

Page 1

Indice Página:
Home
Parte 4ª: Manual de programación Cl. 550-12-12
1. Generalidades
2. Elementos de maniobra
2.1 Displays en pantalla . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.2 Elementos de maniobra de la pantalla . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.3 Elementos de maniobra en el teclado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6, 7
3. Tablas de tallas
3.1 Tallas para 200-3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.2 Tallas para 200-6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9, 10
4. Ajuste básico del mando
4.1 Mando 200-3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
4.2 Mando 200-6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
4.3 Seleccionar la talla base por programa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
4.4 Asignación de las teclas de función . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
5. Reset
6. Instrucciones de programación:
6.1 Prefruncimiento de la cabeza de la manga / coser la manga . . . . . . . . . . . . . . . . . . 15-17
6.2 Instrucciones de programación para el refuerzo con cinta . . . . . . . . . . . . . . . . . . . . 18-21
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
7. Modificar un programa existente
7.1 Cambiar todo el juego de tallas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
7.2 Cambiar sólo una talla . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
7.3 Cambiar solamente la pieza derecha o izquierda . . . . . . . . . . . . . . . . . . . . . . . . . 23
7.4 Selección y modificación de las tallas intermedias . . . . . . . . . . . . . . . . . . . . . . . . 23
8. Secuenci a d e pro gr amas
8.1 Confeccionar una secuencia de programas . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24, 25
8.2 Activar la secuencia de programas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
8.3 Borrar la secuencia de programas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
9. Tarjeta de m em o ri a
9.1 Transferir programas a la tarjeta de memoria . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
9.2 Cargar los programas en el mando . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
10. Introducir texto
11. Llamar los estados de las EPROM
11.1 Preseleccionar la aplicación (DOB/HK) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
11.2 Cambio de las EPROMs 200-6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Page 2

