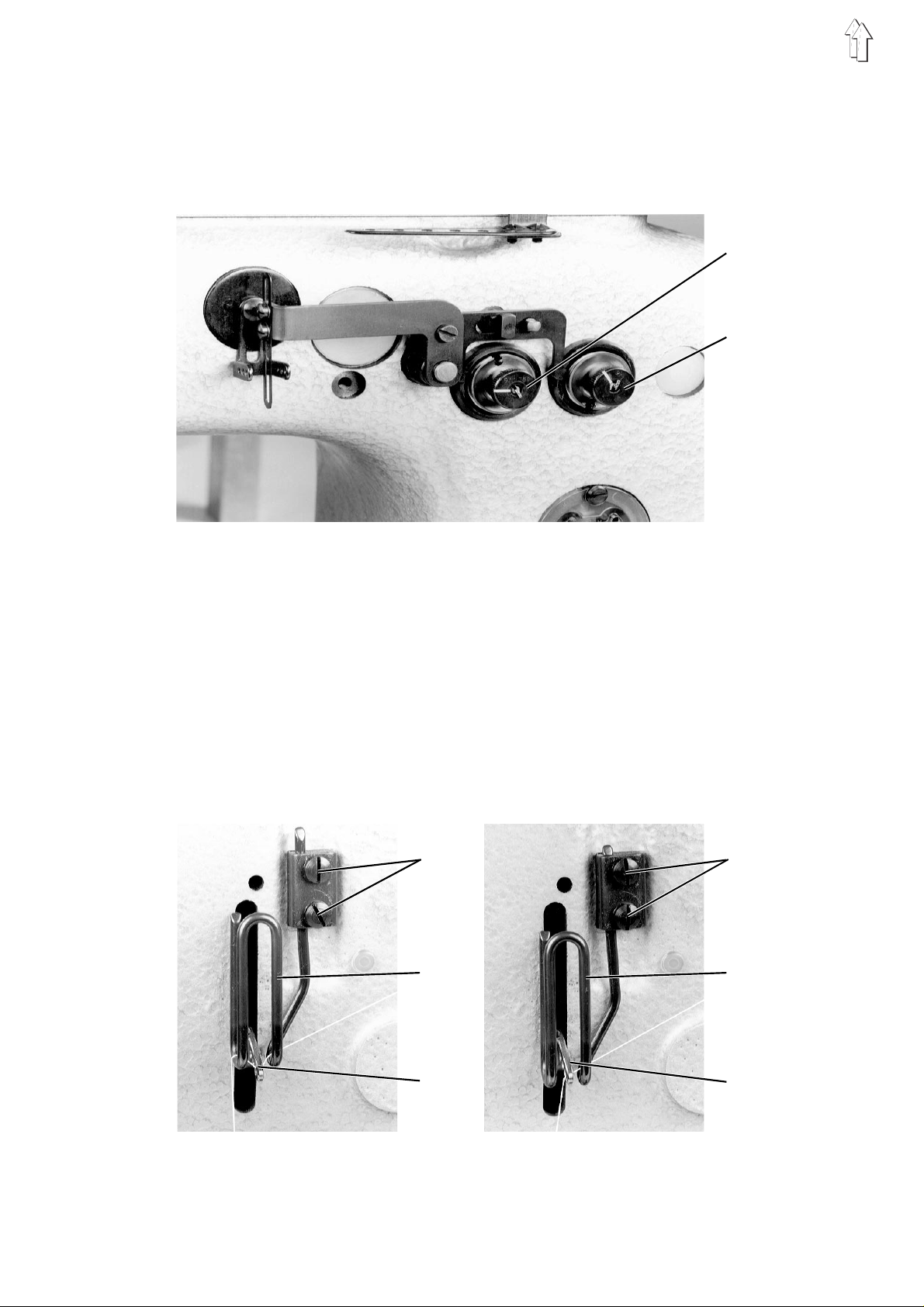
2.1 Infilatura del filo superiore
2.2 Infilatura del filo inferiore
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Effettuare l’infilatura del filo superiore solo ad interruttore principale
disinserito.
–
Inserire il cono del filato 1 sul braccio portaconi.
–
Infilare il filo come visibile in figura attraverso i fori passafilo ed
attraverso i dischi della pretensione montata sulla piastrina
guidafilo.
–
Infilare il filo facendol o pa s sar e i n s e qu en z a a tt rav e r s o i s e gu en ti
elementi: Pi as t r i na gu i da fi lo 3, guidafilo 4, te ns i o ne pe r il fi l o
8,guidafilo 6 e piastrina recuperafilo 7.
–
Infilare il filo attraverso il guidafilo 13 e la leva tendifilo 12.
–
Infilare il filo attraverso la pretensione 9, il guidafilo 10 e la cruna
dell’ago. Tagliare eventualmente lo spezzone finale di filo
eccedente.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Effettuare l’infilatura del filo inferiore solo ad interruttore principale
disinserito.
–
Inserire il cono del filato 2 sul braccio portaconi.
–
Infilare il filo come visibile in figura attraverso i fori passafilo ed
attraverso i dischi della pretensione montata sulla piastrina
guidafilo.
–
Infilare il filo facendol o pa s sar e i n s e qu en z a a tt rav e r s o i s e gu en ti
elementi: Pi as t r i na gu i da fi lo 3,guidafilo 4, te ns i o ne pe r il fi l o 5 e
guidafilo inferiore 19.