Indice Página:
12. Ajustar la posición inicial de la el ips e
13. Cambiar el idioma del texto en pantalla
14. Adaptación de los valores de frucimiento a diferentes materiales /
Cambio porcentual del valor de fruncim iento
15. Determinar el valor de fruncimiento
16. Servicio
16.1 Corregir el display en pantalla (200-3 / 200-6) . . . . . . . . . . . . . . . . . . . . . . . . . . 34, 35
16.2 Cambiar la pila de la tarjeta de memoria (200-3 / 200-6) . . . . . . . . . . . . . . . . . . . . 35
16.3 Cambiar el fusible (200-3 / 200-6) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
16.4 Cambiar el bloque de alimentación (200-3 / 200-6) . . . . . . . . . . . . . . . . . . . . . . . 37
16.5 Cambiar la tarjeta gráfica (200-3 / 200-6) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
16.6 Cambiar la batería (200-3 / 200-6) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
16.7 Cambiar las EPROMS (200-3) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38, 39
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
. . . . . . . . . . . . . . . . . . . . . . . . . 33
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Page 3
1. Generalidades
Este manual de programación contiene informaciones importantes
para el uso seguro, apropiado y económico de los mandos
multiprograma
200-3
y
200-6
.
Capacidad de
memoria de los
mandos
Transferencia de
datos
Confort de
programación
Mando
20 modelos di fe r en te s c on
10 grupos de ta l l as
Transferencia a un a t arj e ta de
memoria de 32k
Los mandos es tá n m ar cados con la plac a de c ar a cterísticas apropiada.
Desde esta tarjeta de memoria los datos se pueden registrar de nuevo en un
mando multi pro gr a ma .
Transferencias des d e u na ta r j et a d e 1 28 k a o tr a de 32 k o vi c e v ers a
posibles.
El proceso se puede repetir tantas veces como se desee dentro del periodo
de conservac i ón de l a t ar j e ta de me mo r ia.
Periodo de c on s erv a c ión de la tarjeta de me mo ri a: Ap pr o x . 4 añ os s i n c am bi o
de pila.
La talla base introducida es válida
para tdos los programas.
Hay 10 programa s en la m em ori a .
200-3
Mando
15 modelos diferentes con
15 grupos de tallas y las
correspondientes tallas
in termedias (ver ta bla de t all as) .
Es posible una programación previa
en todas las variantes de modelos.
Transferencia a una tarjeta de
memoria de 128k
La talla ba se s e pu ed e e l eg i r pa ra
cada progra ma .
La memoria contiene 45 tallas
adicionales
200-6
no son
Confort de manejo
El programa se genera por el procedimiento teach-in para una manga en la
talla base.
El programa pa ra l a s eg un da ma ng a s e ob ti e ne me di a nt e c o pi a do a e s pe j o.
La transferencia del programa generado al juego completo de tallas es
automática.
El mando de la am pl i t ud v ari a pe rmi t e u n a j us t e p rec i so y rep et i bl e y la
llamada de diferentes valores de amplitud varia.
La secuencia automática del programa asegura una calidad uniforme y altos
rendimientos.
Todos los pasos necesarios para generar un programa se muestran con texto
en el monitor. El texto en el monitor se puede llamar en diversos idiomas.
Un gráfico mu es t ra l o s pa s os individuales d e c o s tu ra programados.
Todos los datos importantes se listan en el monitor junto al gráfico.
A los programas se les pu ed en as i g na r no mb res y comentarios me dia nte
introducción de texto.
Observación
En la tabla al pie se indican los símbolos para la representación de
manipulaci on es d e t ec l a s en es t a d oc u me ntación.
Símbolo Significado
... + ...
(p.ej. Y +
P
)
Pulsar las teclas
Pulsar la tecla Y y mantenerla pulsada,
adicionalmente, pulsar la tecla P.
al mismo tiempo
.
. ,
..
...
(p.ej. P, 0)
Pulsar las teclas
Pulsar la tecla P y soltarla.
Luego pulsar l a t ec la 0.
sucesivamente
.
3
Page 4
2. Elementos de maniobra
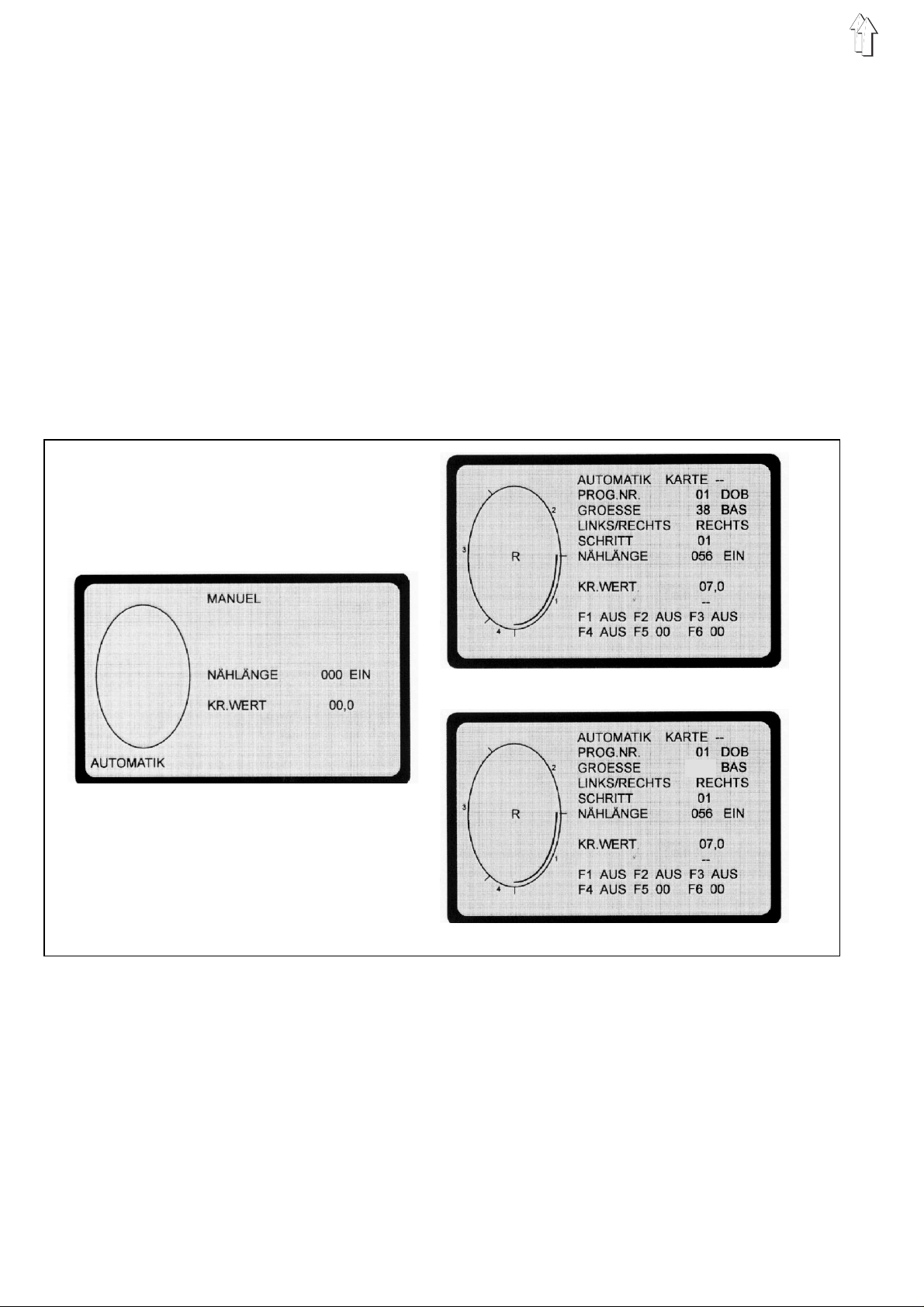
2.1 Displays en panta lla
Indicaciones en pantalla
Cada modo de maniobra (manual o automático) se representa en
pantalla con un display especial.
Elementos de maniobra de la pantalla
Los elemento s de ma ni o br a de l os m an do s mu lt ip r og r am a
200-6
están divi di o s en dos grupos de te c l as .
elementos de maniobra de la pantalla
Los
izquierda de la misma.
Consisten en cinco teclas dispuestas una debajo de la otra.
Elementos de maniobra en el teclado
elementos de maniobra en el teclado
Los
de la pantal la .
Consisten en 30 teclas dispuestas en dos filas.
están dispuestos a la
están dispue s to s de ba j o
200-3
y
Maniobra manual
Maniobra automática mando 200-3
038
Maniobra automática mando 200-6
Maniobra manual
Con la maniobra manual, el operador preselecciona el valor del
fruncimiento.
El número de puntadas se cuenta automáticamente durante la costura
y se indica en la pantalla.
Maniobra automática
Con maniobra automática, el display en pantalla contiene todos los
valores necesarios para confeccionar un programa completo de
costura.
El operador p ue de di vi d i r la s e c c i ón de cos t ur a en un má x i mo de 13
pasos.
En el gráfi c o se i nd i c an l os p aso s pr o gra mados.
4
Page 5
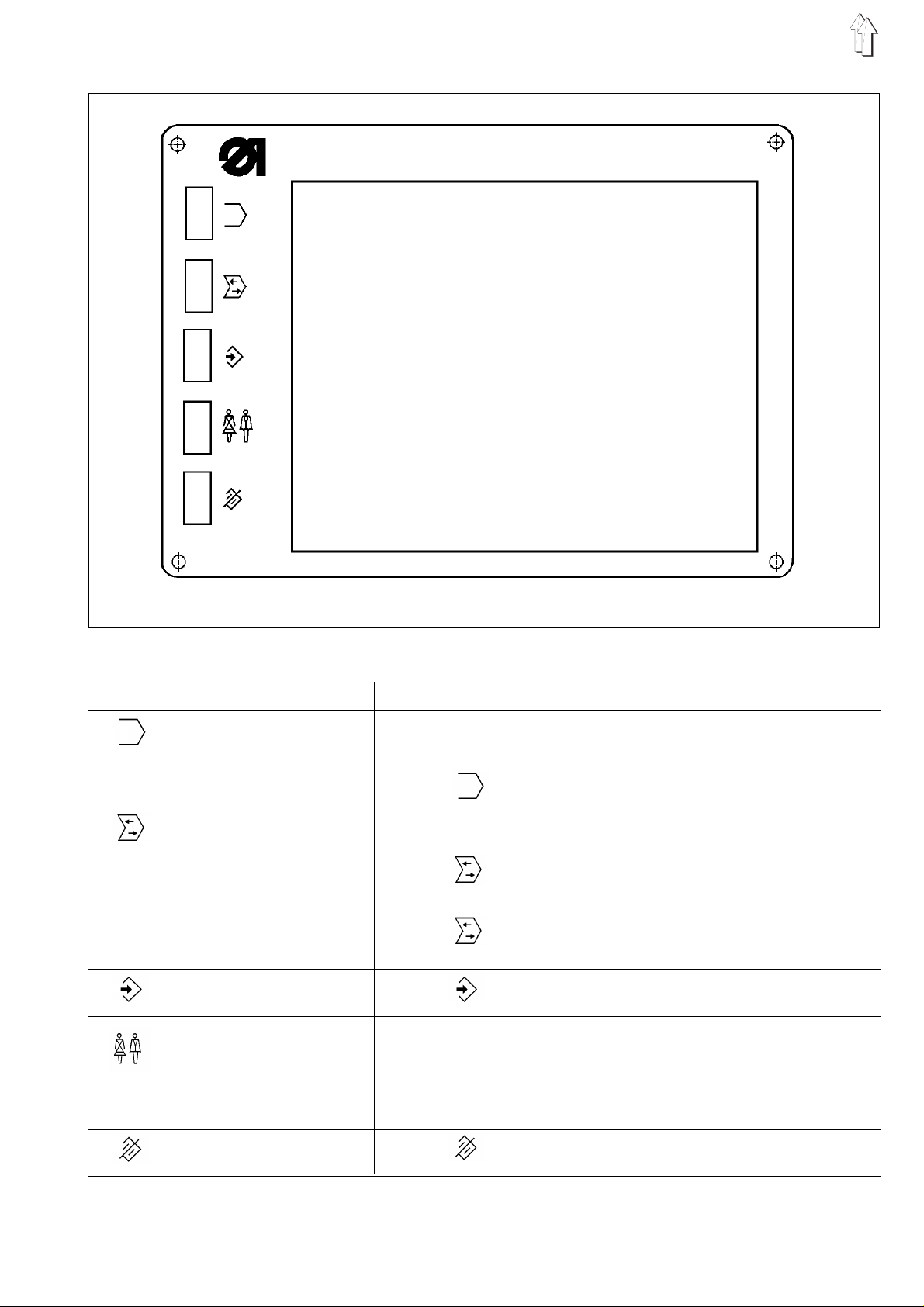
2.2 Elementos de maniobra de la pantalla
Tecla Función
Modo de programación:
- Seleccionar gráfico
- Posibilitar final con/sin corta-hilo (FA)
- Y + : llamar int roducción de tex to
Transferencia de datos a l a t a rj eta d e memoria:
- Cambiar el sentido de trans f ere nc i a
- Y + : transf eri r datos
Modo de secuencia de programas:
- Y + : llamar el m odo de secu encia d el p rograma
- Seleccionar la secuencia de programa (A-E)
Y
+ : lla mar el m odo de p rogramaci ón (pul sar ambas
tecla s rojas)
Cambiar el campo de aplicaci ón (DOB /H K):
- Primero, pulsar la tecla Y y el
tiempo
Modo de programación:
- Ajustar la ta l l a ba s e en el 1er. paso
Y
+ : borrar el prog rama
interruptor principal
al mismo
5
Page 6
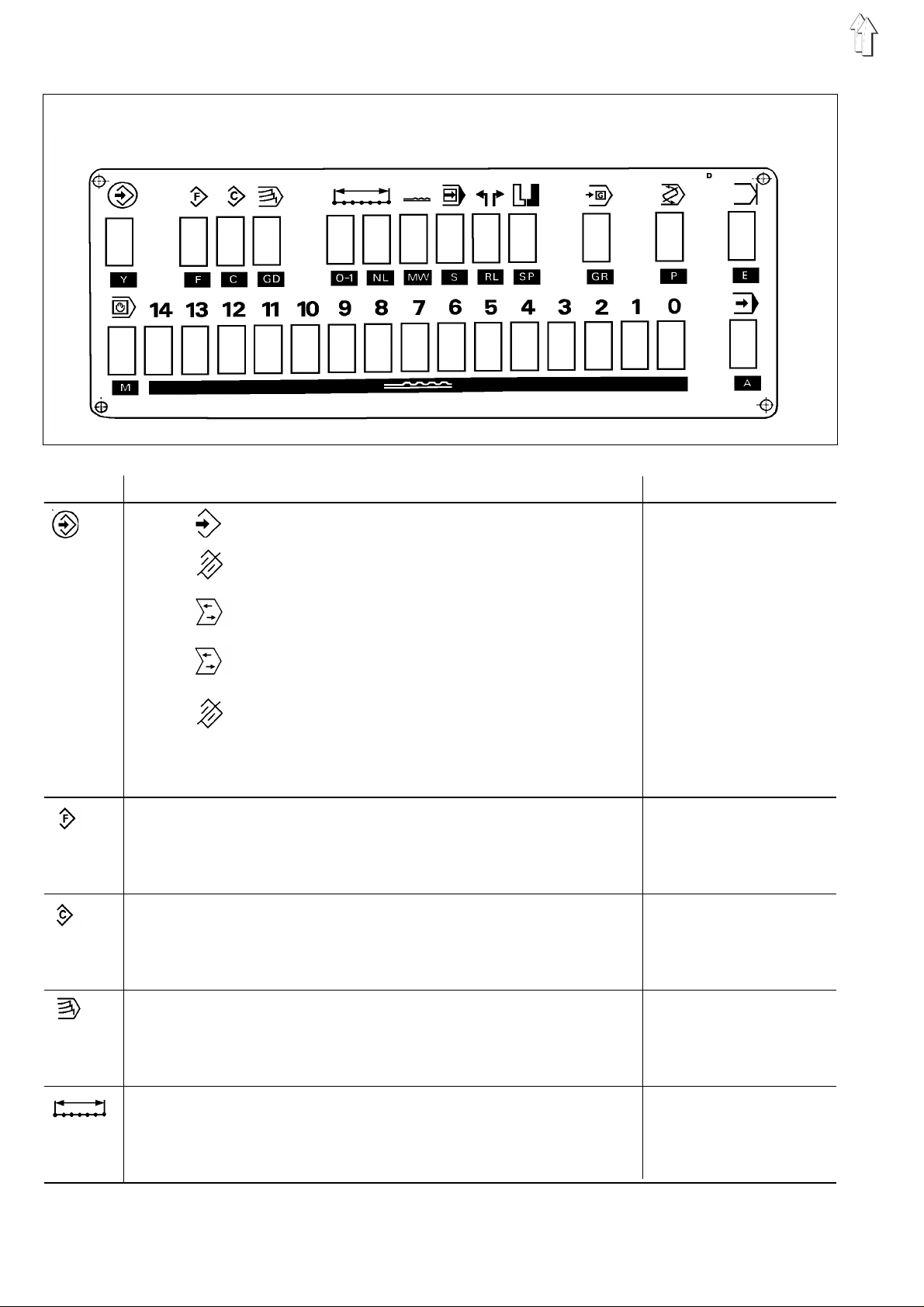
2.3 Elementos de ma niobra en el tecla do
Tecla Función Display
Y
+ : llamar el m odo de programación
Y
F
C
Y
+ : borrar el prog rama
Y
+ : lla mar la s ecuenc ia de pr ograma s
Y
+ : transf eri r el progra ma a la t arjeta de
memoria (con la tarjeta insertad a)
Y
+ : introd ucir texto
Y + P
: cambiar el idioma del texto en pantalla
Permitir la selección de las funciones adicionales
(F1-F6)
Copiar el jueg o d e t al la s
Permitir introducir la graduación
F1...F6
GRADUACION
6
GD
0-I
Conectar/desconectar la medición de la longitud de
costura
LONG. COSTURA
Page 7
Tecla Función Display
NL
MW
S
RL
SP
Permitir introducir la longitud de costura
Permitir introducir el valor de fruncimiento (de la
amplitud varia)
Llamar el pa s o si g ui e nt e
Seleccionar la pieza inicial (con programa borrado)
Copiar a espejo la primera pieza programada
Permitir seleccionar la talla
LONG. COSTURA
VALOR FRUNCIDO
PASO
IZQ./DERECHA
TALLA
GR
P
E
M
0...14
Permitir la selección del programa
- Introduci r f i na l de pi e z a
- Introduci r f i na l de pr o gra ma
- Programar pasos posteriores
- Conectar maniobra manual
Y + M
Ll amar la siguiente pos ici ón i nicial usa ndo
Modo de programación
P : Introducir el número de p rograma
GR : Introducir la talla
MW : Introducir el valor de fruncimiento
NL : Introducir el nº de puntadas (long. de costura)
GD : Introduc ir l a gradu ación
F : Seleccionar la función adicional
Transferir los datos a la tarjeta de memoria:
: llamar la posición inicial de la elipse
:
PROGR.NO.
fin
FIN
- -
POS. INICIAL:
M
PROG.NO.
TALLA
VALOR FRUNCIDO
LONG. COSTURA
GRADUACION
F1...F6
F5, F6
- Introduci r e l nº de ta r j et a
- Conectar maniobra automática
- Llamar el pr i n c ipi o de l pr o grama
A
NO. TARJETA
7
Page 8
3. T ablas de tallas
En las siguientes tablas, las tallas base para los diferentes países
están resaltadas y señaladas con BAS.
3.1 Tallas para 200-3
Prendas exteriores de señora (DOB) 200-3
Alemania Francia Italia GB USA Japón
32 34 36 6 6 3
34 36 38 8 8 5
36 38 40 10 10 7
38 BAS 40 BAS 42 BAS 12 BAS 12 BAS 9 BAS
40 42 44 14 14 11
42 44 46 16 16 13
44 46 48 18 18 15
46 48 50 20 20 17
48 50 52 22 22 19
50 52 54 24 24 21
Prendas exteriores de caballero (HAKA) 200-3
Alemania Francia Italia GB USA Japón
44 44 36 34 38 2
46 46 38 36 39 3
48 48 40 38 40 4
50 BAS 50 BAS 40 BAS 40 BAS 41 BAS 5 BAS
52 52 44 42 42 6
54 54 46 44 43 7
56 56 48 46 44 8
58 58 50 48 45 9
60 60 52 50 46 10
62 62 54 52 47 11
8
Page 9
3.2 Talla s para 20 0-6
DOB (Prendas exteriores de señora)
Gr. tallas 1 Gr. tallas 2 Gr. tallas 3 Gr. tallas 4 Gr. tallas 5 Gr. tallas 6
Alemania Alemania Francia Italia GB/ USA Japón
BAS 38 BAS 122 BAS 40 BAS 42 BAS 12 BAS 9
Señoras Niñas Señoras Señoras Señoras Señoras
32 - 16/64 104 34 36 06 03
34 - 17/68 110 36 38 08 05
36 - 18/72 116 38 40 10 07
38 - 19/76 122 40 42 12 09
40 - 20/84 128 42 44 14 11
42 - 21/88 134 44 46 16 13
44 - 22/92 140 46 48 18 15
46 - 23/96 146 48 50 20 17
48 - 24/100 152 50 52 22 19
50 - 25/104 158 52 54 24 21
52 - 26/108 164 54 56 26 23
54 - 27/112 170 56 58 28 25
56 - 28/116 176 58 60 30 27
58 - 29/120 182 60 62 32 29
60 - 30/124 188 62 64 34 31
9
Page 10
3.2 Tallas para 200-6
HK (Prendas para caballero)
Gr. tallas 1 Gr. tallas 2 Gr. tallas 3 Gr. tallas 4 Gr. tallas 5 Gr. tallas 6
Alemania A,B,CH,D, F, NL Francia Italia GB/ USA Japón
BAS 50 BAS 50 BAS 50 BAS 40 BAS 40 BAS 5
Caballeros Caballeros Caballeros Caballeros Caballeros Caballeros
44 86/45/22
46 90/ 47/ 23
48 94/ 49/ 24
50 98/ 51/ 25
52 102/53/26
54 106/55/27
56 110/57/28
58 114/59/29
44 86/ 45/ 22
46 90/ 47/ 23
48 94/ 49/ 24
50 98/ 51/ 25
52 102/53/26
54 106/55/27
56 110/57/28
58 114/59/29
44 86/ 45/ 22
46 90/ 47/ 23
48 94/ 49/ 24
50 98/ 51/ 25
52 102/53/26
54 106/55/27
56 110/57/28
58 114/59/29
34 34 - 35 0 2
36 36 - 37 0 3
38 38 - 39 0 4
40 40 - 41 0 5
42 42 - 43 0 6
44 44 - 45 0 7
46 46 - 47 0 8
48 48 - 49 0 9
60 118/61/30
62 122/63/31
64 126/65/32
66 130/67/33
68 134/69/34
70 138/71/35
72 138/73/36
60 118/61/30
62 122/63/31
64 126/65/32
66 130/67/33
68 134/69/34
70 138/71/35
72 138/73/36
60 118/61/30
62 122/63/31
64 126/65/32
66 130/67/33
68 134/69/34
70 138/71/35
72 138/73/36
50 50 - 51 1 0
52 52 - 53 11
54 54 - 55 1 2
56 56 - 57 1 3
58 58- 59 14
60 60 - 61 1 5
62 62 - 63 1 6
10
Page 11
4. Ajuste básico del mando
4.1 Mando 200-3
Dependiendo de l a a pl ic a c i ón de l ma nd o, ha y qu e e fe c tu ar u n
determinado a j us t e b ás i co del mismo.
Es aconsejable comprobar este ajuste básico antes de poner en
marcha la máquina.
¡Después de un reset es absolutamente necesario comprobar el
ajuste básico!
Mando 200-3
4.1.1 Selección del grupo de tallas
(válido para todos los programas / ver tabla de tallas página 8)
Llamar el ajuste básico:
–
Pulsar la tecla A.
–
Pulsar la tecla Y y mantenerla pulsada, pulsar también la tecla 0.
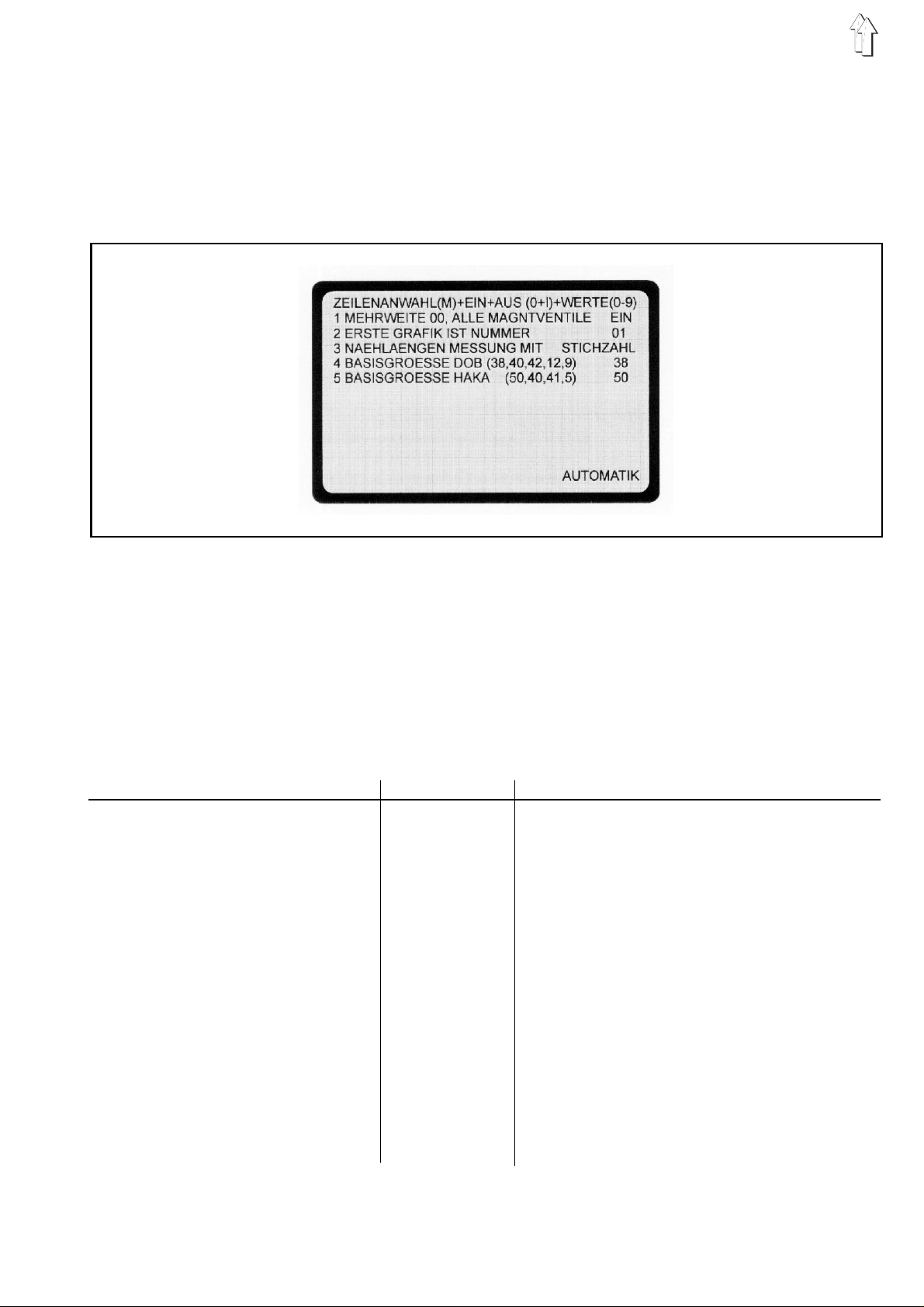
El ajuste bá s i co d el m an do aparace en la pantalla.
–
Utilizando la tecla M elegir el campo.
Los campos se ajustarán de acuerdo con las especificaciones de la
siguiente tabla.
Campo Ajuste Observaciones
1 AMPLITUD 00, TODAS LAS
ELECTROVALVULAS
2 PRIMER GRAFICO ES EL
NO.
3 MEDICION LONGITUD COS TURA CON
MEDICION DISTANCIA
01/08
NO. PUNTADAS/
CON/DESC
CON
p. ej. 01 Seleccion ar e l grá fi c o de s ea do .
NO. PUNTADAS
Conmutar de
0-I.
Pasar al camp o 2 mediante la te c l a M.
(p.ej. gráfico 01 para fruncimi e nto previo)
Pasar al camp o 3 mediante la te c l a M.
Cambio de
NO.PUNTADAS
Pulsar la tecla Y
también la tecla F.
Pasar al camp o 4 mediante la te c l a M.
DESC
MEDICION DISTANCIA
CON
a
y mantenerla pulsada, pulsar
mediante la te cl a
a
4 TALLA BASE DOB (38;40;42;12;9) p.ej. 38 Se ajusta la talla base para DOB.
Las tallas base para diferentes países
se pueden tomar de la tabla de
(ver pág. 8).
Pasar al camp o 5 mediante la te c l a M.
tallas
11
Page 12
Campo Ajuste Observaciones
5 TALLA BASE HAKA (50;40;41;5) p.ej. 50 Se ajusta la talla base para HAKA.
Las tallas ba s e p ara di f er e nt es p aíses
se pueden to ma r de l a t ab l a d e
(ver capítulo 3.1).
Pulsar la tecla A para salir de l aj u s te bá s ic o.
4.2 Mando 200-6
Dependiendo de la ap licación del mando, hay que efectuar un
determinado ajuste básico del mismo.
Es aconsejable comprobar este ajuste básico antes de poner en
marcha la máquina.
¡Después de un reset es absolutamente necesario comprobar el
ajuste básico!
Größengr uppe DO B (1-8) 1
Größengr uppe HA KA (1-8) 1
tallas
Mando 200-6
4.2.1
Selección de l gru po de ta l l as (v á l i do pa r a t od os lo s pr o gra mas / ver tabla de ta l l as p ág i na 9/ 10 )
Llamar el aj u s te bá s ic o:
–
Pulsar la tecla A.
–
Pulsar la tecla Y y mantenerla pu l s ad a, pu l s ar t am bi é n l a te c l a 0.
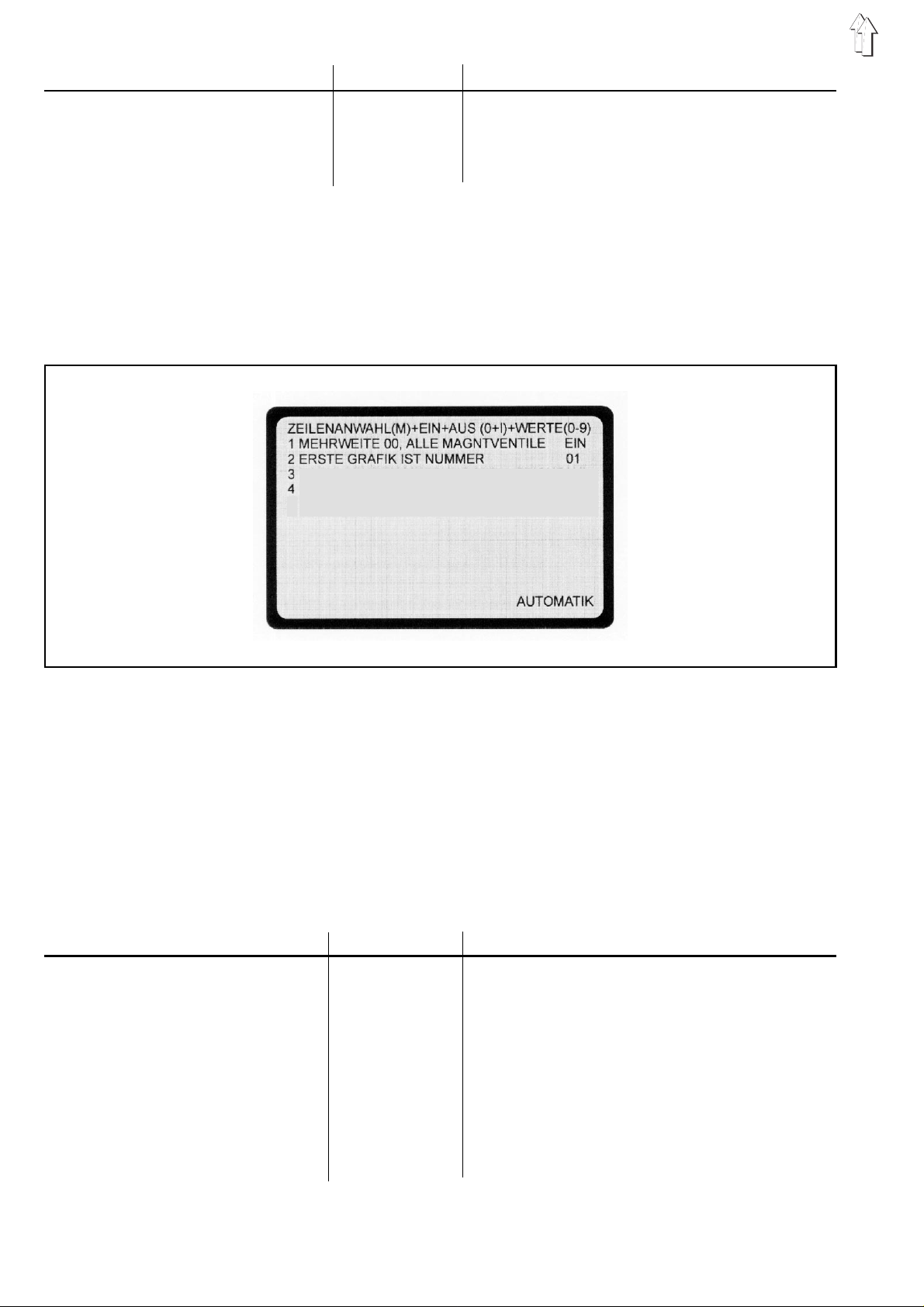
El ajuste básico del mando aparace en la pantalla.
–
La tecla M selecciona c a da s i ng ul a l ínea.
Los campos s e aj u sta r án de ac u er d o co n l a s es p ec ificaciones de l a
siguiente t ab l a.
Campo Ajuste Observaciones
1 AMPLITUD 00, TODAS LAS
ELECTROVALVULAS
2 PRIMER GRAFICO ES EL
NO .
01/08
CON/DESC
CON
Conmutar de
0-I.
Pasar al campo 2 mediante la tecla M.
p. ej. 01 Seleccio na r el g r áf i co deseado.
(p.ej. gráfico 01 para fruncimiento previo)
Con la tecla M se avanza a l a s igu i en te línea.
DESC
a
CON
mediante la tecla
3 GRUPO DE TALLAS DOB (1-8) ver la tabla
DOB listada
12
Con la selección de una de las tablas listadas
se ajustará automáticamente la
y se determinará la
(Ver pág. 9).
línea de tallas
talla base
.
Page 13

Campo Ajuste Observaciones
4 GRUPO DE TALLAS HAKA (1-8) p.ej. 01 Pulsando la tecla A aparece el mo do
automático.
El grupo de tallas ahora seleccionado es
válido para todos los programas. Se indica su
talla base, p.ej. 050 BAS.
El grupo de ta l l as permanece memo ri z ad o
incluso después de borrar u n p rog r am a.
En caso de un
nuevo la tall a ba s e.
RESET
hay que determ i na r de
4.3 Seleccionar la talla base por programa
En principio, como hasta ahora, se programa un grupo de tallas con la
correspondiente talla base en el ajuste básico
(ver "llamar el ajuste básico").
Adicionalmente, después de esto, se puede asignar a cada programa
individual otra serie de tallas con la correspondiente talla base
(ver tabla de tallas DOB/HAKA, hoja 9/10).
Programación de la talla base dependiente del programa
Secuencia de operaciones Tecla Observaciones
1. Llam ar l a ta l la b as e el e gi d a e n
el ajuste básico
2. Llam ar e l mo do de programación
3. Borrar programa
4. Llam ar e l dis p l ay d e s e rv i c io
5. Seleccionar
HAKA
o
6. Seleccionar grupo de tallas
(Ver tabla de tallas )
7. Pul s ar l a te c l a p ara
AUTOMATICO
DOB
(linea 4)
(linea 3)
GR +
p.ej. 050
Y +
Pulsar ambas teclas rojas; el mando indica
Y +
Y + O
M
1 - 8
A
En el display aparece
"listo para programar"
El monitor i n di ca
Aparece el g rup o d e tallas
(ver tabla de tallas)
La figura se mostrará brillante.
Se mostrará la figura seleccionada.
Aparecerá el pr o grama seleccion ad o, c on el
grupo de tallas seleccionado y la talla base
correspondiente.El mando es in
"programación"
BAS
detrás de la talla.
"se borrará el programa"
HAKA/DOB
8. Posterior desarrollo de
programació n v e r pu nt o 6 .
Si se borra un programa como el arriba descrito, con una talla base especial determinada, aparecerá la
talla base de te r mi n ad a e n e l aj u ste básico.
Un grupo de tal l as d i sc r ep an te te nd r á q ue i nt roducirse de nuev o .
13
Page 14