–
Infilare il filo attraverso la fessura (vedi freccia) nella canalina
guidafilo 18.
6
Page 5
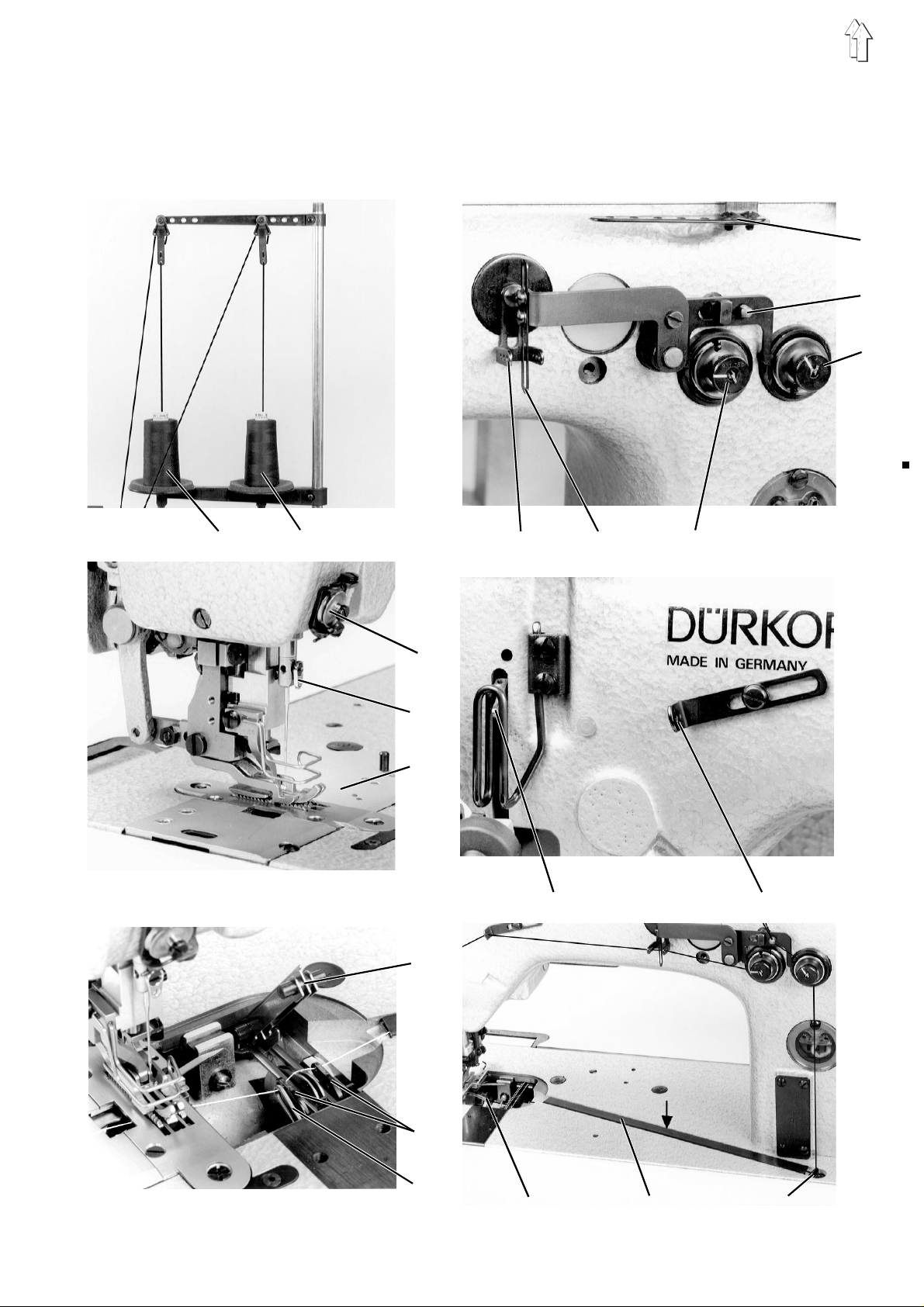
–
Levare la piastra di copertura 11 e sollevare il pressafilo 14
sboccandolo dal suo chiavistello.
Infilare il filo attraverso i guidafili 15 ed il recuperafilo 16.
Riabbassare il pressafilo 14 e ribloccarlo nel suo chiavistello.
–
Utilizzando una pinzetta, infilare il filo nel crochet 17 e tirare il filo
in maniera tale che sia leggermente teso.
Rimontare la piastra di copertura 11.
3
4
5
12
67 8
9
10
11
12 13
14
15
16
17 18 19
7
Page 6
2.3 T e nsioni dei fili
La tensione del filo superiore dev’essere sempre maggiore che la
tensione del filo inferiore.
Tensioni troppo fort i c a us a no de l l e i n de s ide r at e a r ri c c iature del
materiale cucito. Una tensione troppo debole del filo inferiore può
causare un salto dei punti .
1
2
–
Regolare la tensione del filo superiore tramite la vite godronata 1.
–
Regolare la tensione del filo inferiore tramite la vite godronata 2.
2.4 Quantità di pretiraggio del filo superiore
In caso d’utilizzazione di filati particolarmente estensibili (per esempio
filati in fibra sintetica oppure filati monobava), per assicurare un’ottima
formazione de l pu nt o è ne c es s a ri o i l p ret i r ag gi o di u na c ert a q ua ntità
di filo superiore che rimane a disposizione del crochet durante la
formazione de l pu nt o.