4.4 Asignación de las teclas de función
Las funcion es F s e pu ed en asignar a los pa s os.
Función F Ajuste clase Observaciones
F1 con .
F1 con .
F2 con .
F3 con . ***
F4 con .
F5 1
2...1 4
F6 1...14
5. Reset
F , 1 , O-I
F , 1 , O-I
F , 2 , O-I
----F , 4 , O-I
F , 5 , 1
F , 5 , 2...14
F , 6 , 1
14
...
***¡Sólo válido para máquinas de coser suministradas antes de
diciembre de 19 93 !
F3 con. = F , 3 , O-I = Reducción de longitud de puntada
550 - 16
550 - 12 - 12
550 - 12 - 12
550 - 12 - 12
550 - 12 - 12
550 - 12 - 12
-----
-----
se desacopl an te ns o res h i l o superior
se alimenta l a c i nt a d e refuerzo
se corta la cinta de refuerzo
- no asignada reducción de velocidad
reducción d e la l on gi t ud de puntada
- no asignada -
- no asignada -
Se requiere
–
cuando hay que borrar todos los programas del mando
–
cuando ocurre un er r o r qu e n o s e pu ed e r e me di a r
Secuencia de operaciones:
–
Pulsar las dos teclas rojas y
–
Desconectar el interruptor principal y esperar unos 10 segundos.
–
Conectar de nu ev o el i n te rr up to r pri n c i pa l ,
teclas rojas.
–
Soltar las do s te c l as ro j as s ó l o cu an do aparece la ima ge n d el
ajuste básico en la pantalla.
–
Todos l o s pr o gr a ma s de l mando se han borra do .
–
¡Comprobar el ajuste básico
un Reset
mantenerlas pulsadas
sin soltar
!
.
las dos
14
Page 15

6. Instrucciones de programación:
6.1 Prefruncimiento de la cabeza de la manga / coser la manga
mando 200-3 mando 200-6
038
El programa de cos t ur a s e co nfecciona por el
en la talla base, y se copia a espejo y se gradúa automáticamente.
El mando mide las secciones parciales al coser los pasos individuales
y las incorp or a au to má ti camente al progra ma.
Secuencia de operaciones Teclas Observaciones
1. Comprobar el aj u ste bá s i co.
2. Selecci on ar n º d e programa.
Introducir el nº del programa.
(p.ej. progr.nº. 01)
3. Selecci on ar talla.
Introducir la talla.
(p.ej. ta lla 38 200-3)
(p.ej. ta lla
4. Llamar el modo de programación.
038
200-6)
A
Y + 0
P
0 , 1
GR
3 , 8
0 , 3 , 8
Y +
Sólo a la pri m era pu es t a e n m ar c h a o de s pu és
de un Reset.
Para comprobar el ajuste básico:
Ver capítulo 4 / 4.2.
PROG.NO.
posibles nú me ros d e p r og r am a:
mando 200-3
mando 200-6
TALLA queda resaltada.
Tallas base: DOB 38, HK 50
DOB
Pulsar amba s teclas rojas.
El mando indi c a
LISTO PARA PROGRAMAR.
queda resalt ad o.
01...20
01...15
038
procedimiento teach-in
, HK 050
5. Borrar el programa anterior.
6. Selecci on ar e l gr á fi c o . Pulsar la t ecl a ha s ta qu e a pa r ez ca el gráfico
Y +
Antes de conf ec c i o na r un nuevo programa,
pulsar antes siempre las teclas de borrar.
01 (elipse).
15
Page 16

Secuencia de operaciones Teclas Observaciones
7. Seleccionar la manga inicial.
8. Colocar el principio de costura
de la manga se l ec c i o na da de ba j o
del pr ensatelas.
9. Seleccionar intensidad de
frunc imient o.
Intrtoducir intensidad de
frunc imient o.
10. Coser pas o 1. Durante la cos t ur a s e cu en ta el número de
11. Selecciconar graduación
(donde se a ne cesari o
Introduc ir l a gradu ación.
(p.ej . va lor de g raduac ión 02)
RL
MW
0...14
GD
0 , 2
En caso de selección errónea pulsar las teclas
de borrar (ver 5.)
Seleccionar de nuevo la manga inicial.
Intensidad de fruncimiento = amplitud
La intensidad de fruncimiento se determinará
a partir de valores experimentales.
puntadas y se memoriza automáticamente.
El valor indica cuánto cambia la longitud de
costura del paso con cada salto de talla
Ejemplo:
El diseñador especifica un cambio de longitud
de costura d e 5 mm de un a t al l a a l a s i gu i en te .
Con una longitud de puntada de 2,5 mm esto
corresponde a 2 puntadas. Así pues, se
introduce la graduación 02.
Al llamar otra talla, el tramo se aumenta o
disminuye au to má ti c a me nt e c o n l a gra du ac i ó n
ajustada.
12. Llamar el siguiente paso
Repetir los puntos 9. a 12.
13. Desconectar el contar puntadas
en el
14. Introdu ci r el final de manga.
último
paso.
S
0-I
E
Se puede in tro du c i r un máximo de 13 pas os
por manga.
ATENCION!
¡
En caso de má s de 13 pa s os , l a m an ga no
puede copiarse después a espejo.
Pulsar las do s te c l as r o j as p ara r eg res a r al
1er. paso del programa (
modificación ulterior de ciertos pasos de
programa
Se llama el siguiente paso mediante la tecla S.
En el campo
puntadas se pone entre paréntesis
Detrás del número de puntadas aparece
DESC.
La cuenta de pu nt ad as se desconecta d ura nt e
último
el
determinar ma nu al m en te el f i na l de l a c o stura.
Durante la costura, la cuenta de puntadas
desactivada se indica en el campo
COSTURA
Durante la cos t ur a de l úl t i mo pa so hay que
introducir E (fin) (fin del programa).
En el campo
Debajo del grá fi c o ap ar e c e
CONTINUAR.
).
LONG. COSTURA
paso para que el operador pueda
mediante los paréntesis y
FIN
aparece
para el control o
, el número de
.
LONG.
DESC.
fin
.
ESPEJO, FIN,
16
Page 17