Filati molto estensibili: Filati poco estensibili:
3
4
3
4
5
8
5
Page 7

Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare l’archetto recuperafilo solo ad interruttore principale
disinserito.
Filati molto estensibili
–
Girare manualmente il volantino e portare la leva tendifilo 5 nel
suo punto più basso (punto m ort o i n fe r i ore ) .
–
Allentare l eg ge rmente le viti d i fi s s a gg i o 3 .
–
Regolare l’archetto recuperafilo 4.
Il foro passafilo della leva tendifilo 5 dev’essere visibile
l’archetto recuperafilo 4.
–
Avvitare nuovamente le viti di fissaggio 3.
–
Il filo superiore dev’essere fatto passare
dell’archetto recuperafilo 4.
Filati poco estensibili (per es. filati di cotone):
–
Girare manualmente il volantino e portare la leva tendifilo 5 nel
suo punto più basso (punto m ort o i n fe r i ore ) .
–
Allentare l eg ge rmente le viti d i fi s s a gg i o 3 .
–
Regolare l’archetto recuperafilo 4.
Il foro passafilo della leva tendifilo 5 dev’essere visibile
l’archetto recuperafilo 4.
–
Avvitare nuovamente le viti di fissaggio 3.
–
Il filo superiore
sinistro dell’archetto recuperafilo 4.
:
sopra
il braccino sinistro
non dev’essere fatto passare sopra
il braccino
sotto
sopra
9
Page 8

2.5 Dotazione supplementare "Applicazione del nastrino di rinforzo"
2.5.1 Informazioni generali
2.5.2 Dotazioni supplementari
Tramite la
di rinforzo
essere uti li z z at a p er a pp l ic ar e un na s tri n o d i r inforzo nel giro de l l a
manica, nel giro collo e lavorazioni simili.
Il bordo tagliato del materiale viene assicurato e rinforzato tramite
•
la cucitura di un nastrino di rinforzo.
Il dispositivo di guida e d’alimentazione del nastro, guida ed
•
alimenta automaticamente il nastro durante la cucitura. Grazie al
dispositivo recuperanastro viene assicurata una lavorazione del
nastro priv a d i te ns i o na me nt i .
Dopo un numero di punti prepro gr a mm at o, l a f or b i c e t ag l ianastro
•
taglia il n as t r o d i r i nf or zo du r an te l a c u c itura; in codesta maniera si
evita che il nastrino di rinforzo spunti oltre il bordo del materiale.
Tre piedini pressori diversi ed intercambiabili permettono la
•
lavorazion e d i 3 d i v ers i n as t r ini d i r inforzo.
L’applicazione del nastrino di rinforzo può avvenire sia in ciclo
•
automatico che in ciclo manuale.
Z129 3202
Z129 3002
940 10010
940 10050
dotazione supplementare per l’applicazione del nastrino
l’unità di cucitura
Dispositivo recuperanastro per assicurare una
lavorazione senza tensionamenti del nastrino di rinforzo
dispositi vo d i gu i da e d ’ al i m en ta z i on e d el n astro e
dispositivo di taglio del nastro, per guidare, alimentare
e tagliare au to ma ti c a me nt e i l n as t ro d i r i nf orz o du r an te
la cucitura
Piedino di t r asporto special e p er l ’a pplicazione di
nastrini di rinforzo
Guidanastr o su l di s p os itivo di guida e d ’al i m en ta z i on e
del nastro pe r un na st ro di r in f o rz o d i 3m m d i l arg he z z a
DÜRKOPP ADLER 550-12-12
può
10
940 10002
940 10022
940 10042
A seconda della larghezza del nastro di rinforzo
utilizzato:
Piedino pressore con imbuto di guida per un nastrino
di rinforzo di 1,5 mm di larghezza
Piedino pressore con imbuto di guida per un nastrino
di rinforzo di 2,0 mm di larghezza
Piedino pressore con imbuto di guida per un nastrino
di rinforzo di 3,0 mm di larghezza
Page 9
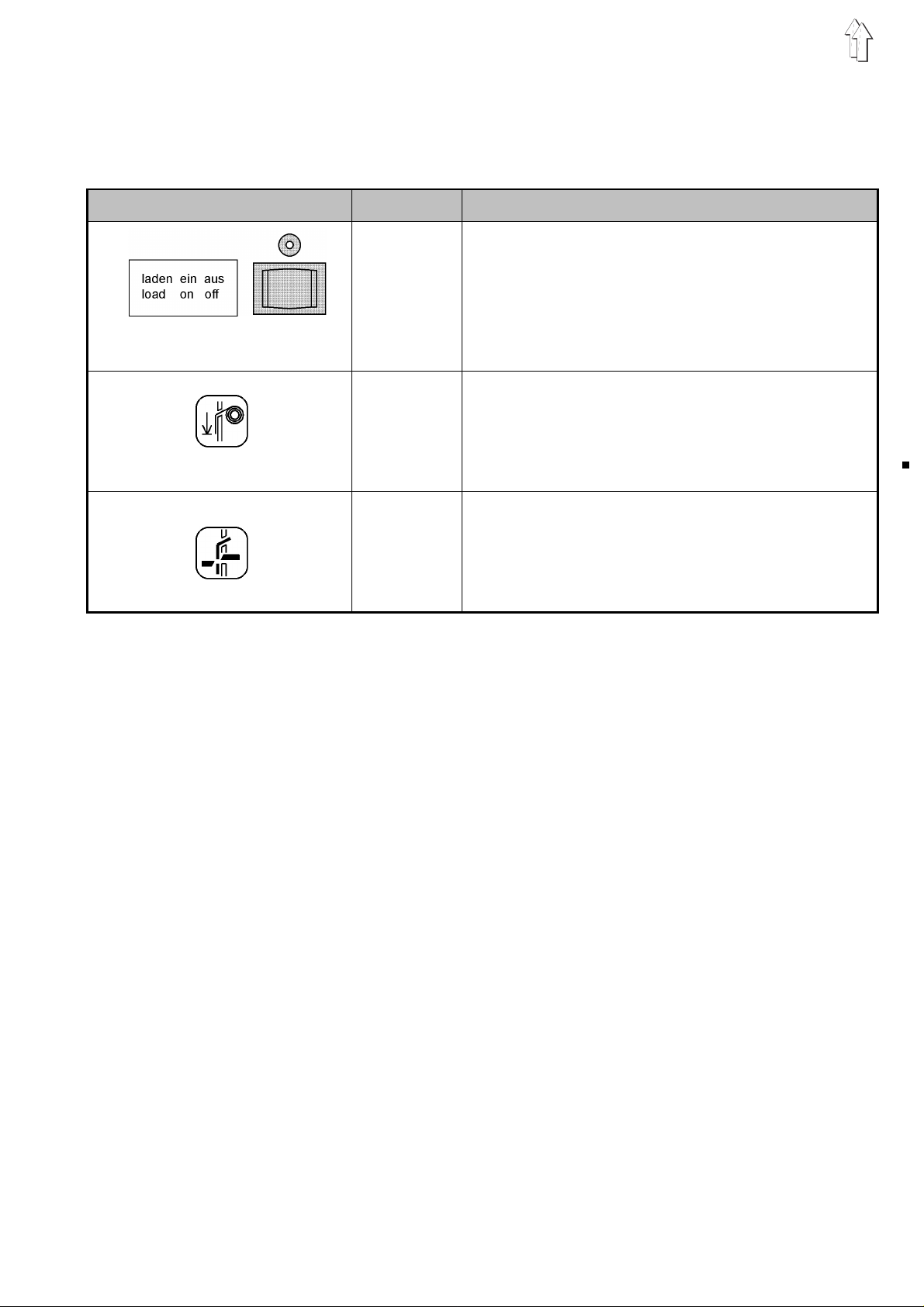
2.5.3 Elementi funzionali di servizio
Sul dispositivo di guida e d’alimentazione del na stro sono montati tre
interruttori (vedi figura
Le loro funzi o ni so no descritte nell a s ot to s ta nt e t ab el l a .
Interruttor e Posizione Funzione
"Inserimento del nastrino di rinforzo"
).
Inserire
(Laden)
Ins.
(Ein)
Disin.
(Aus)
Infilatura e posi zi on ame nto de l na st ri no di ri nfor zo
Posizione di lavoro dell’interruttore in ciclo automatico
(alimentazione automatica del nastrino di rinforzo).
La luce di contro ll o è ac cesa .
Il dispositivo per la guida e per l’alimentazione del
nastrino di rinfo rz o è di si ns erit o.
Alimentazio ne e guida manu ale del nastrino di rinforzo.
Taglio manuale del nastrino di rinforzo.
11
Page 10

2.5.4 Inserimento del nastrino di rinforzo
–
–
–
–
–
ATTENZIONE IMPORTANTE !
Se durante i l ta gl i o de l na s tri n o d i r inforzo degli sp ez zoni di nastrin o o
altri resti penetrano nell’imbuto di guida essi devono essere
assolutame nt e r i m oss i .
Resti che non sono stati accuratamente elim ina ti i mpe dis cono
una corretta alimentazione del nastrino di rinforzo !
Eliminare i resti utilizzando una pinzetta oppure cucendo tramite l’aria
compressa.
Inserire il nastrino di rinforzo eseguendo i passaggi visibili nella
figura
"Inserimento del nastrino di rinforzo"
.
Inserendo il nastrino di rinforzo curare che il nastrino venga
inserito diritto senza ritorsioni.
Porre l’interruttore A su "Laden" "
Inserire"
(posizione di
commutazio ne s i ni stra).
Inserire il na s tri n o d i r i nf orz o ne l l a g ui d a d ’ al im entazione B.
Il nastrin o d i ri nf or z o vi en e t r as p ortato dalla gui da al i m en ta tr ic e
nella guida ad imbuto C.
Aiutandosi c on un a p i nz e tt a t i r are v ers o l ’ al t o i l n astrino di rinfo r zo
estraendolo dalla guida ad imbuto C.
Porre l’interruttore A su "Ein" "
Inserito
" (posizione di
commutazio ne i nt er m ed i a).
Il nastrino di rinforzo viene automaticamente tagliato e pinzato al
di sopra della guida ad imbuto.
Ora il nastrino di rinforzo si trova nella sua giusta posizione
d’alimentazione.
–
Il dispositivo di guida e d’alimentazione del nastro di rinforzo è ora
pronto per l’inizio della cucitura.