Secuencia de operaciones Teclas Observaciones
ESPEJO
(ver
FIN
acabada de cr ear.
(ver:
derecha/izq uierda
CONTINUAR
aparezca (--) en el campo
Introduc ir l os paso s si guientes.
15. Copiar a espejo la manga.
16. Copiar el juego de tallas.
17. La máquina está lista para coser. Aparece la elipse con los pasos establecidos.
SP
C
El programa pa ra l a ma ng a d er e c ha /i zquierda
se crea copiando a espejo, y luego se
memoriza.
Debajo del gráfico aparece
COPY, AUTOMATICO
COPY
AUTOMATI CO:
El programa cr ea do s e copia dentro de c a da
talla de la aplicación (DOB/HAKA).
El mando camb i a a ma r c ha au to má ti ca.
: Se copia la manga a espejo.
15.
)
: Sólo se m emo riz a la pie za
Memorizar sólo manga
)
: Pulsar la tecla E hasta que
: Copiar juego de tallas (ver
Copiar sólo la talla base
ver:
16.
)
FIN
.
Memorizar solamente la manga derecha/izquierda
Memorizar solamente la manga
derecha/izquierda.
Copiar solamente la talla base
Copiar solame nt e l a ta ll a b as e .
Mensaje de error Remedio
ER.LONG. COSTURA GRAD <
PROG.NO OK
E
A
El valor de graduación ha de ser siempre menor que la longitud
de costura del paso.
Coser el pas o o i n tro ducir longitud de c os t ura .
El programa contiene valores no válidos.
Comprobar los valores y corregir los no válidos.
Si se pulsa de nuevo la tecla E sólo se
memoriza el pro gr a ma c rea do para la manga
derecha o iz qu ier d a.
En el campo
Copiar a espe j o ya no es posible.
Debajo del gráfico aparece
COPY, AUTOMATICO
Continuar con
Pulsando la tecla A el programa generado sólo
se copia y memoriza en la talla base.
Continuar con 17.
FIN
aparece
16.
FIN
.
.
PROG.NO TIENE FIN
No se puede s a li r de l mo do de pr o gra ma c i ón .
Pulsar la tecla
¡Ninguna reacción!
Pulsar ambas tecla
Borrar el pr o gra ma y l ue go pu l s ar l a te c l a A.
E,
y seguidamente la A.
rojas
.
17
Page 18

6.2 Instrucciones de programación para el refuer zo con cinta
18
El programa de costura se confecciona por el
en la talla b as e , y s e cop i a a es p ej o y s e g rad úa au tomáticamente.
El mando mide las secciones parciales al coser los pasos individuales
y las incorpora automáticamente al programa.
Durante la cos t ur a , e l al imentador de cinta alimenta aut om áticamente
la cinta de r e fu erz o .
Después de un nú me ro d e puntadas progra ma do, la tijera de l a c i nt a
corta la cinta de refuerzo dentro de la costura.
procedimiento teach-in
Page 19

Secuencia de operaciones Teclas Observaciones
1. Colocar la cinta de refuerzo. Colocar la cinta
2. Comprobar el aj u ste bá s i co.
3. Selecci on ar e l nú me r o d e
programa.
Introducir el número del programa.
(p.ej. progr. nº. 01)
4. Selecci on ar talla.
Introducir la talla.
(p.ej.
(p.ej.
5. Llamar el modo de programación.
6. Borrar el programa anterior.
7. Selecci on ar e l gr á fi c o . Pulsar la t ecl a ha s ta qu e a pa r ez ca el gráfico
38
DOB 200-3)
038
DOB 200-6)
A
Y
+ 0
P
0 , 1
GR
3 , 8
0 , 3 , 8
Y
+ Pulsar ambas teclas rojas.
Y
+ Antes de c o nf ec c i o na r un nuevo programa,
Sólo en la pr i me ra p ue s ta en ma r c ha o
después de un Reset.
Para comprobar el ajuste básico:
ver capítulo 4.1/4.2.
PROGR.NO.
posibles nú me ros d e p r og r am a:
(mando 200-3)
(mando 200-6)
TALLA
Tallas base:
38, HK 50
DOB
038, HK 050
DOB
El mando indi c a
pulsar antes siempre las teclas de borrar.
08.
queda resaltado.
01...20
01... 15
queda resalt ad o.
LISTO PARA PROGRAMAR.
.
8. Seleccionar la pieza inicial.
9. Colocar el principio de costura
de la pieza s el e cc i on ad a d eb aj o
del prensate las .
10. Seleccionar la intensidad de
fruncimi ento.
Introduc ir l a intensidad d e
fruncimi ento.
11. Coser el paso 1. Durante la costura se cuenta el número de
12. Selecciconar graduación
(si es nec esario )
Introduc ir l a graduaci ón.
(p.ej. graduación 02)
13. Seleccionar el paso 2.
RL
MW
0...14
GD
0 , 2
S
En el campo
En caso de selección errónea pulsar las teclas
de borrar (ver 6.)
Seleccionar de nuevo la pieza inicial.
Intensidad de fruncimiento = Amplitud
La intensida d d e fruncimiento s e de te r mi n ará
a partir de val o r es e xperimentales.
puntadas y se me mo r i za a utomáticamente .
¡ATENCION !
En el primer paso la longitud
costura ha de s er d e
El valor indica cuánto cambia la longitud de
costura del paso con cada salto de talla
Ejemplo:
El diseñado r esp ec i f i c a u n cambio de longi tu d
de costura de 5 mm de una talla a la siguiente.
Con una longitud de puntada d e 2 ,5 mm es t o
corresponde a 2 pu ntadas. Así pues, se
introduce l a g rad uación 02.
Al llamar o tra ta l l a, el t r am o s e au me nt a o
disminuye automáticamente con la graduación
ajustada.
PASO
mínima
2 puntadas
aparece 02.
de
.
19
Page 20

Secuencia de operaciones Teclas Observaciones
14. Conectar el alimentador de cinta.
Activar el alimentador de cinta.
15. Seleccionar la intensidad de
frunc imient o.
Introduc ir l a inten sid ad d e
frunc imient o.
16. Coser el paso 2.
17. Selecciconar graduación
(si es nec esario)
Introduc ir l a gradu ación.
(p.ej. grad ua c ión 02)
18. Selecc i on ar el paso 3.
F , 1
0-I
MW
0...14
GD
0 , 2
S
En el campo F1 se resalta
En el campo F1 se resalta
Se alimenta la cinta de refuerzo.
El interrup tor basculante A del aparato
alimentador tiene que estar en
central).
La intensidad de fruncimiento se determinará
a partir de valores experimentales.
¡ATENCION !
En el segund o p as o , l a l on gi t ud de c os t ura
mínima
ver
Al selecci o na r el p aso 3, aparece paso 4.
El paso 3 lo c rea el m an do automáticament e.
En el campo
ha der de
12.
15 puntadas
PASO
aparece resal t ad o 04.
DESC.
CON.
con.
.
.
.
(posición
19. Selecc i on ar e introducir l a
in tensid ad de frunc imi ento.
20. Coser el paso 4.
21. Selecc i on ar e introducir l a
graduaci ón.
22. Programar más pasos.
23. Cortar la cinta de refuerzo.
Activar la tijera de cinta.
24. Coser hasta el final de la pieza.
MW
GD
F , 2
0-I
10.
ver
12.
ver
¡ATENCION !
Cada programa ha de contener un
5 pasos
Por pieza se pueden introduc ir 1 3 p as o s com o
máximo.
Con más de 13 pa s os, la pieza no se puede
copiar luego a espejo.
En el campo F2 se resalta
En el campo F2 se resalta
La cinta de refuerzo se corta un poco por
encima del embudo.
¡ATENCION!
No introducir más pasos.
Sino, no ser á po s i ble c op i ar a espejo.
¡ ATENCION !
El último paso ha de contener un
15 puntadas.
El número de pu nt ad as s e c ue nt a y m em ori z a
automáticamente.
.
DESC.
CON.
mínimo de
mínimo de
25. Accionar el corta-hilo.
20
La cuenta de pu nt ad as se desconecta d ura nt e
último
el
determinar ma nu al m en te el f i na l de l a c o stura.
paso para que el operador pueda
Page 21

Secuencia de operaciones Teclas Observaciones
26. Introduci r e l fin al d e l a pi e z a.
27. Copiar la pi e z a a es p ej o .
28. Copiar el juego de tallas.
E
SP
C
El mando crea otro paso automáticamente.
En el campo
Debajo del gráfico aparece
CONTINUAR.
ESPEJO
(ver
FIN
: Sólo se m emo riz a la pie za
acabada de cr ear.
No es p osible cop iar a es pejo
(ver:
derecha/izq uierda
CONTINUAR
aparezca (--) en el campo
Introduc ir pasos si gui ent es.
El programa pa ra l a pi e z aa de rec h a/ i z qu i erda
se crea copiando a espejo y luego se
memoriza.
Debajo del gráfico aparece
COPY, AUTOMATICO
COPY
AUTOMATI CO:
El programa cr ea do s e copia dentro de c a da
talla de la aplicación (DOB/HAKA).
: Copiar juego de tallas (ver 28.)
FIN
aparece
: Se copia la manga a espejo.
27.
Memorizar sólo p i ez a
: Pulsar la tecla E hasta que
ver:
fin
.
ESPEJO, FIN,
)
)
FIN
Copiar sólo la talla base
.
29. La máquin a e s tá li s ta pa r a coser. Aparece el g ráf i c o c o n l o s pasos establec i do s .
Memorizar solamente la pieza derecha/izquierda
Memorizar solamente la pieza
derecha/izquierda.
Copiar solamente la talla base
Copiar solame nt e l a ta ll a b as e .
Mensaje de error Remedio
ER.LONG. COSTURA GRAD <
E
A
El valor de graduación ha de ser siempre menor que la longitud
de costura del paso.
Coser el pas o o i n tro ducir longitud de c os t ura .
Si se pulsa de nuevo la tecla E sólo se
memoriza el pro gr a ma c rea do para la pieza
derecha o iz qu ier d a.
Ya no es posible copiar a espejo.
En el campo
Debajo del gráfico aparece
COPY, AUTOMATICO
Continuar con
Pulsando la tecla A el programa generado sólo
se copia y memoriza en la talla base.
Continuar con 29.
FIN
aparece
28.
FIN
.
.
INTRODUCIR LONG. COSTU RA 14
PROG.NO OK
PROG.NO TIENE FIN
En el paso llamado, la longitud de costura ha de ser mayor de
14. Corregir la longitud de costura.
El programa contiene valores no válidos.
Comprobar los valores y corregir los no válidos.
Pulsar la tecla E o ambas tecl as
Luego borrar el programa y s eg ui d am en te pu l s ar l a te c l a A.
rojas
.
21
Page 22