2.5.5 Regolazione del dispositivo recuperanastro
Grazie al di s p os itivo recupera na s tro s i ot ti e ne un a c u c itura del
nastrino di ri n fo r z o a ss ol u ta me nt e priva di tensi o na me nt i de l na s tri n o.
I rullini trasportatori del dispositivo recuperanastro recuperano una
certa quantità di nastro svolgendolo dal rotolo, codesta quantità libera
e non tensionata viene utilizzata per la cucitura d’applicazione del
nastrino.
La velocità di rotazione e la durata dell’alimentazi one dei rull ini
trasportatori devono essere armonizzati tra di loro in maniera tale
che, anche cucendo alla massim a vel ocità e la ma ss im a
lunghezza di cucitura, il nastrino non venga mai tirato
direttamente dal rotolo.
Elementi di regolazione
Sul dispositivo recuperanastro sono montati due potenziometri
(consultare la figura
Potenziometro Funzione
"Inserimento del nastrino di rinforzo"
).
12
Regolazione della velocit
Regolazione della durata
dell’alimentazione
à
Con questo potenziometro viene regolata
la velocità di rotazione dei rulli
d’alimentazione.
Con questo potenziometro viene regolata
la durata dell’ali men ta zi on e (t empo
d’inserimento ) dei ru ll i d’ al ime nt az io ne.
Page 11

Inserimento del nastrino di rinforzo:
Dispositivo recuperanastro
Regolazione della
velocità
Regolazione della
durata di recupero
Dispositivo di guida e
d’alimentazione del nastro
Laden ein aus
Inser ire Ins . Di sin .
13
Page 12

2.5.6 Sostituzione del piedino presso re
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Sostituire il piedino pressore solo ad interruttore principale disinserito.
I tre piedini pressori intercambiabili, ottenibili come dotazione
supplementare, permettono la lavorazione di tre diverse larghezze del
nastrino di rinforzo (1,5 mm, 2,0 mm, 3,0 mm).
A seconda della larg he z za utilizzata de l na s tr ino di rinforzo ,
dev’essere montato il corrispondente piedino pressore e la
corrispondente guida d’alimentazione B.
1
2
–
–
–
–
–
–
–
4
3
Estrarre l’ago.
Estrarre con estrema cautela il tubo 2 d’alimentazione dell’aria
compressa dal piedino pres s o re 3.
Allentare la vite di fissaggio 1 e sostituire il piedino pressore 3.
Fissare nuovamente saldamente la vite di fissaggio 1.
Inserire con estrema cautela il tubo 2 d’alimentazione dell’aria
compressa sul nuovo piedino pressore 3.
Inserire nuov a me nt e l ’ a go .
Tramite la vite di regolazione 4 regolare, eseguendo svariate
cuciture di prova, l’afflusso d’aria ottimale per garantire
l’alimentazione del nastrino di rinforzo con la nuova larghezza.
14
Page 13

2.5.7 Istruzioni di prog rammazione per l’app licazione del nastrino di rin forzo
Il programma di cucitura viene effettuato nella taglia di base in
di programmazione "Teach-in"
rispecchia to e g r ad ua to .
Il pannello di comando misura i percorsi parziali durante la cucitura dei
singoli passi e li memorizza automaticamente nel programma.
Il dispositivo di guida e d’alimentazione del nastrino di rinforzo
alimenta e guida automaticamente il nastrino di rinforzo durante la
cucitura.
Dopo l’esec uz io ne del numero di pu nt i pre pr o gr a mm at o, l e f or b i ci
taglianastr o ta gl i a no i l na s tr i n o d i ri nf or zo nella cucitu r a.
e viene automaticamente
modo
15
Page 14

Sequenza operativa Pulsanti Osservazioni
1. Inserire il nastrino di rinforz o.
2. Controllare la regolazione di base.
3. Scegliere il numero del programma.
Impostare il numero del programma.
(per es. N.Programma 01)
4. Scegliere la taglia.
Impostare la taglia.
(per es. Taglia 38)
5. Richiamare il metodo di programmazione.
6. Cancella re il ve cc hi o pr ogra mma.
7. Sceglier e la rap pres en ta zi on e graf ic a.
8. Sceglier e il cap o in iz ia le da cu ci re.
9. Porre il cap o pr es ce lto so tt o il pie di no
pressore per in iz ia re la cu ci tu ra .
A
+
Y
P
0 , 1
GR
,
3
+
Y
+
Y
RL
Inserire il nastrino di rinforzo: consultare il
capitolo 2.5. 4.
Solo al momento del co llau do opp ure do po un
"Reset".
0
8
Controllo dell a re go la zi on e di bas e:
Consultare la pa rt e 4, cap it ol o 3.
NR. PROGRAMMA
numeri di progra mma perme ss i: 01...
TAGLIA
Tagli a di bas e: DOB (c onfe zi on e fe mmin il e)
taglia 38, HK (confezione maschile) taglia 50
Azionare con te m pora ne ame nt e en tr amb i i
pulsanti rossi.
Il pannello ind ic a
Prima della realizzazione di un nuovo
programma, azionare sempre il pulsante di
cancellazione.
Azionare il pu ls an te fino al l’ ap pa ri zi on e del
grafico 08.
In caso di scelta errata, azionare il pulsante di
cancellazione (consultare il punto 6.)