7. Modificar un programa existente
7.1 Cambiar todo el juego de tallas
Es necesario hacer una modificación en un programa existente.
El cambio tiene que ser efectivo en
Secuencia de operaciones Teclas Observaciones
todas
las tallas.
1. Llamar el programa a modificar.
(p.ej . progr. n º. 0 1)
2. Seleccionar la talla base.
(p.ej . talla 38 para DOB 200-3)
(p.ej . talla 038 par a DOB 20 0-6)
3. Llamar el mo do de pr o gr a ma ci ón .
4. Llamar el paso a cambiar.
5. Realizar el cambio. p.ej. introducir otro valor de fruncimiento.
6. Llamar el úl t i mo pa s o d e l a pi e za
primeramen te pro gr a ma da
7. Copiar la pieza a espejo.
P
0 , 1
GR
3 , 8
0 , 3 , 8
Y
+ Pulsar ambas teclas
S
S
SP
Tallas base:
DOB 38; HK 50
DOB 038; HK 0 50
El mando indica
Pulsar la tecla S hasta que aparezca el paso a
cambiar.
Aparece
Debajo del grá fi c o ap ar e c e
ESPEJO, FIN, CONTINUAR
Si este no fu er a el caso, pulsar la te c l a
hasta que aparezca
CONTINUAR
El cambio s e tra ns f i er e a l a ma ng a c o piada a
espejo.
del gráfico.
fin
en el campo
.
COPY, AUTOMATICO
rojas
.
LISTO PA RA PROGRAMAR.
FIN
.
.
ESPEJO, FIN,
aparece debajo
E
8. Copiar el juego de tallas.
C
El cambio se transfiere a todo el juego de
tallas.
7.2 Cambiar sólo una t alla
Es necesario hacer una modificación en un programa existente.
El cambio t i en e q ue s er efectivo en un a sola talla.
Secuencia de operaciones Teclas Observaciones
1. Llamar el programa a modificar.
(p.ej . progr. n º. 0 1)
2. Llamar la talla a cambiar.
(p.ej . talla 40 200- 3)
(p.ej . talla 040 200 -6)
3. Llamar el mo do de pr o gr a ma ci ón .
4. Llamar el paso a cambiar.
5. Realizar el cambio. p.ej. introducir otro valor de fruncimiento.
6. Llamar el úl t i mo pa s o d e l a pi e za
primeramen te pro gr a ma da
P
0 , 1
GR
4 , 0
0 , 4 , 0
Y +
S
S
Pulsar ambas teclas rojas.
El mando indica
Pulsar la tecla S hasta q ue ap are z c a e l pa s o a
cambiar.
Aparece
Debajo del grá fi c o ap ar e c e
ESPEJO, FIN, CONTINUAR
Si este no fu er a el caso, pulsar la te c l a
hasta que aparezca
CONTINUAR
fin
LISTO PA RA PROGRAMAR.
en el campo
.
FIN
.
.
ESPEJO, FIN,
.
E
22
Page 23

Secuencia de operaciones Teclas Observaciones
7. Copiar la pi ez a a e spe j o.
8. Conectar la maniobra automática
SP
A
El cambio se transfiere a la manga copiada a
espejo.
del gráfico .
El cambio se realiza sólo en la talla llamada.
COPY, AUTOMATICO
7.3 Cambiar solamente la pieza derecha o izquierda
Es necesari o h ac e r un a m od i fic a c i ón en un pr o gra ma ex i s t en te .
El cambio ti e ne qu e s e r efectivo sólo p ar a l a p i eza de r ec h a o l a
izquierda.
Secuencia de operaciones Teclas Observaciones
1. Llamar el p r og ram a a modificar.
(p.ej. progr. nº. 01)
2. Seleccionar la talla base.
(p.ej. ta lla 38 p ara DOB 200 -3)
(p.ej. ta lla 038 par a DOB 20 0-6)
3. Llamar el modo de programación.
4. Llamar el p as o a c a mb i ar d e l a
pieza derecha o izquierda.
P
0 , 1
GR
3 , 8
0 , 3 , 8
Y
+ Pulsar amba s teclas rojas.
S
Tallas base:
(p.ej. ta lla 38 p ara DOB; HK 50)
(p.ej. ta lla 038 par a DOB; H K 05 0
El mando indi c a
Pulsar la tecla S hasta que apa rez c a el p aso a
cambiar de l a p i eza de r ec h a o i zquierda.
Aparece
de la 1ª piez a.
Pulsar de nu evo la tecla S para cambiar a l a 2 ª
pieza.
fin
aparece debaj o
LISTO PARA PROGRAMAR.
en el campo
FIN
en el último paso
5. Realizar el ca mb i o. p.ej. introd uc i r o t ro v al o r de fr u nc i m i en to .
6. Conectar la maniobra automática.
A
El cambio s e re al i z a en l a p i eza de r ec h a o
izquierda solamente.
¡ATENCION!
Después de efectuados los cambios del punto
5, no se puede copiar a epejo ni c o pi a r en el
juego de tallas.
7.4 Selección y modificación de las tallas intermedias con el mando 200-6
Ver tabla de tallas DO B / H A K A (hoja 9/10 )
Todas las introducciones de tallas han de tener tres dígitos.
p.ej. talla 1 02 tecla 102
p.ej. talla 5 2 tecla 052
Después de la pr o gra ma c ión de l a t al la ba s e, to da s las t al la s
intermedias (t al c o mo es t án l i s ta da s en la tabla de tal l a s de spués de
la talla base) están provistas de los mismos valores.
Si algunos p un to s de l as t al las intermedias t i en en qu e m od i fi c a rs e,
esto se puede r e al i za r ta l c om o e s tá exp l i c ad o e n e l pu nt o 7 . d e l a s
instrucciones "Modificar un programa existente".
¡Atención!
Las tallas intermedias modificadas
la talla bas e d es p ué s de un a m od i fi c a ci ón de l a t al l a ba s e y d e p ul sa r
la tecla C.
se adaptan d e n ue v o co nformes a
En un programa ya confeccionado con tallas intermedias modificadas
no se debe utilizar más la tecla C. Con una modificación de la talla
BAS, y tallas intermedias modificadas, hay que utilizar siempre la
A
tecla
modificar las tallas indi v idualmente.
para entrar e n e l modo automático . S i e s ne ces a r i o, ha y qu e
23
Page 24

8. Secuencia de programas
En una secue nc i a de programas se puede n encadenar hasta 6
programas individuales.
Después de act i v ar la s ec u en c i a d e p rog r am as , el m an do ej e c ut a l o s
programas de la secuencia sucesivamente.
Se puede mem ori z a r un to ta l de 5 secuencias de pr o gramas (A-E).
Ejemplo de aplicación:A
En una prenda de v es t i r ti e ne n que ribetearse : l a bo c am an ga de r ech a,
el agujero del cuello y la bocamanga izquierda sucesivamente.
Las dos bocamangas han de reforzarse adicionalmente con cinta de
refuerzo.
El operador co nfecciona prim ero los tres prog ram as ( P 01 , P 02 , P 03 )
para las operaciones individu ales.
P 01: reforzar l a bo c am an ga de r echa con cinta (s i n copiar a espejo)
P 02: ribetear el agujero del cuello sin cinta (sin copiar a espejo)
P 03: reforzar l a bo c am an ga i z qu i erd a c o n c i n ta (s i n c o pi a r a e s pe j o)
A continuación se enc a de na n l o s tr e s pr o gr a ma s ( P 01, P 02, P 03)
para formar una secuencia de programas.
8.1 Confeccionar una secuencia de programas
Secuencia de operaciones Teclas Observaciones
1. Llamar el mo do de s ec u en c i a d e
progr amas (
2. Seleccionar la secuencia de
programas (A-E).
3. Seleccionar la posición en la
secuencia de programas.
4. Introduci r e l nú me ro d e programa.
Mando
Mando
en maniobra manual
200-3
200-6
Y +
)
P
1...20
1...15
La secuenci a de programas última me nte
llamada (A -E ) qu ed a r e sal t ad a.
Pulsar la tecla hasta que qu ed e resaltada la
sewcuencia de programas deseada (A-E)
En la secue nc ia de programas qu ed a
resaltada l a po s ic i ón 1.
Después de introducir el nú me ro d e programa
para la posición 1, seleccionar la siguiente
posición con la tecla P.
Introducir e l número de program a r e spectivo.
En cada secuencia de programas se pueden
introducir 6 programas.
Mientras no se ha salido de la secuencia de
programas, se puede sobreescribir cualquier
posición (introducción
borrarla (introducción 0).
1...20
ó
1...15
) ó
24
Page 25

Secuencia de operaciones Teclas Observaciones
5. Llamar otra secuencia de
programas.
6. Salir del modo de secuencia de
programas.
A
Ver 2.
Se pueden llamar sucesivamente 5
secuencias de programas (A-E).
Se llama el p r imer programa de l a s e cue nc i a
de programas .
En el campo
programa sucesor.
Después de coser el programa se llama el
programa sucesor.
La secuencia de programas queda truncada
tan pronto se selecciona un programa
directamente.
A partir del EPROM de programa de fecha
24.7.1993
modo de secuen c i a d e p r og ram as :
- pulsando l a t ec la
- seleccion an do un pr o grama que no forma
parte de la secuencia.
hay dos posibilidades para salir del
8.2 Activar la secuencia de programas
Secuencia de operaciones Teclas Observaciones
PROGR. SUCESOR
0-I
aparece el
1. Llamar el modo de secuencia de
programas.
en maniobra automática
(
2. Selecci on ar l a s ec u en c ia de
programas (A-E).
3. Activar la secuencia de programas.
)
Y
+ La secuencia de programa últimamente
llamada (A+E) queda resaltada
Pulsar la tecla hasta que quede resaltada la
secuencia de programas (A-E) deseada.
¡ATENCION!
Cuando se ha seleccionado una posición de
programa con la tecla P, pulsar, sin falta, la
tecla P hasta que qu ed e re s al t ad o e l úl t i mo
programa de la secuencia. De lo contrario, los
programas a la derecha del prog r am a
resaltado se borrarán de la secuencia.
A
8.3 Borrar la se cuencia de program as
Secuencia de operaciones Teclas Observaciones
1. Llamar el modo de secuencia de
programas.
en maniobra automática
(
2. Selecci on ar l a s ec u en c ia de
programas (A-E).
)
Y
+
La secuencia de programa últimamente
llamada (A+E) queda resaltada
Pulsar la tecla hasta que quede resaltada la
secuencia de programas (A-E) deseada.
.
.
3. Borrar la s e c ue nci a de pr o gr a ma s .
4. Llamar otra secuencia de programas. Ver 2.
5. Salir del modo de secuencia de
programas.
P
0
La primera po si c i ón de l a s e cue nc i a de
programas est á r e s al t ad a.
A
En la primera po s i c i ón de l a se c ue nc i a de
programas ap are c e 00.
Aparece el programa últimamente cosido.
25
Page 26