Scegliere nuovamente il capo iniz ia le .
viene messa in risa lt o.
viene messo in risalto.
20
PRONTO P. PROGRAMMA
.
10. Scegli er e la qua nt it à d’ ar ri cc ia tu ra (lent ez z a ).
Impostare la quantità d’arricciatura (lentezza).
11. Cucire il pa ss o 1.
12. Scegliere la graduazione (se necessario).
Impostare la graduazione.
(per es. Graduazione 02)
13. Scegliere il passo 2.
MW
...
0
GD
0 , 2
S
14
Quantità d’arric ci at ur a = Le ntez za
La quantità d’a rr ic ci at ur a (l en te zz a)
dev’essere determinata sulla base di valori
esperimentati in pratica.
Il numero di punti che vengono eseguiti viene
contemporane ame nt e cont at o e
automaticamente memorizzato.
ATTENZIONE IMPORTANTE!
La lunghezza minima di cucitura nel passo 1
dev’essere
Il valore determin a di qua nt o va ri a la
lunghezza di cucitura del passo per ogni
passaggio di taglia (graduazione).
Esempio:
Dal modellista vi en e da ta una var ia zi one de ll a
lunghezza di cucitura da una taglia alla
prossima di 5 mm.
Con una lunghezz a de l pu nt o di 2,5 mm
corrisponde re bb e a 2 pu nt i. Perciò viene
impostato il valore di graduazione 02.
Richiamando un’altra tagl ia, il percorso di
cucitura viene au to matic ame nt e au menta to
oppure diminuito in rapporto al valore di
graduazione impostato.
Nel campo
almeno di 2 punti
PASSO
appare l’indicazione 02.
.
16
Page 15

Sequenza operativa Pulsanti Osservazioni
14. Inserire il dispositivo di guida e
d’alimentazione del nastro.
Attivare il dispositivo di guida e
d’alimentazione del nastro.
15. Scegliere la quantità d’arricciatura (lentezza).
Impostare la quantità d’arricciatura (lentezza).
16. Cucire il passo 2.
17. Scegl ie re l a grad ua zi on e (s e ne cessario).
Impostare la gradua zi on e.
(per es. Graduazione 02)
18. Scegl ie re i l pass o 3.
19. Scegliere ed impostare il valore
d’arricciatura (lentezza).
F , 1
0-I
MW
...
0
GD
0 , 2
S
MW
14
Nel campo F1 viene messo in r isalto
Nel campo F1 viene messo in risalto
Il nastrino di rinfo rz o vi en e al ime ntat o.
L’interruttore di commutazione A sul
dispositivo di guida e d’alimentazione del
nastro dev’ess er e po si zion at o ne ll a su a
posizione di commutazione intermedia
"Inserito" "Ein"
La quantità d’arricciatura (lentezza)
dev’essere determinata sulla base di valori
esperimentati in prat ic a.
AT TENZIONE IMPORTANTE!
La lunghezza minima di cuc it ura ne l pa ss o 2
dev’essere
Consultare il punto
Scegliendo il passo 3. appare passo 4.
Il passo 3 viene creato automaticamente dal
pannello di comando.
Nel campo
Consultare punt o
.
almeno di 15 punti
12.
PASSO
viene messo in risa lt o 04.
10.
.
DIS
INS
.
.
20. Cucire il passo 4.
21. Scegl ie re ed imp os ta re la grad ua zi on e.
22. Programmare ulteriori passi.
23. Tagliare il nastrino di rinforzo.
Attivare la forbice per il nastro.
24. Cucire fino alla fine del capo.
GD
F , 2
0-I
Consultare punt o
AT TENZIONE IMPORTANTE!
Ogni programma dev’ es sere
almeno 5 passi
Per ogni capo possono essere impostati al
massimo 13 passi.
Con più di 13 passi , il cap o non pu ò es se re
più rispecchia to .
Nel campo F2 viene messo in risalto
Nel campo F2 viene messo in risalto
Il nastrino di rinforzo viene tagliato a filo
sopra l’imbuto di gui da.
AT TENZIONE IMPORTANTE !
Non impostare più nessun p asso.
In caso contra ri o un ris pe cc hi o no n è pi ù
possibile.
AT TENZIONE IMPORTANTE!
La lunghezza minima di cucitura nell’ultimo
passo dev’esse re
Il numero di punti che vengono eseguiti viene
contato e automatic ame nt e memo ri zz at o.
Nell’ultimo pa ss o de l prog ra mma il con te gg io
dei punti viene es cl us o pe r pe rmett er e
all’operatri ce la de te rmi na zi on e man ua le
della fine della cucitura.
12.
composto da
.
almeno di 15 punti
DIS
INS
.
.
.
25. Azionare il dispositivo rasafilo.
17
Page 16

Sequenza operativa Pulsanti Osservazioni
26. Impostare i dati per la fine del capo.
27. Rispecchiare il capo.
28. Copiare il gruppo di taglie.
E
SP
C
Il pannello di coman do crea au to matic ame nt e
un ulteriore pa ss o.
Nel campo
Sotto la rappresentazione graf ic a ap pa re
RISPECC., FINE, PROSEG
RISPECC.
(consultare punto
: Solo il capo che è stato appena eseguito
FINE
viene memorizzato. Un rispecchio non
è possibile.
(consultare punto:
PROSEG(UIRE)
quan do nel c amp o
Impostare degli ulteriori pass i.
Il programma per il cap o de st ro /s in is tr o vi en e
creato a rispecchio e viene memorizzato.
Sotto la rappresentazione graf ic a ap pa re
COPIARE?, AUTOMA T ICO?
COPIARE
(consultare punto
AUTOMATICO
taglia di base
Il programma creato viene memorizzato in
ogni taglia dei campi d’impiego (DOB/HAKA)
(conf. femminile/ mas ch il e) .
appare
FINE
: Il capo viene rispecchiato.
: Azionare il pulsante E fino a
appaiono dei trattini (--).
: Copiare il grup po di ta gl ie
: Consultare il punto:
.
fine
.
)
27.
Memorizzare solo il
capo destro/sinistro
.
)
28.
Memorizzare solo la
FINE
)
29. La macchin a è pr on ta per ini zi ar e a cu ci re.
Memorizzare solo il capo destro/sinistro
Memorizzare solo il capo destr o/sinistro.
Memorizzare solo la taglia di base
Memorizzare solo la ta gl ia di ba se .
Indicazioni d’er r or e
GRAD. TAGLIA ERRATA <
INS. > 14 LUNG. CUCIT..
Appare la rappresentaz ione grafica con la
suddivisi one de i pa ss i.
E
A
Rimedio
Il valore per la graduazione dev’essere minore che la
lunghezza dell a cu ci tu ra . Cuc ir e il pas so opp ure la lun gh ez za
della cucitura .
Nel passo richi ama to, il v al ore de ll a lu ng he zz a dell a cu ci tu ra
dev’essere maggiore che 14. Correggere l a lunghezza di
cucitura.
Azionando ancora una volta il pulsante
viene memorizzato solo il programma creato
per il capo destro oppure sinistro.
Un rispecchio del capo non più possibile.
Nel campo
Sotto la rappresentazione graf ic a ap pa re
COPIARE?, AUTOMA T ICO?
Proseguire la sequenza operativa dal punto
28.
Azionando il pulsante A, il programma creato
viene accettato e memorizzato solo nella
taglia di base.
Proseguire la sequenza operativa dal punto
29.
FINE
appare
FINE
.
.
E
PROGR. NON IN ORDINE
PROGR. SENZA FINE
18
Nel programma esistono dei valori non validi. Controllare i
valori e correggere i valori non validi.
Azionare il pulsante E.
Page 17

3. Manutenzione
3.1 Pulizia della macchina
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Effettuare ogni lavoro di manutenzione dell’unità di cucitura solo con
l’interruttore principale disinserito.
Un’unità di cucitura tenuta ben pulita evita avarie e relativi fermi
macchina !
Pulire e controllare giornalmente:
–
Eliminare gli accumuli di sporcizia e di pulviscolo che si formano
particolarm en te nel campo di l a vor o s i tu at o s o tt o l a pl a cc a a go
(per es. utilizzando una pistola ad aria compressa).
La testa della macchina per cucire dev’essere ribaltata verso
l’indietro per poter accedere e poter pulire gli organi della
macchina situati sotto la base della macchina.
–
Controllare il livello dell’acqua condensata nel recipiente del
gruppo riduttore della pressione.
Il livello dell’acqua non deve salire mai fino alla vaschetta 1 del
filtro.
Per scaricare l’acqua condensata: Sotto pressione avvitare la vite
di scarico 3 e scaricare l’acqua dal recipien te 2.
1
2
3
A seconda della quantità di pulviscolo che si forma durante la
lavorazione giornaliera:
–
Dopo aver smontato la placca ago eliminare gli accumuli di
pulviscolo che si formano tra i ranghi delle griffe di trasporto.
19
Page 18

3.2 Lubrificazione
Per la lubrificazione dell’unità di cucitura utilizzare esclusivamente
l’olio lubrificante
L’olio lubrificante SP-NK 10 può essere acquistato presso i punti di
vendita della
Controllare la riserva d’olio nella scatola di trasmis sione per il
movimento del crochet
–
Quando la testa della macchina per cucire è ribaltata verso
l’indietro, il livello dell’olio nella scatola di trasmissione per il
movimento del crochet 2 non deve scendere sotto la linea di
riferimento lunga della spia di controllo.
–
Se fosse nec es sa r i o, r ifo r ni re i l s erb atoio fino all a l in ea di
riferimento superiore, a questo scopo svitare la vite di chiusura 1
del bocchet to ne di r i f orn i me nt o.
ESSO SP-NK 10
DÜRKOPP ADL ER AG
.
.
1
2
Controllare la riserva d’olio nel se rbatoio
Ad esclusione del gruppo di trasmissione per il movimento del crochet,
tramite il sistema di lubrificazione centralizzata a stoppini dal
serbatoio 3 vengono lubrificati tutti gli organi della testa della
macchina per cucire che necessitano una lubrificazione.
–
Quando la testa della macchina per cucire è nella sua posizione
normale di lavoro, il livello dell’olio nel serbatoio non deve
scendere mai sotto la linea di riferimento "Min".
–
Se fosse necessario, attraverso i fo ri della spia di controllo
rifornire i l se r ba to i o f i no al l a l i ne a d i ri fe r ime nto "Max".