9. T arjeta de memoria
La tarjeta de memoria se usa pa r a g ua rdar programas du ran te largo
tiempo (apr ox . 4 a ño s ).
Desde esta tarjeta de memoria se pueden transferir programas a otras
máquinas.
El mando transfiere los programas a la tarjeta de memoria.
Los program as m emorizados pued en c ar g ars e de nu ev o de s de l a
tarjeta al mando.
9.1 Transferir programas a la tarjeta de memoria
Los programas confeccionados con el mando se tran sfieren a la
tarjeta de me moria dentro de
Quedan así asegurados y, si es necesa r i o, s e p ue de n c a rga r en el
mando tantas veces como se desee.
Secuencia de operaciones Teclas Observaciones
1. Insertar la tarjeta de memoria en la
dirección i n di c a da po r la flecha.
Flecha verd e h ac i a ab aj o .
2. Introdcuir nº de tarjeta (p.ej.
tarjeta nº. 01)
3. Transferir los datos.
4. Retirar la tarjeta de memoria. Rotular la tarjeta y guardarla en el sobre.
Mensajes de error Remedio
0 , 1
Y +
maniobra automática
Display: ver figura.
En caso de un a t ar j e ta de me mo r i a va c ía
aparece
El número de la tarjeta aparece en el display.
¡ATENCION!
El sentido de transferencia ya no se puede
cambiar más.
El proceso d e transferncia s e in di c a me di a nt e
una hilera de cruces en el pie de la pantalla. El
proceso de t ransferencia ha f i na l i z ad o cuando
aparece
TARJETA RAM VACIA
RETIRAR TARJETA
.
.
.
TARJETA RAM VACIA
ERROR DE TRANSFERENCIA
TA RJETA SIN PROGRAMAS
26
El mensaje i n di ca que en la tarjet a d e m em ori a no hay todavía
ningún programa.
Si se retira l a t ar je t a de ma s iad o pronto, se borr an l os d atos de
la tarjeta.
Reinsertar la tarjeta.
Repetir el pro ces o de me mo r iz aci ó n.
Page 27

9.2 Cargar los program as en el m ando
Los programa s me morizados en la ta r jeta se transfier e n a l ma nd o.
Secuencia de operaciones Teclas Observaciones
1. Insertar l a ta rj et a d e m emoria en
la dir ección ind ica da por l a fl ech a.
Flecha verde hacia abajo.
Cambiar el sentido de
2.
transferencia
3. Transferir los dato s .
Y +
4. Retirar l a t arj e ta de memoria. Guardar la tar j e ta en s u s o bre .
Mensajes de error Remedio
TARJETA RAM VACIA
BOX VACIO
El mensaje indica que en la tarjeta de memoria no hay ningún
programa.
El mensaje indica que todos los datos del mando están borrados.
En caso de una tarjeta de memoria vacía
aparece
Display: ver figura.
La dirección de l a f l ec h a c a mb i a.
El proceso de transferncia se indica mediante
una hilera de c ruc e s en el p i e d e l a pa nt al l a .
El proceso de transferencia ha finalizado
cuando aparece
TARJETA RAM VACIA
RETIRAR TARJETA
.
.
ERROR DE TRANSFERENCIA
SE HAN BORRADO TODOS LOS
PROGRAMAS EN EL BOX
Si se retira la tarjeta demasiado pronto se borrarán todos los
datos del mando.
Reinsertar l a ta rj et a.
¡ATENCION!
Repetir el proceso de transferencia
empezando a partir de
transferenc ia)
.
2. (Cambiar dirección de
27
Page 28

10. Introducir texto
El modo de introducción de texto sirve para proveer los programas
individua l es de nombres, comentarios, obse r v aci o ne s , e tc .
Con ello se facilita al usuario la localización de determinados
programas.
Para los pro gr a ma s l lam ados se pueden i nt rod uc i r
de 38 caracte re s
La función de las teclas ap ar e c e e n la pantalla.
Pulsando l a t ec l a de ma y úsc u l as s e ef ec t úa un c am bi o de l a f un c ión
de las teclas, desde letras a cifras y signos.
Display para la introducción de texto
2 líneas de texto
cada una, me di a nt e l a s teclas del mando .
Display después de cambiada la función de las teclas
Secuencia de operaciones Teclas Observaciones
1. Llamar el programa deseado.
2. Llamar el mo do de i nt r od uc ci ó n
de texto.
Y +
La función de las teclas ap ar e c e e n la pantalla.
3. Introducir el texto. El texto introducido aparece encima del
gráfico.
4. Salir de l mo do de i nt r od ucc i ó n
de texto.
28
A
Page 29

1 1. Llamar los estados de las EPROM
estado de las EPROM
El
en el mando respectivo.
Estas especificaciones son importantes porque los programas se
revisan constantemente. Como resultado de esto, ciertas funciones
pueden cambia r de un a E P R O M a l a s iguiente.
En estas instrucciones de programación nos referimos a estos
cambios indicando el correspondiente estado de la EPROM.
indica qué versiones de programa existen
EPROM: E
Secuencia de operaciones Teclas Observaciones
Llamar los estados de las EPROM.
rasable Programmable Read Only Memory
Y
Mantener puls a da l a t ec l a Y.
Desconectar el interruptor principal.
Mantener puls a da l a t ec l a Y.
Conectar el in te rr up to r pr in c i pa l .
Mantener puls a da l a t ec l a Y hasta que
aparezca la imagen inicial con los estados de
las EPROM.
1 1.1 Pr eselecci onar la aplicación ( DOB/HK)
En el display en pantalla, mostrado en 11., se preselecciona también
la aplicación (DOB/HK) para todos los programas no definidos.
Secuencia de operaciones Teclas Observaciones
1. Llamar los e s ta do s de las EPROM.
Y
Mantener puls a da l a t ec l a Y.
Desconectar el interruptor principal.
Mantener puls a da l a t ec l a Y.
Conectar el in te rr up to r pr in c i pa l .
Mantener puls a da l a t ec l a Y hasta que
aparezca la imagen inicial con los estados de
las EPROM.
2. Cambiar la ap l i cac i ó n. En e l c am po
resaltados.
Esto signi fi ca qu e todos los progr a ma s no
definidos es t án pr e vi s to s pa ra l a ap l i c ac ió n
DOB o la HK.
3. Conectar la maniobra automática.
A
En el campo
aplicación seleccionada (
DOB/HK
DOB/HK
DOB
DOB
o HK están
o HK).
, o bien
queda resaltada la
29
Page 30

11.2 Cambio de las EPROMs (200-6)
–
Desconectar el interruptor principal.
–
Desenchufar de l ma nd o e l en c hu fe a l a red de 220V y la clav i j a de
30 polos.
–
Retirar el mando de su soporte.
–
Desatornillar la tapa del fondo del mando.
–
Retirar la conducción de conexión al circuito impreso de la
memoria.
–
Desatornillar el circuito impreso de la memoria y retirarlo del
zócalo con cuidado.
–
Extraer los EPROMs de sus soportes e insertar nuevos EPROMs.
–
Insertar el circuito impreso de la memoria en el zócalo y atornillarlo.
–
Enchufar la c on du cc i ón de c on ex i ó n a l ci r cui t o i m pr e s o d e l a
memoria.
Al retirar el circuito impreso de la
memoria se borran todos los programas.
Conductor de
conexión
EPROMS
- Idioma
- Gráfico
- Programa
Tarjeta de
memoria
Batería
30
Page 31

12. Ajustar la posición inicial de la elipse
elipse (gráfico 01)
La
La posición inicial es válida para todas las tallas de un programa.
El ajuste sólo se puede ef ectuar en el
habiendo lla ma do l a
está dividida en 52 secciones (00 a 51).
modo de programación
talla base
.
, y
Secuencia de operaciones Teclas Observaciones
1. Llamar el modo de programación.
Y +
2. Llamar la posición inicial.
3. Cambiar la posición inicial.
4. Mostrar la nueva posición inicial. A E l ma ndo retrocede a l a c o ne x ión: maniobra
Ejemplos:
POS. INICIAL: 13
Y + M
M
Pulsar amba s teclas rojas.
El mando indi c a
Display: p.ej.
Pulsar la tecla M hasta que aparezca la
posición i nic i a l de s ea da en el campo
INICIAL:
automática. Aparece el gráfico con la posición
inicial cambiada.
.
POS. INICIA L: 07
LISTO PARA PROGRAMAR.
POS. INICIAL: 00
POS.
31
Page 32

13. Cambiar el idioma del texto en pantalla
El idioma del texto en pantalla sólo se puede cambiar
maniobra automática
Se pueden suministrar dos EPROMs de idioma diferentes con 8
idiomas ca da un o:
200-3 200-6
Juego EPROM 1: Juego EPROM 2: Juego EPROM 1: Juego EPROM2:
9850 550008 E P 01 9850 550008 EP02 9850 55 00 28 E P 01 9850 550028 EP02
Alemán Alemán Alemán Alemán
Inglés Inglés Inglés Inglés
Francés Francés Francés Francés
Español Turco Español Turco
Italiano Rumano Ital i a no Rumano
Portugués Portugués
Sueco Sueco
Polaco Polaco
Juego EPROM 3: Juego EPROM 4: Juego EPROM 3: Juego EPROM 4:
9850 550008 E P 03 9850 550008 EP04 9850 55 00 28 E P 03 9850 550028 EP04
Inglés Alemán Inglés Alemán
Japonés Búlgaro Japonés Búlgaro
.
dentro de
Juego EPROM 5: Juego EPROM 6: Juego EPROM 5: Juego EPROM 6:
9850 550008 E P 05 9850 550008 EP06 9850 55 00 28 E P 05 9850 550028 EP06
Alemán Inglés Alemán Inglés
Ruso Chino Ruso Chino
Secuencia de operaciones Teclas Observaciones
1. Llamar idiomas.
2. Seleccionar otro idioma.
3. Cambiar el idioma.
32
Y + P
Y + P
A
Aparece una l i sta de idiomas.
El idioma actual está resaltado.
Mantener pulsada la tecla Y y pulsar la tecla
hasta que qu ed e re s al t ad o e l i di o ma de s ea do .
El texto en pantalla está en el idioma
seleccionado.
P
Page 33