3
20
Page 19
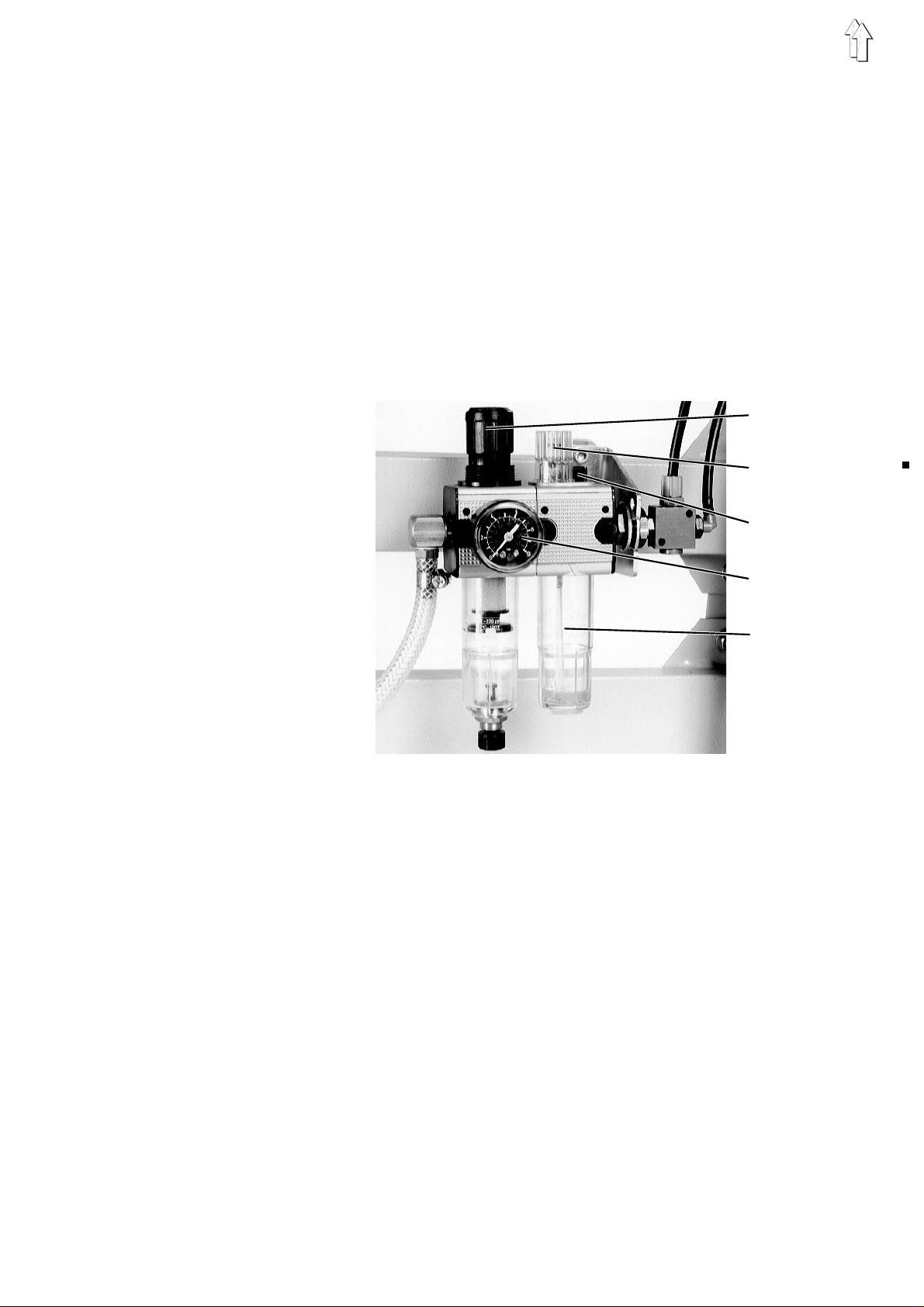
Controllare il livello dell’olio nel recipiente del gruppo riduttore
della pressione
–
Il livello dell’olio nel recipiente 5 non deve scendere mai sotto la
linea di riferimento scana l at a.
–
Se fosse necessario rifornire il serbatoio fino alla linea di
riferiment o sc a na l at a.
–
A questo scopo, rotand o v e r s o si n i s tra l a m an opola di regolaz i o ne
1, chiudere completamente l’afflusso d’aria compressa e scaricare
l’aria compressa rimanente nelle tubazioni dell’unità di cucitura.
–
Per rifornire, svitare la vite di chiusura 3 del bocchettone di
rifornimento.
–
Dopo aver eseguito il rifornimento dell’olio e aver riavvitato la vite
di chiusura 3 , s o l l ev a re l a ma no po l a d i r eg ol a zi on e 1 e r o ta r l a
verso destra fino a raggiungere una pressione d’esercizio pari a 6
bar.
La pression e d ’es e r c iz i o s u l la q uale la macchin a v i e ne r eg olata
può essere letta sul manometro 4.
1
2
3
4
5
Controllare la quantità d’olio fornita dal nebulizzatore
–
Alla norma l e p res s i o ne d’ e ser c iz i o , o gn i 10 c i c li di l a v oro da l tu bo
visibile sotto la spia 5 deve gocciolare una goccia d’olio.
–
Regolare la quantità di gocciolamento (corrispondente alla
quantità d’ oli o c he v i en e n eb ul i zz a to ) tra mi t e l a v i te di
egolazione 2.
21
 Loading...
Loading...