14. Adaptación de los valores de frucimiento a diferentes materiales /
Cambio porcentual del valor de fruncimiento
A partir de la EPROM de programas del
adaptar los v a lor e s de fruncimiento de un pro gr a ma ex i stente a
diferentes m at er i a l es.
Mediante la ad ap ta c ión del programa, lo s v alo r es d e f r un ci mi e nt o s e
aumentan o di s min uy e n e n u n porcentaje de te rmi n ad o e n
pasos del programa.(máx +14% / -14%)
La adaptación del programa tie ne l ug ar d en tro de la
automática
Ejemplo de aplicación:
Existe un programa de costura para una pieza de un material
determinado.
La pieza tiene que confeccionarse ahora de otro material con
otras propiedades
Al coser la pieza se pone de manifiesto que los valores de
fruncimien to de l pro gr a ma s on de ma s i ad o e str e c ho s o d em as ia do
anchos para e l nu evo material.
Así pues, mediante adaptación del programa, los valores de
fruncimien to de to do el p rograma tienen qu e a um en ta r s e o di sm i nu i r se
en un determin ad o p or c e nt aj e . E l o pe rad or i n troduce este porc en ta j e.
Seguidamen te , e l ma nd o a um en ta o d i s mi n uye automáticame nt e l o s
valores de fruncimiento en todos los pasos del programa en el
porcentaje introducido.
El programa queda entonces adaptado a las diferentes propiedades
del material .
.
.
24.07.1993,
es posible
todos
maniobra
los
Secuencia de operaciones Teclas Observaciones
1. Selecci on ar m odificación
porcentual d e l o s val o r es de
fruncimi ento
2. Introducir el porcentaje.
3. Seleccionar aumentar o disminuir.
4. Conectar la maniobra automática. A El valor del % (excepto el valor 00) aparece
GD
0...14
0-I
Debajo del camp o
resaltado
Los valores de fruncimiento sólo se pueden
ajustar, como máx., entre +14% / -14%.
El display c a mb i a e nt r e + (a um en tar) y
- (disminuir).
indicado dur a nt e l a c ost ur a de ba j o d el c a mp o
VALOR FRUNCIDO
¡ATENCION!
Al selecci on ar o tra vez el número d e p r og rama
llamado u otro número de programa, el valor %
se repone de nu ev o a 00.
% 00
VALOR FRUNCIDO
.
.
queda
15. Determinar el valor de fruncimiento
El valor de fr u nc i m i en to o a mp l i tu d varia se puede determinar, o bien a
partir de valores experimentales o mediante pruebas prácticas.
Secuencia de operaciones Teclas Observaciones
1. Conectar la maniobra manual.
M
2. Introduci r el v a l or d e f run c i mi e nt o
estimado.
3. Coser la sección. Eventualmente, coser la sección sin hilos.
4. Comprobar si la s pe rfo r ac io ne s
quedan una so bre ot r a.
5. Conectar la maniobra automática.
0...14
A
Estimar e introducir el valor de fruncimiento o
amplitud varia para una sección.
Si las perforaciones no quedan correctamente
sobrepuestas, cambiar el valor de fruncimiento.
Repetir el proceso con un nu evo v al o r de
fruncimiento, a partir de
perforaciones queden sobrep uestas.
El mando conm ut a a maniobra auto má ti ca.
2.,
hasta que las
33
Page 34

16. Servicio
¡ATENCION!
Todos l os trabajos en el e qu i po el é c tr ic o de l a
máquina los ha n d e r e al i za r s ol a me nt e e l ec t ri c i sta s
o personas convenientemen te i ns t rui d as .
16.1 Corregir el di splay en pa ntalla ( 200-3 / 2 00-6)
El ajuste y alineación correctos del display en pantalla se efectúan
mediante el patrón de ajus te de pa nt al l a .
Las correcciones necesarias se efectúan mediante los potenciómetros
del circuito impreso del monitor.
¡Precaución! ¡Alto voltaje!
No tocar las piezas bajo tensión.
Usar únicamente herramientas aisladas.
Secuencia de operaciones Observaciones
1. Insertar la tarjeta de memoria en
dirección
la
Flecha verde h a ci a a b aj o
2. Conectar el interruptor principal.
Para correg ir el display en
pantalla
Desconectar el interruptor
3.
princ ipal
4. Retirar la tarjeta de memoria.
5. Marcar con un lápiz todo el
contorno vi si b l e d e l a pa nt al l a
sobre el cri s t al d e la misma.
6. Desenchufar del mando el enchufe
a la red de 220V y la clavija de
30 polos.
indicada por la
:
.
flecha
.
El interruptor principal está desdconectado.
.
Aparece el p at rón de ajuste de pa nt al l a .
Consiste en una reja de cuadrados.
¡ ATENCION !
Con un ajuste correcto, la distancia desde la reja de cuadrados
al borde infe r ior d e l a pa nt al l a ha de s er a l go ma y or q ue l a
distancia h as t a e l bo rde s up er i o r.
De lo contrari o , l a l ínea infer ior d el d i spl a y en pa nt al l a no s er á
visible.
Para asegurar q ue el c o nt or n o vi s i b l e d e l a pa nt al l a pu ed a
delimitarse incluso desp ué s de r et i rar la cubierta.
7. Retirar el mando de su soporte.
8. Desatornillar la cubierta.
9. Insertar la tarjeta de memoria en la
dirección
Flecha verde h a ci a a b aj o
10. Enchuf ar a l ma nd o e l en c hu fe de
la red de 220 volt ios .
11. Realizar las correcciones en los
poten ciómet ros.
34
indicada po r l a
flecha
.
.
Aparece el patrón de ajuste de la pantalla.
Posibilidades de corrección: ver la figura de
el ciruito impreso del monitor
El circuito impreso del monitor está montado vertical, junto al
lateral de la pantalla.
.
Potenciómetros en
Page 35

Potenciómetros en el ciruito impreso del monitor (200-3 / 200-6):
Regular brillantez fondo
Ajustar la intensidad
Graduar la altura del
display
16.2 Cambiar la pila de la tarjeta de memoria
Ensanchar o e ncoger
imagen en sen t id o v e r ti cal
Parar imag en qu e corre
Corregir línea texto superior
Limitar co rr i en te de l ha z
Desplazar el display a la
derecha/izquierda
Ajustar an cho del display
Ver instrucciones en l a t ar jeta de memoria.
¡ ATENCION !
Los programa s me morizados en la ta r jeta se
borrarán al cambiar la pila.
¡Cargar previamente los programas en un mando!
35
Page 36

16.3 Cambiar e l fusibl e (200 -3 / 200- 6)
–
Desconectar el interruptor principal.
–
Desenchufar de l ma nd o e l en c hu fe a l a red de 220V y la clav i j a de
30 polos.
–
Retirar el mando de su soporte.
–
Desatornillar la tapa del fondo del mando.
–
Desconectar todas las conexiones enchufables con cables.
–
Desatornillar la cubierta.
–
Cambiar el fusible (5MF, 2A, 250 V).
El fusible se encuentra en el bloque de alimentación debajo de la
pantalla (ver figura:
–
Después de cambiar el fusible asegurarse de conectar de nuevo
todos los cables con conexión enchufable.
Bloque de alimentación:
Bloque de alimentación
).
Ajustar tensión de
alimentación
Fusible
36
Cable de puest a
a tierra
Page 37

16.4 Cambiar el bloque de alimentación (200-3 / 200-6)
–
Desconectar el interruptor principal
–
Desenchufar del mando el enchufe a la red de 220V y la clavija de
30 polos.
–
Retirar el ma nd o d e s u s op ort e.
–
Desatornillar la tapa del fondo del mando.
–
Desconectar todas las conexiones enchufables con cables.
–
Desatornillar la cubierta.
–
El bloque de al i m en ta c i ón es t á s ituado debajo de l a pa nt al l a .
–
Desconecta r l as c o ne x i on es e nc h uf ab l es c o n c a bl e s al b loque de
alimentaci ón .
–
Retirar el cable de puesta a tierra.
–
Aflojar los tornillos de fijación y cambiar el bloque de alimentación.
–
Después de mo nt ar u n nuevo bloque de al i m en ta c ión enchufar de
nuevo el cable de puesta a tierra y restablecer las conexiones
enchufables con cable.
¡ ATENCION !
Después de cambiar el bloque de alimentación hay
que reajusta r l a t ensión de alimentación (5V) p ara el
ordenador.
.
Ajustar la tensión de alimentación:
–
La tensión de alimentación para el ordenador hay que ajustarla a
5V +/- 2.5 % .
Se mide entre los pins 1 y 3.
–
Ajustar la tensión de ali m en ta c ión mediante el pote nc i ó me tro VR1
del bloque de alimentación (ver figura:
16.5 Cambiar la tarjeta gráfica (200-3 / 200-6)
–
Desconectar el interruptor principal
–
Desenchufar del mando el enchufe a la red de 220V y la clavija de
30 polos.
–
Retirar el ma nd o d e s u s op ort e.
–
Desatornillar la tapa del fondo del mando.
–
Desconectar todas las conexiones enchufables con cables.
–
Desatornillar la cubierta.
–
La tarjeta gráfica está situada lateralmente junto a la pantalla.
–
Desenchufar el enchufe de la tarjeta gráfica.
El estribo de seguridad está desenclavado.
–
Retirar la ta rj et a gráfica y camb i arl a .
–
Después de mo nt ar l a nu ev a ta r j et a g ráfica, restabl ec e r to da s l as
conexiones enchufables por cable.
¡Precaución! ¡Alta tensión!
No tocar las pi e zas b ajo te ns i ó n.
Usar únicamen te he rr am ien ta s ai sl a da s .
Bloque de alimentación
.
).
37
Page 38

16.6 Cambiar la batería (200-3 / 200-6)
–
Desconectar el interruptor principal
–
Desenchufar de l ma nd o e l en c hu fe a l a red de 220V y la clav i j a de
30 polos.
–
Retirar el mando de su soporte.
–
Desatornillar la tapa del fondo del mando.
El circui to i mp res o de l ma nd o e s tá v i s ibl e .
El acumulador está soldado en este circuito
(ver figura:
–
Desconectar todas las conexiones enchufables con cables.
–
Para cambiar la batería, desatornillar el ciruito impreso del mando.
–
Después de montar una nueva batería, restablecer todas las
conexiones e nc h uf ab l es c o n c a bl e s .
.
Circuito impreso del mando
).
En caso de una inmovilización prolongada de la máquina
puente a2 para que la ba te r ía no se desc ar g ue ta n rápidamente.
Antes de poner de nuevo en ma rc ha l a m áq ui n a, c err a r de nu ev o el
puente a2.
16.7 Cambiar las EPROMS (200-3)
–
–
–
–
–
–
abrir el
¡ ATENCION !
Al abrir el puente se borrarán los programas del
mando.
¡Antes de abrir el puente transferir todos los
programas a la tarjeta de memoria!
Desconectar el interruptor principal
Desenchufar de l ma nd o e l en c hu fe a l a red de 220V y la clav i j a de
30 polos.
Retirar el mando de su soporte.
Desatornillar la tapa del fondo del mando.
Desatornillar el puente de seguridad (ver figura del Circuito
impreso del mando).
Retirar las EPROMS con cuidado e insertar las nuevas.
.
38
¡ ATENCION !
Al insert arl a s vi gi l a r qu e la muesca de la EP ROM
esté en el mismo lado que la punta de la flecha en el
circuito i mp r eso del mando.
–
¡Para evitar er ror es , d e b er ía ca mbiarse siempre el juego
completo de EPROMS
(EPROM de idioma, de gráfico y de programa) !
Page 39

Circuito impreso del mando (200-3):
EPROMS
Puente de seguridad
Batería
39
 Loading...
Loading...